
A Method to Evaluate the Maturity Level of Robotization of Production Processes in the Context of Digital Transformation—Polish Case Study


Abstract
1. Introduction
2. A Method for Assessing the Maturity Level of Key Areas in Manufacturing Companies
2.1. The Main Obstacles to the Robotization of Production Processes
- Analysis of the factors determining the feasibility of implementing a robot;
- Selection of a robot for a specific application—it is essential to consider various factors such as kinematic structure, load capacity, degrees of freedom, reach, mounting type, speed, motion range of joints, motion repeatability, IP class, operating temperature range, built-in/optional communication ports and IO interfaces, programming method and environment, tooling, and installation requirements;
- Estimation of implementation costs, including the purchase and maintenance expenses, in comparison to the costs of other solutions available in the market;
- Selection of sensors and additional instrumentation (grippers with tactile sensors, accelerometers, 3D vision systems, force and torque sensors, glue or paint guns, welding guns, etc.);
- The need to meet requirements for the operating environment in which humans and robots interact and the safety measures that need to be considered during operation;
- Integration of IIoT collaborative robots, including connectivity technologies such as Ethernet, Wi-Fi, Bluetooth, GSM systems, 5G, and software integration;
- The need to provide necessary additional instrumentation (e.g., utilities, gas extractors, etc.) and adaptation of infrastructure;
- Training of employees; hiring or outsourcing qualified staff.
- C1—Relocating time-consuming processes to robotic workstations while transferring operators to higher-value tasks;
- C2—Elimination of routine quality problems (frequent need for scrap or rework) and areas of inconsistent quality;
- C3—Elimination of the manipulation of heavy tools or parts, workplaces, or locations with potential for dangerous accidents;
- C4—Handling monotonous and rule-based operations (e.g., sorting, simple logic);
- C5—Moving workers away from hazardous areas (exposition to gases, dust, or by-products of the production process) and eliminating manual activities (with repetitive movements and ergonomic problems and those requiring prolonged, intensive concentration or constant change of attention).
2.2. Aims, Objectives, and Structure of the Proposed Method
- Automation of production processes—a key area of development that determines the possibility of the digitalization of production, as well as the integration of production and management processes;
- Robotization of production processes—a key area of development for increasing the quality, reproducibility, productivity, and autonomy of manufacturing workstations, as well as the redeployment of employees to higher-value tasks;
- Digitization of intralogistics warehouse processes—a key area of development determining the ability to efficiently manage and optimize inventory levels, including inputs, finished products, equipment, and tools;
- Flexibility of production systems—a key area of development for achieving agility relies on improving internal processes such as dynamic path routing and increasing machine Overall Equipment Effectiveness ratios, as well as external processes such as responding quickly to market changes;
- Intralogistics of production processes (inter-station and inter-department transport)—a key development area for achieving agile automation in material and product flow streams;
- Integration of management, production, quality control, intralogistics, and warehousing systems—a key area of development for achieving Single Source of Truth data exchange status between all systems for managing and controlling company processes.
- Current state—a set of characteristics defining the minimum requirements of a selected key area, divided into categories representing the characteristics of a specific maturity level;
- Advantages—three independent sub-areas (machinery, infrastructure, and equipment; human resources; processes) defining strengths in each maturity level of a specific key area;
- Disadvantages—three independent sub-areas (machinery, infrastructure, and equipment; human resources; processes) defining weaknesses in each maturity level of a specific key area;
- Growth opportunities—a set of necessary directions to identify technological deficiencies (machinery sub-area), skills gaps (human resources sub-area), and process optimization (processes sub-area);
- Recommendations—recommendations including the implementation of measures to achieve a higher level of maturity.
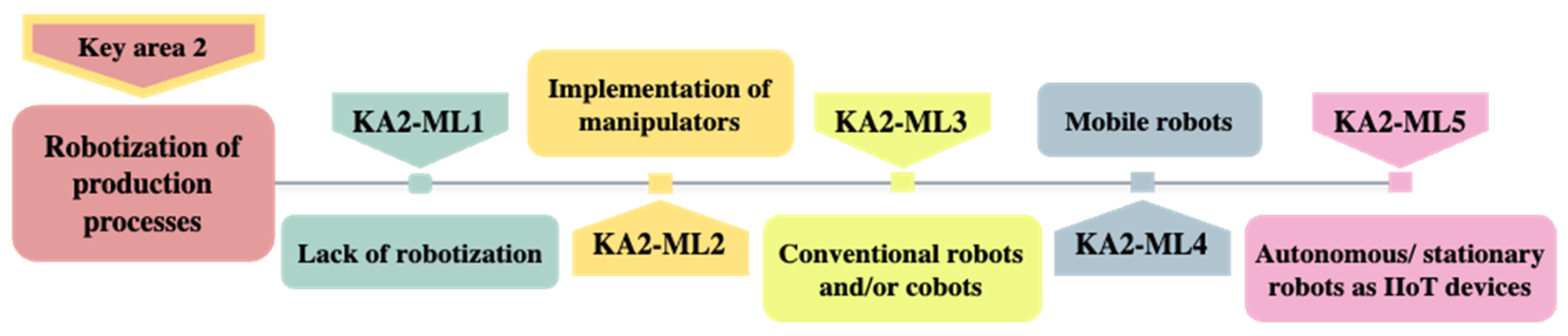
2.3. Characteristics of the Key Area—Robotization of Production Processes
3. Results
- Type of production—most often unit production with low production volumes (with a high degree of variability and customization) that require frequent development of new robot programs or modifications to existing ones;
- Lack of a consistent supplier who can provide production orders regularly;
- Difficulties in planning material supply and production due to the high variability in orders;
- Aspects related to the factories’ locations—e.g., the need for local integrators and partner companies offering support in servicing the robots or employees with the right level of competence.
4. Discussion
5. Conclusions
- Lack of clear strategy and vision—lack of a defined direction for change, tools, and methods to set short and long-term goals;
- Resistance to change—employees’ fear of being replaced by modern technology, fear of increasing productivity and quality levels;
- Lack of understanding or acceptance of the culture of innovation—fear of creative and out-of-the-box thinking, lack of open communication and team collaboration;
- Lack of consistency in change management and communication—lack of adequate change management, competency gaps, inadequately mapped staff resources, lack of teams responsible for the different stages of the transformation and their scope, lack of measurable indicators and assessment of unforeseen risks;
- Lack of resources and support—lack of a change leader, staff with the right competencies and skills, lack of integrators or subcontractors;
- Changes in areas of the company’s operation—new production technologies, changing management methods (disintermediation, data-driven decision making, reorientation of revenue streams, regulatory challenges, need for continuous learning and development, ensuring cyber security and data privacy, the introduction of performance indicators and KPIs for evaluation purposes), employees (automation of tasks, remote and flexible working arrangements, reskilling and upskilling, digital channels for collaboration and communication, changing job roles and responsibilities, emphasis on innovation and creativity, greater professional autonomy, changes in work culture, potential job change);
- Breach of data confidentiality and security, loss of know-how—lack of security policies, software, and hardware protection;
- Difficulties in integration with existing systems—lack of use of standards and consideration of scalability requirements of systems under development;
- Budgetary constraints—lack of funds or purchase of solutions with redundant and underutilized functionality;
- Regulatory and compliance restrictions—maintaining the guidelines of norms, regulations, and standards;
- Existing systems and infrastructure—constraints related to integration and incorporation of newly designed technical systems;
- Supplier dependency and interoperability issues—problems of factory locations, lack of support, and local integrators.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dzedzickis, A.; Subaciute-Žemaitiene, J.; Šutinys, E.; Samukaite-Bubniene, U.; Bucinskas, V. Advanced Applications of Industrial Robotics: New Trends and Possibilities. Appl. Sci. 2022, 12, 135. [Google Scholar] [CrossRef]
- Arents, J.; Greitans, M. Smart Industrial Robot Control Trends, Challenges and Opportunities within Manufacturing. Appl. Sci. 2022, 12, 937. [Google Scholar] [CrossRef]
- Weidemann, C.; Mandischer, N.; van Kerkom, F.; Corves, B.; Hüsing, M.; Kraus, T.; Garus, C. Literature Review on Recent Trends and Perspectives of Collaborative Robotics in Work 4.0. Robotics 2023, 12, 84. [Google Scholar] [CrossRef]
- Vaisi, B. A review of optimization models and applications in robotic manufacturing systems: Industry 4.0 and beyond. Decis. Anal. J. 2022, 2, 100031. [Google Scholar] [CrossRef]
- Westcott, J.R.; Gupta, A.K.; Arora, S.K. Industrial Automation and Robotics, 2nd ed.; Mercury Learning and Information: Duxbury, MA, USA, 2023; pp. 266–347. [Google Scholar]
- Verma, D. Systems Engineering for the Digital Age: Practitioner Perspectives, 1st ed.; Wiley: Hoboken, NJ, USA, 2023; pp. 583–712. [Google Scholar]
- Westerman, G.; Bonnet, D.; McAfee, A. Leading Digital: Turning Technology into Business Transformation, 1st ed.; Harvard Business Review Press: Brighton, MA, USA, 2014; pp. 29–96. [Google Scholar]
- Coronado, E.; Ueshiba, T.; Ramirez-Alpizar, I.G. A Path to Industry 5.0 Digital Twins for Human-Robot Collaboration by Bridging NEP+ and ROS. Robotics 2024, 13, 28. [Google Scholar] [CrossRef]
- Lessi, C.C.; Gavrielides, A.; Solina, V.; Qiu, R.; Nicoletti, L.; Li, D. 5G and Beyond 5G Technologies Enabling Industry 5.0: Network Applications for Robotics. Procedia Comput. Sci. 2024, 232, 675–687. [Google Scholar] [CrossRef]
- Zafar, M.H.; Langås, E.F.; Sanfilippo, F. Exploring the synergies between collaborative robotics, digital twins, augmentation, and industry 5.0 for smart manufacturing: A state-of-the-art review. Robot. Comput.–Integr. Manuf. 2024, 89, 102769. [Google Scholar] [CrossRef]
- Marinelli, M. From Industry 4.0 to Construction 5.0: Exploring the Path towards Human–Robot Collaboration in Construction. Systems 2023, 11, 152. [Google Scholar] [CrossRef]
- Hanna, A.; Larsson, S.; Götvall, P.L.; Bengtsson, K. Deliberative safety for industrial intelligent human–robot collaboration: Regulatory challenges and solutions for taking the next step towards industry 4.0. Robot. Comput.–Integr. Manuf. 2022, 78, 102386. [Google Scholar] [CrossRef]
- Baratta, A.; Cimino, A.; Gnoni, M.G.; Longo, F. Human Robot Collaboration in Industry 4.0: A literature review. Procedia Comput. Sci. 2023, 217, 1887–1895. [Google Scholar] [CrossRef]
- Ghosh, A.; Paredes Soto, D.A.; Veres, S.M.; Rossiter, A. Human Robot Interaction for Future Remote Manipulations in Industry 4.0. IFAC Pap. 2020, 53, 10223–10228. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Substantial capabilities of robotics in enhancing Industry 4.0 implementation. Cogn. Robot. 2021, 1, 58–75. [Google Scholar] [CrossRef]
- Ghodsian, N.; Benfriha, K.; Olabi, A.; Gopinath, V.; Arnou, A.; El zant, C.; Charrier, Q.; El helou, M. Toward designing an integration architecture for a mobile manipulator in production systems: Industry 4.0. Procedia CIRP 2022, 109, 443–448. [Google Scholar] [CrossRef]
- Boschetti, G.; Faccio, M.; Granata, I. Human-Centered Design for Productivity and Safety in Collaborative Robots Cells: A New Methodological Approach. Electronics 2023, 12, 167. [Google Scholar] [CrossRef]
- Arents, J.; Abolins, V.; Judvaitis, J.; Vismanis, O.; Oraby, A.; Ozols, K. Human-Robot Collaboration Trends and Safety Aspects: A Systematic Review. J. Sens. Actuator Netw. 2021, 10, 48. [Google Scholar] [CrossRef]
- Castro, A.; Silva, F.; Santos, V. Trends of Human-Robot Collaboration in Industry Contexts: Handover, Learning, and Metrics. Sensors 2021, 21, 4113. [Google Scholar] [CrossRef]
- Patil, S.; Vasu, V.; Srinadh, K.V.S. Advances and perspectives in collaborative robotics: A review of key technologies and emerging trends. Discov. Mech. Eng. 2023, 2, 13. [Google Scholar] [CrossRef]
- Zizic, M.C.; Mladineo, M.; Gjeldum, N.; Celent, L. From Industry 4.0 towards Industry 5.0: A Review and Analysis of Paradigm Shift for the People, Organization and Technology. Energies 2022, 15, 5221. [Google Scholar] [CrossRef]
- Piccarozzi, M.; Silvestri, C.; Fici, L.; Silvestri, L. Metaverse: A possible sustainability enabler in the transition from Industry 4.0 to 5.0. Procedia Comput. Sci. 2024, 232, 1839–1848. [Google Scholar] [CrossRef]
- Golovianko, M.; Terziyan, V.; Branytskyi, V.; Malyk, D. Industry 4.0 vs. Industry 5.0: Co-existence, Transition, or a Hybrid. Procedia Comput. Sci. 2023, 217, 102–113. [Google Scholar] [CrossRef]
- Introna, V.; Santolamazza, A.; Cesarotti, V. Integrating Industry 4.0 and 5.0 Innovations for Enhanced Energy Management Systems. Energies 2024, 17, 1222. [Google Scholar] [CrossRef]
- Akundi, A.; Euresti, D.; Luna, S.; Ankobiah, W.; Lopes, A.; Edinbarough, I. State of Industry 5.0—Analysis and Identification of Current Research Trends. Appl. Syst. Innov. 2022, 5, 27. [Google Scholar] [CrossRef]
- Publications Office of the European Union. Available online: https://op.europa.eu/en/publication-detail/-/publication/9167a698-180e-11eb-b57e-01aa75ed71a1/ (accessed on 30 April 2024).
- Publications Office of the European Union. Available online: https://op.europa.eu/en/publication-detail/-/publication/6dabb3da-8c55-11eb-b85c-01aa75ed71a1/language-en/format-PDF/source-196325752# (accessed on 30 April 2024).
- Publications Office of the European Union. Available online: https://op.europa.eu/en/web/eu-law-and-publications/publication-detail/-/publication/38a2fa08-728e-11ec-9136-01aa75ed71a1 (accessed on 30 April 2024).
- Publications Office of the European Union. Available online: https://op.europa.eu/en/publication-detail/-/publication/468a892a-5097-11eb-b59f-01aa75ed71a1/ (accessed on 30 April 2024).
- Soldatos, J.; Lazaro, O.; Cavadini, F. The Digital Shopfloor—Industrial Automation in the Industry 4.0 Era: Performance Analysis and Applications, 1st ed.; River Publishers: Gistrup, Denmark, 2018; pp. 27–69. [Google Scholar]
- Liu, Y.; Wang, S.; Xie, Y.; Xiong, T.; Wu, M. A Review of Sensing Technologies for Indoor Autonomous Mobile Robots. Sensors 2024, 24, 1222. [Google Scholar] [CrossRef] [PubMed]
- Rogers, A.; Eshaghi, K.; Nejat, G.; Benhabib, B. Occupancy Grid Mapping via Resource-Constrained Robotic Swarms: A Collaborative Exploration Strategy. Robotics 2023, 12, 70. [Google Scholar] [CrossRef]
- da Silva, E.R.; Schou, C.; Hjorth, S.; Tryggvason, F.; Sørensen, M.S. Plug & Produce robot assistants as shared resources: A simulation approach. J. Manuf. Syst. 2022, 63, 107–117. [Google Scholar]
- Goecks, L.S.; Habekost, A.F.; Coruzzolo, A.M.; Sellitto, M.A. Industry 4.0 and Smart Systems in Manufacturing: Guidelines for the Implementation of a Smart Statistical Process Control. Appl. Syst. Innov. 2024, 7, 24. [Google Scholar] [CrossRef]
- Buerkle, A.; Eaton, W.; Al-Yacoub, A.; Zimmer, M.; Kinnell, P.; Henshaw, M.; Coombes, M.; Chen, W.H.; Lohse, N. Towards industrial robots as a service (IRaaS): Flexibility, usability, safety and business models. Robot. Comput.-Integr. Manuf. 2023, 81, 102484. [Google Scholar] [CrossRef]
- Gilchrist, A. Industry 4.0 The Industrial Internet of Things, 1st ed.; Apress: New York City, NY, USA, 2016; pp. 217–230. [Google Scholar]
- Schwab, K. The Fourth Industrial Revolution: Klaus Schwab, 1st ed.; Penguin Books Ltd.: London, UK, 2017. [Google Scholar]
- Gallego-García, S.; Groten, M.; Halstrick, J. Integration of Improvement Strategies and Industry 4.0 Technologies in a Dynamic Evaluation Model for Target-Oriented Optimization. Appl. Sci. 2022, 12, 1530. [Google Scholar] [CrossRef]
- Ferreira, D.V.; de Gusmao, P.H.; de Almeida, J.A. A multicriteria model for assessing maturity in industry 4.0 context. J. Ind. Inf. Integr. 2024, 38, 100579. [Google Scholar] [CrossRef]
- Senna, P.P.; Barros, A.C.; Bonnin Roca, J.; Azevedo, A. Development of a digital maturity model for Industry 4.0 based on the technology-organization-environment framework. Comput. Ind. Eng. 2023, 185, 109645. [Google Scholar] [CrossRef]
- Cimini, C.; Lagorio, A.; Cavalieri, S. Development and application of a maturity model for Industrial Agile Working. Comput. Ind. Eng. 2024, 188, 109877. [Google Scholar] [CrossRef]
- Zamora Iribarren, M.; Garay-Rondero, C.L.; Lemus-Aguilar, I.; Peimbert-García, R.E. A Review of Industry 4.0 Assessment Instruments for Digital Transformation. Appl. Sci. 2024, 14, 1693. [Google Scholar] [CrossRef]
- Haryanti, T.; Rakhmawati, N.A.; Subriadi, A.P. The Extended Digital Maturity Model. Big Data Cogn. Comput. 2023, 7, 17. [Google Scholar] [CrossRef]
- Han, X.; Zhang, M.; Hu, Y.; Huang, Y. Study on the Digital Transformation Capability of Cost Consultation Enterprises Based on Maturity Model. Sustainability 2022, 14, 10038. [Google Scholar] [CrossRef]
- Elhusseiny, H.K.; Crispim, J. A Review of Industry 4.0 Maturity Models: Theoretical Comparison in The Smart Manufacturing Sector. Procedia Comput. Sci. 2024, 232, 1869–1878. [Google Scholar] [CrossRef]
- Spaltini, M.; Acerbia, f.; Pinzonea, M.; Gusmerolia, S.; Taischa, M. Defining the Roadmap towards Industry 4.0: The 6Ps Maturity Model for Manufacturing SMEs. Procedia CIRP 2022, 105, 631–636. [Google Scholar] [CrossRef]
- Semeraro, C.; Alyousuf, N.; Kedir, N.I.; Abu Lail, E. A maturity model for evaluating the impact of Industry 4.0 technologies and principles in SMEs. Manuf. Lett. 2023, 37, 61–65. [Google Scholar] [CrossRef]
- Kalendera, Z.T.; Žilkaa, M. A Comparative Analysis of Digital Maturity Models to Determine Future Steps in the Way of Digital Transformation. Procedia Comput. Sci. 2024, 232, 903–912. [Google Scholar] [CrossRef]
- Trstenjak, M.; Opetuk, T.; Cajner, H.; Hegedic, M. Industry 4.0 Readiness Calculation-Transitional Strategy Definition by Decision Support Systems. Sensors 2022, 22, 1185. [Google Scholar] [CrossRef] [PubMed]
- Spaltini, M.; Terzi, S.; Taisch, M. Development and implementation of a roadmapping methodology to foster twin transition at manufacturing plant level. Comput. Ind. 2024, 154, 104025. [Google Scholar] [CrossRef]
- Issa, A.; Hatiboglu, B.; Bildstein, A.; Bauernhansl, T. Industrie 4.0 roadmap: Framework for digital transformation based on the concepts of capability maturity and alignment. Procedia CIRP 2018, 72, 973–978. [Google Scholar] [CrossRef]
- Förster, M.; Kürpick, C.; Hobscheidt, D.; Kühn, A.; Dumitrescu, R. Cross-industry methods for strategic planning of the digital transformation of small and medium sized enterprises. Procedia CIRP 2022, 109, 322–327. [Google Scholar] [CrossRef]
- Angreani, L.S.; Vijaya, A.; Wicaksono, H. Systematic Literature Review of Industry 4.0 Maturity Model for Manufacturing and Logistics Sectors. Procedia Manuf. 2020, 52, 337–343. [Google Scholar] [CrossRef]
- Berx, N.; Decre, W.; Pintelon, L. A tool to evaluate industrial cobot safety readiness from a system-wide perspective: An empirical validation. Saf. Sci. 2024, 170, 106380. [Google Scholar] [CrossRef]
- Mavropoulos, A.; Nilsen, A.W. Industry 4.0 and Circular Economy, 1st ed.; Wiley: Hoboken, NJ, USA, 2020; pp. 251–290. [Google Scholar]
- Blokdyk, G. Digital Maturity A Complete Guide-2020 Edition, 1st ed.; 5STARCooks: Toronto, ON, Canada, 2021; pp. 142–221. [Google Scholar]
- Chong, Z.Q.; Low, C.Y.; Mohammad, U.; Rahman, R.A.; Bahari Shaari, M.S. Conception of Logistics Management System for Smart Factory. Int. J. Eng. Technol. 2018, 7, 126–131. [Google Scholar] [CrossRef]
- Schumacher, S.; Hall, R.; Bildstein, A.; Bauernhansl, T. Toolbox Lean 4.0—Development and Implementation of a Database Approach for the Management of Digital Methods and Tools. Procedia CIRP 2022, 107, 776–781. [Google Scholar] [CrossRef]
- Wang, Y.; Tran, T.; Anderl, R. Toolbox Approach for the Development of New Business Models in Industrie 4.0. In Proceedings of the World Congress on Engineering and Computer Science, San Francisco, CA, USA, 23–25 October 2018. [Google Scholar]
- Wang, Y.; Tran, T.; Anderl, R. Generic Procedure Model to Introduce Industrie 4.0 in Small and Medium-sized Enterprises. In Proceedings of the World Congress on Engineering and Computer Science, San Francisco, CA, USA, 19–21 October 2016. [Google Scholar]
- Wang, Y.; Faath, A.; Goerne, T.; Anderl, R. Development of a Toolbox for Engineering in Project Teams for Industrie 4.0. In Proceedings of the World Congress on Engineering and Computer Science, Hong Kong, 14–16 March 2018. [Google Scholar]
- Anderl, R. Industrie 4.0—Digital Transformation in Product Engineering and Production. In Proceedings of the 21st International Seminar on High Technology—Smart Products and Smart Production, Piracicaba, Brazil, 8 October 2016. [Google Scholar]
- Anderl, R. Industrie 4.0-Advanced Engineering of Smart Products and Smart Production. In Proceedings of the 19th International Seminar on High Technology, Technological Innovations in the Product Development, Piracicaba, Brazil, 9 October 2014. [Google Scholar]
- Pischinga, M.A.; Pessoaa, M.A.O.; Junqueiraa, F.; Filho, D.J.S.; Miyagi, P.E. An architecture based on RAMI 4.0 to discover equipment to process operations required by products. Comput. Ind. Eng. 2018, 125, 574–591. [Google Scholar] [CrossRef]
- Baptista, L.F.; Barata, J. Piloting Industry 4.0 in SMEs with RAMI 4.0: An enterprise architecture approach. Procedia Comput. Sci. 2021, 192, 2826–2835. [Google Scholar] [CrossRef]
- Resman, M.; Pipan, M.; Šimic, M.; Herakovič, N. A new architecture model for smart manufacturing: A performance analysis and comparison with the RAMI 4.0 reference model. Adv. Prod. Eng. Manag. 2019, 14, 153–165. [Google Scholar] [CrossRef]
- Alemão, D.; Rocha, A.D.; Nikghadam-Hojjati, S.; Barata, J. How to Design Scheduling Solutions for Smart Manufacturing Environments Using RAMI 4.0? IEEE Access 2022, 10, 71284–71298. [Google Scholar] [CrossRef]
- Bastos, A.; Sguario, M.; Andrade, C.D.; Yoshino, R.T.; Santos, M.M.D. Industry 4.0 Readiness Assessment Method Based on RAMI 4.0 Standards. IEEE Access 2021, 9, 119778–119799. [Google Scholar] [CrossRef]
- Wang, Y.; Towara, T.; Anderl, R. Topological Approach for Mapping Technologies in Reference Architectural Model Industrie 4.0 (RAMI 4.0). In Proceedings of the World Congress on Engineering and Computer Science, San Francisco, CA, USA, 25–27 October 2017. [Google Scholar]
- Trans4mers. Available online: https://trans4mers.eu/assets/content/attachments/20210702-ADMA-booklet_final.pdf (accessed on 30 April 2024).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Industry 4.0 | Industry 5.0 |
|---|---|
|
|
| Implementation Scale | Identifier | Characteristics |
|---|---|---|
| Level 1 | Chaotic | The indicated solutions are either not being applied, or they are being implemented without proper definition, planning, structure, and management before and during implementation; this includes the level of service, training, and utilization of the potential of machinery and equipment. |
| Level 2 | Defined | The activity areas have been accurately defined for applying key solutions, and conscious implementation has been carried out in selected areas; however, a long-term plan for integration and further development has not been established; meeting development needs is currently performed on an ad hoc basis. |
| Level 3 | Planned | A multi-stage implementation process was developed; for example, the implementation of the proposed solutions was planned in the short term; an implementation timetable and milestones were developed, and training and staff deployment processes were planned. |
| Level 4 | Managed | The solutions identified are implemented, and the ability to manage implementation and use is achieved professionally; procedures are in place to identify and implement changes, address needs, and assess their validity. |
| Level 5 | Optimized | The level of optimization has been achieved in the solutions used, supported by mature change management processes in the focal area. |
| Level Characteristic | Description and Recommendations |
|---|---|
| Current state | Lack of implementation of industrial robots:
|
| Advantages | Machinery, infrastructure, and equipment:
|
| Disadvantages | Machinery, infrastructure, and equipment:
|
| Growth opportunities | Machinery, infrastructure, and equipment:
|
| Development recommendations |
|
| Level Characteristic | Description and Recommendations |
|---|---|
| Current state | Support for loading, unloading, handling, or manipulation with mechanical units:
|
| Advantages | Machinery, infrastructure, and equipment:
|
| Disadvantages | Machinery, infrastructure, and equipment:
|
| Growth opportunities | Machinery, infrastructure, and equipment:
|
| Development recommendations |
|
| Level Characteristic | Description and Recommendations |
|---|---|
| Current state | Robotization of processes using programmable conventional robots or cobots:
|
| Advantages | Machinery, infrastructure, and equipment:
|
| Disadvantages | Machinery, infrastructure, and equipment:
|
| Growth opportunities | Machinery, infrastructure, and equipment:
|
| Development recommendations |
|
| Level Characteristic | Description and Recommendations |
|---|---|
| Current state | Robotization of technological and intralogistics processes using mobile robots:
|
| Advantages | Machinery, infrastructure, and equipment:
|
| Disadvantages | Machinery, infrastructure, and equipment:
|
| Growth opportunities | Machinery, infrastructure, and equipment:
|
| Development recommendations |
|
| Level Characteristic | Description and Recommendations |
|---|---|
| Current state | Comprehensive robotization of the factory with robots as IIoT devices:
|
| Advantages | Machinery, infrastructure, and equipment:
|
| Disadvantages | Machinery, infrastructure, and equipment:
|
| Growth opportunities | Machinery, infrastructure, and equipment:
|
| Development recommendations |
|
| Maturity Level | Initial Maturity Level | Target Maturity Level | |
|---|---|---|---|
| Maintaining the Current Level | Moving to the Next Level | ||
| KA2-ML1 | 66% | 14% | - |
| KA2-ML2 | 8% | - | 10% |
| KA2-ML3 | 26% | 18% | 50% |
| KA2-ML4 | - | - | 8% |
| KA2-ML5 | - | - | - |
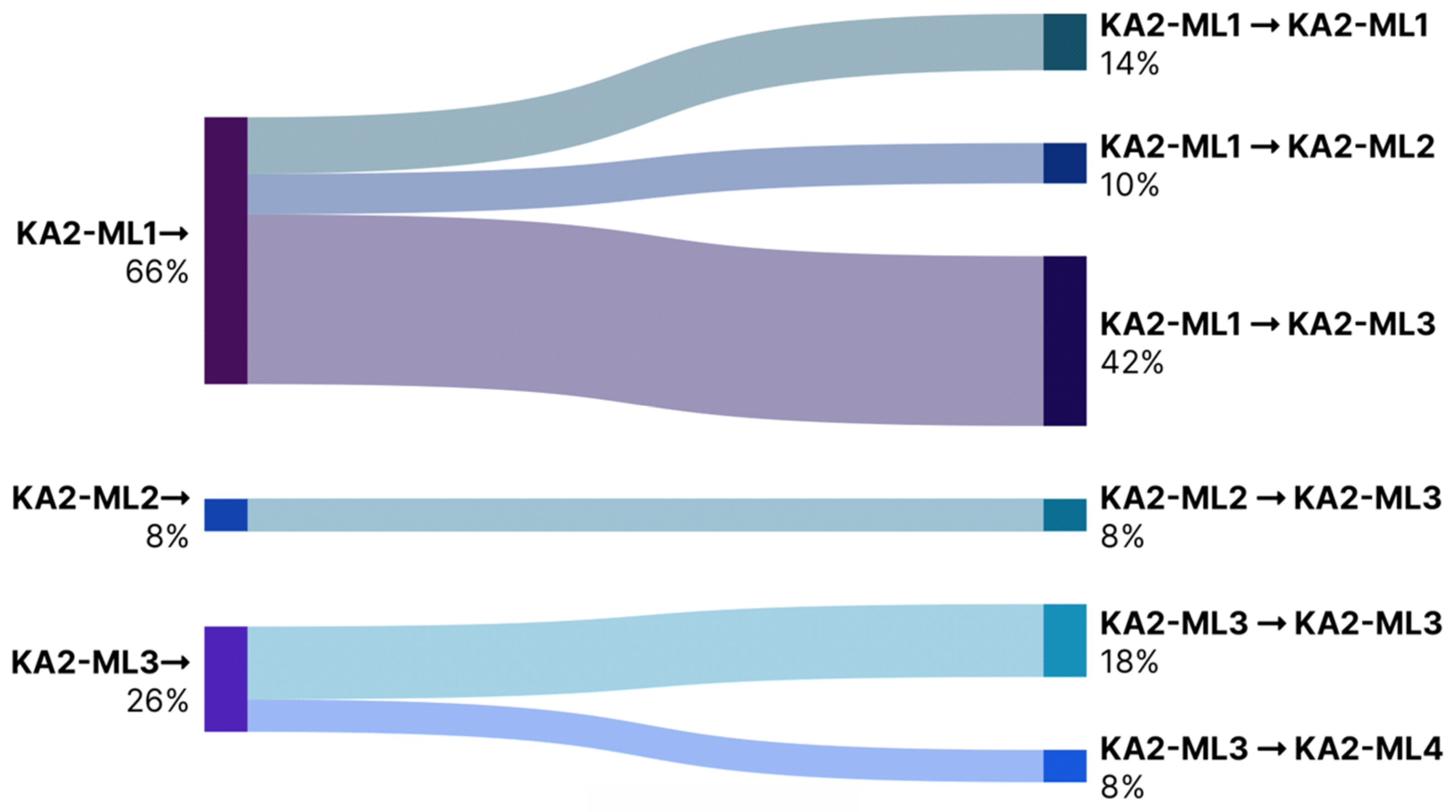
| Maturity Level | KA2-ML1 | KA2-ML2 | KA2-ML3 | KA2-ML4 | KA2-ML5 |
|---|---|---|---|---|---|
| KA2-ML1 | 14% | 10% | 42% | - | - |
| KA2-ML2 | - | - | 8% | - | - |
| KA2-ML3 | - | - | 18% | 8% | - |
| KA2-ML4 | - | - | - | - | - |
| KA2-ML5 | - | - | - | - | - |
| Industry | The Focus for Robotization Development |
|---|---|
| Food | Packing and palletizing are the current needs, while cleaning and disinfection are planned implementations. |
| Chemicals | Cleaning, handling, packaging, palletizing, and inspection. |
| Electronics | Palletization, robotic assembly (retrofitting robots with vision systems), test benches for finished products. |
| Machinery | Robotization of CNC machines and inter-station storage. |
| Wood and furniture | Support for manipulation between automated production machines (stationary robots). |
| Packaging | Inter-station transfer, palletization, and packaging of finished products. |
| Household appliance manufacturing | Intralogistics and inter-station transport, transfer between presses. |
| Suppliers of automotive components | Robotization of CNC machines, automated lines, manufacturing cells, inter-station storage, and inter-station transport. |
| Area | Sub-Area | Application in the Proposed Method |
|---|---|---|
| Synergistic integration of trends in engineering and technology (A1) | Artificial intelligence (A1.1) | Integrating artificial intelligence in robotic systems aims to optimize process flows, reduce energy, and input material consumption, eliminate production downtime, and efficiently allocate resources, controlling autonomous robots and integrating them into automated systems. |
| Real-time connectivity and data exchange (A1.2) | Increasing machine reliability and lifespan by monitoring operating parameters, providing digital support for operators, and implementing standards for future machine upgrades; supporting robot motion and monitoring parameters and performance. | |
| Flexible automation (A1.3) | Increased speed of response to market demands with fewer specialized units, elimination of the need for continuous machinery and equipment replacement, and increased quality of work through digital support. | |
| Market development (A2) | The circular economy (A2.1) | Conscious implementation of robotization to minimize errors, optimize movements and paths (criteria for minimizing energy consumption), and protect workers’ health and lives. |
| Personalization and customization (A2.2) | Increasing response dynamics to market needs, developing flexible production close to customers to reduce transport costs and carbon footprint. | |
| The sharing economy (A2.3) | Using the maturity level evaluation method while retrofitting equipment and adopting Robot-as-a-Service reduces the threshold for entry into new technologies and allows testing solutions without the need to purchase. | |
| Social and environmental changes (A3) | Global warming (A3.1) | Increasing the importance of informed machinery and equipment selection, considering extended service life, retrofitting options, and future integration into management systems. |
| The digitally connected society (A3.2) | Implementing employee-friendly technology to reduce information overload and increase comfort by generating clear and readable reports without significantly increasing employees’ workload. | |
| Lifestyle and demographic changes (A3.3) | Application of flexible automation and robotics in processes with staff shortages and tasks involving repetitive activities. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hetmanczyk, M.P. A Method to Evaluate the Maturity Level of Robotization of Production Processes in the Context of Digital Transformation—Polish Case Study. Appl. Sci. 2024, 14, 5401. https://doi.org/10.3390/app14135401
Hetmanczyk MP. A Method to Evaluate the Maturity Level of Robotization of Production Processes in the Context of Digital Transformation—Polish Case Study. Applied Sciences. 2024; 14(13):5401. https://doi.org/10.3390/app14135401
Chicago/Turabian StyleHetmanczyk, Mariusz Piotr. 2024. "A Method to Evaluate the Maturity Level of Robotization of Production Processes in the Context of Digital Transformation—Polish Case Study" Applied Sciences 14, no. 13: 5401. https://doi.org/10.3390/app14135401
APA StyleHetmanczyk, M. P. (2024). A Method to Evaluate the Maturity Level of Robotization of Production Processes in the Context of Digital Transformation—Polish Case Study. Applied Sciences, 14(13), 5401. https://doi.org/10.3390/app14135401