1. Introduction
Automation of industrial processes remains a dominant development area in the modern industry due to its advantages in increasing efficiency, cost savings, consistency, and quality, enhancing security and scalability [
1,
2,
3,
4,
5]. The advantages of automation go beyond its direct benefits, including the ability to collect and process data, move to a real-time data-based management model, implement sustainability policies by eliminating production waste, and optimize energy consumption. Industry 4.0 implementation relies heavily on automation, an essential pillar [
6,
7,
8,
9,
10,
11,
12,
13,
14,
15].
However, Industry 4.0 was a technological paradigm centered around cyber–physical systems, digital connectivity, and Artificial Intelligence, resulting in increased efficiency [
14,
15]. The guidelines and principles of Industry 4.0 were mainly focused on increasing the efficiency of production systems and replacing human labor with connected machines. As the concept grew more widespread, it became clear that it was associated with revolutionary changes, significant investments, and the need for extensive awareness among the teams implementing it.
Increasing automation, digitalization, growing machine autonomy, and globalism (in the sphere of production, trade in services, and consumer goods) have necessitated the development of solutions to strengthen the competitiveness of the industry and national economies [
16]. Industry 4.0 in its current form has lost value, especially in applications addressing the climate crisis, the global economic situation, and deep social tensions. Comprehensive system transformation was prevented due to the need for more coverage of essential design and action aspects. This hindered resource and material use, decoupling from negative environmental, climate, and societal impacts. In this approach, modern technologies are applied to achieve the desired outcome.
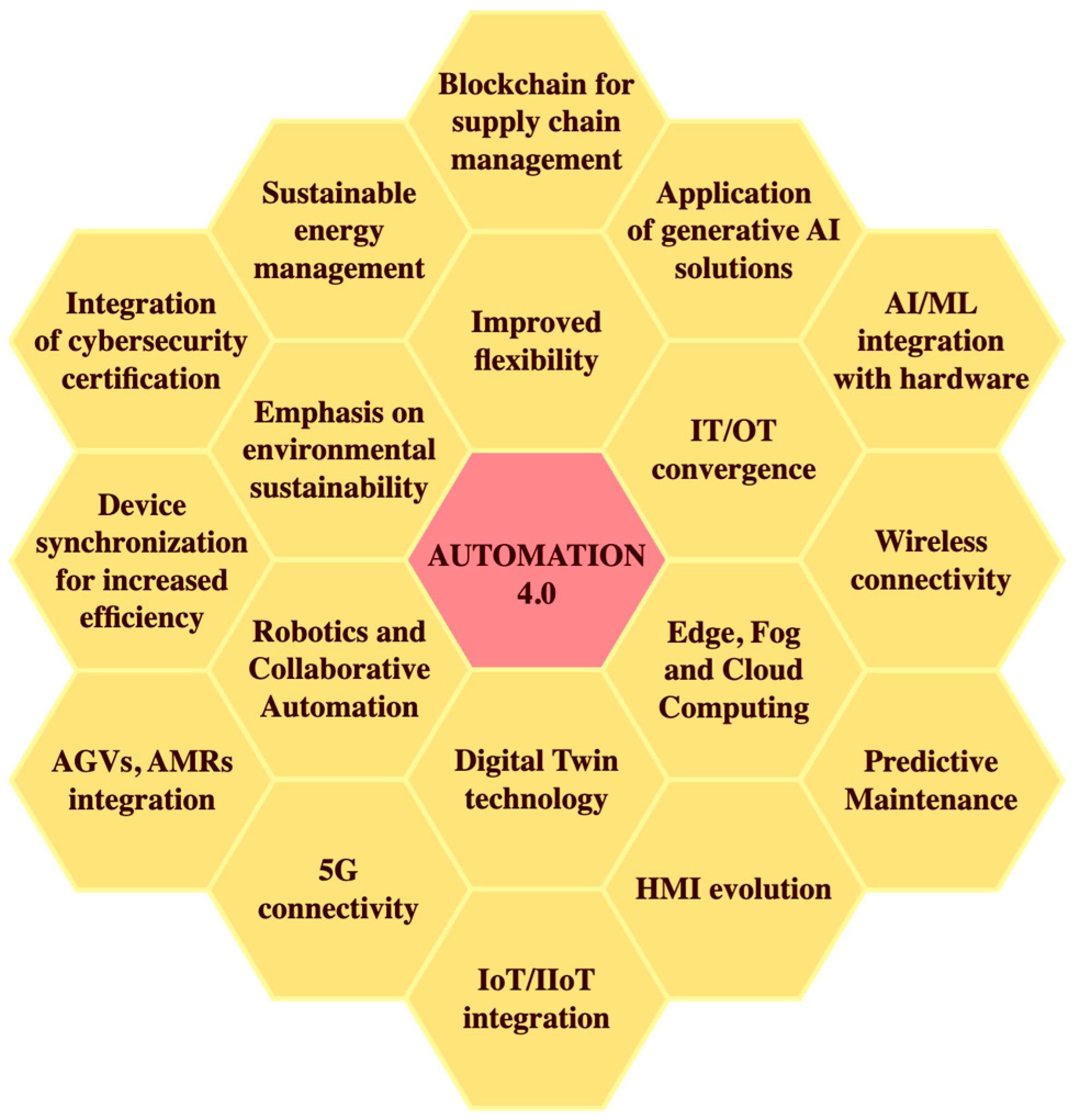
Figure 1 shows the main areas developed within the Smart Industry concept [
17,
18].
From the end of 2022, the perception of the manufacturing industry has changed with the development of Industry 5.0 [
19,
20,
21,
22,
23]. The emphasis on circular economy and sustainability has not diminished the need for advanced industrial process automation systems. Automation remains a leading force in modern industry, driving digital transformation towards sustainability [
24,
25,
26,
27,
28,
29,
30,
31,
32,
33]. Automation is gradually adopting many solutions to support pro-ecological development:
A shift from the traditional hierarchical automation pyramid model to the connectivity pillar, which necessitates significant digitalization and both horizontal and vertical integration [
34,
35,
36,
37,
38,
39,
40,
41] but allows the operation of reliable data,
Enhancing employee safety and optimizing operational excellence through new control quality methods and technologies [
42],
Inclusion of sustainability—in particular, monitoring machine utilization rates, diagnosing and predicting operating states, sustainable energy management, optimizing processes, and reducing energy consumption [
43,
44,
45],
Production systems can be made more flexible while reducing interruptions and reallocating employees to higher-value tasks, such as optimizing products and processes, developing innovative product and process improvements, and implementing continuous improvement methods [
46,
47],
Sustainable product and process design (supported by simulation methods, Digital Twins, aided by real-time data analysis) [
48,
49,
50,
51],
Integration of production data into a company’s business development planning system is a crucial task for inclusive growth and development [
52,
53,
54,
55],
Progressive promotion is implementing digital operator support and a paperless policy [
56].
Due to the need to meet the imposed requirements, many state-of-the-art solutions from modern technology and management methods were adapted to automation.
Figure 2 shows the primary advancements in industrial process automation. It should be noted that the current solutions exhibit a high degree of validity in implementation. This is due to the increased awareness of entrepreneurs and the availability of experience from previous stages.
Investment in solutions causing technological debt, development barriers, and blockages due to a lack of consideration of standards, particularly for industrial data exchange networks, persists because of an apparent knowledge gap [
57].
Given the current trends, automation development, especially for medium and small enterprises, requires incorporating the fundamentals of digital transformation and sustainability.
The author has developed a method to evaluate the automation maturity level of manufacturing companies, considering the digital transformation process and environmental factors.
2. A Method for Assessing the Maturity Level of Key Areas in Manufacturing Companies
2.1. The Main Obstacles to Automating Technological Processes
After analyzing the existing methods for assessing the level of maturity of companies, the author found some common shortcomings, among other things [
58,
59,
60,
61,
62,
63,
64,
65,
66,
67,
68,
69]:
A lack of definition of how changes in the core business areas of manufacturing companies impact their maturity level,
Some approaches propose comprehensive digitization without justifying the technological solutions, and they fail to define the current level of maturity through a set of key factors that entrepreneurs understand well,
A lack of focus on continuous improvement and sustainability [
67,
68,
69],
An inability to identify the advantages and disadvantages of the respective maturity level, which often leads to a willingness to adapt technological solutions that have untapped potential, resulting in incurring technological debt,
The need for recommendations as requirements for moving to a higher level of maturity [
70,
71,
72,
73,
74,
75,
76], which often leads to getting stuck or choosing the wrong solutions.
The author’s proposed method for assessing the level of maturity is based on the key areas of operation of manufacturing companies, where digitalization is an inclusive development factor necessary to meet the requirements of the relevant maturity level.
The approach used to assess the development of defined areas includes staff competency development, sustainability, continual improvement, modern technologies, and management methods. The guidelines were created by the European Union’s current market trends and policies.
2.2. Aims, Objectives, and Structure of the Proposed Method
The author developed a method that uses a five-point scale to evaluate the maturity of a manufacturing company’s operations in six key areas, which include:
Automation of production processes—a key area of development that determines the possibility of the digitalization of production, as well as integration of production and management processes,
Robotization of production processes—a key area of development for increasing the quality, reproducibility, productivity, and autonomy of manufacturing workstations, as well as the redeployment of employees to higher-value tasks,
Digitization of intralogistics warehouse processes—a key area of development determining the ability to efficiently manage and optimize inventory levels, including inputs, finished products, equipment, and tools,
Flexibility of production systems—a key area of development for achieving agility relies on improving internal processes such as dynamic path routing and increasing machine Overall Equipment Effectiveness ratios, as well as external processes such as responding quickly to market changes,
Intralogistics of production processes (inter-station and inter-department transport)—a key development area for achieving agile automation in material and product flow streams,
Integration of management, production, quality control, intralogistics, and warehousing systems—a key area of development for achieving Single Source of Truth data exchange status between all systems for managing and controlling company processes.
Key areas of the maturity level assessment method for manufacturing companies are illustrated in
Figure 3.
Figure 4 shows a matrix of the manufacturing company’s key areas and maturity levels. The rows correspond to the current and target maturity levels, while the columns represent the individual key areas.
Guidelines and recommendations were defined for each maturity level for all the areas to identify current and target states, whereby it specified:
Current state—a set of characteristics defining the minimum requirements of a selected key area, divided into categories representing the characteristics of a specific maturity level,
Advantages—three independent sub-areas (machinery, infrastructure, and equipment; human resources; processes) defining strengths in each maturity level of a specific key area,
Disadvantages—three independent sub-areas (machinery, infrastructure, and equipment; human resources; processes) defining weaknesses in each maturity level of a specific key area,
Growth opportunities—a set of necessary directions to identify technological deficiencies (machinery sub-area), skills gaps (human resources sub-area), and process optimization (processes sub-area),
Recommendations—recommendations including the implementation of measures to achieve a higher level of maturity.
The method involves selecting a specific key area’s current and target states. Defining the initial and target states requires meeting the requirements of lower maturity levels.
The key areas are closely interlinked and intersect at the development planning and implementation stages. While it is possible to evaluate a company’s level of maturity in a specific area that is considered a priority, implementing the recommendations suggested to reach the target state will always increase the overall maturity level.
The maturity level assessment is conducted separately in the specified key areas. The area chosen for analysis depends on personal preferences and current development needs. The first step is to assess the compatibility of the solutions used with the elements in the current state scope to identify the initial level of maturity.
As shown in
Table 1, each of the five maturity levels within a specific key area is rated on a five-point implementation scale.
The level of optimization was achieved with the solutions used, supported by mature change management processes in the focal area.
The scale was designed to indicate increasing levels of advancement. The highest level of advancement allows for the optimization of a specific key area, leading to increased maturity.
The author defined the scale in terms of criteria for ownership, management, and utilization of specific technological and IT solutions. This allows for the evaluation to encompass the organizational and planning methods, competencies, and knowledge and utilization level of the identified solutions.
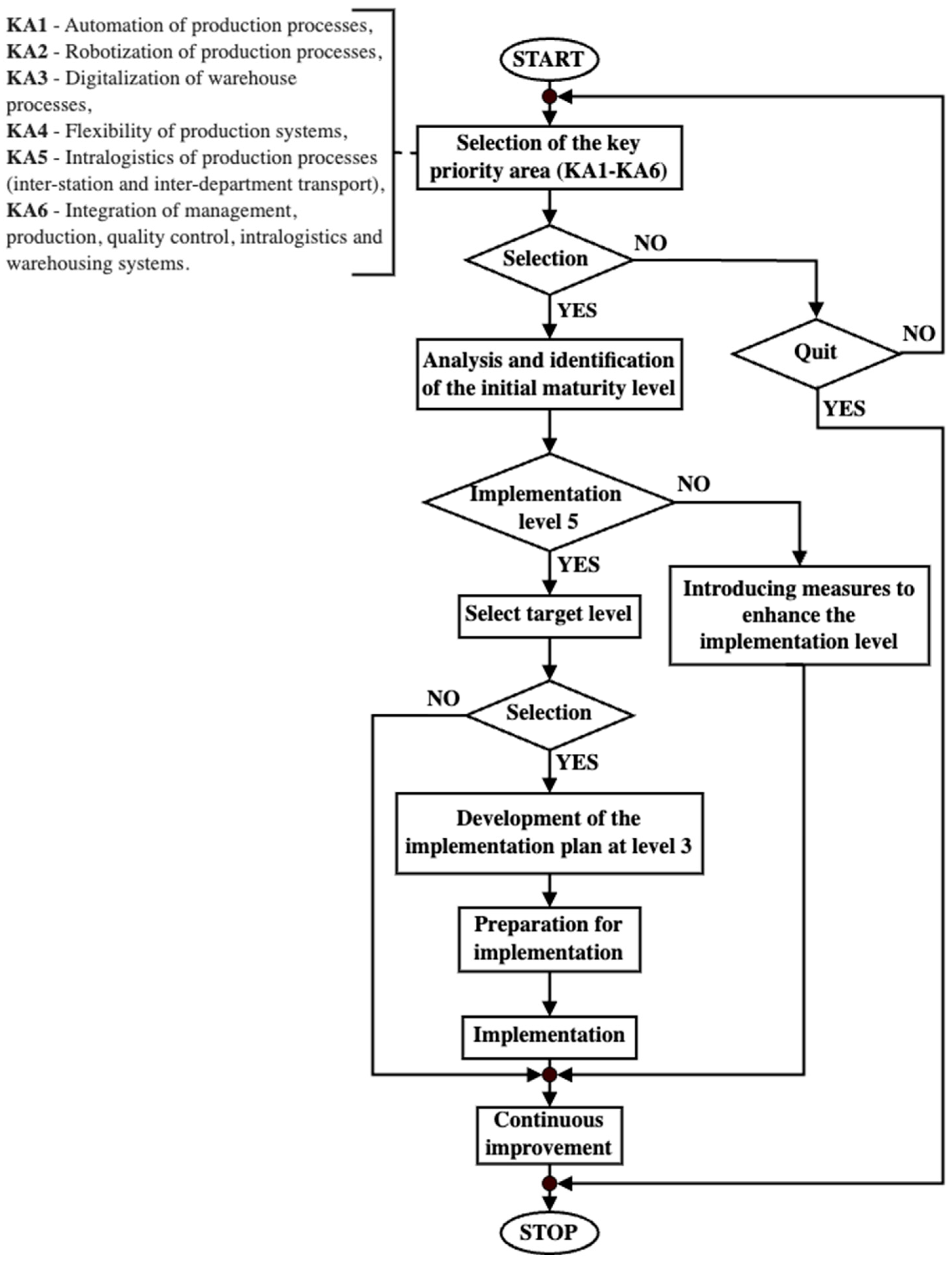
Figure 5 shows the algorithm for evaluating the defined maturity levels across key areas. Reaching the fifth level of implementation makes moving to the next level of maturity achievable.
The author’s fundamental premise is that the acquisition and utilization of modern technology, advanced machinery, and equipment without proper management to ensure optimization hinders the development of the issues identified in the respective key areas. Continuous improvement solutions should be implemented in each case.
The following section delves into the characteristics of the primary area addressed in the article.
2.3. Characteristics of the Key Area—Automation of Production Processes
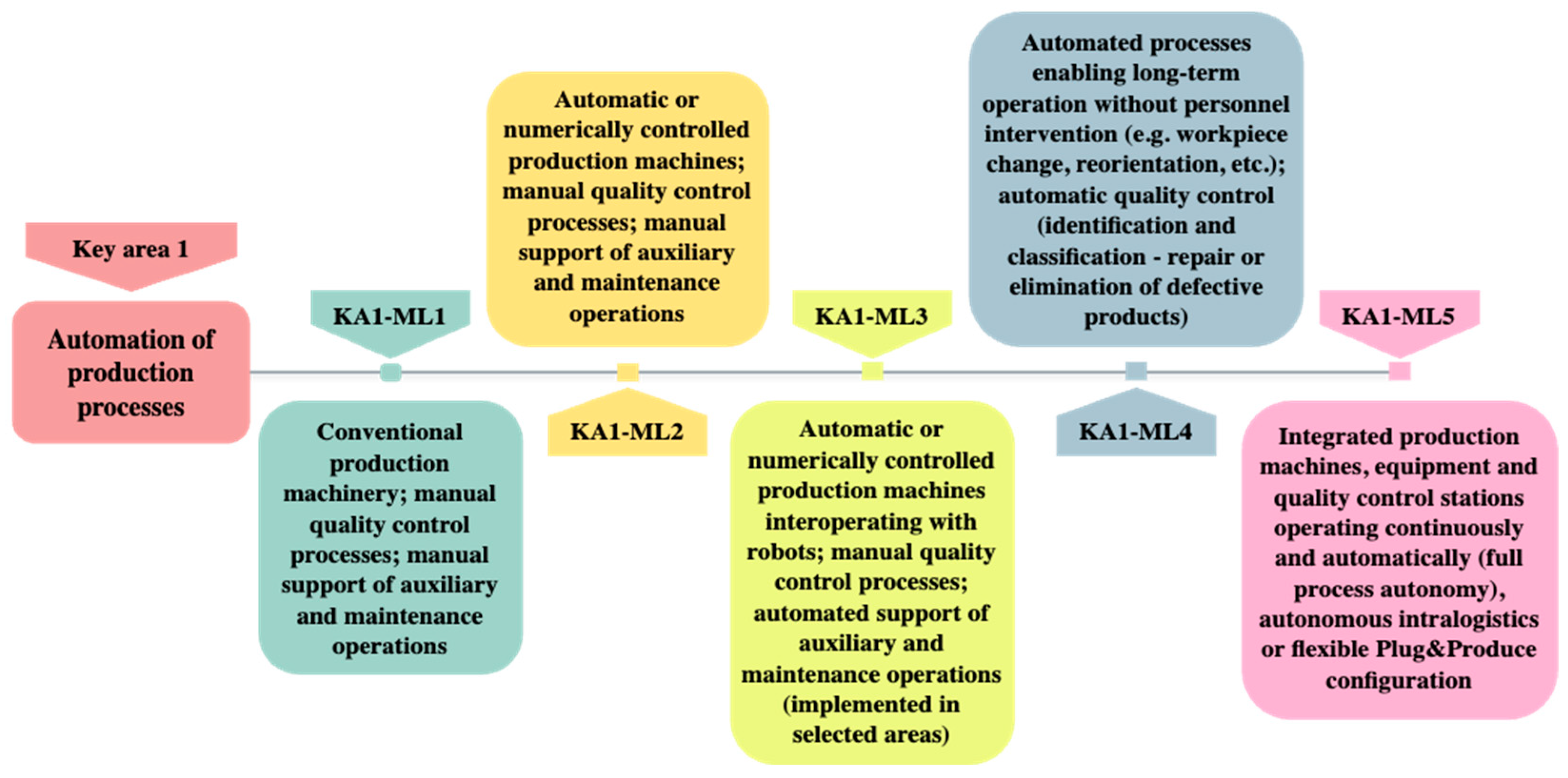
The stages of automation in production processes are classified into maturity levels, ranging from ML1 to ML5 (as shown in
Figure 6). These levels represent increasing degrees of advancement while considering the general trends and assumptions regarding the modern trends of automation and the concept of the Factory of the Future.
Nine key factors were identified to estimate the level of advancement in the maturity level under consideration.
Figure 7 illustrates the key factors involved in automating production processes.
The first level of maturity involves no automation of industrial processes and relies on conventional production machinery, manual quality control processes, and auxiliary and maintenance support operations. The workers manually carry out the entire technological process without using automated equipment or industrial robots. The main recommendations for moving to a higher maturity level are to structure and optimize processes to reduce the risks and costs of implementing automation. One way to improve production efficiency is by implementing Standard Operating Procedures and replacing manual processes with automation. It is crucial to divert workers from life- and health-threatening activities and develop plans for automation while estimating the return on investment. Before deciding, conducting a technological audit to analyze production processes, work organization methods, and production activity planning is essential. Each time unstructured processes are automated, it creates technological debt, reduces operational efficiency, or disrupts continuous improvement, which is necessary to reach higher maturity levels. Before implementing automation, it is recommended to apply classic methods of organizing processes in both production and business areas to structure and organize them. Using process management software integrated with industrial automation systems is an essential step toward achieving the full functionality of cyber–physical systems. This involves the convergence of Operational Technology, Industrial Control Systems, the Industrial Internet of Things, and Information Technology.
The second level of maturity involves using automated or numerically controlled production machines, with manual support for quality control processes and other production activities. Machines often use embedded controllers at this maturity level, but the available technology requires advanced safety systems.
Information exchange between machines is possible but depends on the network interfaces’ method and functional parameters. Modern industrial networks complying with Industry 4.0 standards are required for classification and future growth. The proposed network standards were targeted at upgrading existing machines or replacing them with new ones, assuming future integration of resources at the OT/IT level.
At this level of maturity, it is uncommon to utilize solutions based on the Industrial Internet of Things (IIoT) and Cloud Computing technology. In addition, HMI panels enable the setting and monitoring of current processes and operating parameters. SCADA systems can be utilized for remote process monitoring and control. The following factors are recommended for achieving higher maturity levels:
Implementation of programmable, flexible, process or integrated automation (with simultaneous phasing out of rigid automation),
Use of automated machines and equipment to replace manual work (processing and assembly workstations), the introduction of monitoring and diagnostics through data collection via industrial networks,
After conducting a technology audit, the required level of production flexibility should be analyzed and correlated with development plans from both short- and long-term perspectives.
The third level of maturity involves using automated production machines integrated with industrial robots. A manual quality control process is assumed, but automatic support for auxiliary technological operations (e.g., automatic change of grippers, tool change, automatic diagnostics via embedded controllers, etc.) may be provided in certain areas.
Integrating robots and machines requires PLCs, additional industrial sensors, and embedded machine solutions. Utilizing safety systems and selecting an appropriate standard for machine and robot data exchange are crucial factors. The possibility of implementing predictive monitoring via local or remote user interfaces exists when exchanging data. At this stage, the development of standardized data exchange formats, rules for exchanging information between devices, monitoring, diagnostic systems, and business management systems planned for future integration are required. To advance to the next stage of development, it is advisable to adopt data exchange protocols that are forward-looking, prioritize open structures to eliminate information silos, contemplate the potential for implementing AI/ML in the future, and ensure the comprehensive integration of both horizontal and vertical value chains.
The fourth level of maturity involves carrying out long-term technological operations without operator support. This includes the automatic and programmed change, reorientation, and removal of defective parts. It is worth noting that the mentioned condition necessitates a thorough overhaul or reorganization of the processes. This includes ensuring the smooth flow of input materials to the machining stations and inter-operational warehouses, receiving products at specific times and in particular quantities, and so on. Both classic PLC solutions and Edge/Cloud/Fog Computing solutions are employed to achieve the stated objectives.
The latter solutions come from integrating operational planning systems, such as production scheduling and planning, warehouse and logistics management, and machine maintenance and repair planning. Introducing KPIs for data use, progress evaluation, and continuous improvement is critical to achieving the demand maturity level.
Implementing Industrial Internet of Things (IIoT) systems enables real-time production tracking and optimizing relocation, storage, and operations. Integrated cloud solutions are being used to create a Single Source of Truth architecture, eliminating data silos and increasing digital maturity.
Moving to the next level of maturity requires a multi-level planning system that links production with other business areas (e.g., supply chain management, quality management, engineering and maintenance, risk management, strategy, and planning, etc.). The following factors were also identified for implementation:
Implementation of protection of computers, servers, mobile devices, electronic systems, networks, and data against malicious attacks (emphasis is placed on network and application security, information security, operational security, disaster recovery, business continuity, and user education),
The implementation of digital systems for the management of individual production areas, with a focus on integration in data management (achieving full functionality requires upgrading or equipping the production facility with a scalable, secure, reliable, flexible, interoperable, and fully manageable IT infrastructure),
Complex transition to a Single Source of Truth—the primary objective is to process high-volume, high-speed, or highly variable information resources cost-effectively, enabling better insight, decision-making, and process automation while transitioning to a Single Source of Truth.
Horizontal systems integration—including integrated Exchange to Exchange tools, real-time planning and execution, logistics process transparency, prescriptive supply chain analytics, intelligent warehousing, intralogistics, and intelligent spare parts workflow management,
Vertical systems integration—coordination of digital production activities including E2E product lifecycle management, digital factories, machine automation, Manufacturing Execution System, Enterprise Resources Planning, and more,
The solutions are gradually adopted in the Manufacturing, Factories of the Future, Dark Factories, and Manufacturing-X approaches.
The fifth level of maturity comprises the complete integration of production machinery, equipment, and quality control. In this case, the factory incorporates full automation and autonomous operation. Achieving a higher level of maturity in intralogistics operations requires implementing autonomous transport between workstations and warehouses. Wireless networks are necessary for exchanging data and automating process parameter planning, scheduling, control, and optimization. The data are utilized to diagnose and predict machine conditions, manage inventory, and streamline business processes. The Single Source of Truth integrates data from all areas to ensure correct operation. It guarantees data consistency and accuracy, ease of integration, improved efficiency, the highest level of compliance, data security, simple analytics and reporting, facilitation of communication and change, and reduced data redundancy and false information. Advanced analytics for Big Data and an easy-to-read interface are necessary for obtaining high-quality data.
Table 7 summarizes the main development trends of Industry 4.0/5.0 in the context of the developed method.
Section 3 presents the research results conducted to assess the level of maturity in production process automation.
3. Results
The method was used to evaluate the maturity of 200 Polish manufacturing companies. The surveyed entities belonged to small- and medium-sized enterprises (SMEs) and operated in diverse sectors. These sectors included food, chemicals, textiles and clothing, electronics, machinery, wood and furniture, packaging, household appliance manufacturing, and suppliers of components to the automotive industry.
SMEs are the largest employers and contribute the most to EU development. However, their development needs help accessing capital, external funding sources, modern technology, innovation, and a highly skilled workforce. A disruptive factor is more familiarity with modern process management methods.
In each case, the company was classified into the described group based on fulfilling the following conditions: having less than 250 employees and an annual turnover of not less than EUR 50 million or an annual balance sheet total of not more than EUR 43 million.
The participants who responded were individuals with managerial or decision-making positions in investment planning, corporate digital vision, and strategy creation. During the survey, we identified the current level of maturity in a key area and defined a target state for the next three years.
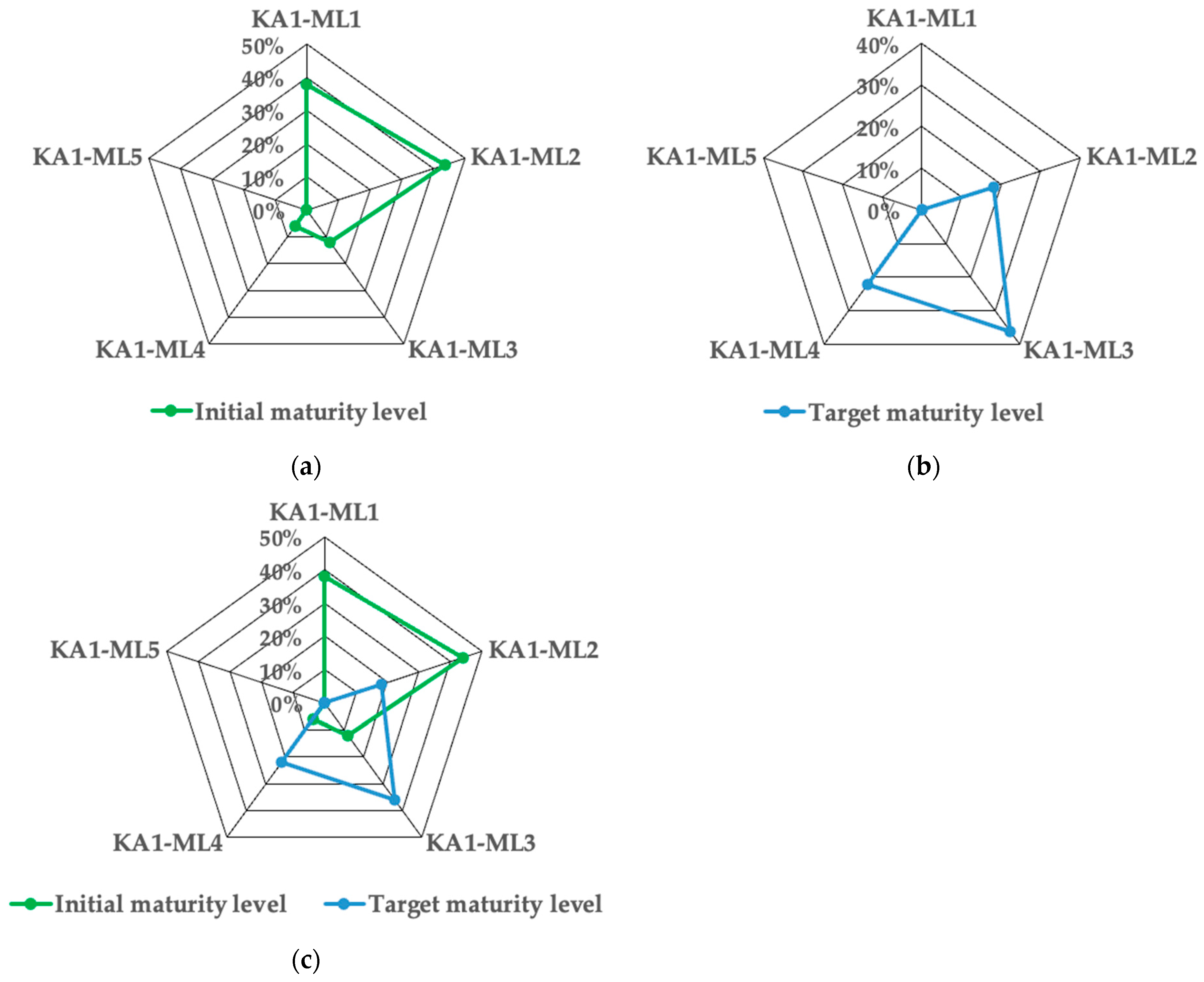
Table 8 summarizes the study on initial and target maturity levels for automating production processes.
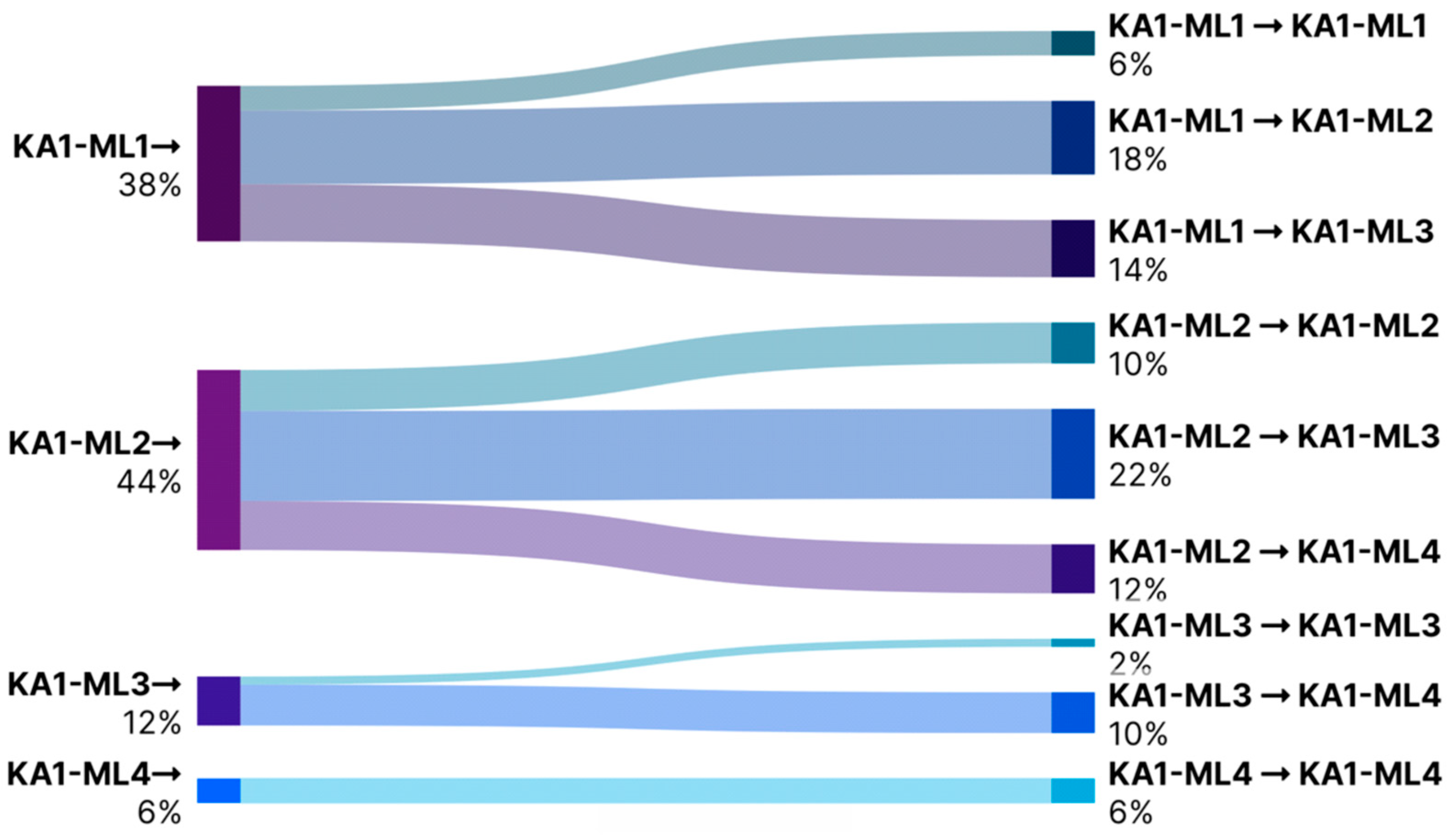
In total, 38% of enterprises in the survey are at the KA1-ML1 maturity level, using conventional machinery. A total of 6% of enterprises plan to maintain the status quo due to the craft-based nature of operations and the need for more potential to automate production processes. Eighteen percent of respondents plan to use automated or numerically controlled machines at the KA1-ML2 level without implementing technological process robotization. Moreover, 14% of respondents at the KA1-ML1 level plan to implement automated machines or production lines operated by industrial robots.
A total of 44% of the surveyed companies are at the second maturity level (KA1-ML2), indicating that they own automated or numerically controlled production machinery. In this case, manual quality control and support for auxiliary operations are used to identify machine failures or detuning. In total, 10% of respondents reported no change in their achieved level, while 22% upgraded to KA1-ML3 by integrating industrial robots into their technology, assembly, and handling processes. Within the next three years, 12% of respondents plan to expand their infrastructure to include fully automated production lines or cells that can operate for extended periods without human intervention.
Twelve percent of respondents use robotic stations in automated cycles (KA1-ML3), and only 2% have no plans to change. However, 10% of the respondents in this group declared moving to the KA1-ML4 level (i.e., implementing uncrewed generation stations operating long-term without operator intervention).
Only 6% of surveyed companies have reached KA1-ML4, but they have no intention of increasing their level.
None of the surveyed companies reported achieving KA1-ML5 levels, indicating complete integration of production machinery, equipment, and quality control systems that operate in an automated mode without operator involvement. The need for an adequate level of digital maturity is the main reason for comprehensively integrating automation, robotics, and process management software.
Production process automation maturity level measures are summarized in
Figure 8.
Conclusions can also be drawn from the transition rate between different maturity levels. The behavior of the companies that were interviewed can be characterized as cautious and risk-averse. A total of 24% of the respondents in the general population plan to maintain their current level of maturity in terms of technological process automation. While 26% of SMEs assume an increase of two levels on the maturity scale, 50% plan to upscale by one level.
Planning for a maturity increase of more than one level requires maintaining the recommendations of the skipped level. It also entails higher investment risk and involving larger or more experienced teams.
Table 9 summarizes the percentage transition rate between the different maturity levels.
Figure 9 shows the transition rate between different maturity levels based on the data from
Table 9.
Table 10 presents the primary development directions of the companies within the surveyed industries.
Taking a comprehensive approach to the research findings, small and medium-sized enterprises are moving towards a logical process automation strategy while ensuring that the infrastructure and equipment are open to change, expansion, and future modernization.
4. Discussion
It is worth mentioning that all participating companies have familiarized themselves with the ADvanced MAnufacturing digital maturity survey methodology [
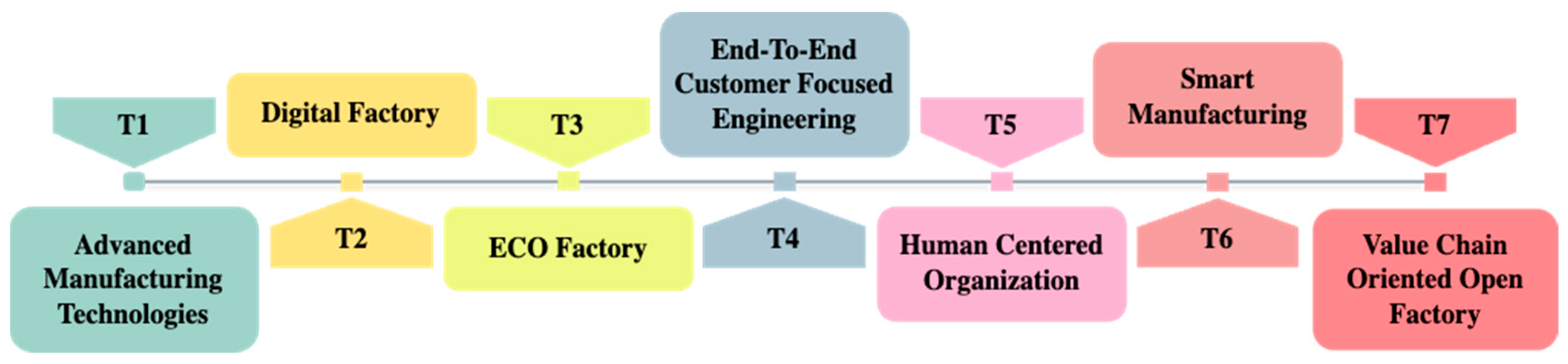
87]. The ADMA covers seven areas of transformation, including those shown in
Figure 10, to provide a comprehensive analysis.
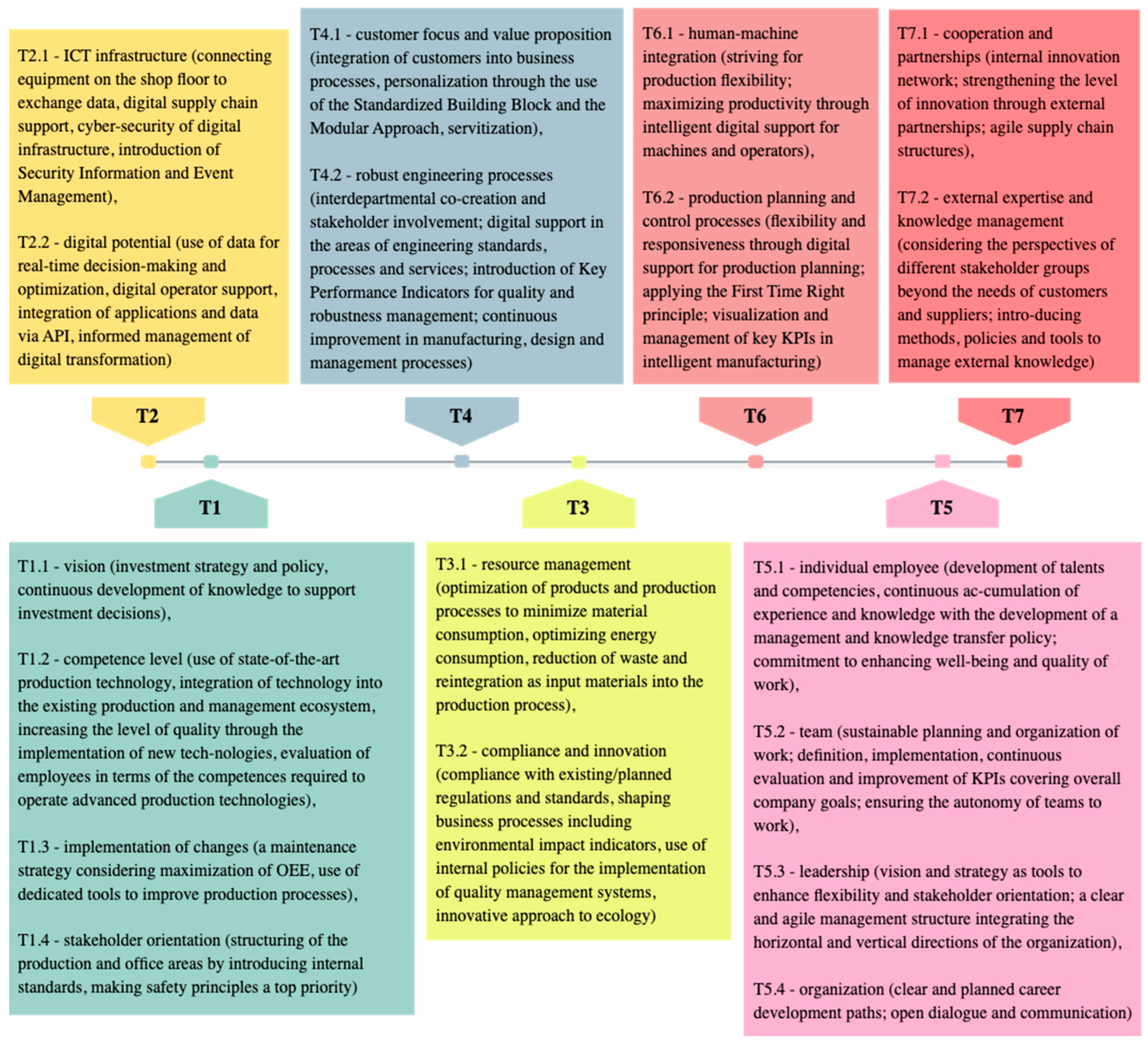
ADMA offers insights into a manufacturing company’s processes and opportunities for digitalization, streamlining, and optimization. The diagram in
Figure 11 shows the main issues in the transformation areas of the ADMA methodology.
The methodology emphasizes digitalizing manufacturing companies by implementing specialized IT solutions. When small and medium-sized enterprises (SMEs) perform an ADMA scan, they often try to focus on all aspects of the transformation process. However, they tend to overlook the workload and costs associated with upgrading their employees’ competencies, integrating hardware and software, ensuring adequate cyber-security, dealing with technology dependencies, managing changes in employee roles, maintaining new machinery and equipment, and complying with environmental regulations, managing sensitive data, and protecting the company’s intellectual property.
The author’s method outlines key areas of development for companies to ensure business continuity and gain a competitive advantage while adhering to the ADMA methodology. The method proposed in the article provides a targeted approach to specific areas of factories that complement ADMA.
In the next stage, the study analyzed the impact of automation on the development of other areas. The main goal was to pinpoint the key areas related to the automation of production processes. Entrepreneurs have identified areas where automation maturity is forecast to increase and should be included in development plans.
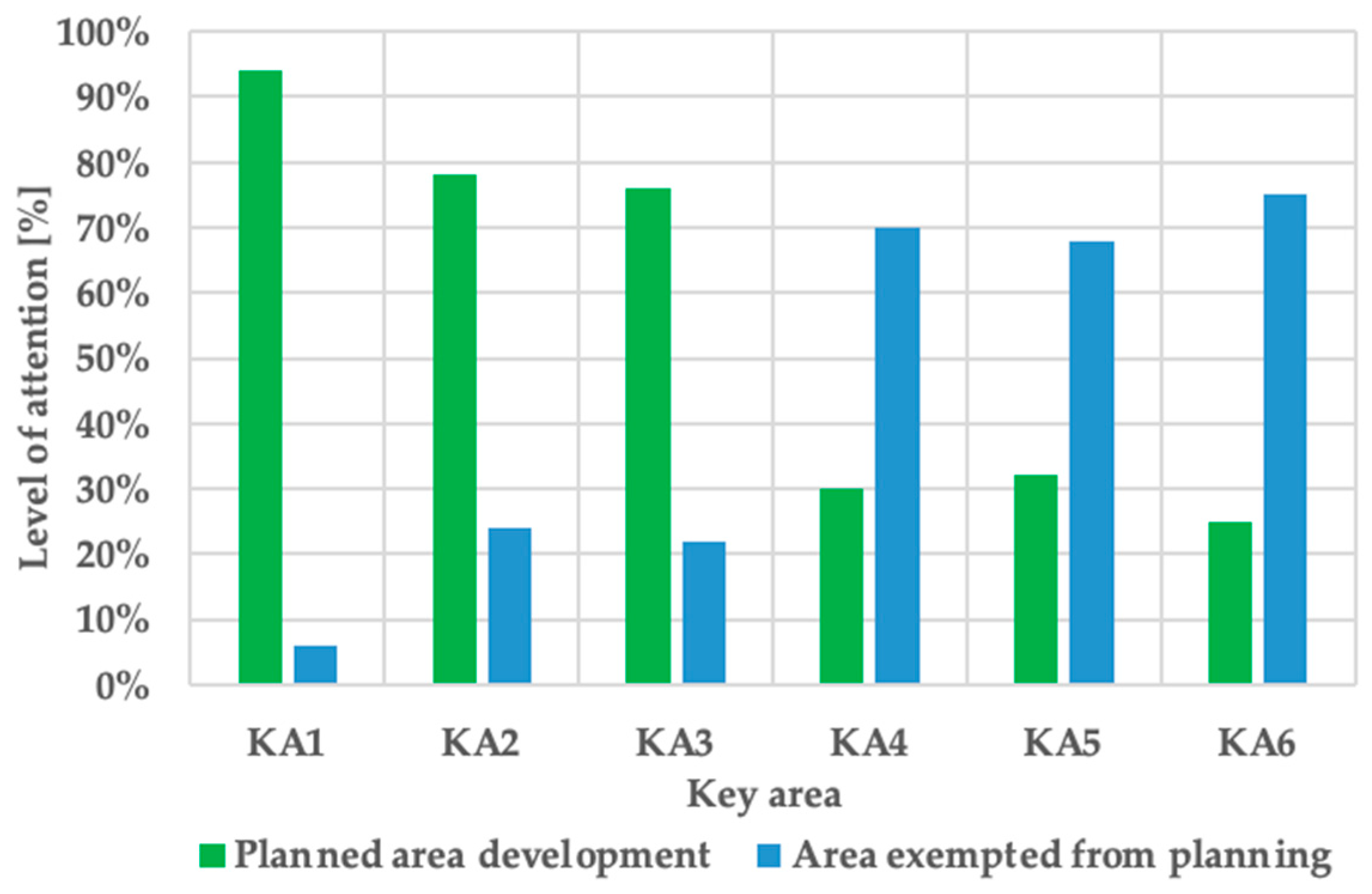
Figure 12 shows the analysis results of the key enterprise areas being developed due to the growing advancement of automation of production processes (KA1).
Ninety-four percent of entrepreneurs decided to develop production process automation (KA1) further. The second area identified is increasing the share of robot integration in automated production processes (78%; KA2), and the third is implementing automated solutions to improve the maturity of digitization of warehouse processes (76%; KA3).
The area of business management systems integration (KA6) showed the lowest correlation rate and 75% of those surveyed stated a lack of interest in the complex integration of factory management systems in favor of investment in production automation. Most respondents, around 70%, delayed the pursuit of flexibility (KA4) in their production systems to a later period. Only 32% of the respondents prioritized intralogistics (KA5) due to the abandonment of the development of manufacturing flexibility with mobile robots.
Figure 13 shows the interest levels in each ADMA transformation, indicating a long-term (5-year) perspective.
Entrepreneurs have initiated activities to streamline the current flow of materials and finished products. The presented plans show that small and medium-sized enterprises concentrate on specific areas of development, neglecting essential aspects of the impact that newly introduced solutions may have on other areas of activity.
According to respondents, the maturity level in production automation requires an interest in advanced manufacturing technologies (T1, 90%), factory digitalization (T2, 84%), and smart manufacturing (T6, 79%).
The indicated transformations are mutually complementary and reinforce the development of production process automation. The survey results testify to a high entrepreneurial awareness and orientation towards sustainable development (also regarding eliminating technical debt). There is less interest in customer-focused engineering, human-centered organizations, and green factories.
Entrepreneurs are aware of the sustainability issues within their businesses and now recognize the importance of long-term assumptions that were previously disregarded. Enterprises are realizing the importance of employee development and adapting to meet the expectations of a new generation of workers.
Entrepreneurs were surveyed to identify the principal risks and barriers associated with digital transformation:
Lack of clear strategy and vision—lack of a defined direction for change, tools, and methods to set short and long-term goals,
Resistance to change—employees’ fear of being replaced by modern technology, fear of increasing productivity and quality levels,
Lack of understanding or acceptance of the culture of innovation—fear of creative and out-of-the-box thinking, lack of open communication and team collaboration,
Lack of consistency in change management and communication—lack of adequate change management, competency gaps, inadequately mapped staff resources, lack of teams responsible for the different stages of the transformation and their scope, lack of measurable indicators and assessment of unforeseen risks,
Lack of resources and support—lack of a change leader, staff with the right competencies and skills, lack of integrators or subcontractors,
Changes in areas of the company’s operation—new production technologies, changing management methods (disintermediation, data-driven decision-making, reorientation of revenue streams, regulatory challenges, need for continuous learning and development, ensuring cyber security and data privacy, introduction of performance indicators and KPIs for evaluation purposes), employees (automation of tasks, remote and flexible working arrangements, reskilling and upskilling, digital channels for collaboration and communication, changing job roles and responsibilities, emphasis on innovation and creativity, greater professional autonomy, changes in work culture, potential job change),
Breach of data confidentiality and security, loss of know-how—lack of security policies, software, and hardware protection,
Difficulties in integration with existing systems—lack of use of standards and consideration of scalability requirements of systems under development,
Budgetary constraints—lack of funds or purchase of solutions with redundant and underutilized functionality,
Regulatory and compliance restrictions—maintaining the guidelines of norms, regulations, and standards,
Existing systems and infrastructure—constraints related to integration and incorporation of newly designed technical systems,
Supplier dependency and interoperability issues—problems of factory locations, lack of support, and local integrators.
The development of modern industry heavily relies on automating production processes. Adopting automation is crucial in transitioning towards a data-based management approach.
Polish entrepreneurs rely on conventional machines with little to no automation or numerically controlled machines characterized by siloed architecture. The prevailing trend in the industrial sector is the installation of industrial robots in already existing machinery, retrofitted at higher maturity levels with automated stations for quality control, production error correction, and scrap removal. This allows the machines to run for more extended periods without operators. Increased working comfort and thoughtful integration of machines and people align with Industry 5.0.
Currently, the deployment of mobile units is less widespread than conventional industrial robots and cobots, even though most emerging investments are based on autonomous robots. Wireless data exchange dominates, and facilities are integrated with industrial automation equipment and cloud systems for advanced data analytics.
Recognizing the need for future growth and scalability in the architecture and systems they build, businesses are increasingly turning to established standards for automation. A significant misunderstanding of Industry 4.0 and Industry 5.0 leads to ill-considered investments. At this stage, achieving Dark Factories requires a continuous change planning process. This involves combining individual implementation stages to form a single entire after ensuring the systems are interoperable.
The approach to production floor tasks is changing, but the automation of production processes is not threatened. AI and ML tools are increasingly prevalent in making important decisions and controlling machines.
Entrepreneurs can use methodologies to study digital maturity or the level of technology development, which helps introduce good practices to their companies amid rapid change.
5. Conclusions
The presented approach aims to help entrepreneurs achieve digital maturity for their company by improving the automation of the production process. The digital transformation process involves designing, managing, optimizing, and monitoring business, production, and logistics processes to implement continuous improvement and sustainability practices. The objective of digital transformation is to attain a state of digital maturity. The term can be described as a measure of an organization’s ability to create value by integrating organizational operations and human capital with digital processes, leading to increased responsiveness to the development of products, processes, business models, and marketing innovations. The correct implementation of change requires digital awareness, which determines the possession of the knowledge, skills, and attitudes needed to use digital tools effectively.
The method presented in the article was developed for small- and medium-sized enterprises but is not limited to this type of entity. Polish entrepreneurs are part of the research results presented, and the method is not limited to the territory of this country. The approach can be applied to all companies aiming to lead digital transformation by consciously automating production processes, regardless of location. The primary objective was to address the issues in the first ADMA transformation (i.e., Advanced Manufacturing Technologies).
The method’s strength lies in its comprehensive approach to the processes of manufacturing companies, which necessitates an analysis of the impact of automation on other areas of the company’s operations. Another advantage is the emphasis on suggesting solutions aligning with mainstream automation development, such as network standards and separating control systems into process and enterprise systems. These assumptions also consider the subjectivity, requirements, and development of employees while rejecting the treatment of the employee as part of automated processes. Disadvantages include the need to fulfill multiple requirements to achieve a certain level of maturity.
Further research involves expanding the method with tools to automate the survey process and implementing the Cost–Benefit Analysis approach.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}