Quantification of the Influence of Ink Penetration and Optical Ink Density on the Print-through of Printed Straw-Based Papers



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material for Paper Pulp Production
2.2. Laboratory Production of Paper Substrates
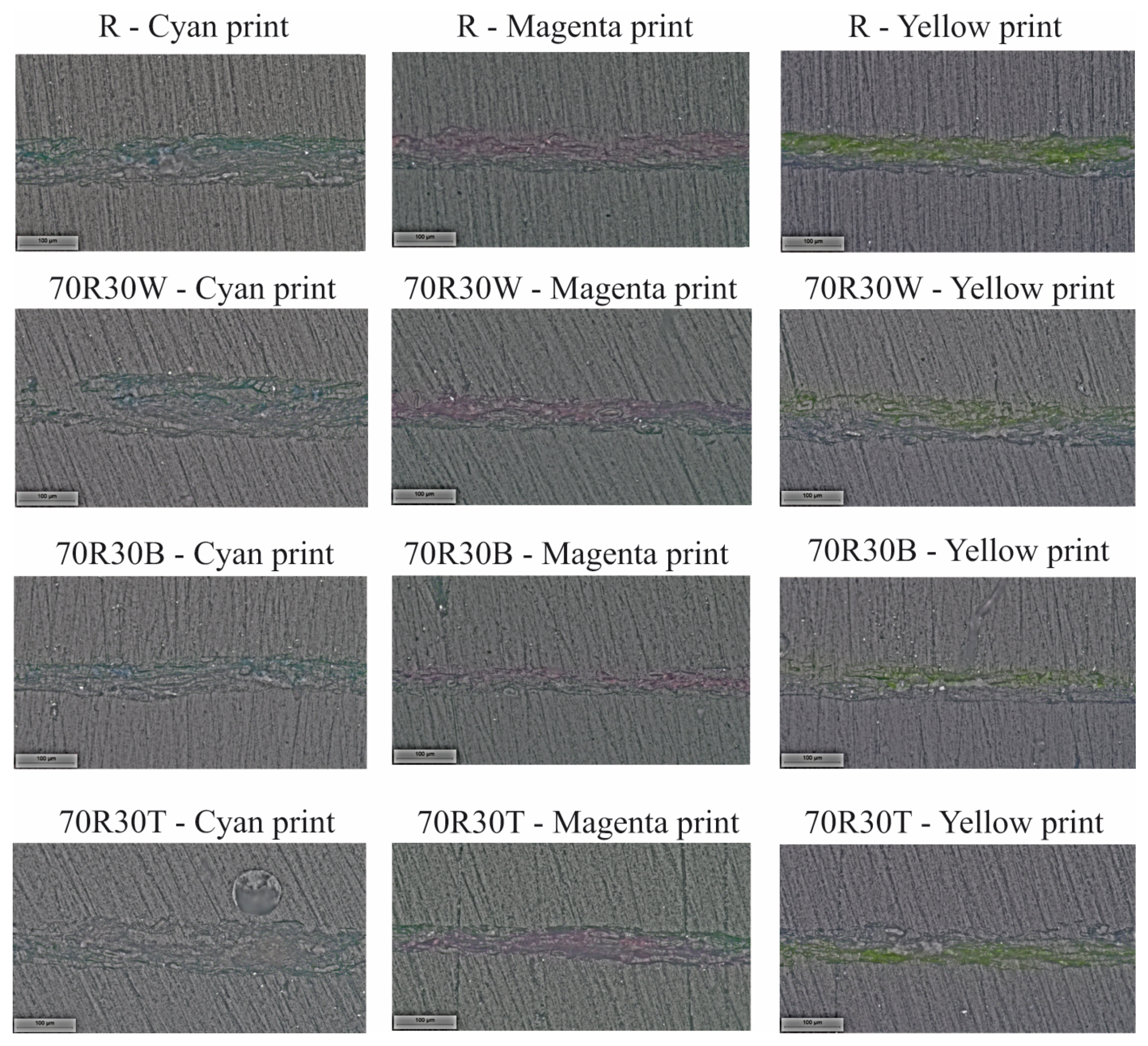
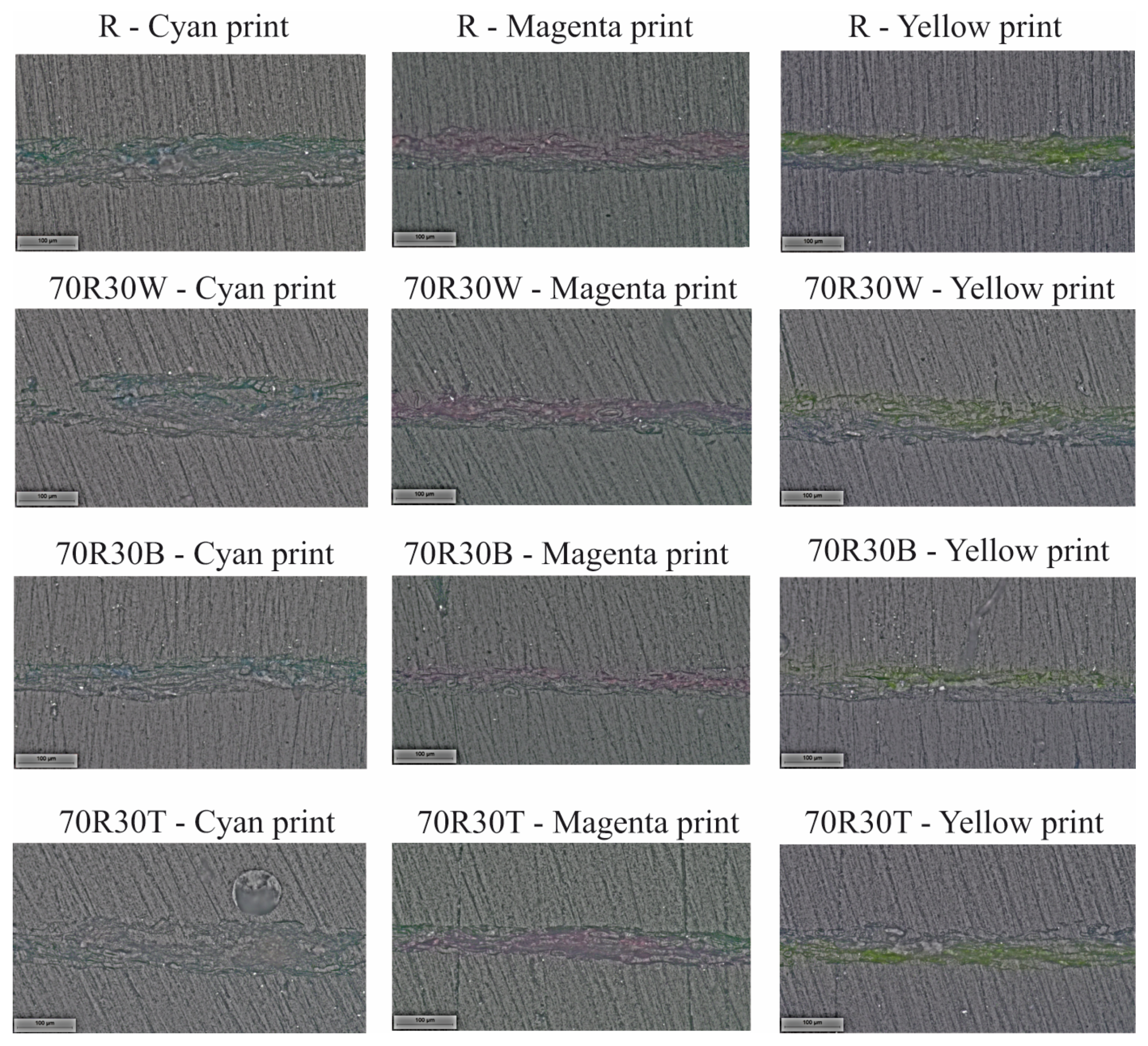
- R—reference paper substrate with 100% recycled wood pulp;
- 70R30W—paper substrate with 30% wheat straw pulp and 70% recycled wood pulp;
- 70R30B—paper substrate with 30% barley straw pulp and 70% recycled wood pulp;
- 70R30T—paper substrate with 30% triticale straw pulp and 70% recycled wood pulp.
2.3. Printing on Paper Substrates
- temperature: 23 °C;
- relative humidity: 50%;
- printing speed: 20 m/min;
- engraving plate: 100 lines/inch (40 lines/cm);
- impression roller with a mechanical hardness of 65 Shore.
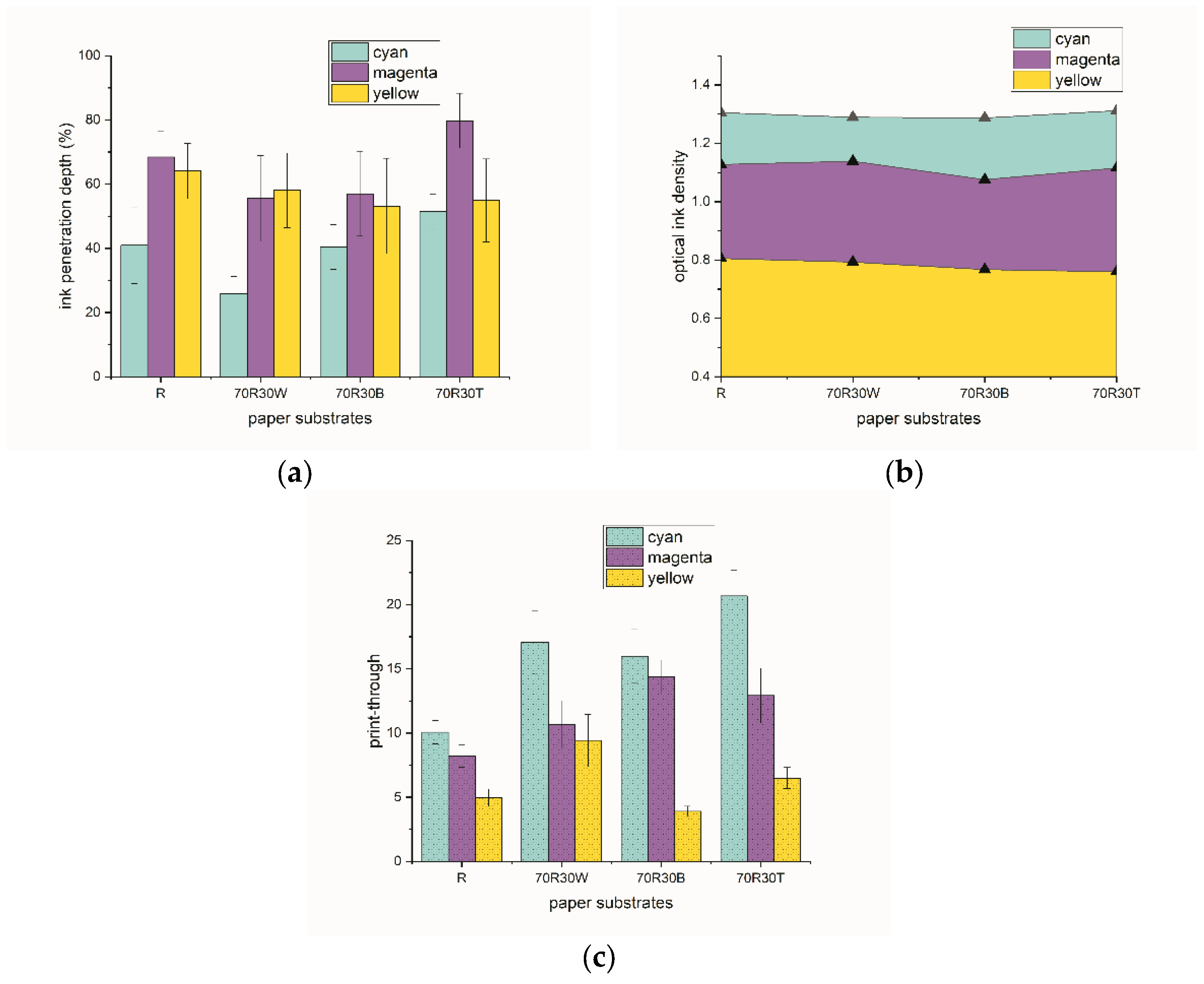
2.4. Ink Penetration Depth
2.5. Integral Optical Ink Density
2.6. Print-through
2.7. Quantitative Methods
3. Results
4. Conclusions
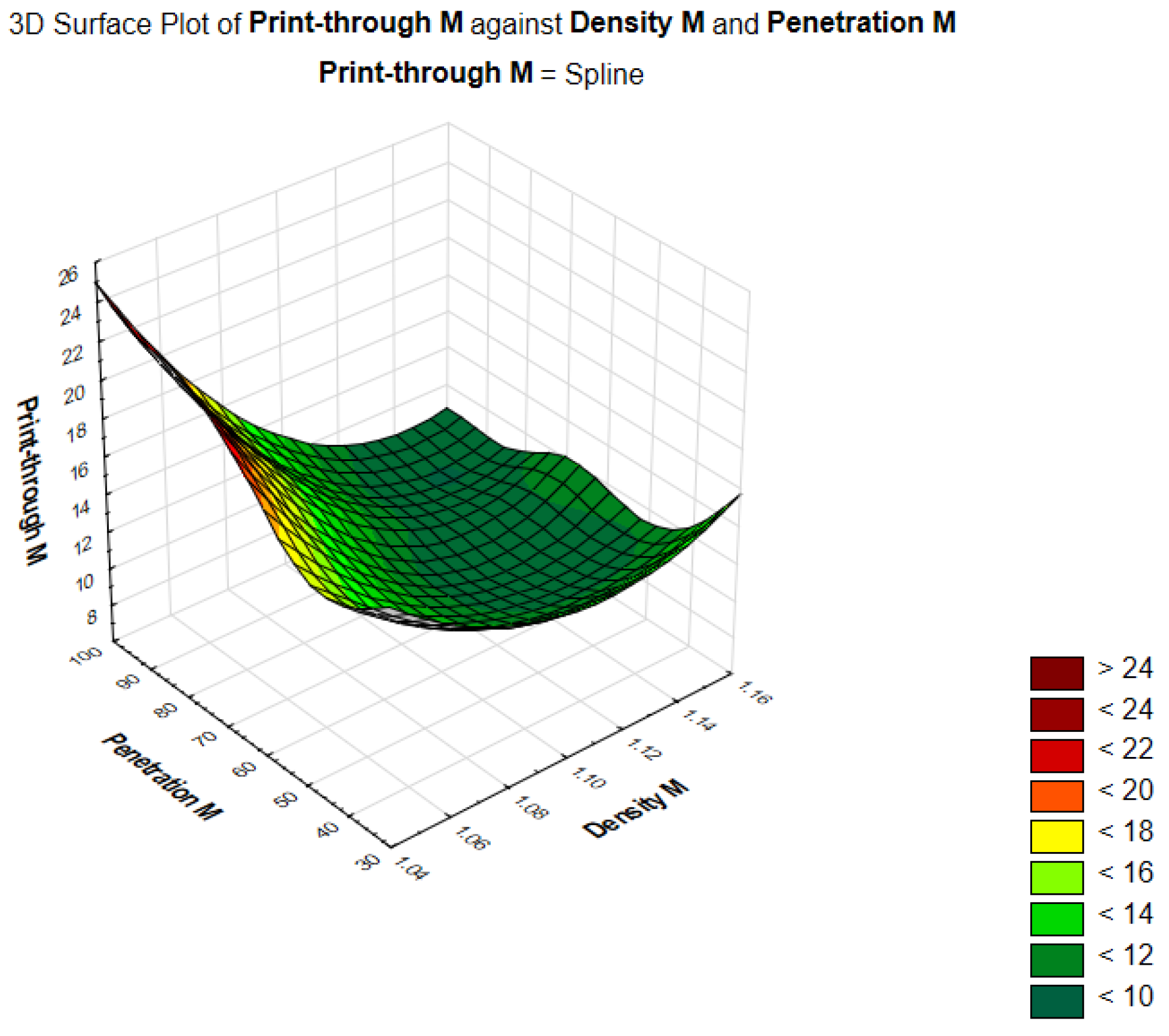
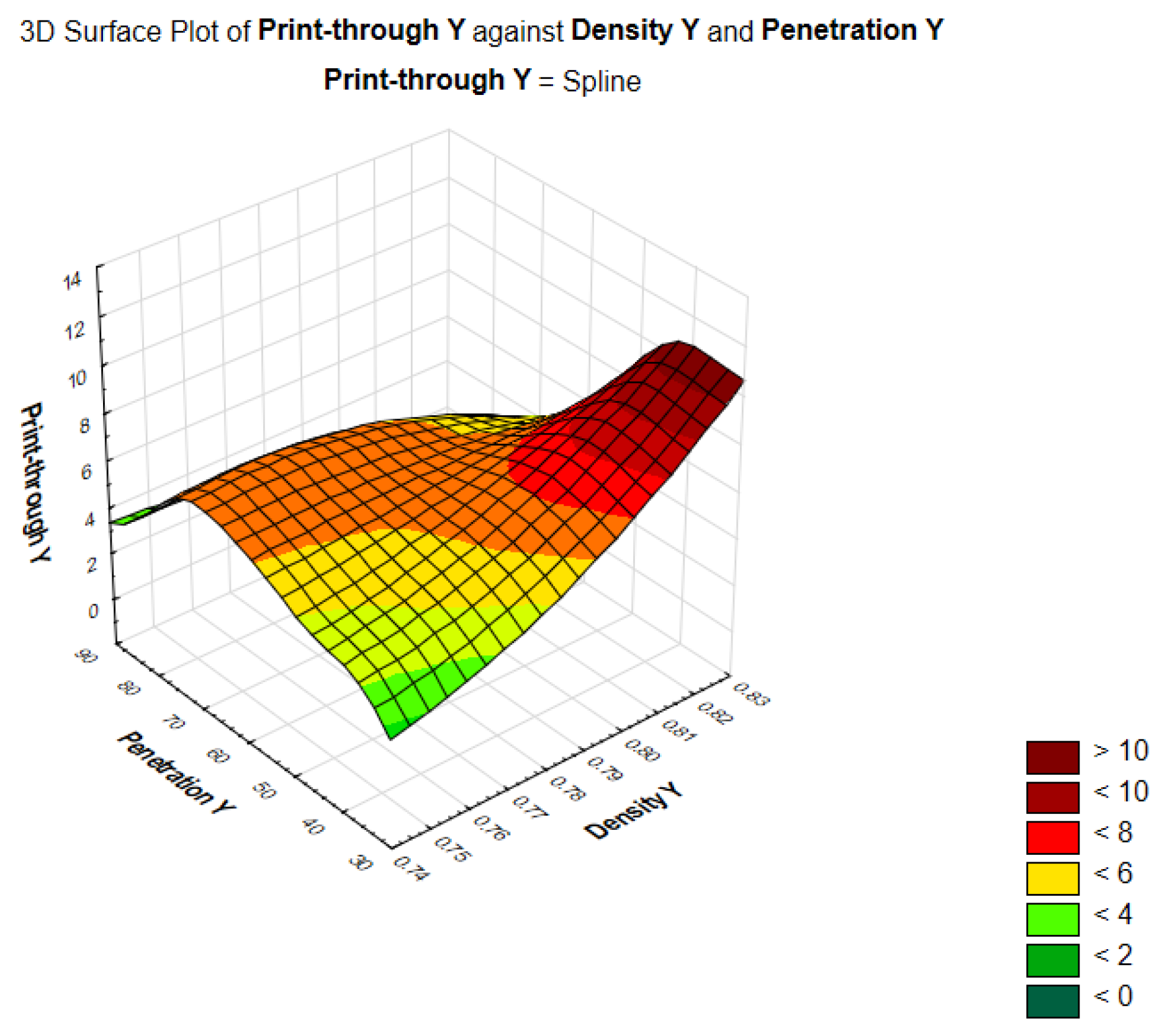
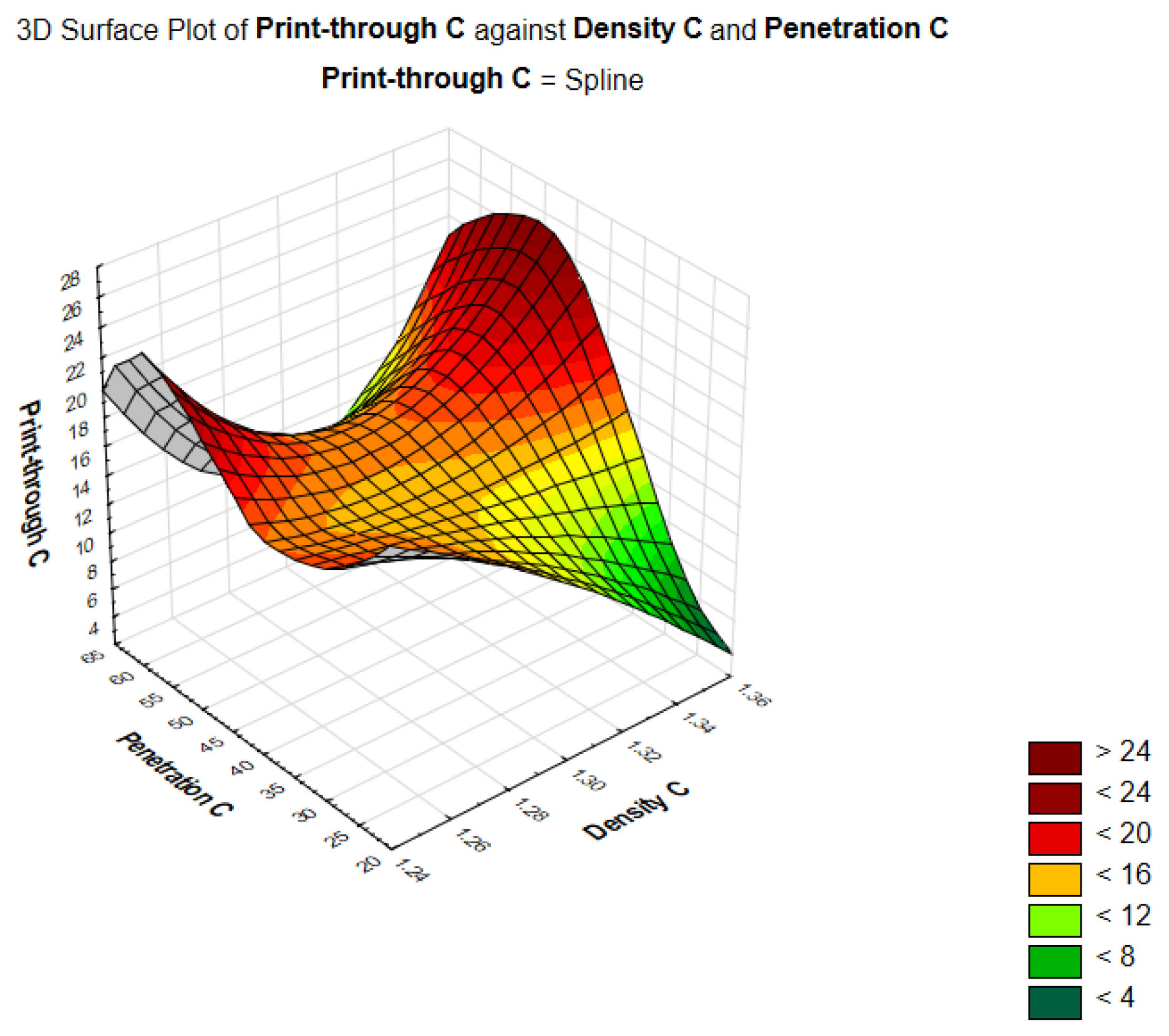
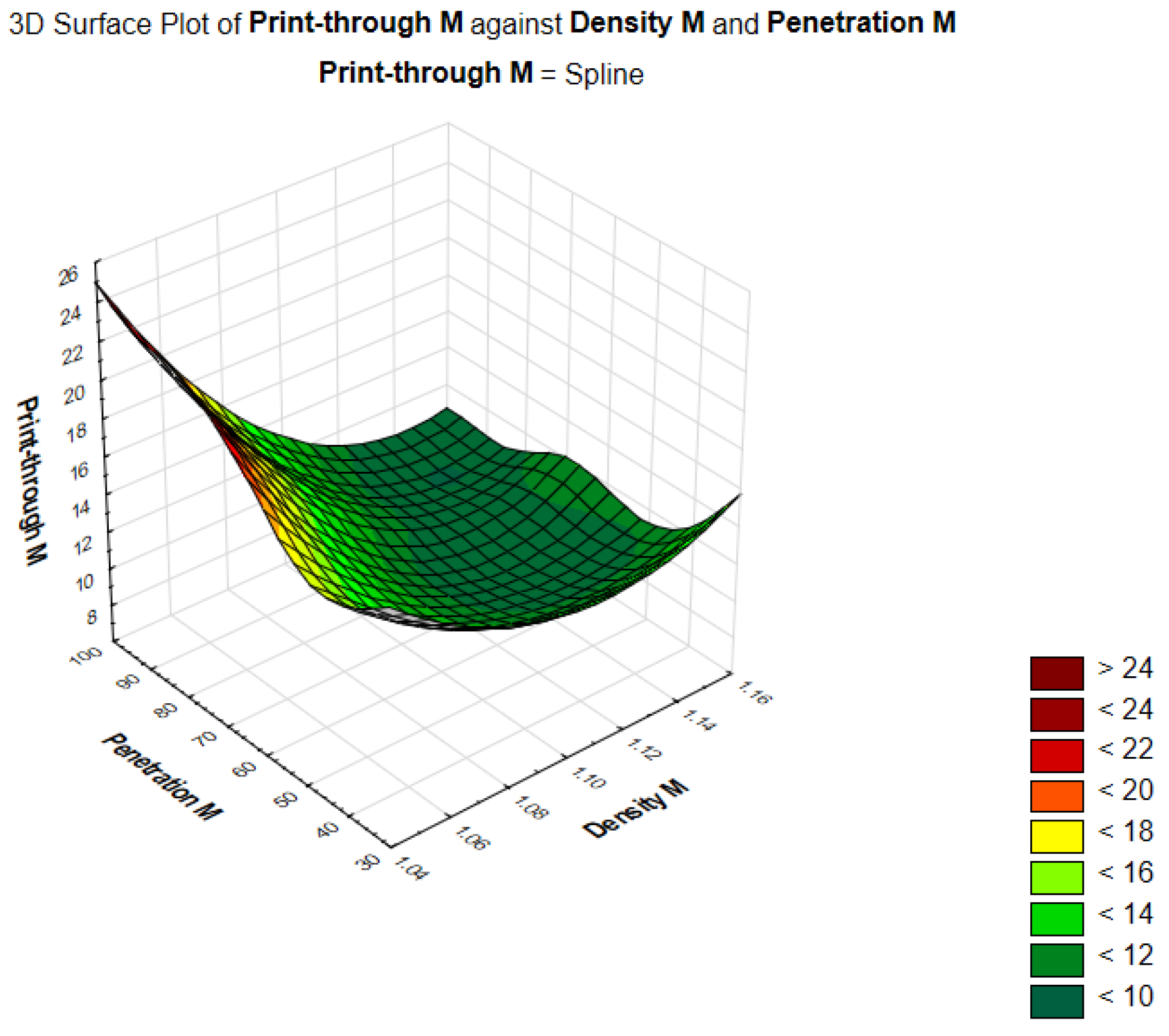
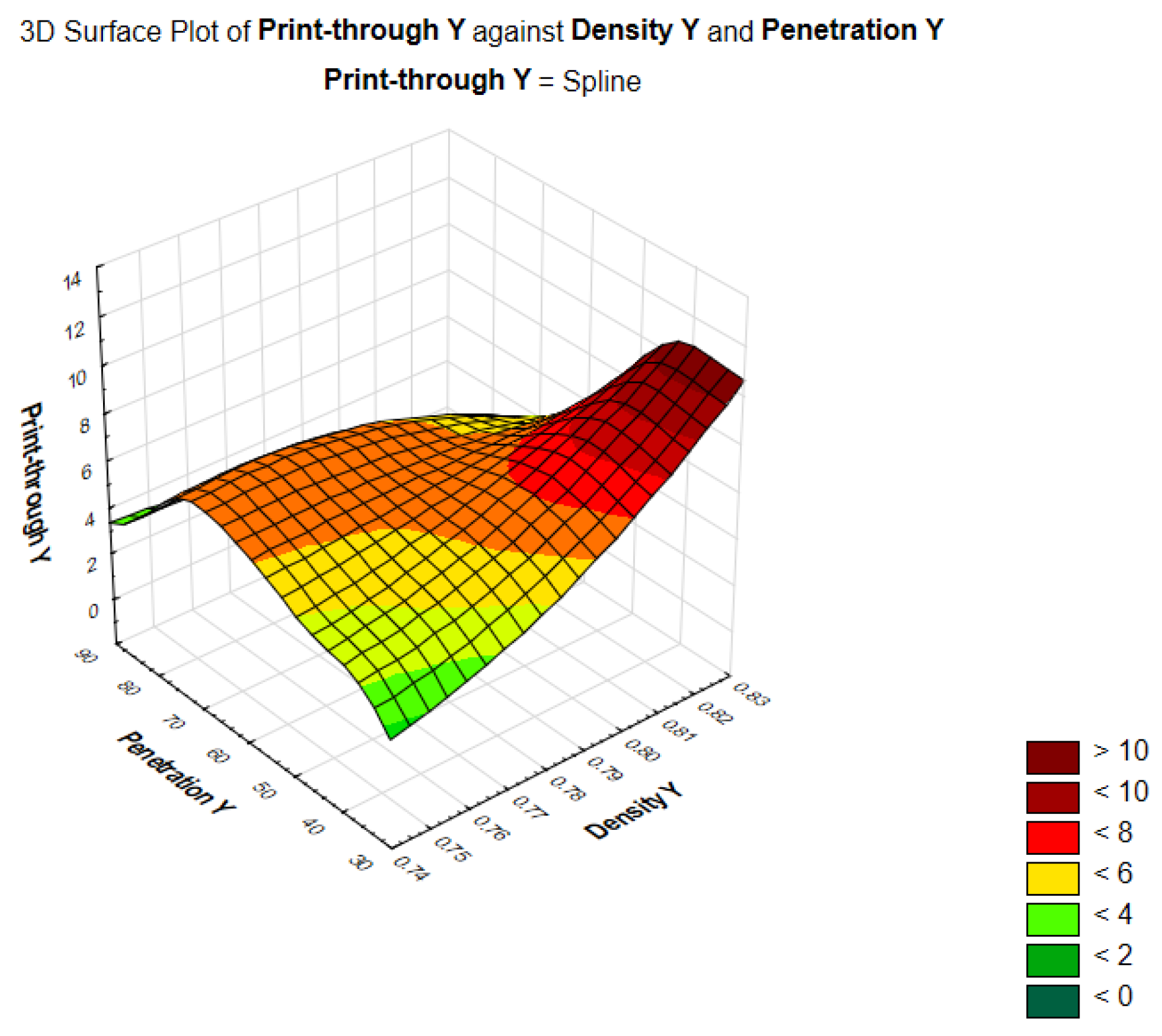
- The findings from the multiple regression analysis indicate that none of the variables independently provide a statistically significant impact on forecasting the dependent variable within a linear framework. The employed non-linear spline models reveal the presence of non-linear interactions among the variables, highlighting specific conditions where the dependent variable exhibits local extremes and shifts in gradient.
- For prints made with cyan gravure ink, alternative paper 70R30W significantly differs from reference paper R, paper 70R30B has some significant differences compared to the reference paper but is not as drastic as the 70R30W, and paper 70R30T is the most similar to reference paper made only from recycled wood pulp.
- For prints made with magenta gravure ink, alternative papers 70R30W and 70R30T have significant statistical differences compared to reference paper (70R30W somewhat more than 70R30T), while paper 70R30B is the most similar to reference paper R, although some differences exist.
- For prints made with yellow gravure ink, the alternative paper 70R30W has a significant statistical difference compared to reference paper; for paper 70R30T, it is slightly less pronounced; and the paper 70R30B is again proven to be the most similar to reference paper R, although some differences exist.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Azeez, M.A. Pulping of Non-Woody Biomass. In Pulp and Paper Processing, 1st ed.; Kazi, S.N., Ed.; IntechOpen: London, UK, 2018; Chapter 3; pp. 55–86. [Google Scholar]
- Cepi Preliminary Statistics 2022. Available online: https://www.cepi.org/wp-content/uploads/2023/02/Cepi_Preliminary-statistics-2022_15022023.pdf (accessed on 10 June 2023).
- Bajpai, P. Nonwood Plant Fibers for Pulp and Paper; Elsevier: Amsterdam, The Netherlands, 2021; pp. 1–31. [Google Scholar]
- Fahmy, Y.; Fahmy, T.Y.A.; Mobarak, F.; El-Sakhawy, M.; Fadl, M.H. Agricultural Residues (Wastes) for Manufacture of Paper, Board, and Miscellaneous Products: Background Overview and Future Prospects. Int. J. ChemTech Res. 2017, 10, 424–448. [Google Scholar]
- Eugenio, M.E.; Ibarra, D.; Martín-Sampedro, R.; Espinosa, E.; Bascón, I.; Rodríguez, A. Cellulose Alternative Raw Materials for Pulp and Paper Production in the Concept of a Lignocellulosic Biorefinery; IntechOpen: London, UK, 2019. [Google Scholar]
- Ashori, A. Nonwood Fibers—A Potential Source of Raw Material in Papermaking. Polym.-Plast. Technol. Eng. 2006, 45, 1133–1136. [Google Scholar] [CrossRef]
- Roth, S.; Zetterberg, L.; AcWorth, W.; Kangas, H.-L.; Neuhoff, K.; Zipperer, V. The pulp and paper overview paper. Clim. Strategy 2016, 1–43. Available online: https://www.diw.de/documents/dokumentenarchiv/17/diw_01.c.534645.de/cs-pulp-and-paper.pdf (accessed on 5 November 2022).
- Vrabič-Brodnjak, U.; Možina, K. Invasive alien plant species for use in paper and packaging materials. Fibers 2022, 10, 94. [Google Scholar] [CrossRef]
- Wheat Consumption Worldwide in 2021/2022, by Country. Available online: https://www.statista.com/statistics/1094065/total-global-wheat-consumption-by-country/ (accessed on 23 October 2023.).
- FAO Cereal Supply and Demand Brief. Available online: https://www.fao.org/worldfoodsituation/csdb/en/ (accessed on 24 October 2023).
- Kirwan, M.J. Handbook of Paper and Paperboard Packaging Technology, 2nd ed.; Wiley: Hoboken, NJ, USA, 2012; pp. 1–432. [Google Scholar] [CrossRef]
- Kipphan, H. Handbook of Print Media: Technologies and Production Methods, 1st ed.; Springer: Berlin, Germany, 2001; pp. 206–372. [Google Scholar]
- NIIR Board of Consultants & Engineers. Handbook on Printing Technology (Offset, Flexo, Gravure, Screen, Digital, 3D Printing with Book Binding and CTP), 4th ed.; Asia Pacific Business Press Inc.: Delhi, India, 2019; pp. 63–73. [Google Scholar]
- Oloyede, O.O.; Lignou, S. Sustainable paper-based packaging: A consumer’s perspective. Foods 2021, 10, 1035. [Google Scholar] [CrossRef] [PubMed]
- Plazonic, I.; Bates, I.; Barbaric-Mikocevic, Z. The Effect of Straw Fibers in Printing Papers on Dot Reproduction Attributes, as Realized by UV Inkjet Technology. BioResources 2016, 11, 5033–5049. [Google Scholar] [CrossRef]
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. International Organization for Standardization: Geneva, Switzerland, 2004.
- ISO 534:2011; Paper and Board—Determination of Thickness, Density and Specific Volume. International Organization for Standardization: Geneva, Switzerland, 2011.
- Bates, I.; Plazonić, I.; Petric Maretić, K.; Rudolf, M.; Radić Seleš, V. Assessment of the UV inkjet ink penetration into laboratory papers within triticale pulp and its influence on print quality. Color. Technol. 2022, 138, 16–27. [Google Scholar] [CrossRef]
- ISO 2144:2015; Paper, Board and Pulp—Determination of residue (ash) on Ignition at 900 Degree C. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- Kurek, M.; Bates, I.; Plazonić, I.; Rudolf, M.; Radić Seleš, V.; Galić, K.; Petric Maretić, K. Effects of Non-Wood Fibres in Printed Paper Substrate on Barrier and Migration Properties. Tech. J. 2022, 16, 299–305. [Google Scholar] [CrossRef]
- ASTM E96-80; Standard Test Method for Water Vapor Transmission of Materials. ASTM B Standards: West Conshohocken, PA, USA, 1980.
- Bates, I.; Plazonić, I.; Radić Seleš, V.; Petric Maretić, K.; Rudolf, M. Usability of Discarded Lignocellulosic Fibers in Paper for Secondary Green Packaging and Labeling. Sustainability 2023, 15, 5378. [Google Scholar] [CrossRef]
- DIN 53211; Determination of Flow Time Using the DIN Flow Cup. Deutsche Institut für Normung e.V.: Berlin, Germany, 1987.
- Eriksen, O.; Gregersen, O.W. The influence of ink pigment penetration and paper structure on print through. Nord. Pulp Pap. Res. J. 2005, 20, 242–246. [Google Scholar] [CrossRef]
- Eriksen, O.; Gregersen, O.W. Ink pigment location measured as the position of clay in coldset ink. Nord. Pulp Pap. Res. J. 2006, 21, 460–465. [Google Scholar] [CrossRef]
- Hair, J.F.; Black, W.C.; Babin, B.J.; Anderson, R.E. Multivariate Data Analysis: A Global Perspective, 7th ed.; Pearson: Upper Saddle River, NJ, USA, 2010; pp. 155–162. [Google Scholar]
- Moore, D.S.; McCabe, G.P.; Craig, B.A. Introduction to the Practice of Statistics, 9th ed.; Macmillan Learning: New York, NY, USA, 2017; pp. 607–642. [Google Scholar]
- Golberg, M.A.; Cho, H.A. Introduction to Regression Analysis; WIT Press: Southampton, UK, 2010; pp. 179–242. [Google Scholar]
- Keith, T.Z. Multiple Regression and Beyond: An Introduction to Multiple Regression and Structural Equation Modeling, 2nd ed.; Routledge—Taylor & Francis Group: New York, NY, USA, 2019; pp. 26–182. [Google Scholar]
- Field, G.G. Color and Its Reproduction, 2nd ed.; GATF Press: Pittsburg, PA, USA, 1999; pp. 130–156. [Google Scholar]
- Fairley, M. Encyclopedia of Labels and Lebel Technology; Tarsus Publishing Ltd.: London, UK, 2004; p. 141. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Disintegration | Homogenization | ||
|---|---|---|---|
| m (pulp) | 80 g | ||
| V (H2O) | 1.6 L | V (H2O) | 10 L |
| pH | 8 | pH | 7.5 |
| T | 45 °C | T | 45 °C |
| t | 20 min | t | 5 min |
| Paper Substrate | Thickness (µm) [15,17] | Ash (%) [15,18,19] | Roughness, Ra (µm) [15,18,20] | Water Vapor Permeability, WVP (×10−10 g/s·m·Pa) [21,22] | Surface Free Energy, σs (mN/m) [23] |
|---|---|---|---|---|---|
| R | 90.10 ± 2.13 | 4.73 ± 0.22 | 4.15 ± 0.34 | 3.39 ± 0.05 | 40.92 |
| 70R30W | 101.67 ± 17.22 | 3.64 ± 0.07 | 4.59 ± 0.51 | 3.33 ± 0.15 | 40.70 |
| 70R30B | 91.67 ± 4.08 | 3.32 ± 0.67 | 4.24 ± 0.41 | 3.41 ± 0.12 | 41.38 |
| 70R30T | 101.67 ± 14.72 | 3.99 ± 0.15 | 4.40 ± 0.39 | 3.84 ± 0.23 | 43.55 |
| Printing Ink | Kinematic Viscosity (mm2/s) [24] |
|---|---|
| Cyan | 146.54 ± 5.29 |
| Magenta | 143.62 ± 8.11 |
| Yellow | 135.61 ± 4.13 |
| Variable | Shapiro–Wilk W | p-Value |
|---|---|---|
| Density C | 0.97756 | 0.59957 |
| Penetration C | 0.95067 | 0.07995 |
| Print-through C | 0.94642 | 0.05715 |
| Density M | 0.91995 | 0.07670 |
| Penetration M | 0.97869 | 0.64096 |
| Print-through M | 0.95290 | 0.09545 |
| Density Y | 0.64252 | 0.40207 |
| Penetration Y | 0.96502 | 0.24767 |
| Print-through Y | 0.98722 | 0.15908 |
| Regression Summary for Dependent Variable: Print-through C R = 0.19670 R2 = 0.03881 Adjusted R2 = --- F(2.37) = 0.74693 p < 0.48083 Std. Error of Estimate: 4.32250 | ||||||
|---|---|---|---|---|---|---|
| N = 40 | b* | Std. Err. of b* | b | Std. Err. of b | t(37) | p-Value |
| Intercept | 12.23850 | 41.73720 | 0.29323 | 0.77099 | ||
| Density C | 0.00225 | 0.16366 | 0.44678 | 32.43745 | 0.01377 | 0.98908 |
| Penetration C | 0.19659 | 0.16366 | 0.07734 | 0.06438 | 1.20125 | 0.23729 |
| Regression Summary for Dependent Variable: Print-through M R = 0.51708 R2 = 0.26737 Adjusted R2= 0.22777 F(2.37) = 6.75170 p < 0.00316 Std. Error of Estimate: 2.49210 | ||||||
|---|---|---|---|---|---|---|
| N = 40 | b* | Std. Err. of b* | b | Std. Err. of b | t(37) | p-Value |
| Intercept | 69.89130 | 15.93540 | 4.38592 | 0.00009 | ||
| Density M | −0.51961 | 0.14143 | −52.74733 | 14.36986 | −3.67069 | 0.00075 |
| Penetration M | 0.02816 | 0.14143 | 0.00602 | 0.06438 | 0.19913 | 0.84325 |
| Regression Summary for Dependent Variable: Print-through Y R = 0.14506 R2 = 0.02104 Adjusted R2= --- F(2.37) = 0.39768 p < 0.67472 Std. Error of Estimate: 2.42650 | ||||||
|---|---|---|---|---|---|---|
| N = 40 | b* | Std. Err. of b* | b | Std. Err. of b | t(37) | p-Value |
| Intercept | −5.45168 | 13.11423 | −0.41571 | 0.68002 | ||
| Density Y | 0.14252 | 0.16419 | 14.70130 | 16.93664 | 0.86802 | 0.39098 |
| Penetration Y | 0.01389 | 0.16419 | 0.00281 | 0.03317 | 0.08460 | 0.93303 |
| Test of All Effects Distribution: NORMAL; Link Function: LOG | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Print-through C | Print-through M | Print-through Y | |||||||
| Effect | Degree of Freedom | Wald Statistics | p-Value | Degree of Freedom | Wald Statistics | p-Value | Degree of Freedom | Wald Statistics | p-Value |
| Intercept | 1 | 4.33690 | 0.03729 | 1 | 0.03662 | 0.84825 | 1 | 0.27780 | 0.59815 |
| R | 0 | 0 | 0 | ||||||
| 70R30W | 1 | 46.06860 | 0.00000 | 1 | 12.36398 | 0.00044 | 1 | 80.78472 | 0.00000 |
| 70R30B | 1 | 42.59720 | 0.00000 | 1 | 41.52183 | 0.00000 | 1 | 1.41681 | 0.23393 |
| 70R30T | 1 | 100.59890 | 0.00000 | 1 | 39.60972 | 0.00000 | 1 | 9.81380 | 0.00173 |
| Density | 1 | 0.01780 | 0.89380 | 1 | 1.92370 | 0.16544 | 1 | 0.08607 | 0.76923 |
| Penetration | 1 | 0.00080 | 0.97701 | 1 | 1.60490 | 0.20521 | 1 | 9.56031 | 0.00199 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bates, I.; Plazonić, I.; Rudolf, M.; Bratić, D. Quantification of the Influence of Ink Penetration and Optical Ink Density on the Print-through of Printed Straw-Based Papers. Appl. Sci. 2024, 14, 288. https://doi.org/10.3390/app14010288
Bates I, Plazonić I, Rudolf M, Bratić D. Quantification of the Influence of Ink Penetration and Optical Ink Density on the Print-through of Printed Straw-Based Papers. Applied Sciences. 2024; 14(1):288. https://doi.org/10.3390/app14010288
Chicago/Turabian StyleBates, Irena, Ivana Plazonić, Maja Rudolf, and Diana Bratić. 2024. "Quantification of the Influence of Ink Penetration and Optical Ink Density on the Print-through of Printed Straw-Based Papers" Applied Sciences 14, no. 1: 288. https://doi.org/10.3390/app14010288
APA StyleBates, I., Plazonić, I., Rudolf, M., & Bratić, D. (2024). Quantification of the Influence of Ink Penetration and Optical Ink Density on the Print-through of Printed Straw-Based Papers. Applied Sciences, 14(1), 288. https://doi.org/10.3390/app14010288