
Experimental Evaluation of Surface Roughness, Burr Formation, and Tool Wear during Micro-Milling of Titanium Grade 9 (Ti-3Al-2.5V) Using Statistical Evaluation Methods

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup and Material
2.2. Design of Experiment
2.3. Response Measurement
3. Results
4. Discussion
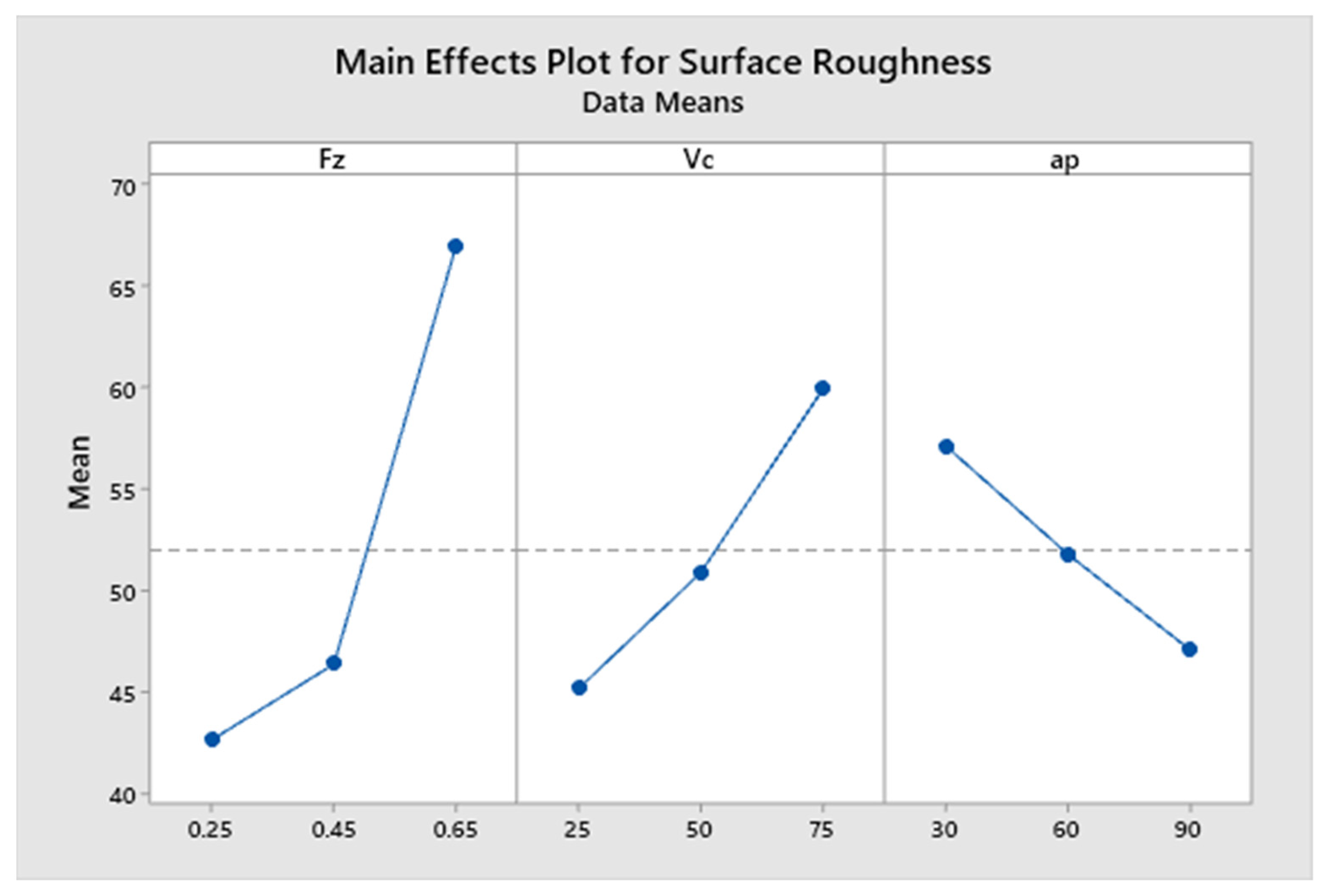
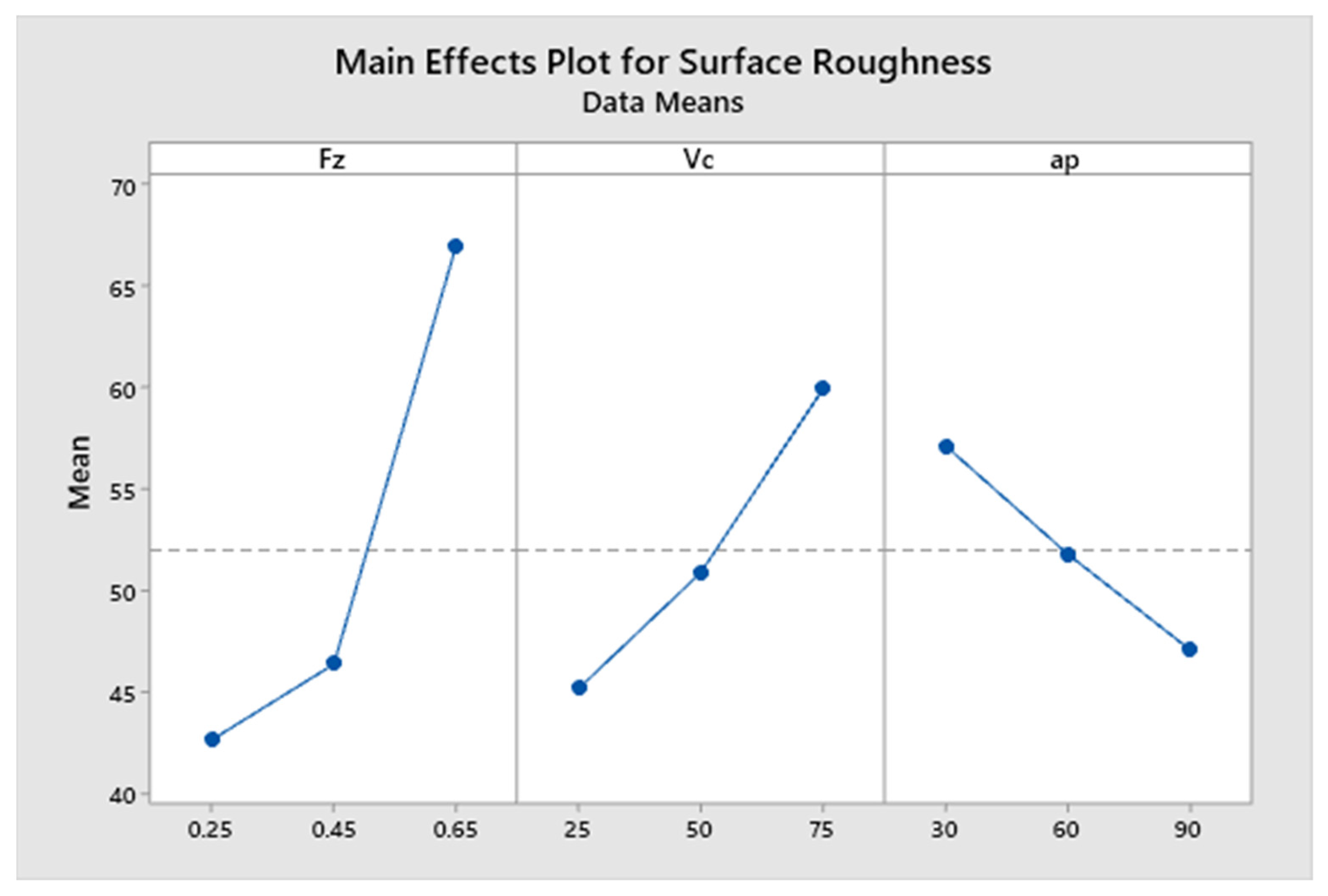
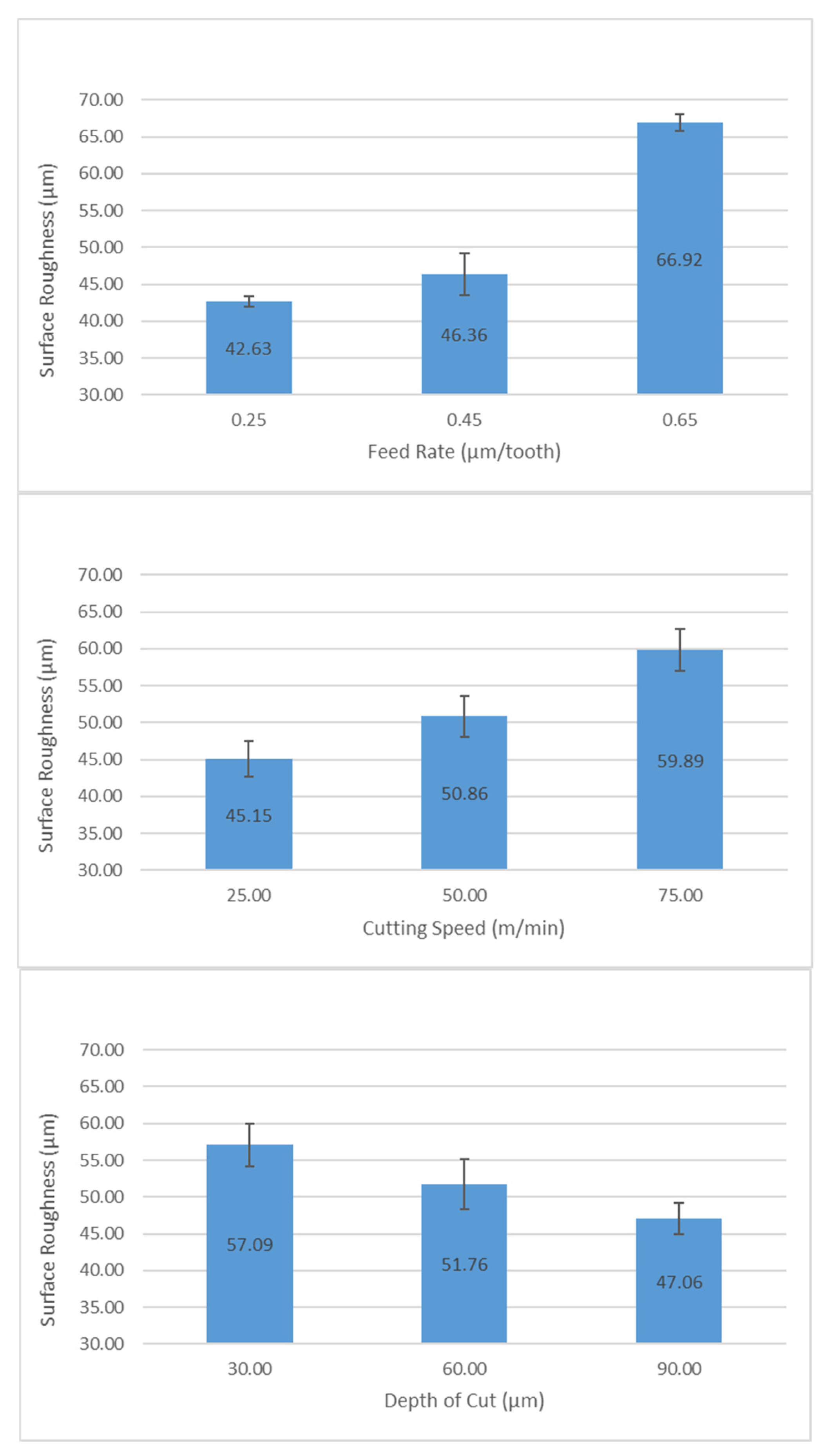
4.1. Surface Roughness
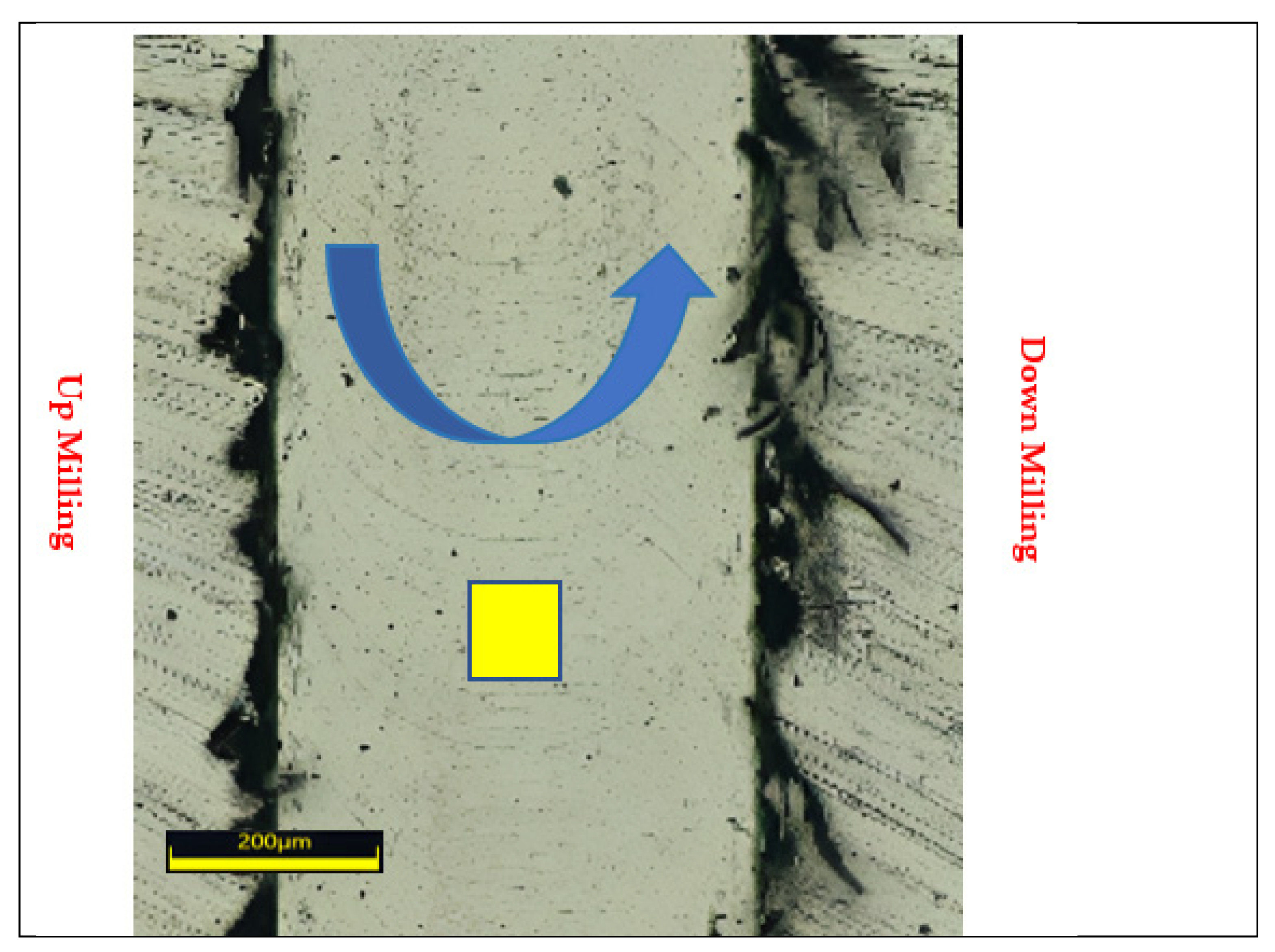
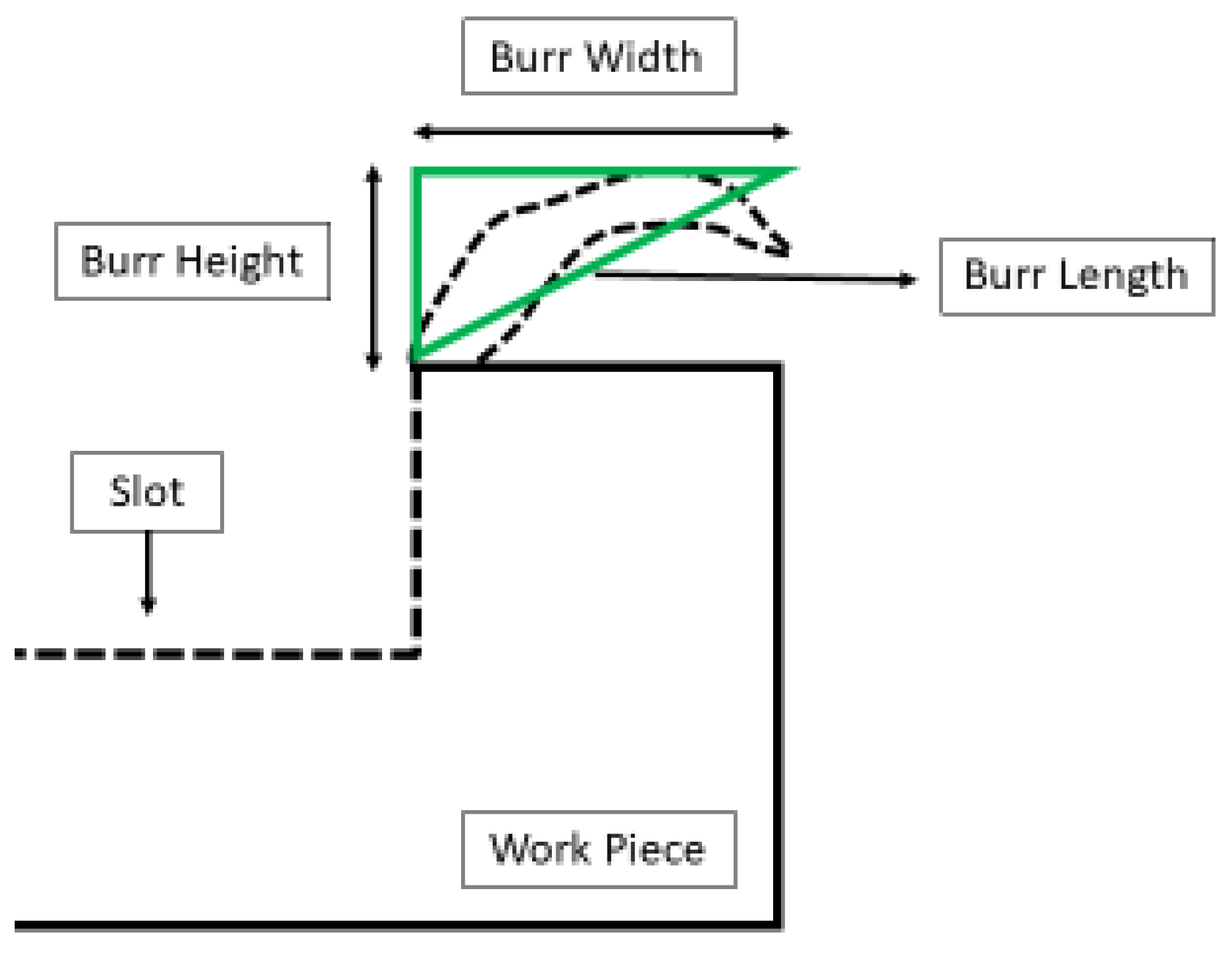
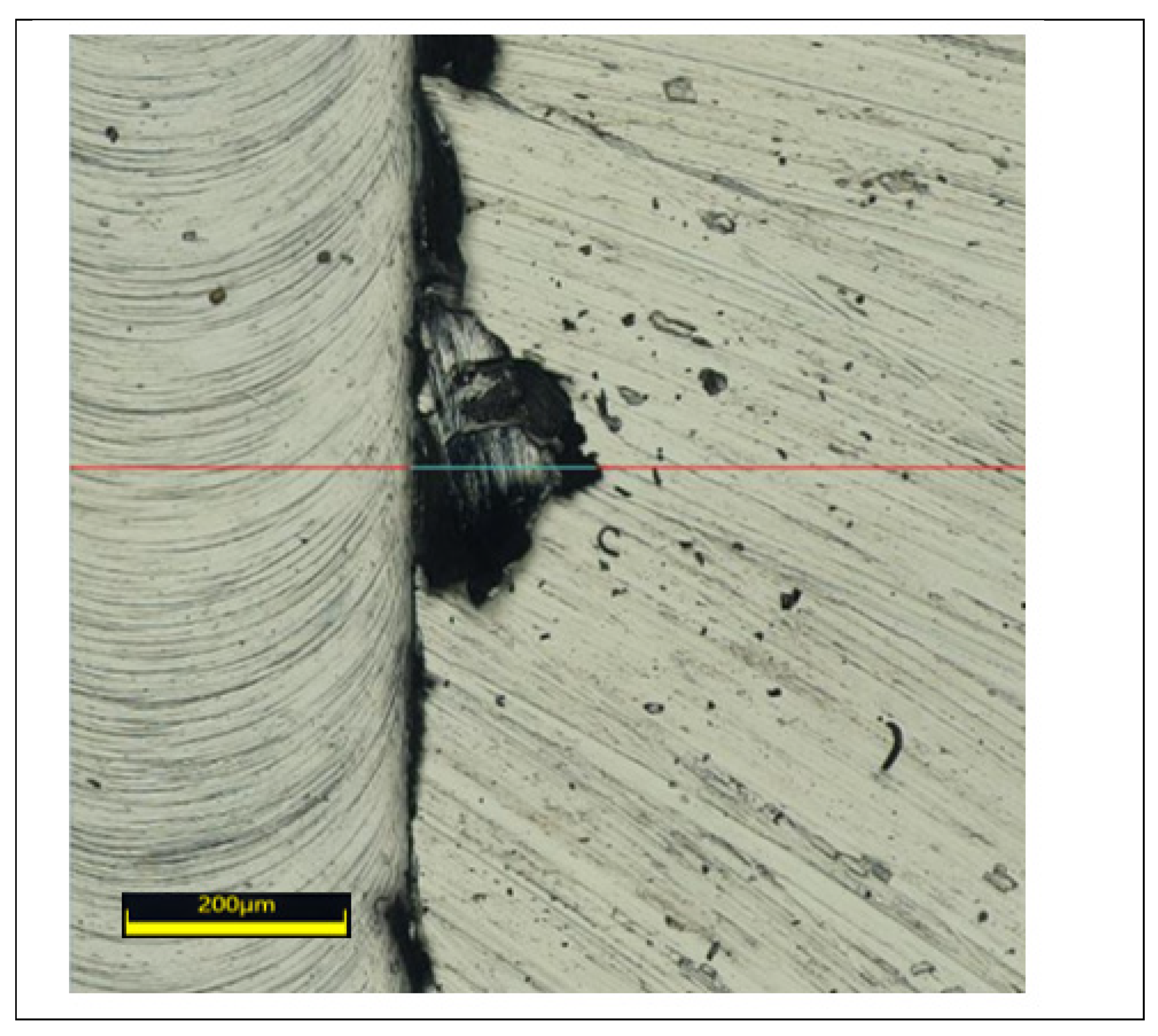
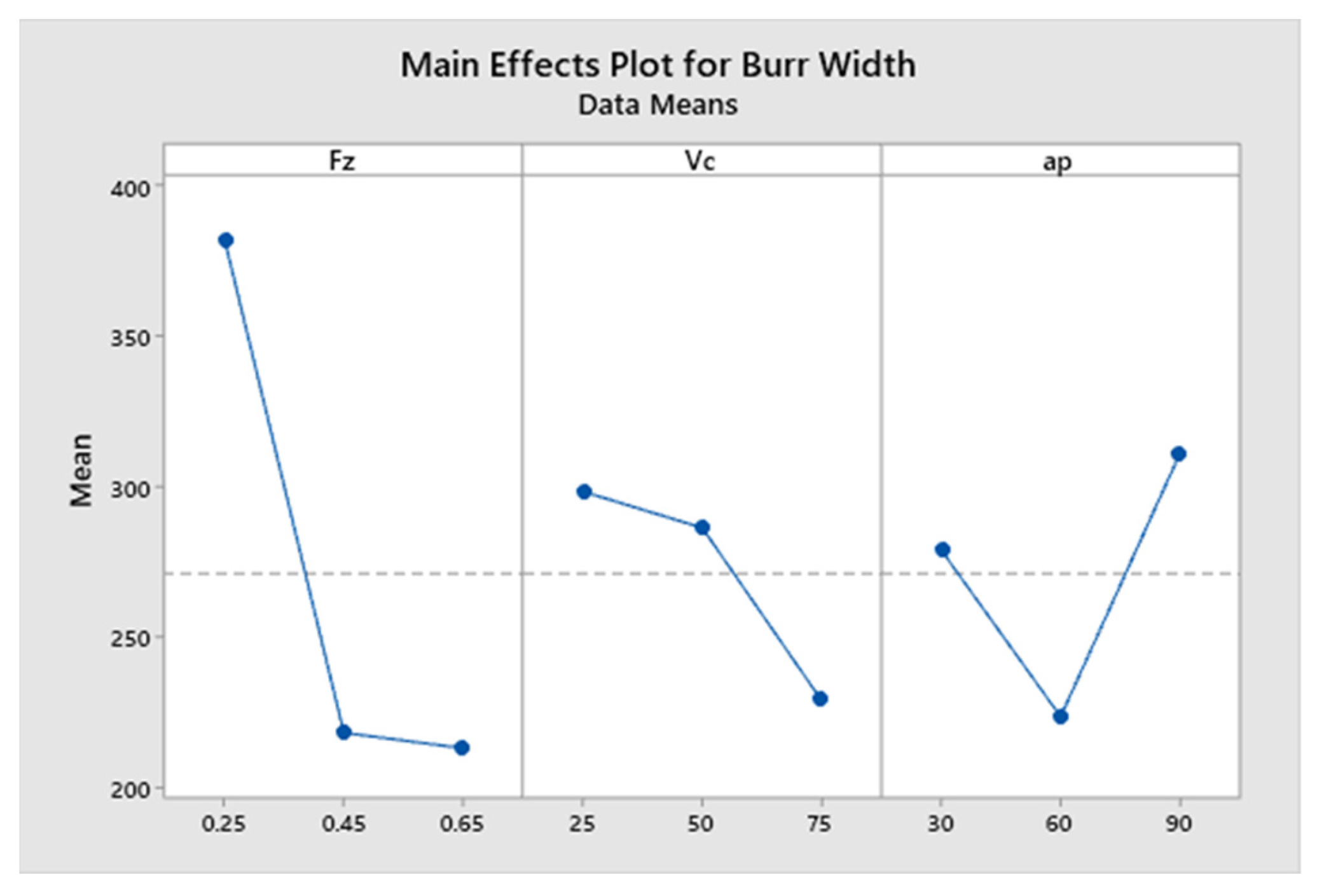
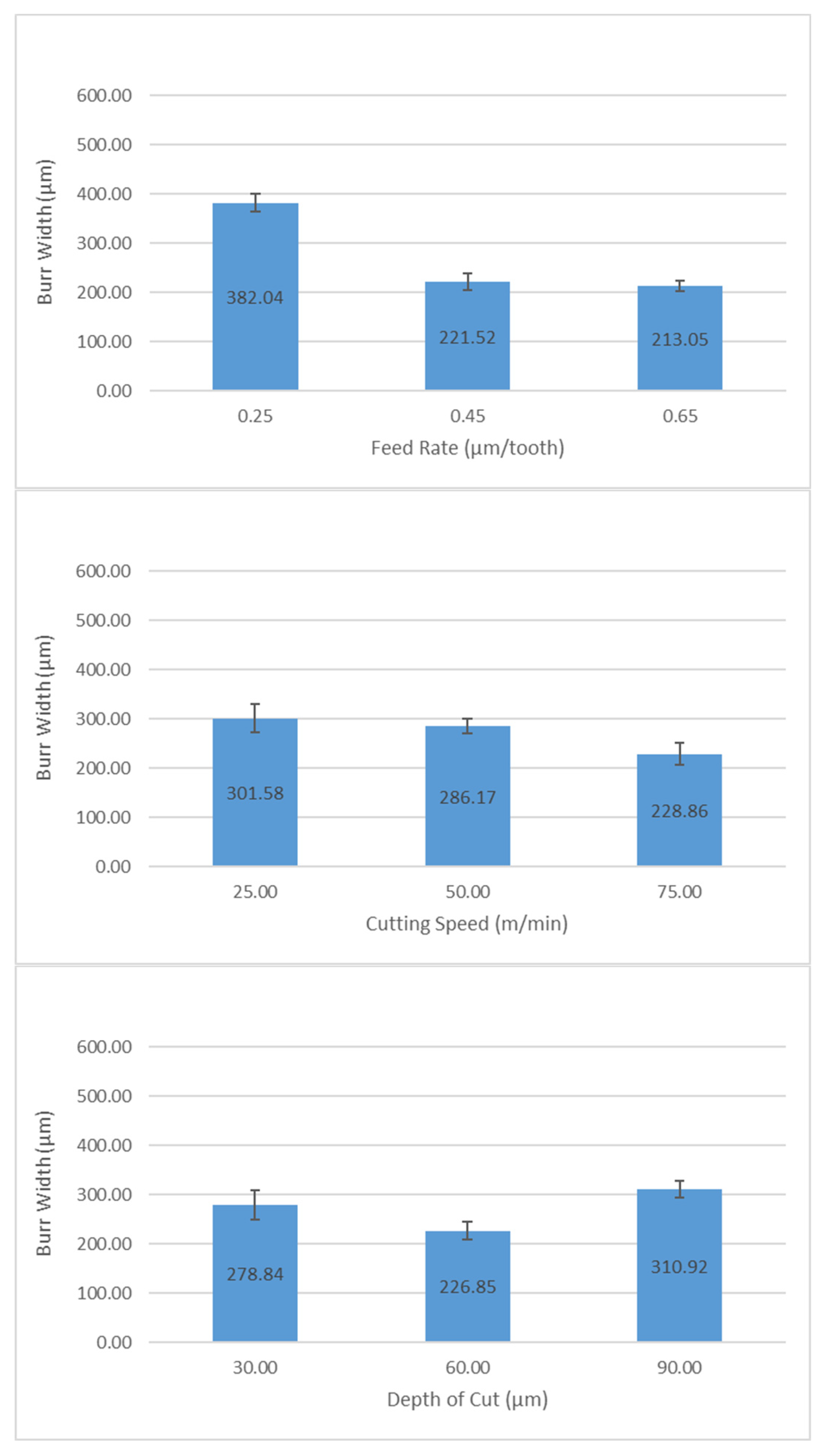
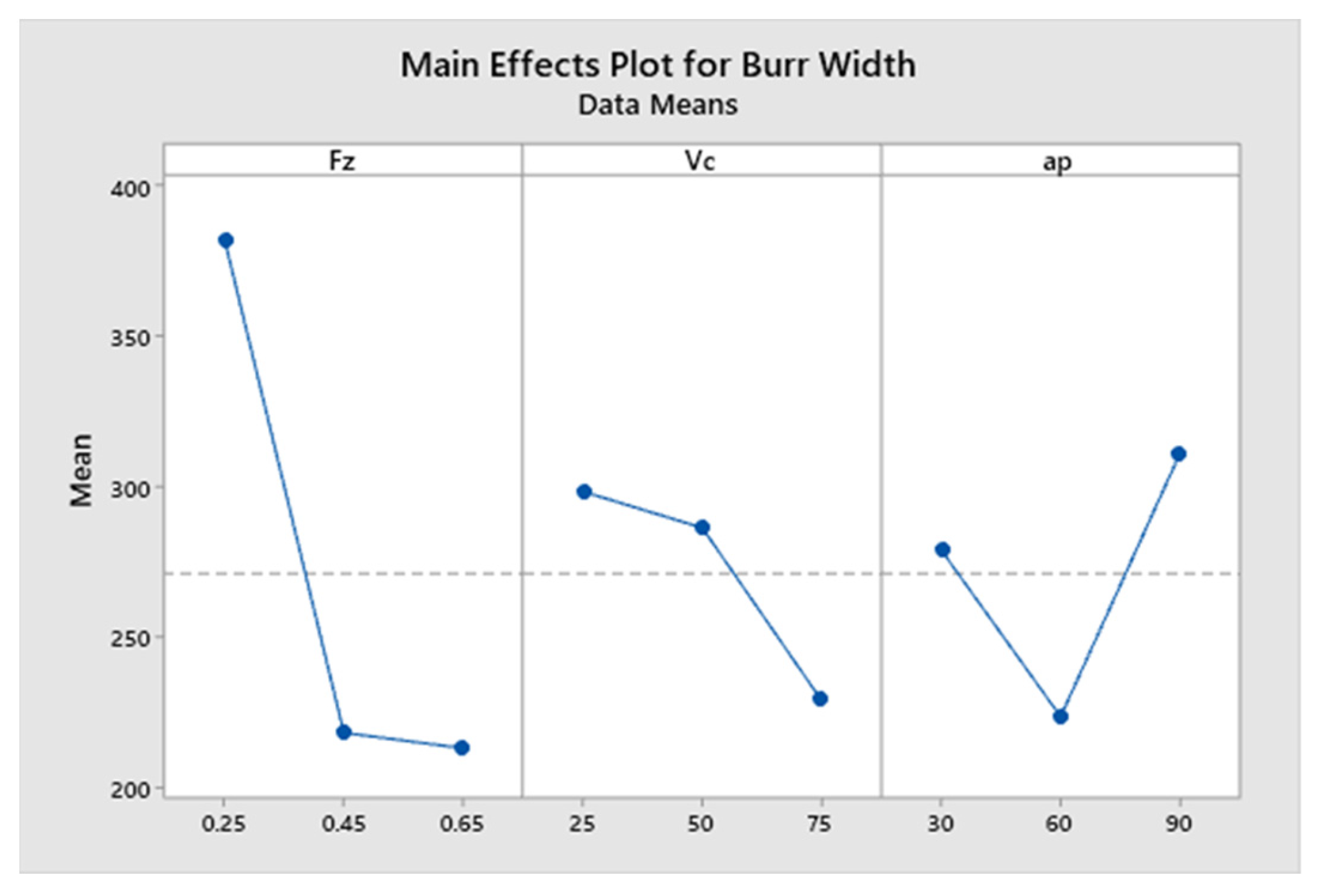
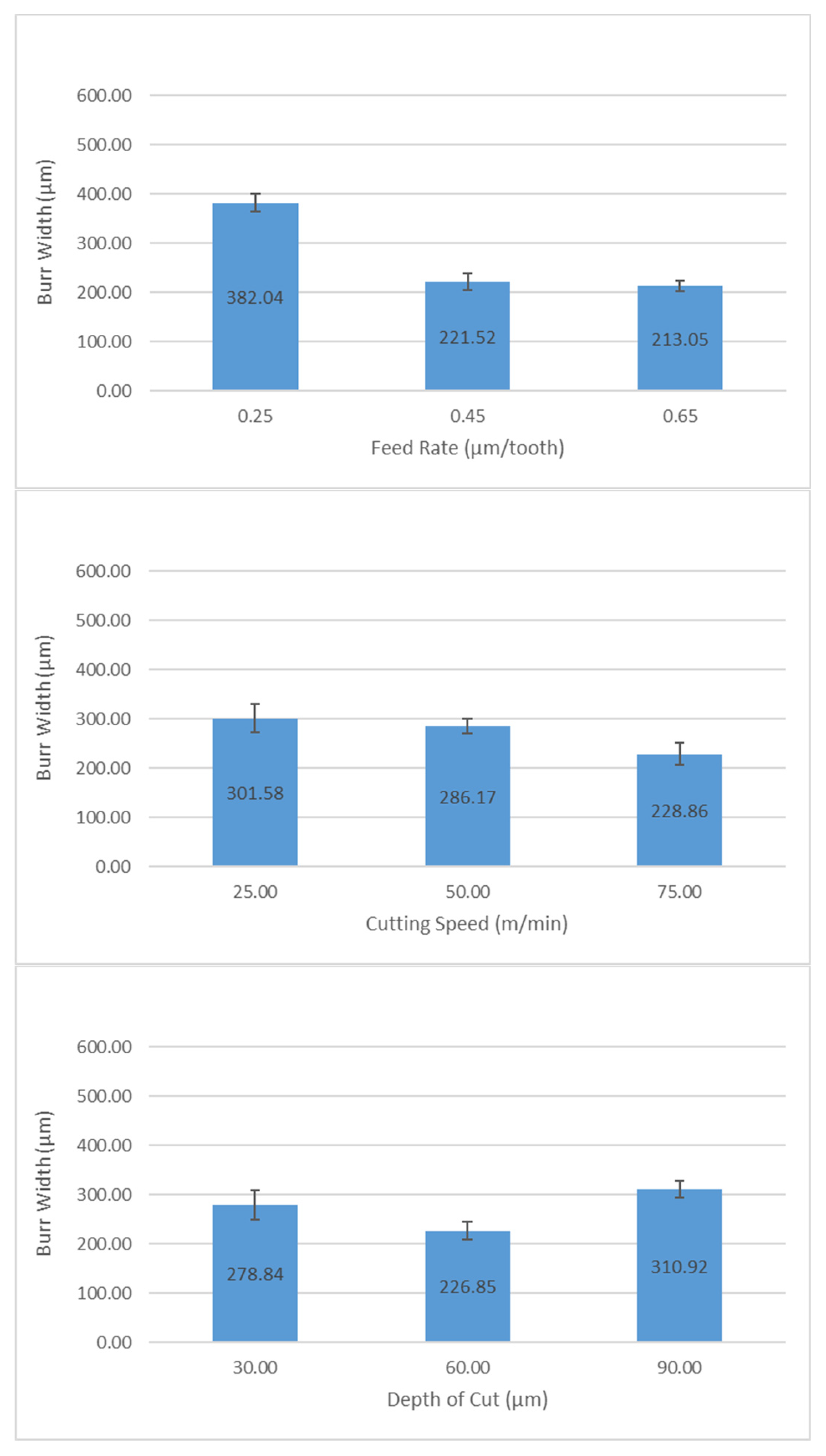
4.2. Burr Width (Down Milling)
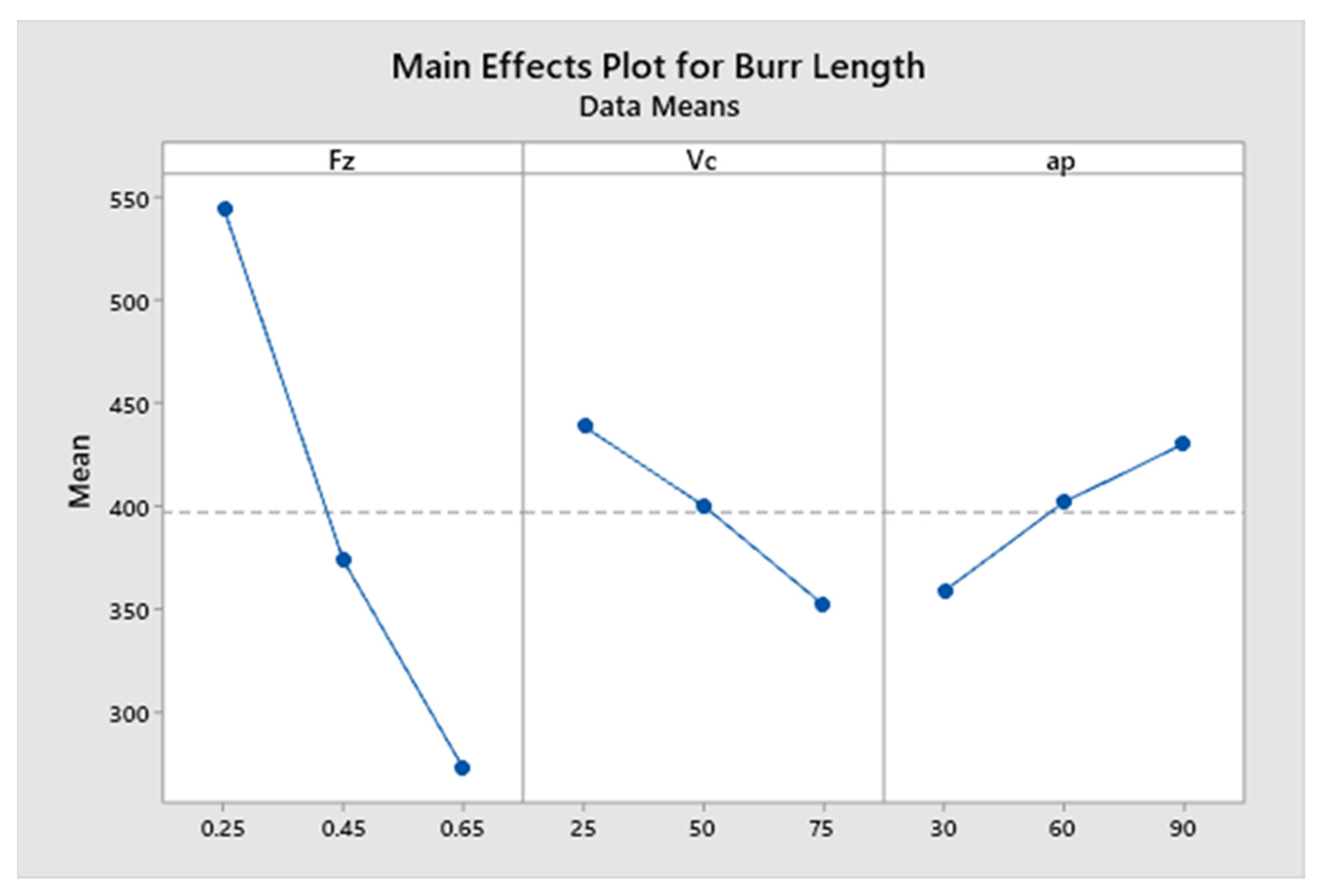
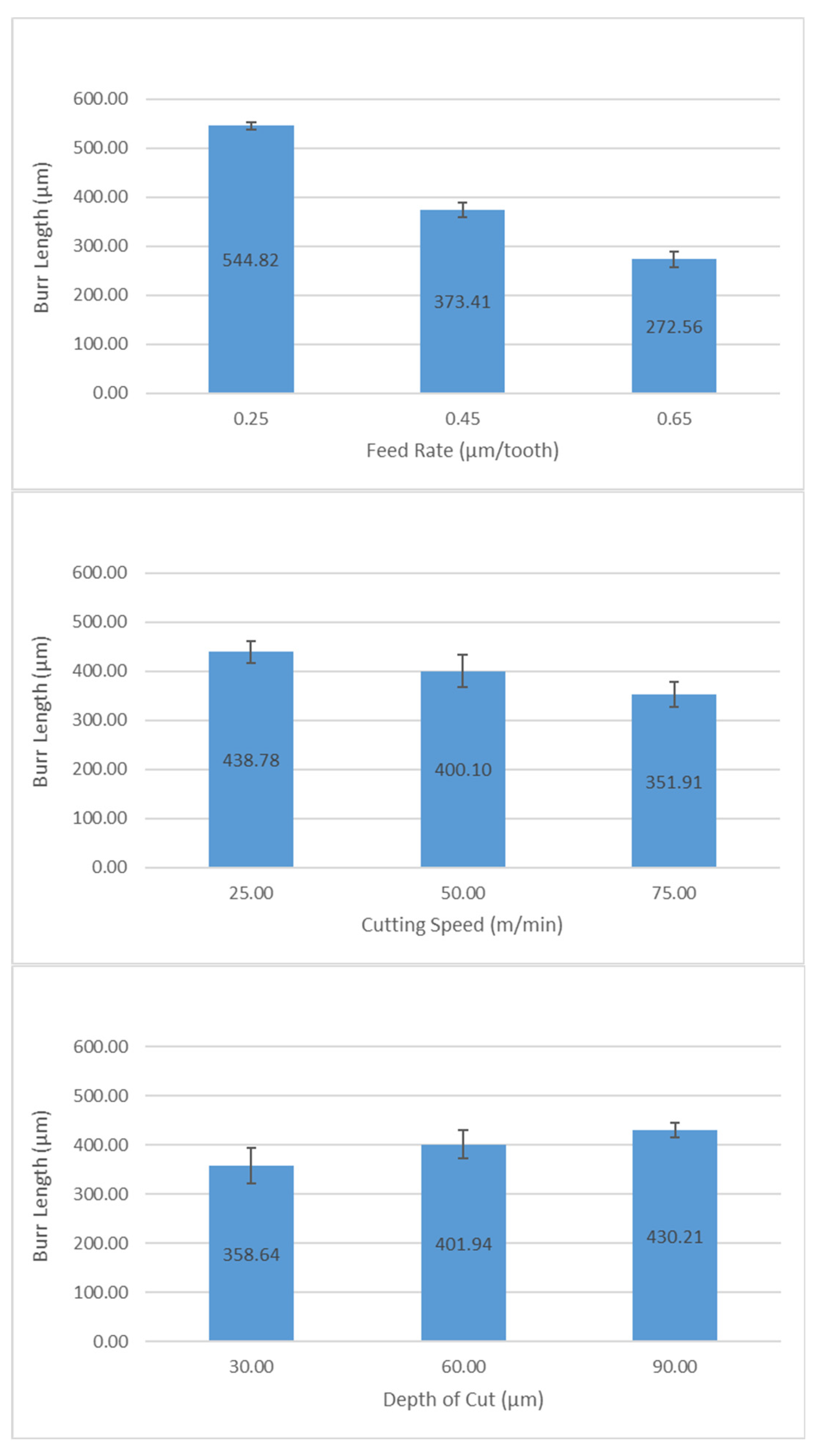
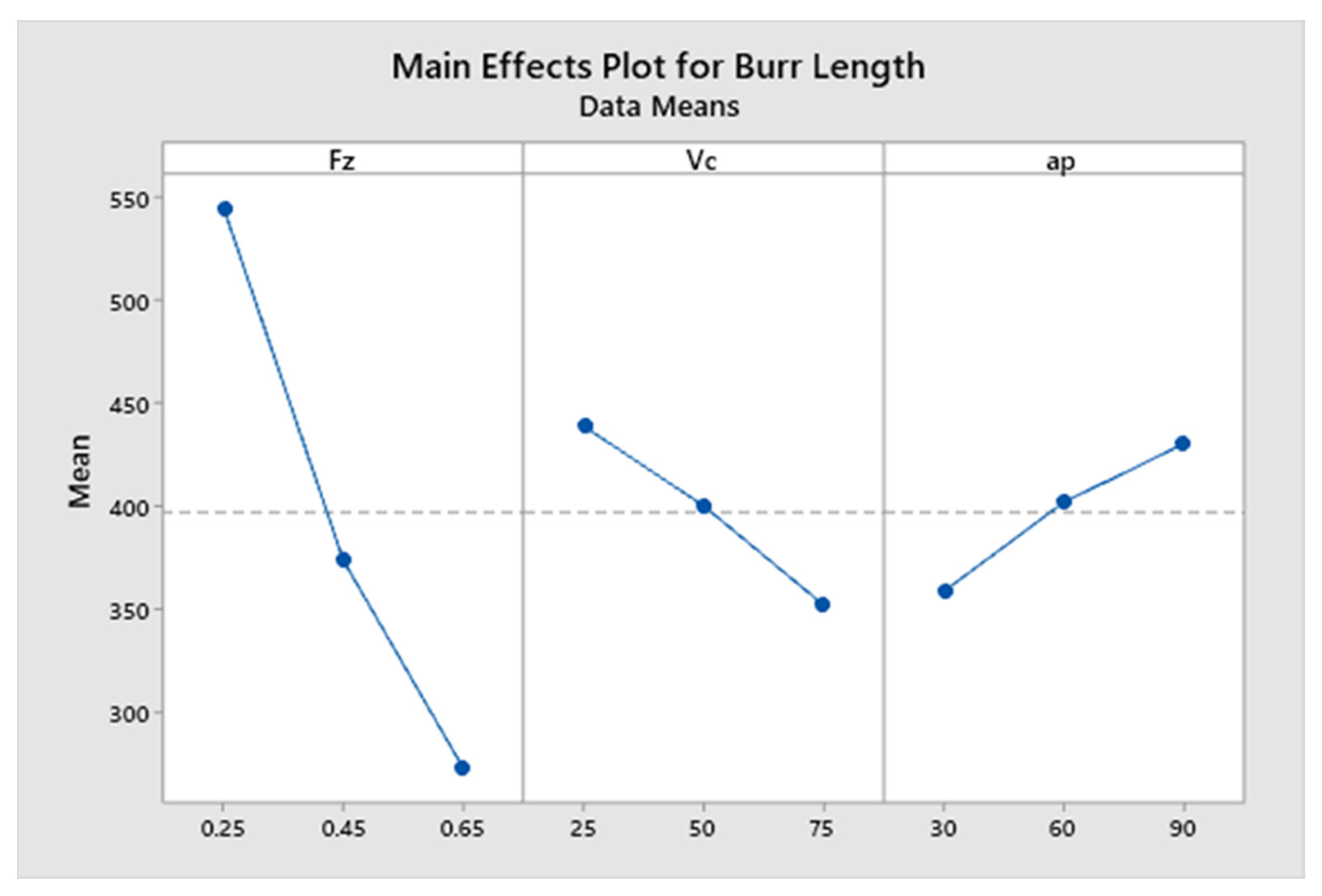
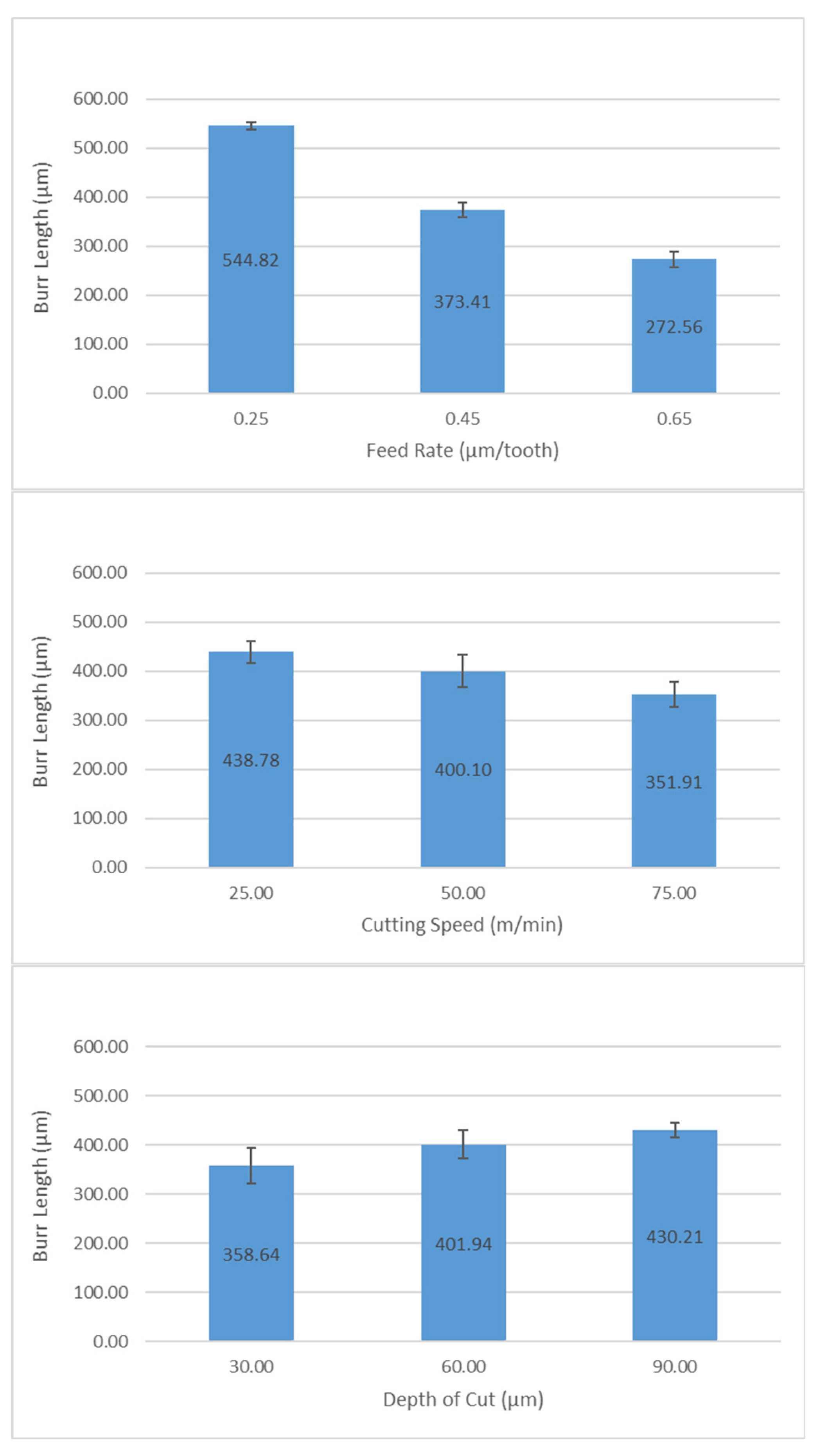
4.3. Burr Length (Down Milling)
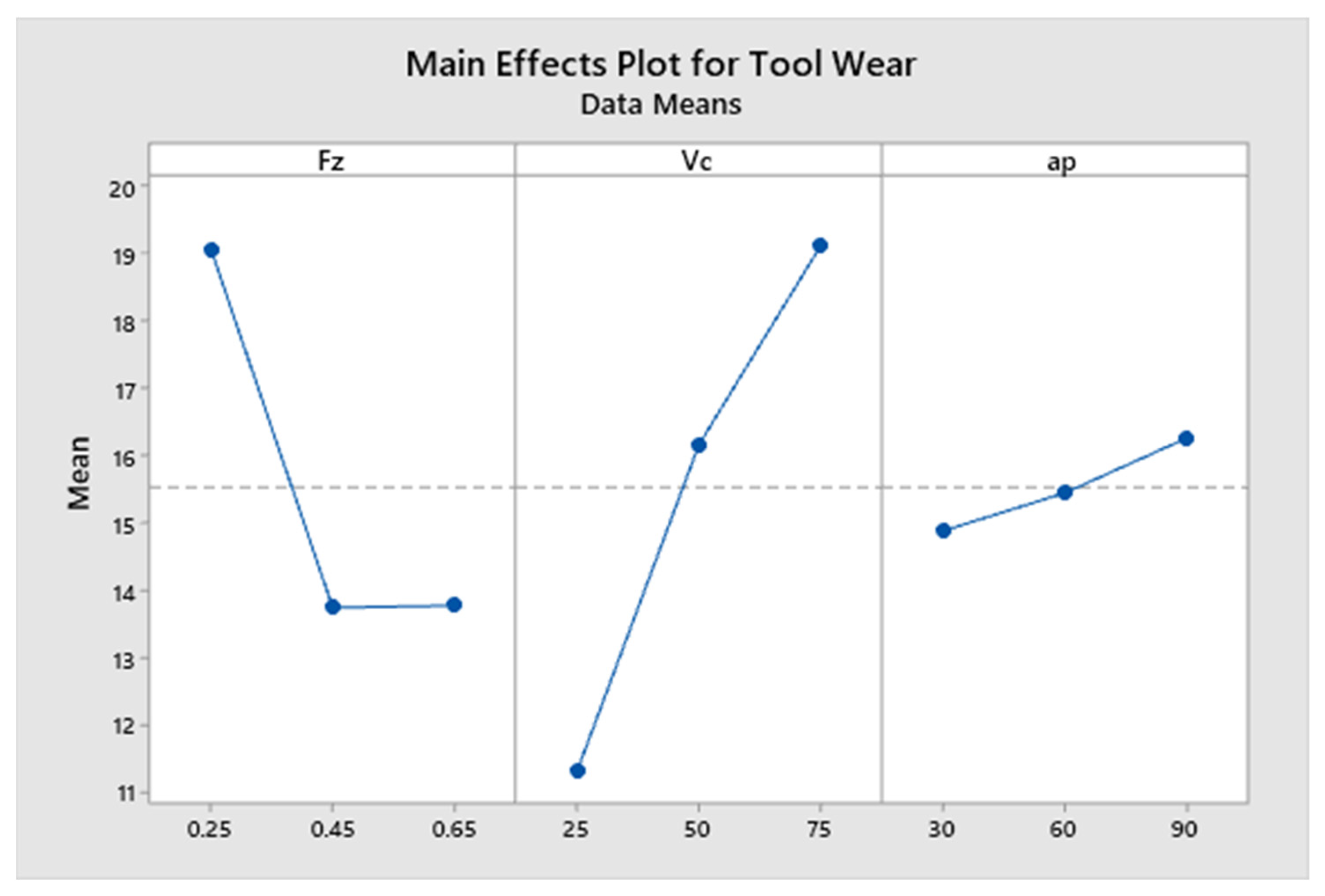
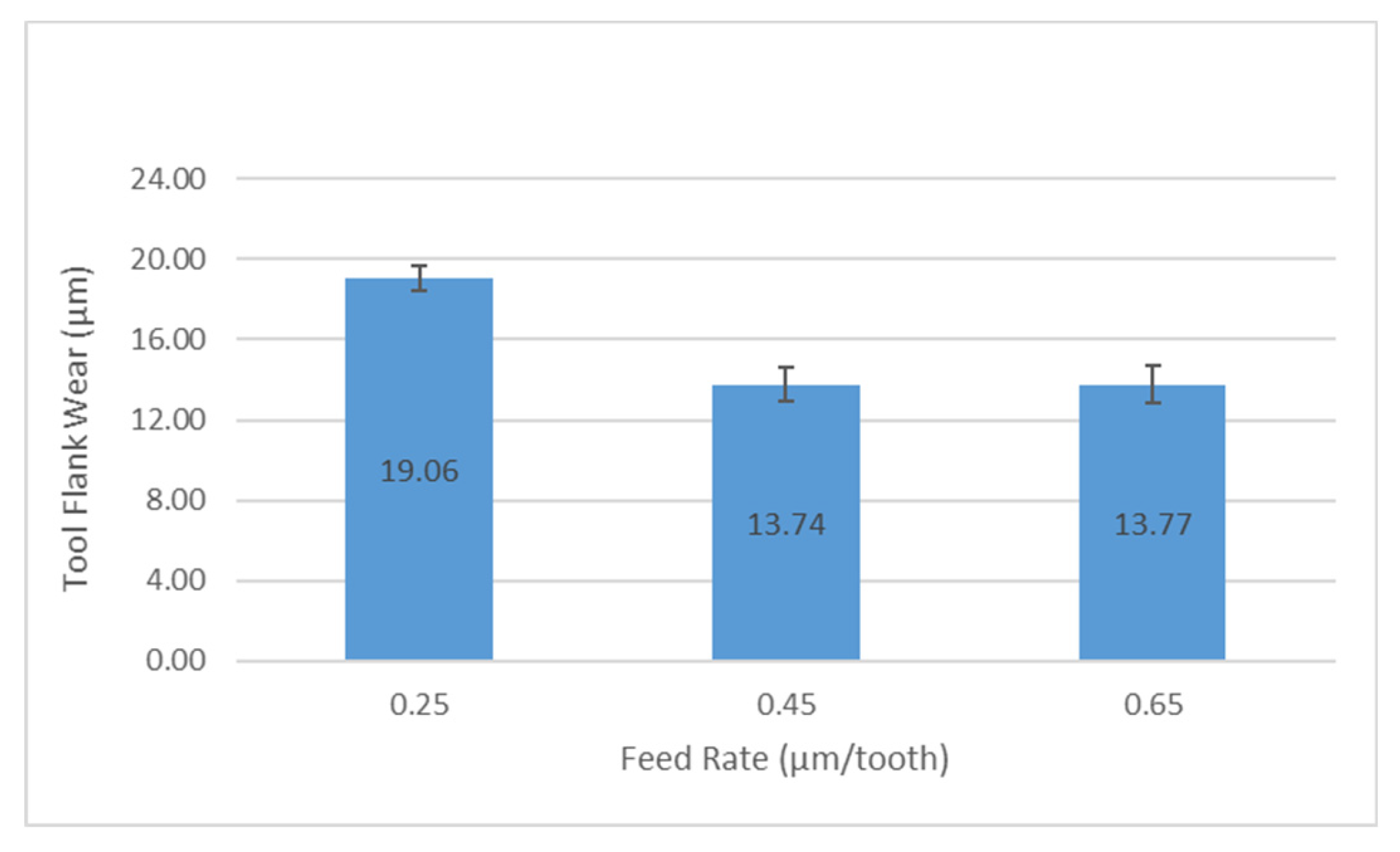
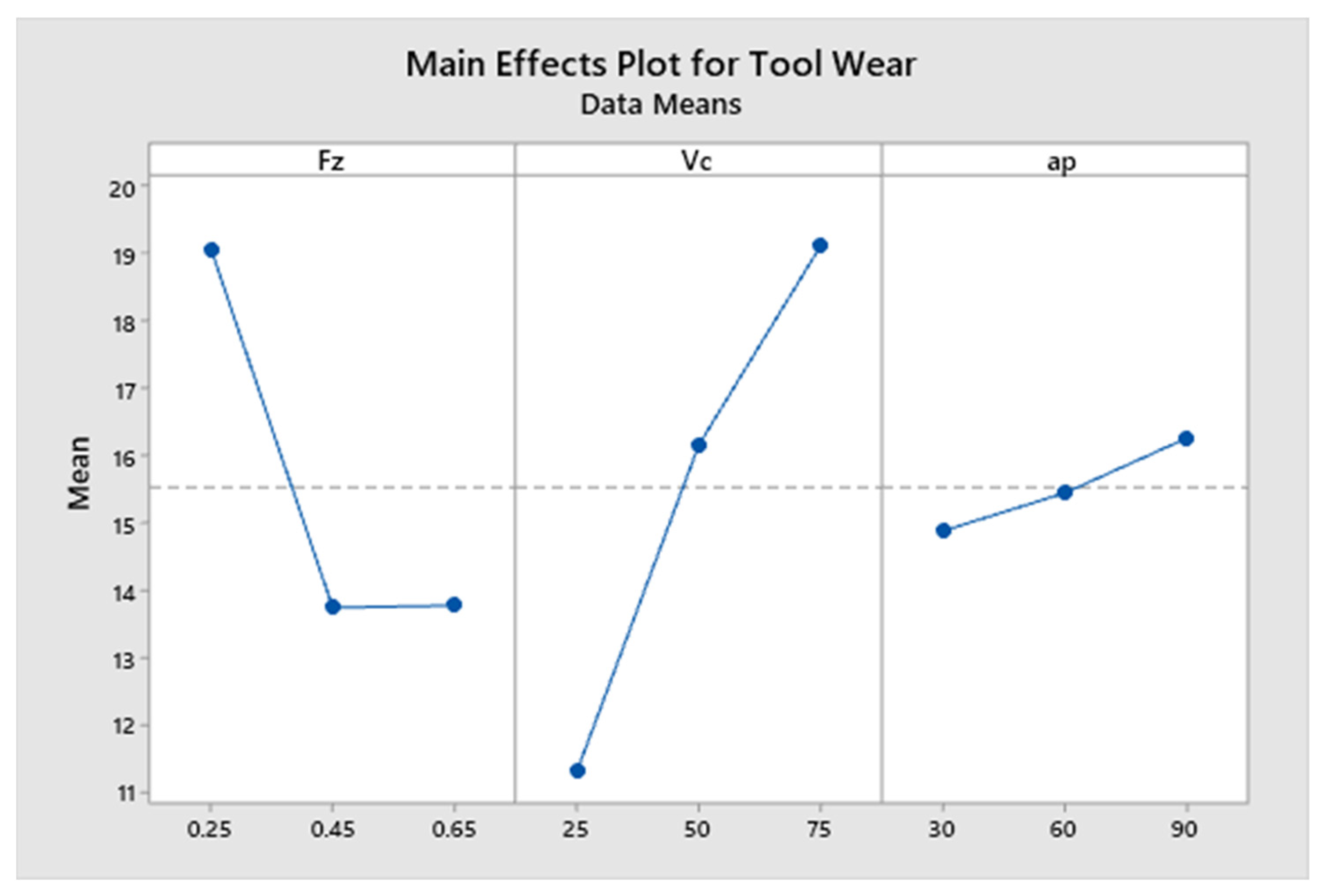
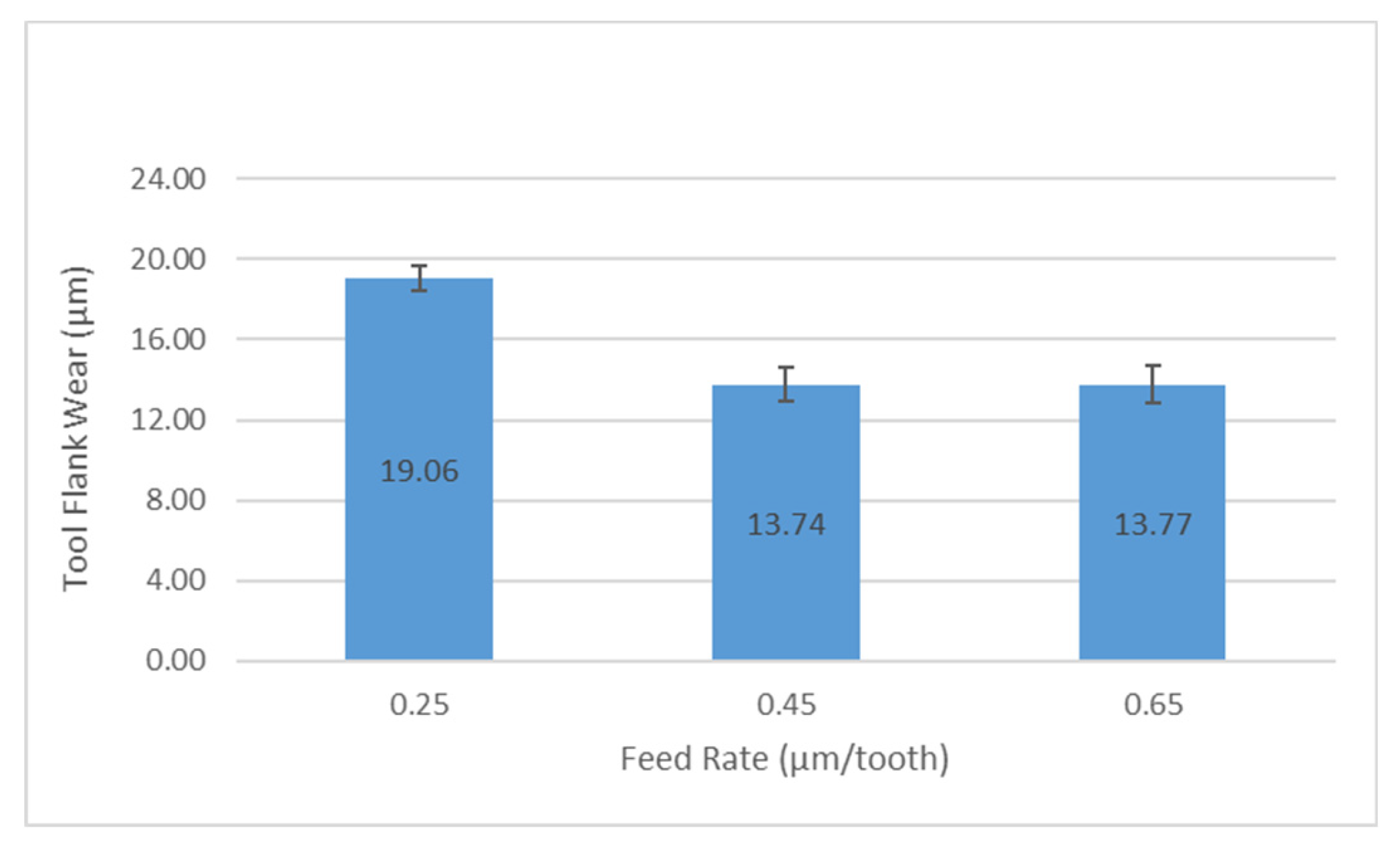
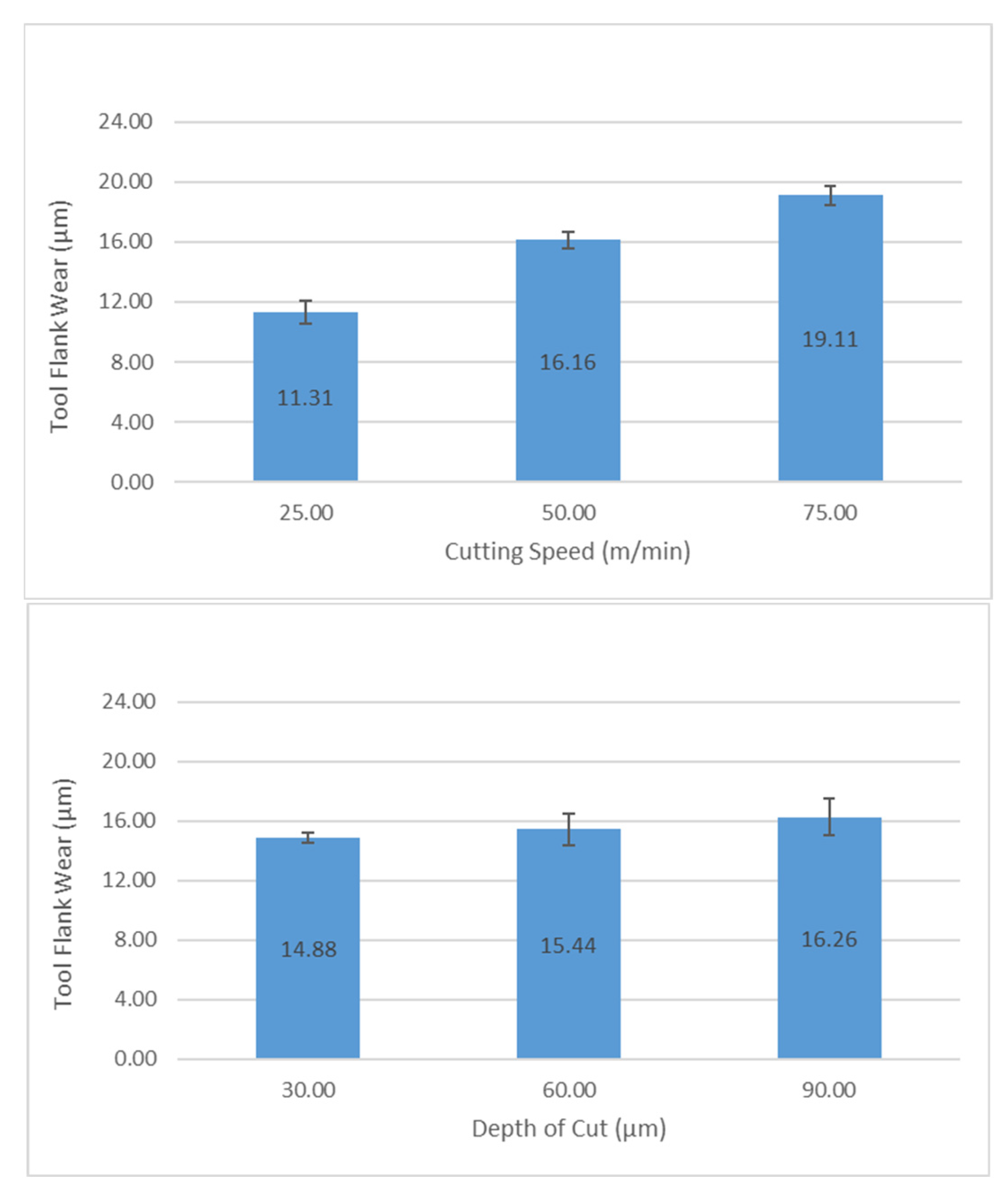
4.4. Tool Wear
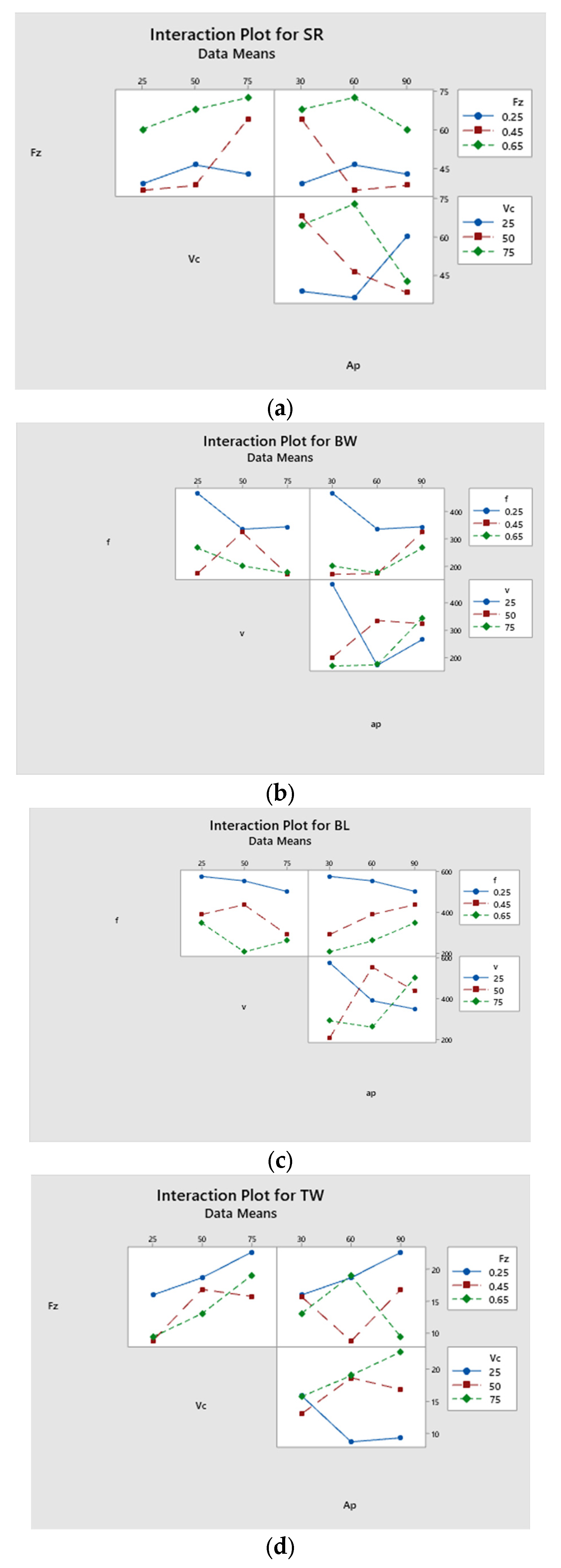
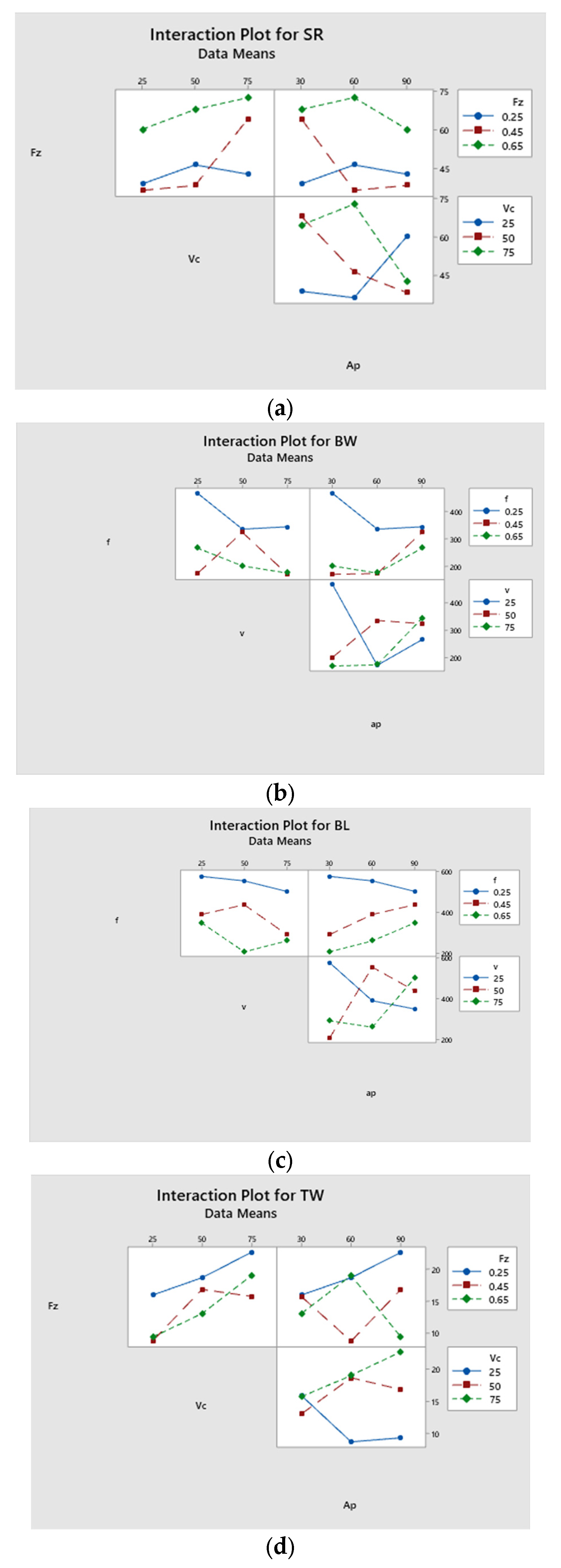
4.5. Parameter Interaction Analysis
4.6. Confirmatory Tests
5. Conclusions
- The surface integrity, which describes the product quality, was found to be dependent on all of the selected machining variables as identified in the analysis of variance. The feed rate was recognized to be the most significant member, with a contribution ratio of 62.69%.
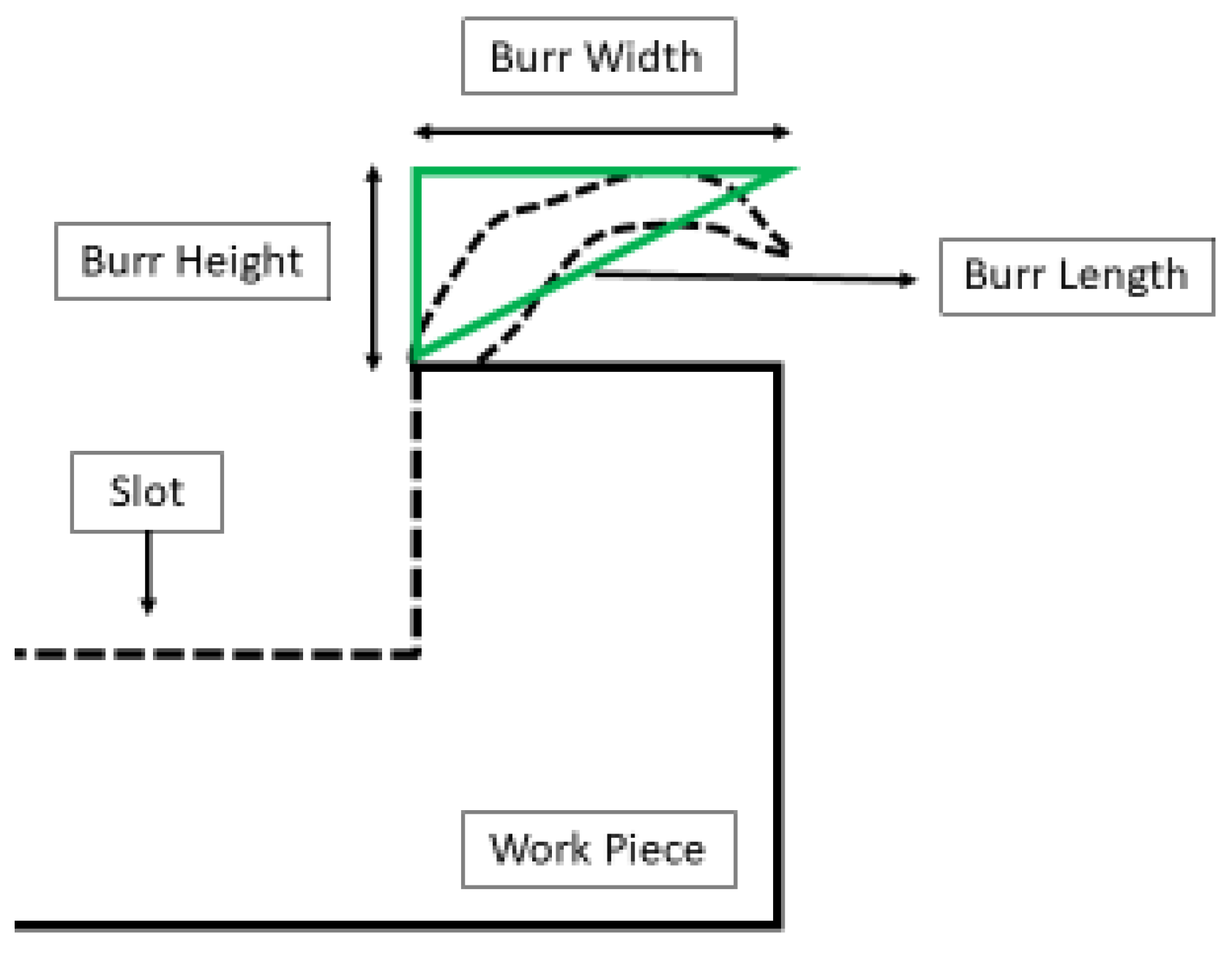
- Burr width and burr length were determined to be mainly dependent on the feed rate, with contribution ratios of 55.20% and 77.70%, respectively. The reason for this occurrence was the shift of cutting mechanism from ploughing to shearing as the feed rate was increased, efficiently removing material and leading to minimized burr formation.
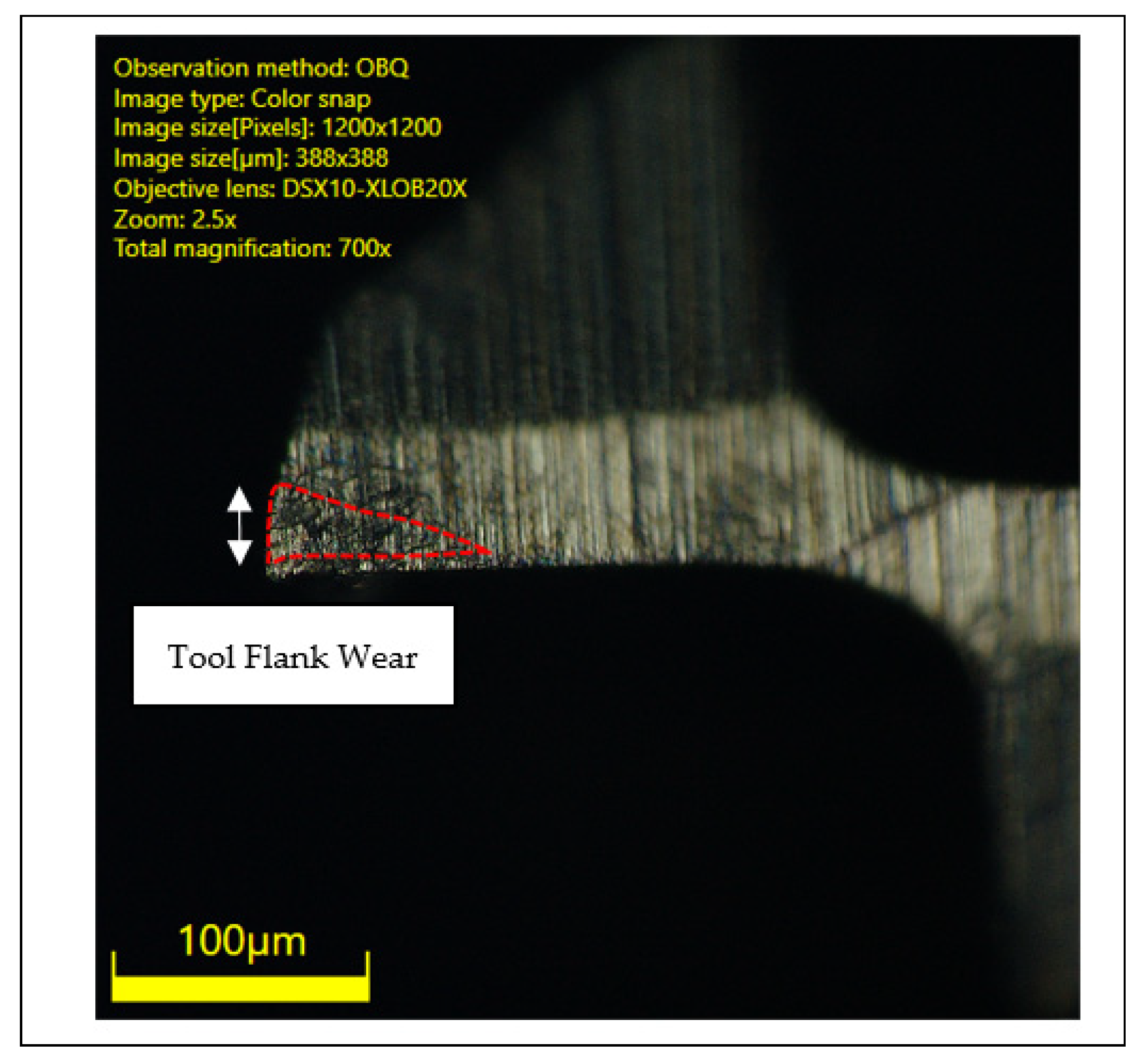
- The collective contribution of cutting speed and feed rate, in the case of tool wear, was determined to be 87.20%, proving their relevance. Cutting speed determines the cutting zone temperature and thereby dictates the tool wear mechanisms, whereas feed rate controls the rate of heat dissipation, which is another vital aspect concerning tool wear.
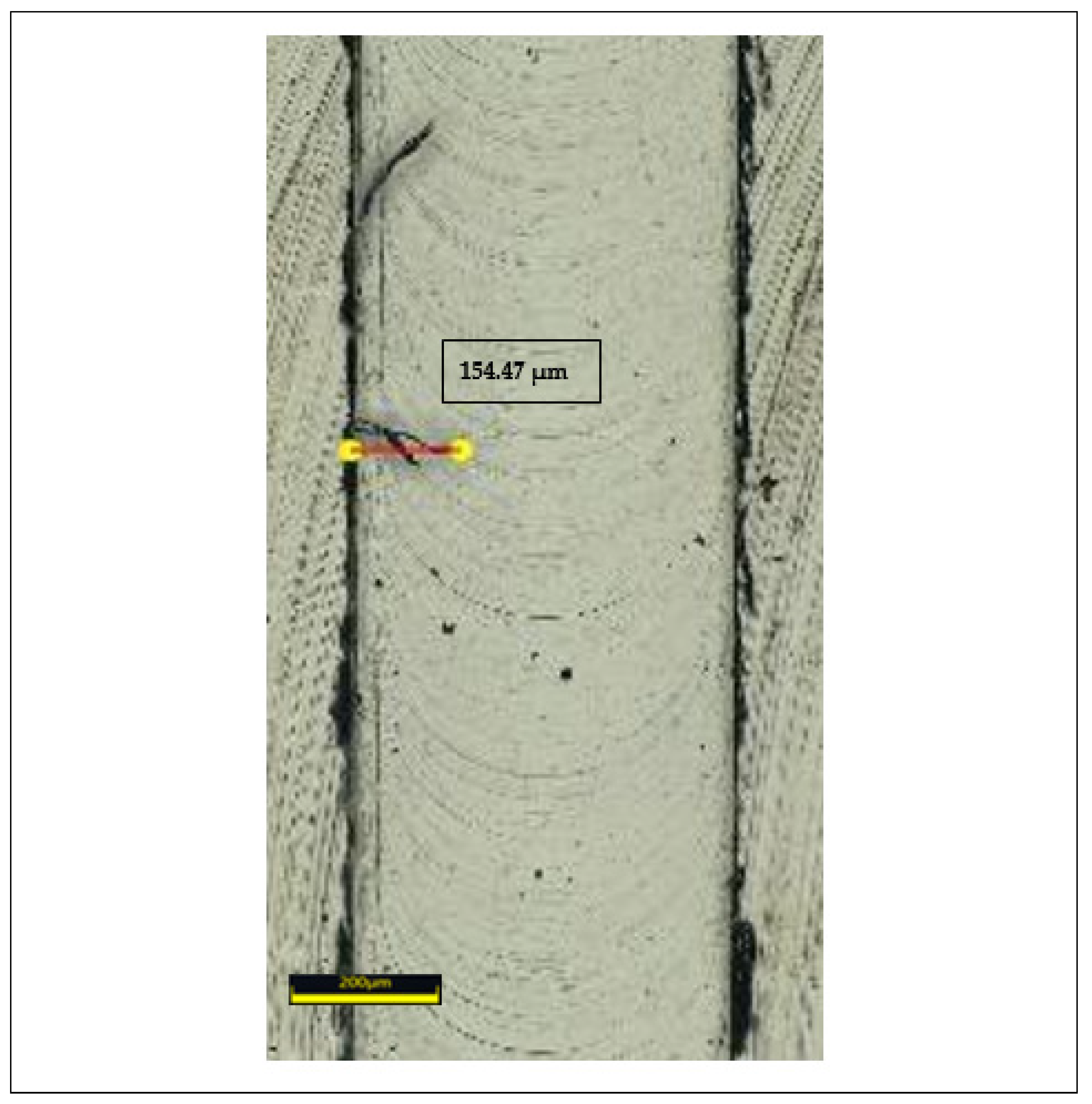
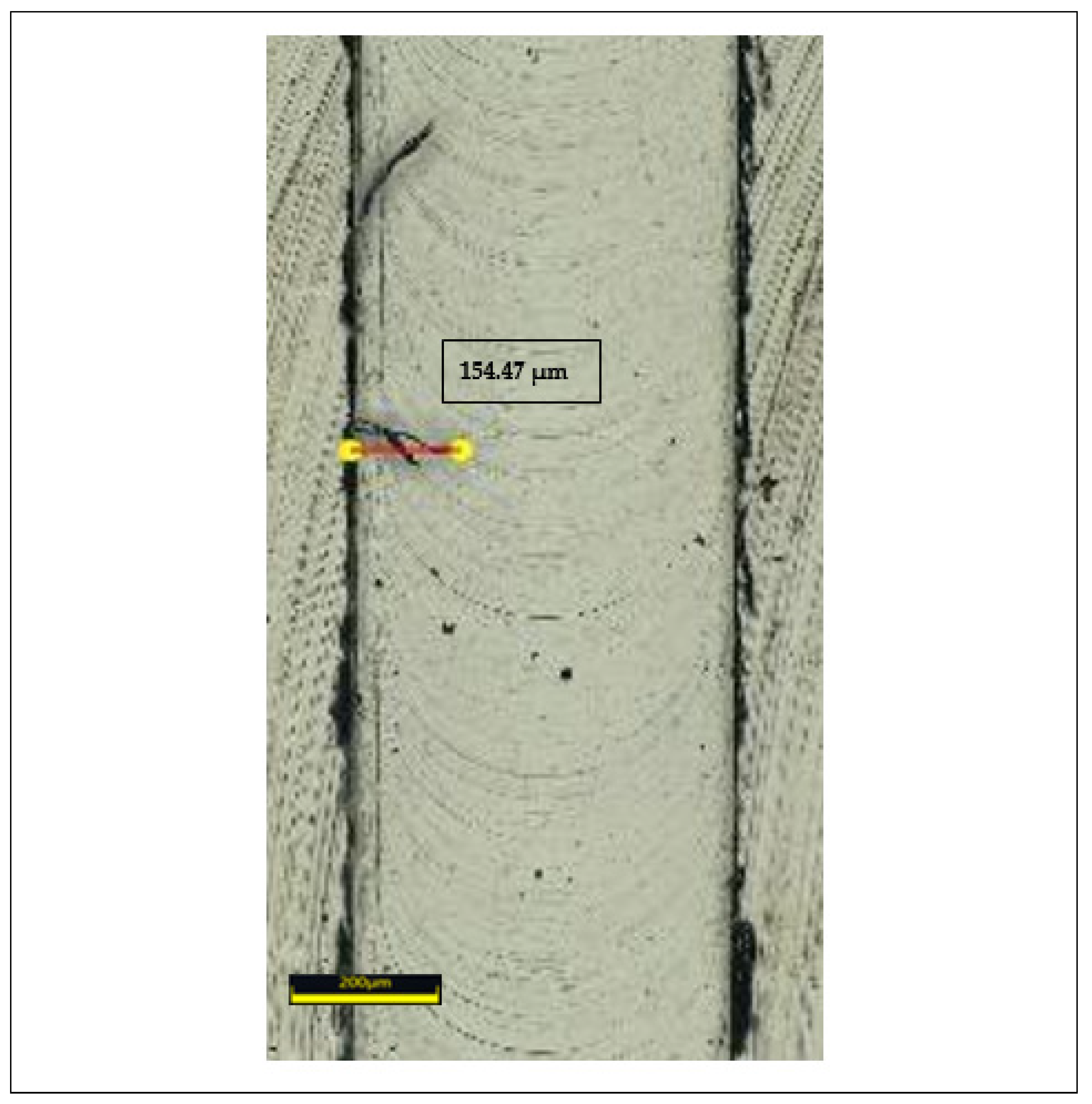
- In comparison with initial experimentation (at 0.45 μm/tooth fz, 25 m/min Vc, 60 μm ap), a 3.4% improvement in burr width was recorded while machining at 0.65 μm/tooth fz, 75 m/min Vc, and 30 μm ap, as underlined in confirmatory tests.
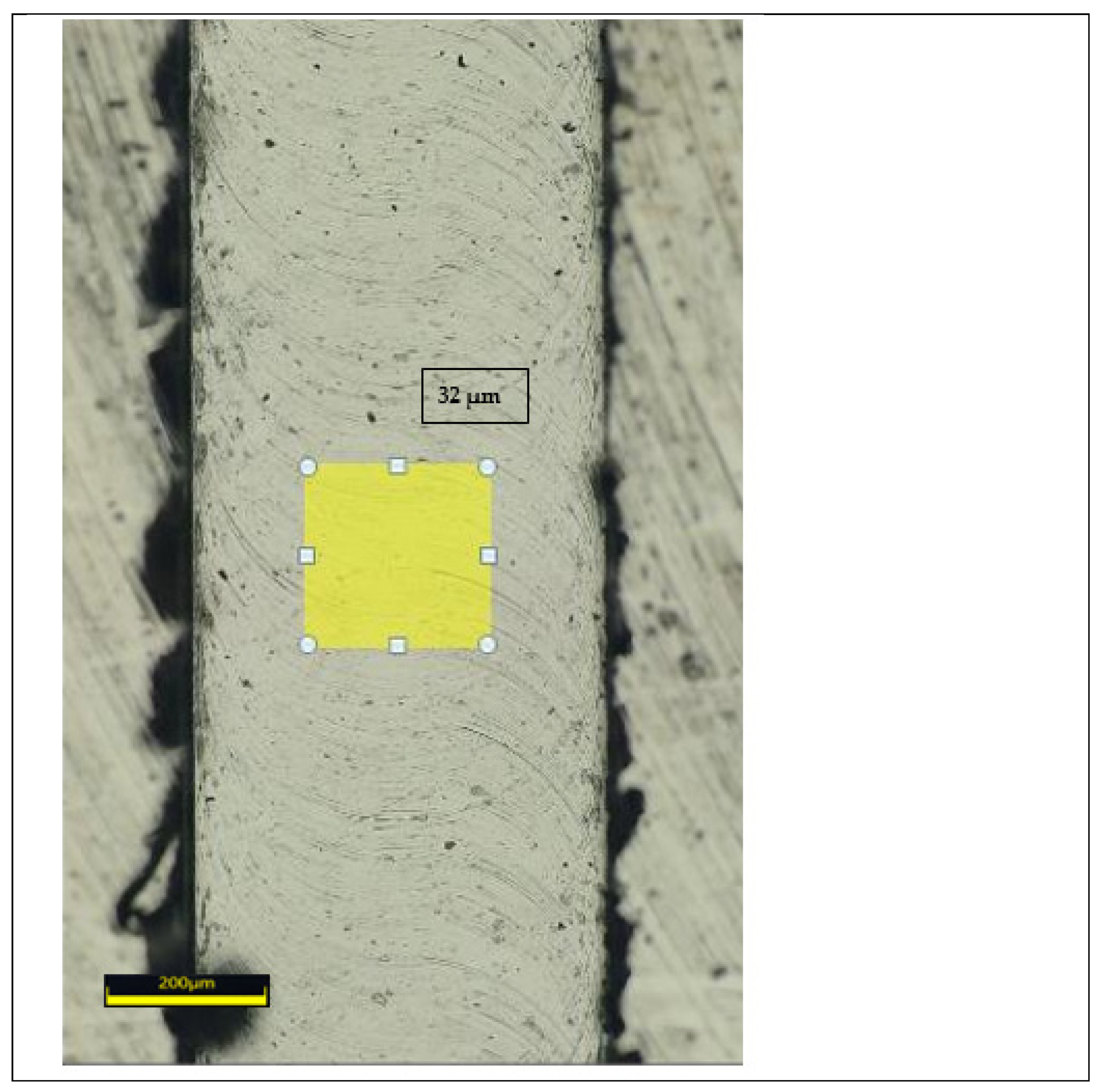
- Similarly, a surface roughness of 32 μm was acquired under specific machining conditions under the best confirmatory conditions of a feed rate of 0.25 μm/tooth, a cutting velocity of 25 m/min, and an axial depth of cut set at 90 μm, which was 8.5% less than initial best surface roughness value obtained at 0.45 μm/tooth fz, 25 m/min m/min Vc, and 60 μm ap.
6. Future Research Direction
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Myers, J.R.; Bomberger, H.B.; Froes, F.H. Corrosion Behavior and Use of Titanium and Its Alloys. JOM 1984, 36, 50–60. [Google Scholar] [CrossRef]
- Bajpai, V.; Kushwaha, A.K.; Singh, R.K. Burr Formation and Surface Quality in High Speed Micromilling of Titanium Alloy (Ti6Al4V). In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference Collocated with the 41st North American Manufacturing Research Conference, Madison, WI, USA, 10–14 July 2013; American Society of Mechanical Engineers: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- Hashimura, M.; Dornfeld, D.A. Proposal of a Burr Classification Method Based on the Formation Mechanisms in Face Milling. (2nd Report). Application of the Proposed Method for Side, Top, Entrance and Entrance Side Burrs. J. Jpn. Soc. Precis. Eng. 1999, 65, 1002–1007. [Google Scholar] [CrossRef]
- Choi, G.H. Experimental investigations of sideward burr formation in rotary machining. KSME Int. J. 1997, 11, 20–28. [Google Scholar] [CrossRef]
- O’toole, L.; Kang, C.-W.; Fang, F.-Z. Precision micro-milling process: State of the art. Adv. Manuf. 2021, 9, 173–205. [Google Scholar] [CrossRef] [PubMed]
- Siddique, M.Z.; Faraz, M.I.; Butt, S.I.; Khan, R.; Petru, J.; Jaffery, S.H.; Khan, M.A.; Tahir, A.M. Parametric Analysis of Tool Wear, Surface Roughness and Energy Consumption during Turning of Inconel 718 under Dry, Wet and MQL Conditions. Machines 2023, 11, 1008. [Google Scholar] [CrossRef]
- Zoya, Z.A.; Krishnamurthy, R. The performance of CBN tools in the machining of titanium alloys. J. Mater. Process. Technol. 2000, 100, 80–86. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S.S. Multi-objective optimization of turning titanium-based alloy Ti-6Al-4V under dry, wet, and cryogenic conditions using gray relational analysis (GRA). Int. J. Adv. Manuf. Technol. 2020, 106, 3897–3911. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sathish, T.; Mohanavel, V.; Afzal, A.; Arul, K.; Ravichandran, M.; Rahim, I.A.; Alhady, S.S.N.; Abu Bakar, E.; Saleh, B. Optimization of Process Parameters in CNC Turning of Aluminum 7075 Alloy Using L27 Array-Based Taguchi Method. Materials 2021, 14, 4470. [Google Scholar] [CrossRef]
- Wang, M.-Y.; Chang, H.-Y. Experimental study of surface roughness in slot end milling AL2014-T6. Int. J. Mach. Tools Manuf. 2004, 44, 51–57. [Google Scholar] [CrossRef]
- Sooraj, V.S.; Mathew, J. An experimental investigation on the machining characteristics of microscale end milling. Int. J. Adv. Manuf. Technol. 2011, 56, 951–958. [Google Scholar] [CrossRef]
- Zaidi, S.R.; Qadir, N.U.; Jaffery, S.H.I.; Khan, M.A.; Khan, M.; Petru, J. Statistical Analysis of Machining Parameters on Burr Formation, Surface Roughness and Energy Consumption during Milling of Aluminium Alloy Al 6061-T6. Materials 2022, 15, 8065. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M. Assessment of sustainability of machining Ti-6Al-4V under cryogenic condition using energy map approach. Eng. Sci. Technol. Int. J. 2023, 41, 101357. [Google Scholar] [CrossRef]
- Aslantas, K.; Ekici, E.; Çiçek, A. Optimization of process parameters for micro milling of Ti-6Al-4V alloy using Taguchi-based gray relational analysis. Measurement 2018, 128, 419–427. [Google Scholar] [CrossRef]
- Zheng, L.; Chen, W.; Huo, D. Experimental investigation on burr formation in vibration-assisted micro-milling of Ti-6Al-4V. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4112–4119. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Sarikaya, M.; Korkmaz, M.E.; Kuntoğlu, M.; Królczyk, G.; Jamil, M. Tool wear patterns and their promoting mechanisms in hybrid cooling assisted machining of titanium Ti-3Al-2.5V/grade 9 alloy. Tribol. Int. 2022, 174, 107773. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Khan, M.; Ali, L.; Mativenga, P.T. Statistical analysis of process parameters in micromachining of Ti-6Al-4V alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1017–1034. [Google Scholar] [CrossRef]
- Muhammad, A.; Gupta, M.K.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of Tool Coating and Cutting Parameters on Surface Roughness and Burr Formation during Micromilling of Inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]
- Lu, X.; Jia, Z.; Wang, H.; Si, L.; Wang, X. Surface roughness prediction model of micro-milling Inconel 718 with consideration of tool wear. Int. J. Nanomanuf. 2016, 12, 93–108. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S. Statistical analysis of energy consumption, tool wear and surface roughness in machining of Titanium alloy (Ti-6Al-4V) under dry, wet and cryogenic conditions. Mech. Sci. 2019, 10, 561–573. [Google Scholar] [CrossRef]
- Ahsan, K.B.; Mazid, A.M.; Clegg, R.E.; Pang, G.K.H. Study on Carbide Cutting Tool Life Using Various Cut-Ting Speeds for α-β Ti-Alloy Machining Analysis and Modelling. 2012. Available online: www.journalamme.org (accessed on 29 December 2021).
- Uriarte, L.; Herrero, A.; Zatarain, M.; Santiso, G.; de Lacalle, L.L.; Lamikiz, A.; Albizuri, J. Error budget and stiffness chain assessment in a micromilling machine equipped with tools less than 0.3mm in diameter. Precis. Eng. 2007, 31, 1–12. [Google Scholar] [CrossRef]
- Arrazola, P.-J.; Garay, A.; Iriarte, L.-M.; Armendia, M.; Marya, S.; Le Maître, F. Machinability of titanium alloys (Ti6Al4V and Ti555.3). J. Am. Acad. Dermatol. 2009, 209, 2223–2230. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Alruqi, M. Machinability analysis of Ti-6Al-4V under cryogenic condition. J. Mater. Res. Technol. 2023, 25, 2204–2226. [Google Scholar] [CrossRef]
- Baig, A.; Jaffery, S.H.I.; Khan, M.A.; Alruqi, M. Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions. Micromachines 2023, 14, 13. [Google Scholar] [CrossRef] [PubMed]
- Sheheryar, M.; Khan, M.A.; Jaffery, S.H.I.; Alruqi, M.; Khan, R.; Bashir, M.N.; Petru, J. Multi-Objective Optimization of Process Parameters during Micro-Milling of Nickel-Based Alloy Inconel 718 Using Taguchi-Grey Relation Integrated Approach. Materials 2022, 15, 8296. [Google Scholar] [CrossRef] [PubMed]
- Tian, S.; Wang, Z.; Wang, Z.; Luo, K.; Lu, J. The mechanism of anisotropic micro-milling properties in additively manufactured Ti-6Al-4V alloy. J. Am. Acad. Dermatol. 2023, 322, 118190. [Google Scholar] [CrossRef]
- Wang, P.; Bai, Q.; Cheng, K.; Zhao, L.; Zhang, Y. Multi-Objective Optimization of Micro-Milling Parameters—The Trade-Offs between Machining Quality, Efficiency, and Sustainability in the Fabrication of Thin-Walled Microstructures. Appl. Sci. 2023, 13, 9392. [Google Scholar] [CrossRef]
- Villalba-Alumbreros, G.; Lopez-Camara, E.; Martínez-Gómez, J.; Cobreces, S.; Valiente-Blanco, I.; Diez-Jimenez, E. Experimental study of micromilling process and deburring electropolishing process on FeCo-based soft magnetic alloys. Int. J. Adv. Manuf. Technol. 2023, 126, 3235–3248. [Google Scholar] [CrossRef]
- Silva, G.d.P.; da Silva, M.B.; de Oliveira, D. Influence of abrasive deburring in indirect tool wear measurement in micromilling of Inconel 718. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 262. [Google Scholar] [CrossRef]
- Pradhan, P.; Costa, L.; Rybski, D.; Lucht, W.; Kropp, J.P. A Systematic Study of Sustainable Development Goal (SDG) Interactions. Earth’s Future 2017, 5, 1169–1179. [Google Scholar] [CrossRef]
- Department of Economic and Social Affairs. Transforming Our World: The 2030 Agenda for Sustainable Development. Available online: https://sdgs.un.org/2030agenda (accessed on 6 October 2022).
- Singh, P.; Pungotra, H.; Kalsi, N.S. On the characteristics of titanium alloys for the aircraft applications. Mater. Today Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Kulkarni, K.G.; Bhattacharya, N. Use of titanium and its alloy in aerospace and aircraft industries. Int. J. Creat. Res. Thoughts 2020, 8, 1383–1396. [Google Scholar]
- ASM Material Data Sheet. Available online: https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=mta321 (accessed on 24 September 2023).
- Khan, M.A.; Jaffery, S.H.; Khan, M.A.; Faraz, M.I.; Mufti, S. Multi-Objective Optimization of Micro-Milling Titanium Alloy Ti-3Al-2.5 V (Grade 9) Using Taguchi-Grey Relation Integrated Approach. Metals 2023, 13, 1373. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Özel, T. An integrated toolpath and process parameter optimization for high-performance micro-milling process of Ti–6Al–4V titanium alloy. Int. J. Adv. Manuf. Technol. 2014, 75, 57–75. [Google Scholar] [CrossRef]
- Niagara Cutter. Available online: https://www.niagaracutter.com/speedfeed?catalog=solidcarbide&category=speedfeed.html&cwd=/ (accessed on 21 June 2021).
- Alhadeff, L.; Marshall, M.; Curtis, D.; Slatter, T. Applying experimental micro-tool wear measurement techniques to industrial environments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1588–1601. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, Q.; Sun, Y.; Li, D. Burr formation mechanism and machining parameter effect in slot micro-milling titanium alloy Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 123, 2073–2086. [Google Scholar] [CrossRef]
- Hou, J.; Zhou, W.; Duan, H.; Yang, G.; Xu, H.; Zhao, N. Influence of cutting speed on cutting force, flank temperature, and tool wear in end milling of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1835–1845. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Gaitonde, V. Experimental studies on the performance of multilayer coated carbide tool in hard turning of high strength low alloy steel. J. Mater. Res. 2015, 30, 3056–3064. [Google Scholar] [CrossRef]
- Filho, J.C.; Diniz, A.E. Influence of Cutting Conditions on Tool Life, Tool Wear and Surface Finish in the Face Milling Process. J. Braz. Soc. Mech. Sci. 2002, 24, 10–14. [Google Scholar] [CrossRef]
- Gao, S.; Pang, S.; Jiao, L.; Yan, P.; Luo, Z.; Yi, J.; Wang, X. Research on specific cutting energy and parameter optimization in micro-milling of heat-resistant stainless steel. Int. J. Adv. Manuf. Technol. 2017, 89, 191–205. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Titanium (Ti) | Aluminum (Al) | Vanadium (V) | Iron (Fe) | Silicon (Si) | Other |
|---|---|---|---|---|---|
| 93.76 | 3.7 | 2.18 | 0.048 | 0.040 | Balance |
| Mechanical Properties | |||||
|---|---|---|---|---|---|
| Tensile Strength (MPa) | Yield Strength (MPa) | Elastic Modulus (GPa) | Shear Modulus (GPa) | Poison’s Ratio | Hardness Brinell (HB) Max |
| 620 | 530 | 100 | 44 | 0.3 | 256 |
| Physical Properties | |||||
| Density (g/cm3) | Melting Point (°C) | Specific Heat Capacity (J/g °C) | Thermal Conductivity(W/m K) | Thermal Coefficient 20.0–540 °C, µm/m °C | |
| 4.48 | ≤1700 | 0.525 | 8.30 | 9.97 | |
| Condition | Specification |
|---|---|
| Workpiece | Ti-3Al-2.5V |
| Cutting fluid | Dry cutting |
| Milling type | Full immersion |
| Cutting tool | Micro end mill |
| Number of flutes | 2 |
| Tool diameter | 500 µm |
| Cutting edge radius | 4 µm (measured) |
| Tool material | Tungsten carbide |
| Length of cut | 12 mm |
| No. of Exp. | Feed Below Edge Radius (fz (µm tooth−1)) | Cutting Speed VC (m min−1) | Depth of Cut ap (µm) |
|---|---|---|---|
| 1 | 0.25 | 25 | 30 |
| 2 | 0.25 | 50 | 60 |
| 3 | 0.25 | 75 | 90 |
| 4 | 0.45 | 50 | 90 |
| 5 | 0.45 | 75 | 30 |
| 6 | 0.45 | 25 | 60 |
| 7 | 0.65 | 75 | 60 |
| 8 | 0.65 | 25 | 90 |
| 9 | 0.65 | 50 | 30 |
| Factors | Surface Roughness | Burr Width | Burr Length | Tool Flank Wear | ||
|---|---|---|---|---|---|---|
| fz (µm/tooth) | Vc (m/min) | ap (µm) | (nm) | (µm) | (µm) | (µm) |
| 0.25 | 25 | 30 | 39.12 | 479.702 | 580.750 | 15.20 |
| 38.65 | 455.000 | 572.549 | 16.63 | |||
| 0.25 | 50 | 60 | 47.34 | 342.574 | 527.52 | 18.57 |
| 45.32 | 327.43 | 582.097 | 18.71 | |||
| 0.25 | 75 | 90 | 41.63 | 246.588 | 501.04 | 21.25 |
| 43.72 | 440.96 | 504.984 | 24.00 | |||
| 0.45 | 50 | 90 | 39.03 | 358.00 | 483.260 | 15.32 |
| 37.55 | 289.015 | 393.00 | 18.31 | |||
| 0.45 | 75 | 30 | 65.09 | 173.19 | 259.487 | 15.00 |
| 63.75 | 165.13 | 324.352 | 16.42 | |||
| 0.45 | 25 | 60 | 37.61 | 159.807 | 405.37 | 9.20 |
| 35.12 | 183.971 | 375.00 | 8.20 | |||
| 0.65 | 75 | 60 | 72.06 | 165.00 | 198.456 | 18.65 |
| 73.11 | 182.31 | 323.168 | 19.32 | |||
| 0.65 | 25 | 90 | 61.08 | 310.373 | 367.00 | 8.65 |
| 59.34 | 220.603 | 332.00 | 10.00 | |||
| 0.65 | 50 | 30 | 66.92 | 195.00 | 199.242 | 12.62 |
| 69.02 | 205.00 | 215.474 | 13.40 | |||
| Source | Contribution | F-Value | p-Value | Significance |
|---|---|---|---|---|
| F (µm/tooth) | 62.96% | 46.54 | 0.000 | Significant |
| Vc (m/min) | 20.32% | 15.02 | 0.001 | Significant |
| ap (µm) | 9.27% | 6.85 | 0.012 | Significant |
| Error | 7.44% | |||
| Total | 100.00% |
| Source | Contribution | F-Value | p-Value | Significance |
|---|---|---|---|---|
| F (µm/tooth) | 55.20% | 12.19 | 0.002 | Significant |
| Vc (m/min) | 8.94% | 1.97 | 0.185 | Non-Significant |
| ap (µm) | 10.96% | 2.42 | 0.135 | Non-Significant |
| Error | 24.91% | |||
| Total | 100.00% |
| Source | Contribution | F-Value | p-Value | Significance |
|---|---|---|---|---|
| F (µm/tooth) | 77.70% | 46.43 | 0.000 | Significant |
| Vc (m/min) | 7.77% | 4.64 | 0.035 | Significant |
| ap (µm) | 5.33% | 3.18 | 0.081 | Non-significant |
| Error | 9.20% | |||
| Total | 100.00% |
| Source | Contribution | F-Value | p-Value | Significance |
|---|---|---|---|---|
| F (µm/tooth) | 33.18% | 16.39 | 0.001 | Significant |
| Vc (m/min) | 54.02% | 26.68 | 0.000 | Significant |
| ap (µm) | 1.66% | 0.82 | 0.466 | Non-significant |
| Error | 11.14% | |||
| Total | 100.00% |
| Source | Surface Roughness (nm) | Burr Width (µm) | Burr Length (µm) | Tool Wear (µm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F-Value | p-Value | σ | F-Value | p-Value | σ | F-Value | p-Value | σ | F-Value | p-Value | σ | |
| fz*Vc | 4.16 | 0.064 | 2.13 | 0.94 | 0.354 | 18.44 | 0.02 | 0.903 | 19.98 | 0.10 | 0.752 | 0.72 |
| fz*ap | 3.83 | 0.052 | 2.20 | 0.94 | 0.354 | 18.23 | 1.90 | 0.195 | 19.70 | 1.54 | 0.240 | 0.84 |
| Vc*ap | 1.39 | 0.263 | 2.75 | 4.73 | 0.052 | 21.39 | 0.56 | 0.471 | 26.73 | 4.31 | 0.057 | 0.77 |
| Responses | Condition | Input Parameters | ||
|---|---|---|---|---|
| Vc (m/min) | fz (µm/tooth) | ap (µm) | ||
| Surface roughness (µm) | Best | 0.25 | 25 | 90 |
| Worst | 0.65 | 75 | 30 | |
| Burr width (µm) | Best | 0.65 | 75 | 30 |
| Worst | 0.25 | 25 | 90 | |
| Burr length (µm) | Best | 0.65 | 75 | 60 |
| Worst | 0.25 | 50 | 30 | |
| Tool wear (µm) | Best | 0.45 | 25 | 30 |
| Worst | 0.25 | 75 | 90 | |
| Responses | Condition | Validation Test | Initial Run | Difference |
|---|---|---|---|---|
| Surface roughness (µm) | Best | 32 | 35.12 (0.45 fz, 25 Vc, 60 ap) | 8.5% |
| Worst | 96.5 | 73.11 (0.65 fz, 75 Vc, 60 ap) | 24.2% | |
| Burr width (µm) | Best | 154.47 | 159.81 (0.45 fz, 25 Vc, 60 ap) | 3.4% |
| Worst | 680.51 | 580.75 (0.25 fz, 25 Vc, 30 ap) | 14.6% | |
| Burr length (µm) | Best | 102.7 | 198.45 (0.75 fz, 65 Vc, 60 ap) | 48.24% |
| Worst | 696.55 | 582.09 (0.25 fz, 50 Vc, 60 ap) | 16.3% | |
| Tool wear (µm) | Best | 7.95 | 8.20 (0.45 fz, 25 Vc, 60 ap) | 4% |
| Worst | Already examined | 24.00 (0.25 fz, 75 Vc, 90 ap) | -* |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.A.; Khan, M.A.; Aziz, S.; Faraz, M.I.; Tahir, A.M.; Jaffery, S.H.I.; Jung, D.-W. Experimental Evaluation of Surface Roughness, Burr Formation, and Tool Wear during Micro-Milling of Titanium Grade 9 (Ti-3Al-2.5V) Using Statistical Evaluation Methods. Appl. Sci. 2023, 13, 12875. https://doi.org/10.3390/app132312875
Khan MA, Khan MA, Aziz S, Faraz MI, Tahir AM, Jaffery SHI, Jung D-W. Experimental Evaluation of Surface Roughness, Burr Formation, and Tool Wear during Micro-Milling of Titanium Grade 9 (Ti-3Al-2.5V) Using Statistical Evaluation Methods. Applied Sciences. 2023; 13(23):12875. https://doi.org/10.3390/app132312875
Chicago/Turabian StyleKhan, Muhammad Ayyaz, Muhammad Ali Khan, Shahid Aziz, Muhammad Iftikhar Faraz, Abdul Malik Tahir, Syed Husain Imran Jaffery, and Dong-Won Jung. 2023. "Experimental Evaluation of Surface Roughness, Burr Formation, and Tool Wear during Micro-Milling of Titanium Grade 9 (Ti-3Al-2.5V) Using Statistical Evaluation Methods" Applied Sciences 13, no. 23: 12875. https://doi.org/10.3390/app132312875
APA StyleKhan, M. A., Khan, M. A., Aziz, S., Faraz, M. I., Tahir, A. M., Jaffery, S. H. I., & Jung, D.-W. (2023). Experimental Evaluation of Surface Roughness, Burr Formation, and Tool Wear during Micro-Milling of Titanium Grade 9 (Ti-3Al-2.5V) Using Statistical Evaluation Methods. Applied Sciences, 13(23), 12875. https://doi.org/10.3390/app132312875