1. Introduction
The manufacturing sector has always represented one of the most productive industries with the greatest relevance, profitability, and future projection. However, with the arrival of COVID-19, this panorama has been affected. This category has been presenting sharp falls: in 2018 it had a GDP of 6.2, while last year it had a drop of −6.9 [
1]. This causes lower production, and consequently a decrease in the profitability of the companies dedicated to this sector, which forces companies to find a cushion that allows them to survive and stay in the market. Therefore, a decrease in production or overspending of any kind could seriously affect the current situation. With the approval of Regulation of Law No. 30884, which regulates the use of plastic and its derivatives, many of these companies have been forced to close their business, thus leaving thousands of Peruvians unemployed. More than 90 of the 150 formal companies in Peru, had to withdraw from the market [
2]. In a situation where the unemployment rate is increasing due to the pandemic that is currently afflicting the country, workers do not put their health first for fear of being fired and/or losing economic stability; much more manufacturing-type companies, where it is common for operators to carry weights greater than 25 kg in the case of men and 20 kg for women and people under 18 years of age, and to work in inappropriate postures that increase fatigue and subsequent injuries, the number of accidents and physical damage due to overexertion has increased [
3].
For this reason, it is necessary to ensure the health of workers, optimally generating and shaping workstations, adapting the development of processes to established safety standards, and reducing the load by at least 10% of what is manually transported by each worker. Due to the great impact that this problem generates in the continuous development of productive tasks, different authors propose various tools to solve and mitigate the impacts of this consequence. In the first instance, the case of a company with inappropriate workstations was analyzed where methodologies, such as the materials handling system, were implemented to manage the score effects caused by the inadequate transported load, finding an excess of 32.65% [
4,
5].
In the literature presented, different success cases are displayed where information is collected through the Rapid Upper Limb Assessment (RULA), REBA, and OCRA tools, and an improved design is generated according to the materials handling system, methods engineering, economics methodologies, and movements [
6]. However, it was shown that the complementarity that can be obtained from the aforementioned methodological tools was not taken into account, as well as the improvement of a layout redesign through facility layout design, even though there are different scientific bases that propose a decrease in postural risk. This is how this research seeks to complement the tools that help in a solution design that manages to cover and reduce more productive problems related to ergonomics, as well as the dissemination of the little-used methodology of Facility Layout Design (FLD). In this way, an ergonomic design is proposed which seeks to achieve an improvement to contribute to the quality of life of the operator, increase the production rate and mainly reduce injuries and musculoskeletal diseases through RULA, REBA, and OCRA tools.
This article is motivated by the growing evidence of ergonomic problems and work-related injuries in plastic manufacturing plants. It aims to propose a job redesign model that reduces the physical burden and improves ergonomics to protect the health and well-being of workers.
This research offers companies in the plastic industry the possibility of implementing an ergonomic job redesign in critical processes of the production process through a structured and planned model that reduces the physical burden on workers, improving their health and well-being. The advantage of this model is the integration of method study tools with workstation redesign, allowing for the optimization of workstation ergonomics and thus increasing worker satisfaction and productivity. The reviewed literature lacks specific investigations for plastic manufacturing contexts, characterized by manual and repetitive activities that expose workers to musculoskeletal disorders, jeopardizing their health, well-being, and safety. For this reason, this research becomes a first validation of an ergonomic job redesign for the plastics industry with repetitive and manual activities jobs, serving as a guide for managers and administrators of SMEs in the plastics industry.
2. Literature Review
To begin the analysis of this study, different academic sources were investigated that helped in the formation of a base that enables the recognition of the problems exposed, causes, consequences, and the tools to be used to mitigate the effects caused due to incorrect work practices in health issues and work ergonomics. In recent years, there has been an increase in work absenteeism in Peru [
7], for different reasons, where the great impact obtained by problems related to work-related musculoskeletal disorders has been highlighted. Currently, there is a notion that ergonomics is a vital need, a relevant factor within any active company, that guarantees the physical, mental, and economic health of employees.
The RULA, REBA, OCRA, and Ovako Working Analysis System (OWAS) tools have had favourable responses in success cases as a basis for analyzing the current problem and how, through the corresponding risk scores, they affected worker health and production. These techniques will make it possible to recognize the risks to which workers are exposed, mainly in their upper extremities for those who are in repetitive work situations [
8]. In this way it will be possible to carry out a preventive plan to reduce the cases of injury presented in the company.
On the other hand, it is necessary to consider in the assessment the risk factors recommended in items such as repetitiveness, inappropriate or static postures, forces, forced movements, and the lack of rest or recovery periods, assessing them throughout the activity time of the employee. Likewise, other influential factors such as vibrations, exposure to cold or work rhythms are taken into account [
9]. In addition, the use of methodologies, such as the study of methods, Materials Handling System (MHS), Economy of Movements, and FLD, will allow us to obtain the necessary improvement proposals for the planning and development of new labour methodologies that do not incur ergonomic conditions for workers. Some examples include a new layout of the plant that decreases the distance between machines according to the work sequence, implements that help mitigate the health impacts presented by the handling of material loads, and new methodologies for carrying out their daily activities, among others [
10].
3. Problem Identification
The case study was developed in a plastic products factory, where the main problem that directly affected production and its economic sustainability was the constant absence of workers. Within the months of February 2020 to February 2021, 124 absences were recorded in the production area, this being a considerable number. It should be noted that not all cases of absence have been due to problems caused by the lack of an ergonomic system, but also due to medical breaks, unjustified absences, personal permits, and other non-ergonomic health problems.
In the following
Table 1, 103 absences due to ergonomic health problems were reported, with an absence rate of 29.26% of the total number of absences registered within the administration and production areas.
The index of medical rests presented in the mentioned areas was also obtained, according to the number of absences detailed in the absence table from February 2020 to February 2021, as given in
Table 2.
Due to the list of absenteeism motives, it was possible to determine that a greater part occurred in the production area, which is why the rate for each process carried out within the plant will be analyzed as shown in
Table 3.
It can be concluded that, within the production area, there has been a higher rate of absenteeism in the extrusion and casting, inspection, and winding processes, exceeding 70%. Taking into account what was previously analyzed, an issue tree was made to identify the main causes of the exposed problem.
4. Methodology
Different authors propose methodologies with quantitative-mathematical and qualitative tools, where new methods are designed and created, emphasizing areas such as the determination of limits in the execution of various activities within the production area, the implementation of ergonomic machines and tools, taking into account specific designs for certain activities to be performed by the operators. The comparison of current work methods and their association with musculoskeletal diseases and osteoarthritis led to various descriptive analyses, which prompted the implementation of certain modifications in the tools used for the development of professional tasks.
4.1. Ergonomic Risks in Industrial Companies (Research Method)
In accordance with the above, some studies identified physical and ergonomic hazards that were associated with workers whose main function was focused on the handling of machines. In addition, time measurements were taken together with the identification of the force that operators perform in different processes, taking into account definitions of occupational safety, ISO standards, research on the anthropometry necessary to implement the best machines according to the operators, and other scientific studies on ergonomics [
11].
The main result was to know the most presented pathologies in industrial plants, such as Lumbalgia, Bursitis and Hernia; out of an average of 100 workers, 75 present these symptoms, and in comparison, with the base data of research in ergonomics and occupational hygiene, the results almost double the established average. On the other hand, the work areas were not properly adapted to the type of work performed (54%), the lighting conditions were not optimal (23.7%), poor ventilation (22%), and loud noises came from the machines (24.7%). Among all participants, 7.7% had regular damage and 42.2% had occasional damage. Most of them (69%) have suffered from pain in their limbs due to poor working material, in this case, scissors that induce callus production [
12].
In other similar studies focused on the differentiation of errors incurred in manual and machine activities, the activities were divided to achieve an individual analysis by the process; starting with the activity of typing two types of readings with the same total of words, where the times and errors incurred were controlled; the latter, using the study of Werth and Babski-Reeves [
13]. Then, two types of readings on work motivation were applied, where the same variables were controlled, but this time considering the use of the reading techniques manual for the identification of errors. Finally, for the handwriting task, two types of texts were given with the same number of words and the same tools; and, faults were considered using the Werth and Babski-Reeves study, as with the first activity. With the implementation of the vascular seats (CB) in general, a lower productive time of 19% left over was obtained compared to the workers who did not have scales [
14]. Similarly, it was possible to optimize the number of errors in the production processes, reducing them by 30%.
All the tools implemented, especially mathematical numerical tools, have the purpose of identifying periods of time with a fixed posture, limits of efforts in different workstations, and also, the working time that each worker should have depending on the designated task or activity. However, it is inferred that there is a need for work methods that reduce the load and stress on the musculoskeletal areas, and thus eliminate or minimize the possible ergonomic risks presented in the company. In this sense, it is vital to design a new work method both to obtain greater profitability and eliminate changes in production times and for workers to reduce the postures that most compromise the musculature and skeletal system and eliminate excessive ergonomic risks, instilling knowledge about safe practices that minimize dangers and persistent pain associated with the operational routine, which can lead to temporary or permanent physical and mental damage.
4.2. RULA and REBA in the Evaluation of Postural Factors
To provide a solution, the authors propose a methodology using a multi-methodological approach, applying research techniques, which provide the most relevant data and characteristics of the process [
15]. Complementing the aforementioned, the creation of a new method that seeks to prepare operators related to this sector and provide them with the machinery, equipment, and tools with the ideal ergonomics, according to their measurements and height to carry out the necessary activities during their workday; it is thus necessary identifying physical and ergonomic threats that were found associated with foundry machine operators compared to other industrial sectors.
In the first instance, a complete study was carried out on the activities of building construction workers. For this, flow charts and graphic representations were made that allow for better analysis of the process. On the other hand, with the help of ergonomic tools, RULA, and REBA, a more concise identification of movements and/or extremities most exposed in these types of small and medium-sized foundry work of a total of 105 employees was achieved. The REBA methodology was used manually with photographs of the postures during their normal working hours, and these were separated into two groups of body divisions. On the other hand, with the RULA analysis, a rapid evaluation of the individual exposure of each worker was made with the scope of ergonomic risk factors associated with the upper extremities: neck, trunk, and upper muscles [
16]. Likewise, questionnaires were carried out to know the state of the operators during the time of investigation of this article and to obtain the number of cases with pathologies presented in the studied sector. In turn, a study was carried out on lesion identification techniques to carry out a more exhaustive investigation of the possible cases shown.
In other investigations, complete analyses of the processes carried out by the collaborators were carried out, carefully observing the activities and movements during a common working day. The RULA method was used, where a postural score was made during the performance of the work task in question. In the same way, everything was written down so that, with the help of statistical tools, comparative tables were prepared for a better analysis of the results and better identification of possible risks. Likewise, questionnaires were applied to know the current status of the workers, during the study time. It was found that 16.19% of the population is subject to very high-security risks and 28.57% to a high level. Based on the labour action levels, activities subject to these risk levels require immediate corrective action. On the other hand, the subjects found at a medium risk level amount to 46.67%, a situation which requires corrective action as well [
17].
It can be inferred that in the different sectors mentioned, there is a need for techniques that anticipate risk factors, as well as training for the workers themselves on occupational safety, the effects of misuse of tools, and the machines without implemented ergonomics. Ergonomic measures are necessary to enhance the posture adopted by workers, aiming to impart appropriate knowledge regarding safe practices that minimize the risks and chronic pain associated with the regular work routine, which can potentially lead to temporary or permanent physical and mental impairments. For this reason, the implementation of a new method for these sectors is proposed.
4.3. OCRA and OWAS in the Risk Assessment of Handled Loads and Repetitive Movements
According to an article, which had the objective of determining preventive measures for the supposed risks to which operators are exposed, it was necessary to acquire knowledge about occupational safety. Methods such as that of the American Conference Governmental Industrial Hygienists (ACGIH) were taken into account, with which it was possible to obtain the frequencies of actions in the filleting area and thus give an idea of how many times the action is performed per second. Methods such as the RULA and OCRA methods were also executed, which allowed better identification of the extremities exposed to risks and to be able to give a score of the severity of each one of those presented in the company, during the study time [
18].
To develop a solution, they proposed a quantitative methodology. With this, a new method was designed that consists of the acquisition of ergonomic “aids”, such as stools, chairs, wrist supports and backrests. They took into account the results obtained and proposed changes in the work areas studied, considering the measures of the full-time operators of the company. In summary, it was possible to determine that most of the operators present pain in different areas of the body due to spending a long time standing or performing activities repetitively. It was also possible to identify that workers with more than two years of seniority over forty years of age are the ones that mostly present symptoms of musculoskeletal disorders. The filleting task is more dangerous than packaging, due to the posture with which the corresponding activities are carried out [
19].
On the other hand, a scientific investigation was conducted to measure variables such as heights, postures, and the infrastructure of the work area. Mathematical methods and equations were proposed as supporting tools to identify the required number of stations and activities, as well as explore possibilities for their reduction. In the same way, information was obtained regarding ergonomic problems presented in industrial companies. For the correct progress of the study, the authors implemented, mainly, ergonomic tools such as REBA, in charge of evaluating the postural weight in the upper extremities; the OCRA checklist, which aims to identify repetitive actions at work; and the Job Strain Index (JSI), which measures job stress. Likewise, points from ISO 11:228 and ISO 11:226, are standards for evaluating ergonomic risks in assembly line plants [
20]. As a result, it was found that the company has over 20 workstations where 50 different activities are performed, posing significant risks to the operators in the execution of their tasks. Furthermore, the study identified the primary injuries and areas of concern, specifically focusing on the pain experienced by workers.
A comparative table is detailed in another article with the three methods in studies, PLIBEL, REBA, and OWAS, where the quantitative results were observed, which, by showing a minimum percentage variation, were able to determine a hierarchical order of the processes where they occurred. For the inconvenience on the part of the operators and the urgency of a new ergonomic model, the research was divided according to the application of the three ergonomic methods, depending on the postures and the musculoskeletal stress demanded by each activity. First, photographs and videos of the operators’ postures were taken to apply the Plan for the Identification of Load Factors (PLIBEL) method and compare it with the testimonies of the respondents. Secondly, the OWAS method was used, locating the places on the body that presented the greatest load and the severity of the damage that occurred in the musculoskeletal system. Finally, with the REBA method, the risks produced in the upper part of the body were calculated, emphasizing manual activities, weight lifting, and posture analysis [
15].
It was observed that the cutting department is in first place among those who urgently need an ergonomic model, obtaining results with the REBA method of 90.58% and 87.69% with OWAS. Additionally, it is necessary to apply training on occupational health and ergonomics to educate operators about bad postures and their short- and long-term consequences and force them to take a 3 to 5-min break between each change of gear operation to help relax the muscles and not affect productivity [
21,
22].
Despite what has been stated in the different articles previously detailed, it is possible to determine that there are many insensitive postures, as well as fixed postures and repetitive activities that cause permanent pain, mainly in the upper extremities, such as the shoulder. In addition, an inclination of a different degree than the one proposed, depending on the process, can cause serious injuries and is evidenced in the notorious jumps in score acquired with the help of the implemented ergonomic tool. Therefore, it is essential to study and use other methods as support during the study time, because these allow a better and complete evaluation of risk factors, for the same reason.
4.4. Ergonomic Analysis for the Proposal of New Work Methods
A methodology described that consists of the implementation of training to improve the skills of the operators, also, following occupational health rules and regulations were proposed for the prevention of identified risks [
23]. On the other hand, an exhaustive study was carried out on work systems, the characteristics, and adequate dimensions for the jobs, and designated areas of the production plants. For this, they carried out data collection regarding the number of employees, their duration in the company, ages, and sex, which would be compared with the number of recently retired employees and the same characteristics mentioned above. It was possible to identify problems and/or discomforts, mainly in the upper extremities, and it was also proposed to implement tools with ergonomic characteristics to carry out some activities that demand more effort or are performed more frequently. In another study, the authors performed a complete process sequence analysis for sugarcane production. For this, an observation method was carried out to be able to determine which aspects put the operators at risk. On the one hand, ergonomic risks presented in the manufacturing process were identified, as well as some time limits to inspect their performance. On the other hand, it was determined which tools and/or implements needed to be changed or redesigned for better efficiency in the process [
24].
One study focused on the reduction of musculoskeletal disorders in an SME company belonging to the textile sector, in which the proposed design model is elaborated through certain components divided into data extraction, ergonomic application, and the corresponding analysis [
25]. The materials and tools present in Turkish factories were observed, where the time and weight load that each worker used to fill the machinery was compared with the maximum and appropriate percentiles to which a person should be exposed. With this, inadequate results were obtained in the handling of materials, exposing the negligent handling of the operators, which put their health at risk. For this reason, new methodologies were developed to mitigate and take action against these impacts, achieving a 47% reduction in production times, in the field of cost-efficiency, the total amount saved with the work of six operators in a minimum scope of the new method was 10,665.00 Turkish pounds. In addition, a reduction from eight to two in the number of operators working in inadequate conditions, demonstrating an ergonomic contribution of the new proposed process.
As demonstrated, while the human workforce will not be entirely replaced by machines, there may be a role reversal when it comes to Human and Ergonomic Factors (HF/E) practices and in the context of manufacturing processes. Technological development has a positive effect on production, but it can mean a challenge for employees and the activities they perform, and the induction of new classes of human risks to their health and well-being is possible. For this reason, it is important to consider the implementation of new ways in which a correct job must be carried out in which neither the safety nor the health of company employees is compromised. These methodologies can be implemented by companies not only to reduce health impacts but also to increase productivity and income as a result.
4.5. Engineered Design for the Treatment of Ergonomic Injuries
To develop a solution, the authors put forward a methodology of experimental, qualitative, and quantitative character. In this way, a new method was created, which consists of the implementation of training to strengthen some knowledge concerning the work and to perform the necessary processes correctly [
26]. One of the presented articles is based on the implementation of the Dekker method as a proposal to minimize the impact of human error on performance within work processes, following its four stages. The objective is to identify the primary causes by utilizing questionnaires administered to the plant operators, which will provide more precise and accurate data. The result of this new methodology was the diagnosis of the competencies of the operators of industrial companies, where it could be determined that the errors identified, such as the incorrect handling of machines or lack of knowledge of the area, among others, are the main causes of the decrease in efficiency within the companies [
27].
In another study, eight robotic devices and five mechanical tools were developed, which, although when contrasted with conventional mechanisms, do not show differences in motor recovery. They do, however, show differences in adequate therapeutic exercise, which is closely linked to the improvement of functional performance. Therefore, first of all, the measures and resources to be used were selected by analyzing the post-traumatic functional needs of the patients’ recovery after the use of conventional machinery. Using the Fugl-Meyer Scale, the evolution of patients who have suffered a sudden interruption of blood flow in the brain was approached and monitored. Secondly, additional measures were used with the investigation of the results generated by the usual mechanisms to be compared and mitigated by the new technological creations, which demonstrated the effectiveness of certain tools that were part of the development of the mechanisms to be modified and created.
The main result obtained was the development of 13 devices, including original creations and modifications of other mechanisms. Regarding the eight robotic devices, they present assistance in wrist flexion, hand rehabilitation, and rehabilitation of the upper body; with which, in an average of seventeen diseases, favourable results were observed in eleven of them (64.71%), and the other six showed minor improvements. In turn, new methods of use in therapies were implemented, where costs are reduced in the implemented movement assistance models, which will not only optimize the resources of the entities that employ them but also the budget used by the patients to be treated [
28].
These studies seek to provide solutions to the main problem, which, in this case, involves injuries to workers. The methodologies presented involve exhaustive data collection, considering the opinions and current status of the collaborators. However, it could be concluded that there are pathologies that are already common in manufacturing companies and that thanks to the proposal to prevent them from occurring again, mainly by training personnel to reduce errors, favourable results have been observed. Thus, it is essential to conduct questionnaires to workers with more years in the industry. By analyzing their experiences and the challenges they have witnessed, data analysis enables the study and assessment of the post-traumatic recovery needs of affected employees. This highlights the necessity for implementing treatment improvements.
5. Contribution
5.1. Model Basis
After this exhaustive literature review, the main methodologies used by the authors for the improvement of ergonomic problems in the production area of the manufacturing sector are compared. This analysis was used to develop the proposed model of the ergonomic redesign of workstations for the plastics industry with manual tasks and repetitive activities as given in
Table 4.
5.2. Specific View of the Contribution
To begin with the development, the different models of ergonomic methodologies were taken into account, from which it was possible to extract the need for data collection using the REBA and OCRA methodologies, to then develop the MHS, Economy of Movements, FLD, and Method Engineering tools, to reduce the harmful impacts on the musculature and evaluate the possibilities of risk, thus ensuring greater safety in work environments.
On the other hand, the RULA technique is presented, which has the purpose of recognizing which activities and/or specific postures, both of the upper and lower body, are the cause of the workers’ traumas in the work area, observing each movement performed by them. As mentioned above, this tool is divided into two parts: the upper and lower extremities, to correctly distinguish the problem in those activities.
5.3. Process View
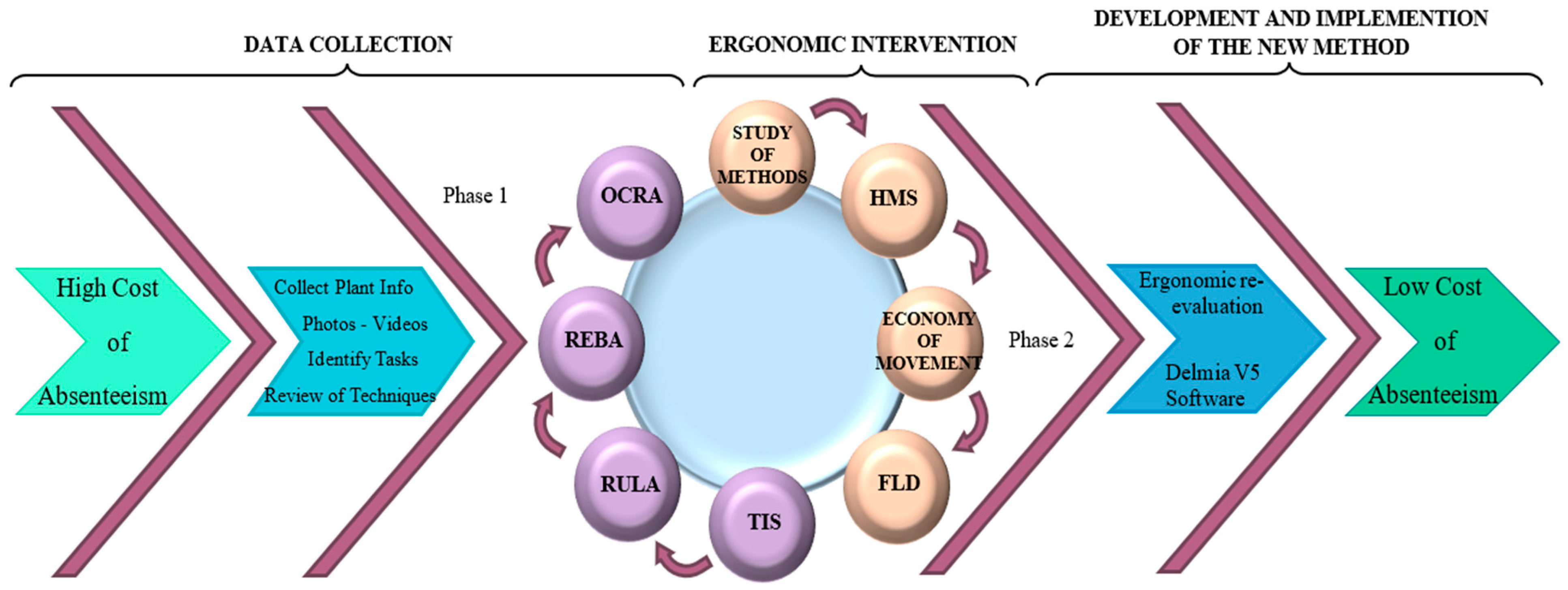
It was possible to determine that the plastics manufacturing sector is still going through a period of instability, unlike in previous years, due to the current situation caused by the pandemic. This comes to refer to issues related to production, also causing the reduction of efficiency by the workers. For this reason, it is relevant to propose a new model of an ergonomic system that manages to reduce the cases of musculoskeletal injuries and in this way, reduce the rate of absenteeism presented in the company. The proposed model consists of two phases: Phase 1 is the sequence and tools for data collection, where it is recommended to use ergonomic evaluation tools such as OCRA, REBA, RULA, and the SSI (Systematic Interview Technique) used to identify the root causes of disergonomic design. Then, Phase 2 begins, which is the ergonomic intervention phase where remediation tools are applied to achieve ergonomic redesign. The proposed tools for this phase are the Study of Methods, MHS (Manual Handling System), Economy of Movements, and FLD (Facility Layout Desgin). Finally, this new model is expected to take into account and prioritize the health and well-being of all the company’s employees, thus creating a suitable, comfortable and safe working environment.
Figure 1 shows the proposed model.
Phase 2 is described in detail, tool by tool, below:
5.3.1. Tool 1: Increased Productivity by Reducing Stops—Study of Methods
With this first tool, the work methods of productive activities are redesigned, applying simpler and more efficient methods that help increase productivity through the Study of Methods. This implementation will commence with the selection of the job for which the study will be conducted and culminate with the application of the new work method.
5.3.2. Tool 2: Material Handling System
The purpose of this tool is to identify which are the movements that are executed during the working day, and in this way determine the errors to correct them and carry out the activities optimally and beneficially for the operators. In this case, the use of a machine dolly is mainly proposed to move the plastic rolls to different areas.
5.3.3. Tool 3: Movement Economy Implementation Design
This third tool seeks to reduce and/or eliminate those unnecessary movements and minimize those that are essential for the execution of any activity that the body is responsible for carrying out. This implementation is made up of three areas that allow an exhaustive analysis of the aforementioned.
In the first area, the process begins with the prior analysis of the activities and movements involved in the different processes necessary for the production of high-density bags in order to achieve the correction of those that are harming the operators within their corresponding areas.
In area 2, the aim is to study the available space within the plant or the entire company in order to obtain a better distribution of the machines, if necessary, and/or maintain optimal order and process flow, with considerable space in the corridors or routes, to allow for easy and fluid transport of materials, without accidents.
Finally, in area 3, a study is focused on the distribution of the machines, on what implements are needed to have easy access to them, and on identifying what tools are necessary for the execution of any activity in the production plant.
5.3.4. Tool 4: Implementation of the FLD
The key purpose of the fourth tool is to modify the location of certain positions in the work areas to help improve the working conditions to which employees are exposed; in addition, to reduce production times (flow of materials, transportation, etc.) and administrative times, which, in turn, facilitate the optimization of cycle times and help mitigate fatigue in workers. This is why it is proposed, through the application of the FLD, a new layout where the benefits explained above can be seen reflected.
6. Validation
6.1. Description of the Scenario
To prove the effectiveness of the proposed solution design, it was decided to develop the simulation-type validation method through the different technological tools obtained. In this system, different tests were carried out taking into consideration all the processes and activities developed in the company, such as printing, extrusion, winding, cutting, and bending, among others.
6.2. Proposed Model
The relational analysis of the existing activities and processes, together with the positive and negative impact on the different ergonomic variables linked to the handling of loads, can obtain an adequate result through the use and application of evaluation tools of REBA, and RULA, in such a way that it is possible to identify the risk factors suffered and exposed by the workers of the companies [
30]. Therefore, it is of utmost importance to have as a reference that which is exposed by this author, since it will help us to focus the research more objectively.
In addition, to mitigate the damage to workers and the low productivity associated with this, it is necessary to optimize production systems globally in companies, since it is very common to find inefficient, intricate, and very complex systems for the simple analysis of materials and products. This is why the integration of optimization and simulation for the proposal of a design and implementation of improvements in the facilities is vital to obtain favourable results for the continuity of the processes.
6.3. Startup
As the first step in the validation process, four phases were planned that will help in the proper implementation of the proposed methods and that will achieve the expected results, as shown below:
6.3.1. Phase 1: Training
To begin with, various training sessions were scheduled for all the personnel, explaining the differences between the old process and the new one to be managed, the benefits that these bring and the work methodologies to be used, all of this through support materials (audiovisual media, informative flyers, group dynamics), to ensure good retention and understanding of what was explained.
6.3.2. Phase 2: Instructions
In the second phase, instructions and manuals were prepared with all the detailed procedures focused on the methodology and application of processes. In turn, as a way of implementing Kaizen against the countermeasure, these instructions will be physically available in a summarized and graphic format, so that the worker has an immediate reminder that is within reach.
6.3.3. Phase 3: Simulation of Implementation
Then, we proceeded to simulate the implementation of the work methodology, procedures, and new equipment in the whole production process, from the entrance of the raw material to the exit of the finished product. It is here where the distances travelled, the use of human resources, and the times employed, among other variables, were modified, which serve to reduce worker fatigue and, consequently, absenteeism.
6.3.4. Phase 4: Observational Evaluation
Finally, the respective observational evaluations were carried out for each established and modified process, which was based on the REBA methodologies for the tasks of the removal of bobbins from the extruder and the Transfer of bobbins; OCRA, for the tasks of measurement control and Accommodating material in the Slitter; and RULA, for the tasks of the Review of machine operation and Loading of the bobbin, and the analysis of all the tasks carried out with the proposed method.
6.4. Proposed Process
Table 5 details the proposed machine performance review method.
Table 6 details the proposed method of extruder bobbin removal.
Table 7 details the proposed method of bobbin transfers.
Table 8 details the proposed method of measurement control.
Table 9 details the proposed bobbin loading method.
Table 10 details the proposed method of material accommodation in a cutter.
6.5. Economic Validation
The economic evaluation of the project was based on Net Present Value, which was used to verify that the proposed design is financially viable, estimating the total amount by which capital has increased as a result of the implementation of the project.
6.5.1. Calculation of Investment
The investment will be composed of the acquisition of three loading ducks, twelve heavy load belts, ten tilting chairs with anthropometric measurements, and the rental of machinery to move the factory’s machines together with the two operators, for a total amount of PEN 23,720.
6.5.2. Savings Calculation
Savings were evaluated based on the reduction percentages demonstrated in the validation of the proposed design (current vs. proposed situations) concerning existing problems and their percentage incurrence assessment. The objective was to determine the total savings for the company concerning the costs currently generated.
The costs generated in 2020 due to absenteeism amount to 120,315 PEN, where the implementation of the proposed design will generate a saving percentage of 35.68%, in other words, 42,929 PEN.
Table 11 shows the results of the economic evaluation by optimistic, pessimistic and moderate scenarios.
After the economic evaluations have been developed, it can be concluded that the project is viable in the different scenarios developed, since in all cases, a positive Net Present Value (NPV) or greater than 0 was obtained, and in all cases, it can be said that the benefits exceeded the costs incurred in the implementation of the project, which is viable and beneficial for the company.
Taking the most positive NPV generated in a moderate scenario, it yields PEN 13,370.34. On the other hand, the investment is expected to be recovered in approximately eight months. Additionally, based on the cost-benefit ratio (C/B), it can be concluded that the project yields PEN 1.56 for every PEN invested. Finally, the average return at the point where the Net Present Value (NPV) equals zero is 80.98%.
7. Results and Discussion
7.1. Potential New Scenarios
According to the simulation, it was possible to validate the effectiveness of the proposed improvement proposal to minimize the costs of absenteeism generated by the company and the musculoskeletal risks to workers. In an initial situation, the RULA analysis in the processes of machine operation review and bobbin loading showed results of 6 in both cases and a “High” risk level, evidencing the ergonomic risks to which the workers were exposed. Once the simulation was applied, it was possible to reduce these scores by 50.0% and lower them to a “Medium” risk level. Following the example of Intranuovo (2019 ‘b’), it shows a reduction of 50.0%, having a RULA evaluation from 8 to 4. In this sense, the result of the model proposal could be evidenced as satisfactory.
The redesigned jobs of bobbin removal to the extruder machine and bobbin transfers initially had a score according to the REBA tool of 11 and 10 and a “Very High” and “High” risk level, respectively. When applying the improvements proposed in the simulation, it was possible to obtain a reduction of more than 50.0% (63.6% and 50.0%, respectively), with “Medium” risk levels in both cases. In the same way, similar improvements showed a percentage increase in ergonomic improvements of 66.3%, demonstrating the productive improvement of the changes in the workstations in terms of ergonomics [
31].
On the other hand, the proposed modifications in the redesign of the activities corresponding to the control of measurements and the arrangement of material in the cutter, had scores according to the OCRA tool, of 15.8 and 6 each, giving it a risk classification of “Unacceptable medium”. After the validation of the improvement, the scores decreased by 74.7% and 66.67%, respectively, reaching the “Optimal” and “Acceptable” levels. This reduction aligns with the findings of Garcia (2019), who emphasized the need for a 79.0% reduction in ergonomic risks identified in the study.
With the decrease in ergonomic risk scores obtained from the redesign simulation, the current amount incurred in severance costs should be significantly reduced, as well as the percentage of workers absent due to ergonomic health problems. In 2020, the company had a rate of 1.32%, which, although it does not exceed the permissible limit of 3.5% established by the International Labor Organization, was of high importance to be able to reduce it, since it directly affected production. With the proposed improvement, the rate should be less than 0.5%, since the results showed optimal risk levels that are not damaging to health.
7.2. Future Works
The ergonomic scope developed can expand its developed scientific limits and continue contributing in the corresponding areas that search for mitigation of work absenteeism. To this end, the various works to be studied in the future are detailed as a continuation.
- -
Investigate and expand the scope of study to include factors such as the temperature of the work environment and vibration emitted by the machines.
- -
Investigate and add methodologies such as 5S and Kaizen, which can be applied to space optimization and improvements to be made.
- -
Extend the research to administrative and office collaborators, who can also be prone to suffer ergonomic health risks due to bad positions taken.
- -
Conduct questionnaires to workers with more years of experience in the industry to analyze the post-traumatic recovery needs of affected employees.
8. Final Considerations
By elaborating a Hazard Identification and Risk Assessment (HIRA) matrix, it can be proven that through the implementation of the design proposal, it is possible to obtain a reduction and/or elimination of risks. Many of these originated from an inadequate way of carrying out the product works. Therefore, the training and manuals with the work methodologies were fundamental for the mitigation of these risks. These instructions will also be useful for new employees or in case there is any personnel rotation.
As well as doing a matrix of environmental aspects and impacts, it can be seen that the implementation generates an environmental risk of 4%, due to the type of machinery the company owns. In addition to this, the remaining 96% does not produce any type of negative effect on the environment, which not only confirms the good management of the implementation, but also allows the company to mitigate risks in addition to the ergonomic and environmental risks that it currently had.
9. Conclusions
The case study presented a study of an ergonomic evaluation of a company in the plastics sector, focused on an analysis of risk levels occurring in each of the production activities of high-density bags, where disagreements about the high levels of risks presented were found. This impact could be evidenced in the literature, being the main causes of Inadequate postures by the personnel, non-optimal working conditions, and the Absence of ergonomic furniture. Based on the aforementioned, this research has successfully demonstrated the significant impact observed. According to the RULA, REBA, and OCRA methodologies, the activities of checking machine operation, removal of bobbins from the extruder, bobbin transfers, measurement control, bobbin loading, and material positioning in the slitter obtained scores of 6, 11, 10, 15.8, 6, and 17.6, respectively. These scores indicate varying levels of risk, ranging from ‘high risk’ to ‘medium unacceptable risk’ and ‘medium risk’.
Based on this diagnosis, it was possible to carry out a redesign simulation based on the methodologies of MMS, the economy of movements, FLD, and method engineering, resulting in a new work method.
This was validated through the Delmia V5 software, in which scores were obtained for the workstations detailed above, of 3; 4; 5; 4; 3; 2, and 5.2, classifying them according to their risk level between ‘acceptable’, ‘optimal’ and ‘medium’.
Similarly, to implement the proposed design, it is necessary to have training and instructions for the correct performance of the existing tasks and constant reminders for the workers of the correct and less harmful ways to go about them,.
On the other hand, the present research enables an expansion of the literature used, focusing on the implementation of tools such as 5S and Kaizen, for the improvement of workplaces and optimization of spaces. However, it would be of utmost importance to extend the implementation to administrative areas, which, according to the tools and positions acquired, can also present ergonomic risks that can reduce productivity.
Author Contributions
Conceptualization, J.C.Q.-F. and B.A.-N.; methodology, J.C.Q.-F.; software, B.A.-N.; validation, D.S.-M., B.A.-N. and J.C.Q.-F.; formal analysis, B.A.-N. and D.S.-M.; investigation, J.C.Q.-F., B.A.-N. and D.S.-M.; resources, J.C.Q.-F., B.A.-N. and D.S.-M.; data curation, B.A.-N. and D.S.-M.; writing—original draft preparation, B.A.-N. and D.S.-M.; writing—review and editing, J.C.Q.-F. and S.N.; visualization, S.N.; supervision, S.N. and J.C.Q.-F.; project administration, J.C.Q.-F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be made available on request.
Acknowledgments
To the Research Department of the Universidad Peruana de Ciencias Aplicadas for the support provided to carry out this research work through the UPC-EXPOST-2023-1 incentive.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ammendolia, J.; Walker, T.R. Citizen science: A way forward in tackling the plastic pollution crisis during and beyond the COVID-19 pandemic. Sci. Total Environ. 2021, 805, 149957. [Google Scholar] [CrossRef] [PubMed]
- Rondon-Jara, E.; Lipa-Echevarría, K.; Marchena-Barrientos, S.; Chambi-Quispe, M.L.; Carocancha-Condori, G.J. Comparison of the enacted laws on the consumption of plastic bags in Peru and Chile|Comparación de las leyes sobre el consumo de bolsas plásticas en Perú y Chile. Prod. Limpia 2021, 15, 175–187. [Google Scholar] [CrossRef]
- Organización Internacional del Trabajo, Seguridad y Salud en el Centro del Futuro del Trabajo. 2019. Available online: http://training.itcilo.it/actrav_cdrom2/es/osh/kemi/pest/pesti2.htm (accessed on 18 March 2022).
- Massawe, E. Ranking and Managing Occupational Hazards in the Workplace: A Case Study of the Iron and Steel Manufacturing Industry. In Proceedings of the AISTech-Iron and Steel Technology Conference Proceedings, Pittsburgh, PA, USA, 16–18 May 2022. [Google Scholar] [CrossRef]
- Rao, G.V.; Nallusamy, S.; Narayanan, M.R. Augmentation of production level using different lean approaches in medium scale manufacturing industries. Int. J. Mech. Eng. Technol. 2017, 8, 360–372. [Google Scholar]
- Tirloni, A.S.; dos Reis, D.C.; Tirloni, S.F.; Moro, A.R.P. Exertion Perception When Performing Cutting Tasks in Poultry Slaughterhouses: Risk Assessment of Developing Musculoskeletal Disorders. Int. J. Environ. Res. Public Health 2020, 17, 9534. [Google Scholar] [CrossRef]
- Egoávil, C.A.S. Occupational disease and absenteeism in the workers in one Hospital in Lima -Perú. Rev. Fac. Med. Hum. 2021, 21, 364–371. [Google Scholar] [CrossRef]
- García, A.E.D.; Romero, D.C.R.; Rincón, E.Y.G.; López, D.M.P.; Cubillos, Y.G. Método OCRA en diferentes sectores productivos. Nova 2019, 17, 9–66. [Google Scholar] [CrossRef]
- Quiroz, J.C.; Aquino, D.M.; Rodriguez, E.A.; Montoya, M.F. Redesign of Workspace Through an Ergo-Lean Model to Reduce Musculoskeletal Disorders in SMEs In the Clothing Accessories Sector. Int. J. Eng. Trends Technol. 2021, 69, 163–174. [Google Scholar] [CrossRef]
- Abad, J.D. Ergonomics and simulation-based approach in improving facility layout. J. Ind. Eng. Int. 2018, 14, 783–791. [Google Scholar] [CrossRef] [Green Version]
- Arenas, G.N.; Reascos, R.R.A.; Heredia, E.B.C.; Rey, J.F.J. Ergonómia laboral en plantas industriales de Ecuador. Rev. Venez. Gerenc. 2020, 25, 409–420. [Google Scholar] [CrossRef]
- Okareh, O.; Solomon, O.; Olawoyin, R. Prevalence of ergonomic hazards and persistent work-related musculoskeletal pain among textile sewing machine operators. Saf. Sci. 2021, 136, 105159. [Google Scholar] [CrossRef]
- Hulshof, C.T.; Pega, F.; Neupane, S.; Colosio, C.; Daams, J.G.; Kc, P.; Kuijer, P.P.; Mandic-Rajcevic, S.; Masci, F.; van der Molen, H.F.; et al. The effect of occupational exposure to ergonomic risk factors on osteoarthritis of hip or knee and selected other musculoskeletal diseases: A systematic review and meta-analysis from the WHO/ILO Joint Estimates of the Work-related Burden of Disease and Injury. Environ. Int. 2021, 150, 106349. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez, J.K.; Maradei, F.; Castellanos, J. Productividad Laboral en Oficinas con uso de Sillas Basculantes. Inf. Tecnol. 2019, 30, 127–134. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, V.Z.; Petz, M.; Thomas, M.S.A. Ergonomic risk factors analysis with multi-methodological approach: Assessing workers’ activities in buildings under construction. DYNA 2019, 94, 338–344. [Google Scholar] [CrossRef] [Green Version]
- Qureshi, A.M.; Solomon, D.G. Ergonomic Assessment of Postural Loads in Small- and Medium-Scale Foundry Units. J. Inst. Eng. (India) Ser. C 2021, 102, 323–335. [Google Scholar] [CrossRef]
- Ncube, F.; Kanda, A.; Sanyanga, T. Standing working posture and musculoskeletal pain among Citrus sinensis workers in a low-income country. Int. J. Occup. Saf. Ergon. 2019, 27, 128–135. [Google Scholar] [CrossRef]
- Intranuovo, G.; De Maria, L.; Facchini, F.; Giustiniano, A.; Caputi, A.; Birtolo, F.; Vimercati, L. Risk assessment of upper limbs repetitive movements in a fish industry. BMC Res. Notes 2019, 12, 354. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mokhtarzadeh, M.; Rabbani, M.; Manavizadeh, N. A novel two-stage framework for reducing ergonomic risks of a mixed-model parallel U-shaped assembly-line. Appl. Math. Model. 2021, 93, 597–617. [Google Scholar] [CrossRef]
- Joshi, M.; Deshpande, V. Identification of indifferent posture zones in RULA by sensitivity analysis. Int. J. Ind. Ergon. 2021, 83, 103123. [Google Scholar] [CrossRef]
- Isler, M.; Küçük, M.; Guner, M. Ergonomic assessment of working postures in clothing sector with scientific observation methods. Int. J. Cloth. Sci. Technol. 2018, 30, 757–771. [Google Scholar] [CrossRef]
- Nallusamy, S.; Pankaj, S.; Suraj Kumar, S.; National, P.; Hamid, E. Evaluation of Human Posture and Ergonomics by Appropriate Assessment Tool in a Medium Scale Manufacturing Industry. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 861–872. [Google Scholar] [CrossRef]
- Lööw, J. Attractive work and ergonomics: Designing attractive work systems. Theor. Issues Ergon. Sci. 2019, 21, 442–462. [Google Scholar] [CrossRef] [Green Version]
- Meilani, D.; Zadry, H.R.; Rahmayanti, D.; Saputra, D.A. Work System Improvement for A Sugarcane Block Enterprise using 10 Physical Ergonomic Principles. Int. J. Adv. Sci. Eng. Inf. Technol. 2018, 8, 1077–1084. [Google Scholar] [CrossRef] [Green Version]
- Aquino-Rojas, D.M.; Rodriguez-Paz, E.A.; Quiroz-Flores, J.C. Ergonomic Redesign Model to reduce musculoskeletal disorders in a cluster of SMEs in the clothing accessories sector. In Proceedings of the LACCEI International Multi-Conference for Engineering, Education and Technology, LACCEI 2022, Boca Raton, FL, USA, 18–22 July 2022. [Google Scholar] [CrossRef]
- Voronkova, O.V.; Semenova, Y.E.; Lukina, O.V.; Panova, A.Y.; Ostrovskaya, E.N. Assessment of the influence of human factor on the working process effectiveness as a factor for improving the efficiency of production management at industrial enterprises. Espacios 2018, 39, 201–211. [Google Scholar]
- Barbosa, I.M.; Alves, P.R.; Silveira, Z.C. Upper limbs’ assistive devices for stroke rehabilitation: A systematic review on design engineering solutions. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 236. [Google Scholar] [CrossRef]
- Trummer, B.; Haubenberger, D.; Blackstone, C. Clinical Trial Designs and Measures in Hereditary Spastic Paraplegias. Front. Neurol. 2018, 9, 1017. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Reiman, A.; Kaivo-Oja, J.; Parviainen, E.; Takala, E.-P.; Lauraeus, T. Human factors and ergonomics in manufacturing in the industry 4.0 context—A scoping review. Technol. Soc. 2021, 65, 101572. [Google Scholar] [CrossRef]
- Padilla, H.C.; Landazabal, M.C.; Marrugo, E.A.B. Análisis del impacto ergonómico asociado a la manipulación de cargas en trabajadores de equipos de perforación del sector petrolero. Nova 2020, 18, 109–124. [Google Scholar] [CrossRef]
- Castro-Castro, G.C.; Ardila-Pereira, L.C.; Orozco-Muñoz, Y.D.S.; Sepulveda-Lazaro, E.E.; Molina-Castro, C.E. Factores de riesgo asociados a desordenes musculo esqueléticos en una empresa de fabricación de refrigeradores. Rev. Salud Pública 2018, 20, 182–188. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 

{kind=link}












