
Experimental Study on Femtosecond Laser Processing Performance of Single-Crystal Silicon Carbide

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Significance Analysis
3.2. Experimental Results
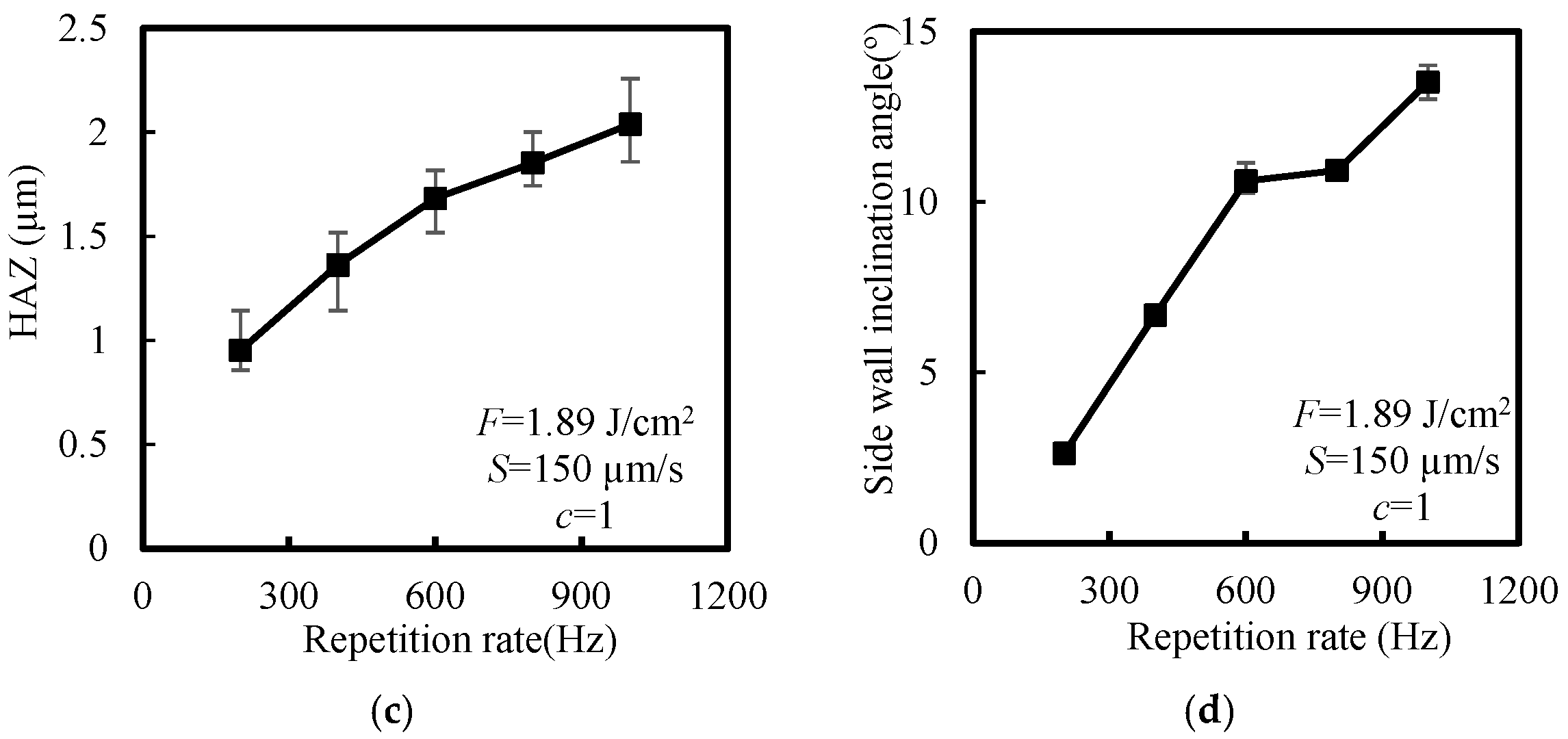
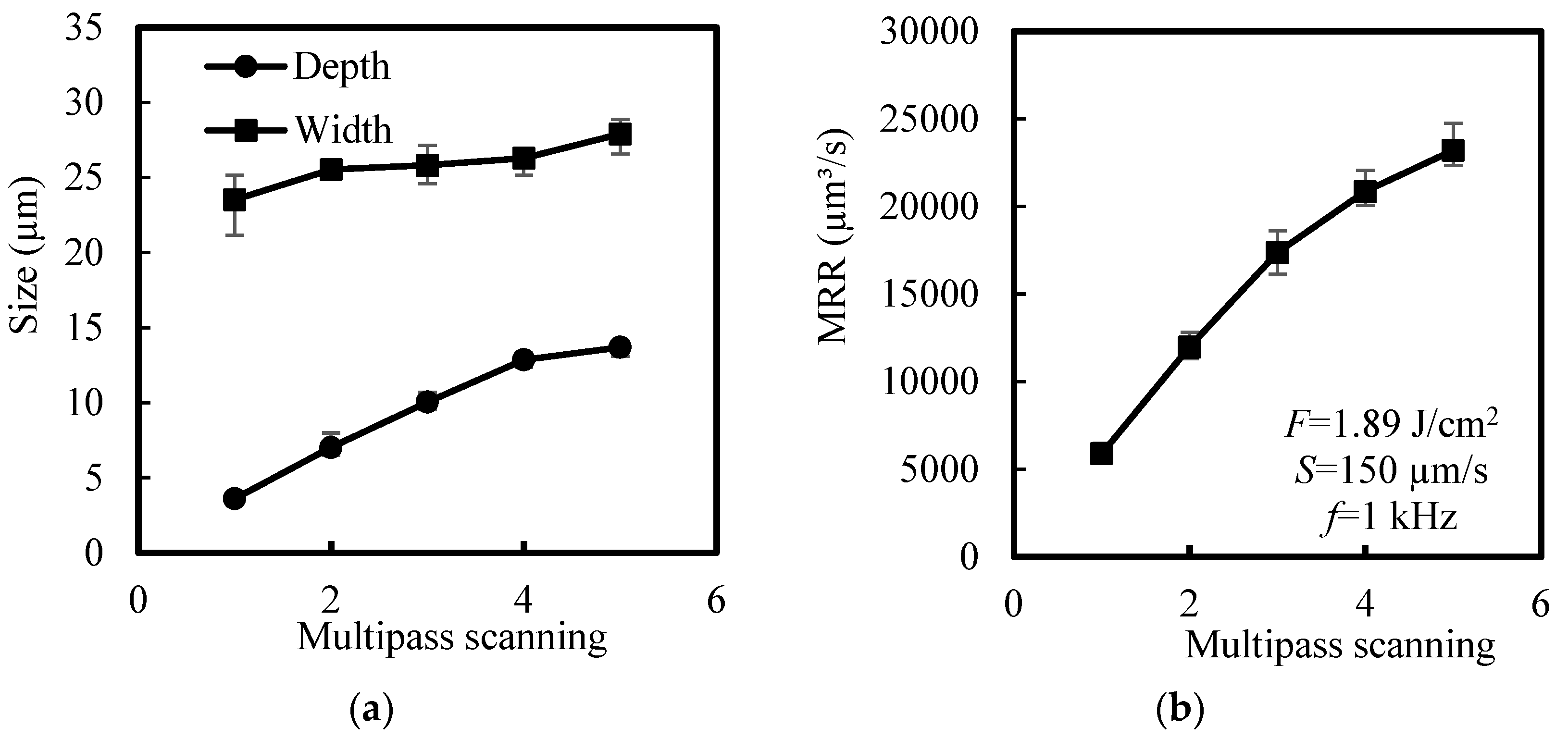
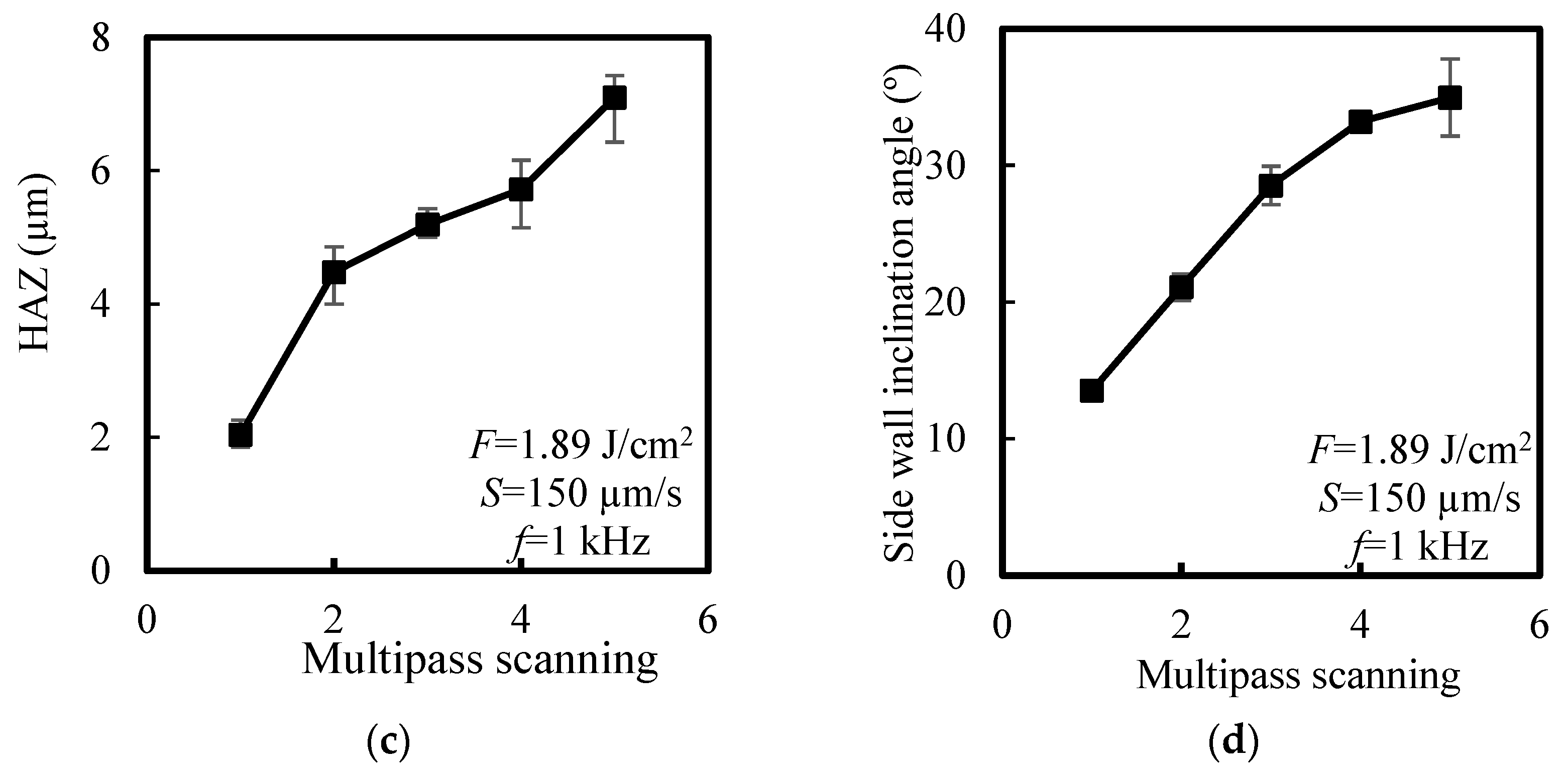
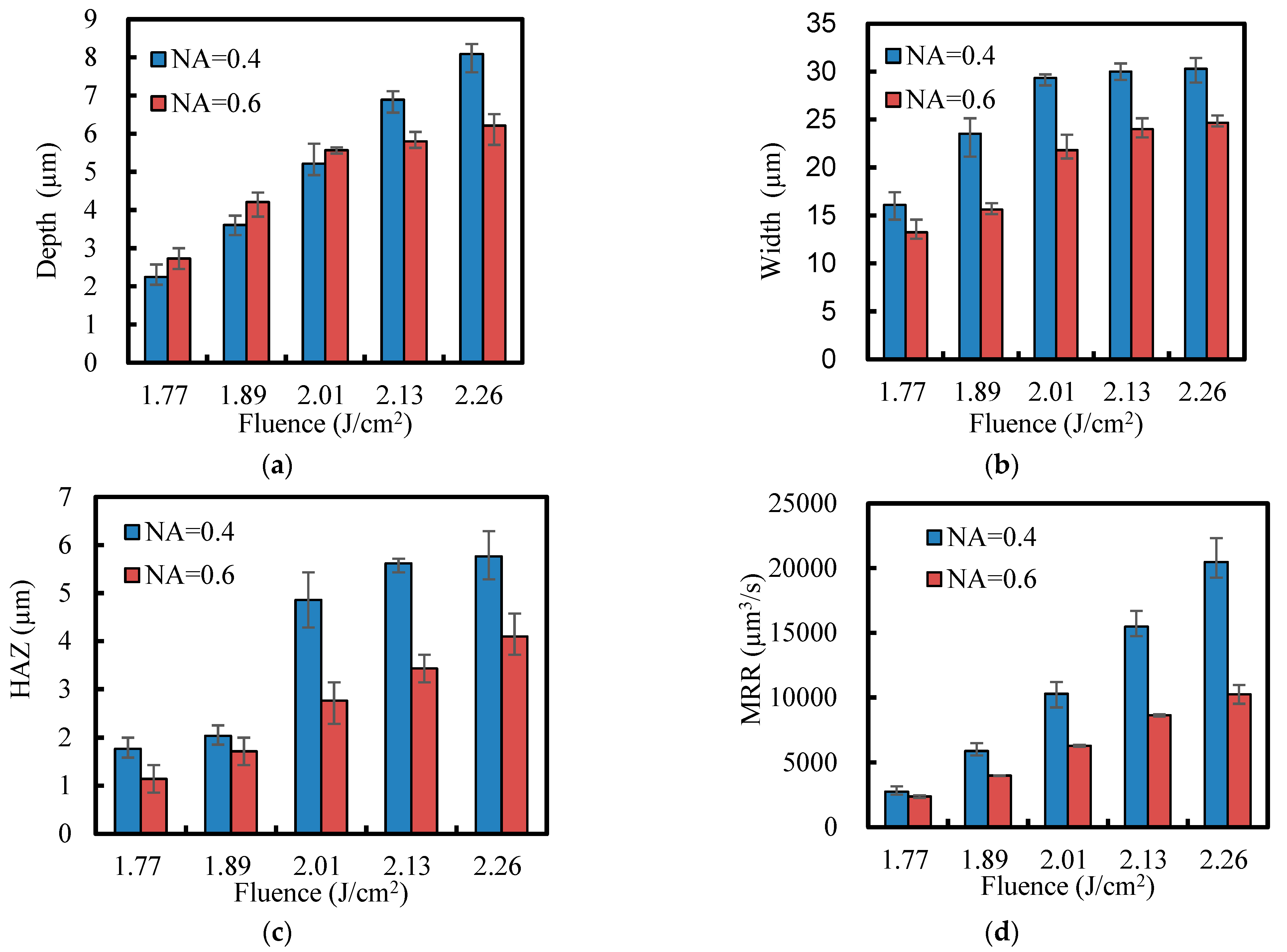
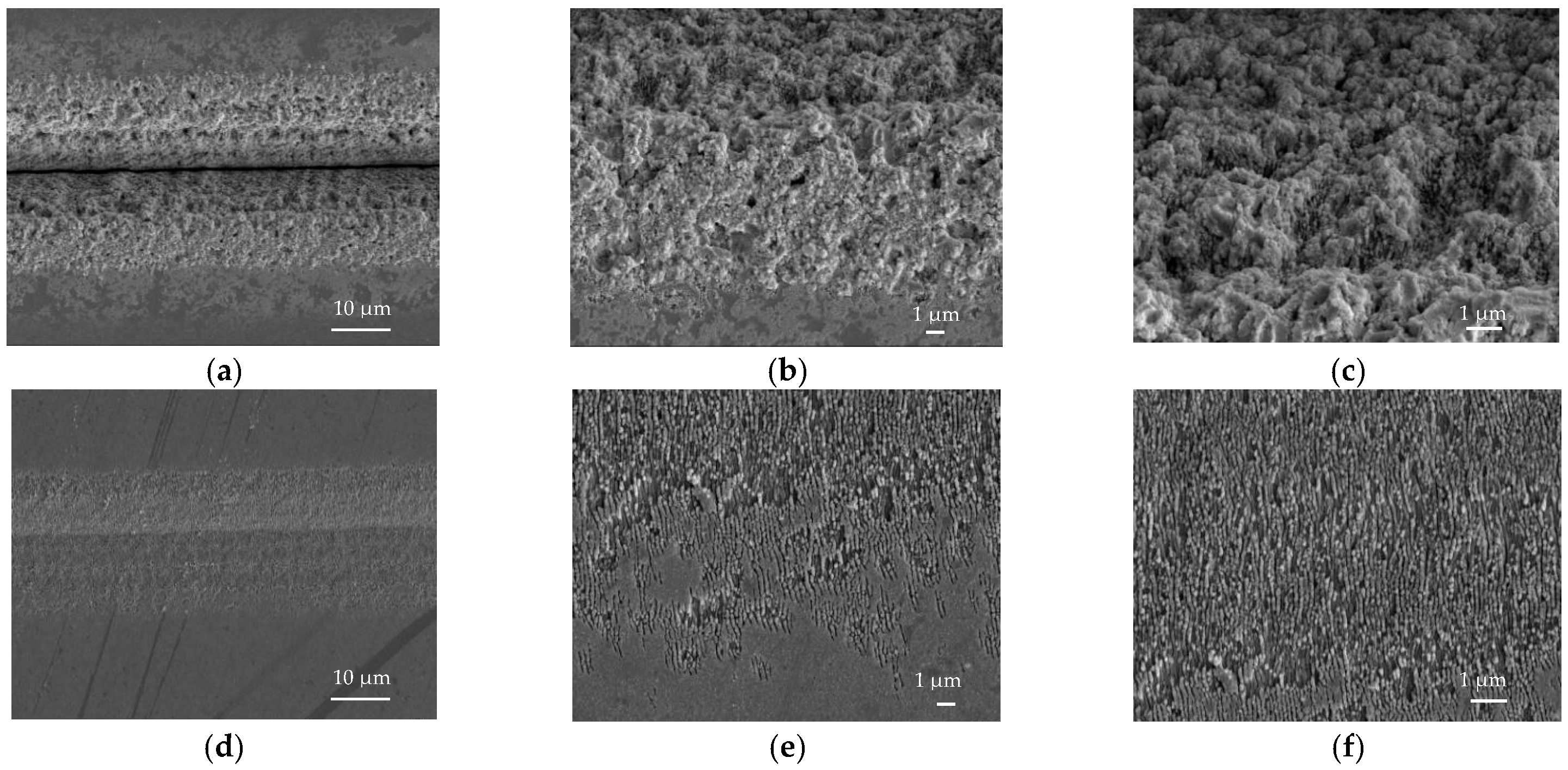
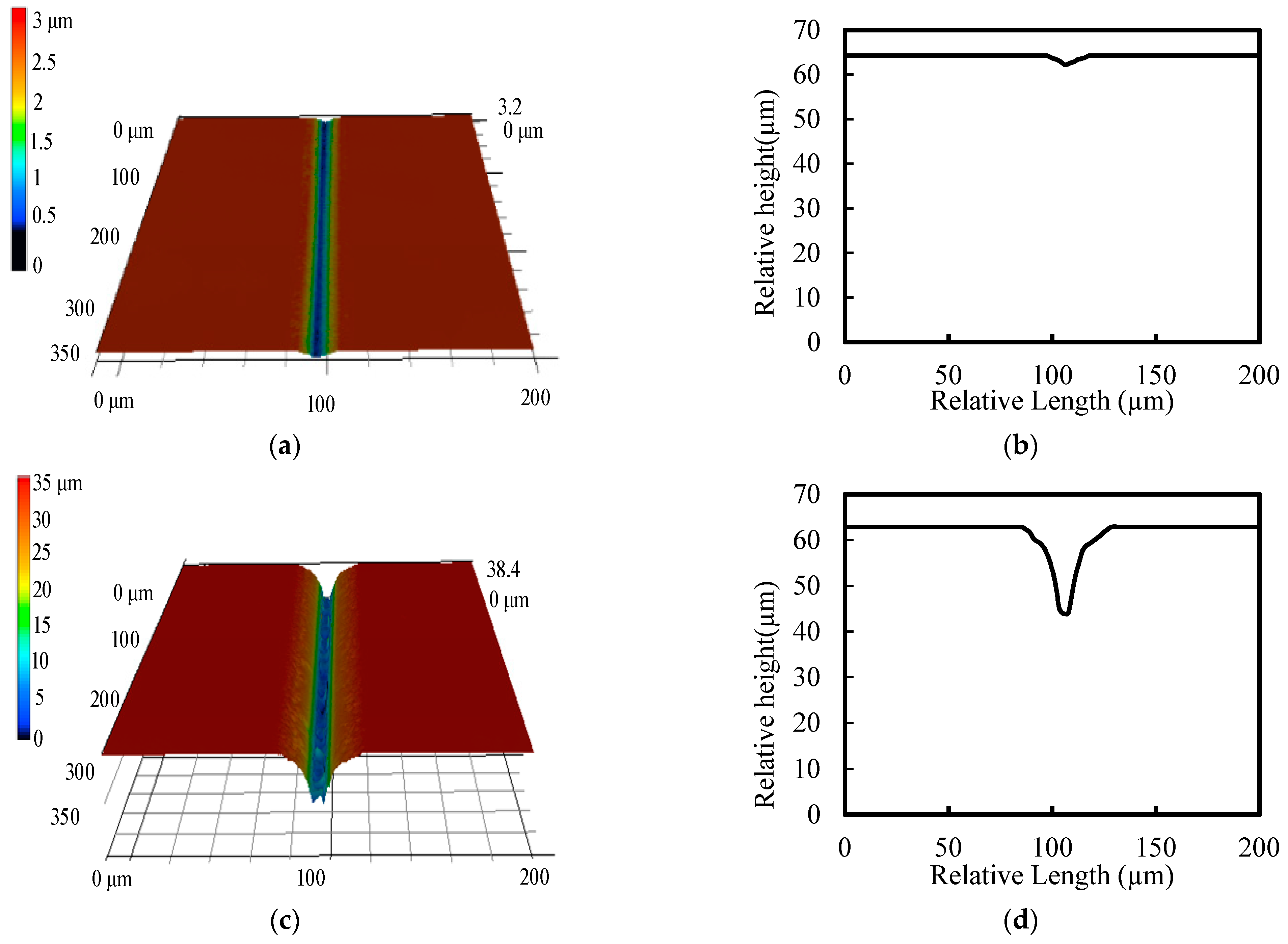
3.2.1. Analysis of Single Factor Experimental Results
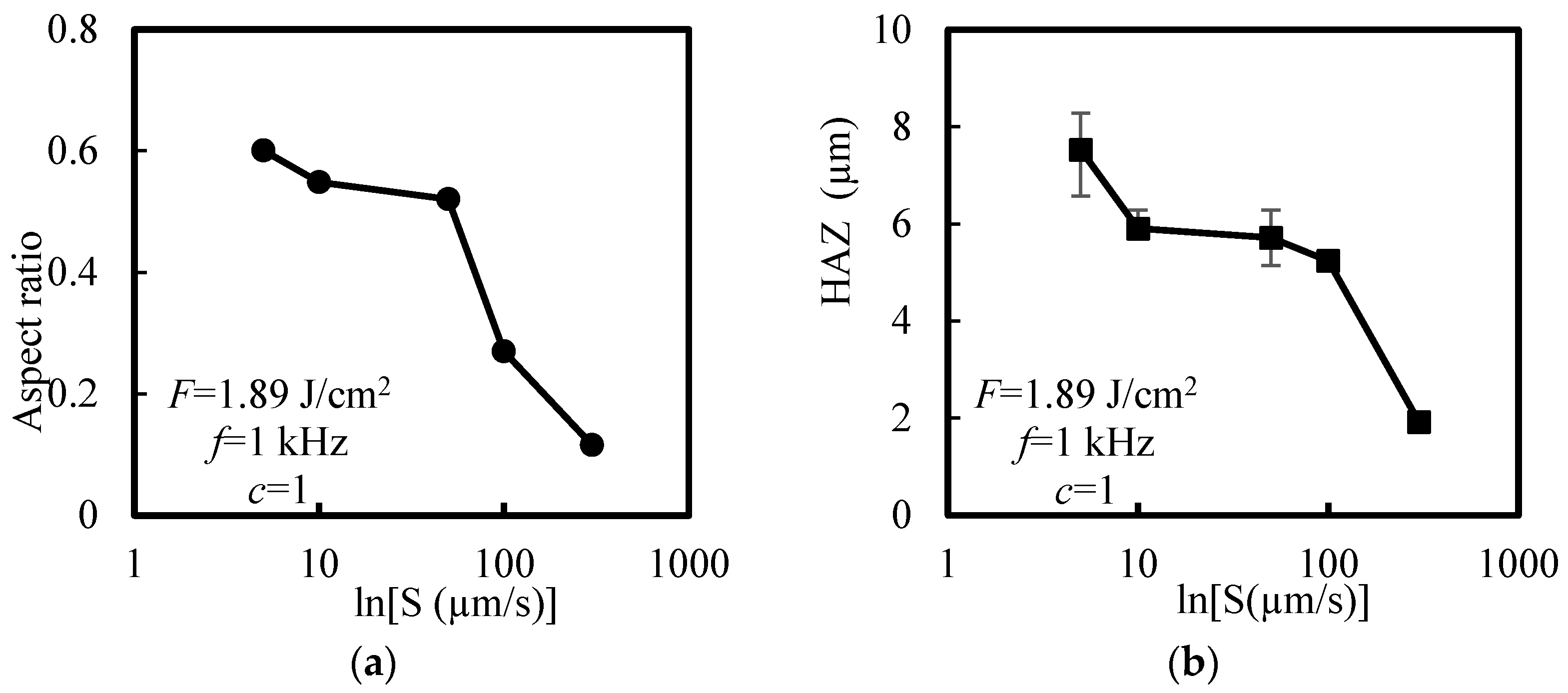
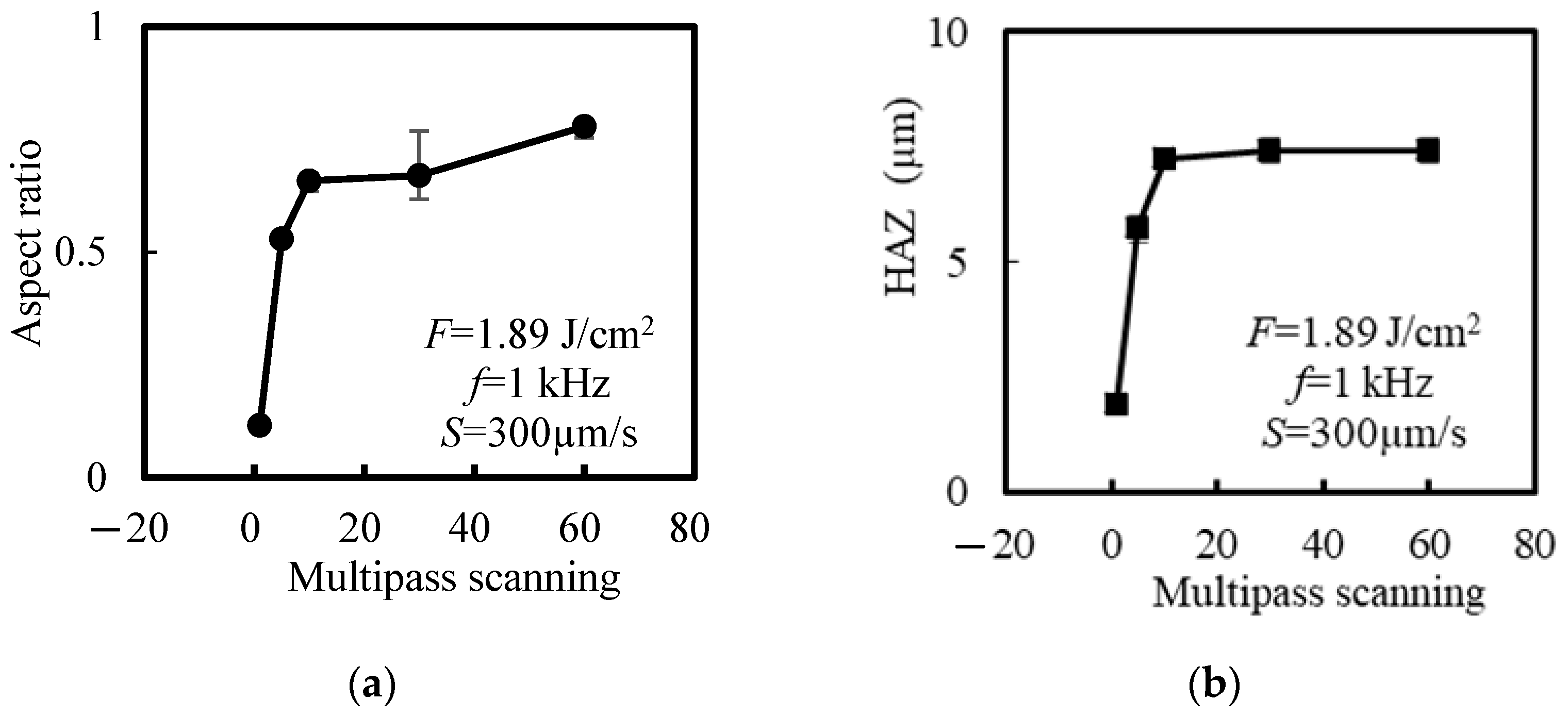
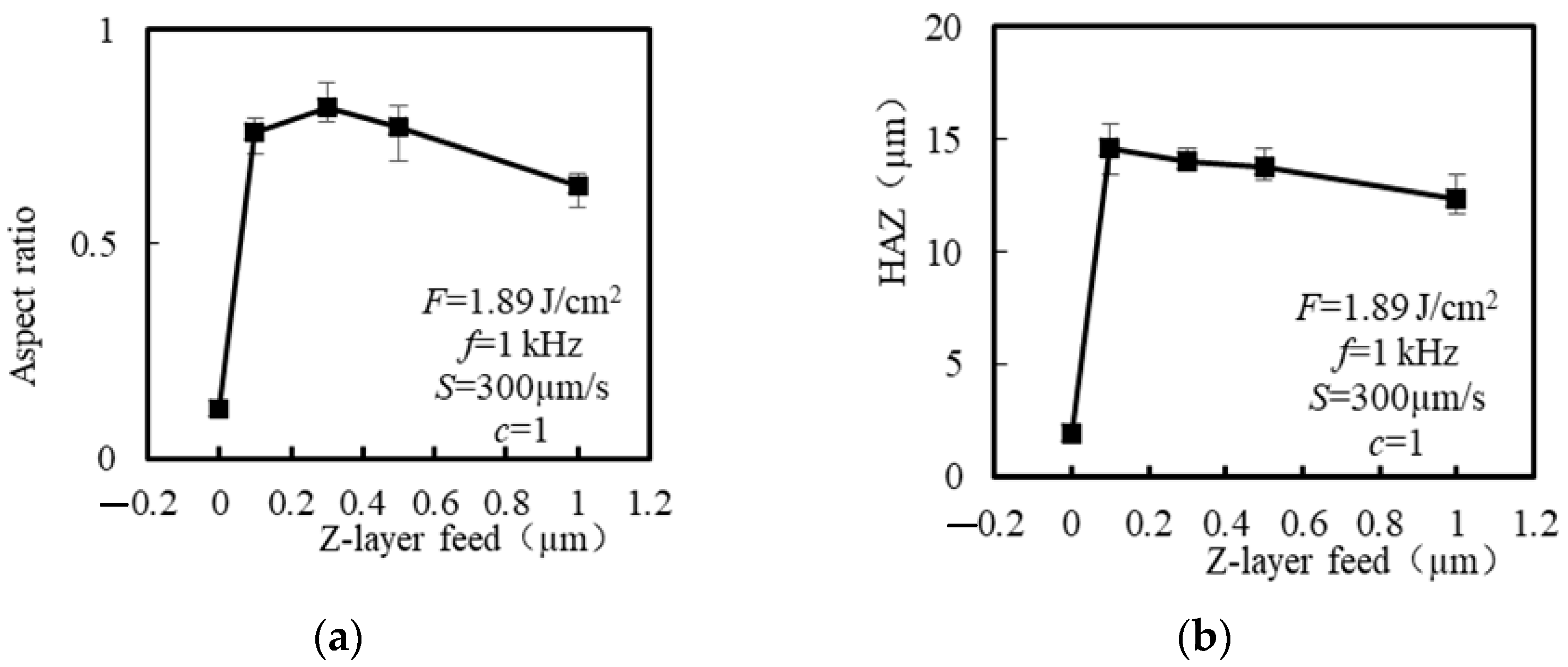
3.2.2. Analysis of the Experimental Results of the Aspect Ratio and the HAZ Width of Grooves
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Casady, J.B.; Johnson, R.W. Status of silicon carbide (SiC) as a wide-bandgap semiconductor for high-temperature applications: A review. Solid-State Electron. 1996, 39, 1409–1422. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Von Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A Mater. Sci. Process. 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Zhu, H.; Yao, P.; Feng, S. Micromachining of 4H-SiC using femtosecond laser. Ceram. Int. 2018, 44, 17775–17783. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Feng, S.; Zhu, H. Evolution of micro/nano-structural arrays on crystalline silicon carbide by femtosecond laser ablation. Mater. Sci. Semicond. Process. 2021, 121, 105299. [Google Scholar] [CrossRef]
- Rehman, Z.U.; Janulewicz, K.A. Structural transformations in femtosecond laser-processed n-type 4H-SiC. Appl. Surf. Sci. 2016, 385, 1–8. [Google Scholar] [CrossRef]
- Mastellone, M.; Bellucci, A.; Girolami, M.; Montereali, R.M.; Orlando, S.; Polini, R.; Trucchi, D.M. Enhanced selective solar absorption of surface nanotextured semi-insulating 6H–SiC. Opt. Mater. 2020, 107, 109967. [Google Scholar] [CrossRef]
- Manickam, S.; Wang, J.; Huang, C.Z. Laser-material interaction and grooving performance in ultrafast laser ablation of crystalline germanium under ambient conditions. J. Eng. Manuf. 2013, 227, 1714–1723. [Google Scholar] [CrossRef]
- Qi, L.; Nishii, K.; Yasui, M.; Aoki, H.; Namba, Y. Femtosecond laser ablation of sapphire on different crystallographic facet planes by single and multiple laser pulses irradiation. Opt. Lasers Eng. 2010, 48, 1000–1007. [Google Scholar] [CrossRef]
- Sudani, N.; Venkatakrishnan, K.; Tan, A.B. Experimental study of the effect of pulsewidth on ablation of silicon substrate using mega hertz repetition rate femtosecond laser. Mater. Manuf. Process. 2011, 26, 661–667. [Google Scholar] [CrossRef]
- Gen, N. Research on Femtosecond Laser Processing of Microstructure on Silicon Surface. Master’s Thesis, Tianjin University, Tianjin, China, 2006; pp. 21–29. [Google Scholar]
- Li, C.; Shi, X.; Si, J.; Chen, T.; Chen, F.; Liang, S.; Hou, X. Alcohol-assisted photoetching of silicon carbide with a femtosecond laser. Opt. Commun. 2009, 282, 78–80. [Google Scholar] [CrossRef]
- Ma, Y.; Shi, H.; Si, J.; Ren, H.; Chen, T.; Chen, F.; Hou, X. High-aspect-ratio grooves fabricated in silicon by a single pass of femtosecond laser pulses. J. Appl. Phys. 2012, 111, 093102. [Google Scholar]
- Zheng, Q.; Fan, Z.; Jiang, G.; Pan, A.; Yan, Z.; Lin, Q.; Mei, X. Mechanism and morphology control of underwater femtosecond laser microgrooving of silicon carbide ceramics. Opt. Express 2019, 27, 2–18. [Google Scholar] [CrossRef] [PubMed]
- Khuat, V.; Ma, Y.; Si, J.; Chen, T.; Chen, F.; Hou, X. Fabrication of through holes in silicon carbide using femtosecond laser irradiation and acid etching. Appl. Surf. Sci. 2014, 289, 529–532. [Google Scholar] [CrossRef]
- Gao, B.; Chen, T.; Khuat, V.; Si, J.; Hou, X. Fabrication of grating structures on silicon carbide by femtosecond laser irradiation and wet etching. Chin. Opt. Lett. 2016, 14, 021407. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chen, T.; Pan, A.; Li, C.; Tang, L. Parallel fabrication of high-aspect-ratio all-silicon grooves using femtosecond laser irradiation and wet etching. J. Micromech. Microeng. 2015, 25, 115001. [Google Scholar] [CrossRef]
- Zhao, L.L.; Wang, F.; Xie, J.; Zhao, W.W. Fabrication of high-aspect-ratio structural change microregions in silicon carbide by femtosecond Bessel beams. Adv. Mater. Res. 2015, 1102, 143–147. [Google Scholar] [CrossRef]
- Xia, B. The Mechanism and Online Observation of High-Quality and High Aspect Ratio Micro Hole Machining Using Femtosecond Laser. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 2016; pp. 69–95. [Google Scholar]
- Yang, M. Femtosecond Laser Induced Microstructures and Nanostructures on Silicon Surface. Ph.D. Thesis, Nankai University, Tianjin, China, 2014; pp. 4–6. [Google Scholar]
- Qi, Y. Research on the Ablation of Semiconductor and Metal Materials by Femtosecond Laser. Ph.D. Thesis, Jilin University, Jilin, China, 2014; pp. 64–69. [Google Scholar]
- Zhang, R.; Huang, C.; Wang, J.; Chu, D.; Liu, D.; Feng, S. Experimental investigation and optimization of femtosecond laser processing parameters of silicon carbide–based on response surface methodology. Ceram. Int. 2022, 48, 14507–14517. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Zhu, H.; Liu, H. Industrial Lubrication and Tribology. Ind. Lubr. Tribol. 2021, 73, 718–726. [Google Scholar] [CrossRef]
- Zhao, Q.Z.; Ciobanu, F.; Malzer, S.; Wang, L.J. Enhancement of optical absorption and photocurrent of 6H-SiC by laser surface nanostructuring. Appl. Phys. Lett. 2007, 91, 121107. [Google Scholar] [CrossRef]
- Li, W.B. Research on the Process of Femtosecond Laser Polishing Silicon Carbide Ceramic Materials. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2011; pp. 16–18. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment 1 | |||||
|---|---|---|---|---|---|
| Parameter | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
| Fluence (J/cm2) | 1.77 | 1.89 | 2.01 | 2.13 | 2.26 |
| Scan speed (μm/s) | 50 | 150 | 250 | 350 | 450 |
| Repetition rate (Hz) | 200 | 400 | 600 | 800 | 1000 |
| Multi-scanning | 1 | 2 | 3 | 4 | 5 |
| NA | 0.4 | 0.6 | - | - | - |
| Experiment 2 | |||||
| Parameter | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
| Fluence (J/cm2) | 1.77 | 1.89 | 2.01 | 2.13 | 2.26 |
| Scan speed (μm/s) | 5 | 10 | 50 | 100 | 300 |
| Polarization angle (°) | 0 | 30 | 60 | 90 | - |
| Multi-scanning | 1 | 5 | 10 | 30 | 60 |
| Feed step size Δz (µm) | 0 | 0.1 | 0.3 | 0.5 | 1 |
| Variable | Depth (µm) | Width (µm) | MRR (µm3/s) | HAZ (µm) | Θ (°) |
|---|---|---|---|---|---|
| Fluence (J/cm2) | *** | *** | *** | *** | *** |
| Scan speed (µm/s) | *** | *** | - | *** | *** |
| Repetition rate (Hz) | *** | ** | *** | *** | *** |
| Multi-scanning | *** | ** | *** | *** | *** |
| NA | *** | *** | *** | *** | *** |
| Variable | Depth (µm) | Width (µm) | Aspect Ratio | MRR (µm3/s) | HAZ (µm) |
|---|---|---|---|---|---|
| Fluence (J/cm2) | *** | *** | *** | *** | *** |
| Scan speed (µm/s) | *** | *** | *** | *** | *** |
| Multipass scanning | *** | *** | *** | *** | *** |
| Polarization angle (°) | - | - | - | - | *** |
| z-layer feed (µm) | *** | *** | *** | *** | *** |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, R.; Wang, Q.; Chen, Q.; Tang, A.; Zhao, W. Experimental Study on Femtosecond Laser Processing Performance of Single-Crystal Silicon Carbide. Appl. Sci. 2023, 13, 7533. https://doi.org/10.3390/app13137533
Zhang R, Wang Q, Chen Q, Tang A, Zhao W. Experimental Study on Femtosecond Laser Processing Performance of Single-Crystal Silicon Carbide. Applied Sciences. 2023; 13(13):7533. https://doi.org/10.3390/app13137533
Chicago/Turabian StyleZhang, Ru, Quanjing Wang, Qingkui Chen, Aijun Tang, and Wenbo Zhao. 2023. "Experimental Study on Femtosecond Laser Processing Performance of Single-Crystal Silicon Carbide" Applied Sciences 13, no. 13: 7533. https://doi.org/10.3390/app13137533
APA StyleZhang, R., Wang, Q., Chen, Q., Tang, A., & Zhao, W. (2023). Experimental Study on Femtosecond Laser Processing Performance of Single-Crystal Silicon Carbide. Applied Sciences, 13(13), 7533. https://doi.org/10.3390/app13137533