
Numerical Voids Detection in Bonded Metal/Composite Assemblies Using Acousto-Ultrasonic Method


 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Experimental Setup
2.1. Samples
2.2. Acousto-Ultrasonic Technique
3. Model Description
3.1. Simulation of the Source and the Propagation Medium
3.2. Simulation of the Receiver Sensor
3.3. Analysis of the Experimental and Simulated Signals
4. Results and Discussion
4.1. Summary of the Experimental Results
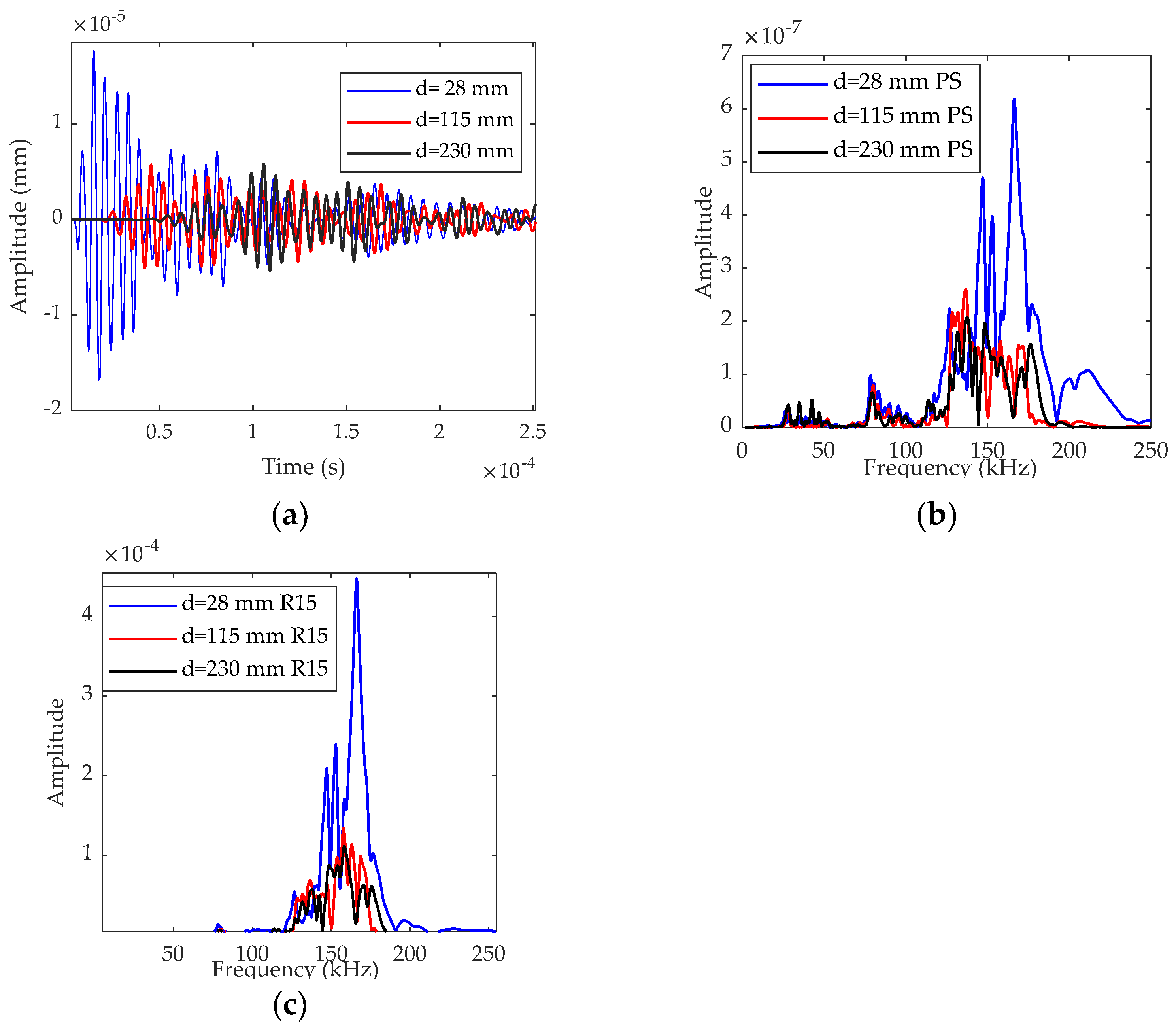
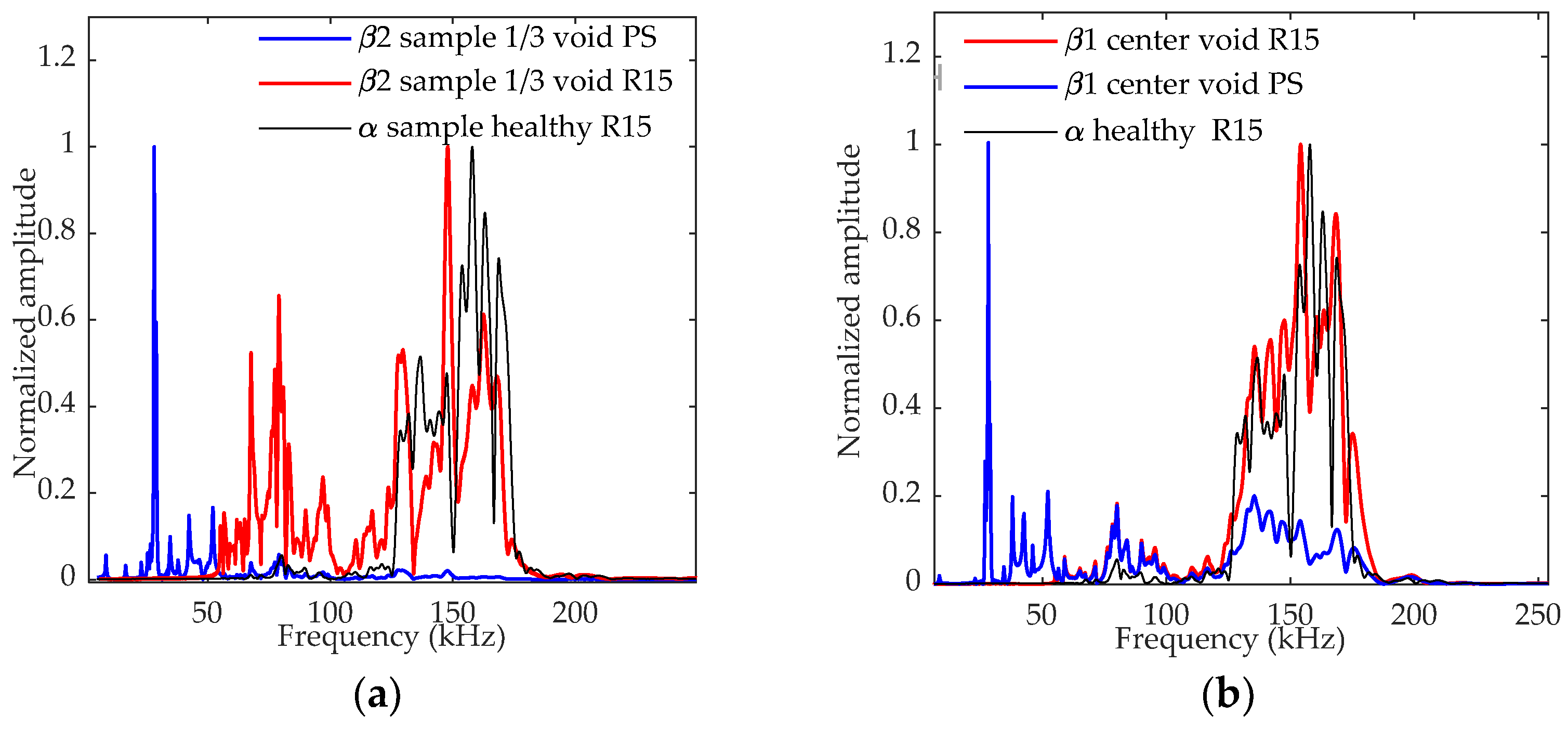
4.2. Virtual Perfect Sensor versus R15 Sensor for the Reference Sample: Characterization of the Reference Propagation Medium
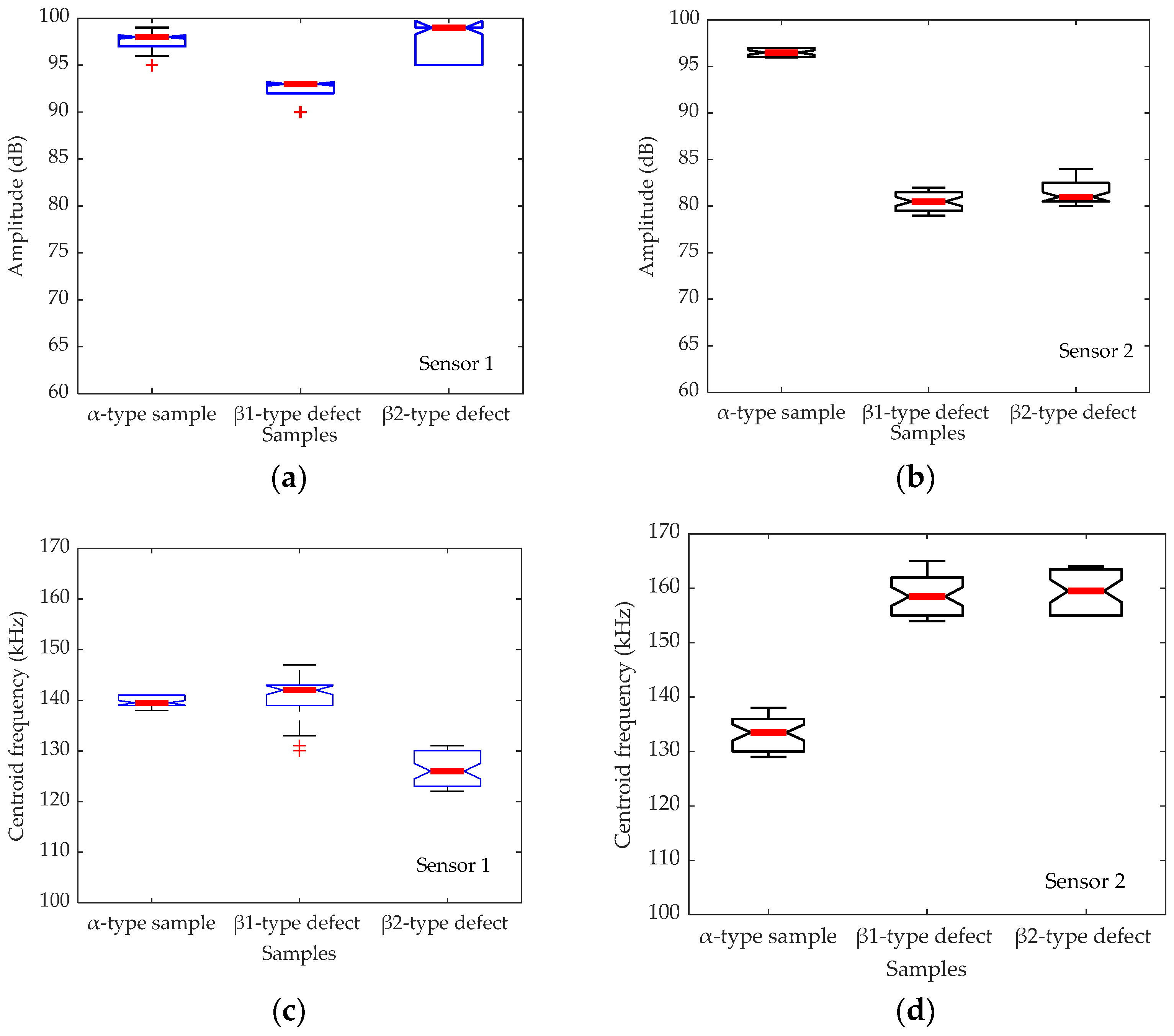
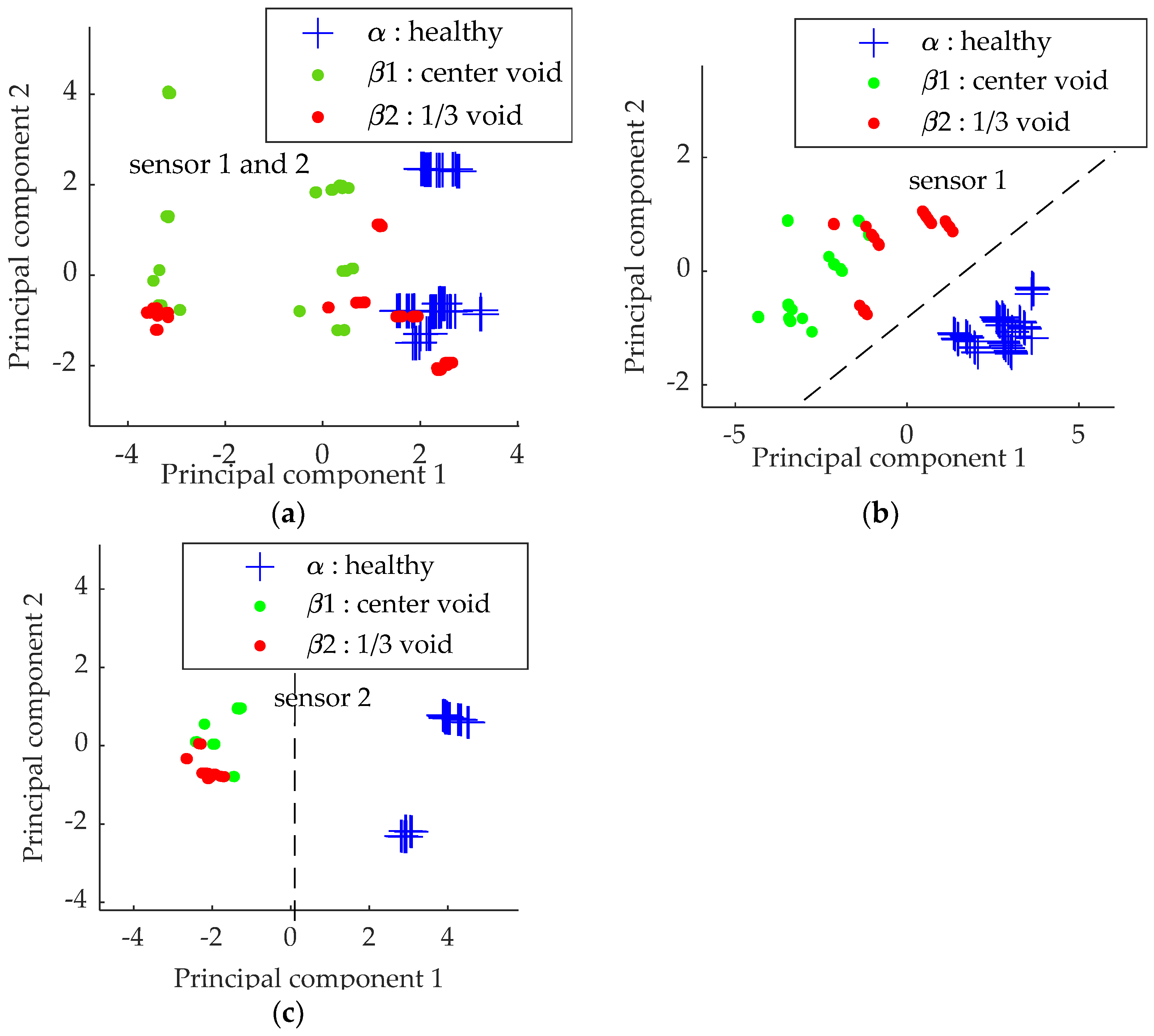
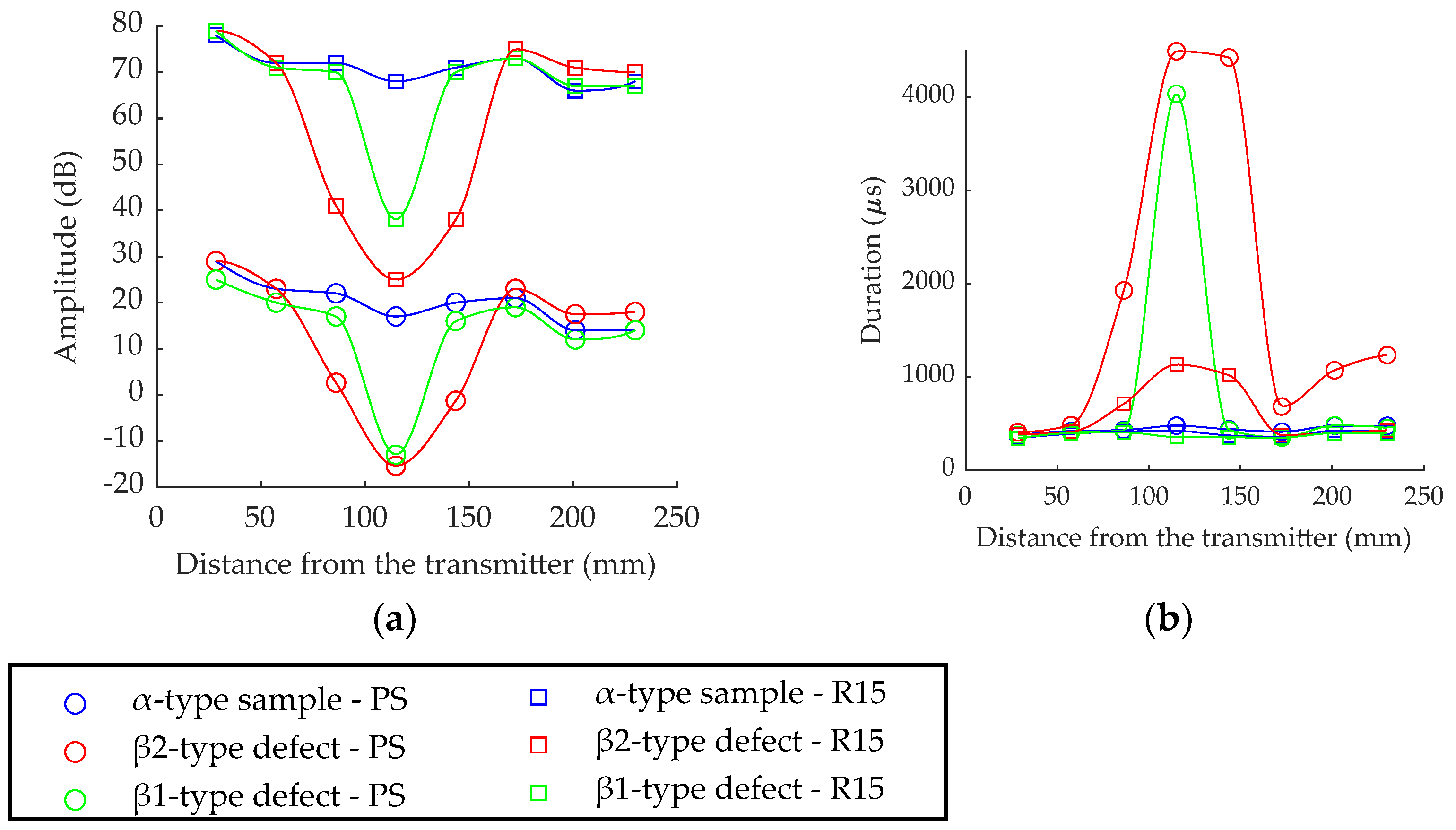
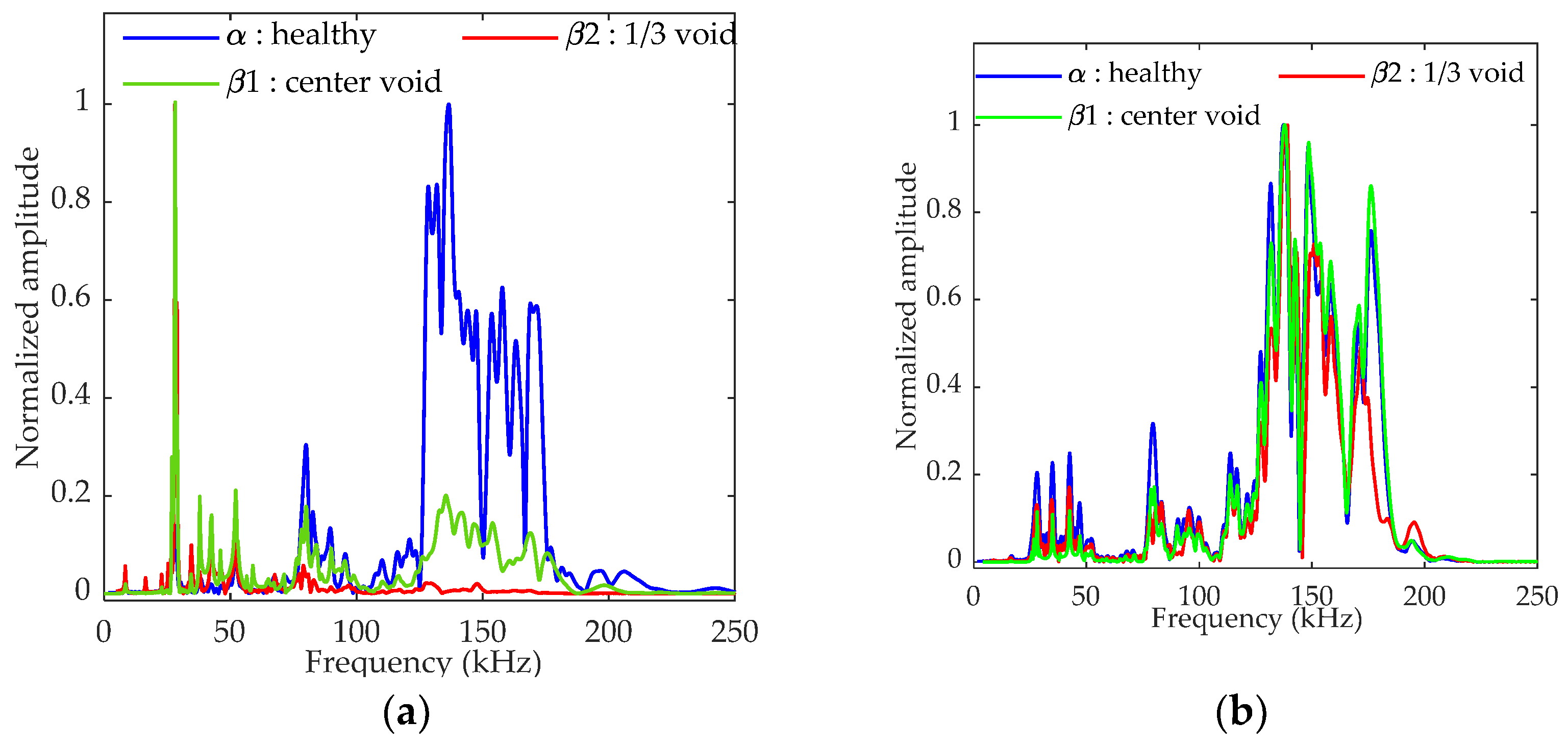
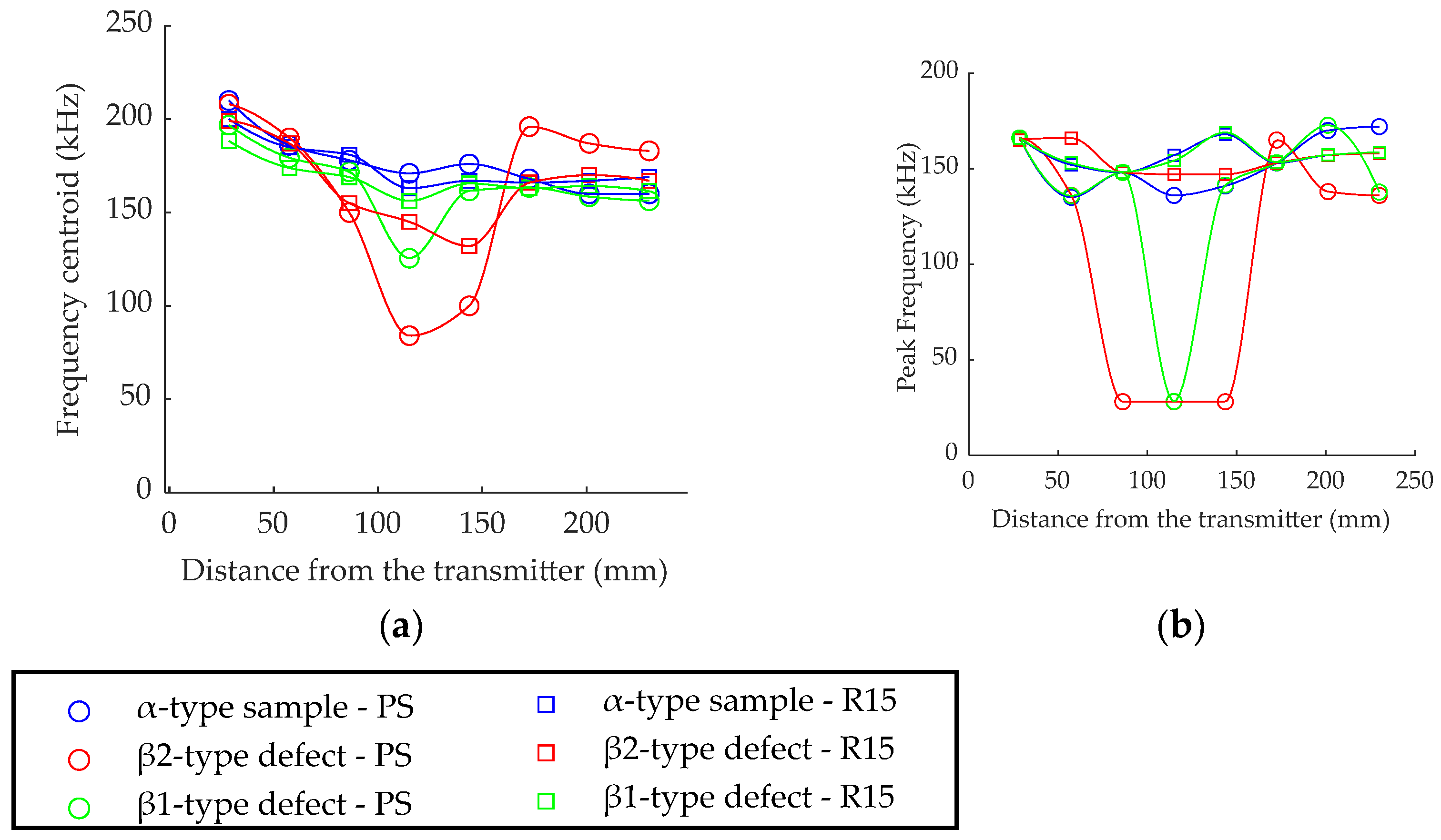
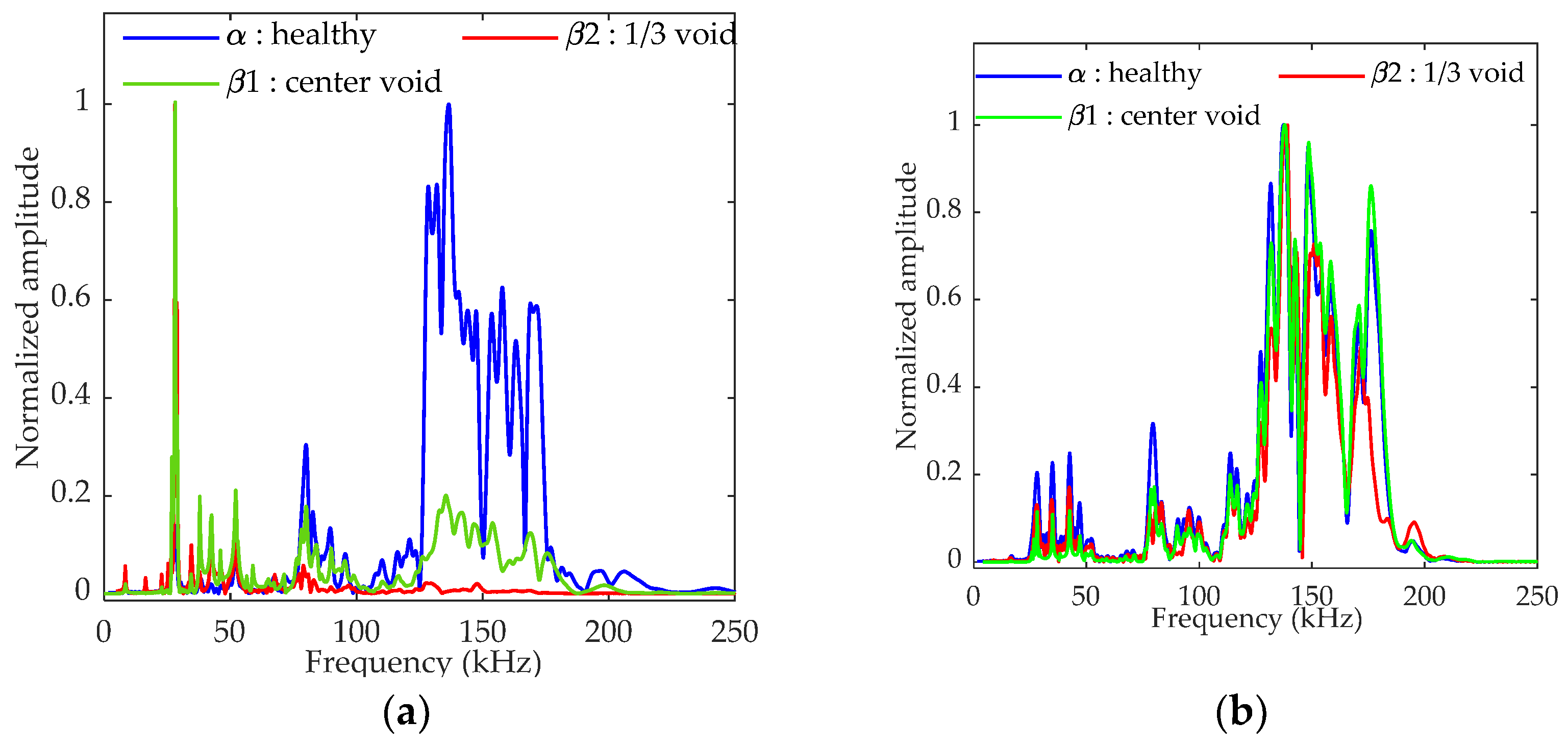
4.3. Influence of the Voids on AE Parameters
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Chataigner, S.; Benzarti, K.; Foret, G.; Caron, J.F.; Gemignani, G.; Brugiolo, M.; Calderon, I.; Pinero, I.; Birtel, V.; Lehmann, F. Design and evaluation of an externally bonded CFRP reinforcement for the fatigue reinforcement of old steel structures. Eng. Struct. 2018, 177, 556–565. [Google Scholar] [CrossRef]
- Lepretre, E.; Chataigner, S.; Dieng, L.; Gaillet, L. Fatigue strengthening of cracked steel plates with CFRP laminates in the case of old steel materials. Constr. Build. Mater. 2018, 174, 421–432. [Google Scholar] [CrossRef]
- Alsayed, S.H.; Al-Salloum, Y.A.; Almusallam, T.H. Fibre-reinforced polymer repair material: Some facts. In Proceedings of the Institution of Civil Engineers—Civil Engineering; Thomas Telford Ltd.: London, UK, 2000; Volume 138, pp. 131–134. [Google Scholar]
- Adams, R.D.; Cawley, P. A review of defect types and nondestructive testing techniques for composites and bonded joints. NDT Int. 1988, 21, 208–222. [Google Scholar]
- Adams, R.D.; Drinkwater, B.W. Nondestructive testing of adhesively-bonded joints. Department of Mechanical Engineering. NDT E Int. 1997, 30, 93–98. [Google Scholar] [CrossRef]
- Guyott, C.C.H.; Cawley, P.; Adams, R.D. The Non-destructive Testing of Adhesively Bonded Structure: A Review. J. Adhes. 1986, 20, 129–159. [Google Scholar] [CrossRef]
- Nieminen, A.O.K.; Koenig, J.L. Macroscopic and modern microscopic NDE methods for adhesive bond structures. Int. J. Adhes. Adhes. 1991, 11, 5–10. [Google Scholar] [CrossRef]
- Ribeiro, F.; Campilho, R.; Carbas, R.; da Silva, L. Strength and damage growth in composite bonded joints with defects. Compos. Part B Eng. 2016, 100, 91–100. [Google Scholar] [CrossRef]
- Xu, W.; Wei, Y. Strength analysis of metallic bonded joints containing defects. Comput. Mater. Sci. 2012, 53, 444–450. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, B.; Jasiuniene, E. Advanced ultrasonic NDT for weak bond detection in composite-adhesive bonded structures. Int. J. Adhes. Adhes. 2020, 102, 102675. [Google Scholar] [CrossRef]
- Yilmaz, B.; Asokkumar, A.; Jasiuniene, E.; KažysAppl, R.J. Air-Coupled, Contact, and Immersion Ultrasonic Non-Destructive Testing: Comparison for Bonding Quality Evaluation. Appl. Sci. 2020, 10, 6757. [Google Scholar] [CrossRef]
- Yang, S.; Gu, L.; Gibson, R.F. Nondestructive detection of weak joints in adhesively bonded composite structures. Compos. Struct. 2001, 51, 63–71. [Google Scholar] [CrossRef]
- Palumbo, D.; Tamborrino, R.; Galietti, U.; Aversa, P.; Tatì, A.; Luprano, V. Ultrasonic analysis and lock-in thermography for debonding evaluation of composite adhesive joints. NDT E Int. 2016, 78, 1–9. [Google Scholar] [CrossRef]
- Schroeder, J.A.; Ahmed, T.; Choudhry, B.; Shepard, S. Non destructive testing of structural composites and adhesively bonded composite joints: Pulsed thermography. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1511–1517. [Google Scholar] [CrossRef]
- Wang, R.; Wu, Q.; Xiong, K.; Zhang, H.; Okabe, Y. Evaluation of the matrix crack number in carbon fiber reinforced plastics using linear and nonlinear acousto-ultrasonic detections. Compos. Struct. 2021, 255, 112962. [Google Scholar] [CrossRef]
- le Crom, B.; Castaings, M. Shear horizontal guided wave modes to infer the shear stiffness of adhesive bond layers. J. Acoust. Soc. Am. 2010, 127, 2220–2230. [Google Scholar] [CrossRef]
- la Rocca, C.; Moysan, J.; Payan, C. Characterization of an epoxy bonded aluminum alloy sample applying dynamic acousto elastic testing. In AIP Conference Proceedings; American Institute of Physics: Melville, NY, USA, 2012; Volume 1430, pp. 1261–1267. [Google Scholar]
- Vary, A.; Bowles, K.J. Use of an Acousto-ultrasonic technique for nondestructive evaluation of fiber composite strength. In Proceedings of the 33rd Annual Conference of the Society of the Plastics Industry, Washington, DC, USA, 7–10 February 1978. [Google Scholar]
- Srivastava, V.K.; Prakash, R. Acousto-ultrasonic evaluation of the strength of composite material adhesive joints. In Acousto-Ultrasonics: Theory and Application; Springer Science Business Media, LLC: Boston, MA, USA, 1988; pp. S345–S353. [Google Scholar]
- Srivastava, V.K. Acousto-ultrasonic evaluation of interface bond strength of coated glass fibre-reinforced epoxy resin composites. Compos. Struct. 1995, 30, 281–285. [Google Scholar] [CrossRef]
- Tanary, S. Characterization of Adhesively Bonded Joints Using Acousto-Ultrasonics. Ph.D. Thesis, University of Ottawa, Ottawa, ON, Canada, 1988. [Google Scholar]
- Tanary, S.; Haddad, M.; Fahr, A.; Lee, S. Nondestructive Evaluation of Adhesively Bonded Joints in Graphite/Epoxy Composites Using Acousto-Ultrasonics. J. Press. Vessel. Technol. 1992, 114, 344–352. [Google Scholar] [CrossRef]
- Kwon, O.Y.; Lee, S.H. Acousto-ultrasonic evaluation of adhesively bonded CFRP-aluminum joints. NDT E Int. 1999, 32, 153–160. [Google Scholar] [CrossRef]
- Sarr, C.A.T.; Chataigner, S.; Gaillet, L.; Godin, N. Nondestructive evaluation of FRP-reinforced structures bonded joints using acousto-ultrasonic: Towards diagnostic of damage state. Constr. Build. Mater. 2021, 313, 125499. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Vimalathithan, P.K. Acousto-ultrasonic evaluation of interlaminar strength on CFRP laminates. Compos. Struct. 2019, 208, 796–805. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Pappalettere, C.; Vimalathithan, P.K. Detection of Damage in CFRP by Wavelet Packet Transform and Empirical Mode Decomposition: An Hybrid Approach. Appl. Compos. Mater. 2020, 27, 641–655. [Google Scholar] [CrossRef]
- Janapati, V.; Kopsaftopoulos, F.; Li, F.; Lee, S.J.; Chang, F.-K. Damage Detection Sensitivity Characterization of Acousto-Ultrasound-based SHM Techniques. Struct. Health Monit. 2016, 15, 143–161. [Google Scholar] [CrossRef]
- Matt, H.; Bartoli, I.; di Scalea, F.L. Ultrasonic guided wave monitoring of composite wing skin-to-spar bonded joints in aerospace structures. J. Acoust. Soc. Am. 2005, 118, 2240–2252. [Google Scholar] [CrossRef]
- Lowe, M.J.S.; Challis, R.E.; Chan, C.W. The transmission of Lamb waves across adhesively bonded lap joints. J. Acoust. Soc. Am. 2000, 107, 1333–1345. [Google Scholar] [CrossRef] [PubMed]
- Hanneman, S.E.; Kinra, V.K. A new technique for ultrasonic non-destructive evaluation of adhesive joints: Part I. Theory. Exp. Mech. 1992, 32, 323–331. [Google Scholar] [CrossRef]
- Di Scalea, F.L.; Rizzo, P.; Marzani, A. Propagation of ultrasonic guided waves in lap-shear adhesive joints: Case of incident A0 lamb wave. J. Acoust. Soc. Am. 2003, 115, 146–156. [Google Scholar] [CrossRef]
- Koreck, J.; Valle, C.; Qu, J.; Jacobs, L.J. Computational characterization of adhesive bond properties using guided waves in bonded plates. J. Nondestruct. Eval. 2007, 26, 97–105. [Google Scholar] [CrossRef]
- Vaziri, A.; Nayeb-Hashemi, H.; Hamidzadeh, H.R. Experimental and analytical investigations of the dynamic response of adhesively bonded single lap joints. J. Vib. Acoust. 2004, 126, 84–91. [Google Scholar] [CrossRef]
- Sause, M.G.R.; Richler, S. Finite Element Modelling of Cracks as Acoustic Emission Sources. J. Nondestruct. Eval. 2015, 34, 4. [Google Scholar] [CrossRef] [Green Version]
- Sause, M.G.R.; Horn, S. Simulation of Acoustic Emission in Planar Carbon Fiber Reinforced Plastic Specimens. J. Nondestruct. Eval. 2010, 29, 123–142. [Google Scholar] [CrossRef]
- Zelenyak, A.-M.; Schorer, N.; Sause, M.G. Modeling of ultrasonic wave propagation in composite laminates with realistic discontinuity representation. Ultrasonics 2018, 83, 103–113. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Yalcinkaya, H.; Ozevin, D. Numerical approach to absolute calibration of piezoelectric acoustic emission sensors using multiphysics simulations. Sens. Actuators A Phys. 2017, 256, 12–23. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.S.; McLaskey, G.C. Broadband Calibration of Acoustic Emission and Ultrasonic Sensors from Generalized Ray Theory and Finite Element Models. J. Nondestruct. Eval. 2018, 37, 8. [Google Scholar] [CrossRef]
- Sause, M.G.; Hamstad, M.A. Numerical modeling of existing acoustic emission sensor absolute calibration approaches. Sens. Actuators A Phys. 2018, 269, 294–307. [Google Scholar] [CrossRef]
- Hamam, Z.; Godin, N.; Fusco, C.; Monnier, T. Modelling of Acoustic Emission Signals Due to Fiber Break in a Model Composite Carbon/Epoxy: Experimental Validation and Parametric Study. Appl. Sci. 2019, 9, 5124. [Google Scholar] [CrossRef] [Green Version]
- Le Gall, T.; Monnier, T.; Fusco, C.; Godin, N.; Hebaz, S.-E. Towards Quantitative Acoustic Emission by Finite Element Modelling: Contribution of Modal Analysis and Identification of Pertinent Descriptors. Appl. Sci. 2018, 8, 2557. [Google Scholar] [CrossRef] [Green Version]
- Hamam, Z.; Godin, N.; Reynaud, P.; Fusco, C.; Carrère, N.; Doitrand, A. Transverse cracking induced acoustic emission in carbon fiber-epoxy matrix composite laminates. Materials 2022, 15, 394. [Google Scholar] [CrossRef]
- Hamam, Z.; Godin, N.; Fusco, C.; Doitrand, A.; Monnier, T. Acoustic Emission Signal Due to Fiber Break and Fiber Matrix Debonding in Model Composite: A Computational Study. Appl. Sci. 2021, 11, 8406. [Google Scholar] [CrossRef]
- Dia, S.; Monnier, T.; Godin, N.; Zhang, F. Primary Calibration of Acoustic Emission Sensors by the Method of Reciprocity, Theoretical and Experimental Considerations. J. Acoust. Emiss. 2012, 30, 152–166. [Google Scholar]
- Morizet, N.; Godin, N.; Tang, J.; Maillet, E.; Fregonese, M.; Normand, B. Classification of acoustic emission signals using wavelets and Random Forests: Application to localized corrosion. Mech. Syst. Signals Process. 2019, 70–71, 1026–1037. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Longitudinal Young’s Modulus (GPa) | Transversal Young’s Modulus (GPa) | Longitudinal Poisson’s Ratio | Longitudinal Shear Modulus (GPa) | Transverse Poisson’s Ratio | ||
|---|---|---|---|---|---|---|
| Steel S355 | 210.00 | 210.00 | 0.24–0.30 | - | - | 7.85 |
| Composite (FLT M514) | 210.00 | 15.33 | 0.25 | 5.50 | 0.25 | 1.67 |
| Adhesive joint epoxy (Sikadur 30) | 12.80 | 12.80 | 0.29–0.34 | - | - | 1.95 at 20 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Doitrand, A.; Sarr, C.; Chataigner, S.; Gaillet, L.; Godin, N. Numerical Voids Detection in Bonded Metal/Composite Assemblies Using Acousto-Ultrasonic Method. Appl. Sci. 2022, 12, 4153. https://doi.org/10.3390/app12094153
Guo J, Doitrand A, Sarr C, Chataigner S, Gaillet L, Godin N. Numerical Voids Detection in Bonded Metal/Composite Assemblies Using Acousto-Ultrasonic Method. Applied Sciences. 2022; 12(9):4153. https://doi.org/10.3390/app12094153
Chicago/Turabian StyleGuo, Jialiang, Aurélien Doitrand, Cheikh Sarr, Sylvain Chataigner, Laurent Gaillet, and Nathalie Godin. 2022. "Numerical Voids Detection in Bonded Metal/Composite Assemblies Using Acousto-Ultrasonic Method" Applied Sciences 12, no. 9: 4153. https://doi.org/10.3390/app12094153
APA StyleGuo, J., Doitrand, A., Sarr, C., Chataigner, S., Gaillet, L., & Godin, N. (2022). Numerical Voids Detection in Bonded Metal/Composite Assemblies Using Acousto-Ultrasonic Method. Applied Sciences, 12(9), 4153. https://doi.org/10.3390/app12094153