
Using Plastic Waste in a Circular Economy Approach to Improve the Properties of Bituminous Binders


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Wax Obtained from Plastic Waste
2.1.2. Binders
2.2. Methods
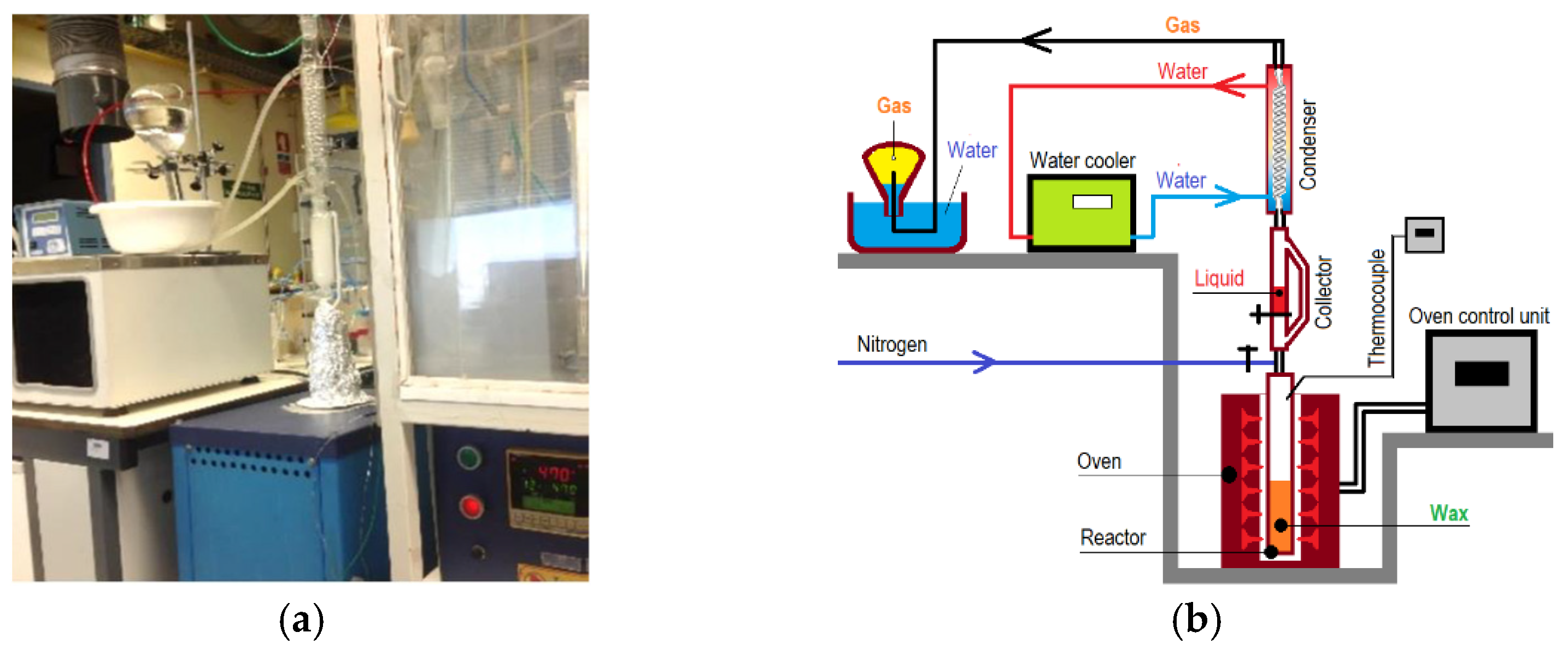
2.2.1. Thermal Pyrolysis of HDPE in a Reactor/Separator Unit
2.2.2. Thermal Analysis for Characterization of Wax and Binders
2.2.3. Spectroscopic Analysis of Wax and Binders
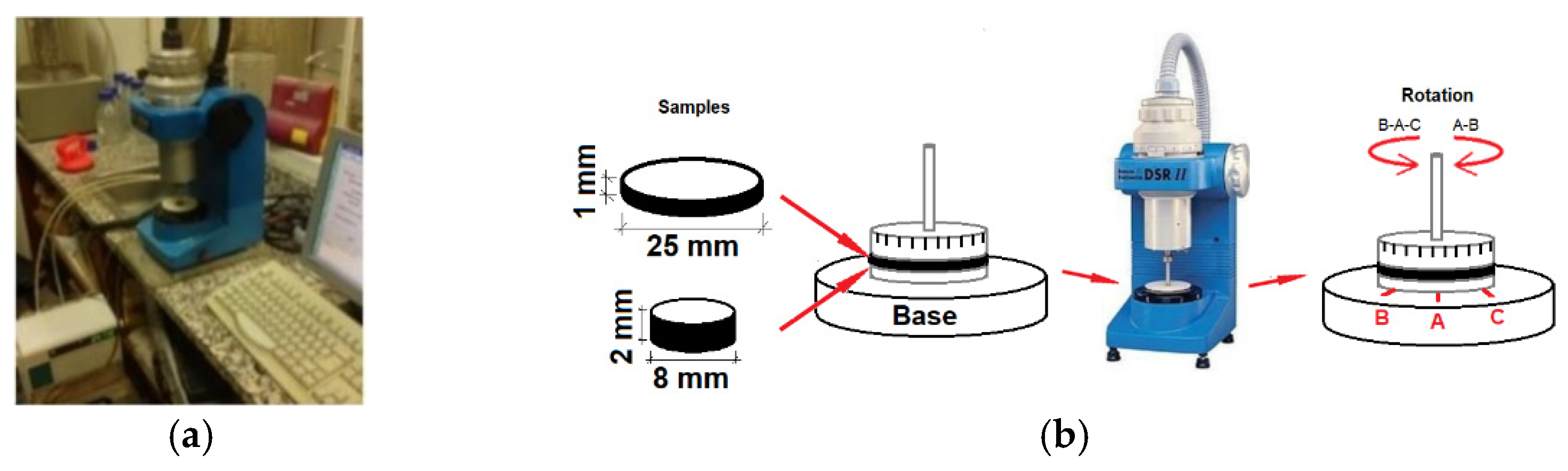
2.2.4. Characterization of Bituminous Binders
3. Results and Discussion
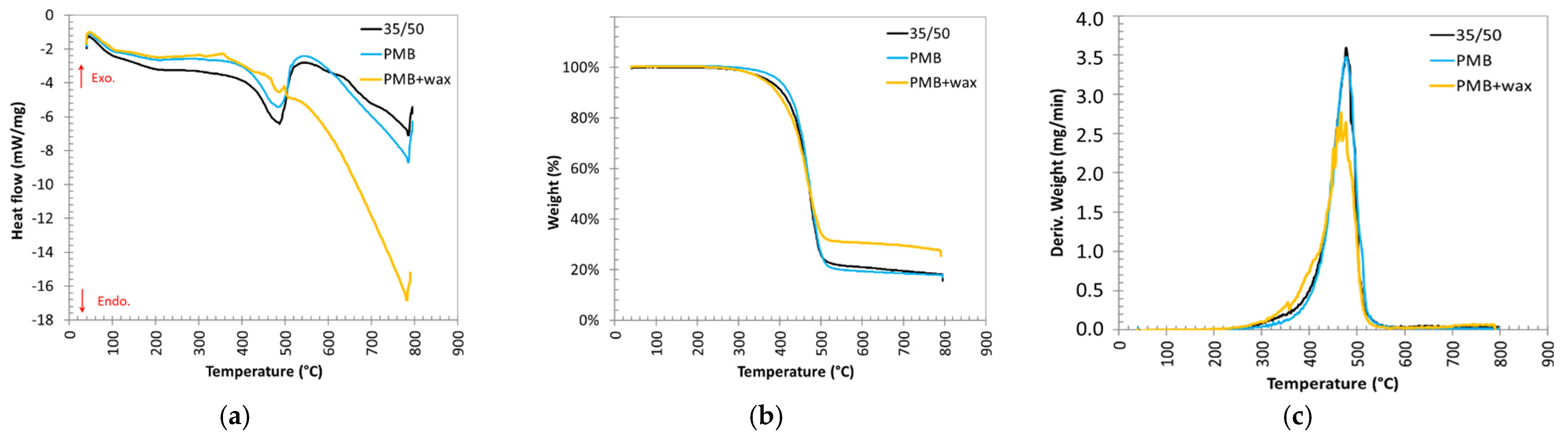
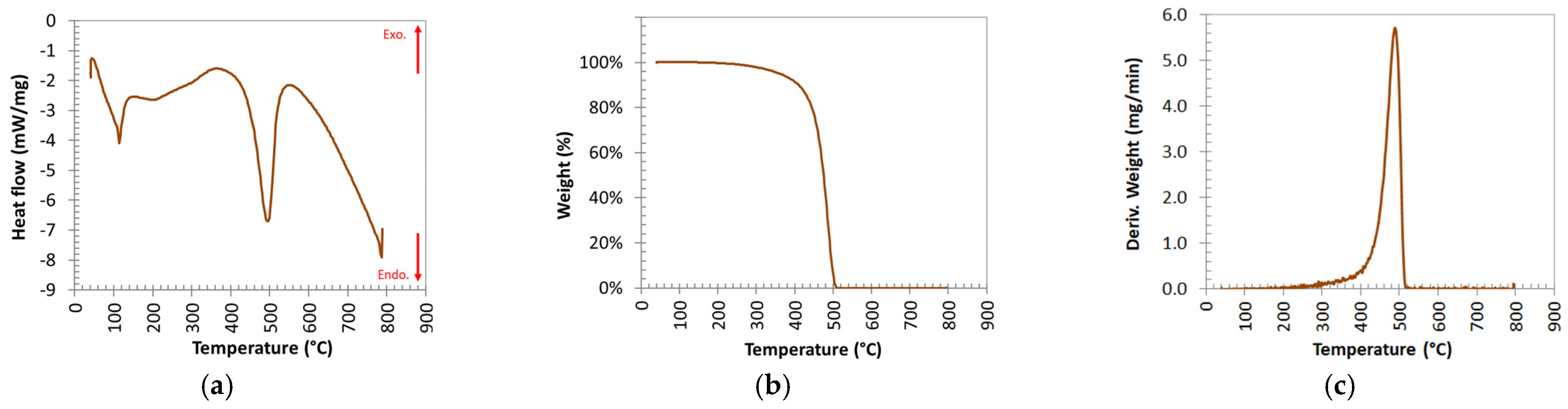
3.1. Thermogravimetric Analysis (DSC)
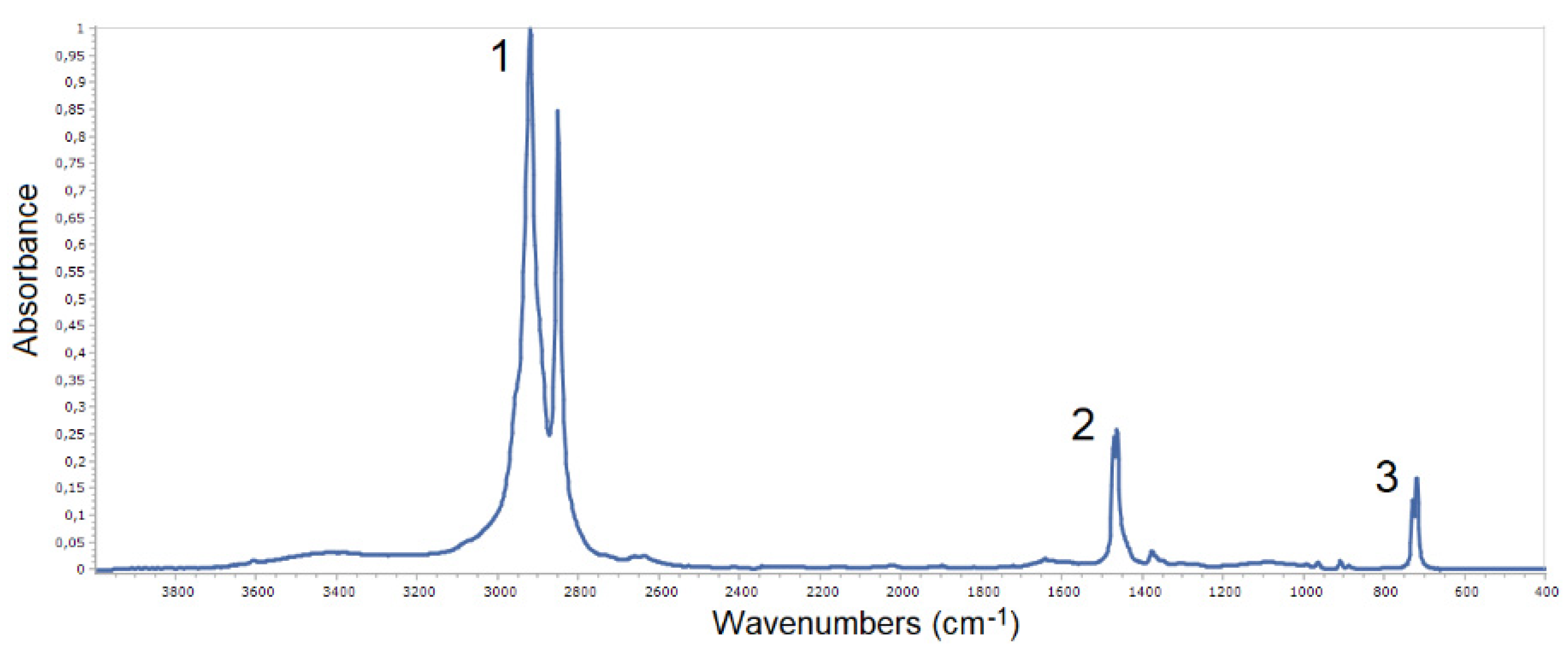
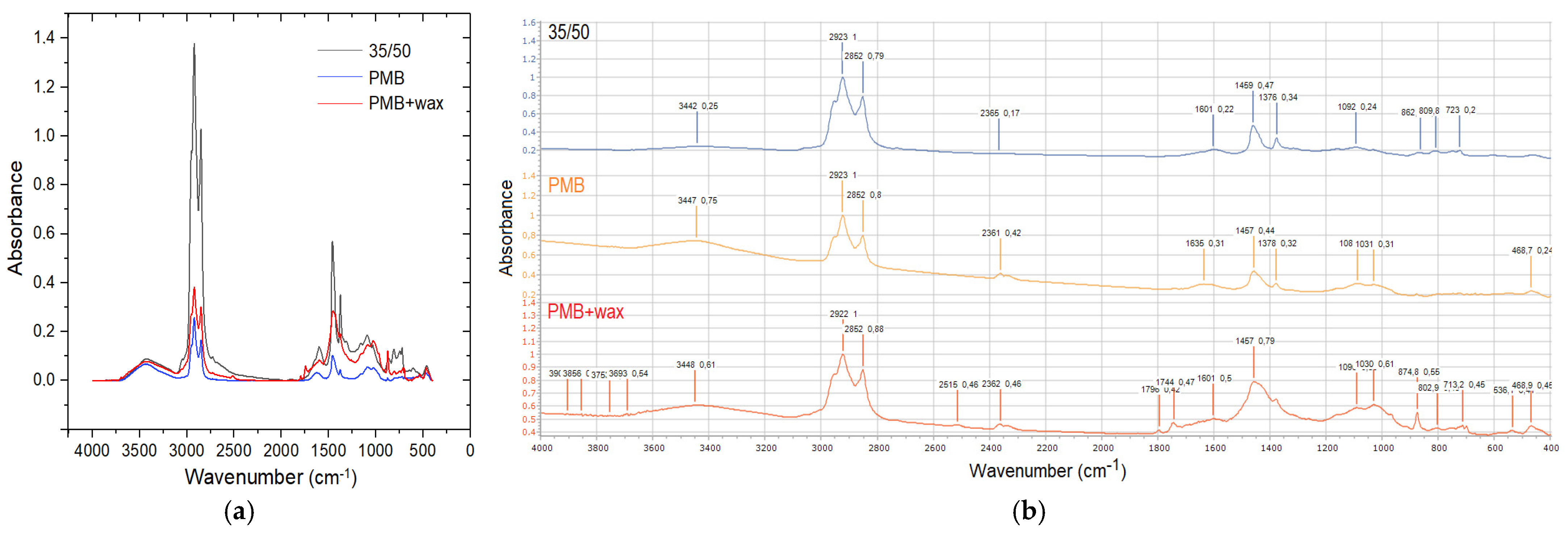
3.2. Infra-Red Spectroscopy (FTIR)
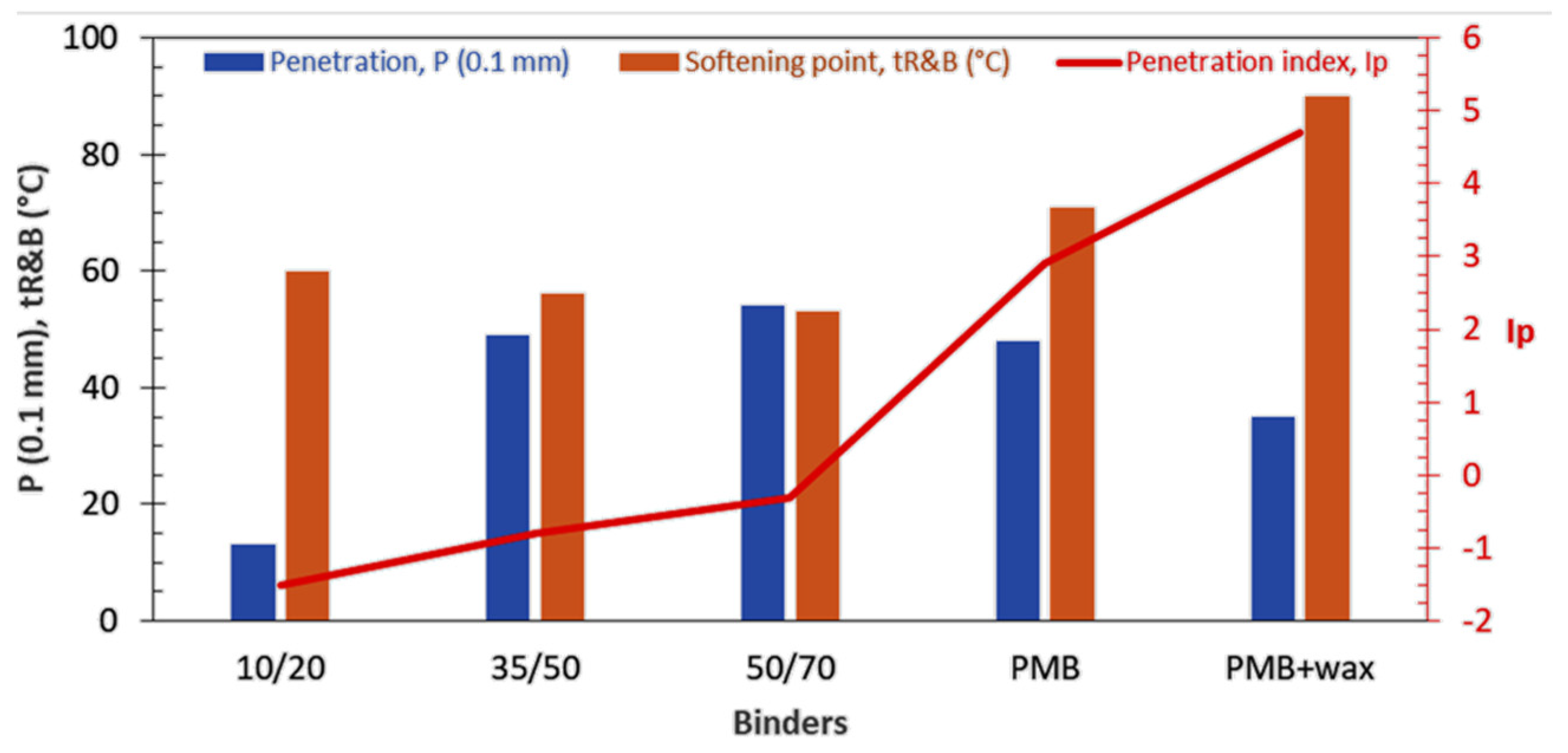
3.3. Penetration (P), Softening Point (tRaB), and Thermal Susceptibility (Ip)
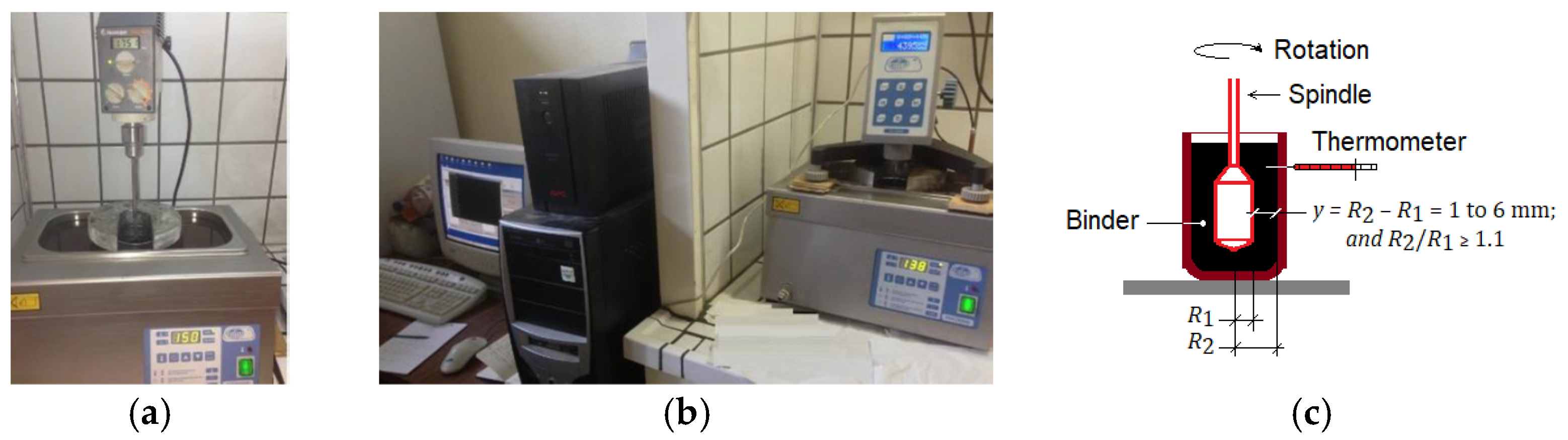
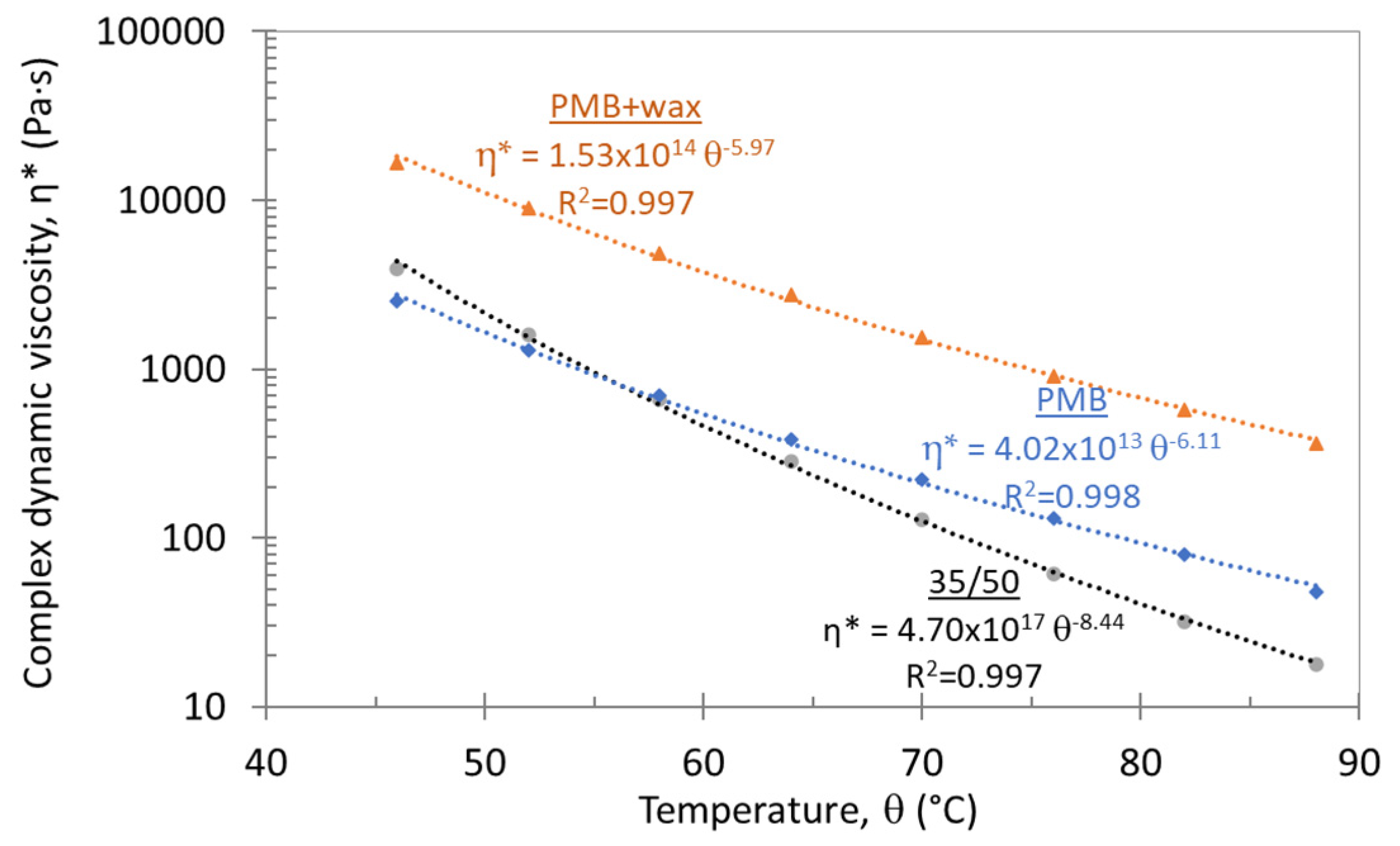
3.4. Dynamic Viscosity (η)
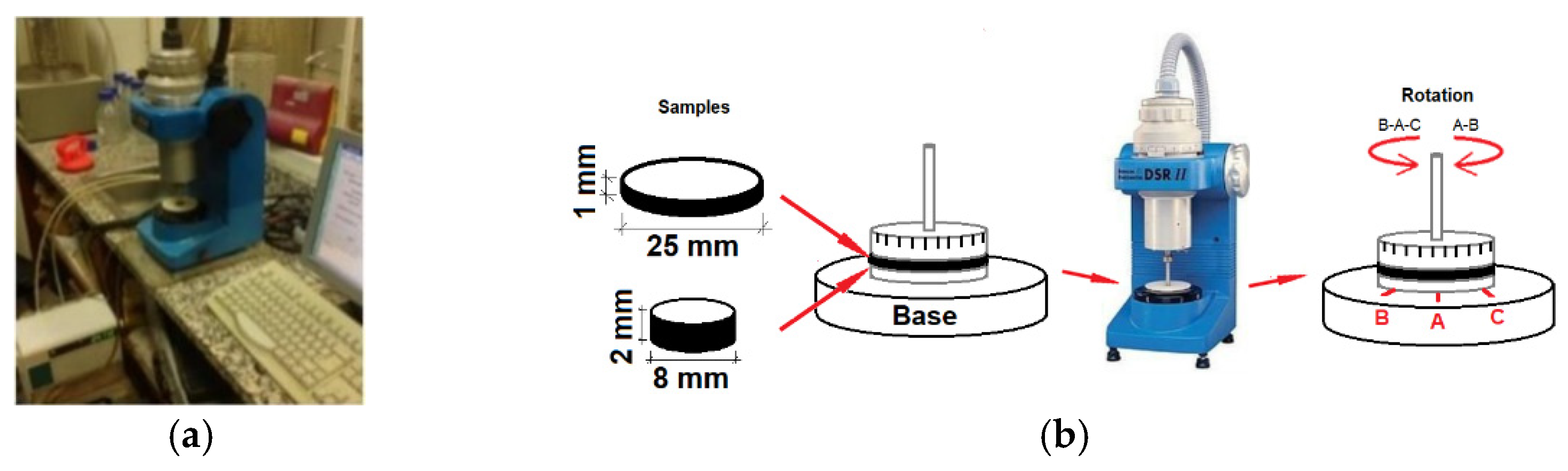
3.5. Complex Shear Modulus (G*) and Phase Angle (δ)
3.6. Synthesis of the Principal Inferences and Findings
4. Conclusions
- HDPE waxes can be produced in a simple reaction system, with relatively low operating costs, which also makes alternative fuels and does not release hazardous compounds into the atmosphere;
- The melting point of these waxes is about 114 °C, and the thermal degradation initiation temperature (Tonset) is approximately 450 °C. Both values are similar to those presented by other waxes, which have also been used to modify bituminous binders;
- In the FTIR spectrograms, the PMB with wax showed the characteristic peaks of the oxidative products (carbonyl and sulfoxide), possibly also resulting from ageing during wax mixing, although they were not significant (were minimized due to the inclusion of an anti-oxidant agent);
- When the used wax was blended with a PMB and other functional additives, a reduction in penetration (P @ 25 °C) of 13 × 0.1 mm and an increase in softening point (tRaB) of 18 °C took place;
- Usually, the addition of waxes can affect the thermal susceptibility of the bituminous binders in an undesired direction but, in this case, thanks to some of the functional additives included, the performance on this parameter was improved (Ip = 4.7, it was the highest of the studied five different binders);
- The addition of the type of wax used in this study to various types of neat bitumen can lead to reductions in the dynamic viscosity (η) of the blends (e.g., around 250 mPa∙s—measured in a 35/50 traditional bitumen at a temperature of ≈145 °C);
- The PMB + wax presented higher complex shear modulus (G*) values (ranging between 3.6 kPa and 169.4 kPa) and lower phase angles (δ) (in the range of 51–68°); therefore, it can induce a better rutting resistance. Naturally, these results were also positively influenced by the ageing that occurred while mixing the wax in the PMB;
- After all, in this specific case and after analysing all tests, the binder that incorporated HDPE wax, and other functional additives, could be included in Class 1 of “multigrade paving grade bitumens” (specified in the European standard EN 13924-2 [73]).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 4PB | Four-Point Bending tests |
| DSR | Dynamic Shear Rheometer |
| FT/FTW | Fischer–Tropsch/Fischer–Tropsch wax |
| FTIR | Fourier Transform Infrared Spectroscope |
| FWHM | Full Width at Half Maximum |
| HDPE | High-Density Polyethylene |
| HMA | Hot Mix Asphalt |
| LCW | Long-Chain Waxes |
| MBT | Mechanical and Biological Treatments |
| MFI | Melt Flow Index |
| MSCR | Multiple Stress Creep Recovery |
| P/tRaB/Ip | Penetration grade/Softening point—Ring and Ball method/Penetration index |
| PAHs | Polycyclic Aromatic Hydrocarbons |
| PE/PP/PS | Polyethylene/Polypropylene/Polystyrene |
| PEX/XLPE | Cross-linked Polyethylene |
| PET | Poly(Ethylene Terephthalate) |
| PMB | Polymer-Modified Bitumen |
| PO | Polyolefins |
| PVC | Poly(Vinyl Chloride) |
| RAP | Reclaimed Asphalt Pavement |
| ROI | Return On Investment |
| RTFOT | Rolling Thin Film Oven Test |
| SBS/SIS | Styrene Butadiene Styrene, Block-Copolymer/Styrene-Isoprene-Styrene |
| SDG | Sustainable Development Goals (U.N. 2030 Agenda) |
| SHRP | Strategic Highway Research Program (U.S.A.) |
| TGA/DSC | Thermogravimetric Analysis/Differential Scanning Calorimeter |
| Tonset | Thermal Degradation Initiation Temperature |
| WEEE | Waste from Electric and Electronic Equipment |
| WMA | Warm Mix Asphalt |
| WTT | Wheel-Tracking Test |
References
- Russo, F.; Oreto, C.; Veropalumbo, R. A Practice for the Application of Waste in Road Asphalt Pavements in an Eco-Friendly Way. Appl. Sci. 2021, 11, 9268. [Google Scholar] [CrossRef]
- Behnood, A.; Gharehveran, M.M. Morphology, rheology, and physical properties of polymer-modified asphalt binders. Eur. Polym. J. 2019, 112, 766–791. [Google Scholar] [CrossRef]
- Nizamuddin, S.; Boom, Y.J.; Giustozzi, F. Sustainable Polymers from Recycled Waste Plastics and Their Virgin Counterparts as Bitumen Modifiers: A Comprehensive Review. Polymers 2021, 13, 3242. [Google Scholar] [CrossRef]
- Edwards, Y.; Isacsson, U. Wax in Bitumen. Road Mater. Pavement Des. 2005, 6, 281–309. [Google Scholar] [CrossRef]
- Prajapati, R.; Kohli, K.; Maity, S.; Sharma, B. Potential Chemicals from Plastic Wastes. Molecules 2021, 26, 3175. [Google Scholar] [CrossRef]
- Wijesekara, D.A.; Sargent, P.; Ennis, C.J.; Hughes, D. Prospects of using chars derived from mixed post waste plastic pyrolysis in civil engineering applications. J. Clean. Prod. 2021, 317, 128212. [Google Scholar] [CrossRef]
- Arabiourrutia, M.; Elordi, G.; Lopez, G.; Borsella, E.; Bilbao, J.; Olazar, M. Characterization of the waxes obtained by the pyrolysis of polyolefin plastics in a conical spouted bed reactor. J. Anal. Appl. Pyrolysis 2012, 94, 230–237. [Google Scholar] [CrossRef]
- Mishra, N.; Patra, N.; Pandey, S.; Salerno, M.; Sharon, M.; Sharon, M. Taguchi method optimization of wax production from pyrolysis of waste polypropylene. J. Therm. Anal. 2014, 117, 885–892. [Google Scholar] [CrossRef]
- Arjanggi, R.D.; Kansedo, J. Recent advancement and prospective of waste plastics as biodiesel additives: A review. J. Energy Inst. 2019, 93, 934–952. [Google Scholar] [CrossRef]
- Costa, L.P.D.M.; de Miranda, D.M.V.; de Oliveira, A.C.; Falcon, L.; Pimenta, M.S.S.; Bessa, I.G.; Wouters, S.J.; Andrade, M.; Pinto, J. Capture and Reuse of Carbon Dioxide (CO2) for a Plastics Circular Economy: A Review. Processes 2021, 9, 759. [Google Scholar] [CrossRef]
- Wu, S.; Montalvo, L. Repurposing waste plastics into cleaner asphalt pavement materials: A critical literature review. J. Clean. Prod. 2021, 280 Pt 2, 124355. [Google Scholar] [CrossRef]
- Papari, S.; Bamdad, H.; Berruti, F. Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review. Materials 2021, 14, 2586. [Google Scholar] [CrossRef] [PubMed]
- Beghetto, V.; Sole, R.; Buranello, C.; Al-Abkal, M.; Facchin, M. Recent Advancements in Plastic Packaging Recycling: A Mini-Review. Materials 2021, 14, 4782. [Google Scholar] [CrossRef] [PubMed]
- Czajczyńska, D.; Nannou, T.; Anguilano, L.; Krzyżyńska, R.; Ghazal, H.; Spencer, N.; Jouhara, H. Potentials of pyrolysis processes in the waste management sector. Therm. Sci. Eng. Prog. 2017, 123, 387–394. [Google Scholar] [CrossRef]
- Azam, A.M.; El-Badawy, S.M.; Alabasse, R.M. Evaluation of asphalt mixtures modified with polymer and wax. Innov. Infrastruct. Solut. 2019, 4, 43. [Google Scholar] [CrossRef]
- Costa, L.M.B.; Peralta, J.; Oliveira, J.R.M.; Silva, H.M.R.D. A New Life for Cross-Linked Plastic Waste as Aggregates and Binder Modifier for Asphalt Mixtures. Appl. Sci. 2017, 7, 603. [Google Scholar] [CrossRef] [Green Version]
- Shang, L.; Wang, S.; Zhang, Y.; Zhang, Y. Pyrolyzed wax from recycled cross-linked polyethylene as warm mix asphalt (WMA) additive for SBS modified asphalt. Constr. Build. Mater. 2010, 25, 886–891. [Google Scholar] [CrossRef]
- Desidery, L.; Lanotte, M. Effect of Waste Polyethylene and Wax-Based Additives on Bitumen Performance. Polymers 2021, 13, 3733. [Google Scholar] [CrossRef]
- Roja, K.L.; Rehman, A.; Ouederni, M.; Krishnamoorthy, S.K.; Abdala, A.; Masad, E. Influence of polymer structure and amount on microstructure and properties of polyethylene-modified asphalt binders. Mater. Struct. 2021, 54, 91. [Google Scholar] [CrossRef]
- Porto, M.; Caputo, P.; Loise, V.; Abe, A.A.; Tarsi, G.; Sangiorgi, C.; Gallo, F.; Rossi, C.O. Preliminary Study on New Alternative Binders through Re-Refined Engine Oil Bottoms (REOBs) and Industrial By-Product Additives. Molecules 2021, 26, 7269. [Google Scholar] [CrossRef]
- Ghodrat, M.; Alonso, J.A.; Hagare, D.; Yang, R.; Samali, B. Economic feasibility of energy recovery from waste plastic using pyrolysis technology: An Australian perspective. Int. J. Environ. Sci. Technol. 2019, 16, 3721–3734. [Google Scholar] [CrossRef]
- Moad, G.; Solomon, D. The Critical Importance of Adopting Whole-of-Life Strategies for Polymers and Plastics. Sustainability 2021, 13, 8218. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Capitão, S.; Picado-Santos, L.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Chen, J.; Dan, H.; Ding, Y.; Gao, Y.; Guo, M.; Guo, S.; Han, B.; Hong, B.; Hou, Y.; Hu, C.; et al. New innovations in pavement materials and engineering: A review on pavement engineering research 2021. J. Traffic Transp. Eng. 2021, 8, 815–999. [Google Scholar] [CrossRef]
- Caputo, P.; Abe, A.A.; Loise, V.; Porto, M.; Calandra, P.; Angelico, R.; Rossi, C.O. The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology. Nanomaterials 2020, 10, 1202. [Google Scholar] [CrossRef]
- White, G. A Synthesis on the Effects of Two Commercial Recycled Plastics on the Properties of Bitumen and Asphalt. Sustainability 2020, 12, 8594. [Google Scholar] [CrossRef]
- Hung, A.M.; Mousavi, M.; Fini, E.H. Implication of wax on hindering self-healing processes in bitumen. Appl. Surf. Sci. 2020, 523, 146449. [Google Scholar] [CrossRef]
- Belc, A.L.; Ciutina, A.; Buzatu, R.; Belc, F.; Costescu, C. Environmental Impact Assessment of Different Warm Mix Asphalts. Sustainability 2021, 13, 11869. [Google Scholar] [CrossRef]
- Martinho, F.C.G.; Farinha, J.P.S. An overview of the use of nanoclay modified bitumen in asphalt mixtures for enhanced flexible pavement performances. Road Mater. Pavement Des. 2017, 20, 671–701. [Google Scholar] [CrossRef]
- Martinho, F.C.G. Lab Validation of an Novel Modified Mastic for the Production of More Sustainable Bituminous Mixtures. Ph.D. Thesis, Instituto Superior Técnico–University of Lisbon, Lisbon, Portugal, 2020. (In Portuguese). [Google Scholar]
- Santos, E.; Rijo, B.; Lemos, F.; Lemos, M. A catalytic reactive distillation approach to high density polyethylene pyrolysis—Part 2—Middle olefin production. Catal. Today 2020, 379, 212–221. [Google Scholar] [CrossRef]
- Santos, E.R.F. Nanostructure Materials as Catalysts for the Degradation of Polyolefins. Ph.D. Thesis, Instituto Superior Técnico–University of Lisbon, Lisbon, Portugal, 2018. [Google Scholar]
- Santos, E.; Rijo, B.; Lemos, F.; Lemos, M. A catalytic reactive distillation approach to high density polyethylene pyrolysis—Part 1—Light olefin production. Chem. Eng. J. 2019, 378, 122077. [Google Scholar] [CrossRef]
- Gulab, H.; Jan, M.R.; Shah, J.; Manos, G. Plastic catalytic pyrolysis to fuels as tertiary polymer recycling method: Effect of process conditions. J. Environ. Sci. Health Part A 2010, 45, 908–915. [Google Scholar] [CrossRef] [PubMed]
- Jixing, L. Study on the Conversion Technology of Waste Polyethylene Plastic to Polyethylene Wax. Energy Sources 2003, 25, 77–82. [Google Scholar] [CrossRef]
- Motawie, M.; Hanafi, S.A.; Elmelawy, M.S.; Ahmed, S.M.; Mansour, N.A.; Darwish, M.S.; Abulyazied, D.E. Wax co-cracking synergism of high density polyethylene to alternative fuels. Egypt. J. Pet. 2015, 24, 353–361. [Google Scholar] [CrossRef] [Green Version]
- Nanda, S.; Berruti, F. Thermochemical conversion of plastic waste to fuels: A review. Environ. Chem. Lett. 2020, 19, 123–148. [Google Scholar] [CrossRef]
- Zeaiter, J. A process study on the pyrolysis of waste polyethylene. Fuel 2014, 133, 276–282. [Google Scholar] [CrossRef]
- European Standard EN 13924-1; Bitumen and Bituminous Binders—Specification Framework for Special Paving Grade Bitumen—Part 1: Hard Paving Grade Bitumens. CEN-CENELEC—European Committee for Standardization: Brussels, Belgium, 2015.
- Norma Portuguesa/European Standard NP EN 12591; Betumes e Ligantes Betuminosos. Especificações Para Betumes de Pavimentação (Bitumen and Bituminous Binders. Specifications for Paving Grade Bitumens). CEN—European Committee for Standardization: Caparica, Portugal, 2011.
- Norma Portuguesa/European Standard NP EN 14023; Betumes e Ligantes Betuminosos. Quadro de Especificações de Betumes Modificados com Polímeros (Bitumen and Bituminous Binders. Specification Framework for Polymer Modified Bitumens). CEN—European Committee for Standardization: Caparica, Portugal, 2013.
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- EN ISO 11357; Plastics—Differential Scanning Calorimetry (DSC). ISO/CEN: Geneva, Switzerland, 2016.
- Joohari, I.B.; Giustozzi, F. Hybrid Polymerisation: An Exploratory Study of the Chemo-Mechanical and Rheological Properties of Hybrid-Modified Bitumen. Polymers 2020, 12, 945. [Google Scholar] [CrossRef]
- Costa, M.S. Bitumen Regeneration within the Scope of Hot Recycling in a Plant. Ph.D. Thesis, Instituto Superior Técnico–University of Lisbon, Lisbon, Portugal, 2012. (In Portuguese). [Google Scholar]
- Weigel, S.; Stephan, D. Differentiation of bitumen according to the refinery and ageing state based on FTIR spectroscopy and multivariate analysis methods. Mater. Struct. 2018, 51, 130. [Google Scholar] [CrossRef]
- Hou, X.; Lv, S.; Chen, Z.; Xiao, F. Applications of Fourier transform infrared spectroscopy technologies on asphalt materials. Measurement 2018, 121, 304–316. [Google Scholar] [CrossRef]
- Hung, A.M.; Fini, E.H. Absorption spectroscopy to determine the extent and mechanisms of aging in bitumen and asphaltenes. Fuel 2019, 242, 408–415. [Google Scholar] [CrossRef]
- Norma Portuguesa/European Standard NP EN 1426; Betumes e Ligantes Betuminosos. Determinação da Penetração com Agulha (Bitumen and Bituminous Binders. Determination of Needle Penetration). CEN—European Committee for Standardization: Caparica, Portugal, 2017.
- Norma Portuguesa/European Standard NP EN 1427; Betumes e Ligantes Betuminosos. Determinação da Temperatura de Amolecimento. Método do Anel e Bola (Bitumen and Bituminous Binders. Determination of the Softening Point. Ring and Ball Method). CEN—European Committee for Standardization: Caparica, Portugal, 2017.
- Pereira, P.; Pais, J. Main flexible pavement and mix design methods in Europe and challenges for the development of an European method. J. Traffic Transp. Eng. 2017, 4, 316–346. [Google Scholar] [CrossRef] [Green Version]
- European Standard EN 13302; Bitumen and Bituminous Binders—Determination of Dynamic Viscosity of Bituminous Binder Using a Rotating Spindle Apparatus. CEN-CENELEC—European Committee for Standardization: Brussels, Belgium, 2018.
- European Standard EN 14770; Bitumen and Bituminous Binders—Determination of Complex Shear Modulus and Phase Angle—Dynamic Shear Rheometer (DSR). CEN—European Committee for Standardization: Brussels, Belgium, 2012.
- Batista, A.F.; Hofko, B.; De Visscher, J.; Tanghe, T.; da Costa, M.S. Towards improved correlations between bitumen properties and rutting resistance of bituminous mixtures—FunDBitS literature review. IOP Conf. Ser. Mater. Sci. Eng. 2017, 236, 012001. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Luna, L.; Bustos-Martínez, D.; Valenzuela, E. Two-step pyrolysis for waste HDPE valorization. Process Saf. Environ. Prot. 2020, 149, 526–536. [Google Scholar] [CrossRef]
- Kaya, D.; Topal, A.; Gupta, J.; McNally, T. Aging effects on the composition and thermal properties of styrene-butadiene-styrene (SBS) modified bitumen. Constr. Build. Mater. 2019, 235, 117450. [Google Scholar] [CrossRef]
- Tauste-Martínez, R.; Navarro, F.M.M.; Sol-Sánchez, M.; Rubio-Gamez, M.C. Understanding the bitumen ageing phenomenon: A review. Constr. Build. Mater. 2018, 192, 593–609. [Google Scholar] [CrossRef]
- Martinho, F.C.G.; Picado Santos, L.G.; Lemos, F.M.S. Novel Modified Recycled Mastic for Demanding and Sustainable Asphalt Mixtures. In ISBM 2020 RILEM Bookseries; Di Benedetto, H., Baaj, H., Chailleux, E., Tebaldi, G., Sauzéat, C., Mangiafico, S., Eds.; Springer: Cham, Switzerland, 2020; Volume 27, pp. 1415–1421. [Google Scholar] [CrossRef]
- Tasdemir, Y. High temperature properties of wax modified binders and asphalt mixtures. Constr. Build. Mater. 2009, 23, 3220–3224. [Google Scholar] [CrossRef]
- Radhakrishnan, V.; Sri, M.R.; Reddy, K.S. Evaluation of asphalt binder rutting parameters. Constr. Build. Mater. 2018, 173, 298–307. [Google Scholar] [CrossRef]
- European Standard EN 16659; Bitumen and Bituminous Binders—Multiple Stress Creep and Recovery Test (MSCRT). CEN-CENELEC—European Committee for Standardization: Brussels, Belgium, 2015.
- Chavando, J.A.M.; de Matos, E.C.J.; Silva, V.B.; Tarelho, L.A.; Cardoso, J.S. Pyrolysis characteristics of RDF and HPDE blends with biomass. Int. J. Hydrogen Energy 2021. [Google Scholar] [CrossRef]
- Armenise, S.; SyieLuing, W.; Ramírez-Velásquez, J.M.; Launay, F.; Wuebben, D.; Ngadi, N.; Rams, J.; Muñoz, M. Plastic waste recycling via pyrolysis: A bibliometric survey and literature review. J. Anal. Appl. Pyrolysis 2021, 158, 105265. [Google Scholar] [CrossRef]
- Moussa, G.; Abdel-Raheem, A.; Abdel-Wahed, T. Effect of Nanoclay Particles on the Performance of High-Density Polyethylene-Modified Asphalt Concrete Mixture. Polymers 2021, 13, 434. [Google Scholar] [CrossRef] [PubMed]
- Al-Saffar, Z.H.; Yaacob, H.; Katman, H.Y.; Satar, M.K.I.M.; Bilema, M.; Jaya, R.P.; Eltwati, A.S.; Radeef, H.R. A Review on the Durability of Recycled Asphalt Mixtures Embraced with Rejuvenators. Sustainability 2021, 13, 8970. [Google Scholar] [CrossRef]
- Porto, M.; Angelico, R.; Caputo, P.; Abe, A.A.; Teltayev, B.; Rossi, C.O. The Structure of Bitumen: Conceptual Models and Experimental Evidences. Materials 2022, 15, 905. [Google Scholar] [CrossRef]
- Al-Mansoori, T.; Norambuena-Contreras, J.; Micaelo, R.; Garcia, A. Self-healing of asphalt mastic by the action of polymeric capsules containing rejuvenators. Constr. Build. Mater. 2018, 161, 330–339. [Google Scholar] [CrossRef]
- Zhu, J.; Birgisson, B.; Kringos, N. Polymer modification of bitumen: Advances and challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef] [Green Version]
- Crucho, J.; Picado-Santos, L.; Neves, J.; Capitão, S.; Al-Qadi, I.L. Tecnico accelerated ageing (TEAGE)—A new laboratory approach for bituminous mixture ageing simulation. Int. J. Pavement Eng. 2020, 21, 753–765. [Google Scholar] [CrossRef]
- Crucho, J.; Picado-Santos, L.; Neves, J.; Capitão, S. The TEAGE ageing method for asphalt mixtures. Transp. Eng. 2020, 2, 100030. [Google Scholar] [CrossRef]
- European Standard EN 13924-2; Bitumen and Bituminous Binders—Specification Framework for Special Paving Grade Bitumen—Part 2: Multigrade Paving Grade Bitumens. CEN-CENELEC—European Committee for Standardization: Brussels, Belgium, 2014.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Requirements | Parameters | Test Standards | Units | 10/20 1 | 35/50 2 | 50/70 2 | PMB 3 45/80-65 | |
|---|---|---|---|---|---|---|---|---|
| Consistency: | ||||||||
| At intermediate service temp. | Penetration @ 25 °C | EN 1426 | 0.1 mm | 10–20 | 35–50 | 50–70 | 45–80 | |
| At elevated service temp. | Softening point, ring & ball test | EN 1427 | °C | 58–78 | 50–58 | 46–54 | ≥65 | |
| Cohesion: | ||||||||
| Low speed traction | Force ductility @ 50 mm∙min−1 | EN 13589/13587 | J∙cm−2 | - | - | - | ≥3 @ 5 °C | |
| Durability: | ||||||||
| Resistance to hardening @ 163 °C, after RTFOT (EN 12607-1) |  | Change of mass, abs. value (±) | - | % | - | ≤0.5 | ≤0.5 | ≤1 |
| Retained penetration @ 25 °C | EN 1426 | % | - | ≥53 | ≥50 | ≥60 | ||
| Increase in softening point | EN 1427 | °C | ≤10 | ≤8 | ≤9 | ≤10 | ||
| Recovery: | ||||||||
| Strain recovery | Elastic recovery @ 25 °C | EN 13398 | % | - | - | - | ≥70 | |
| Main Requirements | Parameters | Test Standards | Units | 10/20 1 | 35/50 2 | 50/70 2 | PMB 3 45/80-65 |
|---|---|---|---|---|---|---|---|
| Thermal susceptibility | Penetration index (calculated) | EN 12591 | - | ≥−1.5 | −1.5/+0.7 | −1.5/+0.7 | - |
| High temperature | Flash point | EN ISO 2592 | °C | ≥245 | ≥240 | ≥230 | ≥235 |
| Storage stability | Difference in penetration or: | EN 13399/1426 | 0.1 mm | - | - | - | ≤9 |
| Difference in softening point | EN 13399/1427 | °C | - | - | - | ≤5 | |
| Solubility | In toluene | EN 12592 | % | - | ≥99.0 | ≥99.0 | - |
| Viscosity | Dynamic @ 60 °C | EN 12596 | Pa∙s | ≥700 | ≥225 | ≥145 | - |
| Kinematic @ 135 °C | EN 12595 | mm2∙s−1 | ≥700 | ≥370 | ≥295 | - |
| Parameters | Peak 1 | Peak 2 | Peak 3 |
|---|---|---|---|
| Absorbance | 1.00 | 0.26 | 0.17 |
| FWHM (cm−1) 1 | 37.26 | 20.35 | 18.31 |
| Wavenumber (cm−1) | 2919.30 | 1463.80 | 719.88 |
| Requirements | Parameters | Units | PMB | PMB + wax 1 | PMB 2 | PMB 3 + RPPW | PMB 4 + FTW |
|---|---|---|---|---|---|---|---|
| Consistency: | |||||||
| At intermediate service temp. | Penetration @ 25 °C, P | 0.1 mm | 48 | 35 | 69.2 | 65.1 | 46.5 |
| At elevated service temp. | Softening point, tRaB | °C | 71 | 90 | 67.7 | 89.1 | 94.7 |
| Additional property: | |||||||
| Thermal susceptibility | Penetration index, Ip | - | 2.9 | 4.7 | −0.245 | 0.0598 | 0.787 |
| Phase | Kinematic Viscosity 1 | Temperatures (°C) 2 | Differences (°C) from 35/50 to 35/50 + wax | ||||
|---|---|---|---|---|---|---|---|
| 35/50 | 35/50 + wax | ||||||
| (mm2∙s−1) | Start | Finish | Start | Finish | Start | Finish | |
| Mixing | 170 ± 20 | 158 | 163 | 141 | 148 | −17 | −15 |
| Compaction | 280 ± 30 | 149 | 153 | 125 | 132 | −24 | −21 |
| Parameters (SHRP Specifications) | PMB 1 | PMB + Wax 1, 2 | PMB 3 | PMB + RPPW 4 | PMB + FTW 4 |
|---|---|---|---|---|---|
| G*/sin δ, @ 60 °C (kPa) | 6.09 | 46.23 | 1.10 | 1.11 | 8.90 |
| Upper limit temperature (°C) | 80.3 | 110.8 | 61.0 | 61.2 | >100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martinho, F.C.G.; Picado-Santos, L.G.; Lemos, F.M.S.; Lemos, M.A.N.D.A.; Santos, E.R.F. Using Plastic Waste in a Circular Economy Approach to Improve the Properties of Bituminous Binders. Appl. Sci. 2022, 12, 2526. https://doi.org/10.3390/app12052526
Martinho FCG, Picado-Santos LG, Lemos FMS, Lemos MANDA, Santos ERF. Using Plastic Waste in a Circular Economy Approach to Improve the Properties of Bituminous Binders. Applied Sciences. 2022; 12(5):2526. https://doi.org/10.3390/app12052526
Chicago/Turabian StyleMartinho, Fernando C. G., Luís G. Picado-Santos, Francisco M. S. Lemos, Maria Amélia N. D. A. Lemos, and Everton R. F. Santos. 2022. "Using Plastic Waste in a Circular Economy Approach to Improve the Properties of Bituminous Binders" Applied Sciences 12, no. 5: 2526. https://doi.org/10.3390/app12052526
APA StyleMartinho, F. C. G., Picado-Santos, L. G., Lemos, F. M. S., Lemos, M. A. N. D. A., & Santos, E. R. F. (2022). Using Plastic Waste in a Circular Economy Approach to Improve the Properties of Bituminous Binders. Applied Sciences, 12(5), 2526. https://doi.org/10.3390/app12052526