Deep Drawing of AISI 304 Blanks with Polymer Punches Produced by Additive Manufacturing: Effects of Process Scalability


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
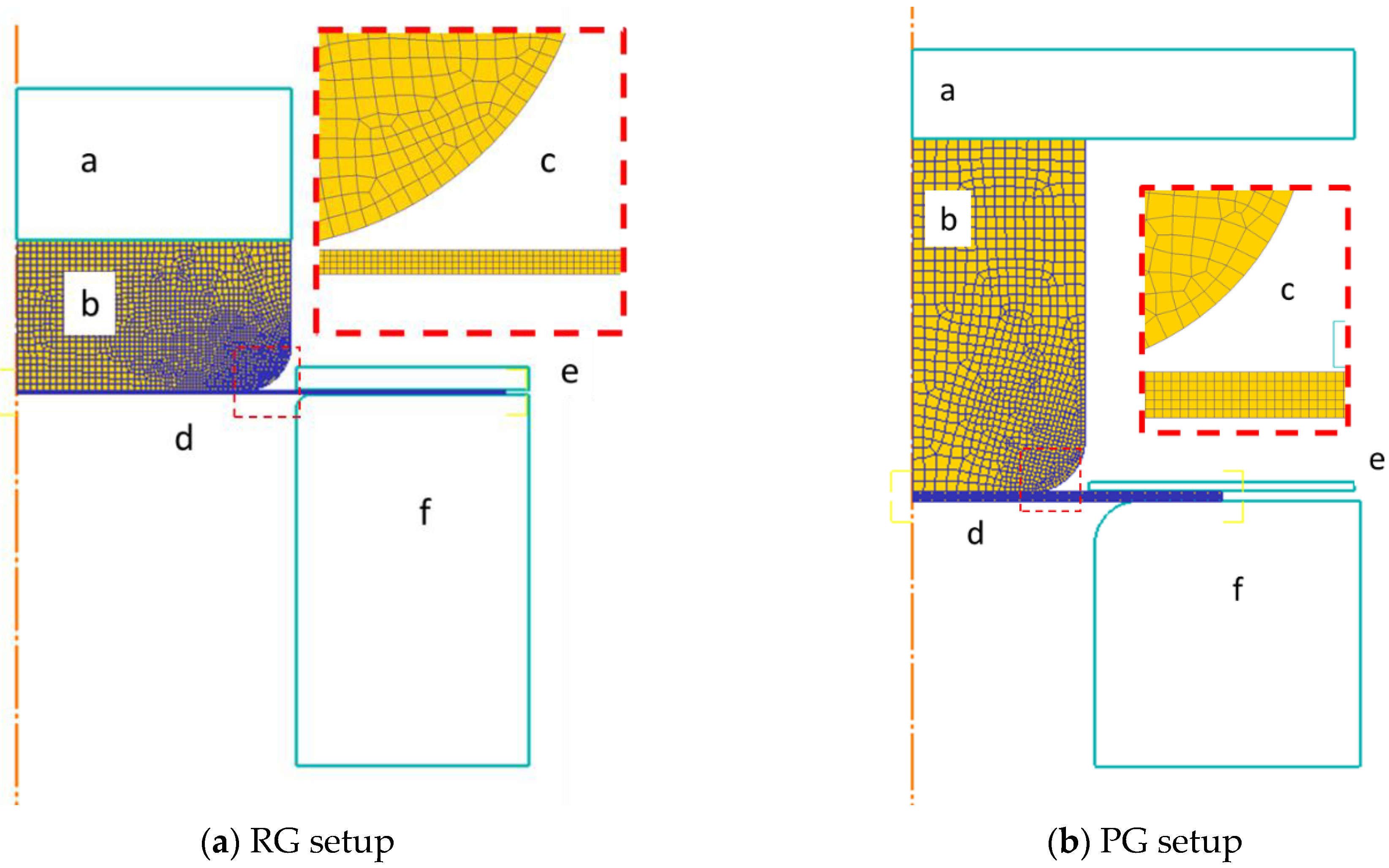
2.3. Numerical Analysis
- -
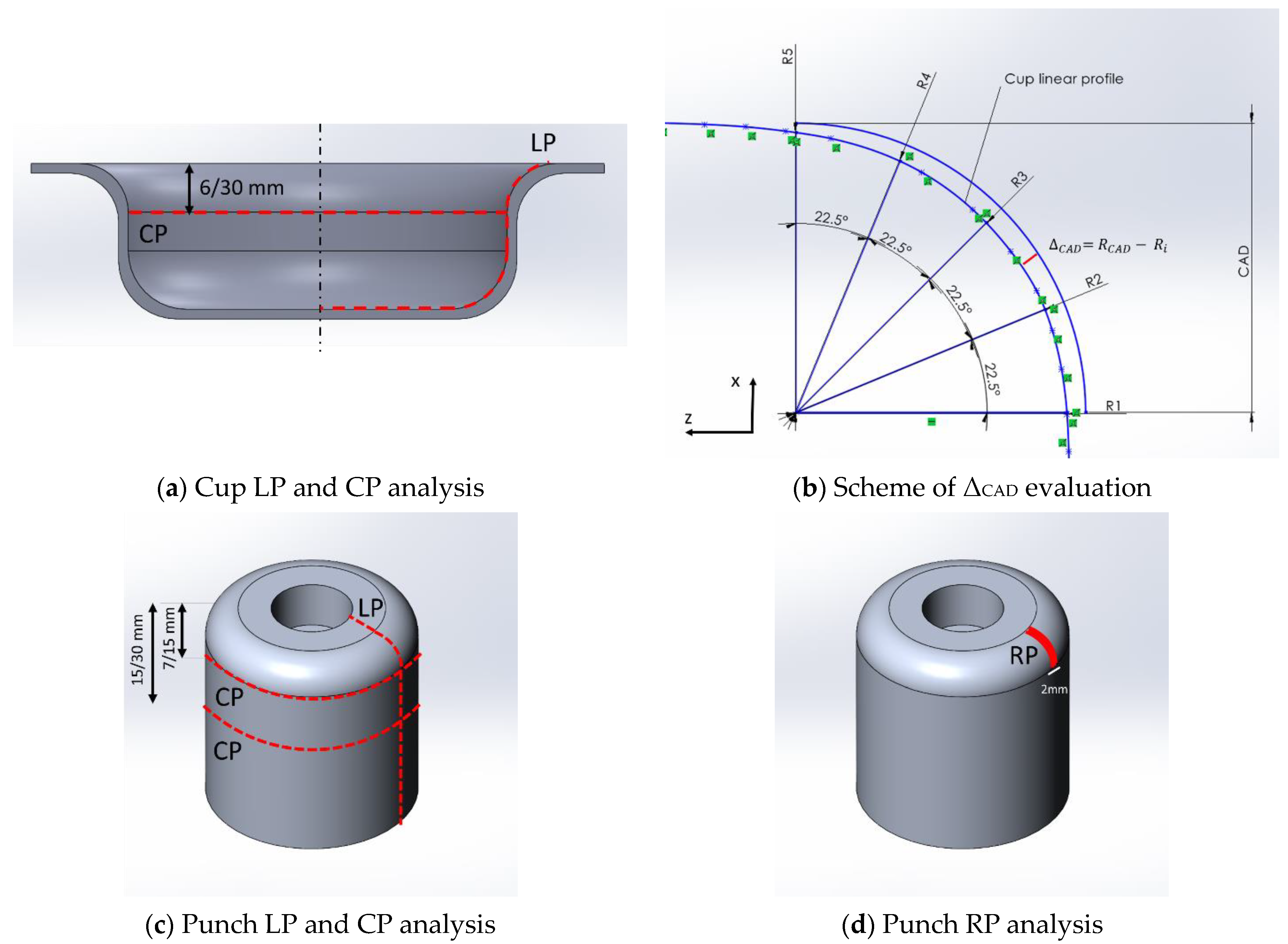
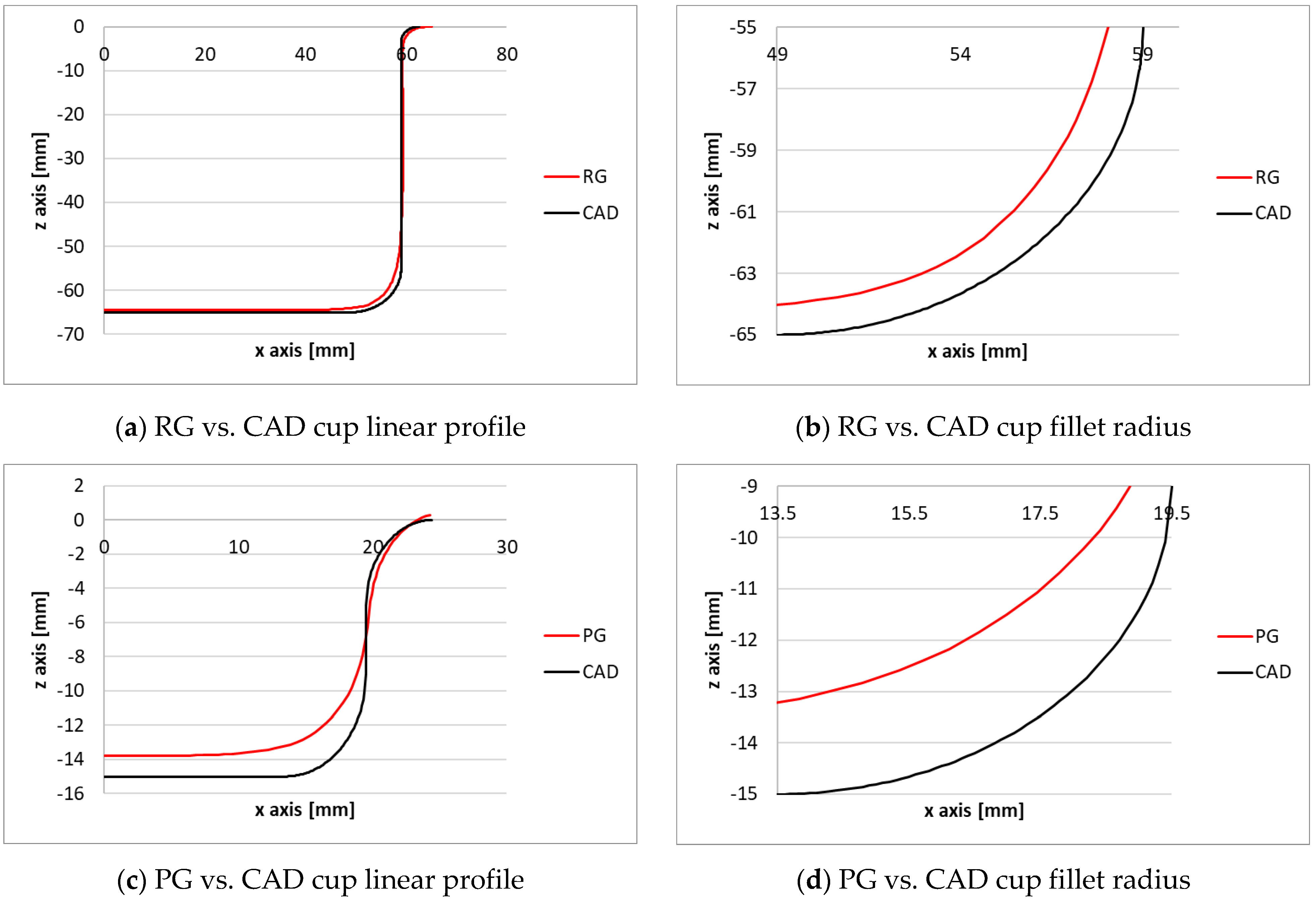
- Comparison of cup LP profiles (experimental, simulation, CAD);
- -
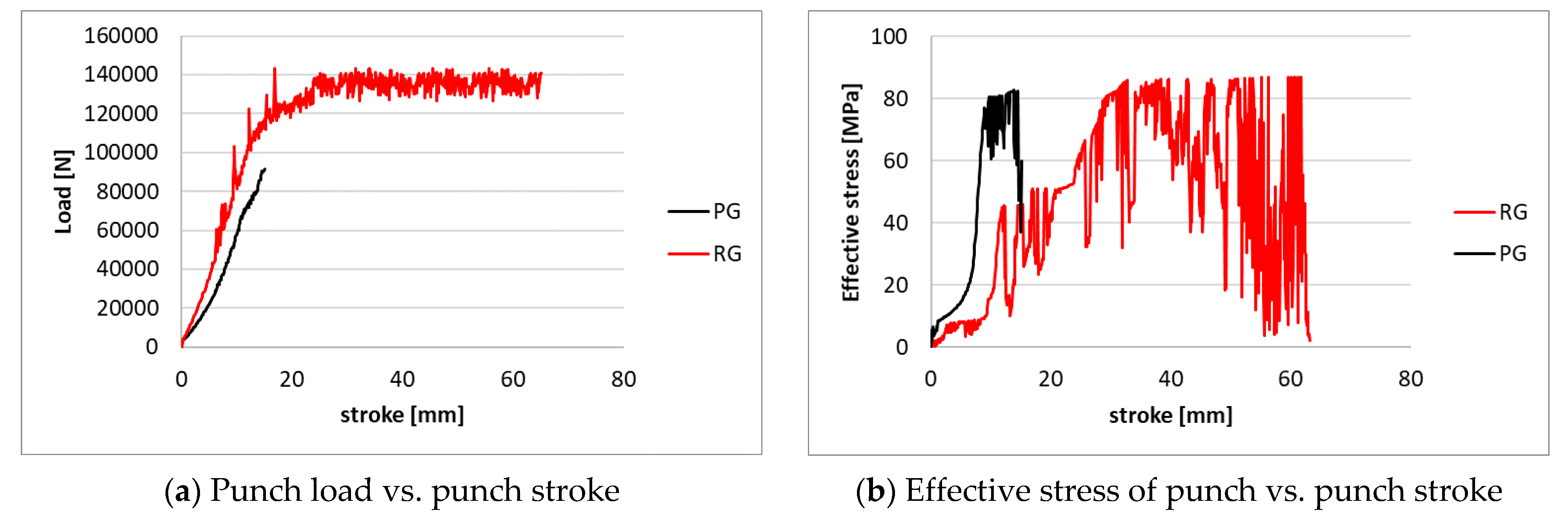
- Punch load as a function of the stroke;
- -
- Punch effective stress as a function of the stroke evaluated on a point in the middle of the fillet radius.
- -
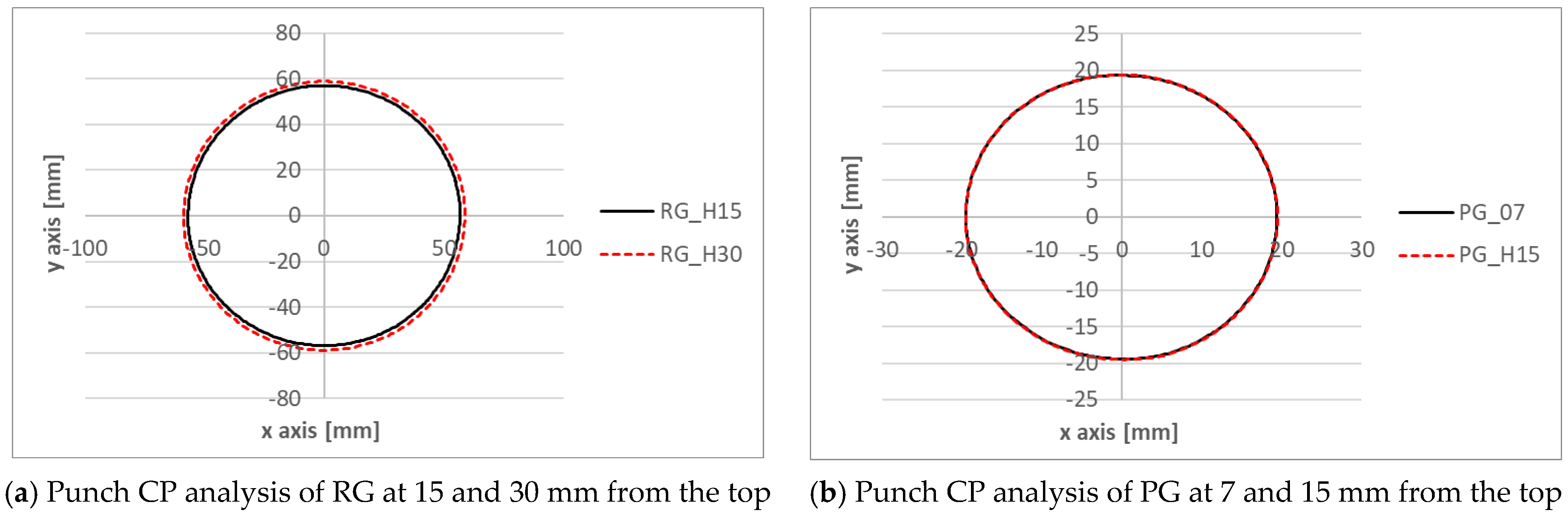
- Punch radial displacement.
3. Results
3.1. Experimental Cups Analysis
3.2. Experimental Punch Analysis
3.3. FEM Results
4. Discussion
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pansare, R.; Yadav, G.; Nagare, M.R.; Jani, S. Mapping the competencies of reconfigurable manufacturing system with the requirements of industry 4.0. J. Remanuf. 2022, 12, 385–409. [Google Scholar] [CrossRef]
- Malaga, A.; Vinodh, S. Technology Selection for Additive Manufacturing in Industry 4.0 Scenario Using Hybrid MCDM Approach. In Industry 4.0 and Advanced Manufacturing; Springer: Singapore, 2023; pp. 207–217. [Google Scholar] [CrossRef]
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann.-Manuf. Technol. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. J. Eng. Ind. 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Rosochowski, A.; Matuszak, A. Rapid tooling: The state of the art. J. Mater. Process. Technol. 2000, 106, 191–198. [Google Scholar] [CrossRef]
- Huzaim, N.H.M.; Rahim, S.Z.A.; Musa, L.; Abdellah, A.E.-H.; Abdullah, M.M.A.B.; Rennie, A.; Rahman, R.; Garus, S.; Błoch, K.; Sandu, A.V.; et al. Potential of Rapid Tooling in Rapid Heat Cycle Molding: A Review. Materials 2022, 15, 3725. [Google Scholar] [CrossRef]
- Wang, W.; Conley, J.G.; Stoll, H.W. Rapid tooling for sand casting using laminated object manufacturing process. Rapid Prototyp. J. 1999, 5, 134–140. [Google Scholar] [CrossRef]
- Giorleo, L.; Bonaventi, M. Casting of complex structures in aluminum using gypsum molds produced via binder jetting. Rapid Prototyp. J. 2021, 27, 13–23. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Lin, B.-H.; Luo, Z.-T. A new hybrid process combining rapid tooling and machining to manufacture an injection mold with micro features. Int. J. Adv. Manuf. Technol. 2022, 119, 6349–6360. [Google Scholar] [CrossRef]
- Giorleo, L.; Stampone, B.; Trotta, G. Micro injection moulding process with high-temperature resistance resin insert produced with material jetting technology: Effect of part orientation. Additive Manuf. 2022, 56, 102947. [Google Scholar] [CrossRef]
- Wen, T.; Liu, L.; Wang, X.; Zheng, Y.; Yang, F.; Zhou, Y. Zinc-based alloy rapid tooling for sheet metal forming reinforced by SLM steel inlays. Int. J. Adv. Manuf. Technol. 2022, 122, 761–771. [Google Scholar] [CrossRef]
- Giorleo, L.; Ceretti, E. Deep drawing punches produced using fused filament fabrication technology: Performance evaluation. J. Manuf. Process. 2022, 84, 1–9. [Google Scholar] [CrossRef]
- Liewald, M.; Souza, J.H.C. New developments on the use of polymeric materials in sheet metal forming. Prod. Eng. 2008, 2, 63–72. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Li, M.-R. Development of sheet metal forming dies with excellent mechanical properties using additive manufacturing and rapid tooling technologies. Int. J. Adv. Manuf. Technol. 2017, 90, 21–25. [Google Scholar] [CrossRef]
- Schuh, G.; Bergweiler, G.; Bickendorf, P.; Fiedler, F.; Colag, C. Sheet metal forming using additively manufactured polymer tools. Procedia CIRP 2020, 93, 20–25. [Google Scholar] [CrossRef]
- Frohn-Sörensen, P.; Geueke, M.; Tuli, T.B.; Kuhnhen, C.; Manns, M.; Engel, B. 3D printed prototyping tools for flexible sheet metal drawing. Int. J. Adv. Manuf. Technol. 2021, 115, 2623–2637. [Google Scholar] [CrossRef]
- Geueke, M.; Frohn-Sörensen, P.; Reuter, J.; Padavu, N.; Reinicke, T.; Engel, B. Structural optimization of additively manufactured polymer tools for flexible sheet metal forming. Procedia CIRP 2021, 104, 1345–1350. [Google Scholar] [CrossRef]
- Bergweiler, G.; Fiedler, F.; Shaukat, A.; Löffler, B. Experimental investigation of dimensional precision of deep drawn cups using direct polymer additive tooling. J. Manuf. Mater. Process. 2021, 5, 3. [Google Scholar] [CrossRef]
- de Souza, J.H.C.; Liewald, M. Analysis of the tribological behaviour of polymer composite tool materials for sheet metal forming. Wear 2010, 268, 241–248. [Google Scholar] [CrossRef]
- Frohn-Sörensen, P.; Geueke, M.; Engel, B.; Löffler, B.; Bickendorf, P.; Asimi, A.; Bergweiler, G.; Schuh, G. Design for 3D Printed Tools: Mechanical Material Properties for Direct Polymer Additive Tooling. Polymers 2022, 14, 1694. [Google Scholar] [CrossRef]
- Pyl, L.; Kalteremidou, K.-A.; Van Hemelrijck, D. Exploration of specimen geometry and tab configuration for tensile testing exploiting the potential of 3D printing freeform shape continuous carbon fibre-reinforced nylon matrix composites. Polym. Test. 2018, 71, 318–328. [Google Scholar] [CrossRef]
- Papa, I.; Silvestri, A.T.; Ricciardi, M.R.; Lopresto, V.; Squillace, A. Effect of fibre orientation on novel continuous 3d-printed fibre-reinforced composites. Polymers 2021, 13, 2524. [Google Scholar] [CrossRef] [PubMed]
- Unal, H.; Mimaroglu, A. Friction and wear performance of polyamide 6 and graphite and wax polyamide 6 composites under dry sliding conditions. Wear 2012, 289, 132–137. [Google Scholar] [CrossRef]
- Meng, H.; Sui, G.X.; Xie, G.Y.; Yang, R. Friction and wear behavior of carbon nanotubes reinforced polyamide 6 composites under dry sliding and water lubricated condition. Compos. Sci. Technol. 2009, 69, 606–611. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Prototype Geometry (PG) | Real Geometry (RG) | |
|---|---|---|
| Blank material | AISI 304 | AISI 304 |
| Blank diameter [mm] | 70 | 210 |
| Blank thickness [mm] | 1 | 0.7 |
| Drawing ratio | 1:8 | 1:8 |
| Drawing depth [mm] | 15 | 65 |
| Punch material [mm] | CF_Nylon | CF_Nylon |
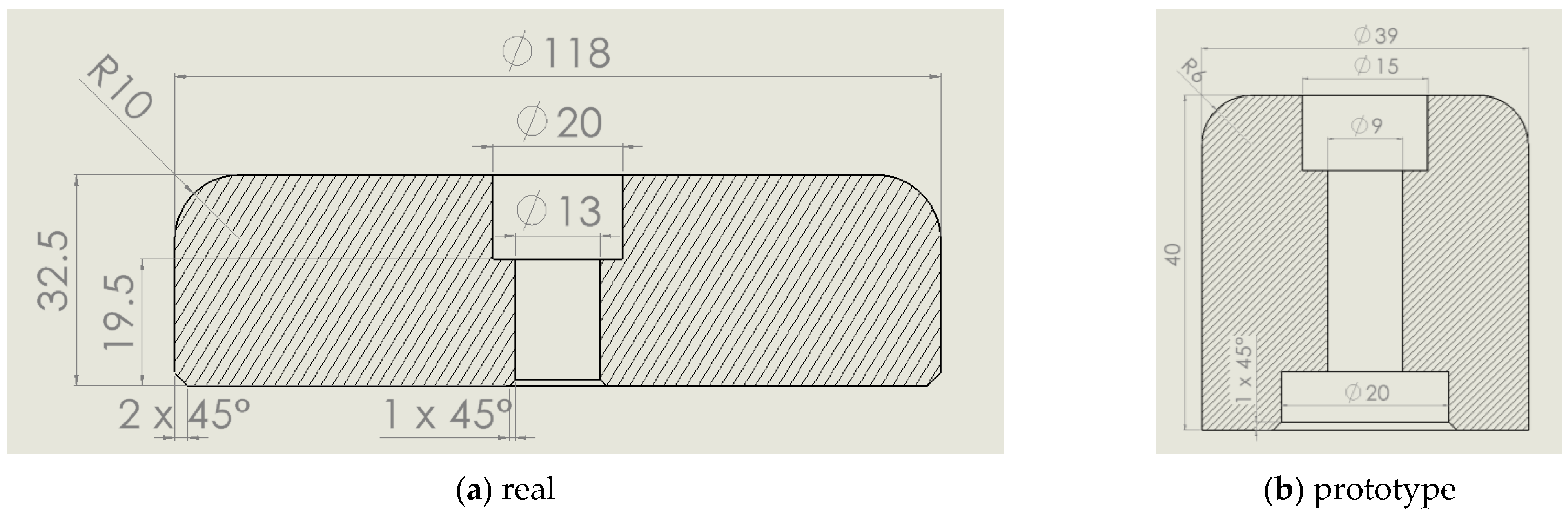
| Punch diameter [mm] | 39 | 118 |
| Punch fillet radius [mm] | 6 | 10 |
| Punch speed [mm/s] | 10 | 10 |
| Matrix material | 45 NiCrMo 16 | 45 NiCrMo 16 |
| Matrix internal diameter [mm] | 41.2 | 120.16 |
| Matrix fillet radius [mm] | 5 | 3.5 |
| Clearance distance [mm] | 0.1 | 0.38 |
| Blankholder load [kN] | 1 | 18.5 |
| CF Nylon | 45 NiCrMo 16 | AISI 304 | |
|---|---|---|---|
| Tensile modulus [GPa] | 2.4 | 284 | 193 |
| Tensile stress at yield (Mpa) | 37 | 696 | 190 |
| Tensile stress at break (Mpa) | 40 | 950 | 500–700 |
| Tensile strain at break (%) | 25 | 11 | 40 |
| Density (g/cm3) | 1.2 | 7.84 | 8 |
| RG | PG | |
|---|---|---|
| ΔCAD [mm] | 1.09 ± 0.16 | 1.53 ± 0.54 |
| % ΔCAD | 89% | 75% |
| Drawing depth [mm] | 64.5 | 13.8 |
| % of drawing depth | 99% | 92% |
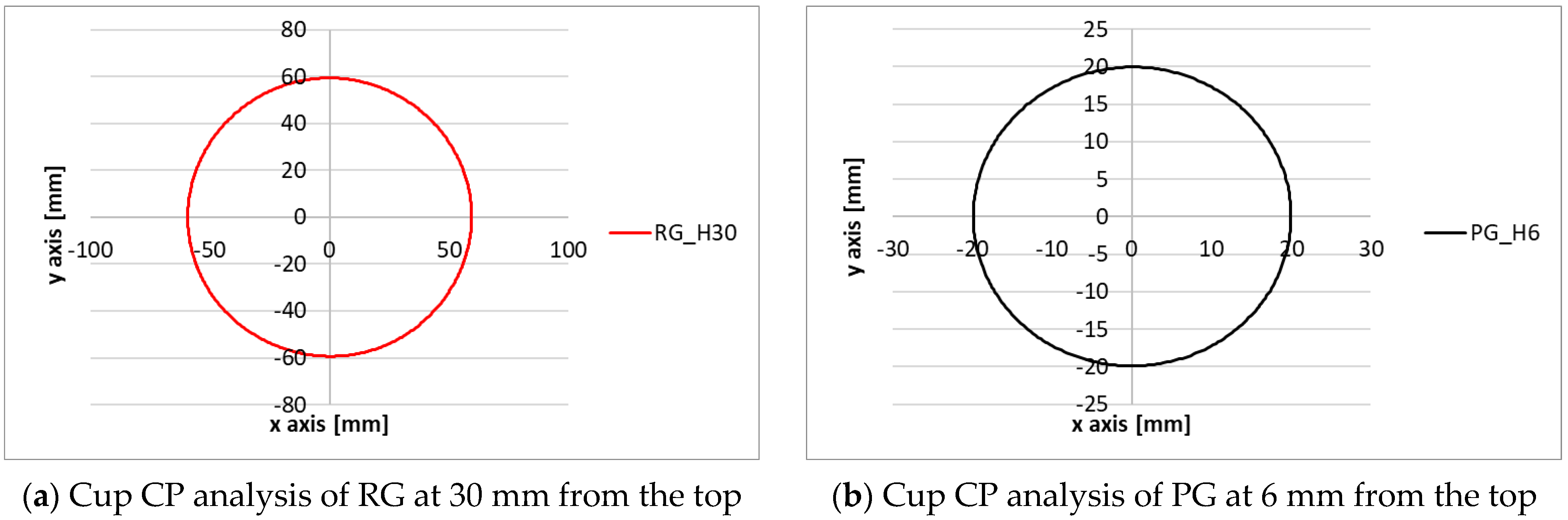
| RG_H30 | PG_H6 | |
|---|---|---|
| Rmed [mm] | 59.32 | 19.93 |
| σ [mm] | 0.08 | 0.04 |
| Rmax [mm] | 59.43 | 20.01 |
| Rmin [mm] | 59.12 | 19.88 |
| rt [mm] | 0.314 | 0.133 |
| % rt/Rmed | 0.53% | 0.68% |
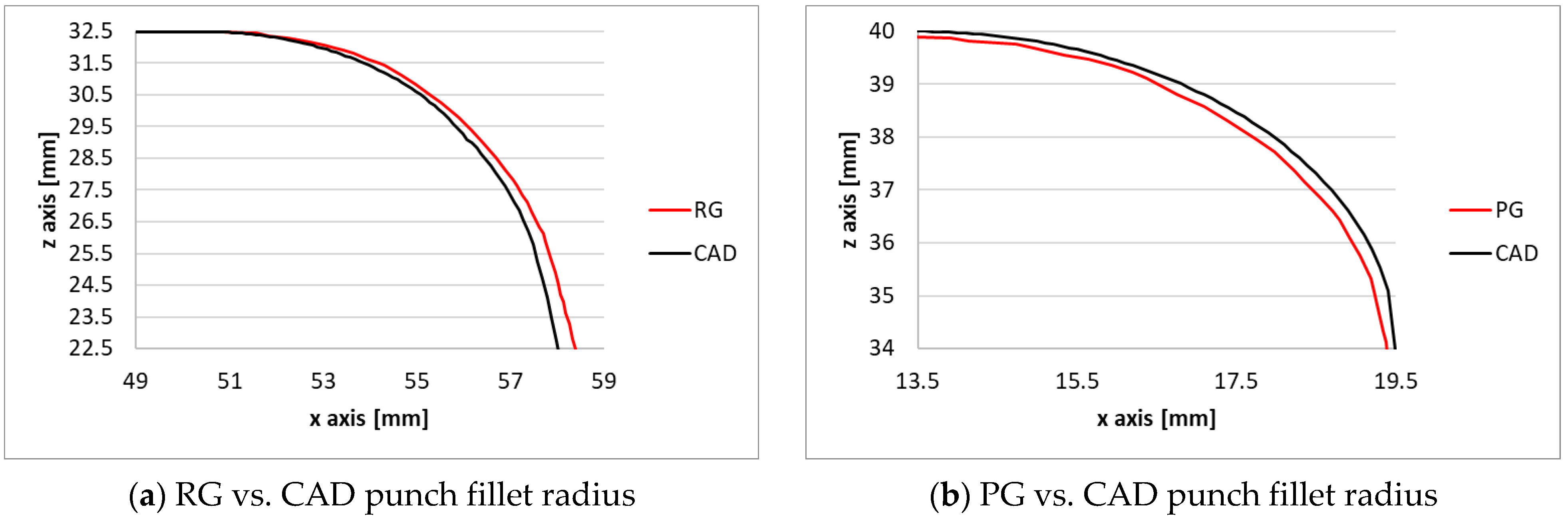
| RG | PG | |
|---|---|---|
| Punch height [mm] | 32.48 | 39.94 |
| RG_H15 | RG_H30 | PG_07 | PG_H15 | |
|---|---|---|---|---|
| Rmed [mm] | 56.9 ± 0.1 | 58.8 ± 0.05 | 19.5 ± 0.08 | 19.5 ± 0.07 |
| rt [mm] | 0.384 | 0.236 | 0.274 | 0.270 |
| % rt/Rmed | 0.65% | 0.40% | 1.40% | 1.38% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giorleo, L. Deep Drawing of AISI 304 Blanks with Polymer Punches Produced by Additive Manufacturing: Effects of Process Scalability. Appl. Sci. 2022, 12, 12716. https://doi.org/10.3390/app122412716
Giorleo L. Deep Drawing of AISI 304 Blanks with Polymer Punches Produced by Additive Manufacturing: Effects of Process Scalability. Applied Sciences. 2022; 12(24):12716. https://doi.org/10.3390/app122412716
Chicago/Turabian StyleGiorleo, Luca. 2022. "Deep Drawing of AISI 304 Blanks with Polymer Punches Produced by Additive Manufacturing: Effects of Process Scalability" Applied Sciences 12, no. 24: 12716. https://doi.org/10.3390/app122412716
APA StyleGiorleo, L. (2022). Deep Drawing of AISI 304 Blanks with Polymer Punches Produced by Additive Manufacturing: Effects of Process Scalability. Applied Sciences, 12(24), 12716. https://doi.org/10.3390/app122412716