
Maintenance 5.0: Towards a Worker-in-the-Loop Framework for Resilient Smart Manufacturing



Abstract
1. Introduction
Motivation
2. Related Work
3. Research Methodology
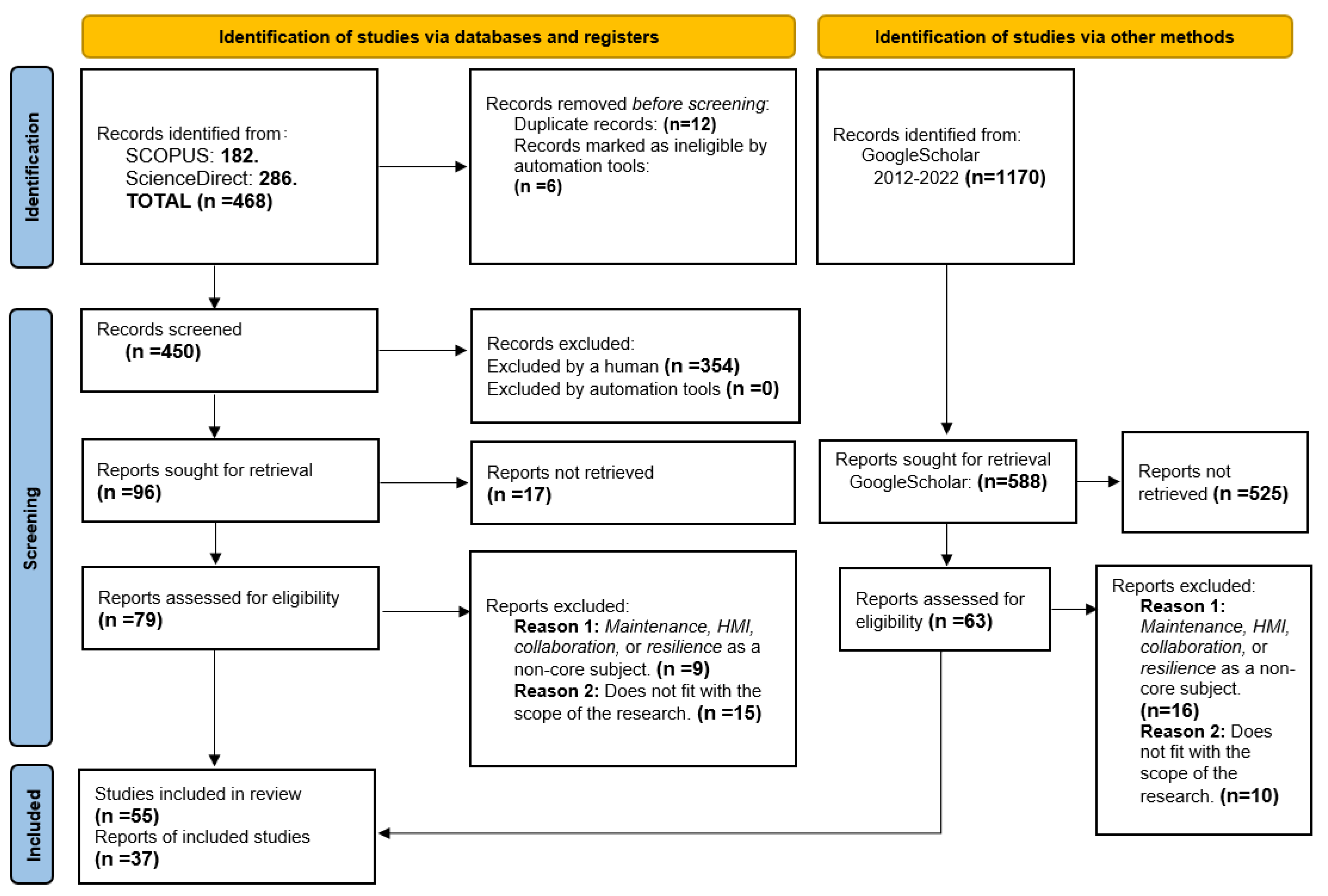
3.1. Search and Selection Process
3.1.1. Identification
3.1.2. Screening
3.1.3. Final Inclusion
3.2. Data Analysis Strategy
4. Results
4.1. Maintenance 5.0 Definition, Characteristics, and Control Loop
4.2. The Maintenance Worker 5.0 Definition and Characteristics
4.2.1. Human-in-the-Loop Cognitive Skills
4.2.2. Connected Maintenance Worker 5.0
4.2.3. Digital Maturity Models
4.2.4. Business Value Chain Impact
4.3. Maintenance 5.0 Metrics: Resilient Physical Assets
4.3.1. Resilience Using Real-Time Data
4.3.2. Resilience Using Historic Data
5. Use Case: IWSN Resilience Using Maintenance 5.0
5.1. Use Case Background
5.2. Applying Novel Maintenance 5.0 to Previos Study
5.2.1. Manufacturing Level
5.2.2. Control Level
5.2.3. Field Level (Physical Assets)
- (a)
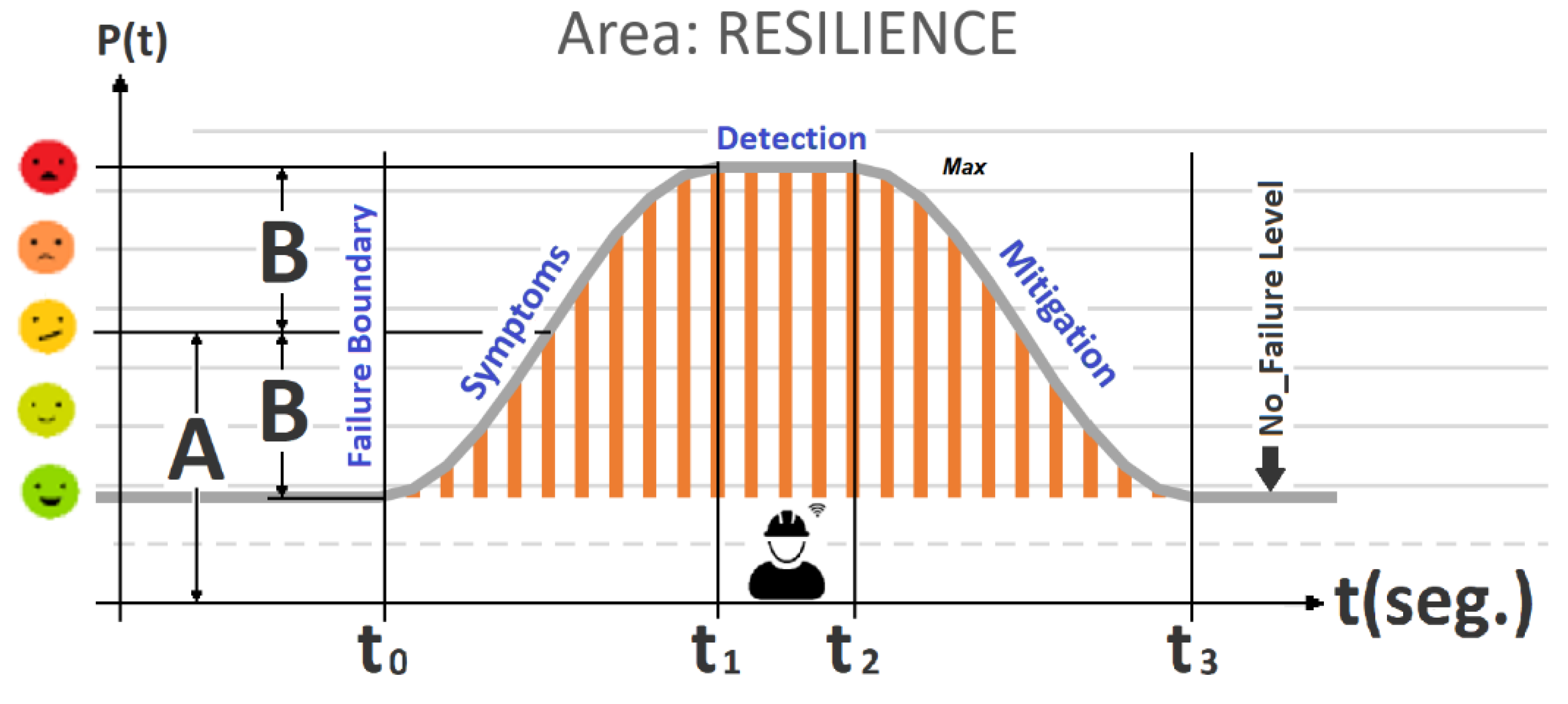
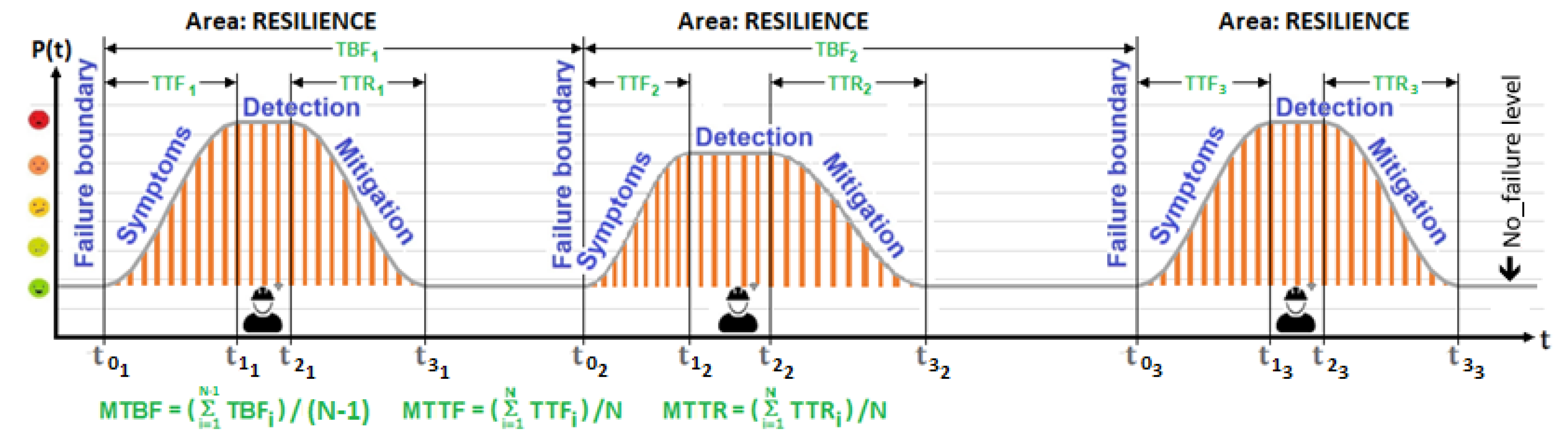
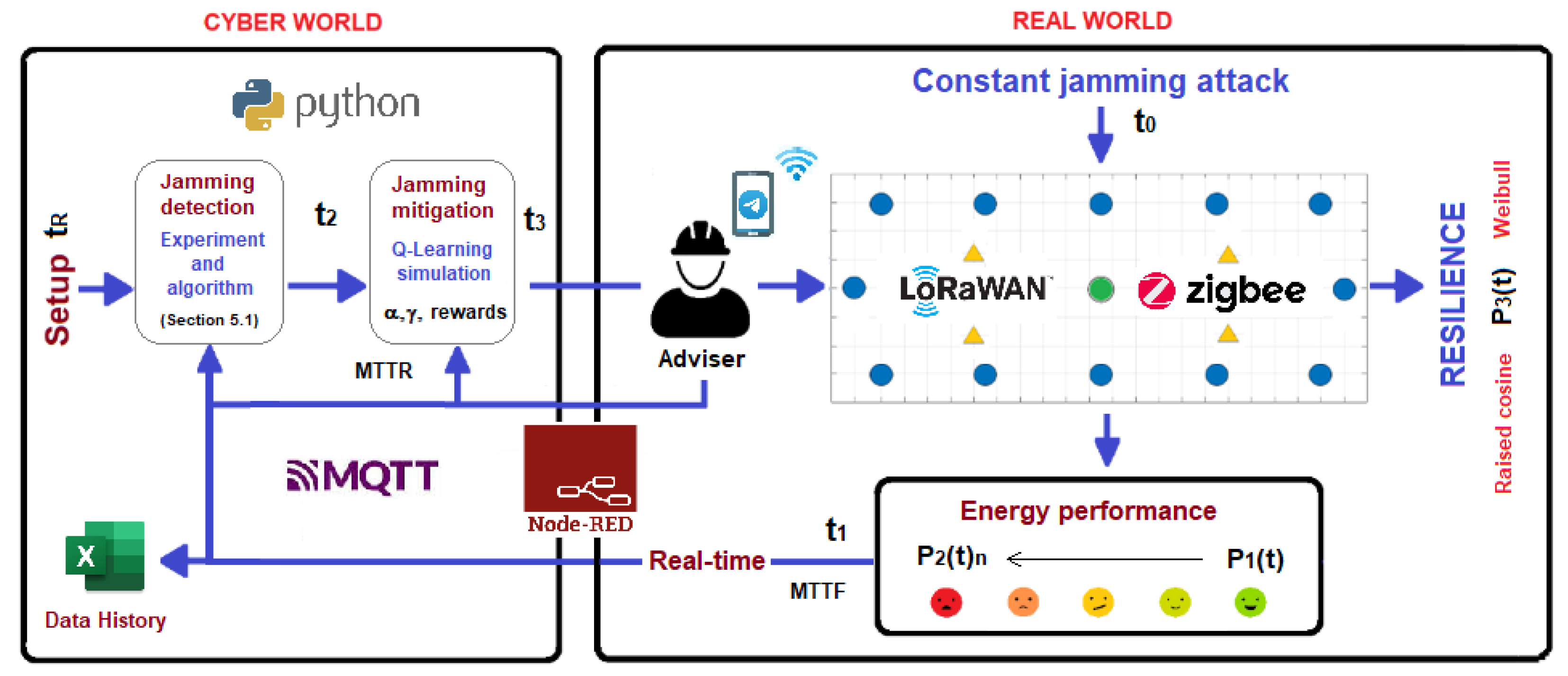
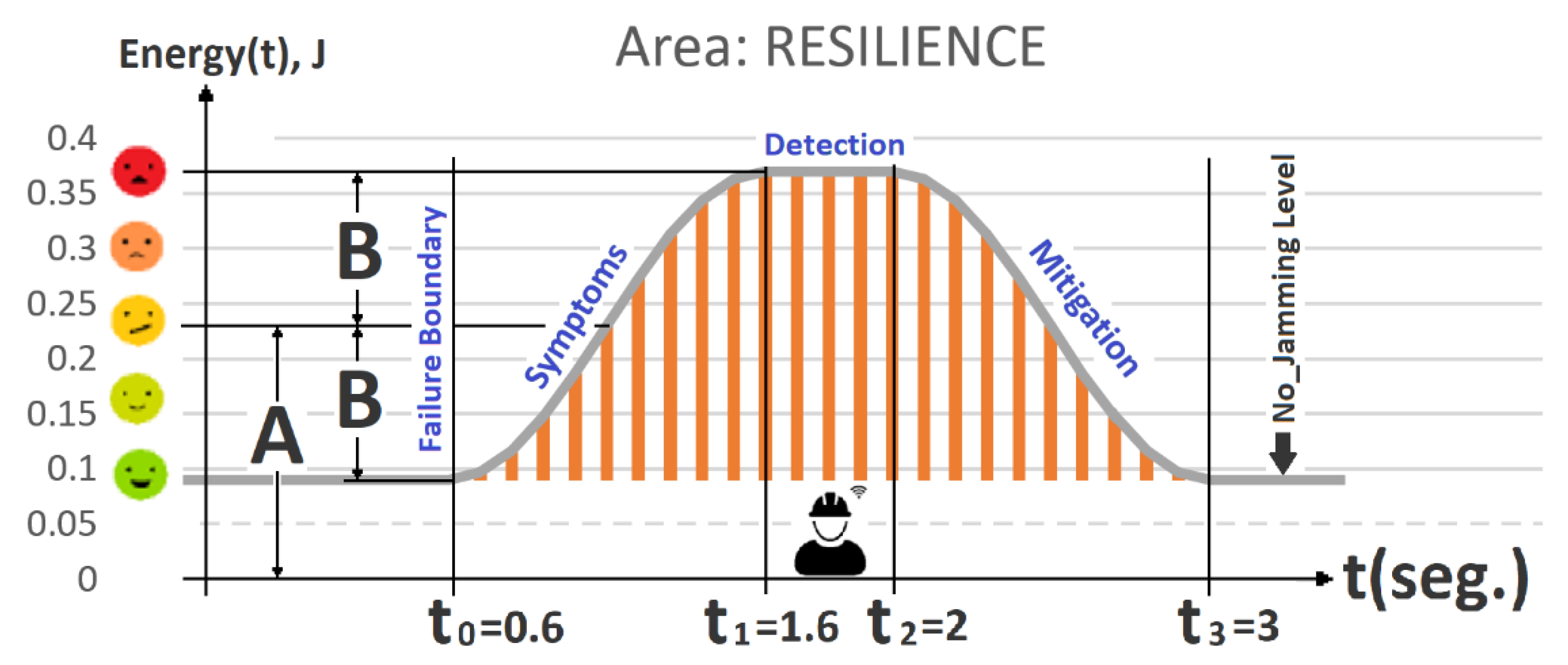
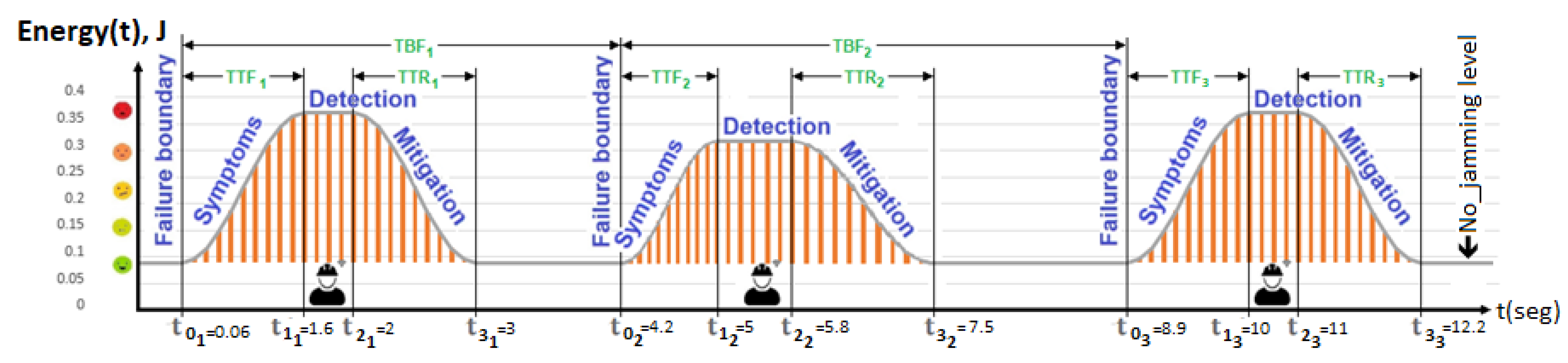
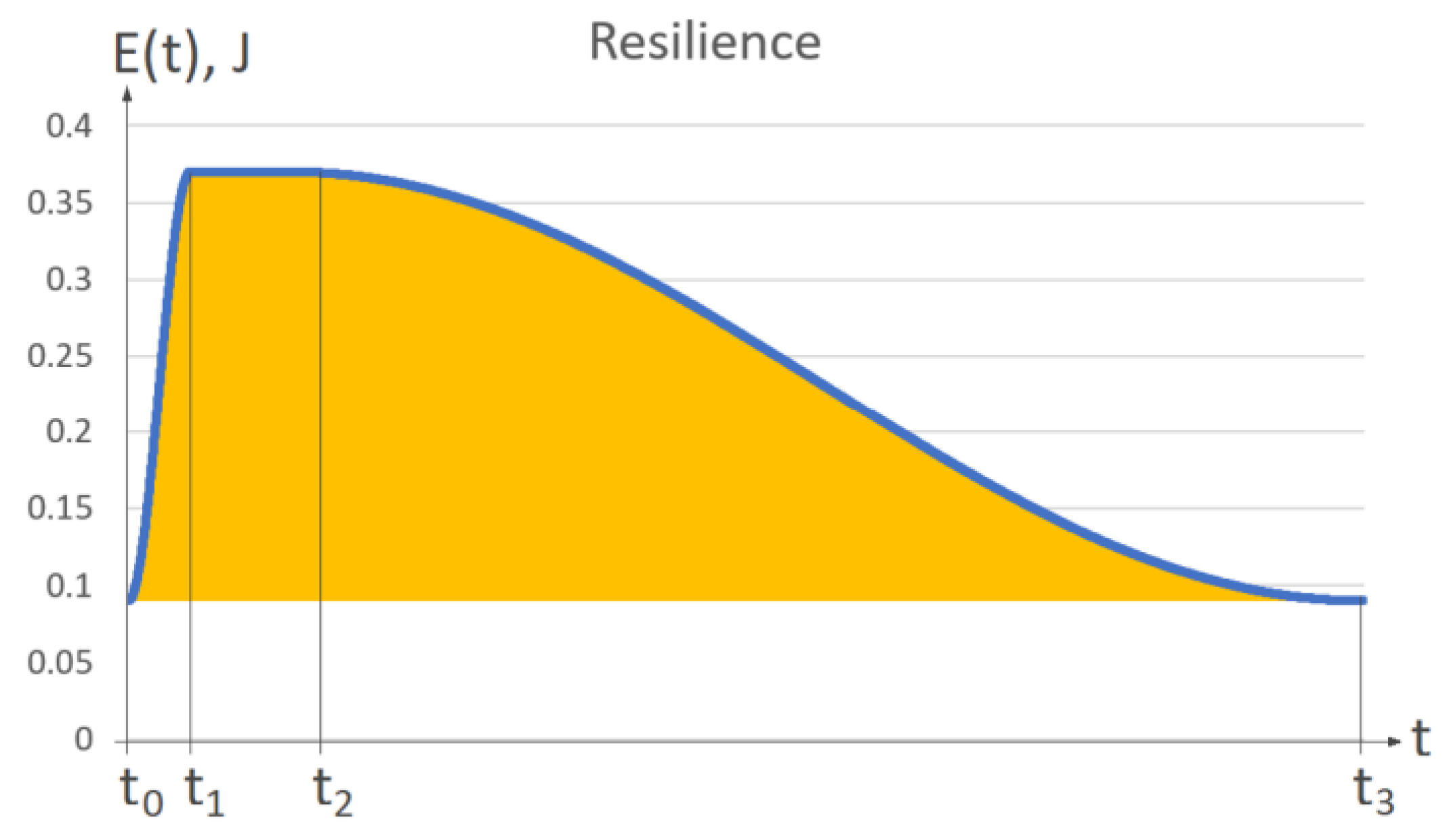
- Cooperative and collaborative schemes. According to a previous study [107], resilience can be achieved by using a collaborative scheme between network nodes when a jamming attack of any kind appears. Greater availability is obtained in an IWSN when greater quantity of the available routes is found, reducing transmission latency, and reducing energy consumption. In this resilience approach, the method proposed in Section 4.3.1 and Figure 19 will be used, since it deals with signals with real-time data. Resilience is the area between the Energy (J) with No_Jamming and the Energy (J) with constant jamming in the three stages of the : (1) symptoms, (2) detection and (3) mitigation, presented in Equation (1) and Figure 11. From the data obtained in a previous experiment (see Table 9), the energy metric in a normal cooperative scheme operation had a value of 0.09 J, and when there was a jamming attack, the value goes up to 0.37 Joules. In this example, time s, s, s, and s, were randomly taken.
- (b)
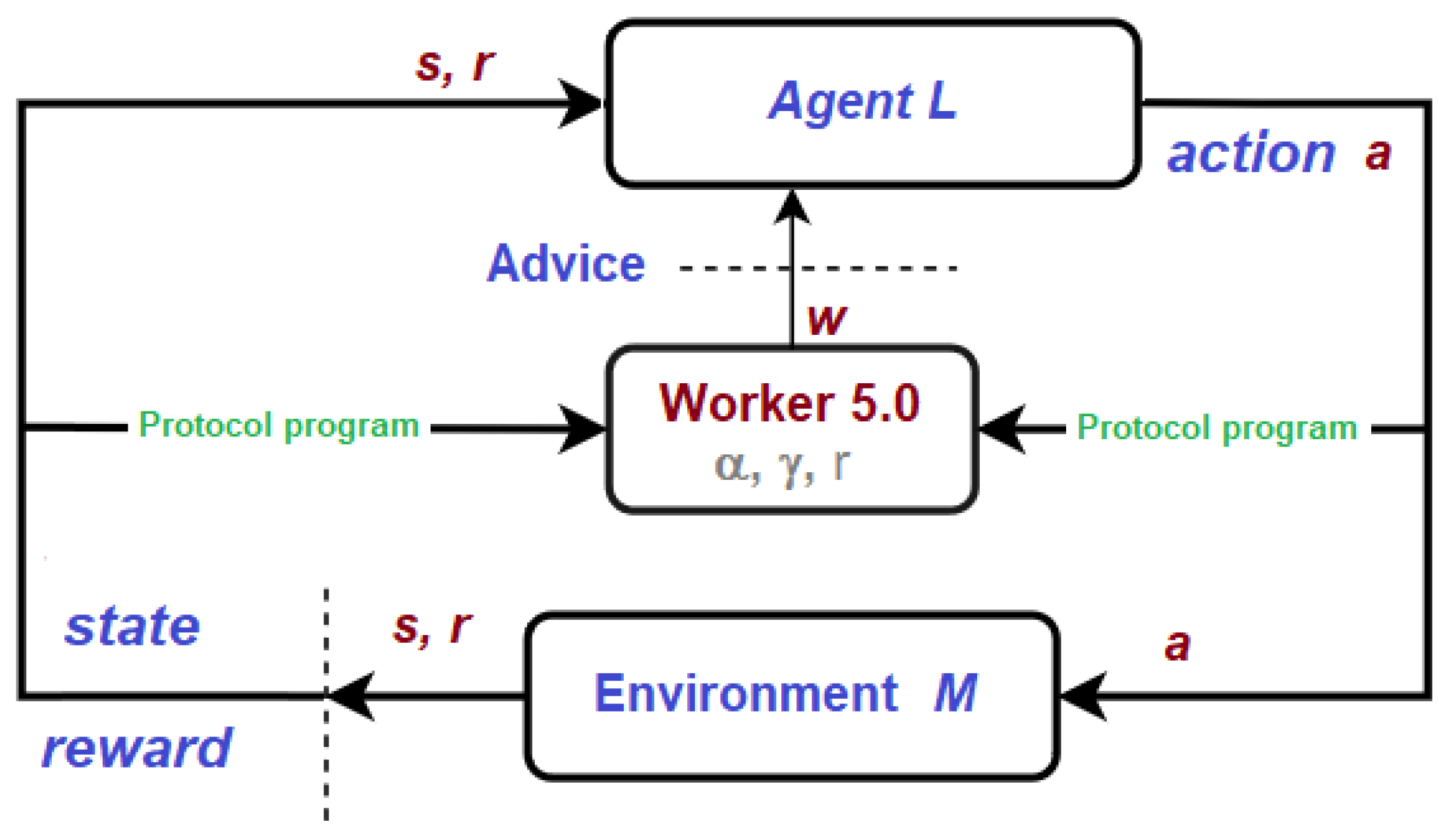
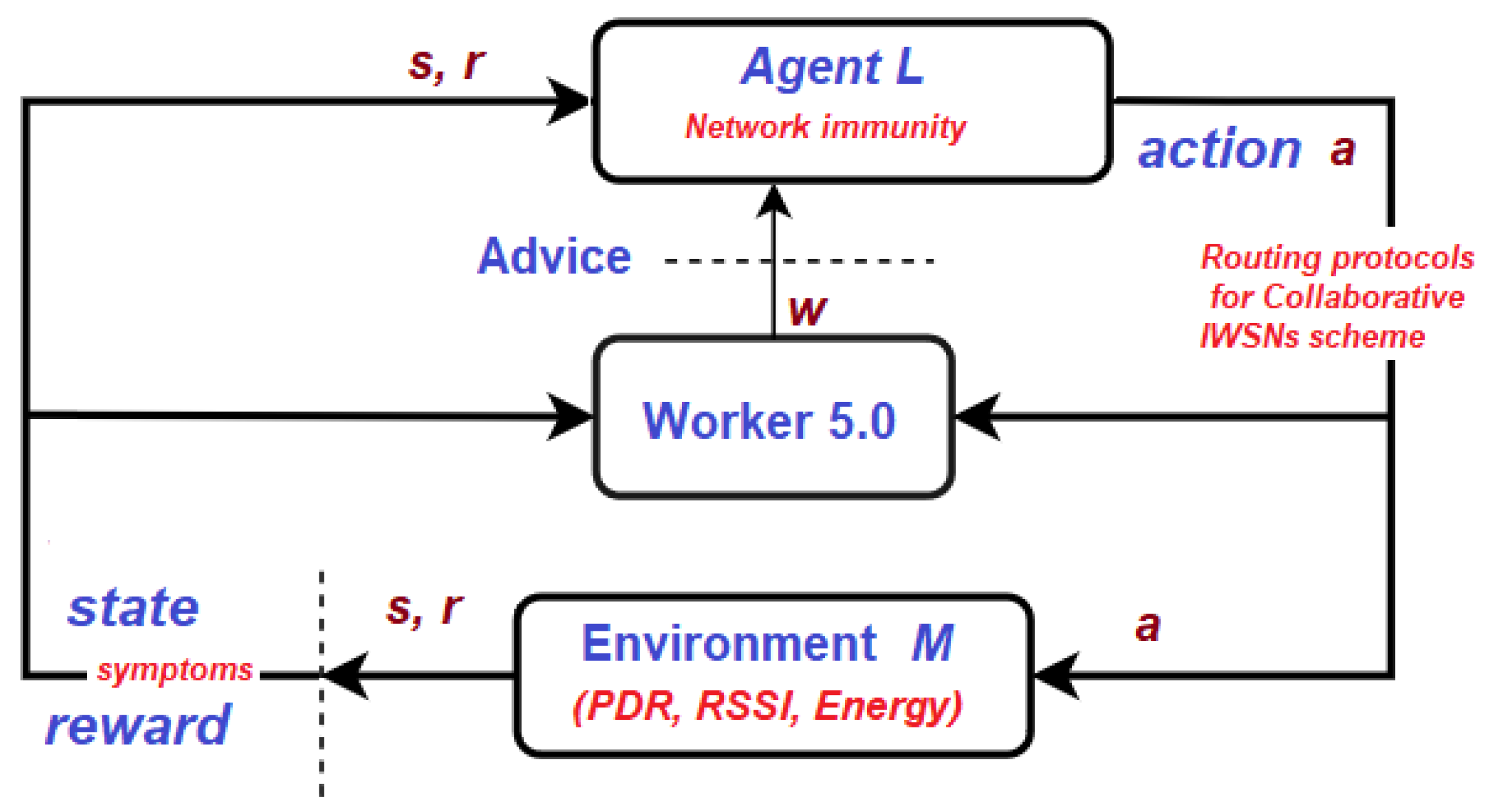
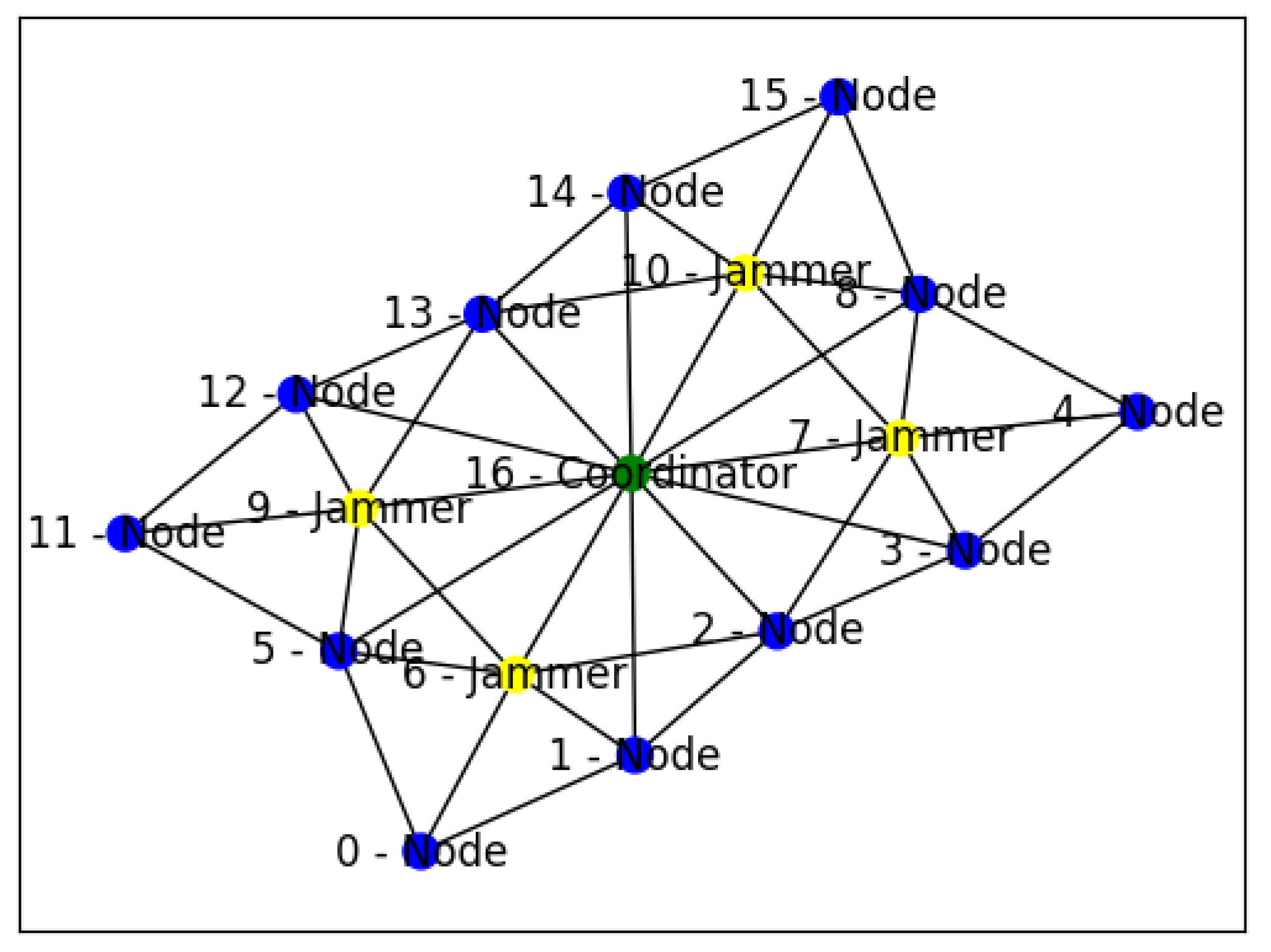
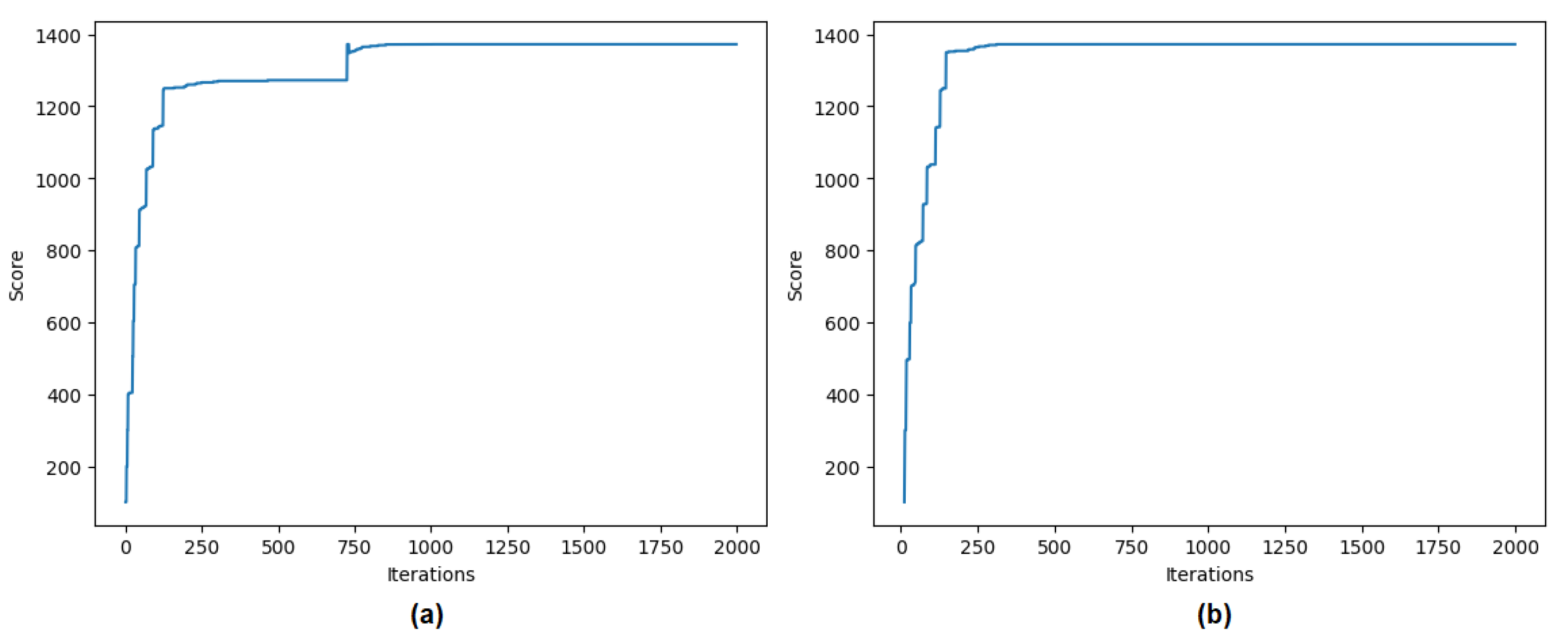
- Q-learning algorithm simulation: Reinforcement learning algorithms [134,135,136,137] are suitable to defend a WSN by increasing the availability and optimal routes in a network. According to [118] interactive RL makes use of human feedback in the learning process in combination with or without environmental reward. As seen in Figure 21, Worker 5.0 gives advice to the agent [124], so the agent considers the human experiences to decide the action to be accomplished in the environment. The human engineer gives advice and changes the rewards given by some fixed reward function to influence an agent’s learning [119]. The feedback can be evaluative, corrective, or just guidance.
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dombrowski, U.; Henningsen, N. Systems of objectives in a VUCA world within the Lean Enterprise. In Proceedings of the 2019 International Symposium on Systems Engineering (ISSE), Edinburgh, UK, 1–3 October 2019; pp. 1–7. [Google Scholar] [CrossRef]
- Hogarth, T. Economy, Employment and Skills: European, Regional and Global Perspectives in an Age of Uncertainty; Fondazione Giacomo Brodolini: Roma, Italy, 2018. [Google Scholar]
- Botwright, K.; Bezamat, F. Predictions 2022: Here’s How Supply Chains Might Change According to Business Leaders, Supply Chains 2022 Business Leaders Davos Agenda. 13 January 2022. Available online: https://www.weforum.org/agenda/2022/01/supply-chains-2022-business-leaders-davos-agenda/ (accessed on 13 April 2022).
- Ayyub, B.M. Practical Resilience Metrics for Planning, Design, and Decision Making. ASCE-ASME J. Risk Uncertain. Eng. Syst. Part A Civ. Eng. 2015, 1, 04015008. [Google Scholar] [CrossRef]
- Hitachi-UTokyo Laboratory (H-UTokyo Lab.). Society 5.0: A People-Centric Super-Smart Society; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- De Felice, F.; Travaglioni, M.; Petrillo, A. Innovation Trajectories for a Society 5.0. Data 2021, 6, 115. [Google Scholar] [CrossRef]
- Fukuyama, M. Society 5.0: Aiming for a new human-centered society. Jpn. Spotlight 2018, 1, 47–50. [Google Scholar]
- Breque, M.; de Nul, L.; Petridis, A. Industry 5.0: Towards a Sustainable, Human-Centric and Resilient European Industry; European Commission, Directorate-General for Research and Innovation: Luxembourg, 2021. [Google Scholar]
- Stearns, P.N. The Industrial Revolution in World History; Routledge: London, UK, 2020. [Google Scholar]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; De Felice, F. Artificial Intelligence and Machine Learning Applications in Smart Production: Progress, Trends, and Directions. Sustainability 2020, 12, 492. [Google Scholar] [CrossRef]
- Frey, C.B.; Osborne, M.A. The future of employment: How susceptible are jobs to computerisation? Technol. Forecast. Soc. Chang. 2017, 114, 254–280. [Google Scholar] [CrossRef]
- Treviño-Elizondo, B.L.; García-Reyes, H. The challenge of Becoming a Worker 4.0–A Human-centered Maturity Model for Industry 4.0 Adoption. In Proceedings of the IIE Annual Conference. Proceedings Institute of Industrial and Systems Engineers (IISE), online, 22–25 May 2021; pp. 584–589. [Google Scholar]
- Calvetti, D.; Mêda, P.; Gonçalves, M.C.; Sousa, H. Worker 4.0: The Future of Sensored Construction Sites. Buildings 2020, 10, 169. [Google Scholar] [CrossRef]
- Into the Future with Worker 4. LabourBeat. Available online: http://www.labourbeat.org/future-worker-4-0/ (accessed on 14 April 2022).
- Wearable AI Market Trends-Industry Statistics Report 2025. Global Market Insights Inc. [En línea]. Available online: https://www.gminsights.com/industry-analysis/wearable-ai-market (accessed on 2 July 2022).
- Wireless Sensor Network Market Size, Share & Industry Analysis, By Component (Hardware, Software, and Services), By Sensor Type (MEMS Sensors, CMOS-based Sensors, LED Sensors, Motion and Position Sensor), By Application (Home and Building Automation, Industrial Automation, Military Surveillance, Smart Transportation), By End-User (Automotive and Transportation, Aerospace and Defence, Oil and Gas, Healthcare) and Regional Forecast, 2019–2026. Available online: https://www.fortunebusinessinsights.com/wireless-sensor-network-market-102625 (accessed on 9 September 2022).
- Mansor, M.A.; Ohsato, A.; Sulaiman, S. Knowledge Management for Maintenance Activities in the Manufacturing Sector. Int. J. Automot. Mech. Eng. 2012, 5, 612–621. [Google Scholar] [CrossRef]
- International Society of Automation. Using the ISA/IEC 62443 Standards to Secure Your Control Systems (IC32M). Available online: https://www.isa.org/training-and-certification/isa-training/instructor-led/course-descriptions/using-the-isa-iec-62443-standards-to-secure-your-c (accessed on 10 September 2022).
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef]
- Bokrantz, J. Smart Maintenance: Maintenance in Digitalised Manufacturing. Ph.D. Thesis, Chalmers University of Technolog, Göteborg, Sweden, 2019. [Google Scholar]
- Algabroun, H. On the Development of a Maintenance Approach for Factory of the Future Implementing Industry 4.0. Ph.D. Thesis, Linnaeus University, Växjö, Sweden, 2017. [Google Scholar]
- Rastegari, A. Condition Based Maintenance in the Manufacturing Industry: From Strategy to Implementation. Ph.D. Thesis, Mälardalen University, Västerås, Sweden, 2017. [Google Scholar]
- Leurent, H.; Boer, E. Fourth Industrial Revolution Beacons of Technology, and Innovation in Manufacturing; World Economy Forum: Geneva, Switzerland, 2019. [Google Scholar]
- Okoh, P.; Haugen, S. Improving the robustness and resilience properties of maintenance. Process Saf. Environ. Prot. 2015, 94, 212–226. [Google Scholar] [CrossRef]
- Miller, K.; Dubrawski, A. System-Level Predictive Maintenance: Review of Research Literature and Gap Analysis. arXiv 2020, arXiv:preprint/2005.05239. Available online: http://arxiv.org/abs/2005.05239 (accessed on 3 June 2022).
- Alvanchi, A.; TohidiFar, A.; Mousavi, M.; Azad, R.; Rokooei, S. A critical study of the existing issues in manufacturing maintenance systems: Can BIM fill the gap? Comput. Ind. 2021, 131, 103484. [Google Scholar] [CrossRef]
- Bousdekis, A.; Lepenioti, K.; Apostolou, D.; Mentzas, G. Decision Making in Predictive Maintenance: Literature Review and Research Agenda for Industry 4.0. IFAC-PapersOnLine 2019, 52, 607–612. [Google Scholar] [CrossRef]
- Bousdekis, A.; Lepenioti, K.; Apostolou, D.; Mentzas, G. A Review of Data-Driven Decision-Making Methods for Industry 4.0 Maintenance Applications. Electronics 2021, 10, 828. [Google Scholar] [CrossRef]
- Ensafi, M.; Thabet, W. Challenges and Gaps in Facility Maintenance Practices. EPiC Ser. Built Environ. 2021, 2, 237–245. [Google Scholar] [CrossRef]
- Lepenioti, K.; Bousdekis, A.; Apostolou, D.; Mentzas, G. Prescriptive analytics: Literature review and research challenges. Int. J. Inf. Manag. 2020, 50, 57–70. [Google Scholar] [CrossRef]
- Akundi, A.; Euresti, D.; Luna, S.; Ankobiah, W.; Lopes, A.; Edinbarough, I. State of Industry 5.0—Analysis and Identification of Current Research Trends. Appl. Syst. Innov. 2022, 5, 27. [Google Scholar] [CrossRef]
- Maddikunta, P.K.R.; Pham, Q.-V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2021, 26, 100257. [Google Scholar] [CrossRef]
- Raad, H.K. Fundamentals of IoT and Wearable Technology Design, 1st ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2021. [Google Scholar]
- Cannan, J.; Hu, H. Human-Machine Interaction (HMI): A Survey; University of Essex: Colchester, UK, 2011; p. 16. [Google Scholar]
- Lin, Y.; Bariya, M.; Javey, A. Wearable Biosensors for Body Computing. Adv. Funct. Mater. 2020, 31, 2008087. [Google Scholar] [CrossRef]
- Ling, Y.; An, T.; Yap, L.W.; Zhu, B.; Gong, S.; Cheng, W. Disruptive, Soft, Wearable Sensors. Adv. Mater. 2019, 32, e1904664. [Google Scholar] [CrossRef]
- Zhang, Z.; Song, Y.; Cui, L.; Liu, X.; Zhu, T. Emotion recognition based on customized smart bracelet with built-in accelerometer. PeerJ 2016, 4, e2258. [Google Scholar] [CrossRef]
- Ragot, M.; Martin, N.; Em, S.; Pallamin, N.; Diverrez, J.-M. Emotion Recognition Using Physiological Signals: Laboratory vs. Wearable Sensors. In Advances in Human Factors in Wearable Technologies and Game Design; Ahram, T., Falcão, C., Eds.; Springer International Publishing: Cham, Switzerland, 2018; Volume 608, pp. 15–22. [Google Scholar] [CrossRef]
- Saganowski, S.; Dutkowiak, A.; Dziadek, A.; Dziezyc, M.; Komoszynska, J.; Michalska, W.; Polak, A.; Ujma, M.; Kazienko, P. Emotion Recognition Using Wearables: A Systematic Literature Review—Work-in-Progress. In Proceedings of the 2020 IEEE International Conference on Pervasive Computing and Communications Workshops (PerCom Workshops), Austin, TX, USA, 23–27 March 2020; pp. 1–6. [Google Scholar] [CrossRef]
- Papakostas, M.; Kanal, V.; Abujelala, M.; Tsiakas, K.; Makedon, F. Physical fatigue detection through EMG wearables and subjective user reports: A machine learning approach towards adaptive rehabilitation. In Proceedings of the 12th ACM International Conference on PErvasive Technologies Related to Assistive Environments, Rhodes, Greece, 5–7 June 2019; pp. 475–481. [Google Scholar] [CrossRef]
- Schmidt, M.; Rheinländer, C.C.; Wille, S.; Wehn, N.; Jaitner, T. IMU-based determination of fatigue during long sprint. In Proceedings of the 2016 ACM International Joint Conference on Pervasive and Ubiquitous Computing: Adjunct, Heidelberg, Germany, 12–16 September 2016; pp. 899–903. [Google Scholar] [CrossRef]
- Porter, M.E. Competitive Advantage; The Free Press: New York, NY, USA, 1985. [Google Scholar]
- Booth, A.; Sutton, A.; Papaioannou, D. Systematic Approaches to a Successful Literature Review, 2nd ed.; Sage: Los Angeles, LA, USA, 2016. [Google Scholar]
- Page, M.J.; Moher, D.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. PRISMA 2020 explanation and elaboration: Updated guidance and exemplars for reporting systematic reviews. BMJ 2021, 372, n160. [Google Scholar] [CrossRef] [PubMed]
- Burnham, J.F. Scopus database: A review. Biomed. Digit. Libr. 2006, 3, 1. [Google Scholar] [CrossRef]
- Tober, M. PubMed, ScienceDirect, Scopus or Google Scholar—Which is the best search engine for an effective literature research in laser medicine? Med. Laser Appl. 2011, 26, 139–144. [Google Scholar] [CrossRef]
- Hunter, K. ScienceDirect™. Ser. Libr. 1998, 33, 287–297. [Google Scholar] [CrossRef]
- Elston, D.M. Mendeley. J. Am. Acad. Dermatol. 2019, 81, 1071. [Google Scholar] [CrossRef]
- Abidi, M.H.; Mohammed, M.K.; Alkhalefah, H. Predictive Maintenance Planning for Industry 4.0 Using Machine Learning for Sustainable Manufacturing. Sustainability 2022, 14, 3387. [Google Scholar] [CrossRef]
- Herčko, J.; Slamková, E.; Hnát, J. Industry 4.0 as a factor of productivity increase. In Proceedings of the TRANSCOM 2015, Žilina, Slovakia, 22–24 June 2015; 2015; pp. 22–24. [Google Scholar]
- Algabroun, H.; Iftikhar, M.U.; Al-Najjar, B.; Weyns, D. Maintenance 4.0 framework using self: Adaptive software architecture. J. Maint. Eng. 2018, 2, 280–293. [Google Scholar]
- Vernim, S.; Bauer, H.; Rauch, E.; Ziegler, M.T.; Umbrello, S. A value sensitive design approach for designing AI-based worker assistance systems in manufacturing. Procedia Comput. Sci. 2022, 200, 505–516. [Google Scholar] [CrossRef]
- Rehman, U.; Cao, S. Comparative evaluation of augmented reality-based assistance for procedural tasks: A simulated control room study. Behav. Inf. Technol. 2019, 39, 1225–1245. [Google Scholar] [CrossRef]
- Nikolakis, N.; Marguglio, A.; Veneziano, G.; Greco, P.; Panicucci, S.; Cerquitelli, T.; Macii, E.; Andolina, S.; Alexopoulos, K. A microservice architecture for predictive analytics in manufacturing. Procedia Manuf. 2020, 51, 1091–1097. [Google Scholar] [CrossRef]
- Li, Z.; Shi, L.; Cristea, A.I.; Zhou, Y. A Survey of Collaborative Reinforcement Learning: Interactive Methods and Design Patterns, In Proceedings of the DIS 2021–Proceedings of the 2021 ACM Designing Interactive Systems Conference: Nowhere and Everywhere, online, 28 June–2 July 2021; pp. 1579–1590. [CrossRef]
- Stowers, K.; Oglesby, J.; Sonesh, S.; Leyva, K.; Iwig, C.; Salas, E. A Framework to Guide the Assessment of Human–Machine Systems. Hum. Factors: J. Hum. Factors Ergon. Soc. 2017, 59, 172–188. [Google Scholar] [CrossRef] [PubMed]
- Cimini, C.; Pirola, F.; Pinto, R.; Cavalieri, S. A human-in-the-loop manufacturing control architecture for the next generation of production systems. J. Manuf. Syst. 2020, 54, 258–271. [Google Scholar] [CrossRef]
- Angelopoulos, A.; Michailidis, E.T.; Nomikos, N.; Trakadas, P.; Hatziefremidis, A.; Voliotis, S.; Zahariadis, T. Tackling Faults in the Industry 4.0 Era—A Survey of Machine-Learning Solutions and Key Aspects. Sensors 2019, 20, 109. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Gu, C.; He, S.; Shi, Z.; Meng, W. An interoperable and flat Industrial Internet of Things architecture for low latency data collection in manufacturing systems. J. Syst. Arch. 2022, 129, 102631. [Google Scholar] [CrossRef]
- Qin, W.; Chen, S.; Peng, M. Recent advances in Industrial Internet: Insights and challenges. Digit. Commun. Networks 2019, 6, 1–13. [Google Scholar] [CrossRef]
- Gisbert, J.; Palau, C.; Uriarte, M.; Prieto, G.; Palazón, J.; Esteve, M.; López, O.; Correas, J.; Lucas-Estañ, M.; Giménez, P.; et al. Integrated system for control and monitoring industrial wireless networks for labor risk prevention. J. Netw. Comput. Appl. 2014, 39, 233–252. [Google Scholar] [CrossRef]
- Ansari, F.; Hold, P.; Khobreh, M. A knowledge-based approach for representing jobholder profile toward optimal human–machine collaboration in cyber physical production systems. CIRP J. Manuf. Sci. Technol. 2020, 28, 87–106. [Google Scholar] [CrossRef]
- Diez-Olivan, A.; Del Ser, J.; Galar, D.; Sierra, B. Data fusion and machine learning for industrial prognosis: Trends and perspectives towards Industry 4.0. Inf. Fusion 2018, 50, 92–111. [Google Scholar] [CrossRef]
- Iung, B.; Levrat, E. Advanced Maintenance Services for Promoting Sustainability. Procedia CIRP 2014, 22, 15–22. [Google Scholar] [CrossRef]
- Illankoon, P.; Tretten, P. Judgemental errors in aviation maintenance. Cogn. Technol. Work 2019, 22, 769–786. [Google Scholar] [CrossRef]
- Mancuso, A.; Compare, M.; Salo, A.; Zio, E. Optimal Prognostics and Health Management-driven inspection and maintenance strategies for industrial systems. Reliab. Eng. Syst. Saf. 2021, 210, 107536. [Google Scholar] [CrossRef]
- Kefalidou, G.; Golightly, D.; Sharples, S. Identifying rail asset maintenance processes: A human-centric and sensemaking approach. Cogn. Technol. Work 2018, 20, 73–92. [Google Scholar] [CrossRef]
- Turner, C.; Okorie, O.; Emmanouilidis, C.; Oyekan, J. Circular production and maintenance of automotive parts: An Internet of Things (IoT) data framework and practice review. Comput. Ind. 2021, 136, 103593. [Google Scholar] [CrossRef]
- Vrignat, P.; Kratz, F.; Avila, M. Sustainable manufacturing, maintenance policies, prognostics and health management: A literature review. Reliab. Eng. Syst. Saf. 2022, 218, 108140. [Google Scholar] [CrossRef]
- BahooToroody, A.; Abaei, M.M.; Banda, O.V.; Kujala, P.; De Carlo, F.; Abbassi, R. Prognostic health management of repairable ship systems through different autonomy degree; From current condition to fully autonomous ship. Reliab. Eng. Syst. Saf. 2022, 221, 108355. [Google Scholar] [CrossRef]
- Ferreira, W.D.P.; Armellini, F.; De Santa-Eulalia, L.A. Simulation in industry 4.0: A state-of-the-art review. Comput. Ind. Eng. 2020, 149, 106868. [Google Scholar] [CrossRef]
- Naranjo, J.E.; Sanchez, D.G.; Robalino-Lopez, A.; Robalino-Lopez, P.; Alarcon-Ortiz, A.; Garcia, M.V. A Scoping Review on Virtual Reality-Based Industrial Training. Appl. Sci. 2020, 10, 8224. [Google Scholar] [CrossRef]
- Zunino, C.; Valenzano, A.; Obermaisser, R.; Petersen, S. Factory Communications at the Dawn of the Fourth Industrial Revolution. Comput. Stand. Interfaces 2020, 71, 103433. [Google Scholar] [CrossRef]
- Caroff, T.; Brulais, S.; Faucon, A.; Boness, A.; Arrizabalaga, A.S.; Ellinger, J. Ultra low power wireless multi-sensor platform dedicated to machine tool condition monitoring. Procedia Manuf. 2020, 51, 296–301. [Google Scholar] [CrossRef]
- Deng, C.; Guo, R.; Zheng, P.; Liu, C.; Xu, X.; Zhong, R.Y. From Open CNC Systems to Cyber-Physical Machine Tools: A Case Study. Procedia CIRP 2018, 72, 1270–1276. [Google Scholar] [CrossRef]
- Cohen, Y.; Faccio, M.; Elaluf, A. Hierarchy of Smart Awareness in Assembly 4.0 Systems. IFAC-PapersOnLine 2019, 52, 1508–1512. [Google Scholar] [CrossRef]
- Suhail, S.; Malik, S.U.R.; Jurdak, R.; Hussain, R.; Matulevičius, R.; Svetinovic, D. Towards situational aware cyber-physical systems: A security-enhancing use case of blockchain-based digital twins. Comput. Ind. 2022, 141, 103699. [Google Scholar] [CrossRef]
- Fleischmann, H.; Kohl, J.; Franke, J. A Modular Architecture for the Design of Condition Monitoring Processes. Procedia CIRP 2016, 57, 410–415. [Google Scholar] [CrossRef]
- Pacaux-Lemoine, M.-P.; Trentesaux, D.; Zambrano Rey, G.; Millot, P. Designing intelligent manufacturing systems through Human-Machine Cooperation principles: A human-centered approach. Comput. Ind. Eng. 2017, 111, 581–595. [Google Scholar] [CrossRef]
- Hribernik, K.; Cabri, G.; Mandreoli, F.; Mentzas, G. Autonomous, context-aware, adaptive Digital Twins—State of the art and roadmap. Comput. Ind. 2021, 133, 103508. [Google Scholar] [CrossRef]
- Ramasubramanian, A.K.; Mathew, R.; Kelly, M.; Hargaden, V.; Papakostas, N. Digital Twin for Human–Robot Collaboration in Manufacturing: Review and Outlook. Appl. Sci. 2022, 12, 4811. [Google Scholar] [CrossRef]
- Bécue, A.; Maia, E.; Feeken, L.; Borchers, P.; Praça, I. A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Appl. Sci. 2020, 10, 4482. [Google Scholar] [CrossRef]
- Chen, J.; Ding, Y.; Xin, B.; Yang, Q.; Fang, H. A Unifying Framework for Human–Agent Collaborative Systems—Part I: Element and Relation Analysis. IEEE Trans. Cybern. 2020, 52, 138–151. [Google Scholar] [CrossRef]
- Wang, B.; Zheng, P.; Yin, Y.; Shih, A.; Wang, L. Toward human-centric smart manufacturing: A human-cyber-physical systems (HCPS) perspective. J. Manuf. Syst. 2022, 63, 471–490. [Google Scholar] [CrossRef]
- Turner, C.J.; Ma, R.; Chen, J.; Oyekan, J. Human in the Loop: Industry 4.0 Technologies and Scenarios for Worker Mediation of Automated Manufacturing. IEEE Access 2021, 9, 103950–103966. [Google Scholar] [CrossRef]
- Neumann, W.P.; Winkelhaus, S.; Grosse, E.H.; Glock, C.H. Industry 4.0 and the human factor—A systems framework and analysis methodology for successful development. Int. J. Prod. Econ. 2020, 233, 107992. [Google Scholar] [CrossRef]
- Humayun, M. Industrial Revolution 5.0 and the Role of Cutting Edge Technologies. Int. J. Adv. Comput. Sci. Appl. 2021, 12, 605–615. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Operator 5.0: A Survey on Enabling Technologies and a Framework for Digital Manufacturing Based on Extended Reality. J. Mach. Eng. 2022, 22, 43–69. [Google Scholar] [CrossRef]
- Lu, Y.; Zheng, H.; Chand, S.; Xia, W.; Liu, Z.; Xu, X.; Wang, L.; Qin, Z.; Bao, J. Outlook on human-centric manufacturing towards Industry 5.0. J. Manuf. Syst. 2022, 62, 612–627. [Google Scholar] [CrossRef]
- Genge, B.; Siaterlis, C. Physical process resilience-aware network design for SCADA systems. Comput. Electr. Eng. 2014, 40, 142–157. [Google Scholar] [CrossRef]
- Veitch, E.; Alsos, O.A. A systematic review of human-AI interaction in autonomous ship systems. Saf. Sci. 2022, 152, 105778. [Google Scholar] [CrossRef]
- Simões, A.C.; Pinto, A.; Santos, J.; Pinheiro, S.; Romero, D. Designing human-robot collaboration (HRC) workspaces in industrial settings: A systematic literature review. J. Manuf. Syst. 2021, 62, 28–43. [Google Scholar] [CrossRef]
- Sparrow, D.; Taylor, N.; Kruger, K.; Basson, A.; Bekker, A. Interfacing with Humans in Factories of the Future: Holonic Interface Services for Ambient Intelligence Environments. Stud. Comput. Intell. 2021, 952, 299–312. [Google Scholar] [CrossRef]
- Hager, G.D.; Drobnis, A.; Fang, F.; Ghani, R.; Greenwald, A.; Lyons, T.; Parkes, D.C.; Schultz, J.; Saria, S.; Smith, S.F.; et al. Artificial intelligence for social good. arXiv 2019, arXiv:preprint/1901.05406. Available online: https://arxiv.org/abs/1901.05406 (accessed on 2 July 2022).
- Pinzone, M.; Albè, F.; Orlandelli, D.; Barletta, I.; Berlin, C.; Johansson, B.; Taisch, M. A framework for operative and social sustainability functionalities in Human-Centric Cyber-Physical Production Systems. Comput. Ind. Eng. 2020, 139, 105132. [Google Scholar] [CrossRef]
- Panagou, S.; Fruggiero, F.; Lambiase, A. The Sustainable Role of Human Factor in I4.0 scenarios. Procedia Comput. Sci. 2021, 180, 1013–1023. [Google Scholar] [CrossRef]
- Romero, D.; Stahre, J. Towards The Resilient Operator 5.0: The Future of Work in Smart Resilient Manufacturing Systems. Procedia CIRP 2021, 104, 1089–1094. [Google Scholar] [CrossRef]
- Khan, S.; Farnsworth, M.; McWilliam, R.; Erkoyuncu, J. On the requirements of digital twin-driven autonomous maintenance. Annu. Rev. Control 2020, 50, 13–28. [Google Scholar] [CrossRef]
- Gamer, T.; Hoernicke, M.; Kloepper, B.; Bauer, R.; Isaksson, A.J. The Autonomous Industrial Plant -Future of Process Engineering, Operations and Maintenance. IFAC PapersOnLine 2019, 52, 454–460. [Google Scholar] [CrossRef]
- Eunike, A.; Wang, K.-J.; Chiu, J.; Hsu, Y. Real-time resilient scheduling by digital twin technology in a flow-shop manufacturing system. Procedia CIRP 2022, 107, 668–674. [Google Scholar] [CrossRef]
- Tran, T.-A.; Ruppert, T.; Eigner, G.; Abonyi, J. Retrofitting-Based Development of Brownfield Industry 4.0 and Industry 5.0 Solutions. IEEE Access 2022, 10, 64348–64374. [Google Scholar] [CrossRef]
- Son, C.; Sasangohar, F.; Neville, T.; Peres, S.C.; Moon, J. Investigating resilience in emergency management: An integrative review of literature. Appl. Ergon. 2020, 87, 103114. [Google Scholar] [CrossRef]
- Peruzzini, M.; Pellicciari, M. A framework to design a human-centred adaptive manufacturing system for aging workers. Adv. Eng. Inform. 2017, 33, 330–349. [Google Scholar] [CrossRef]
- Moencks, M.; Roth, E.; Bohné, T.; Romero, D.; Stahre, J. Augmented Workforce Canvas: A management tool for guiding human-centric, value-driven human-technology integration in industry. Comput. Ind. Eng. 2021, 163, 107803. [Google Scholar] [CrossRef]
- Dornelles, J.D.A.; Ayala, N.F.; Frank, A.G. Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities. Comput. Ind. Eng. 2021, 163, 107804. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Cortés-Leal, A.; Del-Valle-Soto, C.; Cardenas, C.; Valdivia, L.J.; Del Puerto-Flores, J.A. Performance Metric Analysis for a Jamming Detection Mechanism under Collaborative and Cooperative Schemes in Industrial Wireless Sensor Networks. Sensors 2021, 22, 178. [Google Scholar] [CrossRef] [PubMed]
- Sciutti, A.; Mara, M.; Tagliasco, V.; Sandini, G. Humanizing Human-Robot Interaction: On the Importance of Mutual Understanding. IEEE Technol. Soc. Mag. 2018, 37, 22–29. [Google Scholar] [CrossRef]
- Mabkhot, M.M.; Ferreira, P.; Maffei, A.; Podržaj, P.; Mądziel, M.; Antonelli, D.; Lanzetta, M.; Barata, J.; Boffa, E.; Finžgar, M.; et al. Mapping Industry 4.0 Enabling Technologies into United Nations Sustainability Development Goals. Sustainability 2021, 13, 2560. [Google Scholar] [CrossRef]
- Peng, T.; He, Q.; Zhang, Z.; Wang, B.; Xu, X. Industrial Internet-enabled Resilient Manufacturing Strategy in the Wake of COVID-19 Pandemic: A Conceptual Framework and Implementations in China. Chin. J. Mech. Eng. 2021, 34, 48. [Google Scholar] [CrossRef]
- Menezes, B.C.; Kelly, J.D.; Leal, A.G.; le Roux, G.C. Predictive, prescriptive and detective analytics for smart manufacturing in the information age. IFAC-PapersOnLine 2019, 52, 568–573. [Google Scholar] [CrossRef]
- Wellsandt, S.; Klein, K.; Hribernik, K.; Lewandowski, M.; Bousdekis, A.; Mentzas, G.; Thoben, K.-D. Towards Using Digital Intelligent Assistants to Put Humans in the Loop of Predictive Maintenance Systems. IFAC-PapersOnLine 2021, 54, 49–54. [Google Scholar] [CrossRef]
- Cheng, Y.; Elsayed, E.A.; Huang, Z. Systems resilience assessments: A review, framework and metrics. Int. J. Prod. Res. 2021, 60, 595–622. [Google Scholar] [CrossRef]
- Nentwich, C.; Benker, M.; Ellinger, J.; Zhai, S.; Kleinwort, R.; Reinhart, G.; Zäh, M. Predictive maintenance within the industrial value chain [Einblicke entlang der wertschöpfungskette predictive maintenance in der produktion. In WT Werkstattstechnik; Scopus: Amsterdam, The Netherlands, 2020; Volume 110, pp. 98–102. [Google Scholar]
- Giorgio, L.; Nicola, M.; Stefania, M.; Onofrio, S. A Comparison of Machine Learning Algorithms and Tools in Prognostic Predictive Maintenance: A Focus on Siamese Neural Network Models, CEUR Workshop Proceedings. 2021, Volume 3102. Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-85127154325&partnerID=40&md5=0b3ff0ed84d53526d110c75a434867de (accessed on 2 July 2022).
- Astobiza, A.M.; Toboso, M.; Aparicio, M.; Lopez, D. AI Ethics for Sustainable Development Goals. IEEE Technol. Soc. Mag. 2021, 40, 66–71. [Google Scholar] [CrossRef]
- Winder, P. Reinforcement Learning; O’Reilly Media: Sebastopol, CA, USA, 2020; p. 408. [Google Scholar]
- Akalin, N.; Loutfi, A. Reinforcement Learning Approaches in Social Robotics. Sensors 2021, 21, 1292. [Google Scholar] [CrossRef]
- Abel, D.; Salvatier, J.; Stuhlmüller, A.; Evans, O. Agent-Agnostic Human-in-the-Loop Reinforcement Learning. arXiv 2017, arXiv:preprint/1701.04079. Available online: http://arxiv.org/abs/1701.04079 (accessed on 17 September 2022).
- Caminero Fernández, G. Reinforcement Learning como Reacción Frente a Anomalías en la red; Universidad de Valladolid. Escuela Técnica Superior de Ingenieros de Telecomunicación: Valladolid, Spain, 2018; p. 102. Available online: https://uvadoc.uva.es/bitstream/handle/10324/33081/TFM-G934.pdf?sequence=1&isAllowed=y (accessed on 2 July 2022).
- Mandel, T.; Liu, Y.-E.; Brunskill, E.; Popović, Z. Where to Add Actions in Human-in-the-Loop Reinforcement Learning. In Proceedings of the Thirty-First AAAI Conference on Artificial Intelligence, San Francisco, CA, USA, 4–9 February 2017. [Google Scholar] [CrossRef]
- Thurston, N.; Vanhoy, G.; Bose, T. Intelligent Jamming using deep Q-learning; University of Arizona, Department of Electrical and Computer Engineering: Tucson, AZ, USA, 2018; p. 11. [Google Scholar]
- Bout, E.; Loscri, V.; Gallais, A. How Machine Learning Changes the Nature of Cyberattacks on IoT Networks: A Survey. IEEE Commun. Surv. Tutorials 2021, 24, 248–279. [Google Scholar] [CrossRef]
- Najar, A.; Chetouani, M. Reinforcement Learning with Human Advice: A Survey. Front. Robot. AI 2021, 8, 584075. [Google Scholar] [CrossRef]
- The, Y.-L.; Kuusk, A.G. Aligning IIoT and ISA-95 to improve asset management in process industries. In Proceedings of the World Congress on Engineering Asset Management, London, UK, 28–31 July 2019; pp. 153–163. [Google Scholar]
- Lu, Y.; Witherell, P.; Jones, A. Standard connections for IIoT empowered smart manufacturing. Manuf. Lett. 2020, 26, 17–20. [Google Scholar] [CrossRef] [PubMed]
- Pitt, J.; Bourazeri, A.; Nowak, A.; Roszczynska-Kurasinska, M.; Rychwalska, A.; Santiago, I.R.; Sanchez, M.L.; Florea, M.; Sanduleac, M. Transforming Big Data into Collective Awareness. Computer 2013, 46, 40–45. [Google Scholar] [CrossRef]
- Sivaraman, V.; Gharakheili, H.H.; Fernandes, C.; Clark, N.; Karliychuk, T. Smart IoT Devices in the Home: Security and Privacy Implications. IEEE Technol. Soc. Mag. 2018, 37, 71–79. [Google Scholar] [CrossRef]
- Parida, A.; Kumar, U.; Galar, D.; Stenström, C. Performance measurement and management for maintenance: A literature review. J. Qual. Maint. Eng. 2015, 21, 2–33. [Google Scholar] [CrossRef]
- Alagha, N.; Kabal, P. Generalized raised-cosine filters. IEEE Trans. Commun. 1999, 47, 989–997. [Google Scholar] [CrossRef]
- Surhone, L.M.; Tennoe, M.T.; Henssonow. Raised-Cosine Filter; Betascript Publishing: Beau Bassin, Mauritius, 2010; ISBN 10613099115. [Google Scholar]
- Ferencz, K.; Domokos, J. Using Node-RED platform in an industrial environment. In Proceedings of the XXXV Jubileumi Kandó Konferencia, Budapest, Hungary, 14–15 November 2019; pp. 52–63. [Google Scholar]
- Moral-Pérez, M.A. Node-RED como Herramienta Visual de Dispositivos IoT. Repositorio de Trabajos Académicos de la Universidad de Jaén, España. 2021. Available online: https://tauja.ujaen.es/bitstream/10953.1/15335/1/Memoria_TFG_Miguel_Angel_Moral_Perez.pdf (accessed on 2 July 2022).
- Abuzainab, N.; Erpek, T.; Davaslioglu, K.; Sagduyu, Y.E.; Shi, Y.; Mackey, S.J.; Patel, M.; Panettieri, F.; Qureshi, M.A.; Isler, V.; et al. QoS and Jamming-Aware Wireless Networking Using Deep Reinforcement Learning. In Proceedings of the MILCOM 2019—2019 IEEE Military Communications Conference (MILCOM), Norfolk, VA, USA, 12–14 November 2019; pp. 610–615. [Google Scholar] [CrossRef]
- Keerthika, A.; Hency, V.B. Reinforcement-Learning based energy efficient optimized routing protocol for WSN. Peer-to-Peer Netw. Appl. 2022, 15, 1685–1704. [Google Scholar] [CrossRef]
- Van Huynh, N.; Nguyen, D.N.; Hoang, D.T.; Dutkiewicz, E.; Mueck, M. Ambient Backscatter: A Novel Method to Defend Jamming Attacks for Wireless Networks. IEEE Wirel. Commun. Lett. 2019, 9, 175–178. [Google Scholar] [CrossRef]
- Li, G.; Gomez, R.; Nakamura, K.; He, B. Human-Centered Reinforcement Learning: A Survey. IEEE Trans. Human-Machine Syst. 2019, 49, 337–349. [Google Scholar] [CrossRef]
- Sanghi, N. Deep Reinforcement Learning with Python; Apress: Pune, India, 2021. [Google Scholar]
- Ponsen, M.; Spronck, P.; Tuyls, K. Hierarchical Reinforcement Learning in Computer Games. In Proceedings of the European Symposium on Adaptive Agents and Multi-Agent Systems (ALAMAS 2006), Maastricht University/MICC-IKAT. Brussels, Belgium; 2006. [Google Scholar]
- Del-Valle-Soto, C.; Valdivia, L.J.; Velázquez, R.; Rizo-Dominguez, L.; López-Pimentel, J.-C. Smart Campus: An Experimental Performance Comparison of Collaborative and Cooperative Schemes for Wireless Sensor Network. Energies 2019, 12, 3135. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Signal | Variable Measured | Type of Wearable 2.0 |
|---|---|---|
| Electro-physiological | Electrocardiography (ECG), Electroencephalography (EEG), Electromyography (EMG). | Epidermal, sticky, graphene, silk-based |
| Physical | Pressure, displacement, temperature, light, sound, strain. | Tattoo, gesture detection, bending degree, limb movement, muscle training. |
| Chemical | Potassium and sodium ions, chloride ions, lactic ions, glucose. | Diagnosing cystic fibrosis, textile multi-ion sensor, hydration sensor, microfluidic sweat sensor, blood glucose. |
| Group | Description | Associated Keywords |
|---|---|---|
| A | The material object of the study: What is going to be studied? | maintenance, smart, intelligent. |
| B | It is the formal object of the study: Under what aspect is it going to be studied? | human, machine, HMI, interaction, interface, human-in-the-loop |
| C | Main study or dependent variable | resilient, resilience. |
| Year | 2012–2022 |
| Document Type | Article OR Review OR Book Chapter OR Conference paper |
| Subject area | Engineering OR computer science, |
| Language | English |
| Group | Keywords | Papers | Cluster |
|---|---|---|---|
| A: maintenance, smart, intelligent. | Artificial Intelligence (AI), predictive, Machine learning, Reinforcement learning, Assessment, Manufacturing control, Cyber-physical Systems, Industry 4.0, Knowledge-based approach, Prognosis, Prognostics and Health Management (PHM), Internet of Things (IoT), Industrial Internet of Things (IIoT), Maintenance policies, simulation, Wireless Sensor Networks (WSN), Machine tool, Maintenance 4.0 | [1,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57] | Industry 4.0 (predictive maintenance system) |
| B: human, machine, HMI, interaction, interface, human-in-the-loop | Work assistance, Augmented Reality (AR), Extended Reality (XR), Virtual Reality (VR), Situational Awareness, Digital Twins, Condition-based Maintenance (CBM), Human-centered approach, Collaborative systems, Industry 5.0, Sensemaking approach, Supervisory control, and data acquisition (SCADA), human-AI interaction, Human-robot Collaboration. | [24,34,44,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81] | Industry 5.0: “Human-in-the-loop” (worker-in-the-loop) |
| C: resilient, resilient. | Security, Resilience of factories, social sustainability, Autonomous maintenance, Work, Adaptive Manufacturing, Retrofit, Training. | [69,72,77,78,79,80,81,82,83,84,85,86,87,88,89,90,91,92,93,94,95,96,97,98,99,100,101,102,103,104,105] | Industry 5.0: Resilience and metrics |
| Maintenance Work Characteristics | |||||
|---|---|---|---|---|---|
| Industrial Revolution | First (1.0) | Second (2.0) | Third (3.0) | Fourth | |
| 4.0 | 5.0 [8] (This Paper) | ||||
| Time | 1760s | 1880s | After World War II | S. XXI | After 2021 |
| Technology enablers | Manpower and mechanical loop | Electric motors | Automation | Cyber-physical systems, IoT, Big Data, Cloud computing, 3D prints, etc. [109]. | Wearables, Cyber-physical human systems, Human-machine mutual learning, Body Area Networks, AI [57,110]. |
| Maintenance | Immediate corrective actions: “Fix it when it breaks” | Deferred corrective actions: “I operate, you fix” | Preventive (condition-based): “Automation operates, you fix” | Preventive (predictive analytics) | Advanced analytics [111] and retrofit [101] with the human-in-the-loop [112]. |
| Metrics | Number of reparations | Availability, Longevity, Cost | Reliability, availability, maintainability, security | Productivity, offshoring | Resilience [113], sustainability [11], impact on value-chain [114] |
| Worker | Manual and cognitive worker skills | Manager worker assisting operators | Workers assisted by computers and robots | Augmented by technologies: exoskeletons, personal assistants, wearables, etc. | Intelligent machine assisted by a human, connected. |
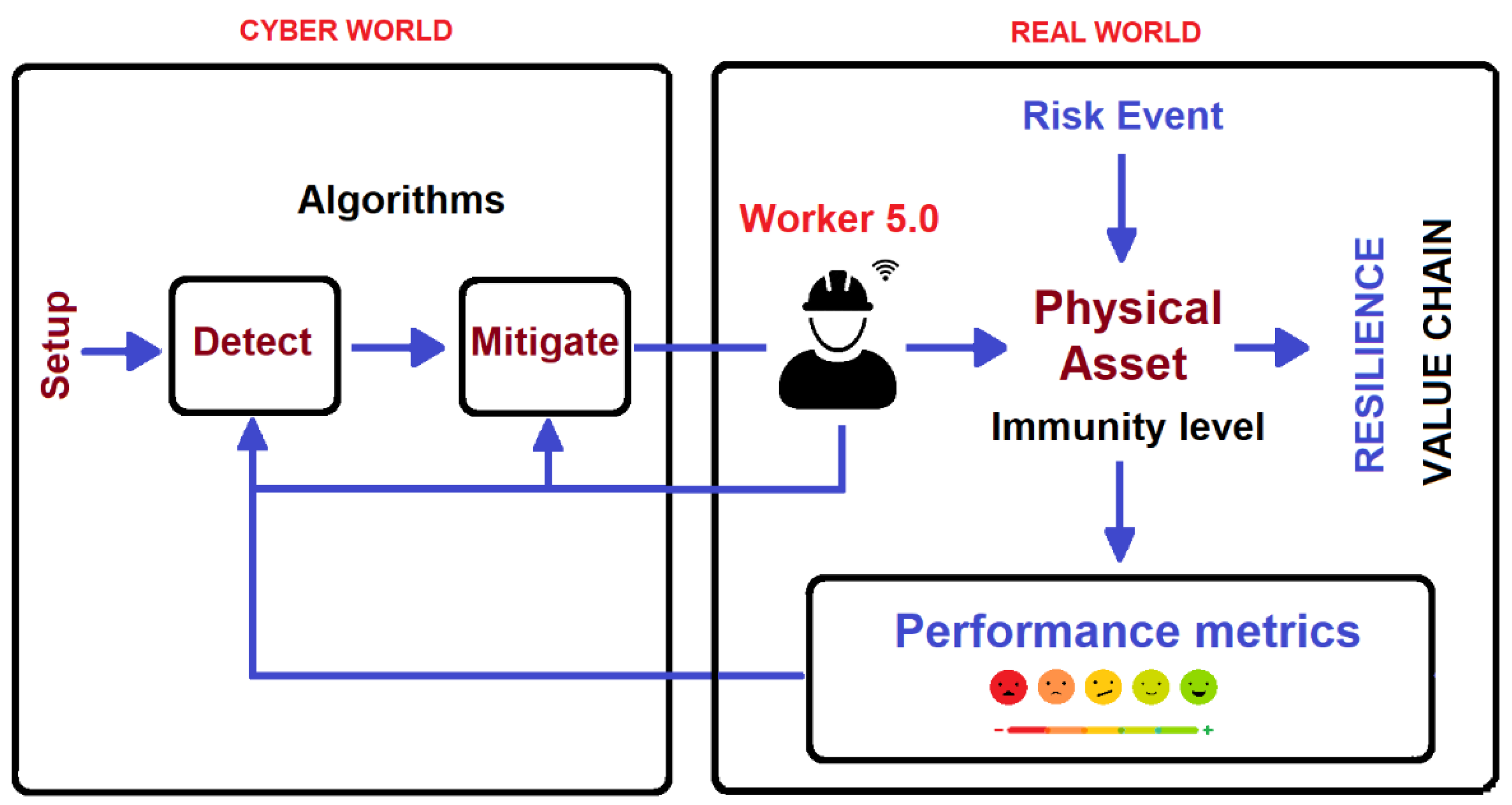
| World | Element | Definitions and Descriptions |
|---|---|---|
| Cyber | Setup | Gives the initial configuration to an asset, making available its signal to the system to be controlled. |
| Detection algorithms | General algorithms [115]. Service that monitors and analyzes system events for finding, and providing real-time or near real-time warning of, attempts to access system resources in an unauthorized manner [18]. | |
| Mitigation algorithms | Reinforcement learning and other artificial intelligence algorithms [58] mitigate risk. Mitigation controls are the combination of countermeasures and business continuity plans [18]. | |
| Real | Worker 5.0 | The human-in-the-loop or “worker in the loop” can be considered as a human asset (people and the knowledge and skills that they possess associated with their production activities) [18]. |
| Risk event | The expectation of loss is expressed as the probability that a particular threat will exploit a particular vulnerability with a particular consequence. Risk = Likelihood *Impact [18]. | |
| Physical asset | The most significant physical assets are those that make up the equipment that is under the control of the automation system. [18]. | |
| Resilience | Disturbances can be deliberated attack types, accidents, or natural threats or incidents [4]. | |
| Value chain | The business value chain indicates the set of activities that a firm performs to create a profitable product or service for the market impact [2]. | |
| Performance metrics | Signals from Industrial Wireless Sensor Networks and Wearables |
| Stage | Description | Time | n Value | ||
|---|---|---|---|---|---|
| Symptoms | The incident gives rise to a state of deteriorating circumstances. | ||||
| Detection | Struggle to overcome the degradation obtained by the incident. | ||||
| Mitigation | Procedures for recovering from and overcoming incidents. |
| Signal State | Performance | Resilience Metrics | Technologies Used |
|---|---|---|---|
| Normal operation | Po (t) | Security, access control, segmentation, risk level, resourcefulness | IWSN, IBAN (wearables), IIoE, edge computing, 5G, 6G, blockchain, holography |
| Symptoms appear | Decrease from Po(t) to P1(t) | MTTR, redundancy | Cloud and green computing, Advanced Simulations, Big Data Analytics |
| Detection if failure is simple, complex, complicated, or catastrophic | (Simple) | MTTR, downtime, network traffic, network topology, resourcefulness, latency, quality of service | Cognitive and prescriptive analytics performed by H-CPS, AI, digital twins, softbot |
(Complex) | Prescriptive and predictive analytics performed by H-CPS, AI, digital twins, softbot | ||
(Complicated) | Preventive and Corrective actions programmed by H-CPS, AI, digital twins, softbot | ||
(Catastrophic) | Corrective technologies programmed by H-CPS, AI, digital twins, softbot | ||
| Mitigation procedure | Increase from the to | Reliability, MTBF, availability, MTTF, restoration delay | Additive manufacturing, cobots, renewable resources, fintech, bionics, Immersive technologies (XR: AR, VR, MR), drones, exoskeletons, the digital assistant |
| Normal operation | Maintain in steady state P0 | Resilience, learning metrics | H-CPS, AI, digital twins, softbot |
| Jamming | Energy (J) | |
|---|---|---|
| Cooperative | Collaborative | |
| Constant jamming | 0.37 | 0.32 |
| No Jamming | 0.09 | 0.07 |
| Human | No-Human | |
|---|---|---|
| Reward | 10 | 1 |
| Most efficient nodes path to arrive to coordinator | [0, 1, 16] | |
| Iterations to converge to a solution | 750 | 250 |
| Zigbee protocol mitigation time [140] | 2.456 s | |
| Lora protocol mitigation time [140] | 2.332 s | |
| Time elapsed during the whole algorithm execution (routing time) | 1.875 s | 1.9375 s |
| Agent score | 1372.48 | 1372.48 |
| Protocol | Symptoms Times
(Random) | Detection Times From Algorithm in Figure 16 | Total Mitigation Times Table 10 | (from Equation (2)) | ||
|---|---|---|---|---|---|---|
| Human | No Human | Human | No Human | |||
| Zigbee | 2.1 | 0.39453125 | 2.456 + 1.875 = 4.331 | 2.456 + 1.9375 = 4.3935 | 0.752 | 0.761 |
| LoRa | 2.1 | 0.37109375 | 2.332 + 1.875 = 4.207 | 2.332 + 1.9375 = 4.2695 | 0.728 | 0.737 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cortés-Leal, A.; Cárdenas, C.; Del-Valle-Soto, C. Maintenance 5.0: Towards a Worker-in-the-Loop Framework for Resilient Smart Manufacturing. Appl. Sci. 2022, 12, 11330. https://doi.org/10.3390/app122211330
Cortés-Leal A, Cárdenas C, Del-Valle-Soto C. Maintenance 5.0: Towards a Worker-in-the-Loop Framework for Resilient Smart Manufacturing. Applied Sciences. 2022; 12(22):11330. https://doi.org/10.3390/app122211330
Chicago/Turabian StyleCortés-Leal, Alejandro, César Cárdenas, and Carolina Del-Valle-Soto. 2022. "Maintenance 5.0: Towards a Worker-in-the-Loop Framework for Resilient Smart Manufacturing" Applied Sciences 12, no. 22: 11330. https://doi.org/10.3390/app122211330
APA StyleCortés-Leal, A., Cárdenas, C., & Del-Valle-Soto, C. (2022). Maintenance 5.0: Towards a Worker-in-the-Loop Framework for Resilient Smart Manufacturing. Applied Sciences, 12(22), 11330. https://doi.org/10.3390/app122211330