

Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts

 ,
,  and
and
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
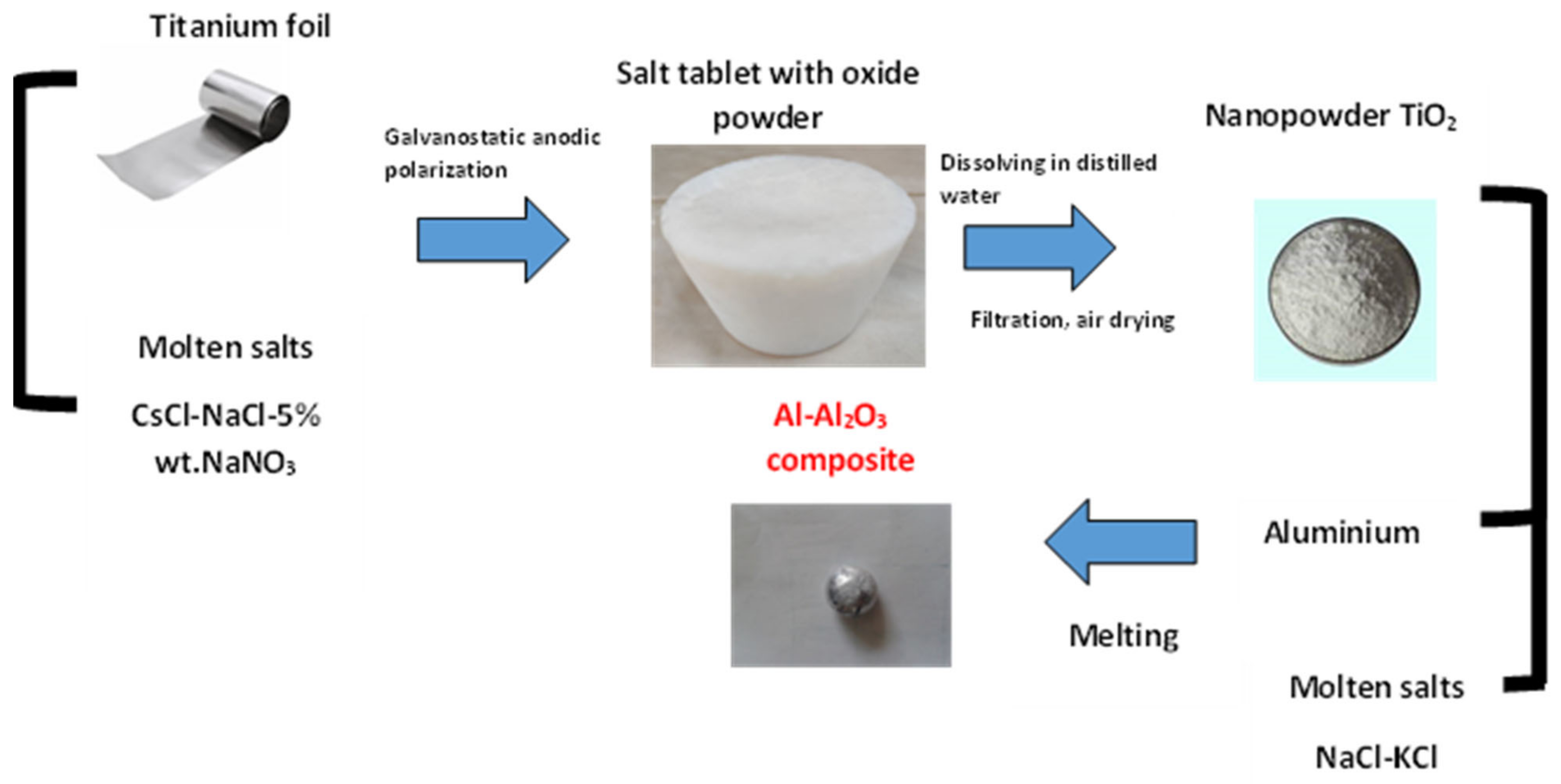
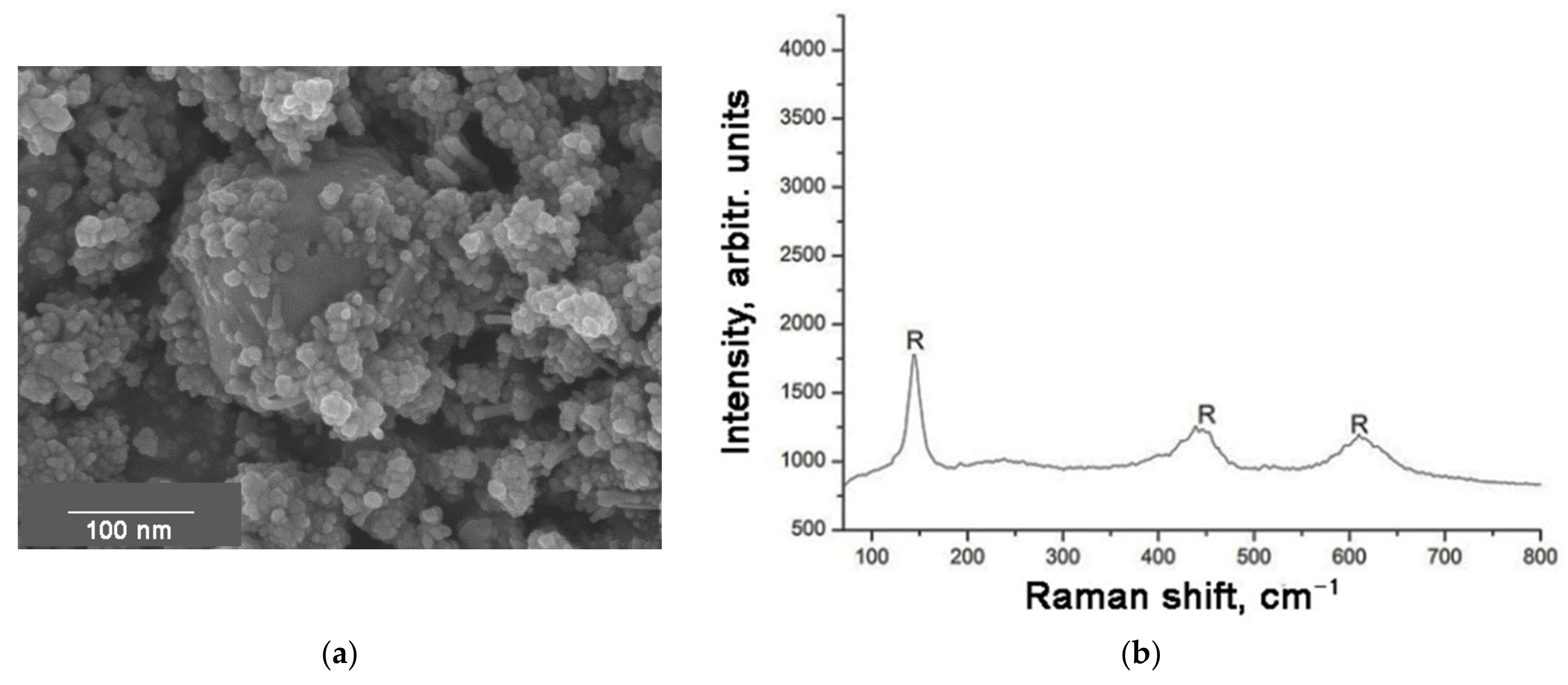
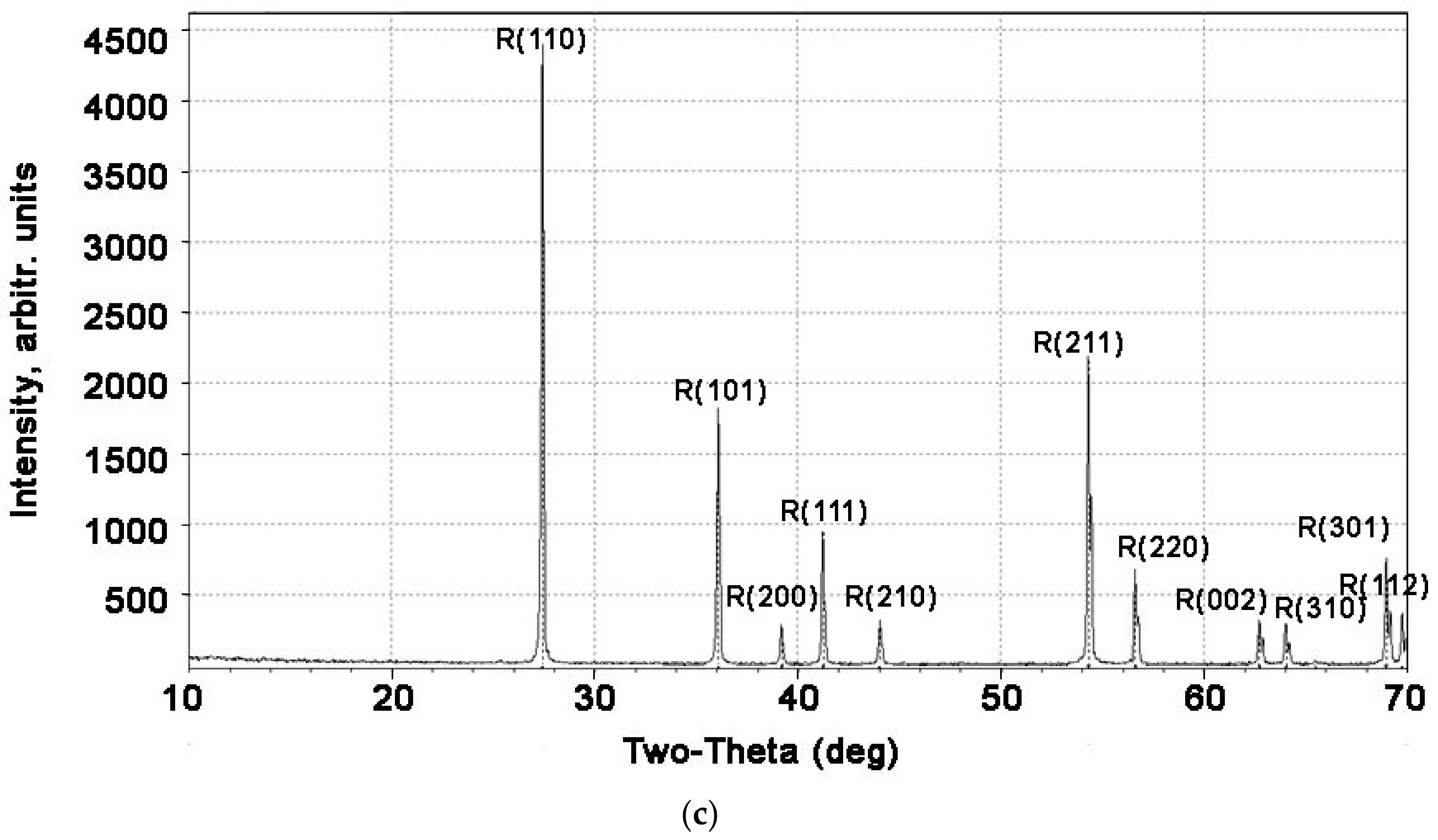
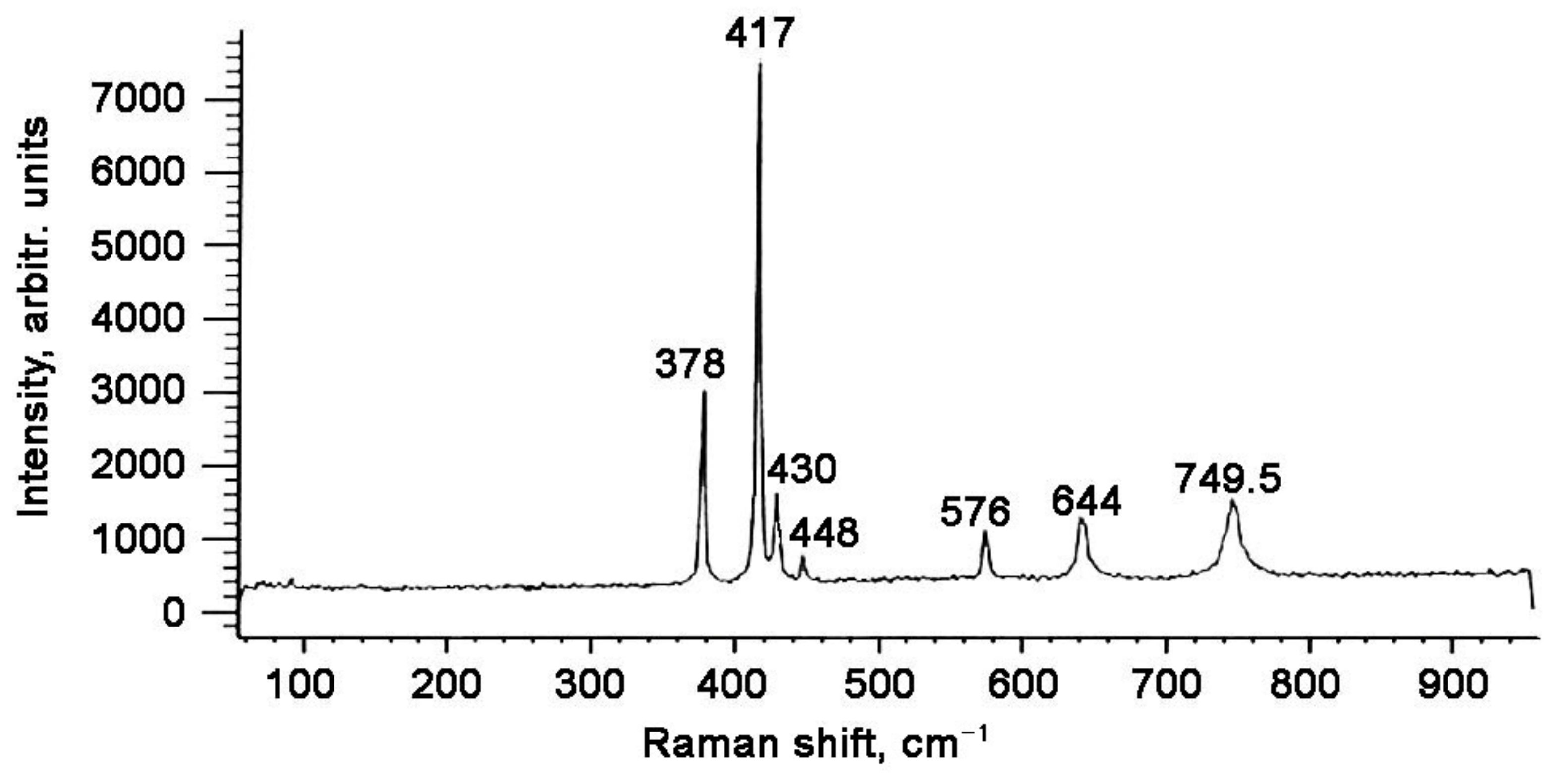
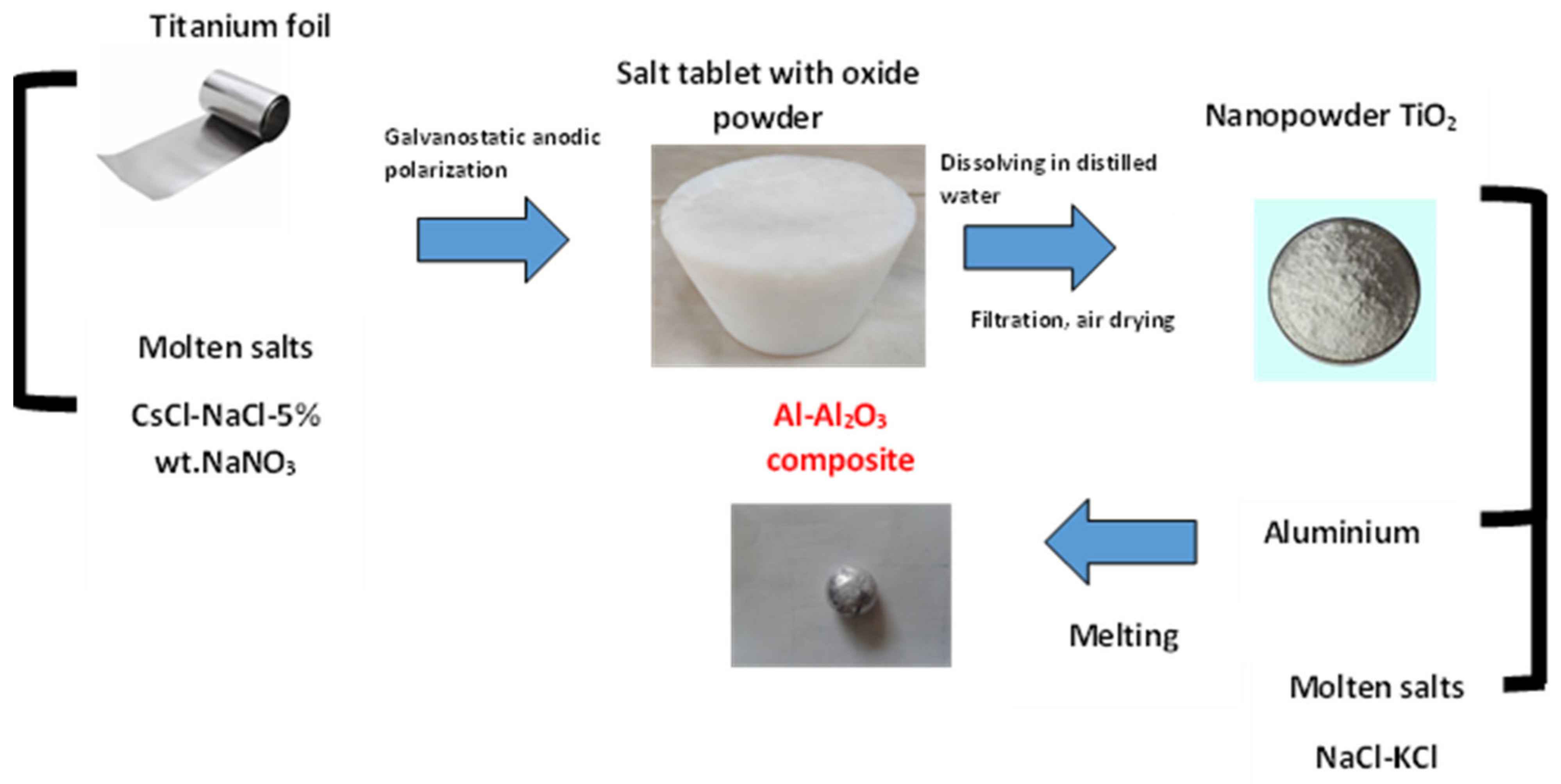
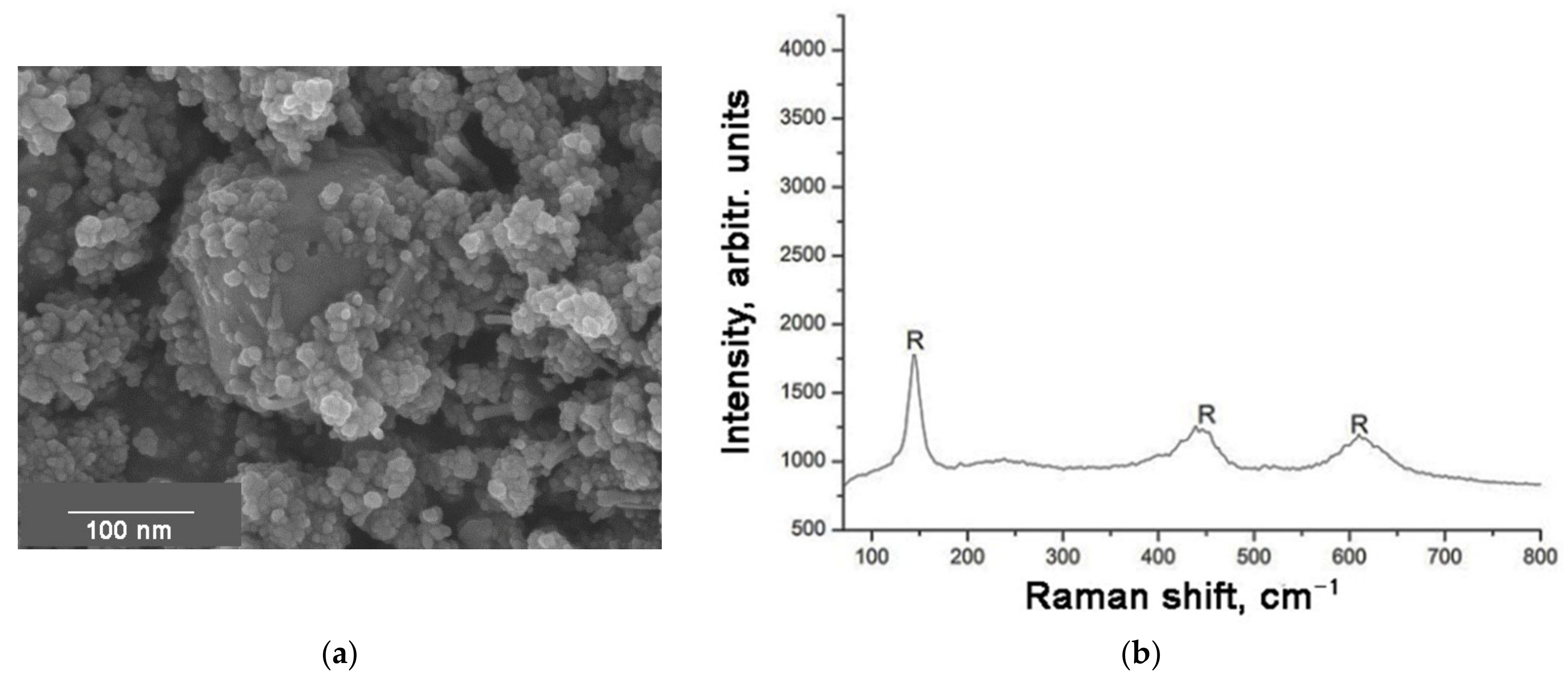
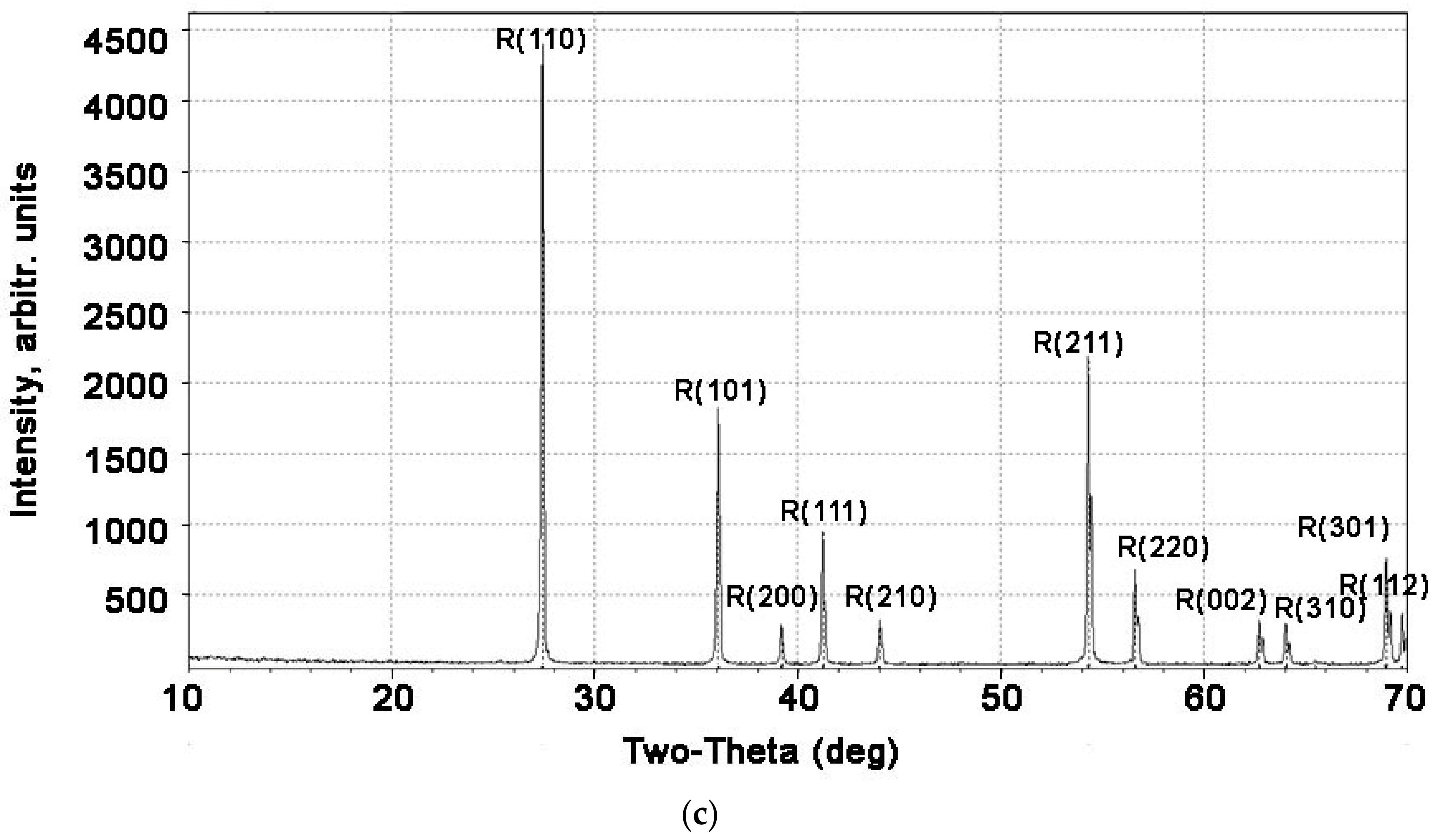
3.1. Formation of Nano-Titanium Dioxide as a Precursor
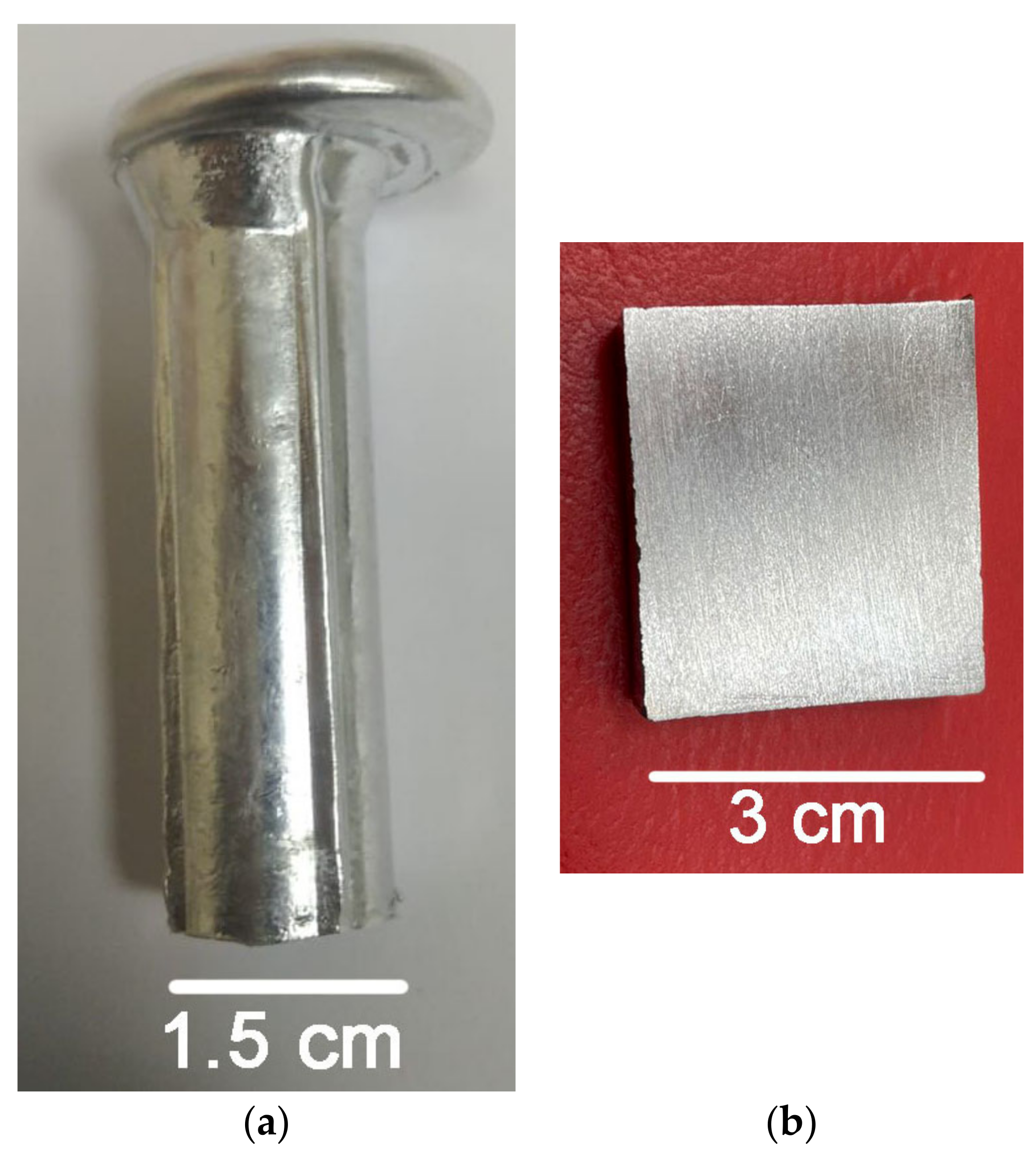
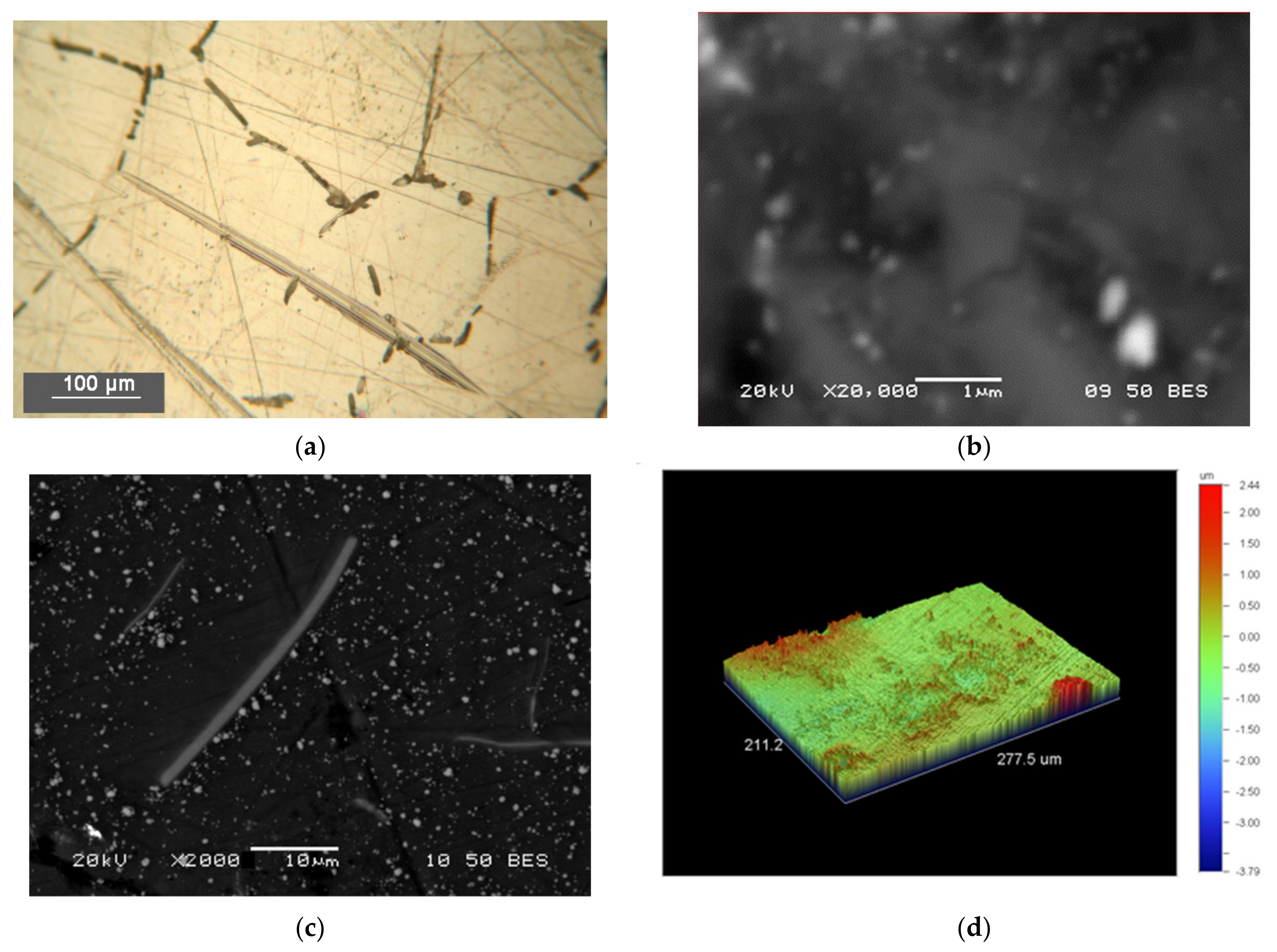
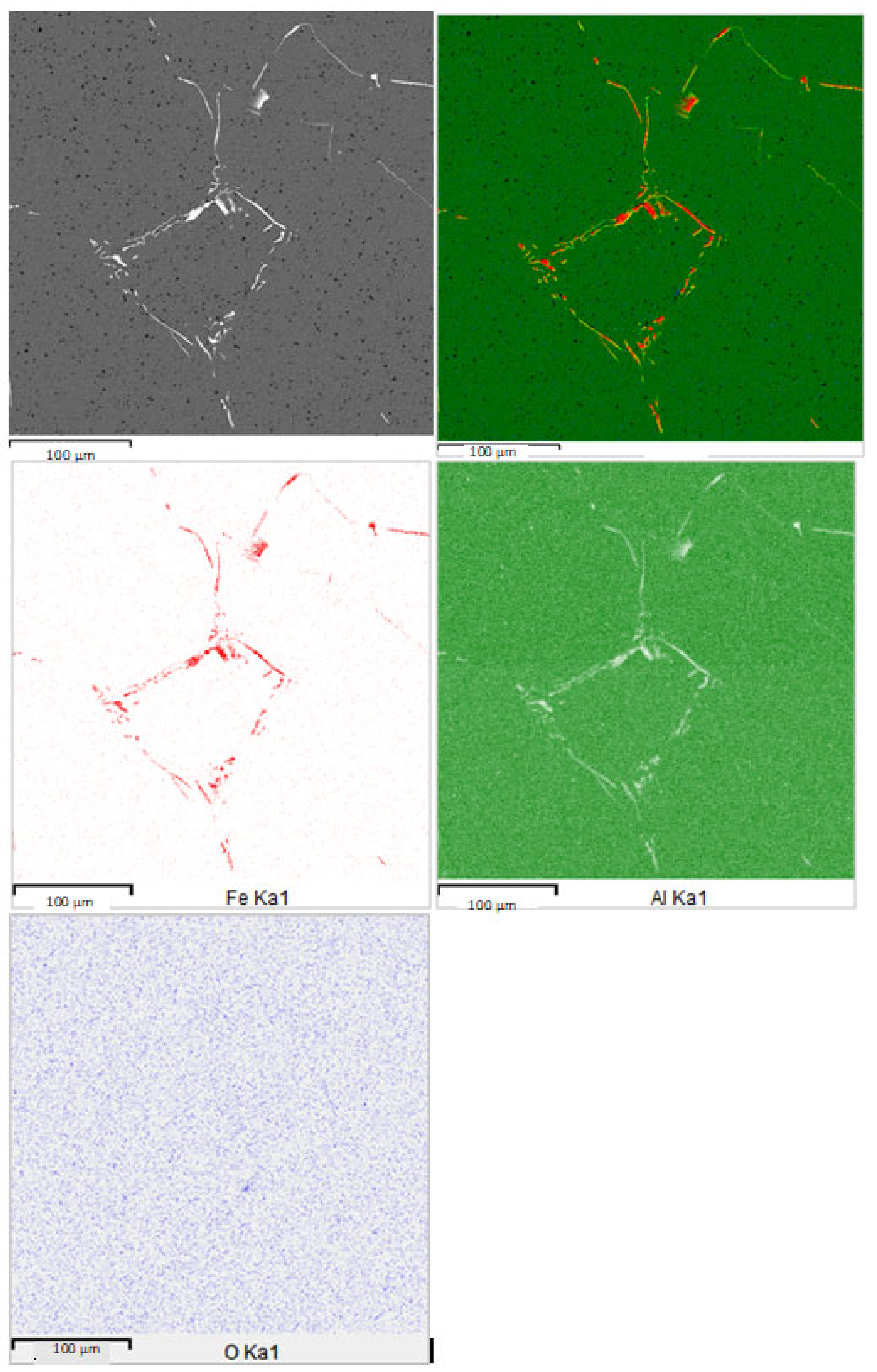
3.2. Interaction between Molten Aluminum and Titanium Nanodioxide under the Layer of Molten Halides and Analysis of Interaction Products
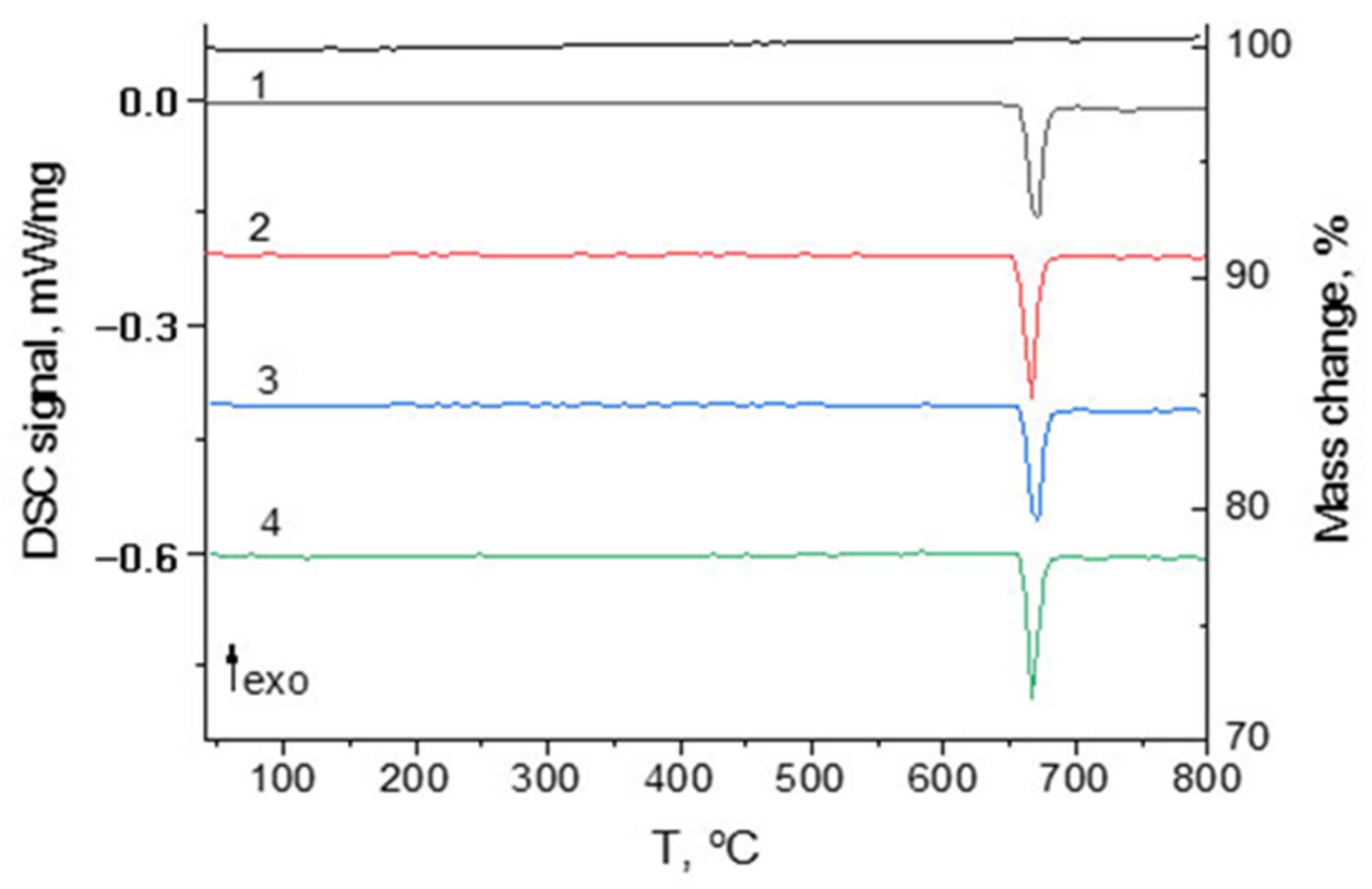
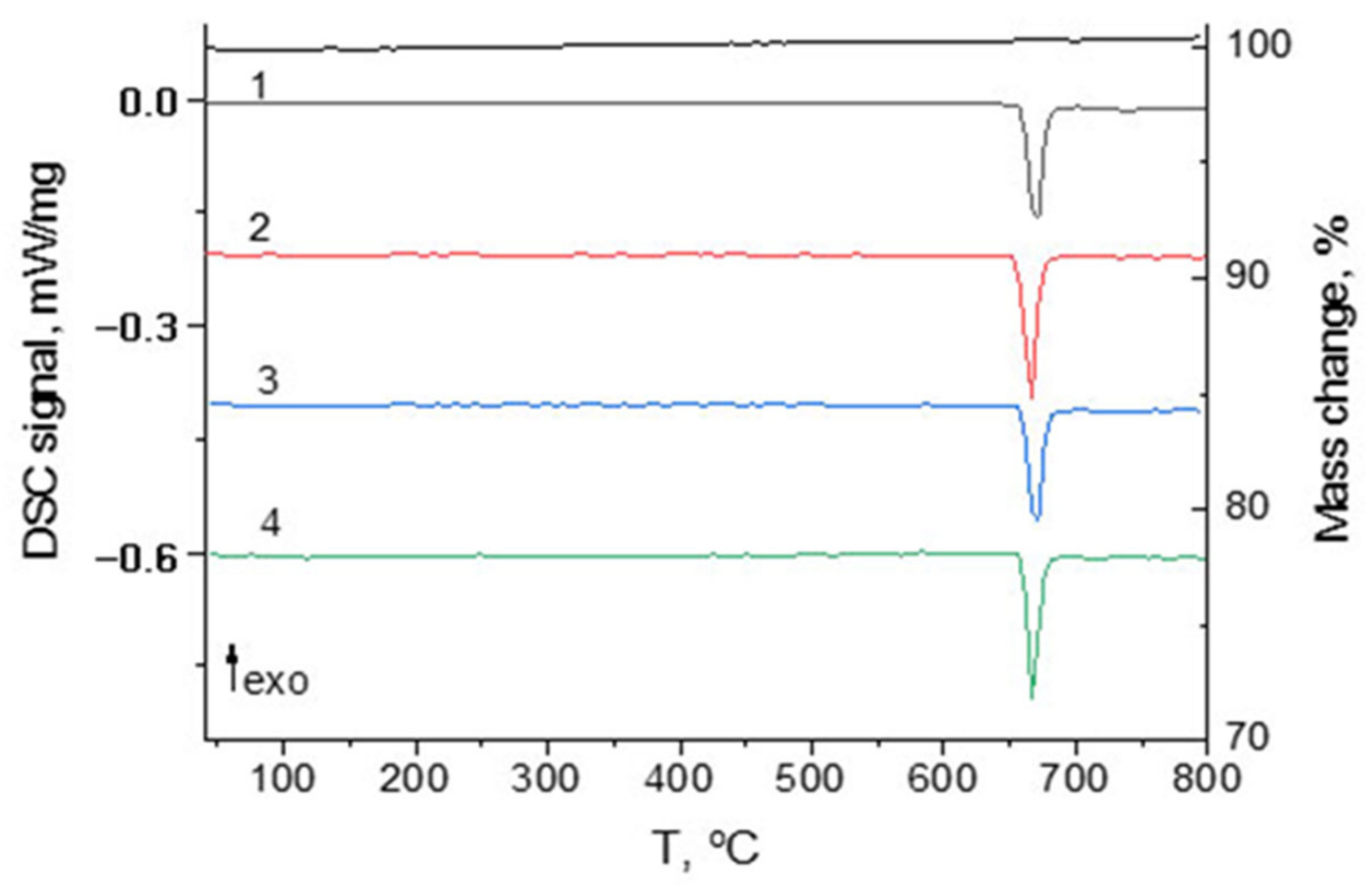
3.3. Thermal Analysis of Composite Al-Nano-Al2O3
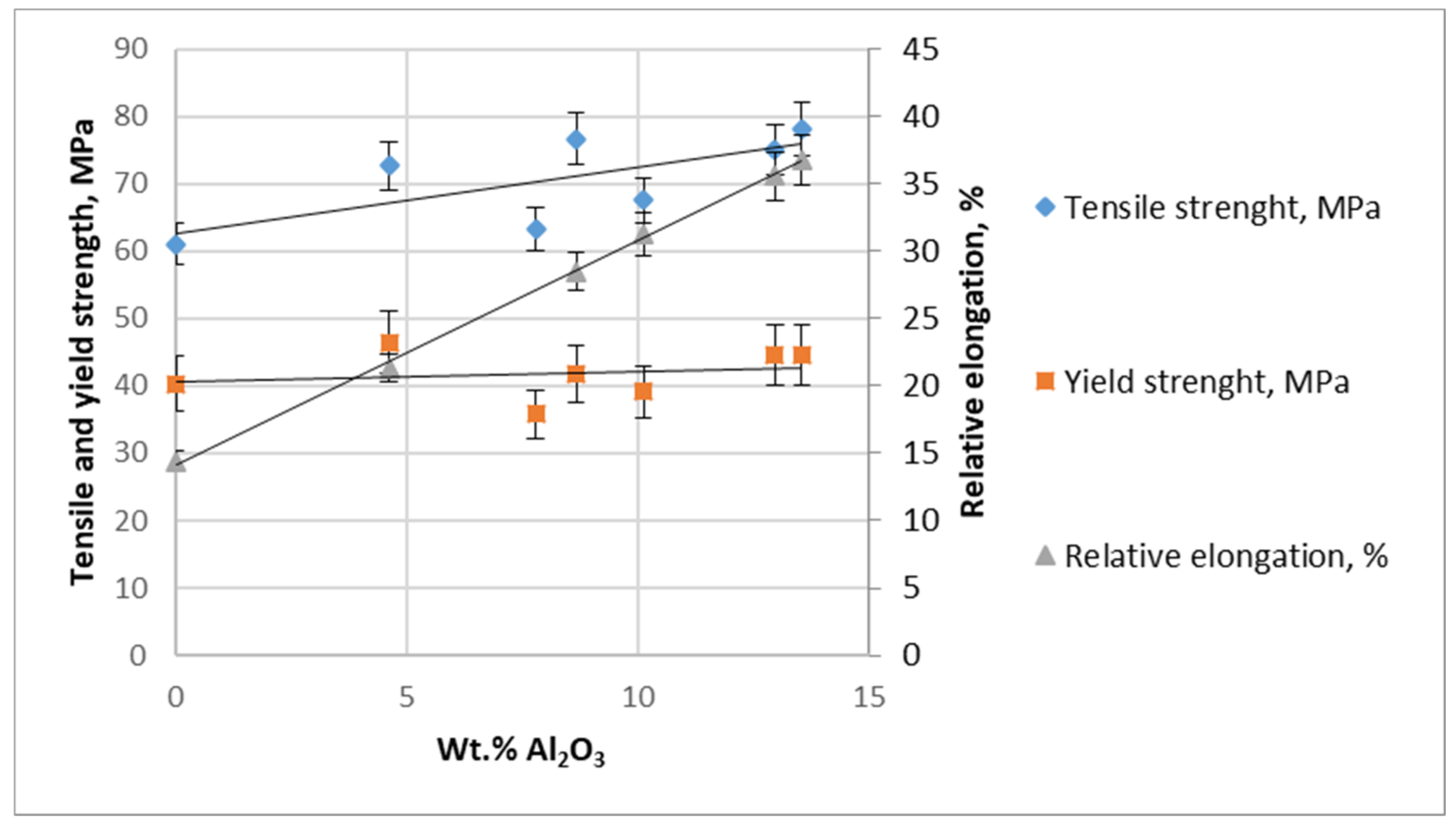
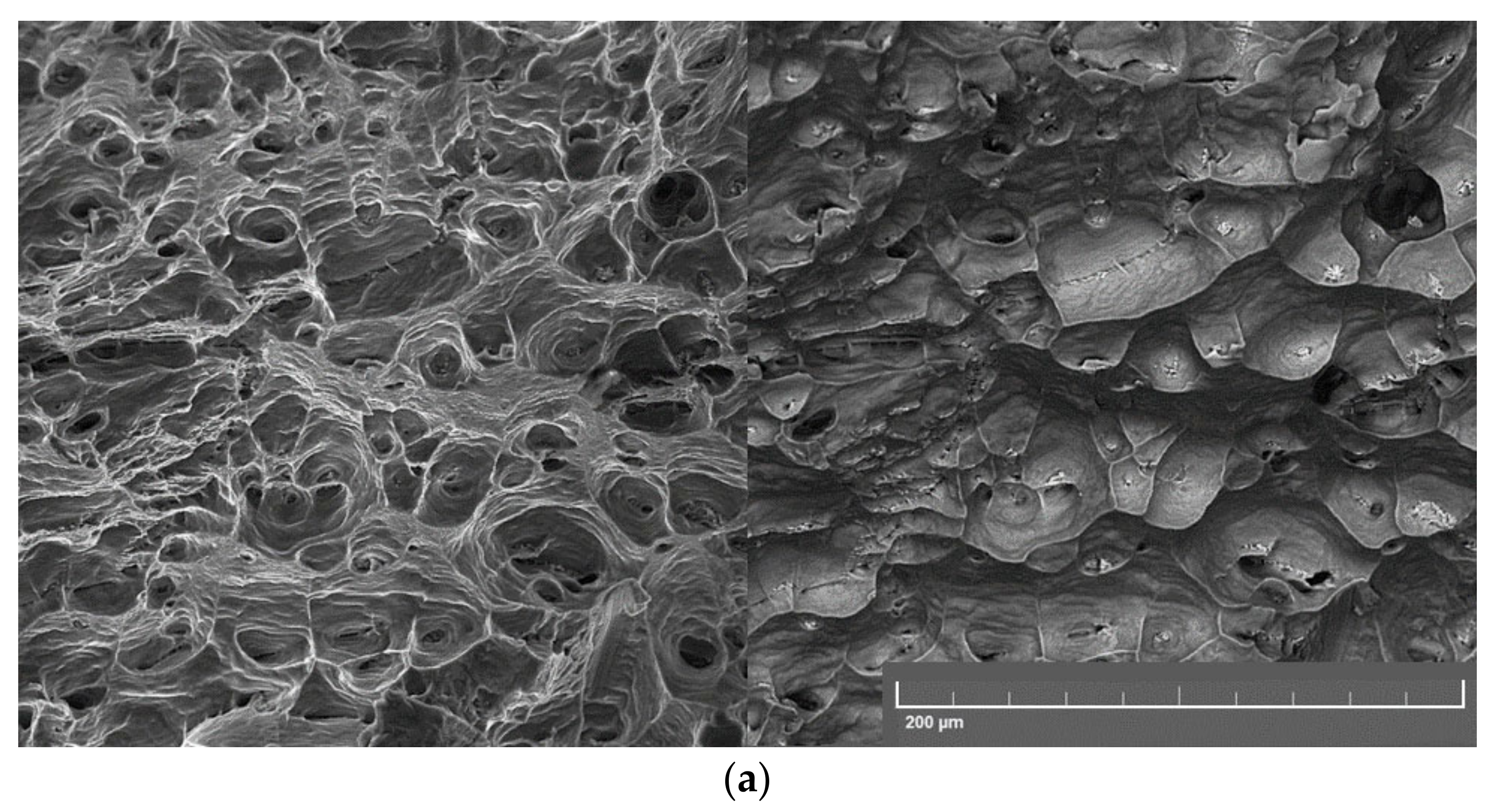
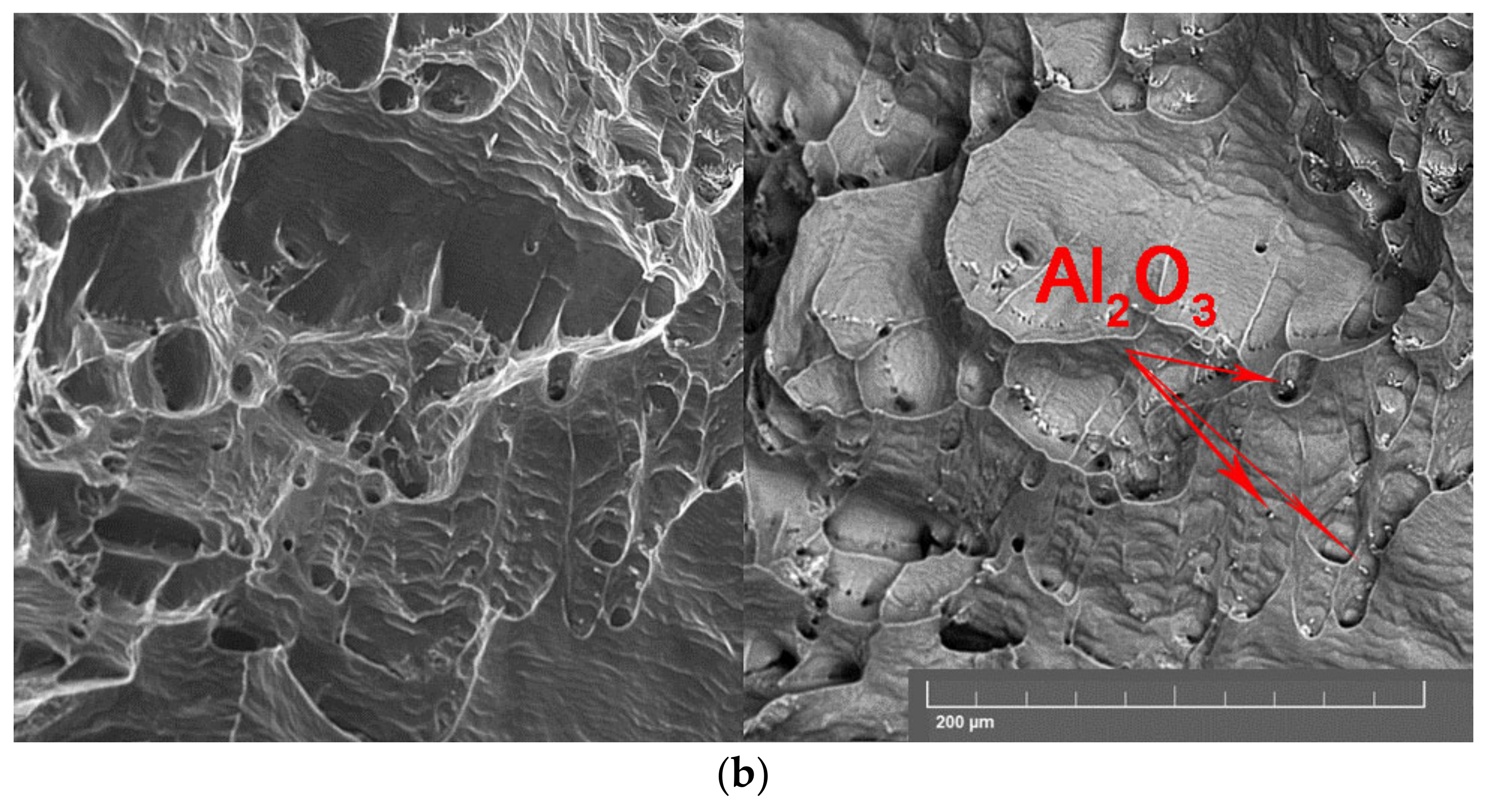
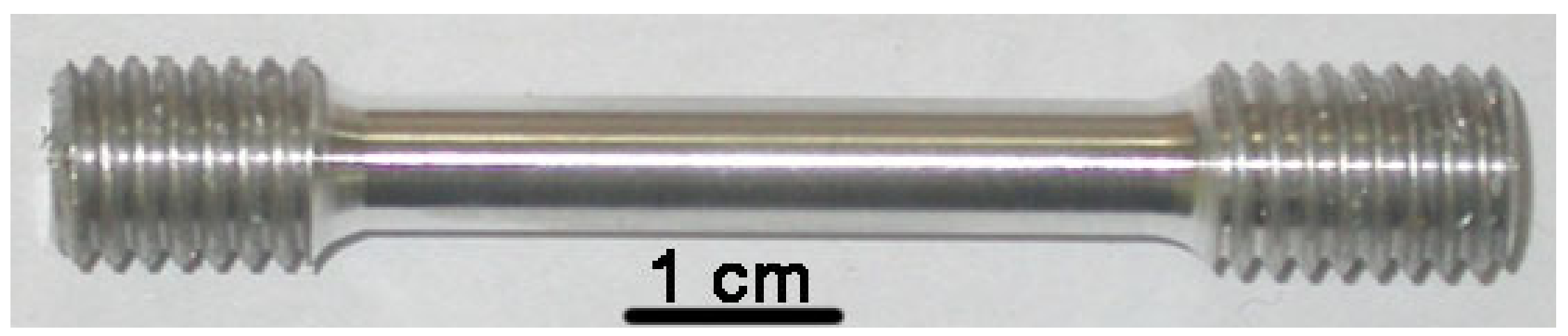
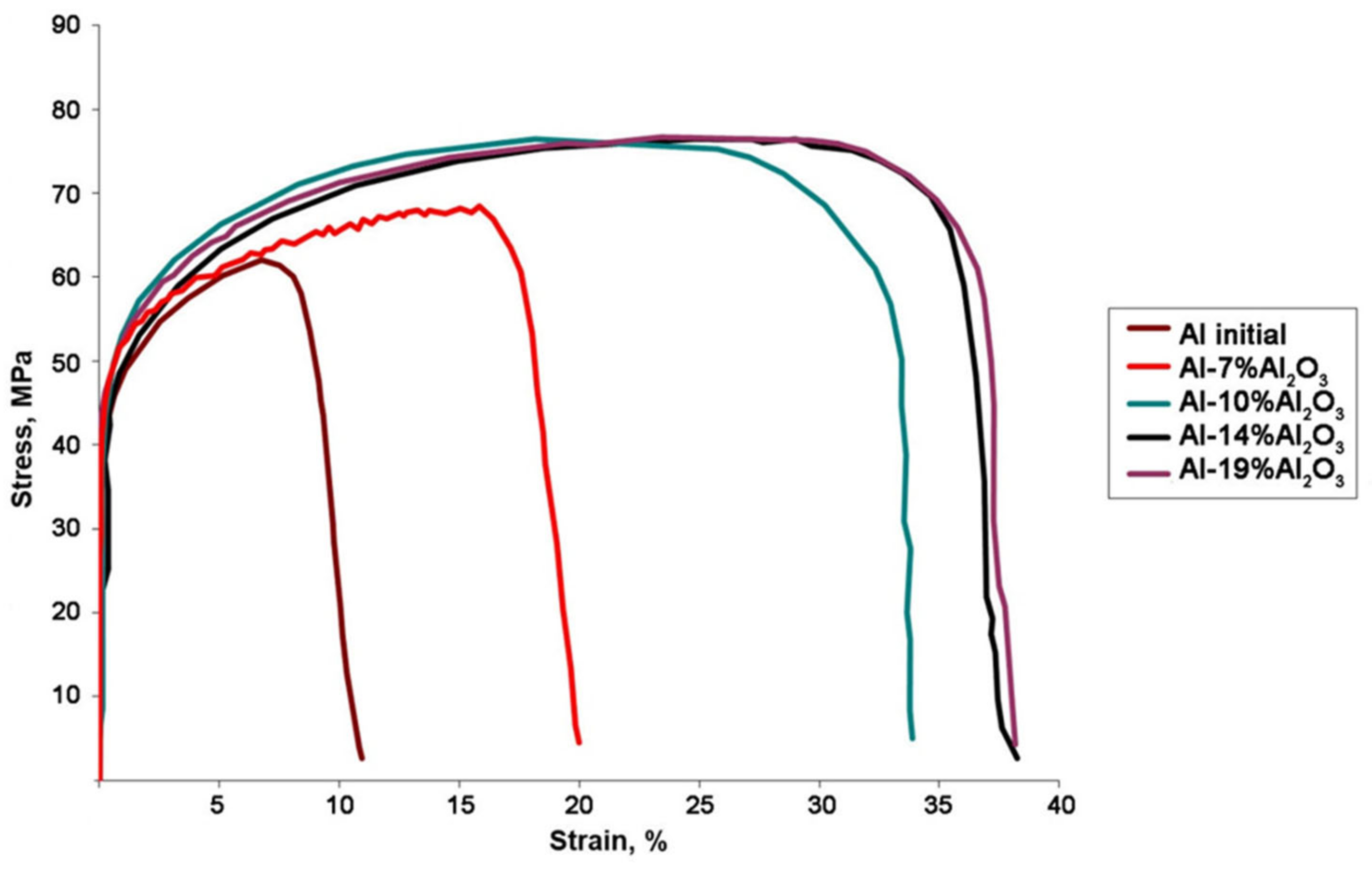
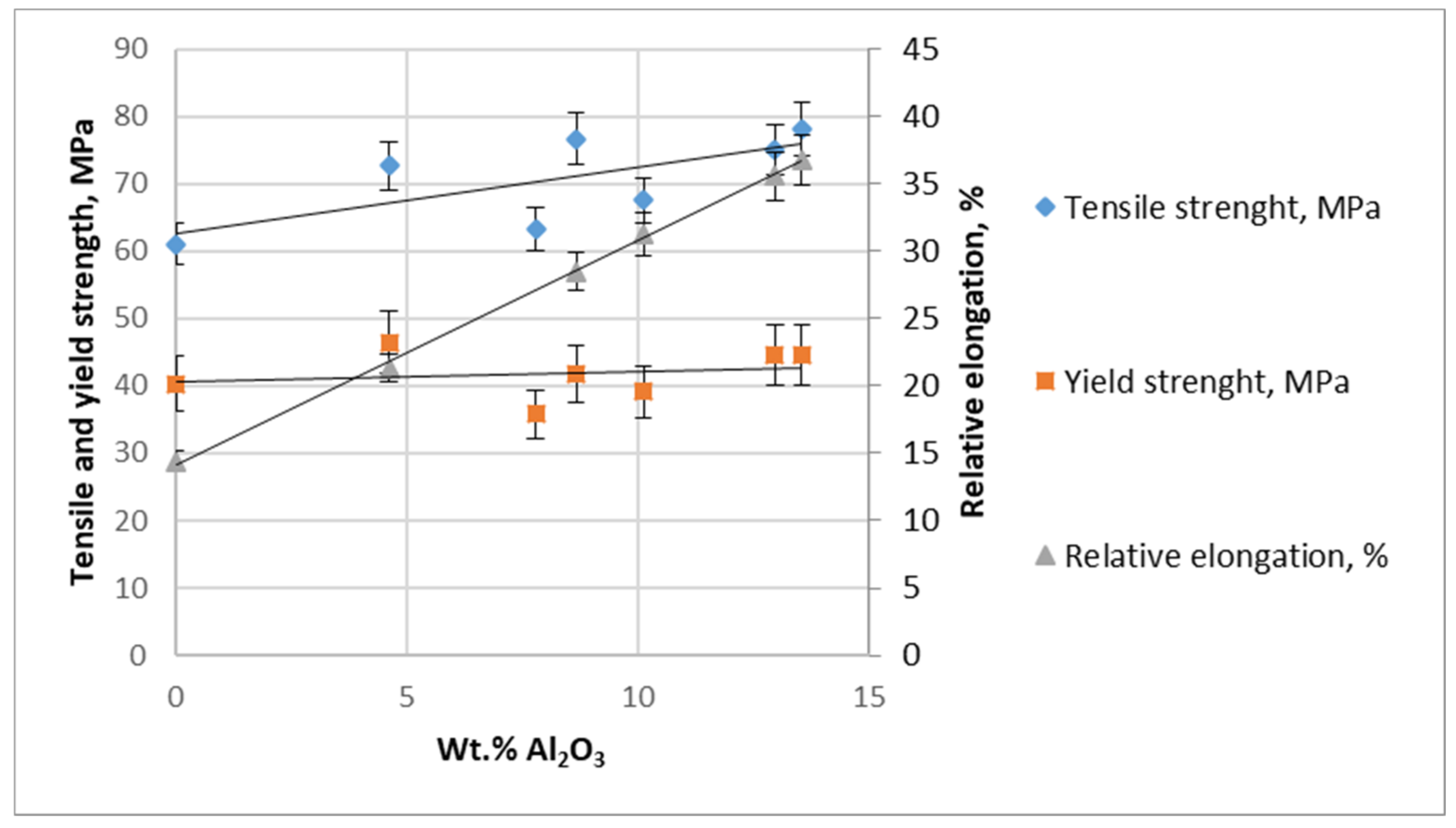
3.4. Measurement of Mechanical Properties of Composite Al-Nano-Al2O3
3.5. Strengthening Mechanism of Al-Al2O3 Nanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Srivastava, N.; Chaudhari, G.P. Strengthening in Al alloy nanocomposites fabricated by ultrasound assisted solidification technique. Mater. Sci. Eng. A 2016, 651, 241–247. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Muradymov, R.V.; Vichuzhanin, D.I.; Smirnova, E.O. Enhancement of the mechanical properties of aluminum-graphene composites. AIP Conf. Proc. 2016, 1785, 040093. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Jayaprakash, M.S. Some Studies on Wear and Corrosion Properties of Al5083/Al2O3/Graphite Hybrid Composites. J. Miner. Mater. Charact. Eng. 2012, 11, 695–703. [Google Scholar]
- Schultz, B.F.; Ferguson, J.B.; Rohatgi, P.K. Microstructure and hardness of Al2O3 nanoparticle reinforced Al–Mg composites fabricated by reactive wetting and stir mixing. Mater. Sci. Eng. A 2011, 530, 87–97. [Google Scholar] [CrossRef]
- Chikova, O.A.; Finkelstein, A.B.; Schaefer, A. Microstructures, mechanical properties ingot AlSi7Fe1 after blowing oxygen through melt. Acta Metall. Slovaca. B 2017, 23, 4–11. [Google Scholar]
- Karnesky, R.A.; Meng, L.; Dunand, D.C. Strengthening mechanisms in aluminum containing coherent Al3Sc precipitates and incoherent Al2O3 dispersoids. Acta Mater. 2007, 55, 1299–1308. [Google Scholar] [CrossRef]
- Su, H.; Gao, W.; Feng, Z.; Lu, Z. Processing, microstructure and tensile properties of nano-sized Al2O3 particle reinforced aluminum matrix composites. Mater. Des. 2012, 36, 590–596. [Google Scholar] [CrossRef]
- Luan, B.F.; Hansen, N.; Godfrey, A.; Wu, G.H.; Liu, Q. High strength Al–Al2O3p composites: Optimization of extrusion parameters. Mater. Des. 2011, 32, 3810–3817. [Google Scholar] [CrossRef]
- Hamid, A.A.; Ghosh, P.K.; Jain, S.C.; Ray, S. The influence of porosity and particles content on dry sliding wear of cast in situ Al(Ti)–Al2O3(TiO2) composite. Wear 2008, 265, 14–26. [Google Scholar] [CrossRef]
- Shafiei-Zarghani, A.; Kashani-Bozorg, S.F.; Zarei-Hanzaki, A. Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing. Mater. Sci. Eng. A 2009, 500, 84–91. [Google Scholar] [CrossRef]
- Kok, M.; Ozdin, K. Wear resistance of aluminium alloy and its composites reinforced by Al2O3 particles. J. Mater. Processing Technol. 2007, 183, 301–309. [Google Scholar] [CrossRef]
- Azarniya, A.; Hosseini, H.R.M.; Jafari, M.; Bagheri, N. Thermal decomposition of nanostructured Aluminum Titanate in an active Al matrix: A novel approach to fabrication of in situ Al/Al2O3–Al3Ti composites. Mater. Des. 2015, 88, 932–941. [Google Scholar] [CrossRef]
- Tong, X.C.; Fang, H.S. Al-TiC Composites In Situ–Processed by Ingot Metallurgy and Rapid Solidification Technology: Part I. Microstructural Evolution. Metall. Mater. Trans. A 1998, 29, 875–891. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Muradymov, R.V.; Korsun, I.V.; Yakovlev, G.A.; Smirnov, S.V. Novel aluminum-graphene and aluminum-graphite metallic composite materials: Synthesis and properties. J. Alloys Compd. 2016, 663, 449–459. [Google Scholar] [CrossRef]
- Yadav, M.; Kumaraswamidhas, L.A.; Singh, S.K. Investigation of solid particle erosion behavior of Al-Al2O3 and Al-ZrO2 metal matrix composites fabricated through powder metallurgy technique. Tribol. Int. 2022, 172, 107636. [Google Scholar] [CrossRef]
- Zhang, Z.; Fan, G.; Tan, Z.; Zhao, H.; Xu, Y.; Xiong, D.; Li, Z. Towards the strength-ductility synergy of Al2O3/Al composite through the design of roughened interface. Compos. Part B 2021, 224, 109251. [Google Scholar] [CrossRef]
- Liu, J.; Cao, G.; Zhu, X.; Zhao, K.; An, L. Optimization of the microstructure and mechanical properties of heterogeneous Al-Al2O3 nanocomposites. Mater. Today Commun. 2020, 25, 101199. [Google Scholar] [CrossRef]
- Han, Q.; Setchi, R.; Evans, S.L. Synthesis and characterisation of advanced ball-milled Al-Al2O3 nanocomposites for selective laser melting. Powder Technol. 2016, 297, 183–192. [Google Scholar] [CrossRef]
- Liu, J.; Huang, X.; Zhao, K.; Zhu, Z.; Zhu, X.; An, L. Effect of reinforcement particle size on quasistatic and dynamic mechanical properties of Al-Al2O3 composites. J. Alloys Compd. 2019, 797, 1367–1371. [Google Scholar] [CrossRef]
- Vogel, T.; Ma, S.; Liu, Y.; Guo, Q.; Zhang, D. Impact of alumina content and morphology on the mechanical properties of bulk nanolaminated Al2O3-Al composites. Compos. Commun. 2020, 22, 100462. [Google Scholar] [CrossRef]
- Liu, W.; Ke, Y.; Sugio, K.; Liu, X.; Guo, Y.; Sasaki, G. Microstructure and mechanical properties of Al2O3-particle-reinforced Al-matrix composite sheets produced by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2022, 850, 143574. [Google Scholar] [CrossRef]
- Sadeghi, B.; Cavaliere, P.; Balog, M.; Pruncu, C.I.; Shabani, A. Microstructure dependent dislocation density evolution in micro-macro rolled Al2O3/Al laminated composite. Mater. Sci. Eng. A 2022, 830, 142317. [Google Scholar] [CrossRef]
- Gao, T.; Liu, L.; Liu, G.; Liu, S.; Li, C.; Li, M.; Zhao, K.; Han, M.; Wu, Y.; Liu, X. In–situ synthesis of an Al–based composite reinforced with nanometric γ–Al2O3 and submicron AlB2 particles. J. Alloys Compd. 2022, 920, 165985. [Google Scholar] [CrossRef]
- Tjong, S.C.; Ma, Z.Y. Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. 2000, 29, 49–113. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, S.; Chen, G. Aluminum matrix composites reinforced by in situ Al2O3 and Al3Zr particles fabricated via magnetochemistry reaction. Trans. Nonferrous Met. Soc. China 2010, 20, 2129–2133. [Google Scholar] [CrossRef]
- Elshina, L.A.; Muradymov, R.V.; Kvashnichev, A.G.; Vichuzhanin, D.I.; Molchanova, N.G.; Pankratov, A.A. Synthesis of new metal-matrix Al–Al2O3–graphene composite materials. Russ. Metall. (Met.) 2017, 2017, 631–641. [Google Scholar] [CrossRef]
- Elshina, L.A.; Kudyakov, V.Y.; Malkov, V.B.; Elshin, A.N. High-Temperature Electrochemical Synthesis of Oxide Thin Films and Nanopowders of Some Metal Oxides. Glass Phys. Chem. 2008, 34, 617–622. [Google Scholar] [CrossRef]
- Elshina, L.A.; Kvashnichev, A.G.; Pelegov, D.V. Electrochemical Synthesis of Titanium Oxide Nanopowders in a Molten Mixture of Alkali Chlorides and Nitrates. Russ. Metall. (Met.) 2021, 2021, 1029–1035. [Google Scholar] [CrossRef]
- Savrai, R.A.; Skorynina, P.A.; Makarov, A.V.; Osintseva, A.L. Effect of Liquid Carburizing at Lowered Temperature on the Micromechanical Characteristics of Metastable Austenitic Steel. Phys. Met. Metallogr. 2020, 121, 1015–1020. [Google Scholar] [CrossRef]
- Cheng, Y.T.; Cheng, C.M. Relationships between hardness, elastic modulus and the work of indentation. Appl. Phys. Lett. 1998, 73, 614–618. [Google Scholar] [CrossRef]
- Petrzhik, M.I.; Levashov, E.A. Modern methods for investigating functional surfaces of advanced materials by mechanical contact testing. Crystallogr. Rep. 2007, 52, 966–974. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Mitterer, C.; Musil, J. Structure-property relationships in single- and dual-phase nanocrystalline hard coatings. Surf. Coat. Technol. 2003, 174–175, 725–731. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Kudyakov, V.Y.; Malkov, V.B.; Molchanova, N.G. Corrosion and electrochemical behavior of aluminium treated with high-temperature pulsed plasma in CsCl-NaCl-NaNO3 melt. Corros. Sci. 2011, 53, 2015–2026. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Malkov, V.B.; Yolshin, A.N. The influence of formation conditions on the electrochemical behavior of lead oxide in sulfuric acid solution. J. Power Sources 2009, 191, 36–41. [Google Scholar] [CrossRef]
- Ijadpanah-Saravy, H.; Safari, M.; Khodadadi-Darban, A.; Rezaei, A. Synthesis of titanium dioxide nanoparticles for photocatalytic degradation of cyanide. Anal. Lett. 2014, 47, 1772–1782. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Kvashinchev, A.G. Chemical Interaction of Liquid Aluminum with Metal Oxides in Molten Salts. Mater. Des. 2016, 105, 124–132. [Google Scholar] [CrossRef]
- Yolshina, L.A.; Kvashnichev, A.G.; Pelegov, D.V.; Pryakhina, V.I. Molten salt synthesis and characterization of 1D sodium hexatitanate nanowires. Colloids Interface Sci. Commun. 2021, 42, 100398. [Google Scholar] [CrossRef]
- Elshina, L.A.; Elshina, V.A. Synthesis of a Nanocrystalline α-Al2O3 Powder in Molten Halides in the Temperature Range 700–800 °C. Russ. Metall. (Met.) 2020, 2020, 138–141. [Google Scholar] [CrossRef]
- Batyshev, A.I. Crystallization Metals and Alloys Under Pressure; Kristallizatsia Metallov i Splavov Pod Davleniem; Metallurgy: Moscow, Russia, 1977; 151p. [Google Scholar]
- Hossein-Zadeh, M.; Razavi, M.; Mirzaee, O.; Ghaderi, R. Characterization of properties of Al–Al2O. nano-composite synthesized via milling and subsequent casting. J. King Saud Univ. Eng. Sci. 2013, 25, 75–80. [Google Scholar] [CrossRef]
- Vorozhtsov, S.A.; Zhukov, I.A.; Vorozhtsov, A.B.; Zhukov, A.S.; Eskin, D.G.; Kvetinskaya, A.V. Synthesis of Micro- and Nanoparticles of Metal Oxides and Their Application for Reinforcement of Al-Based Alloys. Adv. Mater. Sci. Eng. 2015, 2015, 718207. [Google Scholar] [CrossRef]
- Dang, X.; Zhang, B.; Zhang, Z.; Hao, P.; Xu, Y.; Xie, Y. Microstructural evolutions and mechanical properties of multilayered 1060Al/Al-Al2O3 composites fabricated by cold spraying and accumulative roll bonding. J. Mater. Res. Technol. 2021, 15, 3895–3907. [Google Scholar] [CrossRef]
- Ma, P.; Jia, Y.; Gokuldoss, P.K.; Yu, Z.; Yang, S.; Zhao, J.; Li, C. Effect of Al2O3 Nanoparticles as Reinforcement on the Tensile Behavior of Al-12Si Composites. Metals 2017, 7, 359. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | ΔG700 °C | ΔG750 °C | ΔG800 °C | |
|---|---|---|---|---|
| 13TiO2 + 4NaCl = 2Na2Ti6O13 + TiCl4(g) | (2) | 333.9 | 326.0 | 318.0 |
| 3TiO2 + 4Al = 3Ti + 2Al2O3 | (3) | −437.6 | −430.85 | −424.0 |
| 13Ti + 4NaCl + 13O2 = 2Na2Ti6O13 +TiCl4(g) | (4) | −9642.6 | −9535.7 | −9429.0 |
| 3TiO2 + 7Al = 3AlTi + 2Al2O3 | (5) | −643.7 | −643.2 | −624.7 |
| 3TiO2 + 13Al = 3Al3Ti + 2Al2O3 | (6) | −804.8 | −788.9 | −773.0 |
| % TiO2 Added | T Exposure, h | T Interaction, °C | % Al2O3 in the Ingot |
|---|---|---|---|
| 0.5 | 3 | 700 | 7.8 ± 0.2 |
| 0.5 | 5 | 700 | 13.5 ± 0.3 |
| 0.5 | 3 | 750 | 4.6 ± 0.2 |
| 0.5 | 5 | 750 | 13.0 ± 0.3 |
| 1.0 | 3 | 700 | 8.2 ± 0.2 |
| 1.0 | 5 | 700 | 18.4 ± 0.2 |
| 1.0 | 3 | 750 | 8.7 ± 0.3 |
| 1.0 | 5 | 750 | 10.1 ± 0.3 |
| № | Al2O3, wt.% | Tons, °C | Tm,°C | ΔG, J/g |
|---|---|---|---|---|
| 1 | 0 | 660.3 | 669.9 | −10.63 |
| 2 | 7.8 | 660.5 | 671.4 | −10.55 |
| 3 | 18.4 | 660.6 | 669.4 | −10.8 |
| 4 | 4.6 | 660.2 | 668.4 | −10.91 |
| P, mN | hmax, µm | hp, µm | HM, MPa | HIT, MPa | E*, GPa | Wt, µJ | We, µJ | |
|---|---|---|---|---|---|---|---|---|
| Al in | 1000 | 11.20 ± 0.28 | 11.03 ± 0.85 | 310.7 ± 2.8 | 332.6 ± 0.3 | 91.1 ± 2.7 | 3.9 ± 0.2 | 0.1 ± 0.005 |
| Al in | 2000 | 16.05 ± 0.35 | 15.83 ± 0.91 | 301.7 ± 1.4 | 323.2 ± 4.5 | 97.4 ± 3.1 | 11.0 ± 0.6 | 0.2 ± 0.005 |
| Al-10% Al2O3 | 1000 | 10.25 ± 0.7 | 10.07 ± 0.7 | 372.8 ± 3.0 | 398.4 ± 3.2 | 91.7 ± 5.5 | 3.7 ± 0.4 | 0.1 ± 0.005 |
| Al-10% Al2O3 | 2000 | 14.48 ± 0.5 | 14.22 ± 0.6 | 374.2 ± 4.4 | 399.9 ± 7.4 | 92.7 ± 3.1 | 9.7 ± 0.6 | 0.3 ± 0.005 |
| Al-14% Al2O3 | 1000 | 10.18 ± 0.04 | 9.95 ± 0.003 | 381.7 ± 1.1 | 407.0 ± 7.7 | 74.8 ± 1.1 | 3.5 ± 0.1 | 0.1 ± 0.005 |
| Al-14% Al2O3 | 2000 | 15.07 ± 0.24 | 14.85 ± 0.24 | 343.7 ± 1.0 | 367.7 ± 1.1 | 94.5 ± 2.2 | 10.6 ± 0.1 | 0.3 ± 0.005 |
| P, mN | Re, % | HIT/E* | δA | ||
|---|---|---|---|---|---|
| Al in | 1000 | 1.47 | 0.00365 | 0.00000443 | 0.974 |
| Al in | 2000 | 1.34 | 0.00332 | 0.00000356 | 0.982 |
| Al-10% Al2O3 | 1000 | 1.80 | 0.00434 | 0.00000752 | 0.973 |
| Al-10% Al2O3 | 2000 | 1.80 | 0.00434 | 0.00000744 | 0.969 |
| Al-14% Al2O3 | 1000 | 2.24 | 0.00544 | 0.0000120 | 0.972 |
| Al-14% Al2O3 | 2000 | 1.58 | 0.00389 | 0.00000557 | 0.972 |
| Al2O3, wt.% | Δσload, MPa | ΔσOrowan, MPa | ΔσCTE, MPa | Δσtheor, MPa | Δσload + ΔσOrowan, MPa | Δσexp, MPa |
|---|---|---|---|---|---|---|
| 7.0 | 0.9763 | 35.7268 | 4.4312 | 41.1343 | 36.70314 | 35.76 |
| 8.7 | 1.1948 | 36.4985 | 5.76531 | 43.4585 | 37.69324 | 41.69 |
| 10.1 | 1.1908 | 37.4905 | 3.4322 | 42.1135 | 38.68129 | 39.08 |
| 13.0 | 2.0617 | 44.6348 | 4.6656 | 51.3621 | 46.69649 | 44.58 |
| 14.0 | 2.1555 | 45.4353 | 5.6504 | 53.2413 | 47.59082 | 44.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yolshina, L.A.; Kvashnichev, A.G.; Vichuzhanin, D.I.; Smirnova, E.O. Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts. Appl. Sci. 2022, 12, 8907. https://doi.org/10.3390/app12178907
Yolshina LA, Kvashnichev AG, Vichuzhanin DI, Smirnova EO. Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts. Applied Sciences. 2022; 12(17):8907. https://doi.org/10.3390/app12178907
Chicago/Turabian StyleYolshina, Liudmila A., Aleksander G. Kvashnichev, Dmitrii I. Vichuzhanin, and Evgeniya O. Smirnova. 2022. "Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts" Applied Sciences 12, no. 17: 8907. https://doi.org/10.3390/app12178907
APA StyleYolshina, L. A., Kvashnichev, A. G., Vichuzhanin, D. I., & Smirnova, E. O. (2022). Mechanical and Thermal Properties of Aluminum Matrix Composites Reinforced by In Situ Al2O3 Nanoparticles Fabricated via Direct Chemical Reaction in Molten Salts. Applied Sciences, 12(17), 8907. https://doi.org/10.3390/app12178907