
Influence of Cutter Head on Cavitation of Non-Jammed Submerged Grinder Pump



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Numerical Calculation Method
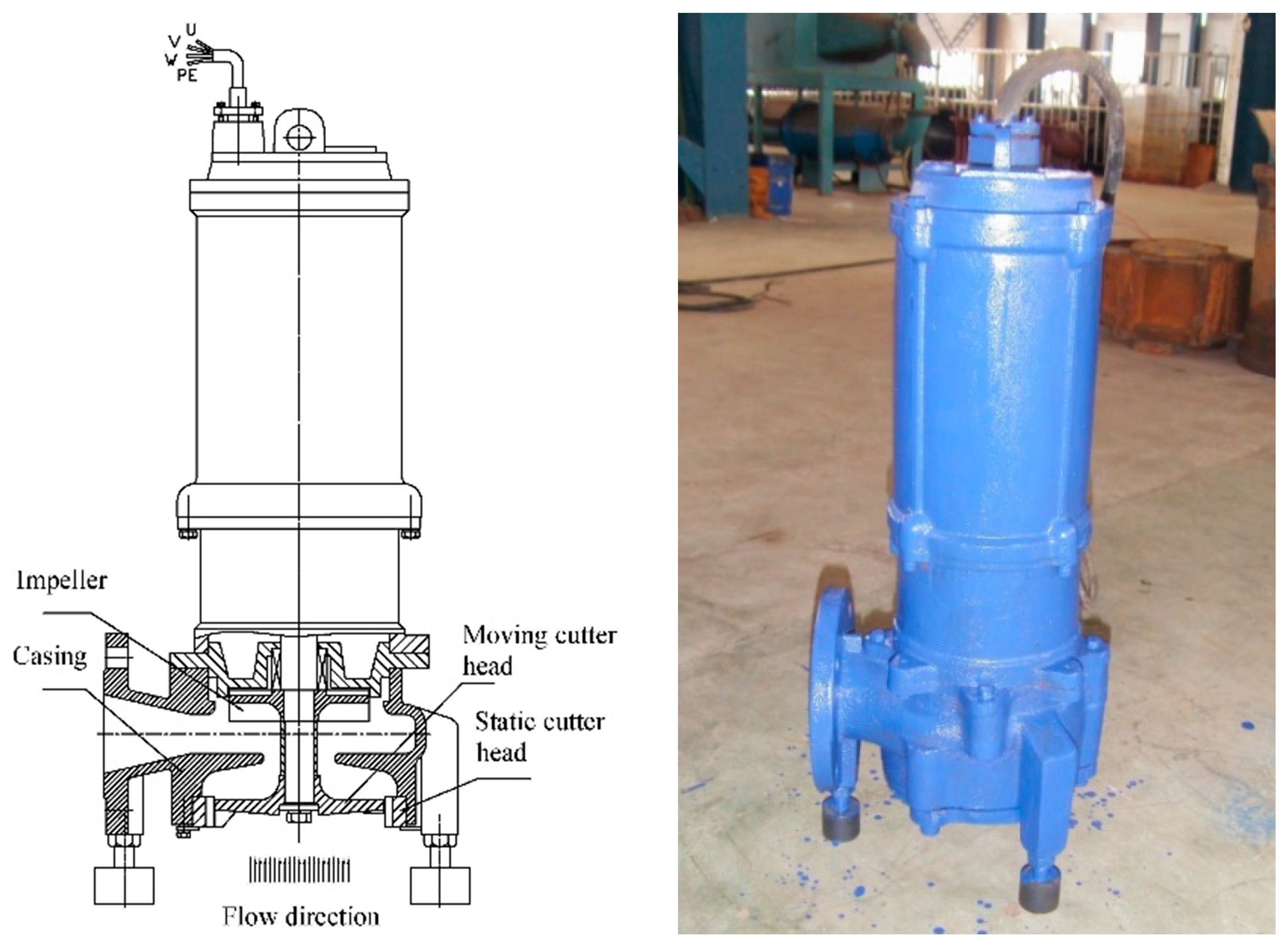
2.1. Structure and Working Mechanism of the Non-Jammed Submersible Grinder Pump
2.2. Computational Model
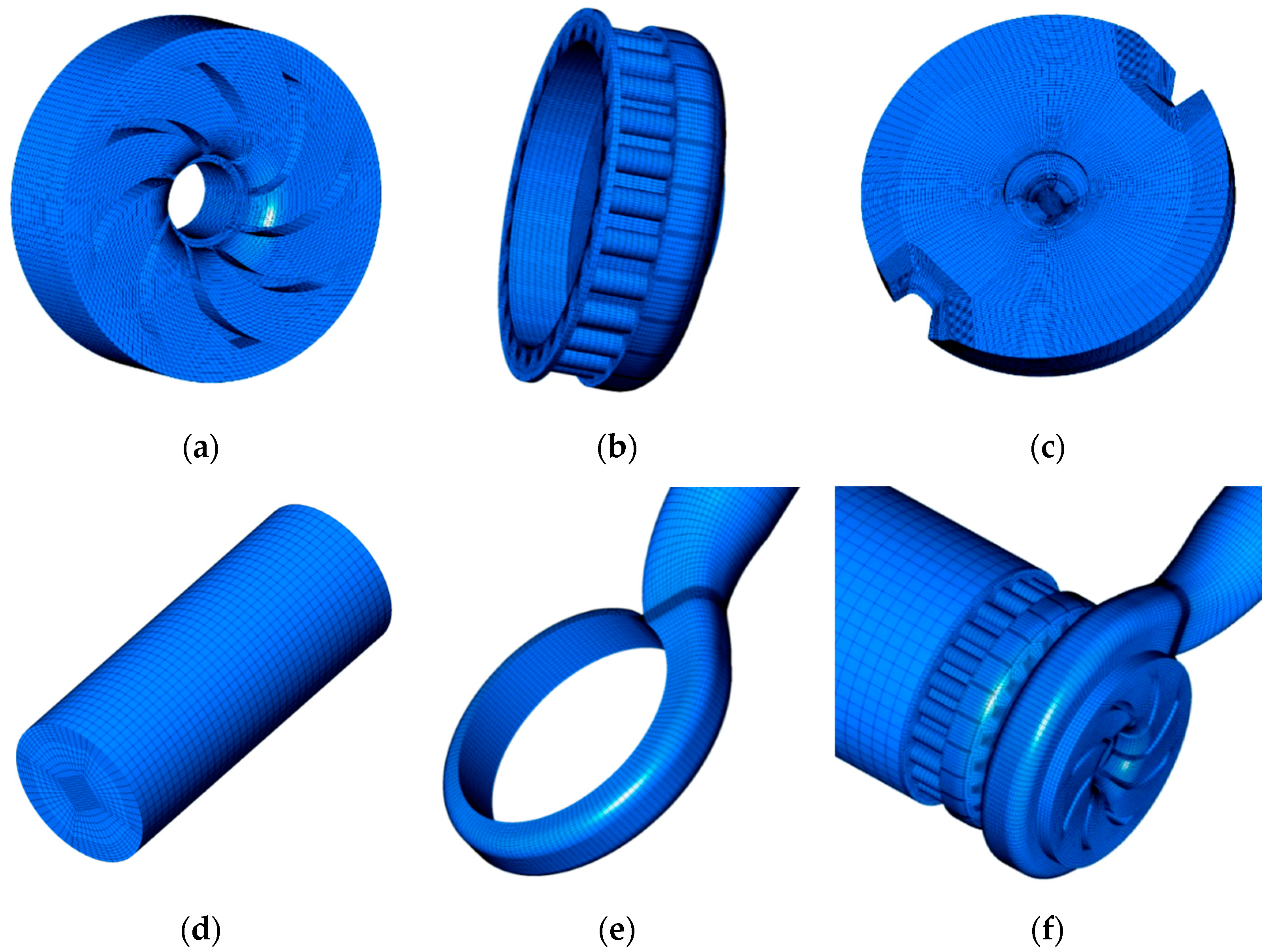
2.3. Meshing
2.4. Calculation Method and Boundary Conditions
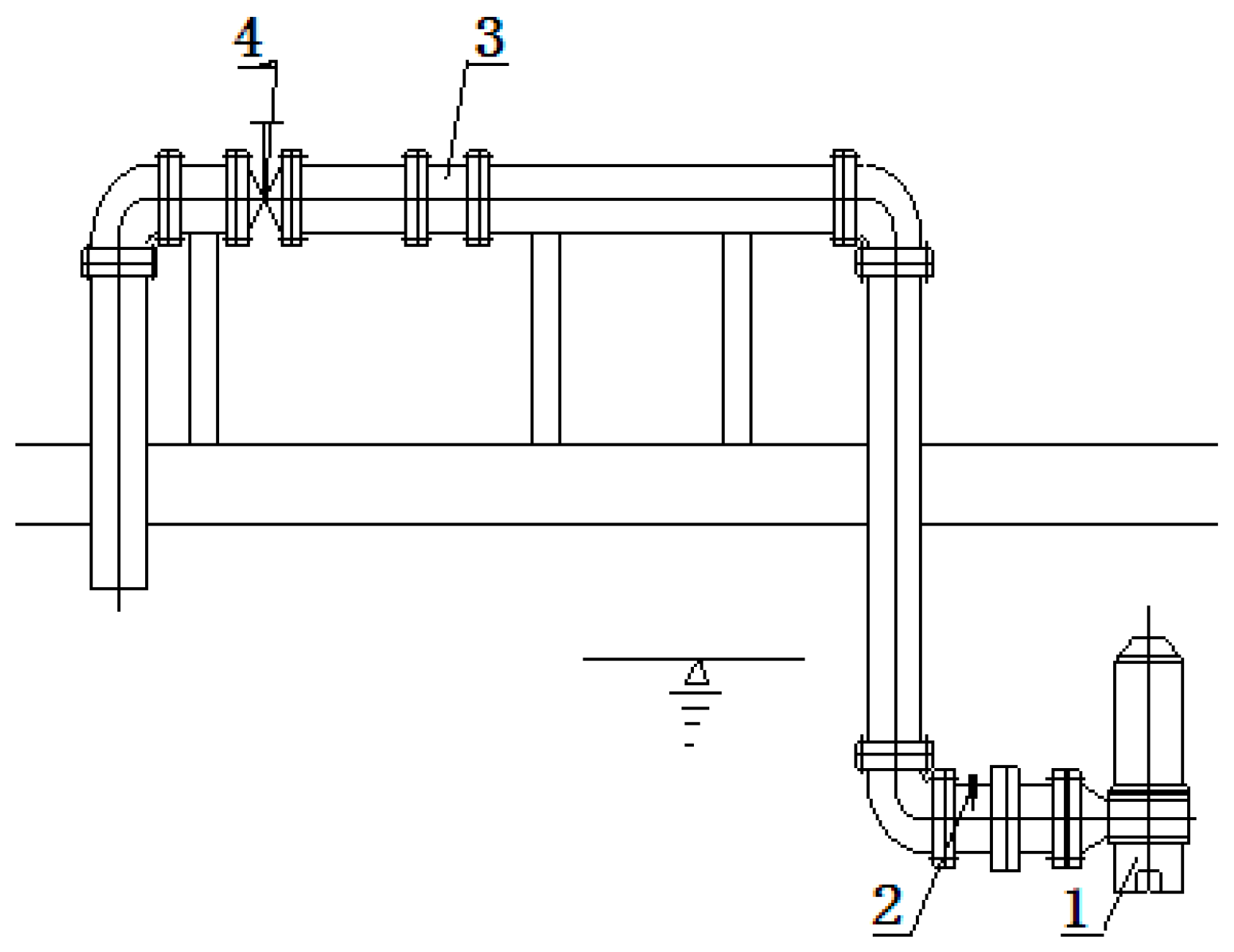
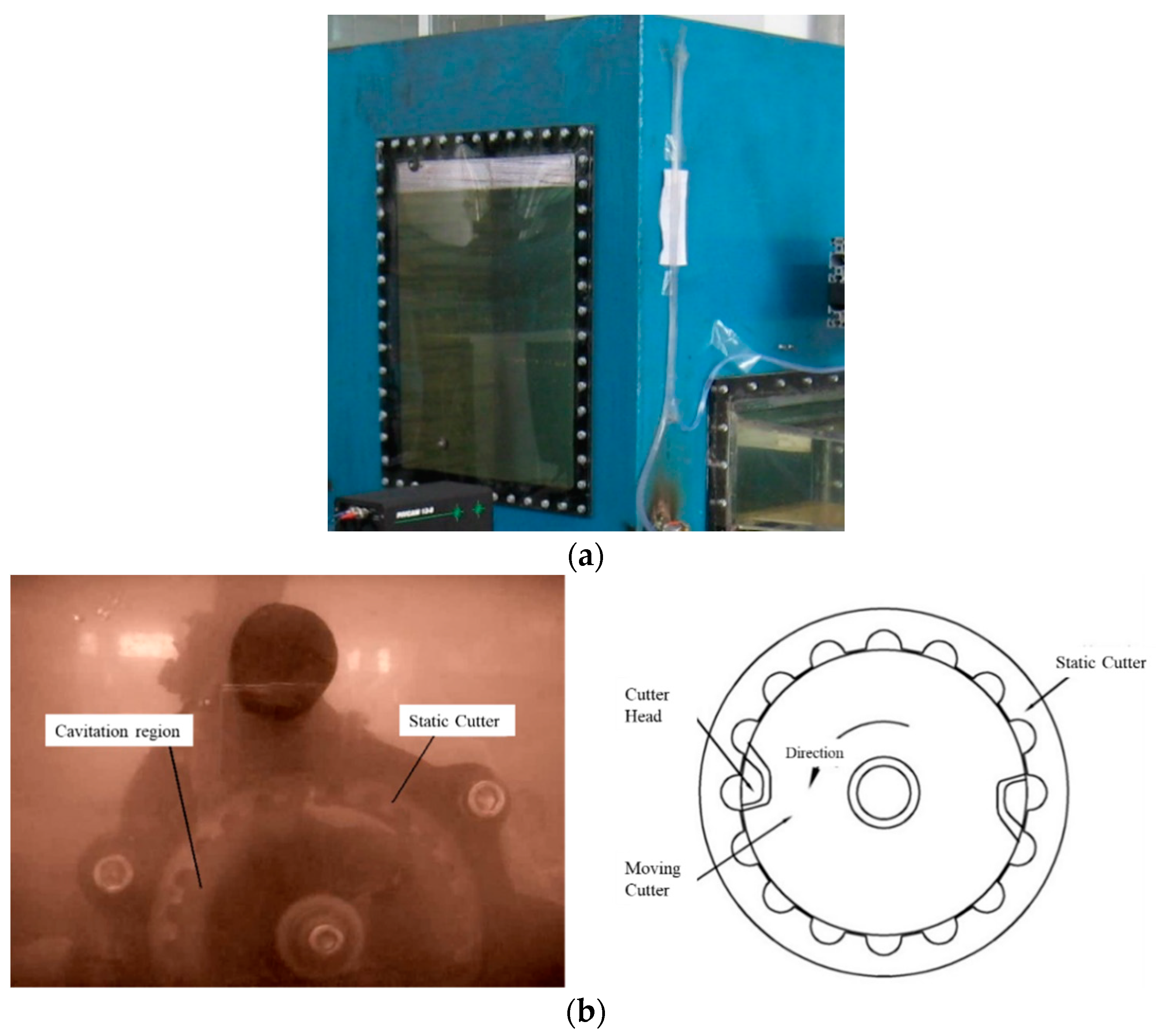
3. Experimental Setup
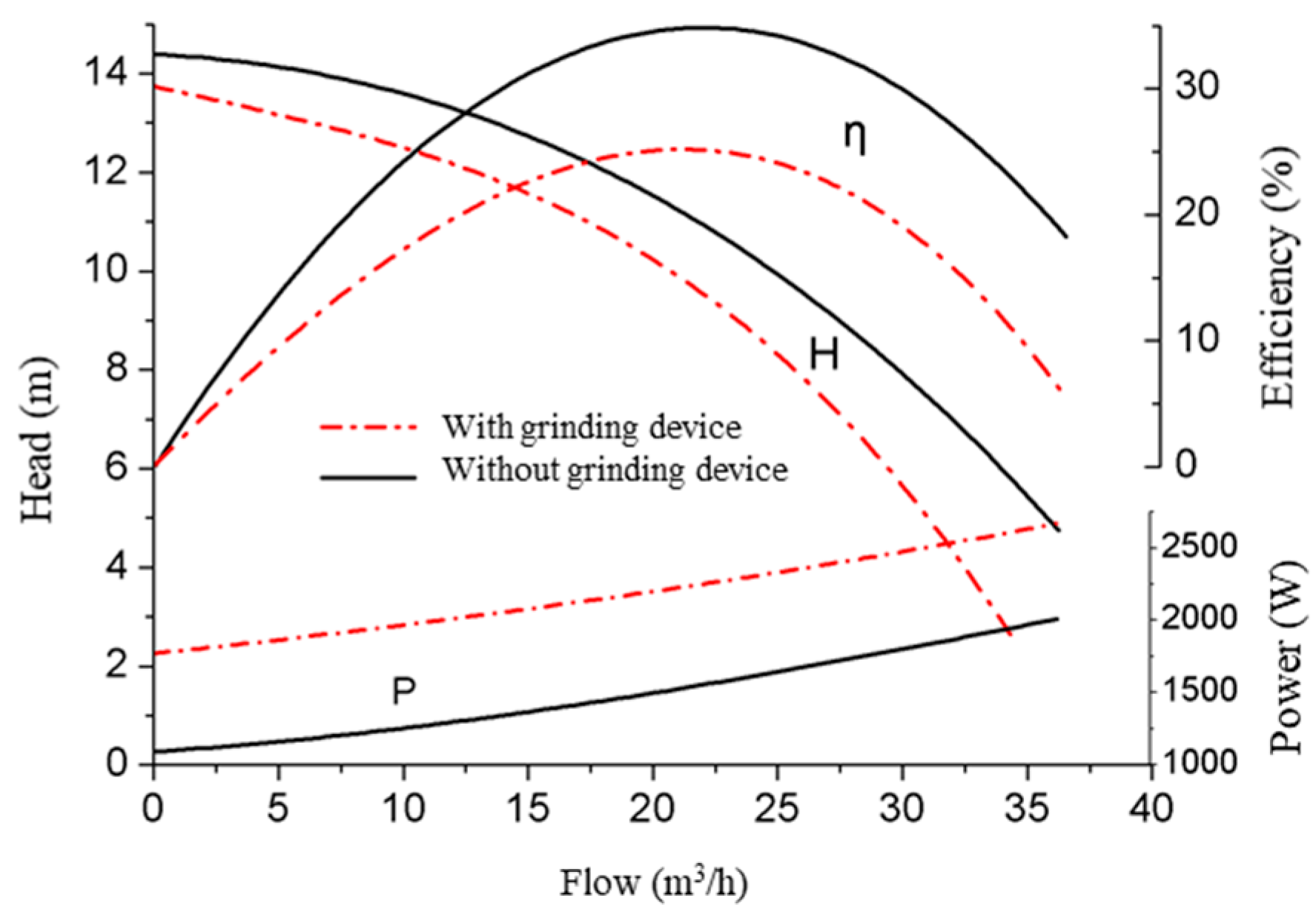
3.1. Influence of the Grinding Device on External Characteristics
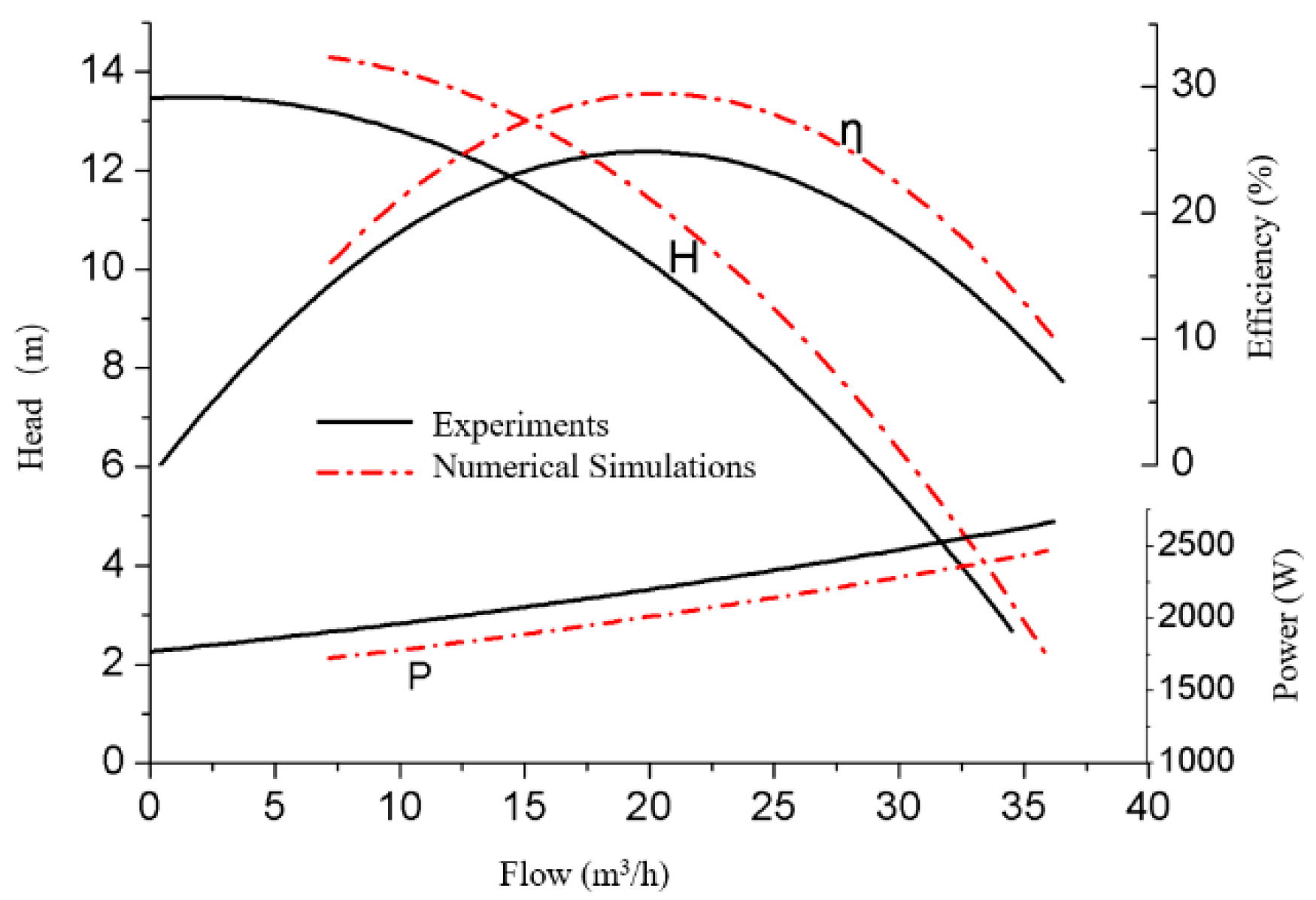
3.2. Comparison of Test Results and Numerical Simulation Prediction Results
4. Numerical Results and Analysis
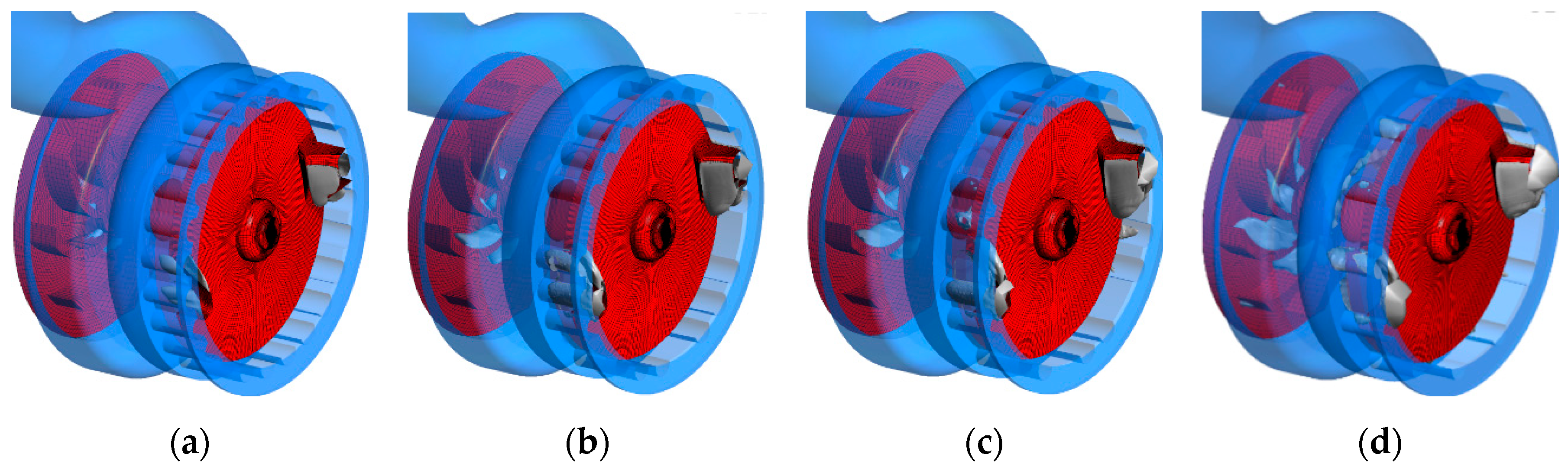
4.1. Cavitation Analysis of the Cutter Heads
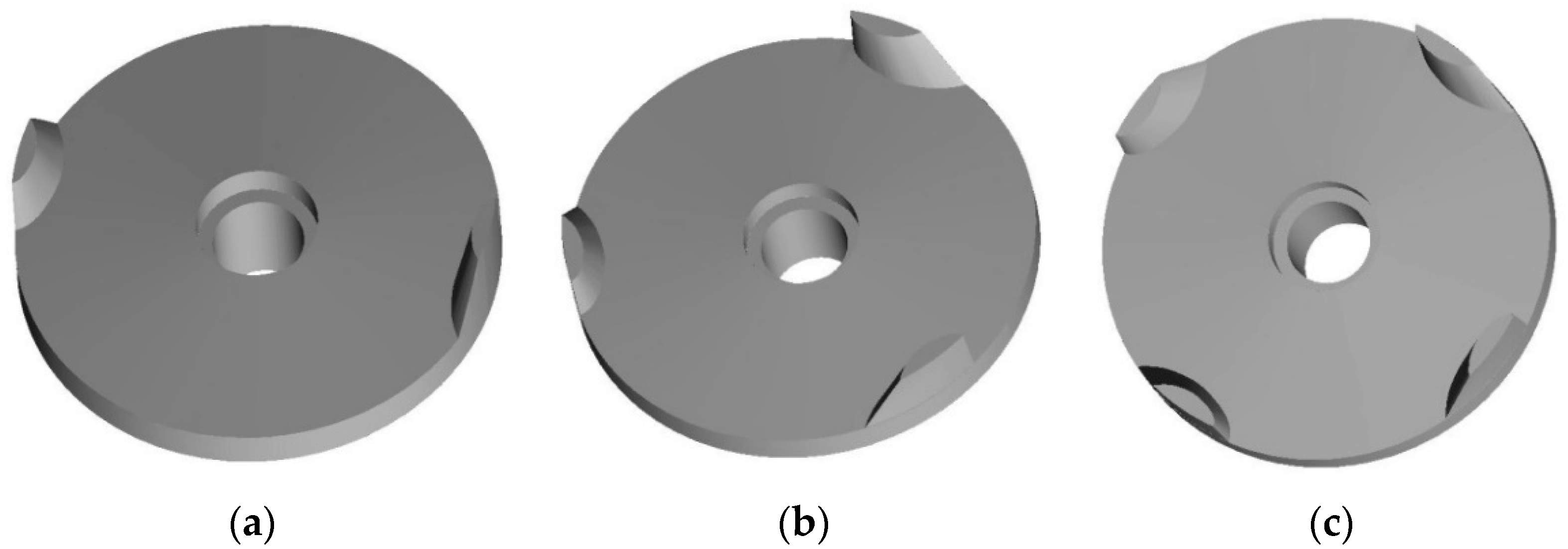
4.2. Determination of the Number of Cutter Heads
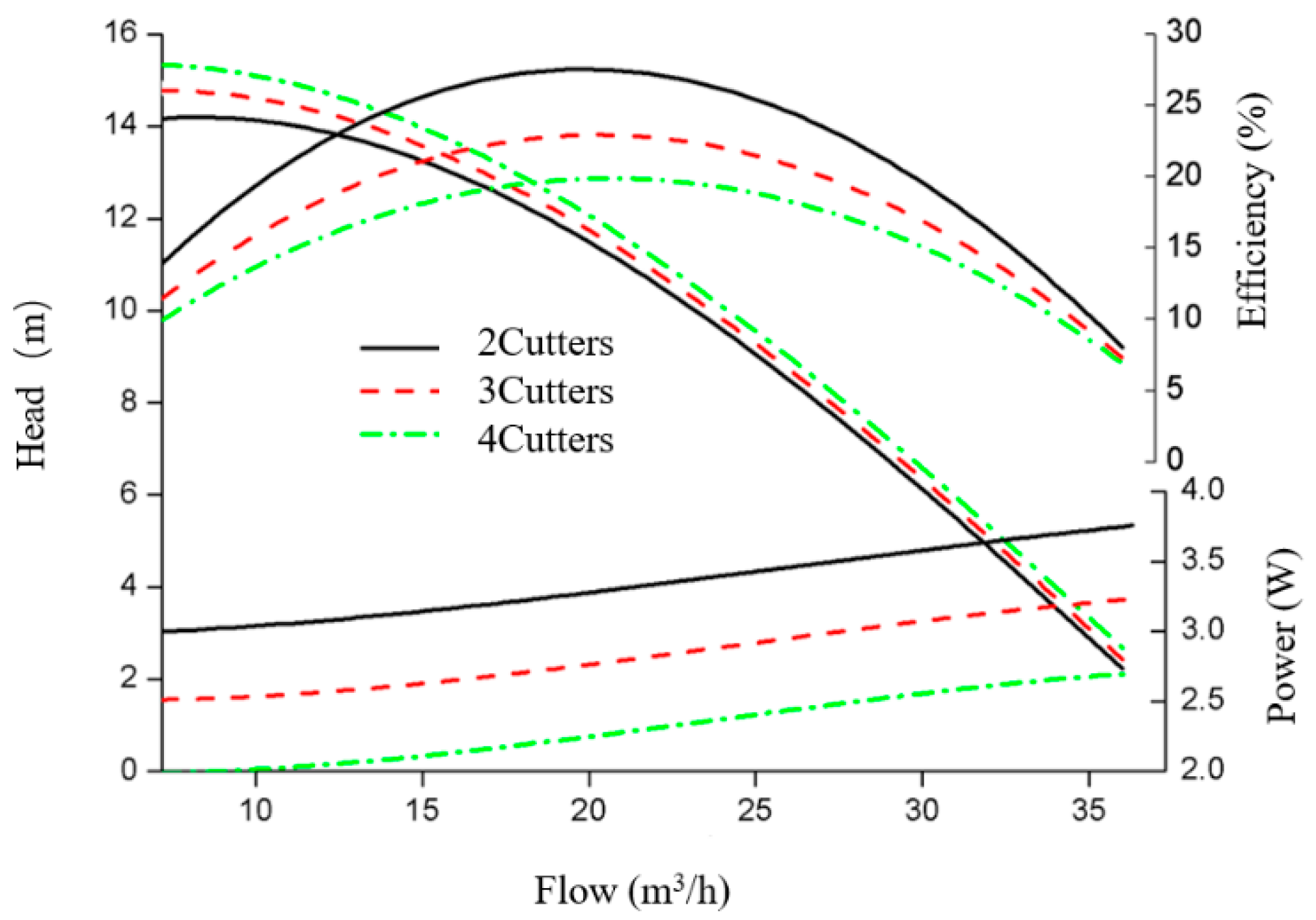
4.2.1. The Effect of the Number of Cutter Heads on the Performance of the Submersible Grinding Pump
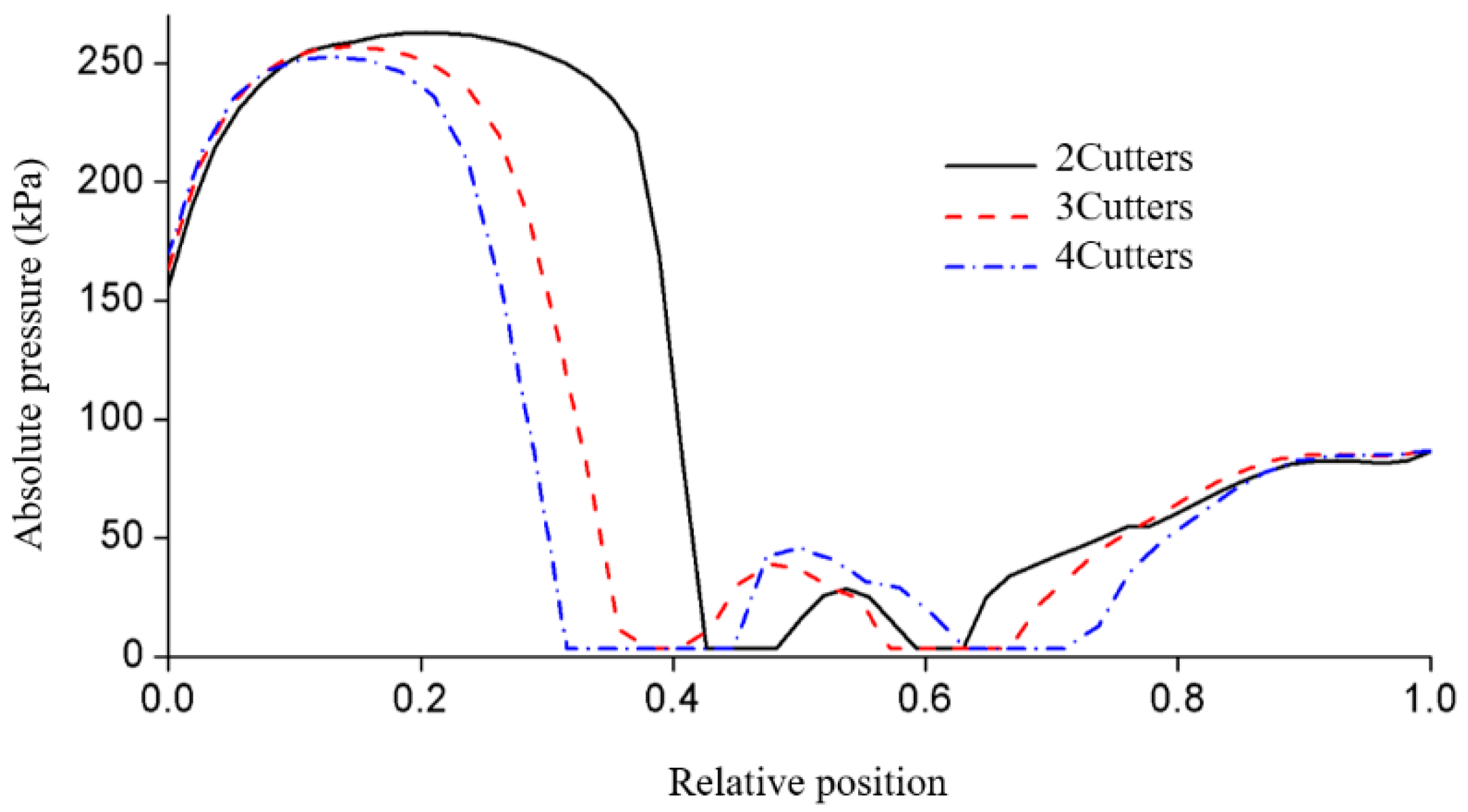
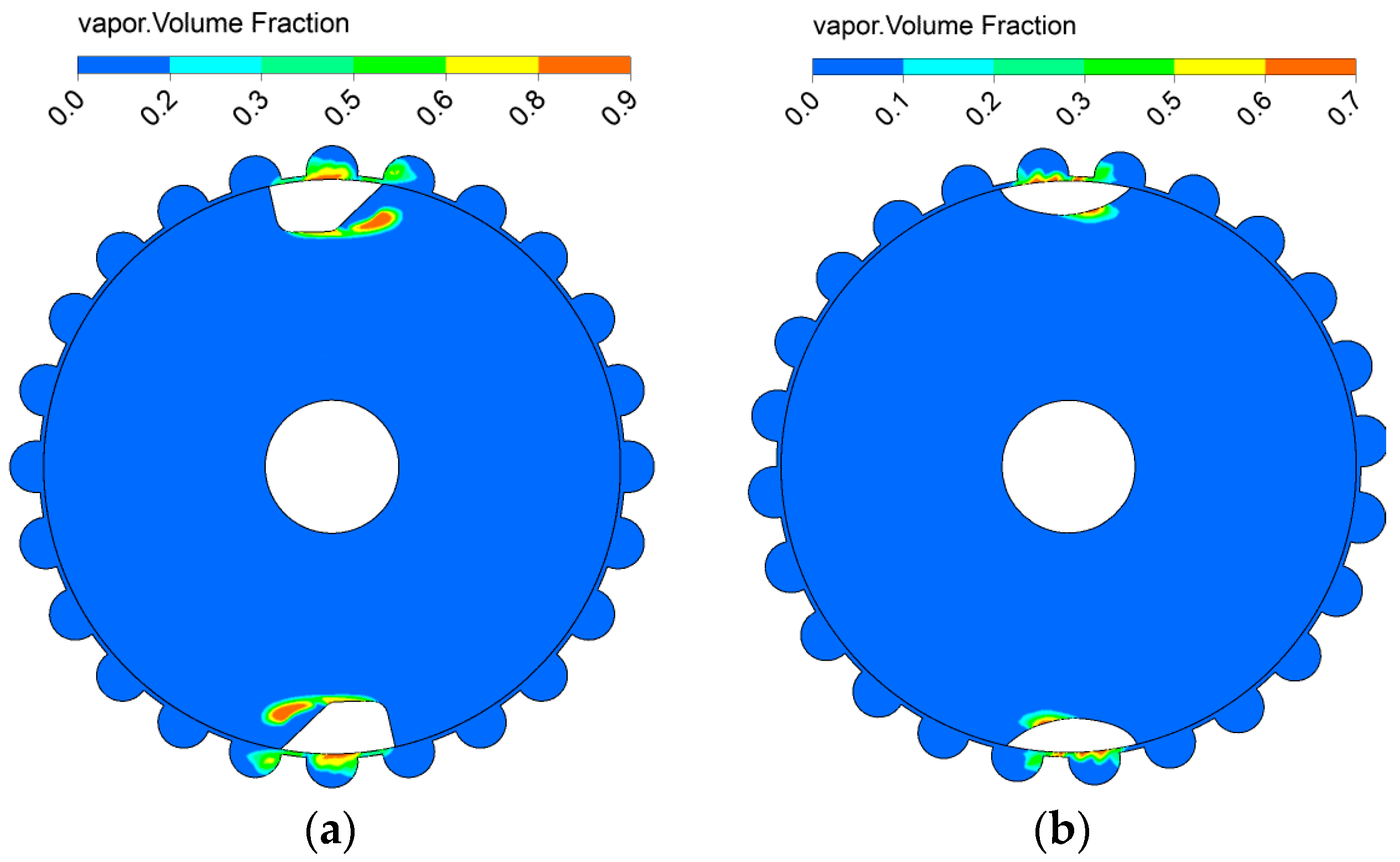
4.2.2. Influence of the Number of Cutter Heads on Cutter Head Cavitation
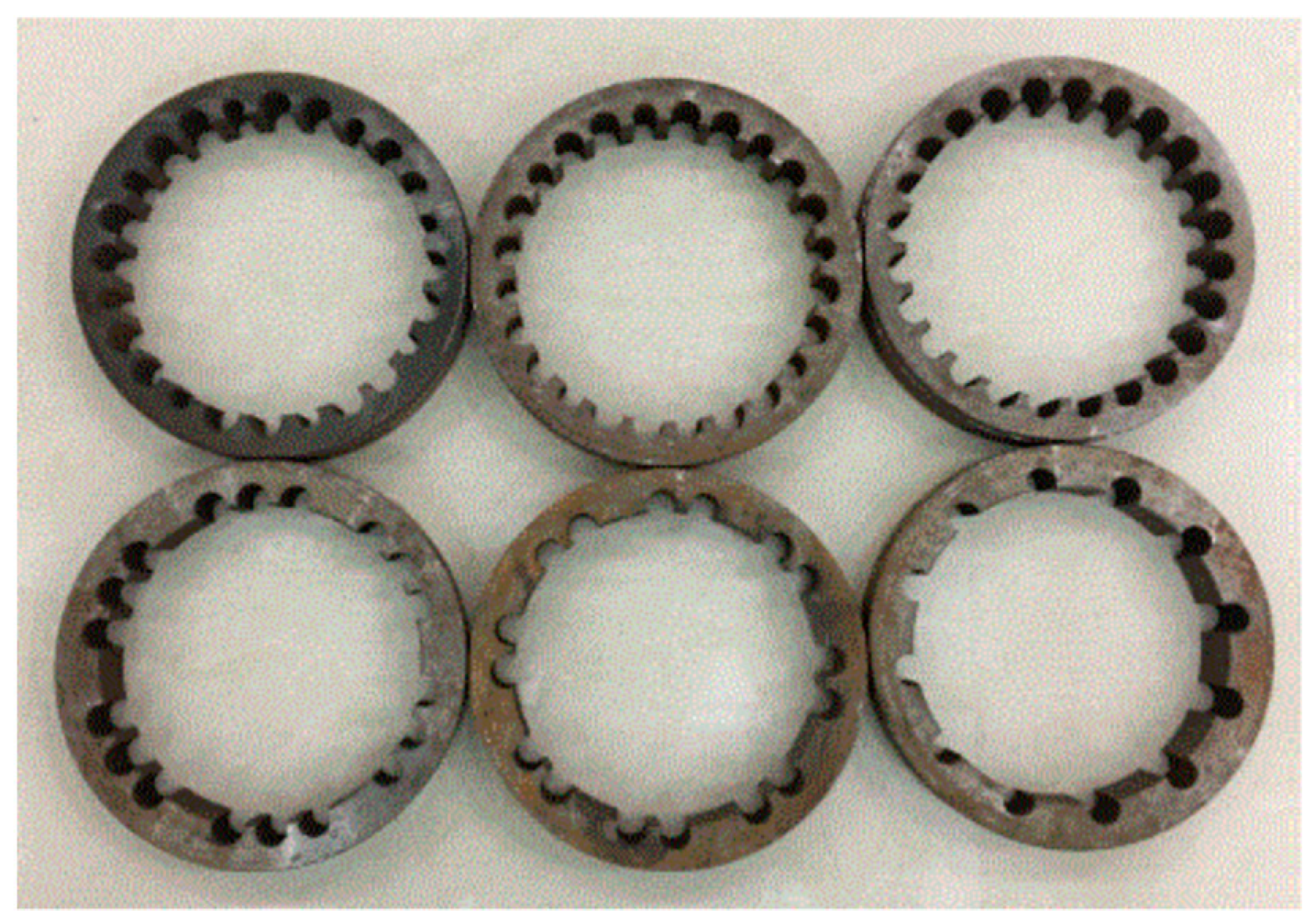
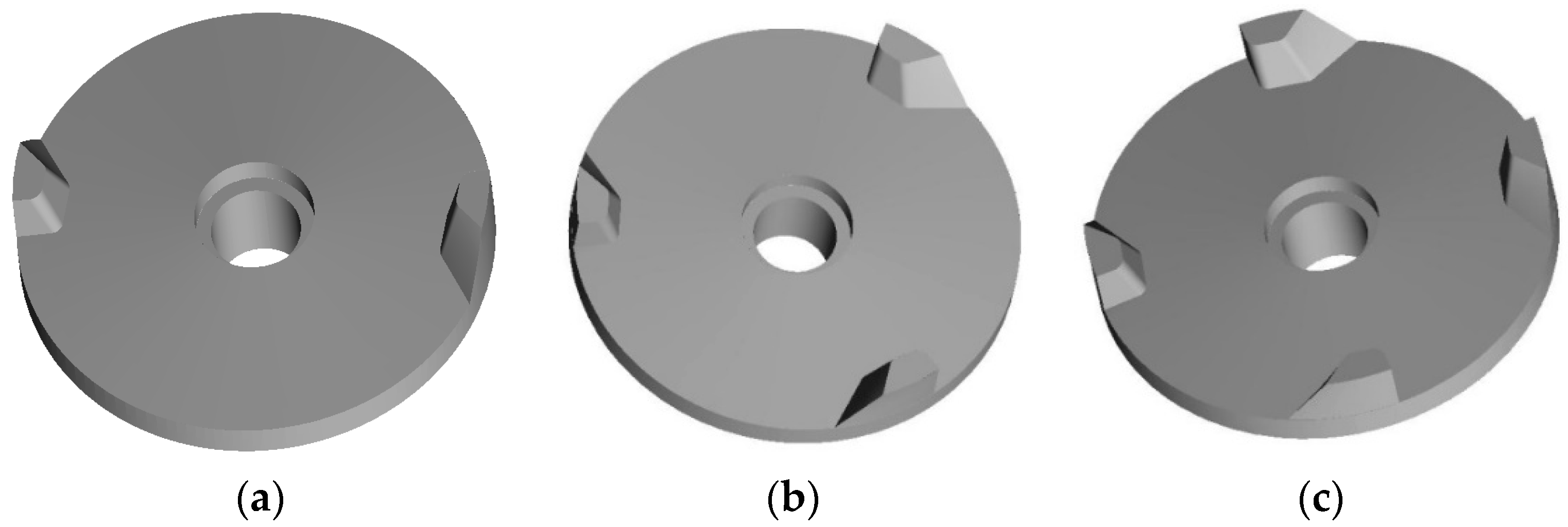
4.3. Optimization of Cutter Head Shape
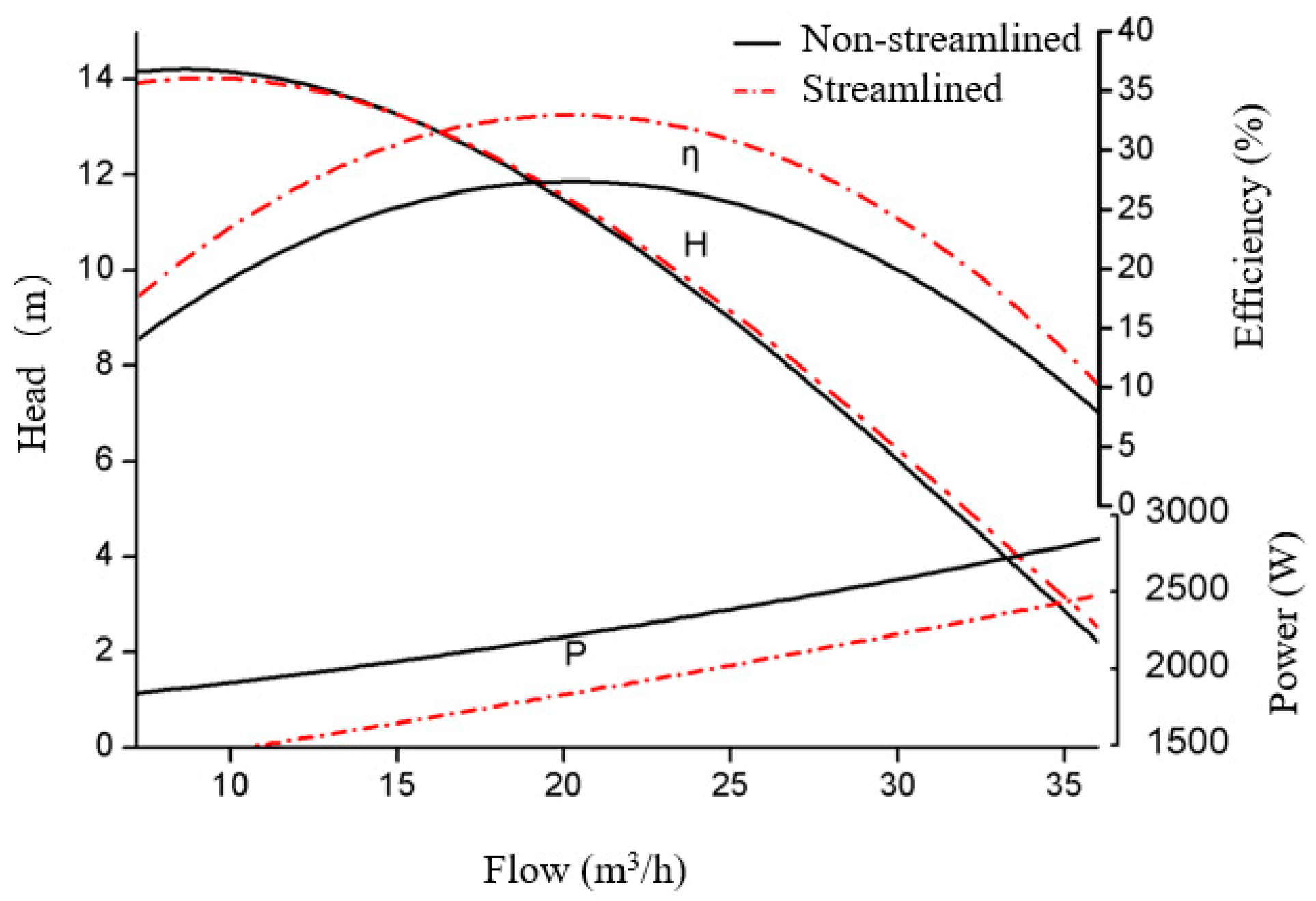
4.4. Performance Comparison of Different Cutter Head Shapes
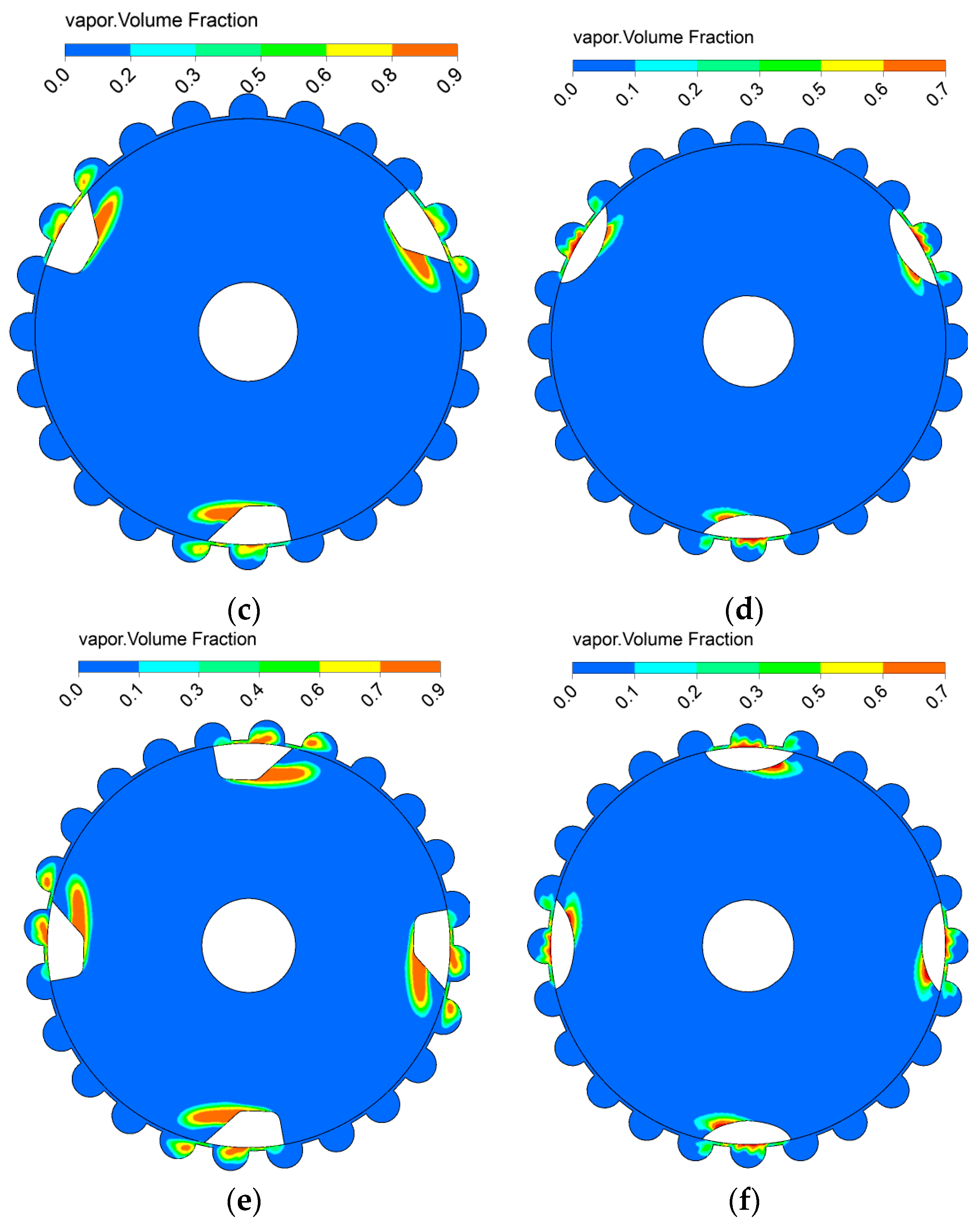
4.5. Streamlined Cutter Head Cavitation with Different Numbers of Cutter Heads
5. Experimental Verification
5.1. Cavitation Phenomenon
5.2. Grinding Effect Test of the Submersible Grinding Pump
6. Conclusions
- (1)
- With increases in the number of cutter heads, the expulsion effect of the cutter head on water increases, and the relative flow rate near the cutter head increases accordingly—which eventually leads to aggravated cavitation near the cutter head of the grinding pump.
- (2)
- The head change in the submersible grinding pump with the streamlined cutter head was not considerable; however. the power was reduced by more than 13.2% as a whole, and the maximum efficiency value was increased by 6%.
- (3)
- For streamlined cutter heads with different numbers of cutter heads, the streamlined cutter head was smaller than the bluff cutter head, regardless of the volume fraction of the gas or the size of the gas distribution area. Therefore, the shape of the cutter head was changed to a streamlined shape, which could effectively control the strength of cavitation near the cutter head.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Guan, X. Modern Pumps Theory and Design; China Astronautic Publishing House: Beijing, China, 2011. (In Chinese) [Google Scholar]
- Shi, W.D.; Sang, Y.M.; Wang, Z.; Liu, H.L.; Zhang, Q.H. Development and prospect of non-clogging pump with high-efficiency. Drain. Irrig. Mach. 2006, 24, 48–52. (In Chinese) [Google Scholar]
- Guan, X.; Zhang, T.; Wei, D.; Wen, X. Advances in non-clogging pumps. Drain. Irrig. Mach. 2003, 21, 1–4. (In Chinese) [Google Scholar]
- Wang, X.; Lu, Y.; Zhu, R.; Fu, Q.; Zhong, W. Study of hydraulic performance and pressure pulsation characteristics of the grinder pump in case of clogging. Bulg. Chem. Commun. 2016, 48, 87–95. [Google Scholar]
- Fu, Q.; Lu, Y.; Zhu, R.; Wang, X.; Wang, X. Cavitation and pressure pulsation characteristics of a non-jammed submerged grinder pump. J. Vib. Shock 2016, 35, 95–101. [Google Scholar]
- Zhang, N.; Gao, B.; Li, Z.; Jiang, Q. Cavitating flow-induced unsteady pressure pulsations in a low specific speed centrifugal pump. R. Soc. Open Sci. 2018, 5, 180408. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Long, Y.; Zhu, R.; Wang, D. A Cavitation Performance Prediction Method for Pumps PART1-Proposal and Feasibility. Nucl. Eng. Technol. 2021, 52, 2471–2478. [Google Scholar]
- Yun, L.; Yan, Z.; Jianping, C.; Rongsheng, Z.; Dezhong, W. A Cavitation Performance Prediction Method for Pumps PART2-Sensitivity and Accuracy. Nucl. Eng. Technol. 2021, 53, 3612–3624. [Google Scholar] [CrossRef]
- Long, Y.; An, C.; Zhu, R.; Chen, J. Research on hydrodynamics of high velocity regions in a water-jet pump based on experimental and numerical calculations at different cavitation conditions. Phys. Fluids 2021, 33, 045124. [Google Scholar] [CrossRef]
- Qiu, N.; Zhou, W.; Che, B.; Wu, D.; Wang, L.; Zhu, H. Effects of microvortex generators on cavitation erosion by changing periodic shedding into new structures. Phys. Fluids 2020, 32, 104108. [Google Scholar] [CrossRef]
- Qiu, N.; Zhu, H.; Long, Y.; Zhong, J.; Zhu, R.; Wu, S. Assessment of Cavitation Erosion in a Water-Jet Pump Based on the Erosive Power Method. Scanning 2021, 2021, 5394782. [Google Scholar] [CrossRef] [PubMed]
- Huang, R.; Ji, B.; Luo, X.; Zhai, Z.; Zhou, J. Numerical investigation of cavitation-vortex interaction in a mixed-flow water-jet pump. J. Mech. Sci. Technol. 2015, 29, 3707–3716. [Google Scholar] [CrossRef]
- Huang, R.; Dai, Y.; Luo, X.; Wang, Y.; Huang, C. Multi-objective optimization of the flush-type intake duct for a waterjet propulsion system. Ocean Eng. 2019, 187. [Google Scholar] [CrossRef]
- Xu, S.; Long, X.; Jin, B.; Li, G. Investigation on the mechanism between vortex and cavitation in an axial water-jet pump. J. Harbin Eng. Univ. 2020, 41, 951–957. [Google Scholar]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, R.; Qiang, Z.; Wang, Z.; Fu, Q.; Long, Y. Influence of Cutter Head on Cavitation of Non-Jammed Submerged Grinder Pump. Appl. Sci. 2022, 12, 6112. https://doi.org/10.3390/app12126112
Zhu R, Qiang Z, Wang Z, Fu Q, Long Y. Influence of Cutter Head on Cavitation of Non-Jammed Submerged Grinder Pump. Applied Sciences. 2022; 12(12):6112. https://doi.org/10.3390/app12126112
Chicago/Turabian StyleZhu, Rongsheng, Zhuang Qiang, Zhenwei Wang, Qiang Fu, and Yun Long. 2022. "Influence of Cutter Head on Cavitation of Non-Jammed Submerged Grinder Pump" Applied Sciences 12, no. 12: 6112. https://doi.org/10.3390/app12126112
APA StyleZhu, R., Qiang, Z., Wang, Z., Fu, Q., & Long, Y. (2022). Influence of Cutter Head on Cavitation of Non-Jammed Submerged Grinder Pump. Applied Sciences, 12(12), 6112. https://doi.org/10.3390/app12126112