
Study on the Variable-Temperature Drying Process of Corn Drying in an Industrial Corn-Drying System Equipped with a Self-Adaptive Control Heat Exchanger


Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Equipment Description and the Working Principle
2.3. Experimental Design and Data Acquisition
2.4. Assumptions
- (1)
- The fluxes were in the steady flow state.
- (2)
- The heat loss on the FGP was neglected.
- (3)
- The influence of moisture content variations on the hot air velocity was neglected.
- (4)
- The temperature and the relative humidity of ambient air in the experimental period were considered to be constant at 8 °C and 85%, respectively.
2.5. Theoretical Analysis
2.5.1. Thermal Analysis
2.5.2. Thermal Efficiency
2.5.3. Specific Heat Consumption
2.5.4. Heat Loss Characteristics
2.5.5. Far Infrared Wavelength
2.5.6. Drying Kinetics
3. Results and Discussions
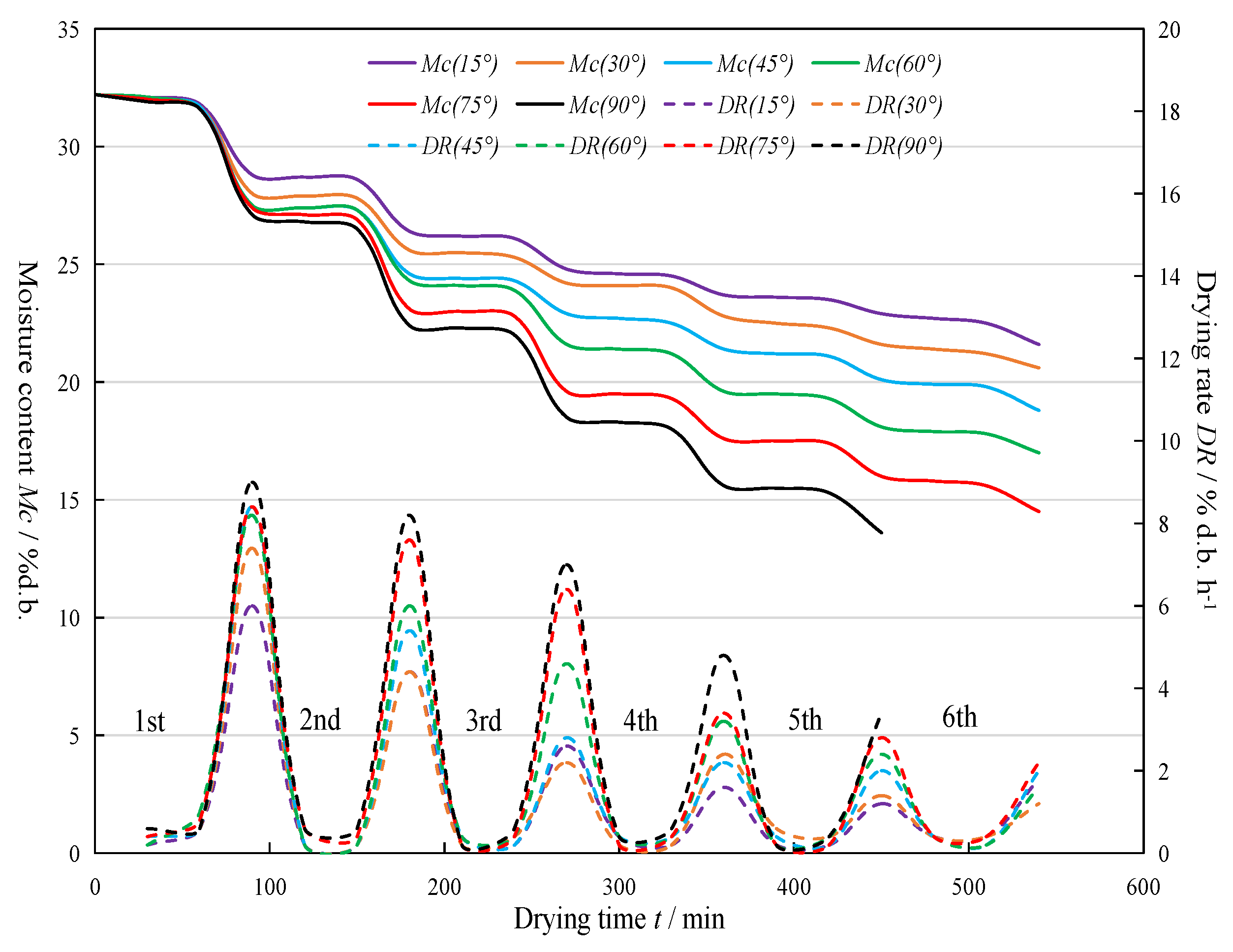
3.1. The Drying Performance of the Drying System
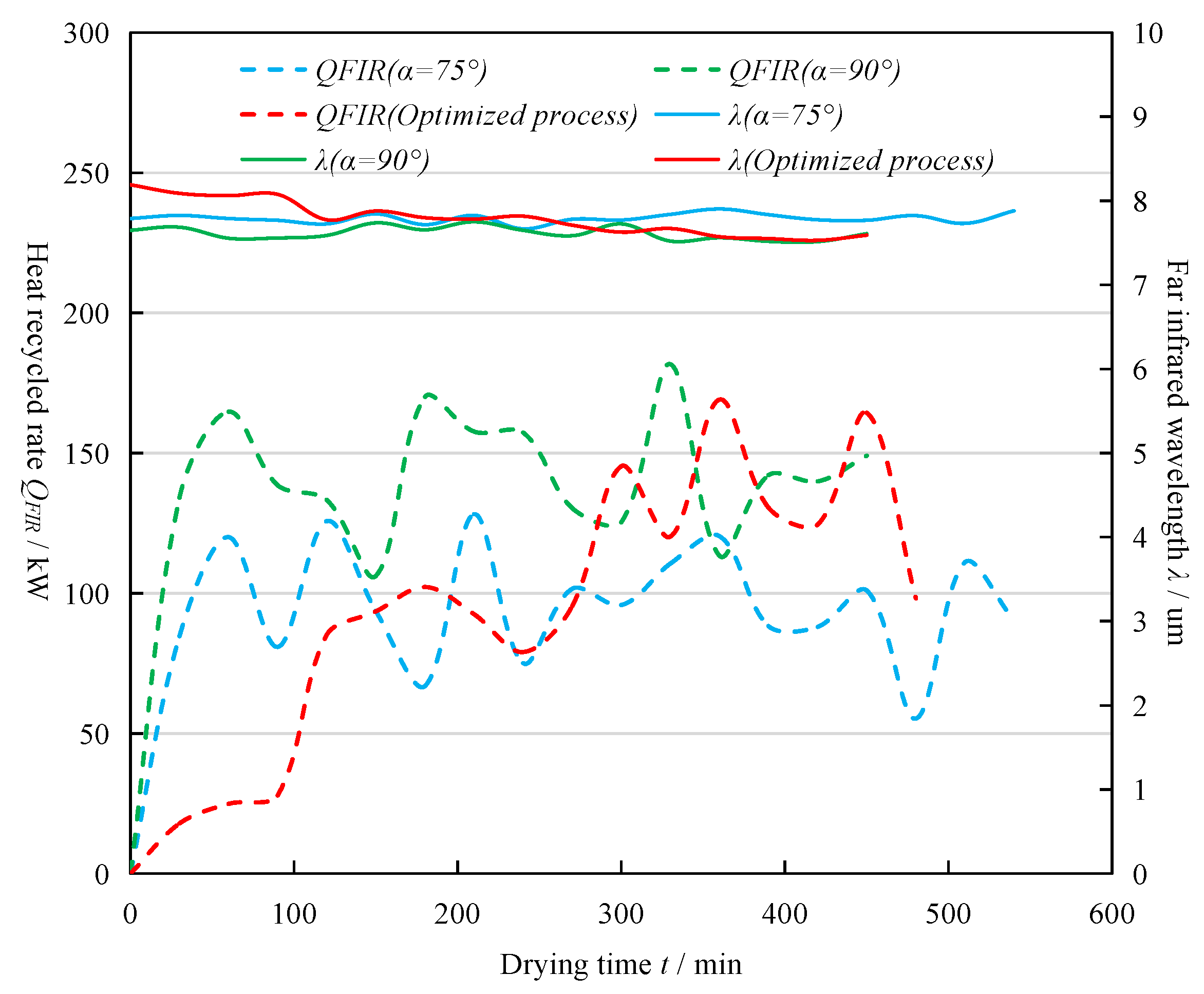
3.2. Heat Recycled Performance of the RA
3.3. Heat Loss Characteristics of the Drying System
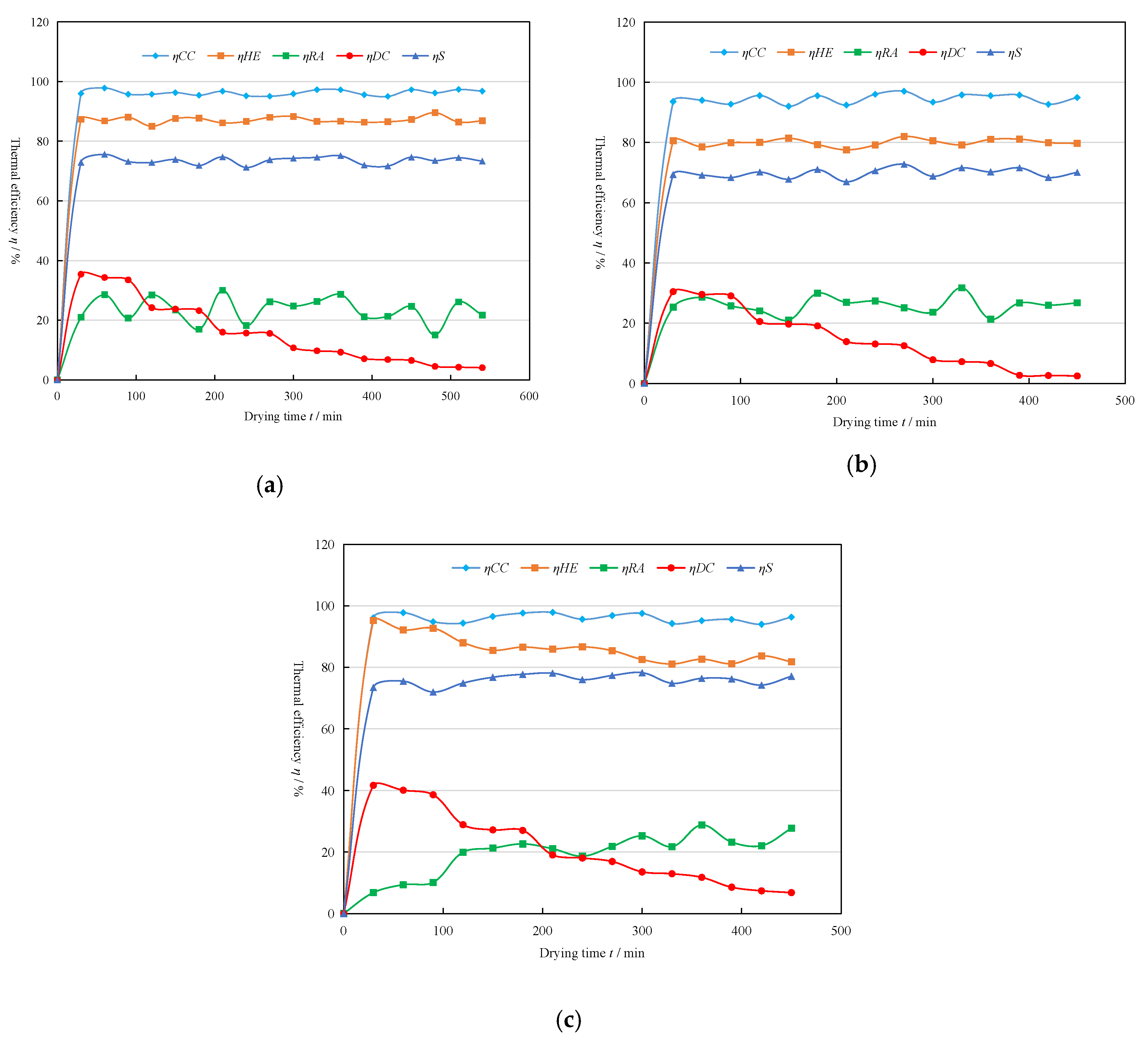
3.4. The Thermal Efficiency of the Drying System
3.5. The Thermal Performance of the Drying System
4. Conclusions
- (1)
- The optimized variable-temperature drying process for corn industrial drying was ascertained to be Tair of 76.5 °C in the first drying cycle, Tair of 95.2 °C in the second and third drying cycles and Tair of 100.3 °C in the fourth and fifth drying cycle.
- (2)
- There was 2650.11 MJ of thermal energy that was recycled by RA, and the far infrared wavelength of the RA was found to vary from 7.53 um to 8.32 um, indicating that the RA could enhance the drying performance of the whole drying system.
- (3)
- The total energy consumption and specific heat consumption of the corn for the optimized drying process were ascertained to be 48,803.99 MJ and 7290.269 kJ/kg, respectively, which showed a better drying performance than the two analyzed constant-temperature drying processes.
- (4)
- The thermal efficiency of the optimized drying process for the DC was higher than that of the two analyzed constant-temperature drying processes. The variation range of ηDC for the optimized drying process was found to be 6.81–41.71%.
- (5)
- Only 384.74 kW of thermal energy was used to evaporate the moisture from the wet corn material, which should be further improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Defraeye, T. Advanced computational modelling for drying processes—A review. Appl. Energy 2014, 131, 323–344. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying, 3rd ed.; Taylor & Francis Group: Boca Raton, FL, USA; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar] [CrossRef]
- Kudra, T. Energy aspects in drying. Dry Technol. 2004, 22, 917–932. [Google Scholar] [CrossRef]
- Kemp, I.C. Fundamentals of energy analysis of dryers. In Mod. Dry. Technol—Energy Savings, Weinheim; Tsotsas, E., Mujumdar, A.S., Eds.; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2011; pp. 1–46. [Google Scholar] [CrossRef]
- Lamidi, R.O.; Jiang, L.; Pathare, P.B.; Wang, Y.D.; Roskilly, A.P. Recent advances in sustainable drying of agricultural produce: A review. Applied Energy 2019, 233–234, 367–385. [Google Scholar] [CrossRef]
- Xu, F.Y.; Huang, M.S.; Chen, Z.; Li, C.Y. Moisture diffusion characteristics and quality characteristics of rice during drying. Trans. Chin. Soc. Agric. Eng. 2016, 32, 261–267. [Google Scholar] [CrossRef]
- Li, T.; Li, C.; Li, C.; Xu, F.; Fang, Z. Porosity of flowing rice layer: Experiments and numerical simulation. Biosyst. Eng. 2019, 179, 1–12. [Google Scholar] [CrossRef]
- Jokiniemi, H.T.; Ahokas, J.M. Drying process optimisation in a mixed-flow batch grain dryer. Biosyst. Eng. 2014, 121, 209–220. [Google Scholar] [CrossRef]
- Chen, H.T.; Hsieh, Y.L.; Chen, P.C.; Lin, Y.F.; Liu, K.C. Numerical simulation of natural convection heat transfer for annular elliptical finned tube heat exchanger with experimental data. Int. J. Heat Mass Transfer. 2018, 127, 541–554. [Google Scholar] [CrossRef]
- Gang, C.; Wudong, C.; Chunsheng, W.; Hailong, L.; Zhongbo, J.; Lin, W. Design and experiment of large-scale 5HFS-10 type automatic control negative pressure grain dryer. Trans. Chin. Soc. Agric. Eng. 2017, 33, 267–275. [Google Scholar] [CrossRef]
- Li, C.; Ma, X.; Fang, Z.; Zhang, Y. Thermal energy structure of grain hot air drying and analytical method. Trans. Chin. Soc. Agric. Eng. 2014, 30, 220–228. [Google Scholar] [CrossRef]
- Golman, B.; Julklang, W. Analysis of heat recovery from a spray dryer by recirculation of exhaust air. Energy Convers. Manag. 2014, 88, 641–649. [Google Scholar] [CrossRef]
- Zhang, X.R.; Zheng, Q.Y.; Gao, J.Z.; Shi, X.H. Technology and application of waste heat recovery from tail gas of grain drying system. Energy Conserv. Environ. Prot. 2015, 11, 74–75. [Google Scholar]
- Bai, J.W.; Luo, S.Q.; Ye, J.; Liu, L.; Niu, M.J.; Deng, X.M. Design of the Waste Heat Utilizing System on Multifunctional Tractor. J. Agric. Mech. Res. 2008, 12, 195–197. [Google Scholar] [CrossRef]
- Tuncel, N.B.; Yilmaz, N.; Kocabiyik, H.; Öztürk, N.; Tunçel, M. The effects of infrared and hot air drying on some properties of corn (zea mays). J. Food Agric. Environ. 2010, 8, 63–68. [Google Scholar] [CrossRef]
- Afzal, T.M.; Abe, T.; Hikida, Y. Energy and quality aspects during combined fir-convection drying of barley. J. Food Eng. 1999, 42, 177–182. [Google Scholar] [CrossRef]
- Pan, Z.; Khir, R.; Bett-Garber, K.L. Drying characteristics and quality of rough rice under infrared radiation heating. Trans. ASABE 2011, 54, 203–210. [Google Scholar] [CrossRef]
- Li, B.; Peng, G.L.; Luo, C.W.; Meng, G.D.; Yang, L. Vacuum drying kinetics characteristics of Chinese prickly ash based on Weibull distribution. Food Ferment. Ind. 2017, 43, 58–64. [Google Scholar] [CrossRef]
- Akpinar, E.K.; Midilli, A.; Bicer, Y. The first and second law analyses of thermodynamic of pumpkin drying process. J. Food Eng. 2006, 72, 320–331. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Li, T.; Zeng, Z.; Ou, W.; Li, C. Exergetic, energetic, and quality performance evaluation of paddy drying in a novel industrial multi-field synergistic dryer. Energies 2019, 12, 4588. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Huang, J.; Li, C. Exergoeconomic analysis of corn drying in a novel industrial drying system. Entropy 2020, 22, 689. [Google Scholar] [CrossRef]
- Coskun, C.; Oktay, Z.; Ilten, N. A new approach for simplifying the calculation of flue gas specific heat and specific exergy value depending on fuel composition. Energy 2009, 34, 1898e902. [Google Scholar] [CrossRef]
- Zhang, Q.; Yi, H.N.; Yu, Z.H.; Gao, J.T.; Wang, X.Z.; Lin, H.Y.; Shen, B. Energy-exergy analysis and energy efficiency improvement of coal-fired industrial boilers based on thermal test data. Appl. Therm. Eng. 2018, 144, 614–627. [Google Scholar] [CrossRef]
- Aviara, N.A.; Onuoha, L.N.; Falola, O.E. Energy and exergy analyses of native cassava starch drying in a tray dryer. Energy 2014, 73, 809–817. [Google Scholar] [CrossRef]
- Soufiyan, M.M.; Dadak, A.; Hosseini, S.S.; Nasiri, F.; Dowlati, M.; Tahmasebi, M. Comprehensive exergy analysis of a commercial tomato paste plant with a double-effect evaporator. Energy 2016, 111, 910–922. [Google Scholar] [CrossRef]
- Yildirim, N.; Genc, S. Energy and exergy analysis of a milk powder production system. Energy Convers. Manag. 2017, 149, 698–705. [Google Scholar] [CrossRef]
- Jin, Y.; Gao, N.; Zhu, T. Techno-economic analysis on a new conceptual design of waste heat recovery for boiler exhaust flue gas of coal-fired power plants. Energy Convers. Manag. 2019, 200, 112097. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Soltanian, S.; Ghanavati, H.; Dadak, A. Comprehensive exergoeconomic analysis of a municipal solid waste digestion plant equipped with a biogas genset. Waste Manag. 2019, 87, 485–498. [Google Scholar] [CrossRef]
- Wojciech, S. Thermodynamics for Sustainable Management of Natural Resources. Green Energy Technol. 2017. [Google Scholar] [CrossRef]
- Li, C.Y. Engineering Thermodynamics and Heat Transfer; China Agricultural University Press: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Tohidi, M.; Sadeghi, M.; Torki-Harchegani, M. Energy and quality aspects for fixed deep bed drying of paddy. Renew. Sustain. Energy Rev. 2017, 70, 519–528. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Mobli, H.; Rafiee, S. Energy and exergy analyses of the spray drying process of fish oil microencapsulation. Biosyst. Eng. 2012, 111, 229–241. [Google Scholar] [CrossRef]
- Khanali, M.; Aghbashlo, M.; Rafiee, S. Exergetic performance assessment of plug flow fluidised bed drying process of rough rice. Int. J. Exergy 2013, 13, 387–408. [Google Scholar] [CrossRef]
- Zhao, H.; Dai, P.; Cao, S.; Hao, Q. Waste Heat Recovery System Using Coal-Fired Boiler Flue Gas to Heat Heating Network Return Water. In Lecture Notes in Electrical Engineering, Proceedings of the 8th International Symposium on Heating, Ventilation and Air Conditioning; Li, A., Zhu, Y., Li, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 262. [Google Scholar] [CrossRef]
- Li, C.; Mai, Z.; Fang, Z. Analytical study of grain moisture binding energy and hot air drying dynamics. Trans. Chin. Soc. Agric. Eng. 2014, 30, 236–242. [Google Scholar] [CrossRef]
- Baird, J.K.; King, T.R. A wien displacement law for impact radiation. Int. J. Impact Eng. 1999, 23, 39–49. [Google Scholar] [CrossRef]
- De Lima, J.A.S.; Santos, J. Generalized Stefan-Boltzmann law. Int. J. Theor. Phys. 1995, 34, 127–134. [Google Scholar] [CrossRef]
- Deng, Y.; Wang, Y.; Yue, J.; Liu, Z.; Zheng, Y.; Qian, B.; Zhong, Y.; Zhao, Y. Thermal behavior, microstructure and protein quality of squid fillets dried by far-infrared assisted heat pump drying. Food Control 2014, 36, 102–110. [Google Scholar] [CrossRef]
- Zhu, W.; Zhang, Z. Research on characteristics of infrared absorption of grain. Grain Storage 2003, 32, 38–41. [Google Scholar]
- Ma, X.; Fang, Z.; Li, C. Energy efficiency evaluation and experiment on grain counter-flow drying system based on exergy analysis. Trans. Chin. Soc. Agric. Eng. 2017, 33, 285–291. [Google Scholar] [CrossRef]
- Menzel, G.; Och, S.H.; Mariani, V.C.; Moura, L.M.; Domingues, E. Multi-objective optimization of the volumetric and thermal efficiencies applied to a multi-cylinder internal combustion engine. Energy Convers. Manag. 2020, 216, 112930. [Google Scholar] [CrossRef]
- Zhang, H.; Dong, L.; Li, H.Q.; Chen, B.; Tang, Q.; Tsuyoshi, F. Investigation of the residual heat recovery and carbon emission mitigation potential in a Chinese steelmaking plant: A hybrid material/energy flow analysis case study. Sustain. Energy Technol. Assess. 2013, 2, 67–80. [Google Scholar] [CrossRef]
- Nimmol, C.; Devahastin, S.; Swasdisevi, T.; Soponronnarit, S. Drying and heat transfer behavior of banana undergoing combined low-pressure superheated steam and far-infrared radiation drying. Appl. Therm. Eng. 2007, 27, 2483–2494. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Power (kW) |
|---|---|
| Data acquisition (DA) | 0.75 |
| Hoist (HST) | 5.5 |
| Conveyor belt (CB) | 1.5 |
| Induced draft fan (IDF) | 30 |
| Discharging device (DD) | 1.5 |
| Parameters | Value/Method | Units | |
|---|---|---|---|
| Dryer | Loading capacity | 50 | t |
| Drying capacity | 5.5 | t/h | |
| Cycling time of the dryer | 90 | min | |
| Total air volume of the induced draft fan | 17,585–30,774 | m3/h | |
| Total pressure of the induced draft fan | 1500–2149 | Pa | |
| Diameter of the flue gas pipeline | 200 | mm | |
| Heat exchanger | Heat exchanger type | Shell and tube type | - |
| Material | Stainless steel | - | |
| Number of pipes | 253 (11 columns and 23 rows) | - | |
| Pipe arrangement | Staggered | - | |
| Pipe space | 120 | mm | |
| Size of pipe (length × diameter × thickness) | 1800 × 50 × 1.5 | mm | |
| Parameters | Flue Gas Valve Openings α/° | |||||
|---|---|---|---|---|---|---|
| 15 | 30 | 45 | 60 | 75 | 90 | |
| va m·s−1 | 2.72 | 2.68 | 2.65 | 2.62 | 2.60 | 2.59 |
| 2.70–2.74 | 2.66–2.69 | 2.63–2.68 | 2.59–2.64 | 2.58–2.61 | 2.57–2.62 | |
| vfg m·s−1 | 5.68 | 7.26 | 9.21 | 11.83 | 15.35 | 20.47 |
| 5.21–6.85 | 5.96–9.32 | 7.65–11.32 | 9.75–13.25 | 14.32–18.63 | 17.96–23.2 | |
| Tfg,in °C | 336.6 | 462.5 | 632.3 | 795.6 | 936.5 | 1024.3 |
| 296.3–362 | 428.6–486.8 | 601.5–663.8 | 765.8–816.3 | 904.8–968.9 | 987.6–1086.3 | |
| Tfg,out °C | 77.3 | 82.6 | 96.3 | 105.6 | 115.6 | 128.5 |
| 74.3–80.2 | 79.8–83.9 | 92.1–99.6 | 100.3–108.9 | 112.3–119.6 | 121.6–132.3 | |
| Tfg,0 °C | 62.2 | 65.3 | 73.9 | 78.5 | 82.2 | 85.6 |
| 57.9–64.8 | 62.3–69.2 | 69.8–76.1 | 77.2–81.9 | 80.2–85.6 | 83.6–89.3 | |
| Tair °C | 32.6 | 56.4 | 76.5 | 86.2 | 95.2 | 100.3 |
| 30.6–35.2 | 54.2–58.9 | 73.5–79.6 | 82.1–89.3 | 92.6–99.8 | 97.6–105.9 | |
| Tr °C | 65.2 | 73.5 | 84.2 | 96.3 | 98.8 | 105.6 |
| 63.2–69.8 | 71.6–75.6 | 82.6–87.9 | 93.6–98..3 | 95.6–102.3 | 101.6–109.6 | |
kg·h−1 | 155.4 | 188.7 | 206.5 | 275.4 | 334.8 | 425.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Zeng, Z.; Zhang, X.; Zhang, Y. Study on the Variable-Temperature Drying Process of Corn Drying in an Industrial Corn-Drying System Equipped with a Self-Adaptive Control Heat Exchanger. Appl. Sci. 2021, 11, 2772. https://doi.org/10.3390/app11062772
Li B, Zeng Z, Zhang X, Zhang Y. Study on the Variable-Temperature Drying Process of Corn Drying in an Industrial Corn-Drying System Equipped with a Self-Adaptive Control Heat Exchanger. Applied Sciences. 2021; 11(6):2772. https://doi.org/10.3390/app11062772
Chicago/Turabian StyleLi, Bin, Zhiheng Zeng, Xuefeng Zhang, and Ye Zhang. 2021. "Study on the Variable-Temperature Drying Process of Corn Drying in an Industrial Corn-Drying System Equipped with a Self-Adaptive Control Heat Exchanger" Applied Sciences 11, no. 6: 2772. https://doi.org/10.3390/app11062772
APA StyleLi, B., Zeng, Z., Zhang, X., & Zhang, Y. (2021). Study on the Variable-Temperature Drying Process of Corn Drying in an Industrial Corn-Drying System Equipped with a Self-Adaptive Control Heat Exchanger. Applied Sciences, 11(6), 2772. https://doi.org/10.3390/app11062772