
Use of Waste from Granite Gang Saws to Manufacture Ultra-High Performance Concrete Reinforced with Steel Fibers

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Experimental Study
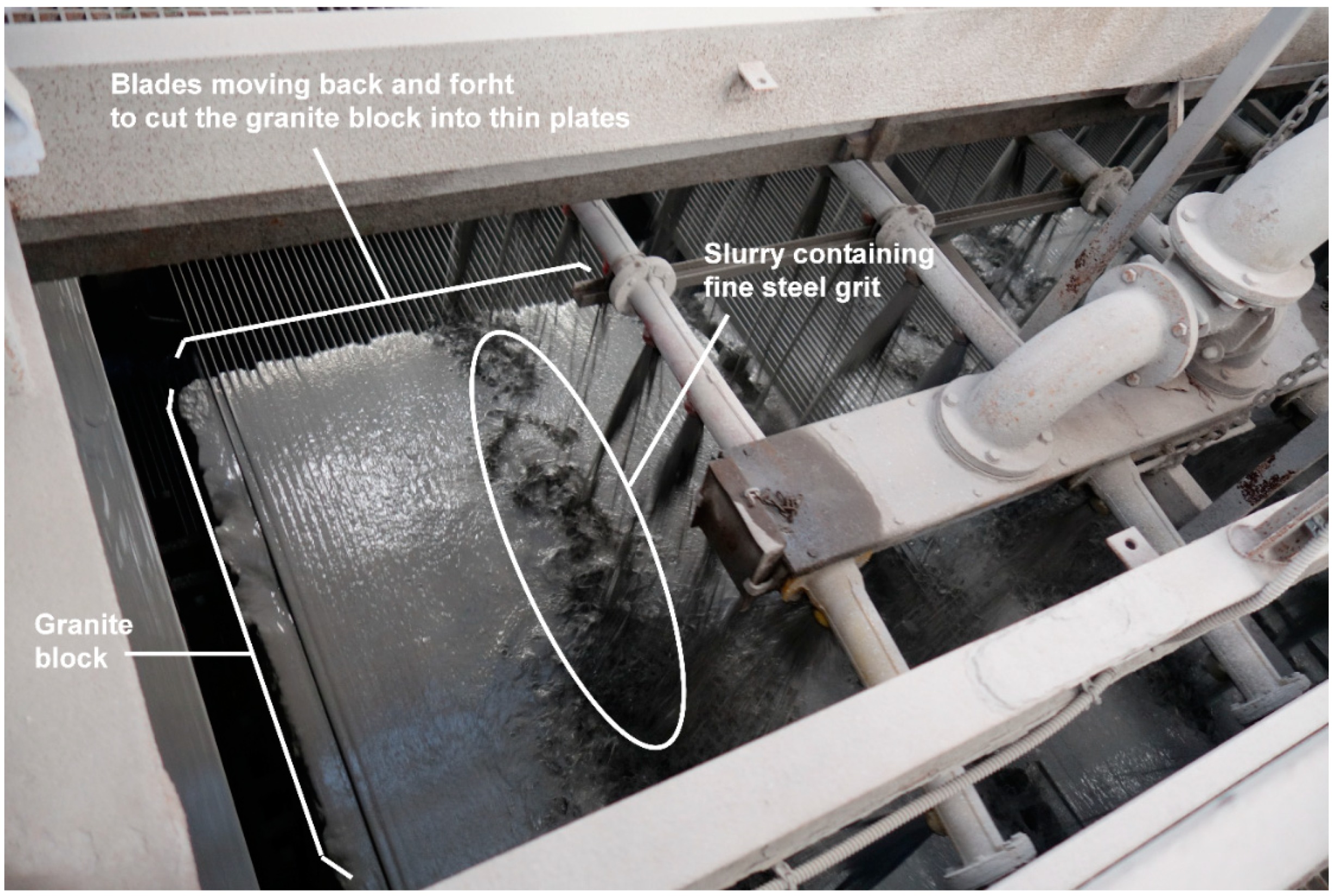
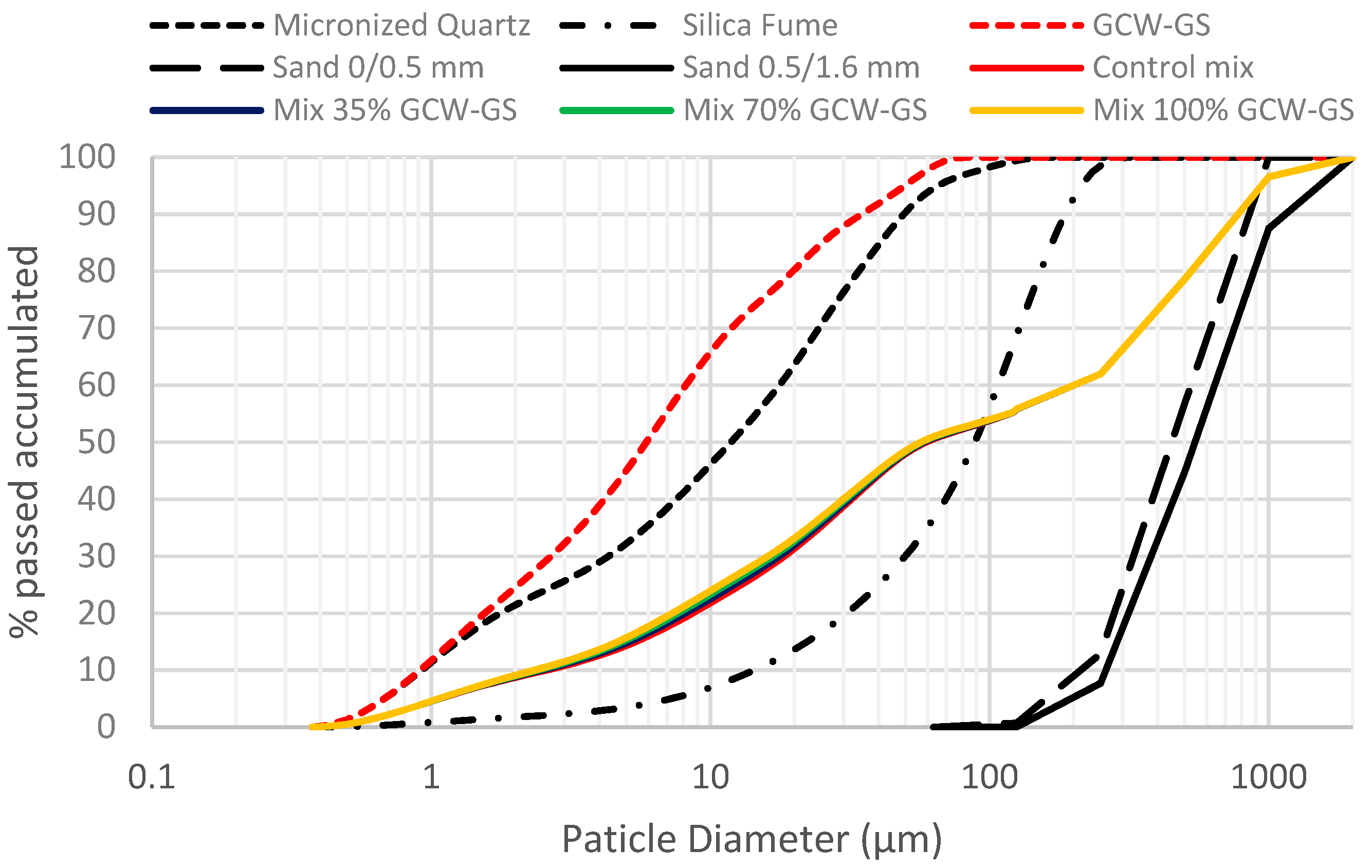
2.1. Materials
2.2. Mix Design
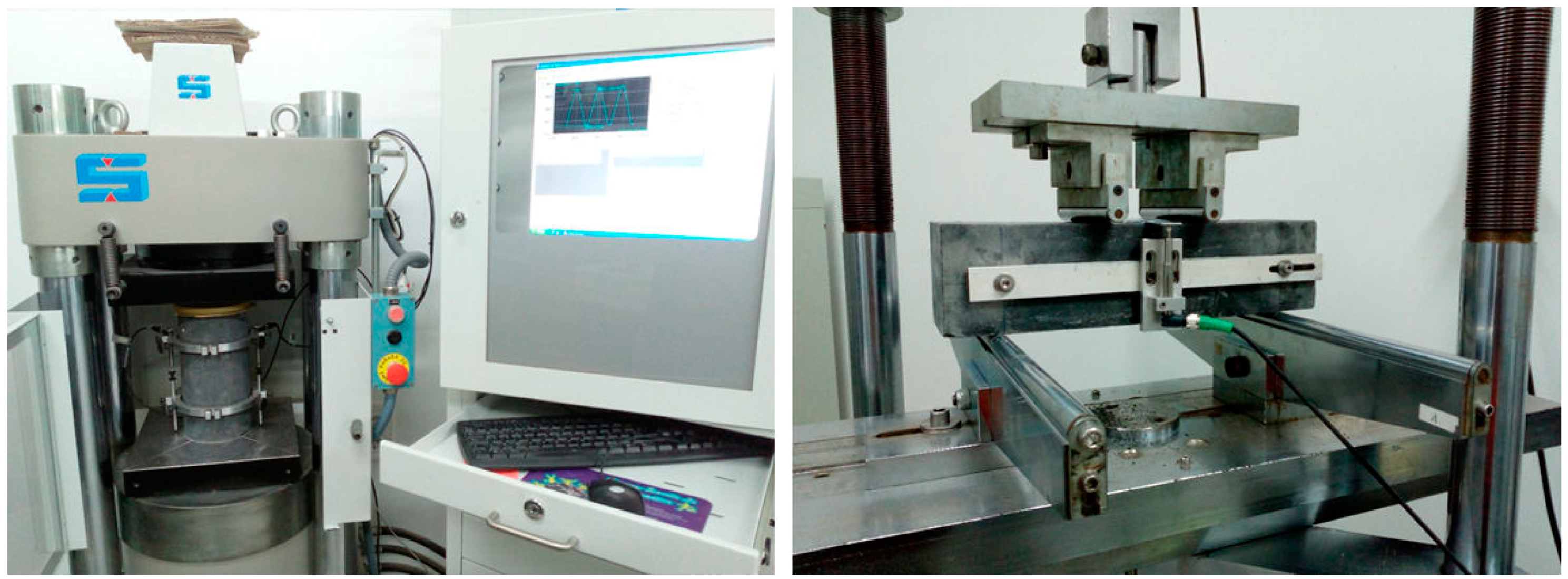
2.3. Experimental Program
Physical Properties
3. Analysis of Results
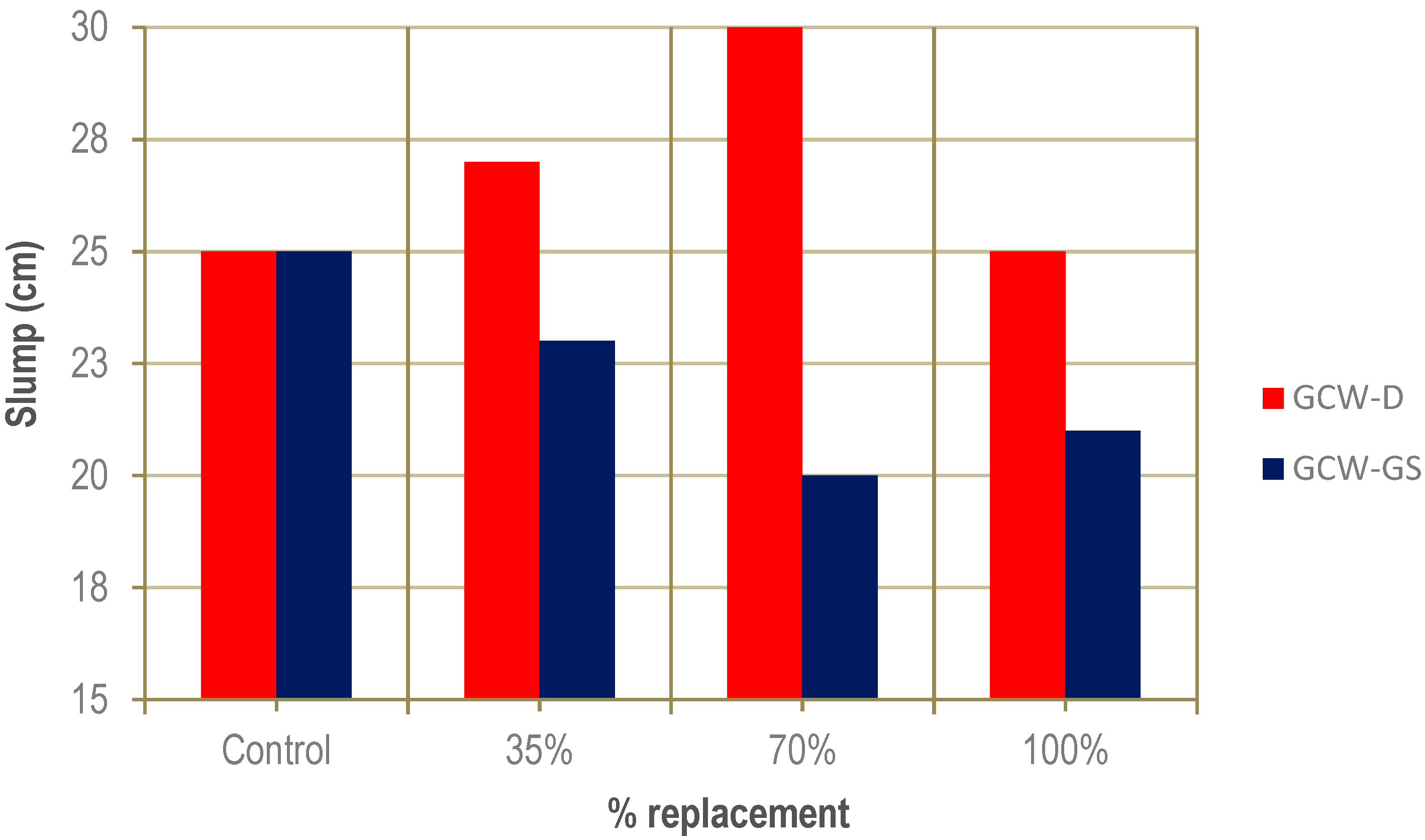
3.1. Workability
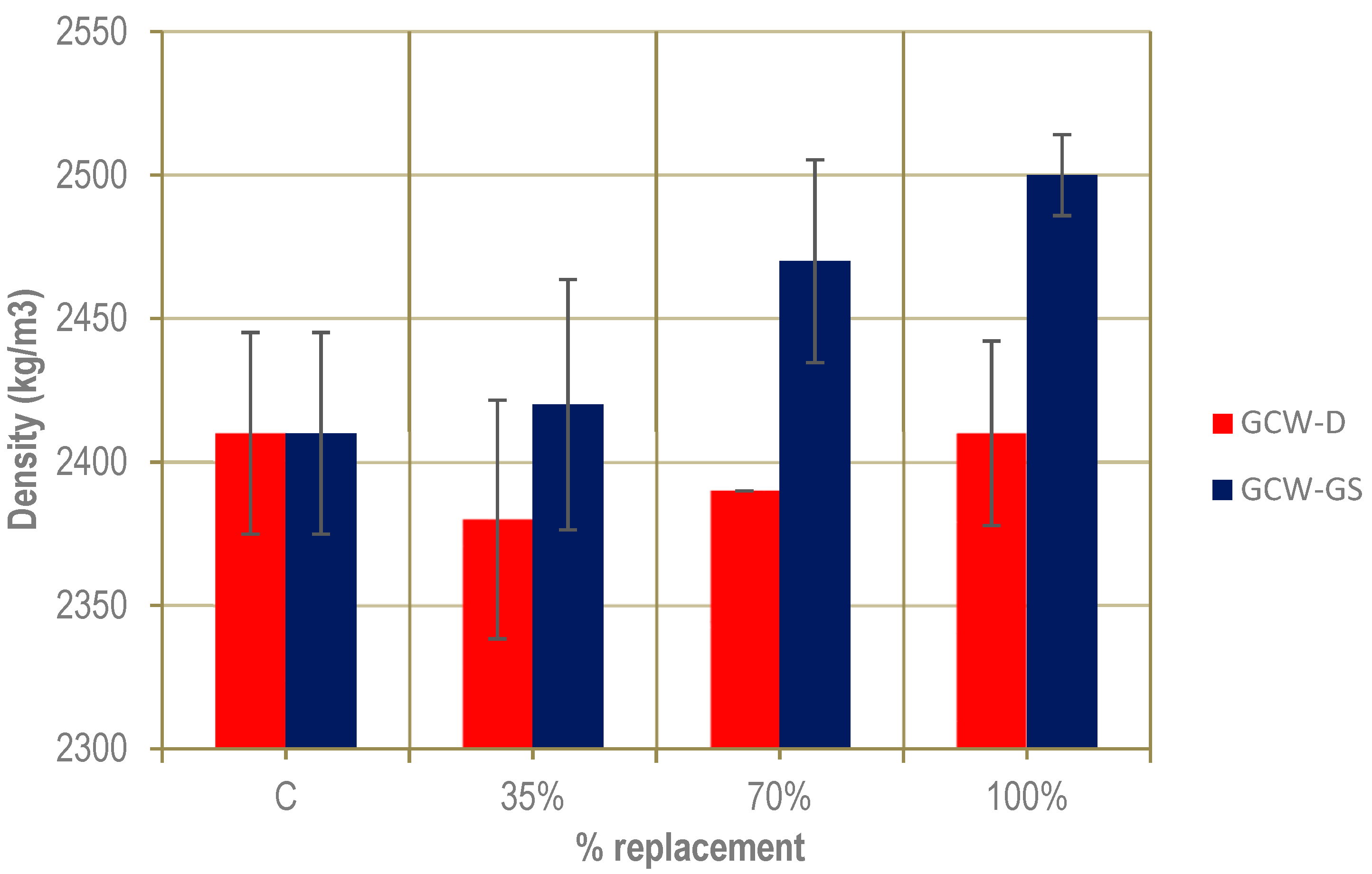
3.2. Density
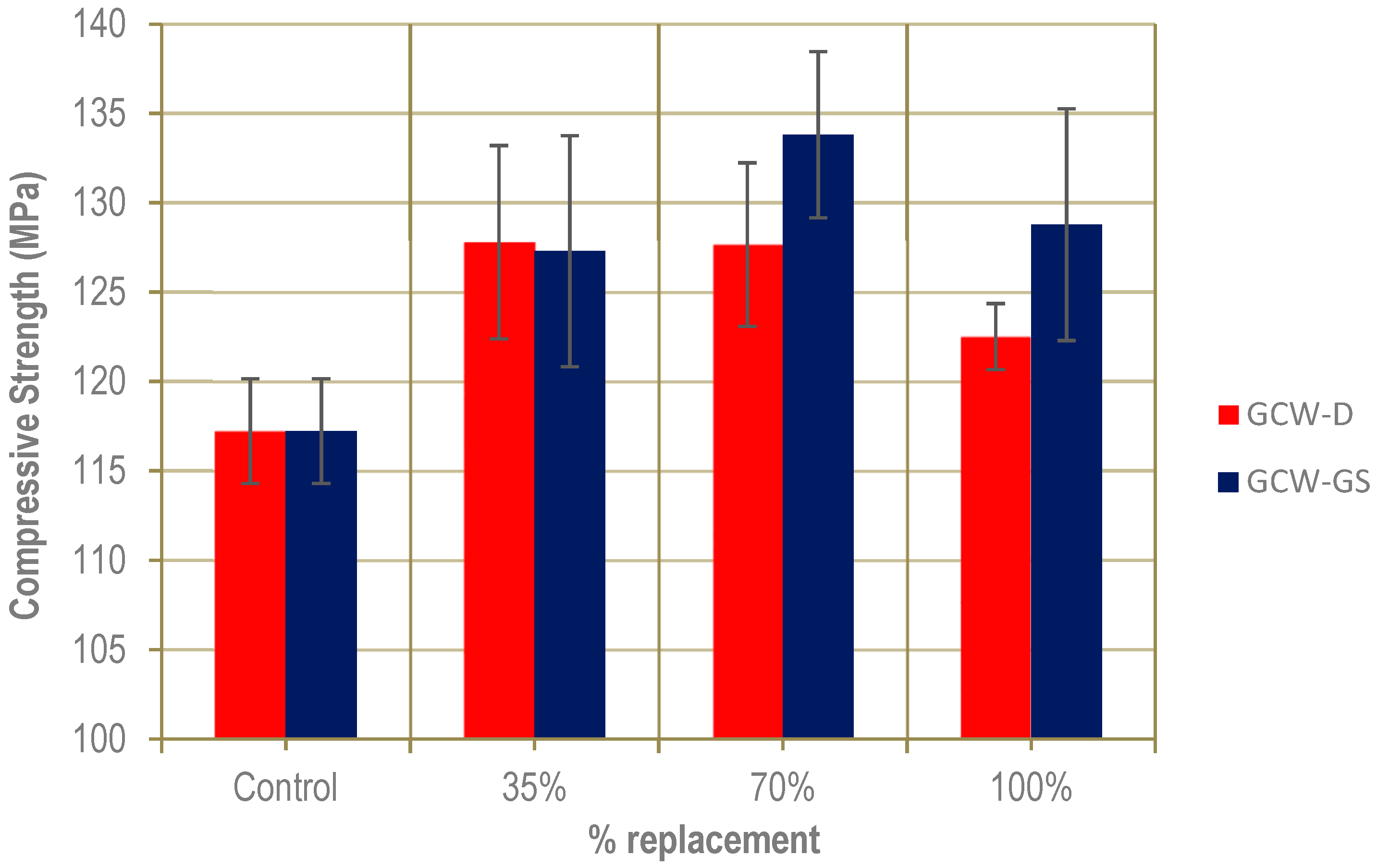
3.3. Compressive Strength
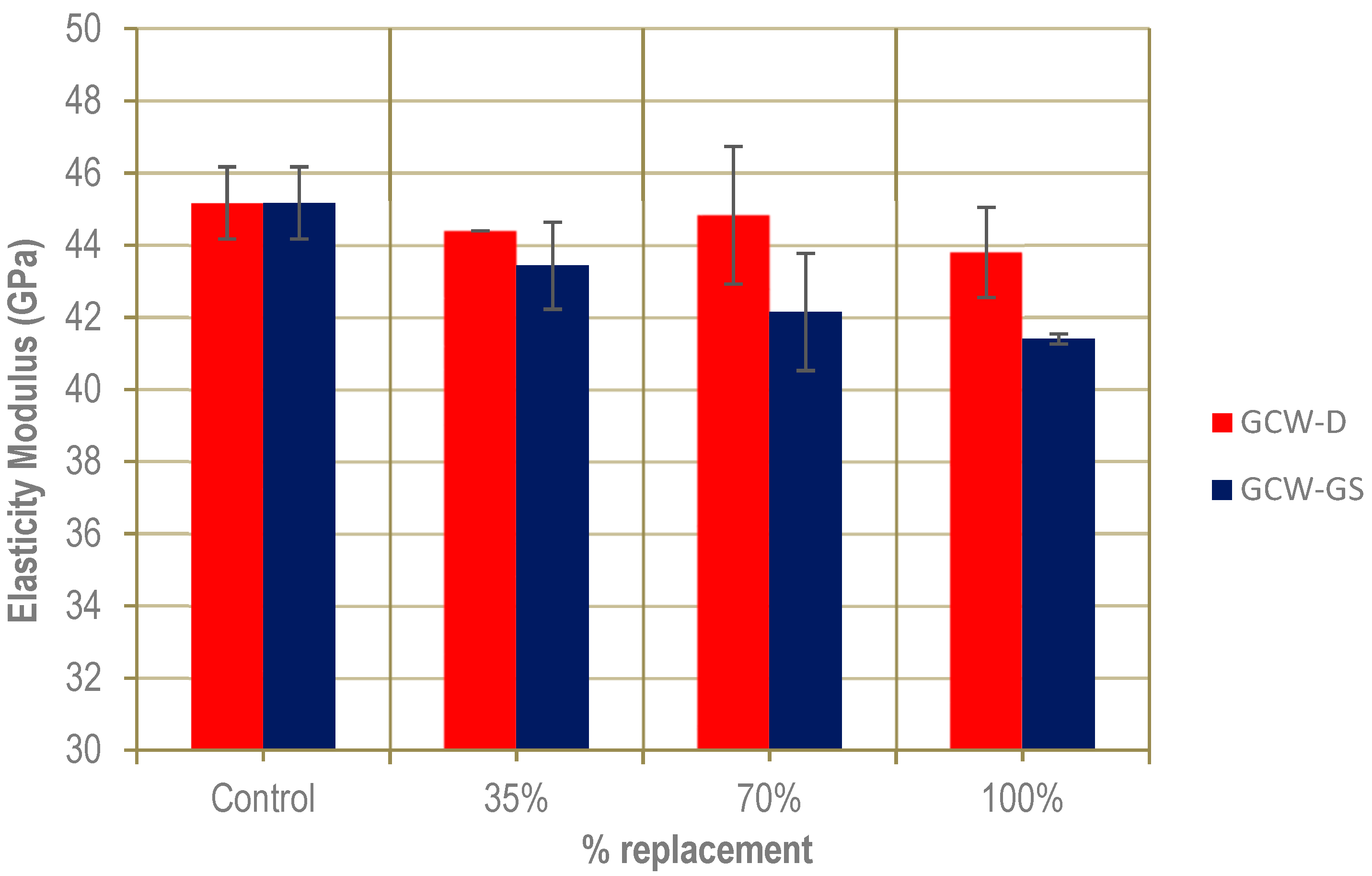
3.4. Elasticity Modulus
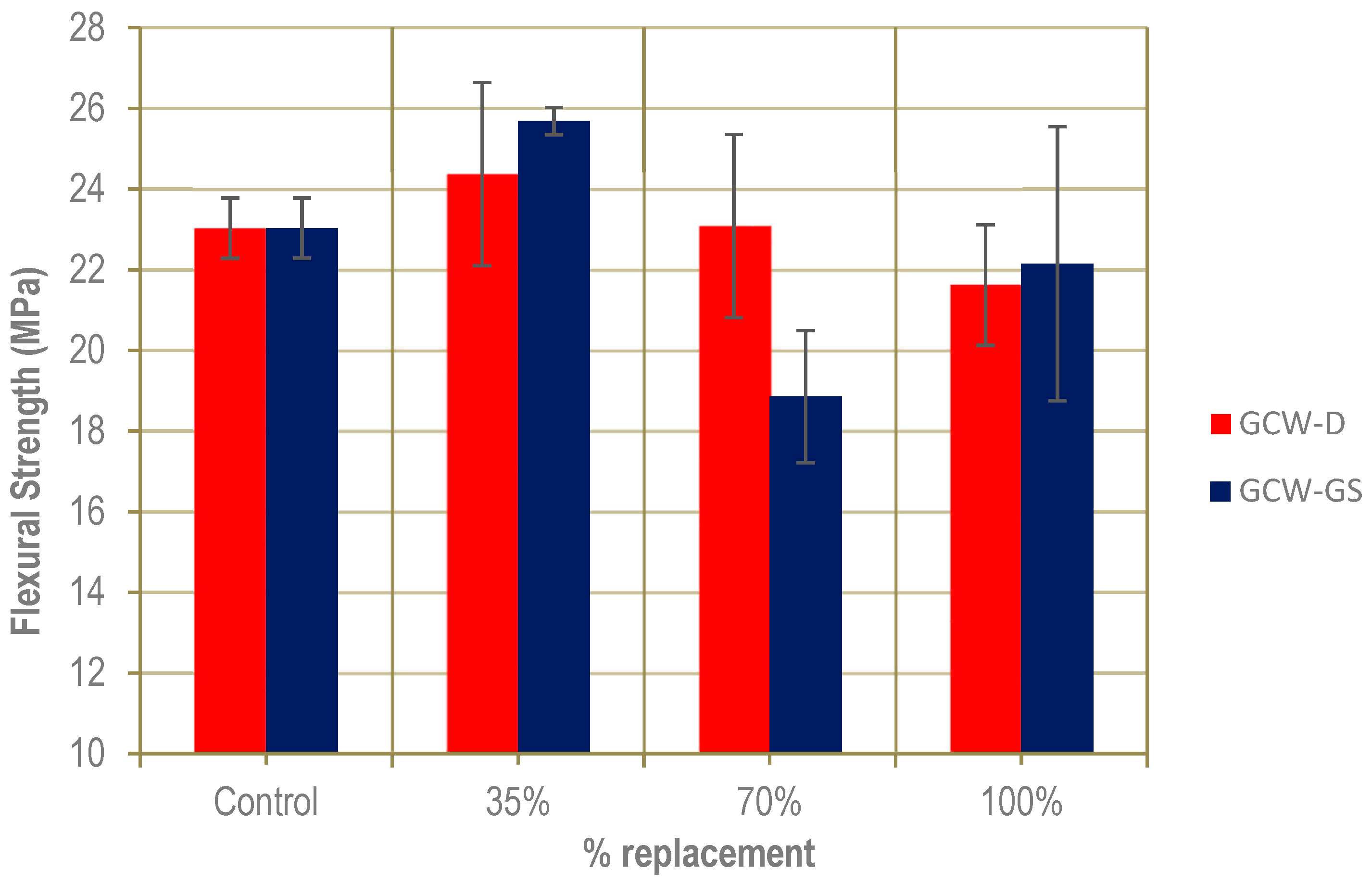
3.5. Flexural Strength
3.6. Tensile Strength
- -
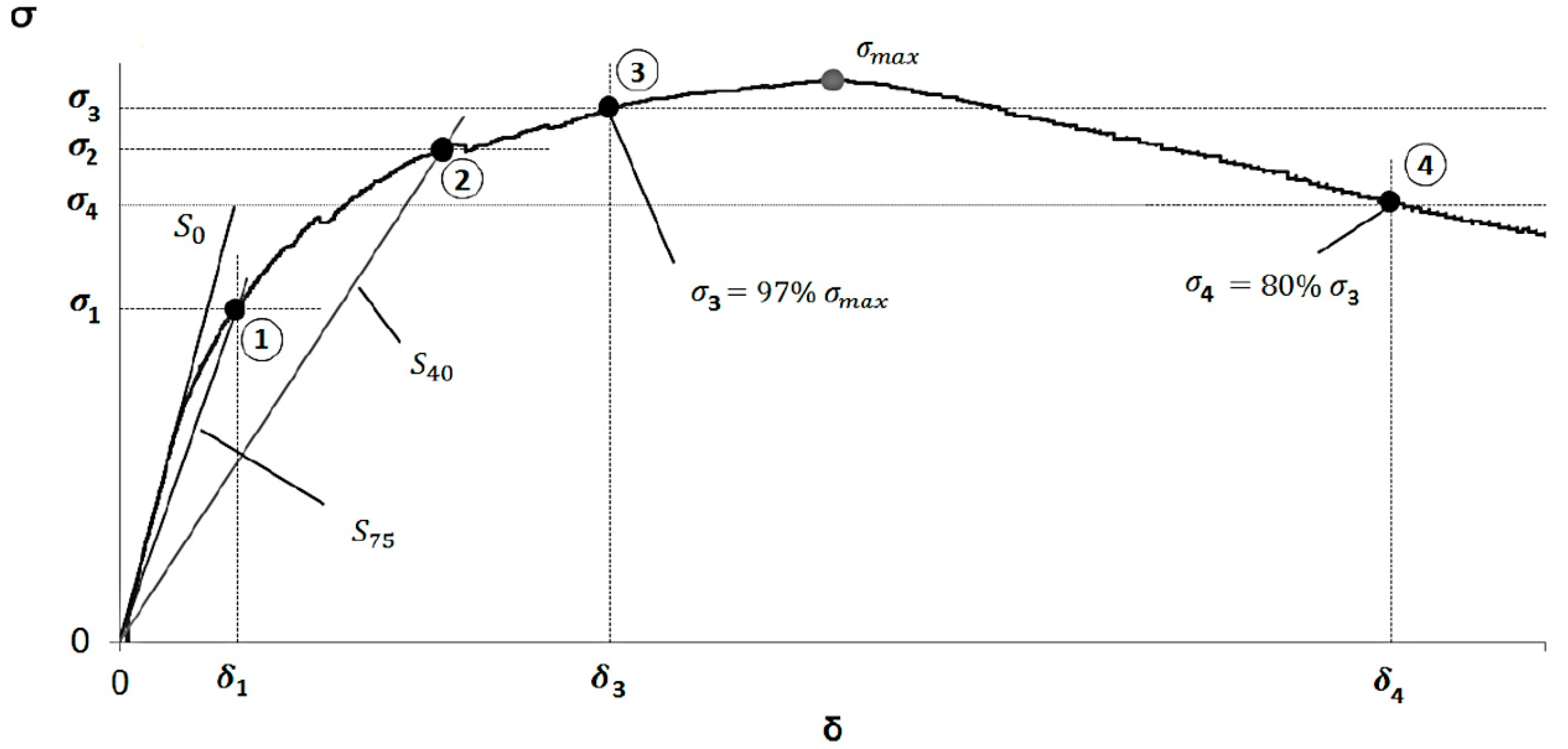
- Point 1 is the intersection of the curve test with a line of a slope equal to 0.75 of the slope of the elastic zone of the curve.
- -
- Point 2 is the intersection of the curve test with a line of a slope equal to 0.40 of the slope of the elastic zone of the curve.
- -
- Point 3 is the point of the ascending zone of the curve, with 97% of the highest stress.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Estadísticas Sobre Residuos—Statistics Explained. 2018. Available online: http://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics/ (accessed on 31 January 2021).
- Soliman, N.A.; Tagnit-Hamou, A. Using glass sand as an alternative for quartz sand in UHPC. Constr. Build. Mater. 2017, 145, 243–252. [Google Scholar] [CrossRef]
- Soliman, N.; Tagnit-Hamou, A. Partial substitution of silica fume with fine glass powder in UHPC: Filling the micro gap. Constr. Build. Mater. 2017, 139, 374–383. [Google Scholar] [CrossRef]
- Soliman, N.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]
- Zhao, S.; Fan, J.; Sun, W. Utilization of iron ore tailings as fine aggregate in ultra-high performance concrete. Constr. Build. Mater. 2014, 50, 540–548. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, B.; Zhou, M. The Influences of Iron Ore Tailings as Fine Aggregate on the Strength of Ultra-High Performance Concrete. Adv. Mater. Sci. Eng. 2015, 2015, 1–6. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Hisada, M.; Al-Saidy, A.H.; Al-Oraimi, S. Performance of high strength concrete made with copper slag as a fine aggregate. Constr. Build. Mater. 2009, 23, 2132–2140. [Google Scholar] [CrossRef]
- Ambily, P.; Umarani, C.; Ravisankar, K.; Prem, P.R.; Bharatkumar, B.; Iyer, N.R. Studies on ultra high performance concrete incorporating copper slag as fine aggregate. Constr. Build. Mater. 2015, 77, 233–240. [Google Scholar] [CrossRef]
- Mashaly, A.O.; Shalaby, B.N.; Rashwan, M.A. Performance of mortar and concrete incorporating granite sludge as cement replacement. Constr. Build. Mater. 2018, 169, 800–818. [Google Scholar] [CrossRef]
- Singh, S.; Khan, S.; Khandelwal, R.; Chugh, A.; Nagar, R. Performance of sustainable concrete containing granite cutting waste. J. Clean. Prod. 2016, 119, 86–98. [Google Scholar] [CrossRef]
- Singh, S.; Nagar, R.; Agrawal, V.; Rana, A.; Tiwari, A. Sustainable utilization of granite cutting waste in high strength concrete. J. Clean. Prod. 2016, 116, 223–235. [Google Scholar] [CrossRef]
- Kala, D. Effect of Granite Powder on Strength Properties of Concrete. Int. J. Eng. Sci. 2013, 2, 36–50. [Google Scholar]
- González, J.S.; Boadella, I.L.; Gayarre, F.L.; Pérez, C.L.-C.; López, M.S.; Stochino, F. Use of Mining Waste to Produce Ultra-High-Performance Fibre-Reinforced Concrete. Mater. 2020, 13, 2457. [Google Scholar] [CrossRef]
- Boadella, Í.L.; Gayarre, F.L.; González, J.S.; Gómez-Soberón, J.M.; Pérez, C.L.-C.; López, M.S.; De Brito, J. The Influence of Granite Cutting Waste on The Properties of Ultra-High Performance Concrete. Materials 2019, 12, 634. [Google Scholar] [CrossRef]
- UNE-EN 197-1. Cemento. Parte 1: Composición, Especificaciones y Criterios de Conformidad de los Cemento Comunes; AENOR: Madrid, Spain, 2000. [Google Scholar]
- EHE-08. Instrucción del Hormigón Estructural; Ministerio de Fomento: Madrid, Spain, 2008.
- UNE-ENE 1097-6. Ensayos para determinar las propiedades mecánicas y físicas de los áridos. Parte 6: Determinación de la densidad de partículas y la absorción de agua, AENOR: Madrid, Spain, 2001.
- Yu, R.R.; Spiesz, P.P.; Brouwers, H. Mix design and properties assessment of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- MotahariTabari, S.; Shooshpasha, I. Evaluation of coarse-grained mechanical properties using small direct shear test. Int. J. Geotech. Eng. 2018, 1–13. [Google Scholar] [CrossRef]
- UNE-EN 12390-1. Ensayos de hormigón endurecido. Parte 1: Forma, medidas y otras características de las probetas y moldes; AENOR: Madrid, Spain, 2013. [Google Scholar]
- UNE-EN 12390-2. Ensayos de hormigón endurecido. Parte 2: Fabricación y curado de probetas para Ensayos de resistencia; AENOR: Madrid, Spain, 2001. [Google Scholar]
- AFNOR. NF P 18-470. Bétons—Bétons Fibrés à Ultra Hautes Performances—Spécification, Performance, Production et Conformité; Association Francaise de Normalisation: París, France, 2016. [Google Scholar]
- UNE-EN 12390-7. Ensayos de hormigón endurecido. Parte 7: Densidad del hormigón endurecido; AENOR: Madrid, Spain, 2001. [Google Scholar]
- UNE-EN 12390-3. Ensayos de hormigón endurecido Parte 3: Determinación de la resistencia a compresión de probetas; AENOR: Madrid, Spain, 2001. [Google Scholar]
- UNE-EN 12390-13. Ensayos de hormigón endurecido Parte 13: Determinación del módulo secante de elasticidad en compresión; AENOR: Madrid, Spain, 2014. [Google Scholar]
- Khosravani, M.R.; Wagner, P.; Fröhlich, D.; Weinberg, K. Dynamic fracture investigations of ultra-high performance concrete by spalling tests. Eng. Struct. 2019, 201, 109844. [Google Scholar] [CrossRef]
- Martínez, J.A.L. Characterisation of the Tensile Behaviour of UHPFRC by Means of Four-Point Bending Tests; Polytechnic University of Valencia: Valencia, Spanish, 2017. [Google Scholar]
- Joshaghani, A.; Balapour, M.; Mashhadian, M.; Ozbakkaloglu, T. Effects of nano-TiO2, nano-Al2O3, and nano-Fe2O3 on rheology, mechanical and durability properties of self-consolidating concrete (SCC): An experimental study. Constr. Build. Mater. 2020, 245, 118444. [Google Scholar] [CrossRef]
- Oltulu, M.; Şahin, R. Single and combined effects of nano-SiO2, nano-Al2O3 and nano-Fe2O3 powders on compressive strength and capillary permeability of cement mortar containing silica fume. Mater. Sci. Eng. A 2011, 528, 7012–7019. [Google Scholar] [CrossRef]
- Yazdi, N.; Arefi, M.R.; Mollaahmadi, E.; Abdollahi, B. To study the effect of adding Fe2O3 nanoparticle on the morphology properties and microstructure of cement mortar. Life Sci. J. 2011, 8, 550–554. [Google Scholar]
- Soltanian, H.; Khalokakaie, R.; Ataei, M.; Kazemzadeh, E. Fe 2 O 3 nanoparticles improve the physical properties of heavy-weight wellbore cements: A laboratory study. J. Nat. Gas Sci. Eng. 2015, 26, 695–701. [Google Scholar] [CrossRef]
- Polat, R.; Demirboğa, R.; Karagöl, F. Mechanical and physical behavior of cement paste and mortar incorporating nano-CaO. Struct. Concr. 2018, 20, 361–370. [Google Scholar] [CrossRef]
- Abdelatif, Y.; Gaber, A.-A.M.; Fouda, A.E.-A.S.; Alsoukarry, T. Evaluation of Calcium Oxide Nanoparticles from Industrial Waste on the Performance of Hardened Cement Pastes: Physicochemical Study. Processes 2020, 8, 401. [Google Scholar] [CrossRef]
- Balasubramaniam, T.; Thirugnanam, G.S. An Experimental Investigation on the Mechanical Properties of Granite Powder Concrete. Int. J. Appl. Eng. Res. 2015, 10, 3. [Google Scholar]
- Nazari, A.; Riahi, S.; Riahi, S.; Fatemeh Shamekhi, S.; Khademno, A. Benefits of Fe2O3 nanoparticles in concrete mixing matrix. J. Am. Sci. 2010, 6, 102–106. [Google Scholar]
- Pyo, S.; Kim, H.K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 2017, 131, 459–466. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A. Ş. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Safiuddin, M.; Raman, S.N.; Zain, M.F.M. Effects of Medium Temperature and Industrial By-Products on the Key Hardened Properties of High Performance Concrete. Materials 2015, 8, 8608–8623. [Google Scholar] [CrossRef] [PubMed]
- Aldahdooh, M.; Bunnori, N.M.; Johari, M.M. Influence of palm oil fuel ash on ultimate flexural and uniaxial tensile strength of green ultra-high performance fiber reinforced cementitious composites. Mater. Des. 2014, 54, 694–701. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Sand (0.5/1.6 mm) | Sand (0/0.5 mm) | Silica Fume | Micronized Quartz | GCW-GS | |
|---|---|---|---|---|---|---|
| Bulk density (kg/m3) | 2616 | 2616 | 2300 | 2609 | 2856 | |
| Absorption at 24 h | 0.53% | 0.28% | - | - | - | |
| Humidity (%) | 0% | 0% | <3.00% | <0.2% | 0% |
| Specimen | SiO2 | Al2O3 | Fe2O3 | MnO | MgO | CaO | Na2O | K2O | TiO2 | P2O5 | L.O.I |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Micronized quartz | >99.3 | 0.26 | 0.05 | - | - | 0.02 | - | 0.04 | 0.05 | - | - |
| GCW-GS | 60.51 | 11.50 | 14.59 | 0.13 | 0.41 | 4.53 | 2.68 | 4.08 | 0.24 | 0.15 | 0.73 |
| Specimen | Cement | Sand (0/0.5) | Sand (0.5/1.6) | Micronized Quartz | Granite Sludge Powder | Silica Fume | Water | SP | Steel Fibers |
|---|---|---|---|---|---|---|---|---|---|
| Control | 800 | 302 | 565 | 225 | - | 175 | 175 | 10 | 160 |
| 35% GCW-GS | 800 | 302 | 565 | 146 | 79 | 175 | 175 | 15 | 160 |
| 70% GCW-GS | 800 | 302 | 565 | 68 | 158 | 175 | 175 | 16 | 160 |
| 100% GCW-GS | 800 | 302 | 565 | - | 225 | 175 | 175 | 18 | 160 |
| Properties | Control | 35% GCW-GS | 70% GCW-GS | 100% GCW-GS | ||||
|---|---|---|---|---|---|---|---|---|
| Value | Variation | Value | Variation | Value | Variation | Value | Variation | |
| Slump (cm) | 25 | 23 | 20 | 21 | ||||
| Density (kg/m3) | 2410 | ±35 | 2420 | ±44 | 2470 | ±35 | 2500 | ±14 |
| Compressive strength (MPa) | 117 | ±2.9 | 127 | ±6.5 | 134 | ±4.6 | 129 | ±6.5 |
| Modulus of elasticity (GPa) | 45 | ±1.0 | 43.4 | ±1.2 | 42 | ±1.6 | 41 | ±0.1 |
| Flexural strength (MPa) | 23 | ±0.8 | 25.7 | ±0.3 | 19 | ±1.6 | 22 | ±3.4 |
| Tensile strength (MPa) | 8.7 | ±0.6 | 11.8 | ±0.1 | 6.8 | ±1.2 | 8.8 | ±0.8 |
| Specimen | Cement (kg/m3) | GCW-GS (kg/m3) | Fe2O3 (14.6% GCW-GS) (kg/m3) | CaO (4.5% GCW-GS) (kg/m3) | % Fe2O3 over Cement | % CaO over Cement |
|---|---|---|---|---|---|---|
| Control | 800 | - | - | - | - | - |
| 35% GCW-GS | 800 | 79 | 11.5 | 3.55 | 1.43% | 0.44% |
| 70% GCW-GS | 800 | 158 | 23.06 | 7.11 | 2.88% | 0.88% |
| 100% GCW-GS | 800 | 225 | 32.85 | 10.12 | 4.1% | 1.26% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gayarre, F.L.; Suárez González, J.; Lopez Boadella, I.; López-Colina Pérez, C.; Serrano López, M. Use of Waste from Granite Gang Saws to Manufacture Ultra-High Performance Concrete Reinforced with Steel Fibers. Appl. Sci. 2021, 11, 1764. https://doi.org/10.3390/app11041764
Gayarre FL, Suárez González J, Lopez Boadella I, López-Colina Pérez C, Serrano López M. Use of Waste from Granite Gang Saws to Manufacture Ultra-High Performance Concrete Reinforced with Steel Fibers. Applied Sciences. 2021; 11(4):1764. https://doi.org/10.3390/app11041764
Chicago/Turabian StyleGayarre, Fernando López, Jesús Suárez González, Iñigo Lopez Boadella, Carlos López-Colina Pérez, and Miguel Serrano López. 2021. "Use of Waste from Granite Gang Saws to Manufacture Ultra-High Performance Concrete Reinforced with Steel Fibers" Applied Sciences 11, no. 4: 1764. https://doi.org/10.3390/app11041764
APA StyleGayarre, F. L., Suárez González, J., Lopez Boadella, I., López-Colina Pérez, C., & Serrano López, M. (2021). Use of Waste from Granite Gang Saws to Manufacture Ultra-High Performance Concrete Reinforced with Steel Fibers. Applied Sciences, 11(4), 1764. https://doi.org/10.3390/app11041764