1. Introduction
One of the crucial problems in current construction is energy, resource and material efficient technologies [
1,
2,
3,
4,
5], both in production technologies, that is, associated with the manufacture of materials and structures, and construction, that is, related to the construction of buildings and structures with high efficiency. Thus, scientists and engineers are faced with massive scientific challenges [
6,
7]. The first of these challenges is the search for original and effective solutions in terms of creating new and improving existing building materials [
8,
9,
10,
11]. The second is obtaining new technologies using innovative methods and scientific approaches [
12,
13,
14,
15]. Thus, these are technologies that are associated with widely used composite materials, such as concrete.
One of the most interesting and promising technologies is the activation technology for producing new types of concretes and concrete mixtures. The activation of the components of the concrete mixture or the mixture itself can be carried out in various ways, and activation methods such as mechanical, chemical, electromagnetic, ultraviolet and many other types of activation technologies play an important role here. However, as a rule, when obtaining any improved materials using improved technologies, one selected type of activation is applied. At the same time, there is practically no mention of complex activations in the literature, that is, a combination of various types of activation or a combination of various components activated using the same technology.
The possibility of solving the task called “cement activation” has been proven by various scientists who have applied different methods of influencing cements: thermal activation, treatment of dry cement with an electromagnetic field, and jet activation [
16].
In ref. [
17] it is shown that one of the types of cement activation is the method of aerothermal activation. The authors found that thermal activation is achieved due to deaeration of the surface of cement particles and floccules. One of the methods of autoactivation is the replacement of the air adsorbed on the inner surfaces of the cement floccules with reactive gases (CO
2, SO
2), which makes it possible to regulate the time of its setting [
18].
To increase the activity of cement, a dry method of processing it by exposure to an electromagnetic field has also been proposed. Cement processing is carried out with corona discharge currents at specific energy consumption of 10–40 kJ/kg. A concrete mixture is prepared from the treated cement. The strength of concrete increases by 30% [
19,
20].
A special direction of cement activation is made up of mechanical activation methods, which are based on fine dispersion.
To disperse mixtures, a device is used that combines the principles of dismembrators, colloid mills and centrifugal pumps. Its use for highly dispersed grinding of cement in an aqueous medium (or in an aqueous medium together with surfactants) directly at factories of reinforced concrete products or construction sites can reduce energy consumption and increase the activity of cement. The duration of grinding cement to a specific surface area of 400–500 m
2/kg is only 0.5–1.0 min [
16,
19].
Electrolysis and magnetic field treatment are mainly used to activate water. During the electrolysis of water concrete strength increases by about 30%; the mobility of concrete mixes using “magnetic-activated” water increases by 60–120% compared to concrete mix in ordinary water; the use of “magnetic” water accelerates the process of concrete hardening and reduces the time of heat treatment of reinforced concrete products by 15–20%, and the resulting fine-crystalline structure gives concrete greater strength and resistance to aggressive influences; the use of “magnetic” water can save up to 20% of cement and water [
21].
Many researchers have noted the high efficiency of mechanochemical activation of a cement–water suspension during its processing in a rotary-pulsation apparatus (RPA). In this case, the cement–water suspension should contain a small part of cement (the ratio of solid particles/liquid in the suspension <0.4) [
17,
18].
The chemical activation of aqueous systems includes alkalization with alkali metal hydroxides, readily soluble in water, for example, sodium hydroxide NaOH, as well as the introduction of small doses of cement. An element of electrophysical activation is ultrasonic and electromagnetic treatment, which initiate chemical activation [
18].
In [
20], methods of increasing the activity of water as the main component of the concrete mixture are considered. The data on the lesser degree of dependence of the results of electroactivation of cement suspensions in comparison with the electroactivation of mixing water on the seasonality of the work [
20] are given.
Increasing the efficiency of dry building mixes (binders) and concrete mixes can be achieved through the use of various activation methods. In addition to the use of various chemical modifiers in the binder, an important point is the grinding of dry building mixtures, magnetic activation of the barrier water, the treatment of cement mortar with electric discharges, etc. [
16].
The authors of [
22] carried out a comparative study of the effectiveness of various electrically conductive additives (steel fiber, coke powder, carbon nanofiber, graphite powder, steel dust) to reduce the electrical resistivity of cement and protect against electromagnetic interference [
22].
The results of an experiment aimed at testing the possibility of using cement bypass dust (CBPD) in the preparation of materials activated with alkalis are summarized in [
23]. In the experiment, a mixture of granulated blast furnace slag, fly ash, and cement bypass dust was activated with an alkali–sodium metasilicate.
In [
24], an activator, metakaolin, and microsilica were used as a complex activator to increase the activity of steel slag powder. It was determined by orthogonal analysis that the activator is the main factor influencing the strength of the solution. The results show that the method proposed in this study can reduce the cost of binders [
24].
An experiment was carried out on the effect of mixing time for alkali-activated cement (AAC) using a binder mixed with ground granular blast-furnace slag and fly ash (FA) in a 1:1 ratio on the mechanical properties of cement in [
25]. High-temperature curing, high dispersion of the binder, or even changing the parameters of the mixing method without using excessive activators can lead to an improvement in mechanical properties.
Water activated by electric and magnetic fields was obtained in [
26]. Compressive strength increased by 26%, and flexural tensile strength increased by 31%. In addition, due to the inclusion of water with magnetic activation into the cement slurry, the mechanical strength was retained without loss of workability with a decrease in the amount of cement [
26].
The use of industrial (slag and fly ash) and ceramic waste for complete or partial replacement of Portland cement in the production of both alkali-activated and hybrid cements was proposed in [
27]. The slag, activated by liquid glass, showed the highest mechanical strength and lowest porosity, but hybrid materials also showed competitive results [
27].
The activation of binders in the apparatus of the vortex layer was investigated in [
28]. It was found that the greatest impact force and impulse of force occurs in the investigated apparatus. In this case, the amount of energy supplied during the grinding time required to achieve the same dispersion of the binder in the vortex layer apparatus was 2–4.8 times higher than in traditional apparatus [
28].
The optimal time of mechanochemical activation of a cement suspension was determined in [
29], at which the maximum increase in the compressive strength of fine-grained concrete was achieved. The results of experimental studies have shown that, using the mechanochemical activation of the binder, it is possible to significantly increase the strength of concrete in the early stages of hardening, and to preserve it at the design age, which is especially important for monolithic construction [
29].
The results of the effect of mechanochemical activation of a cement suspension on the technological properties of the concrete mixture and the physical and mechanical properties of heavy concrete are presented in [
30]. It is shown that the frost resistance of heavy concrete obtained by mechanochemical activation of the binder increases three times, which is due to a decrease in the total porosity, a decrease in capillary porosity, and an increase in the proportion of closed pores compared to control composition [
30].
Our working hypothesis and main aim of this study is as follows. It is possible to significantly improve the structure of concrete and obtain materials with increased specified characteristics, depending on its manufacturing technology, when such concrete and its components are exposed to a complex activation effect. In particular, this study considers the chemical activation, in particular of water, that is, the concrete mixture, with the mechanical activation of cement, that is, the material that acts as a binder in concrete.
The novelty of this research is that for the first time, complex activation technologies will be applied to concretes made using various production technologies: vibrated, that is, concretes with a simple structure; centrifuged, that is, concretes with a variatropic structure; and vibro-centrifuged, that is, concretes with a complex variatropic structure.
2. Materials and Methods
2.1. Materials
During the research, no additives Portland cement produced by Oskolcement OJSC (Stary Oskol, cement plant site, Russia) [
31] was used in accordance with [
32].
Mineralogical and chemical composition of Portland cement is shown in
Table 1.
Granite crushed stone was used as a coarse dense aggregate (Yug-Nerud, Voronezh region, Russia), and quartz sand (Yuzhny GOK, Rostov region, Russia) was used as a fine aggregate, the mechanical and physical characteristics of which were similar to [
32] and are presented in
Table 2 and
Table 3.
In addition, activated components were used—cement (mechanical activation) and water (chemical activation).
In the study, tap water activated with alkali and purified by a sorbent with a pH level of an aqueous solution equal to 8.5 was used. The water was activated by purifying it, which consisted in filtering through a sorbent—activated biochar from the waste of the agro-industrial complex—rice straw. The technology for obtaining activated water was followed in strict accordance with the methodology [
33].
In this study, a 2% potassium hydroxide solution (alkali solution) was used and activated rice straw was used as a sorbent. According to the composition shown in
Table 4, rice straw differs from straw of other cereals by a high content of silicon in the form of amorphous silicon dioxide.
Amorphous silicon dioxide is a chemically active substance, if necessary, it can be easily converted into a crystalline form by heating to temperatures above 800 °C. When amorphous silicon dioxide transforms into a crystalline form, rice straw ash is sintered.
During preparation for the experiment, the straw was washed with distilled water, subjected to chemical activation with a 2% alkali KOH solution for 8 h, washed again with distilled water, and then dried naturally for a day. The prepared samples of activated materials were carbonized for 40 min at a temperature of 600 °C under pyrolysis conditions.
The cement was activated mechanically by grinding in a planetary ball mill.
The main differences between the properties of activated and non-activated concrete components are presented in
Table 5.
The parameters of the composition of the concrete mixture obtained as a result of selection in accordance with GOST 27,006 “Concretes. Rules for mix proposing” [
34] for the concrete class B30 and the characteristics of the raw components are shown in
Table 6.
The choice of the rational degree of grind was based on [
19,
29].
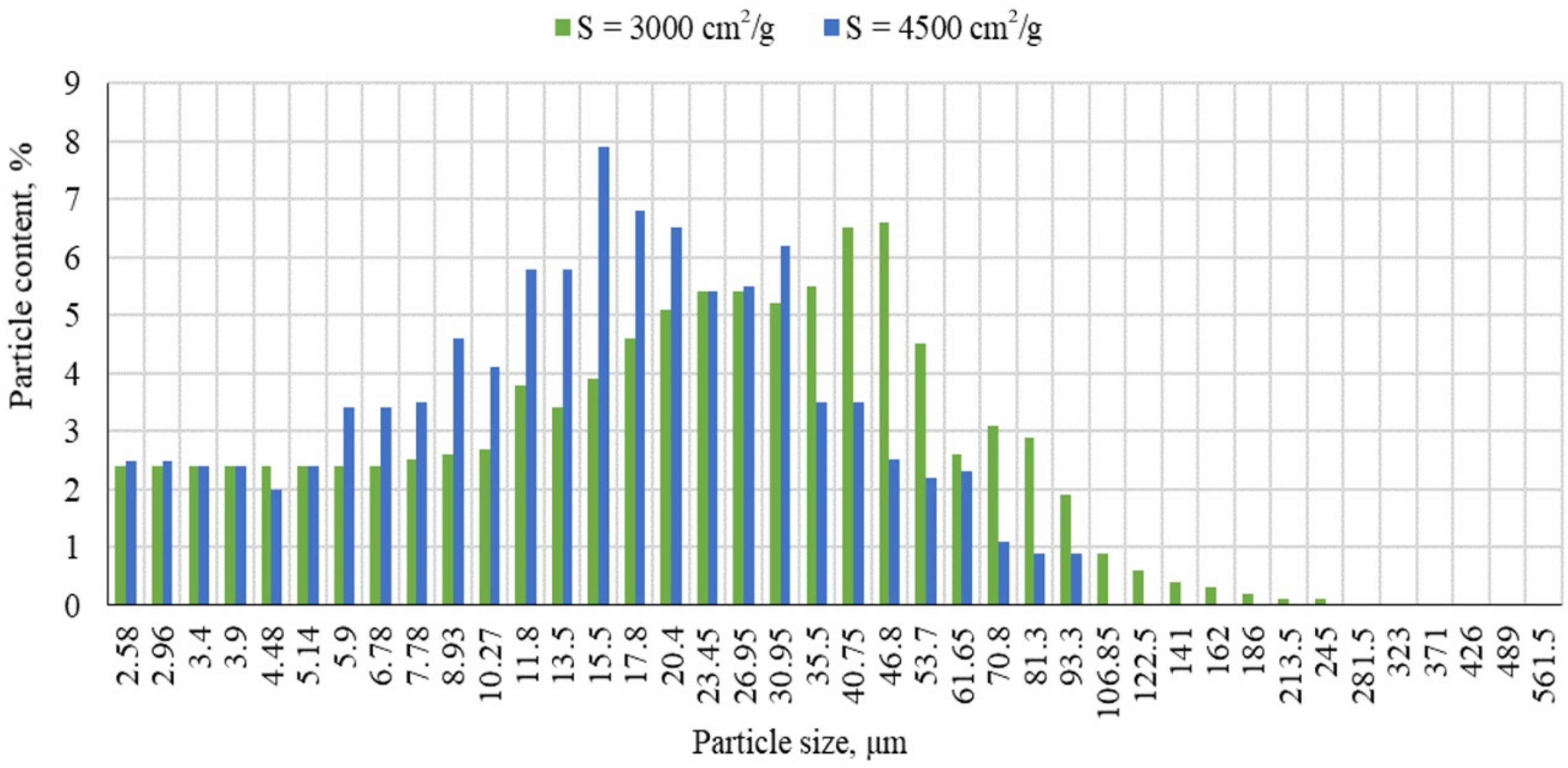
For particle size analysis, a Microsizer 201C laser particle analyzer was used. It is a fully automated device and is designed for fast and accurate measurement of particle size distribution in the range 0.2–600 µm.
The particle size distribution of Portland cement before and after activation is shown in
Figure 1.
When determining the particle size distribution of Portland cement, it was found that for Portland cement with S = 3000 cm2/g, the maximum mass fraction (6.6%) falls on particles with a size from 43.6 to 50 μm, and for particles with a size of up to 20 μm—43%. For Portland cement with S = 4500 cm2/g, the maximum mass fraction (7.9%) falls on particles with a size from 13.5 to 15.5 μm, and for particles with a size of up to 20 μm—59%.
2.2. Methods
For the preparation of centrifuged samples, an experimental laboratory centrifuge was used, a schematic diagram of which is presented and described in detail in [
34]. In addition, in [
35,
36] the mode of forming samples of centrifuged concrete is described in detail.
For the manufacture of vibro-centrifuged samples, an experimental laboratory vibro-centrifuge was used, a schematic diagram of this installation and a detailed description are presented in [
37]. In addition, in [
13,
32,
37] the mode of molding of prototypes of vibro-centrifuged concretes is described.
This study applied:
- -
Technological equipment—laboratory concrete mixer BL-10 (LLC “ZZBO”, Zlatoust, Russia); laboratory vibrating platform SMZh-539-220A (LLC “IMASH”, Armavir, Russia); planetary ball mill “Activator—4M” (LLC “Chemical Engineering Plant”, Novosibirsk, Russia) (
Figure 2).
- -
Testing equipment—hydraulic press IP-1000 (OOO NPK TEKHMASH, Neftekamsk, Russia), tensile testing machine R-50 (OOO IMash, Armavir, Russia).
- -
Measuring instruments—stationary pH meter Starter 2100 (OHAUS CIS, Moscow, Russia) measuring metal ruler 500 mm; laboratory scales; device for measuring deviations from the plane NPL-1; device for measuring deviations from perpendicularity NPR-1.
In total, four basic samples of annular cross-section were manufactured and tested with the following dimensions:
- -
Outer diameter D = 450 mm;
- -
Inner diameter of the hole d = 150 mm;
- -
Total height H = 1200 mm.
The basic samples were concrete samples obtained using a specific technology, from which prototypes were subsequently made and tested.
In the case of vibration technology, the samples were formed from a concrete mixture ready for testing immediately—cubes and prisms.
In the case of centrifugation and vibro-centrifugation technologies, prototypes (cubes and prisms) were obtained from the base samples of the annular section by the sawing method.
One series of samples of annular section corresponds to one type of activation and includes three basic samples of annular section for each manufacturing technology (centrifugation and vibro-centrifugation). That is, a total of 12 samples of concrete of annular section were made by centrifugation and 12 samples by vibro-centrifugation.
The technique for manufacturing prototypes of vibrated, centrifuged and vibro-centrifuged concretes is presented in [
37].
Freshly formed samples of the variatropic structure are shown in
Figure 3.
In total, 3 series of samples of each type of technology were manufactured and tested. Each series consisted of 6 samples for one type of test to obtain sufficient statistical reliability of experimental studies:
- -
Type of concrete production technology—vibration: 24 cube specimens 15 cm × 15 cm × 15 cm in size for testing for cube strength (4 types of activation × 6 cube specimens); and 72 prism specimens measuring 15 cm × 15 cm × 60 cm for testing prismatic strength, flexural tensile strength and axial tensile strength (4 types of activation × 6 prism specimens × 3 types of tests);
- -
Type of concrete production technology—centrifugation: from 12 basic samples, 24 cube samples 15 cm × 15 cm × 15 cm in size were cut out on a stone-cutting machine for testing for cube strength (4 types of activation × 6 cube samples); and 72 prism specimens 15 cm × 15 cm × 60 cm for testing prismatic strength, flexural tensile strength and axial tensile strength (4 types of activation × 6 prism specimens × 3 types of tests);
- -
Type of concrete production technology—vibro-centrifugation: similar to centrifugation.
In total, 288 prototypes were manufactured and tested—cubes and prisms.
Samples before testing hardened for 28 days.
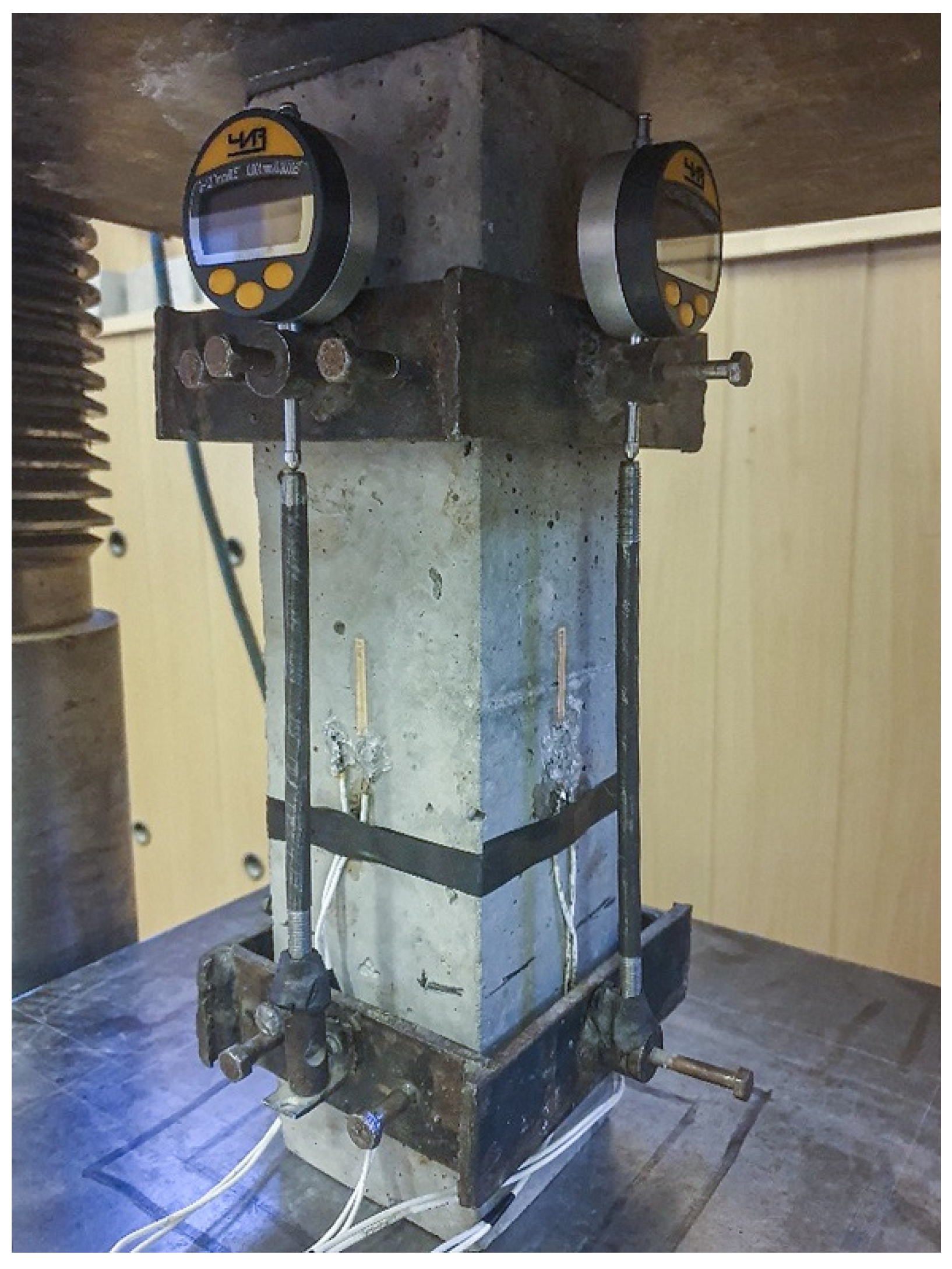
The measurements of the concrete deformations of the test prisms were carried out by a chain of strain gauges with a side length of 50 mm and dial indicators with a graduation value of 0.001 mm.
A photo of the tests is shown in
Figure 4.
Compression, axial tensile and flexural tensile tests were carried out in accordance with the requirements of GOST 10,180 “Concretes. Methods for strength determination using reference specimens” [
38].
Axial compression tests were carried out in accordance with GOST 24,452 “Concretes. Methods of prismatic, compressive strength, modulus of elasticity and Poisson’s ratio determination” [
39].
For the manufacture of vibro-centrifuged samples of annular section, heavy concrete of class B30 was designed in accordance with previously developed recommendations [
13,
32,
37].
In accordance with the requirements of GOST 23732-2011 “Water for concrete and mortars. Specifications” [
40], the pH of water was determined by potentiometric method using a stationary pH meter Starter 2100 (OHAUS CIS, Russia) with glass electrodes with a pH range from 0 to 14 and a measurement error not exceeding ± 0.1. To determine the pH, we took from 10 to 50 mL of water into a glass beaker with a capacity of 50 to 100 mL. The pH was determined according to the instructions for the device.
The study used three types of technologies for the production of heavy concrete, vibration (V), centrifugation (C) and vibro-centrifugation (VC), and four types of activation of concrete components, cement and water: concrete on non-activated cement and non-activated water—NCNW (control composition); concrete on activated cement and non-activated water—ACNW; concrete on non-activated cement and activated water—NCAW; concrete on activated cement and activated water—ACAW.
3. Results
The constant standard deviation did not differ significantly for all series of tested samples and averaged about 6%.
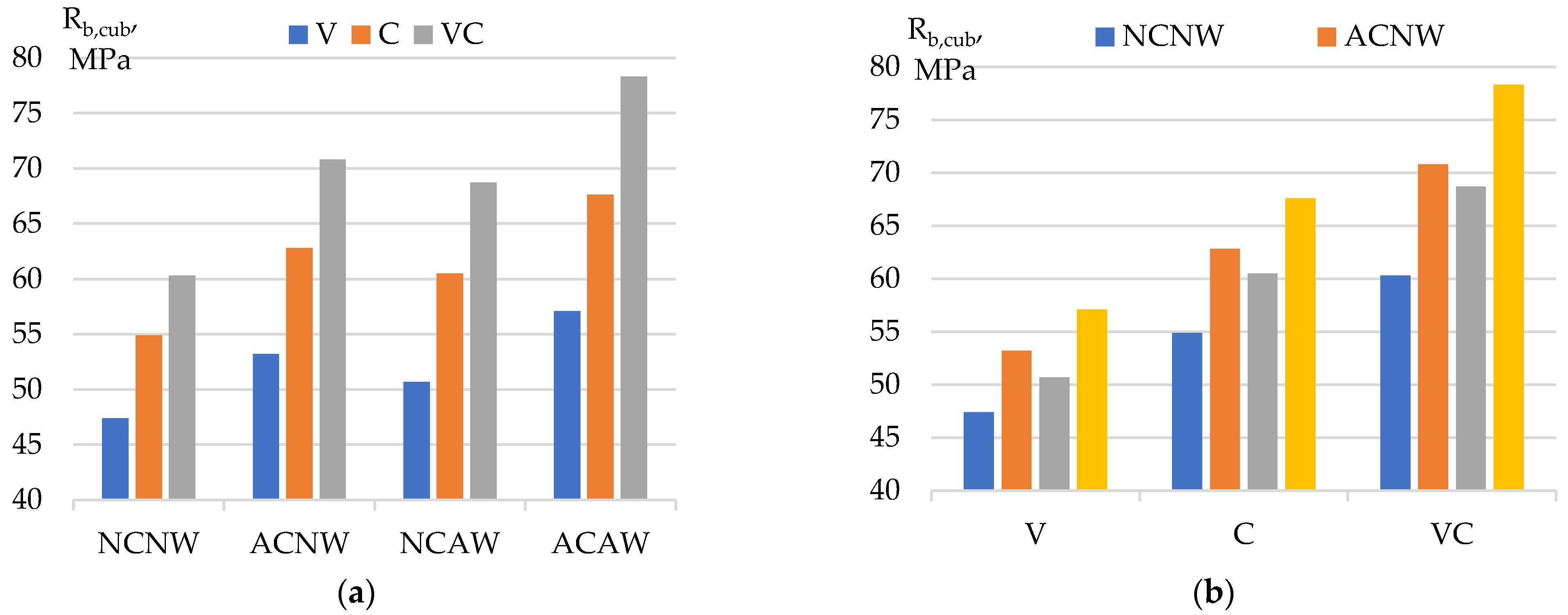
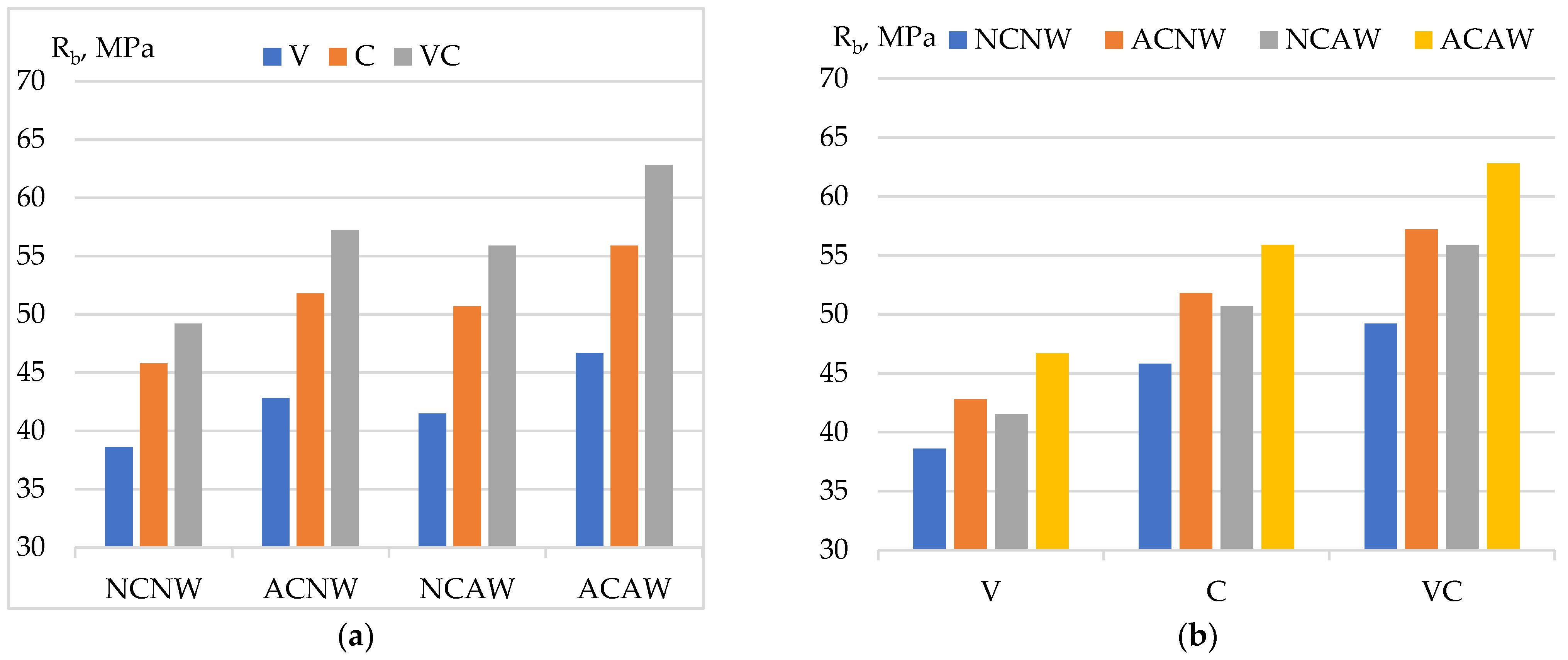
Figure 5,
Figure 6,
Figure 7 and
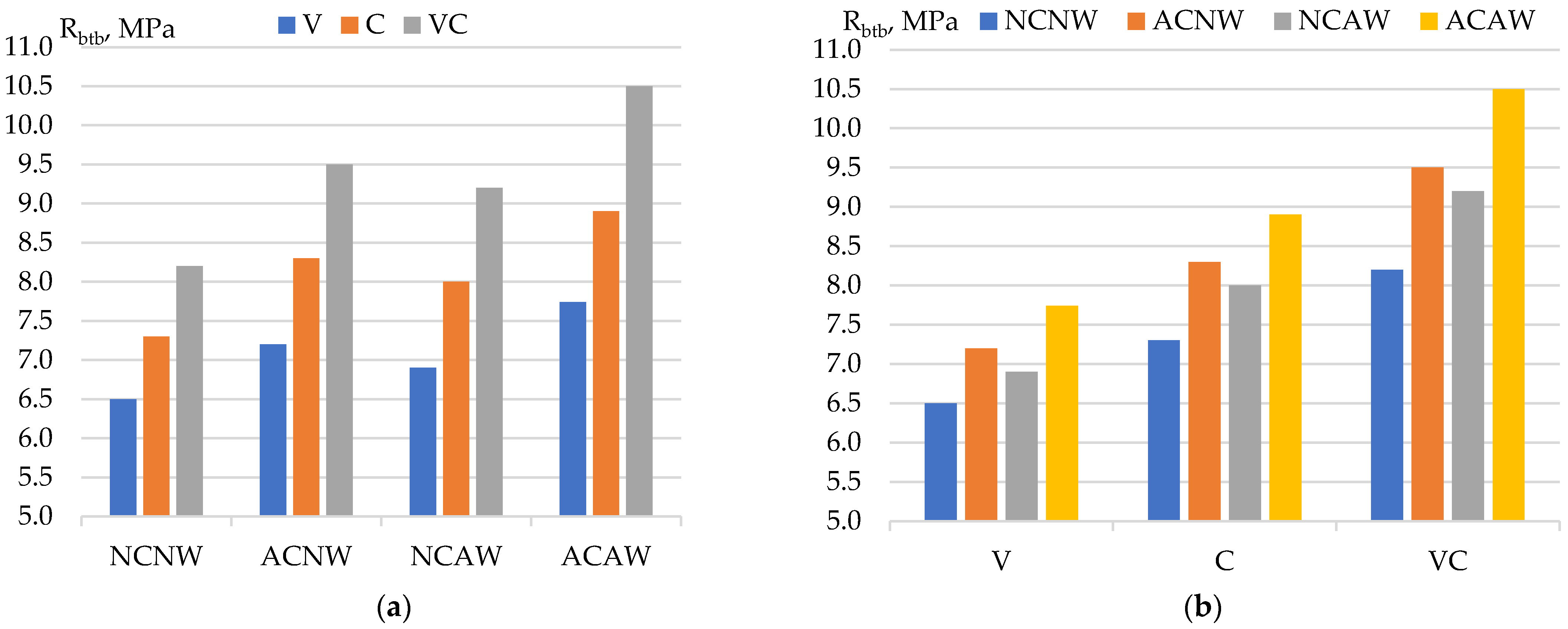
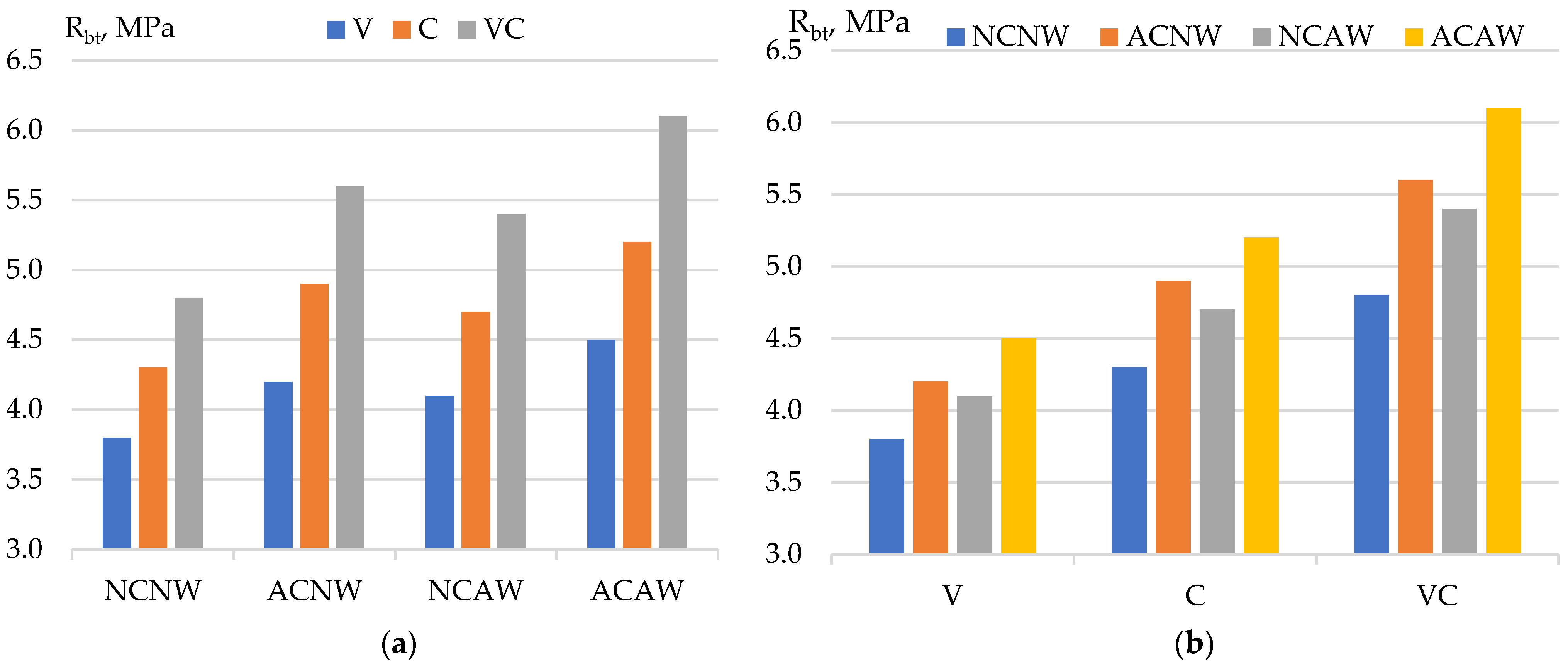
Figure 8 show that the greatest cubic and prismatic strengths, as well as tensile strengths in bending and axial tension of concrete, are achieved by vibro-centrifugation technology and a complex effect of mechanochemical activation on concrete components. At the same time, if we compare the strength indicators in the case of activation of one of the components of concrete, water or cement, then they are higher for concrete made on the basis of activated cement. Thus, the positive effect of cement activation, which consists of increasing the values of the strength parameters of concrete, is 10–20% higher than the same effect from the activation of mixing water. The smallest strength values were observed for concrete made by vibration technology on non-activated cement and water.
The concrete strains under axial compression and axial tension, as can be seen from
Figure 9 and
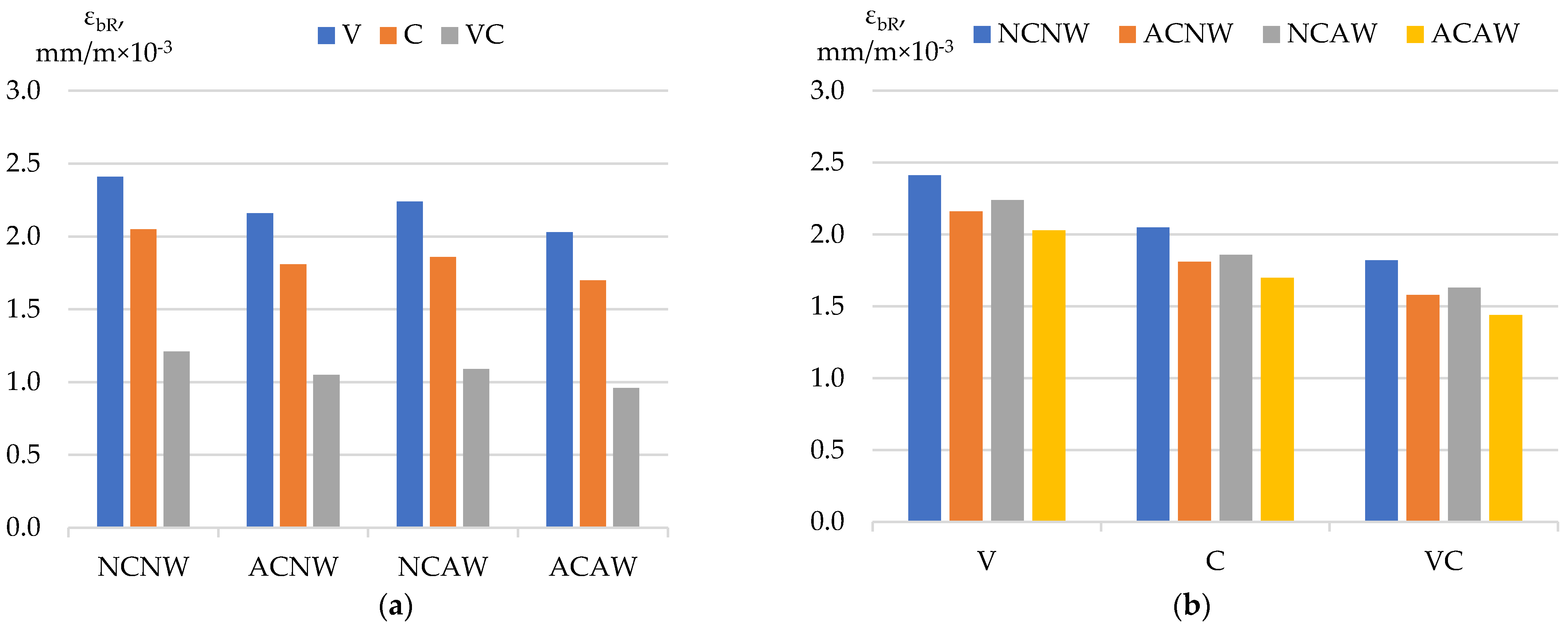
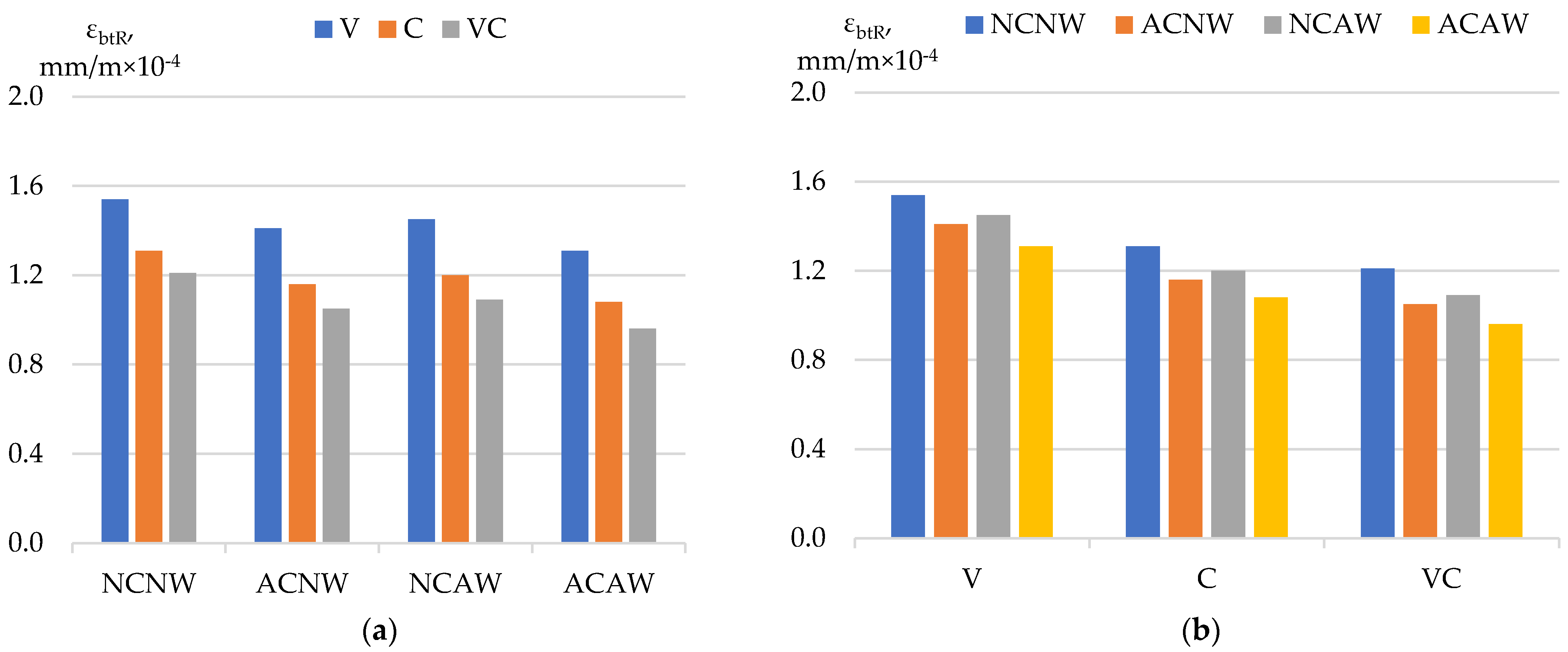
Figure 10, decreased during the transition from vibration technology to centrifugation and vibration centrifugation technology. As for the activation effect on the concrete components, cement and water, the values of concrete deformations decreased during the manufacture of concrete with alkali-activated water in comparison with concrete without component activation by 5–10%, depending on the manufacturing technology. When cement was activated, deformations decreased even more (by 8–13%) and were minimal with simultaneous mechanical activation of cement and chemical activation of water (the difference with concrete on non-activated components was 15–20%).
Figure 9 and
Figure 10 clearly demonstrate the greatest decrease in the values of concrete deformations in the case of the simultaneous use of vibration centrifugation technology and a complex activation effect on cement and water.
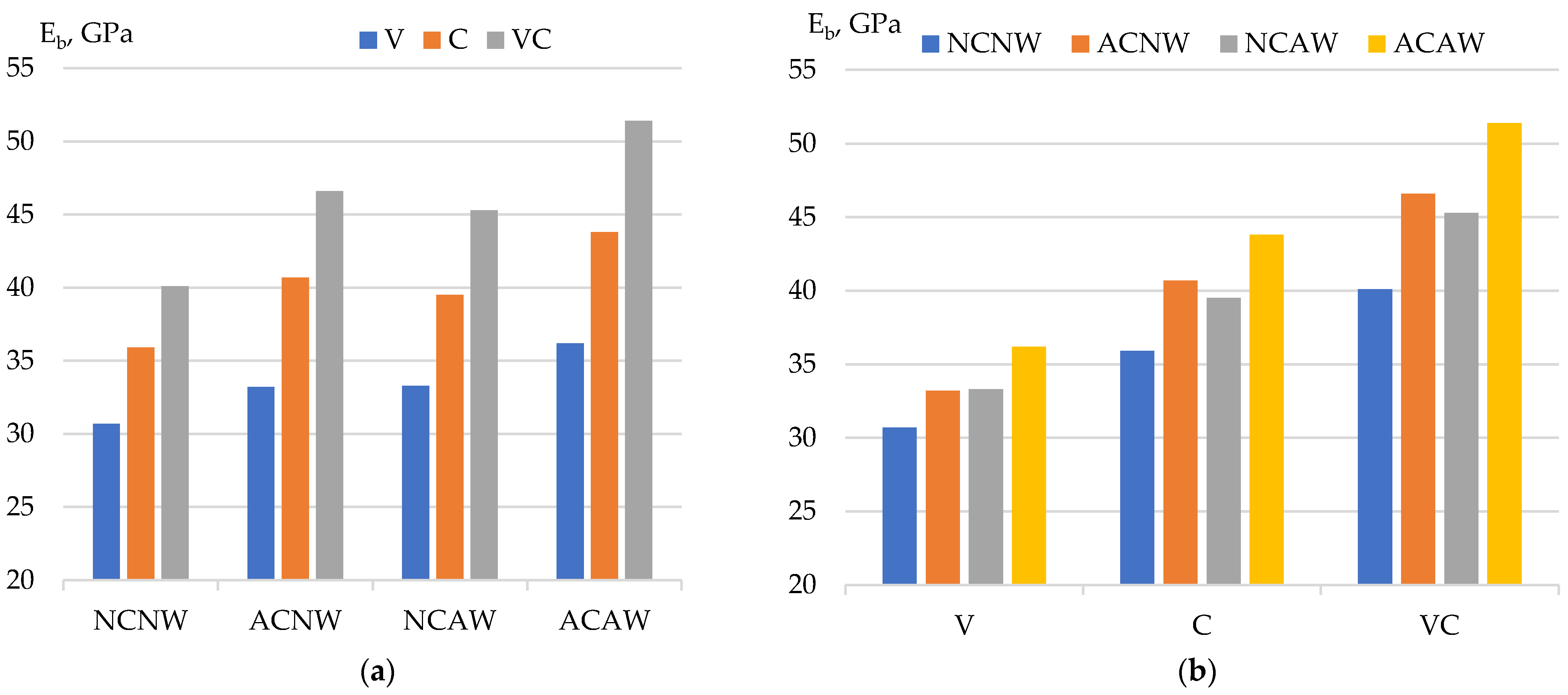
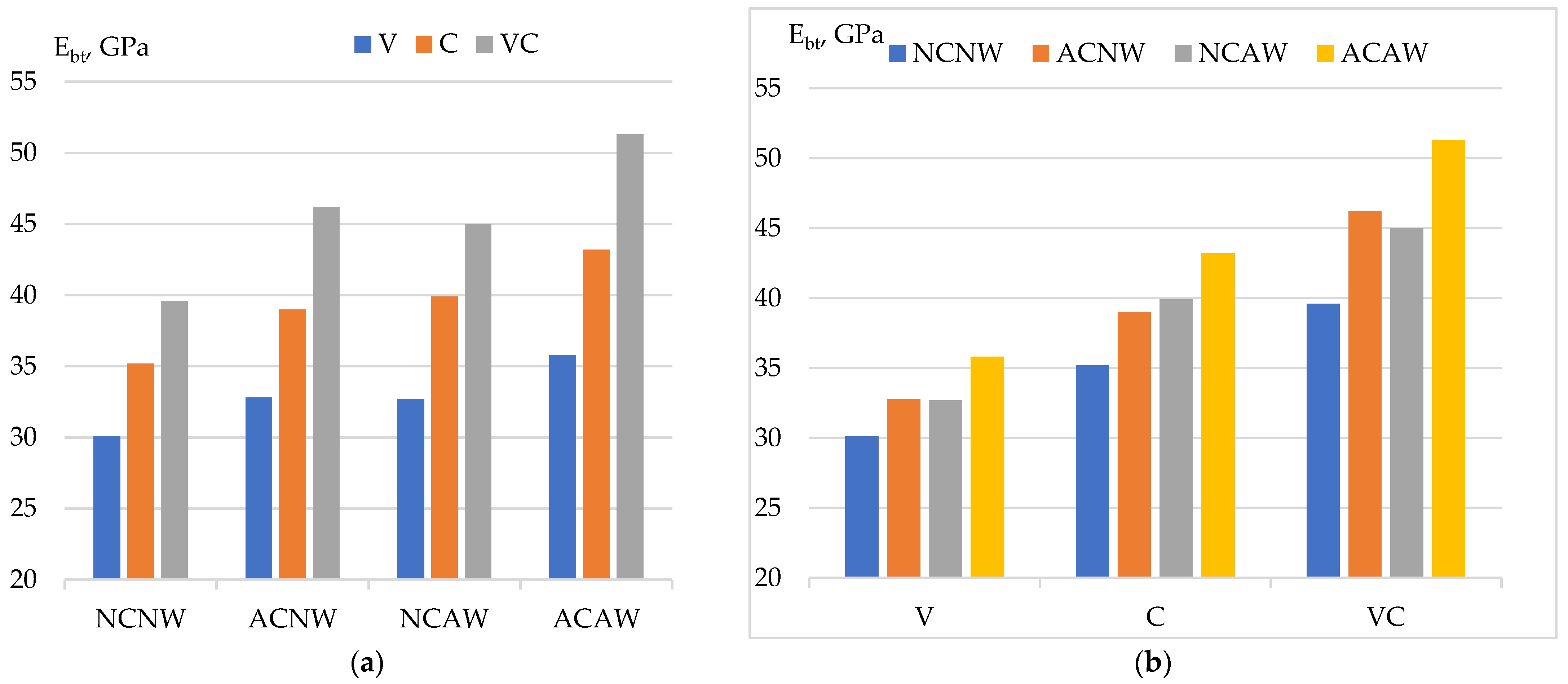
The behavior of the moduli of elasticity during compression and tension of concrete (
Figure 11 and
Figure 12) was approximately the same and consisted of their increase (by 9–17%, depending on the technology of concrete production) when using one of the types of activation action (chemical, on water, or mechanical, on cement) and achieving maximum values (the difference with concrete on non-activated components was 18–30%) when using complex mechanochemical activation of concrete components and vibration centrifugation technology.
Analysis of
Table 7 and
Figure 5,
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11 and
Figure 12 made it possible to determine the quantitative change in the strength and deformation characteristics of concretes (Δ), as a result of various types of activation of raw materials and technologies for making concretes from them. At the same time, the characteristics of concretes on non-activated components were taken as the reference point (Δ = 0). The results are presented in the form of
Table 8.
Concrete on activated cement (ACNW) has higher strength characteristics and modulus of elasticity and lower strains (by 3–8%) than concrete on activated water (NCAW) with any of the considered manufacturing technologies.
The greatest strength characteristics and modulus of elasticity are observed in heavy concrete, obtained by vibro-centrifugation, on activated cement and water. In comparison with the control composition (NCNW), the increase in characteristics is for vibrated concretes from 17 to 21%, for centrifuged concretes from 20 to 24%, and for vibro-centrifuged concretes from 27 to 30%.
As for concrete strains, they are characterized by a similar tendency, but towards a decrease in their values. Therefore, in comparison with the control composition (NCNW), the reduction in deformations is for vibrated concretes 14–16%, for centrifuged concretes 17–19%, and for vibro-centrifuged ones 20–22%.
Concrete obtained from activated cement and water (ACAW) has higher strength characteristics and lower strains (on average by 10–20%) than concrete based on activated cement (ACNW) or activated water (NCAW) with any of the considered manufacturing technologies.
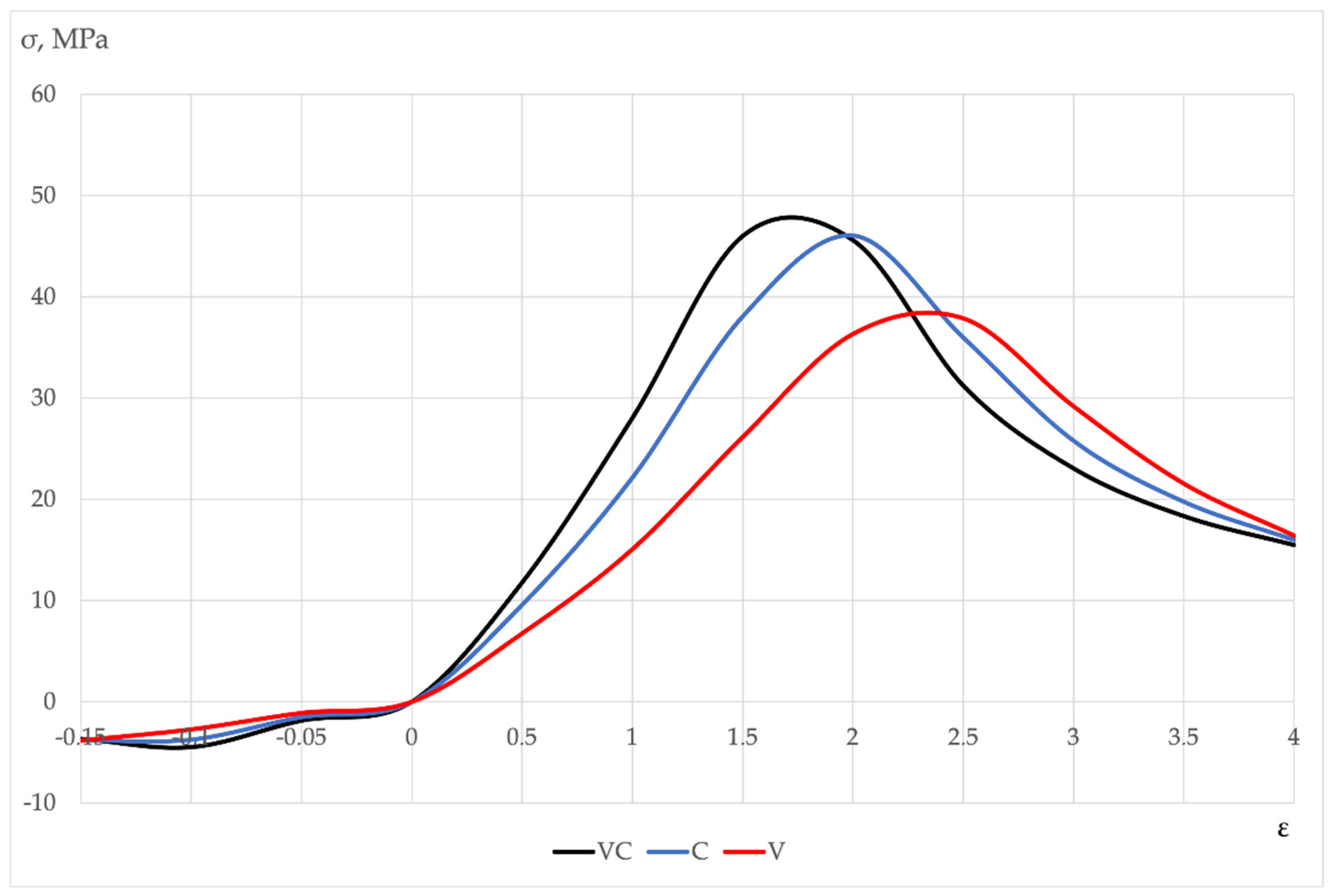
Analyzing the strain properties of concrete, we note the following. Below are the approximating schematic diagrams “stress–strain” for all types of concrete for all types of technology and for all types of activation.
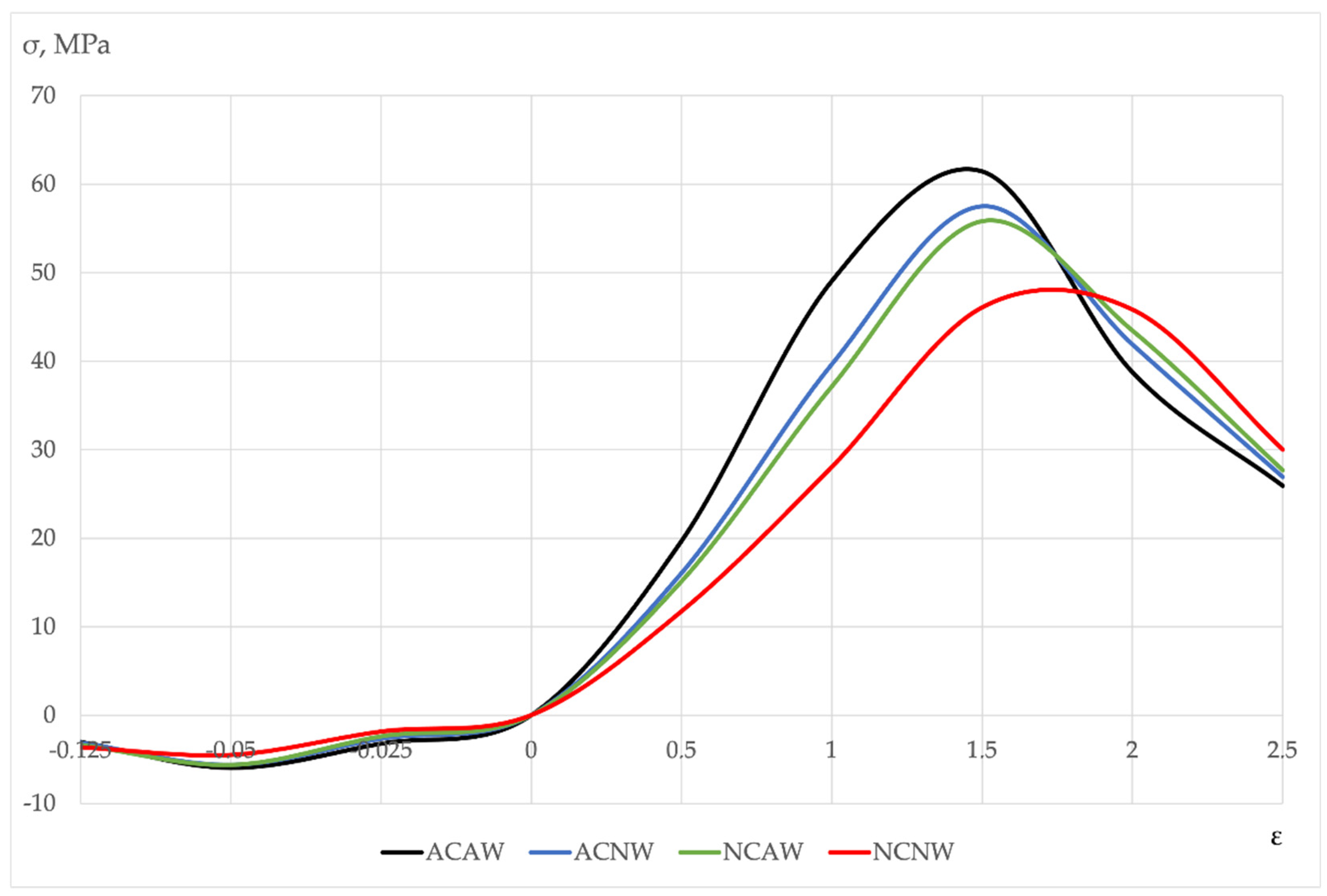
Figure 13 shows the relationship between the strain diagrams of concrete and manufacturing technology, and
Figure 14 shows the effect of the type of activation on the strain diagrams of vibro-centrifuged concretes.
In all cases, under compression and tension, vibro-centrifuged concretes had the highest peak shifted up and to the left (or down and to the right for stretching) relative to the peak of the diagram of centrifuged concretes, and even more so relatively vibrated ones. This is due to the greater strength of vibro-centrifuged concretes relative to other types.
The same picture was observed for the diagrams of vibro-centrifuged concretes obtained with different types of activation. The highest strength concrete, ACAW, had the highest peak shifted to the left (down and right to stretch). The tendency for the peak to decrease and shift to the right (up and to the left for extension) was observed in the chain ACAW—ACNW—NCAW—NCNW.
4. Discussion
To determine the role of our research in the system of new knowledge in the field of construction, it is necessary to explain and interpret the results of our research by comparing them with the results of previous research by other authors [
11,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
33].
Analyzing the results obtained during theoretical and experimental studies, the following can be noted.
There are three main criteria to compare our research with previous research:
- -
Type of concrete manufacturing technology;
- -
Type of activation;
- -
Criterion of complexity or synergy.
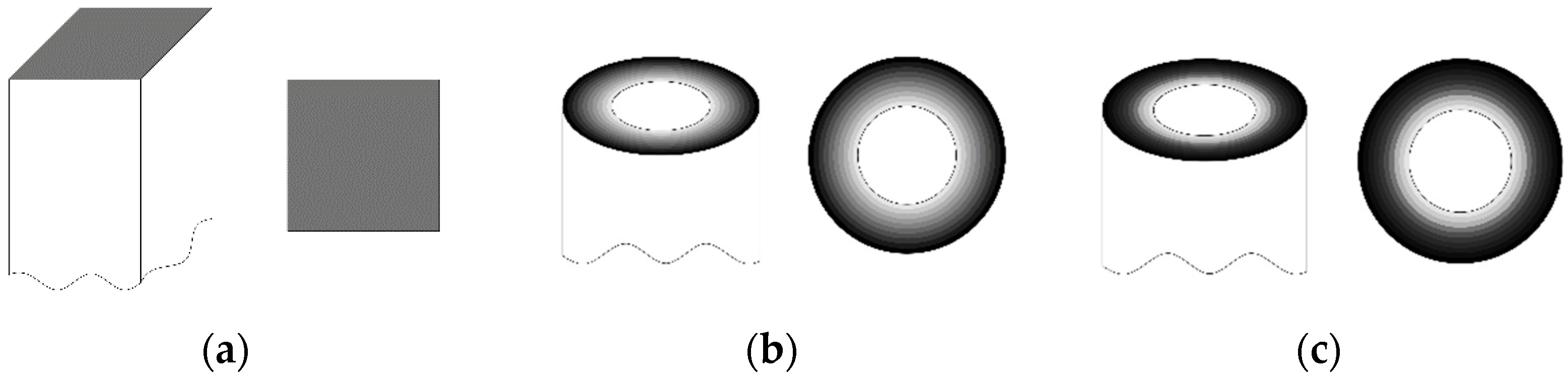
The types of structures of the investigated concretes are shown in
Figure 15.
Studying the phenomenon of activation, the authors considered the technology of vibration in previous works [
11,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
33]. Concrete, as an object of research, was studied by varying composition and technological factors during manufacture. However, the structure as a result of activation was ordinary, with traditional heterogeneity.
The ordinary heterogeneous structure is inherent in vibrated concrete.
However, from our point of view, the creation of complicated inhomogeneous structures that meet the requirements of a specific type of stress–strain state is a more promising area of research [
41,
42].
At the same time, it should be noted that in the works [
11,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
33], the investigations were devoted to studying the influence of one type of activation effect on the properties of concrete.
In the case of activation of binders, this is mechanical activation [
16,
18], in the case of water, it is magnetic [
16,
26] or electrical [
16,
20,
21,
22,
26], and in the case of fillers, it is also electrical types of activation. In this case, the filler, due to its inertness, is a weakly activated material. Sufficiently effective methods of activating the binder or grouting fluid are more common [
16,
20,
21,
22,
26]. The known activation processes have disadvantages in the form of high additional costs.
It should be noted that comprehensive activation technologies have not been previously considered, not only with a combination of two or more components of a concrete mixture undergoing activation but also a combination of two different types of activation.
The comprehensive effect of double activation, that is, the chemical and mechanical of two different components, that is, the mixing agent and the binder, is investigated in this article. Thus, the synergistic effect is achieved because the optimal processing of such activation is most rationally selected, the most suitable technology of vibro-centrifugation is obtained, and at the same time, rational formulations of such concrete are used.
The achievement of such a significant result and a positive effect can be substantiated and explained by the appearance in the resulting centrifuged concrete mixture of so-called crystallization centers. That is, we get a cement that has a significantly higher energy of surface activity and the ability to quickly and intensively gain strength and subsequently achieve considerably higher results due to its active interaction with other components of concrete during hydration.
In this case, water is also a catalyst that contributes to an even greater degree of improved hydration and interaction of the cement, accompanied by higher associated characteristics, such as increased temperature and rate of cement hydration.
Alkaline water promotes better hydration processes in traditional calcium binders for concrete. This is due to the presence in the system of calcium, hydroxides, silicates and aluminates of which give an alkaline reaction. An important condition that contributes to the favorable course of chemical processes is an alkaline environment.
As a result, clearly expressed dependencies are observed, which are interconnected by proportional relationships. In these dependencies, the functions are the strength and deformation properties of the resulting concrete, and the arguments are the characteristics of the activated components, such as the specific surface of the cement and the pH of the water. Thus, the existing dependencies can be traced not only in one stage but are multistage. An example is a proportional relationship, the quantitative measure of which still needs to be established. This dependence is as follows: the specific surface of the cement—the activity of water as a cement mixture—the activity of the cement—the characteristics of the resulting concrete.
In combination with a technological method that allows to obtain the highest quality of the variatropic structure and having clearly expressed proportional relationships between the investigated factors and their results, we obtain a mathematical and technological substantiation of double complex activation when obtaining concretes of a variatropic structure.
Based on the analyzed studies conducted earlier by other authors and the activation methods, it is possible to compare the effectiveness of these methods according to two criteria, absolute increases in mechanical strength and deformative characteristics and a cost characteristic. In view of the fact that electrical, magnetic and electromagnetic methods lead to additional costs of energy, resources and labor, and are also more expensive, chemical methods of activation seem to be more expensive [
11,
16,
23,
24,
25]. However, in some cases they are not effective enough. Therefore, the idea and hypothesis with complex double activation (mechanical and chemical) gave results comparable to the most costly, but also the most effective electrical, magnetic and electromagnetic methods [
16,
20,
21,
22,
26].
Comparison of the types of activation in the manufacture of concrete is presented in
Table 9.
Thus, we studied for the first time the synergistic effect of complex mechanochemical activation for concretes manufactured using various technologies.
It is established that the most effective technology for such activation is vibro-centrifugation, which provides a variatropic structure of concrete, allowing the maximum use of the effect of the activation of components.
That is, in this study, synergy is achieved through a combination of three complexes:
- -
Simultaneous vibration and centrifugation of the concrete mixture;
- -
Simultaneous activation of the binder and grout in different ways;
- -
Simultaneous technological and activation effect on the molded mixture.
When the above three conditions are fulfilled, which are scientific novelty in relation to previous studies [
11,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29,
30,
33], a practical result is achieved—an increase in strength indicators up to 30%.
The results of the study indicate a further direction in the development of research on the enhancement of variatropia with the help of other factors, both prescription and technological. At the same time, it is planned to conduct a number of studies on the activation of three or more components in three or more different ways.
5. Conclusions
The novelty of this study is that for the first time, complex activation technologies were applied to concretes made using various production technologies: vibrated, centrifuged and vibro-centrifuged, that is, concretes with a complex variatropic structure.
A new technology of double complex mechanochemical activation of components in the production of concretes with a variatropic structure is proposed—mechanical activation of cement and chemical activation of water.
Proportional dependencies were qualitatively identified. Trajectories for determining their quantitative nature were outlined.
New knowledge was obtained about the properties of vibrated, centrifuged and vibro-centrifuged concretes with their double complex activation. The most effective type of technology for mechanochemical activation is vibro-centrifugation.
The urgency and prospects of double, complex mechanochemical activation of the components of the concrete mixture were substantiated.
It was proven that the complex mechanochemical activation of the components of the concrete mixture gives a synergistic effect in obtaining concretes with an improved structure and improved characteristics.
The influence of the technology of concrete production and the technology of activation of its components on the properties of vibrated, centrifuged and vibro-centrifuged heavy concrete was established.
It was found that to achieve a synergistic effect, the most effective technology is vibro-centrifugation, and the most effective activation is mechanochemical. This symbiosis makes it possible to achieve a practical effect in the form of achieving an increase in strength of up to 30%, which is higher than the previously obtained results of increases in other researchers who used vibration technologies and simple types of activation.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}