
Effect of Quarry Rock Dust as a Binder on the Properties of Fly Ash and Slag-Based Geopolymer Concrete Exposed to Ambient and Elevated Temperatures

 ,
,  , , , ,
, , , ,  and
and
Abstract
:1. Introduction
2. Experimental Program
2.1. Material Specifications
2.2. Mix Types, Proportions, and Preparation of Specimens for Tests
3. Results and Discussion
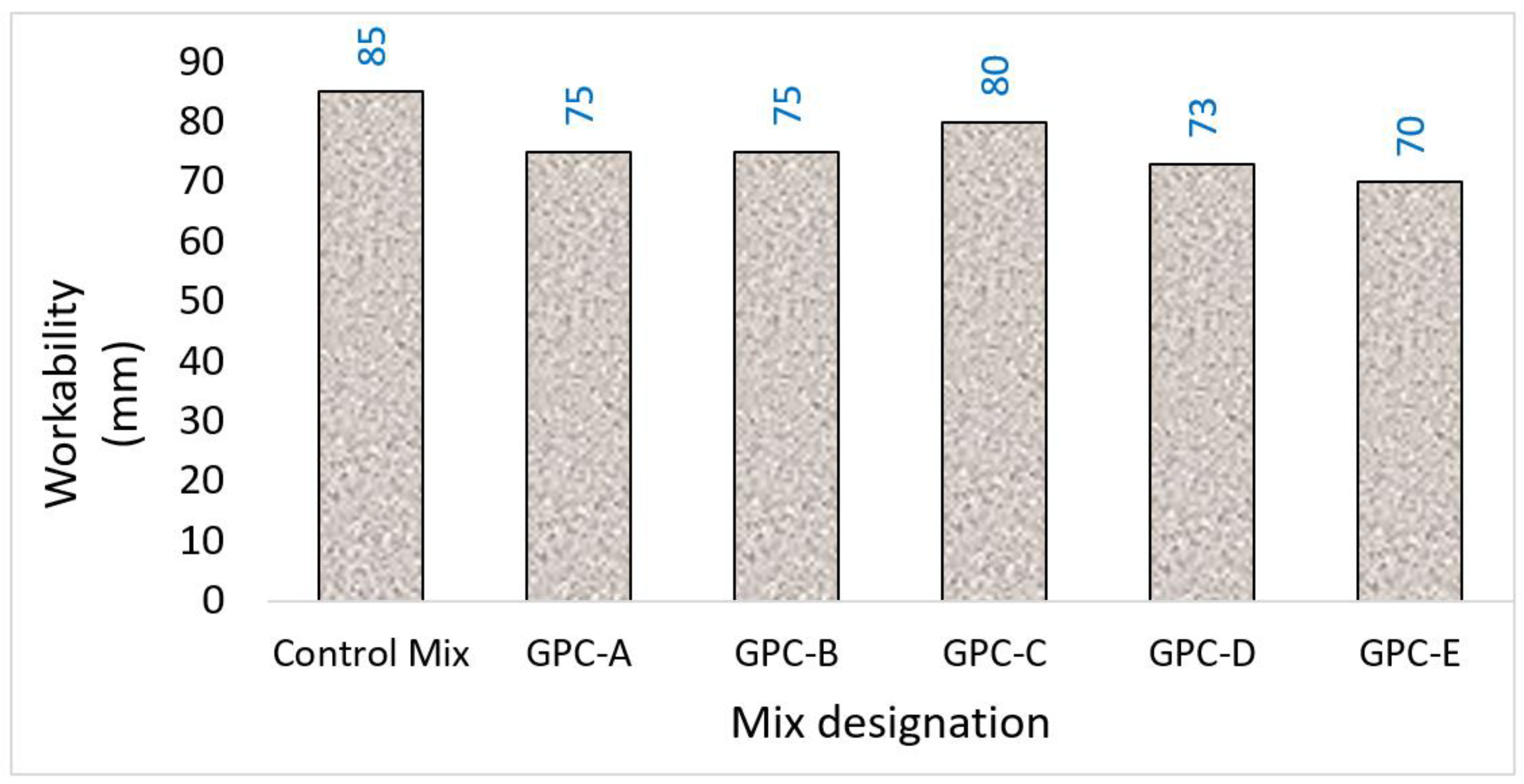
3.1. Workability
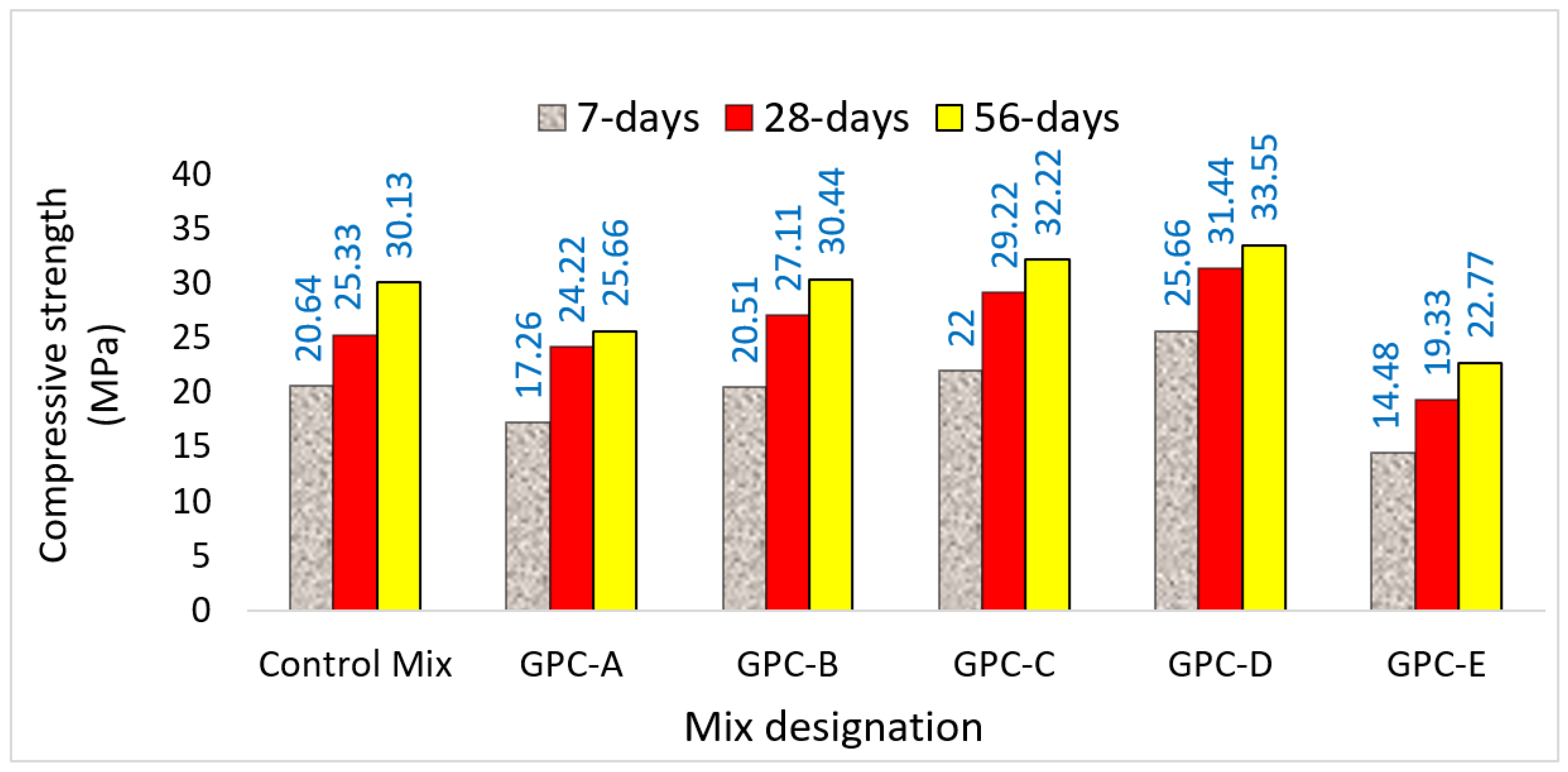
3.2. Compressive Strength
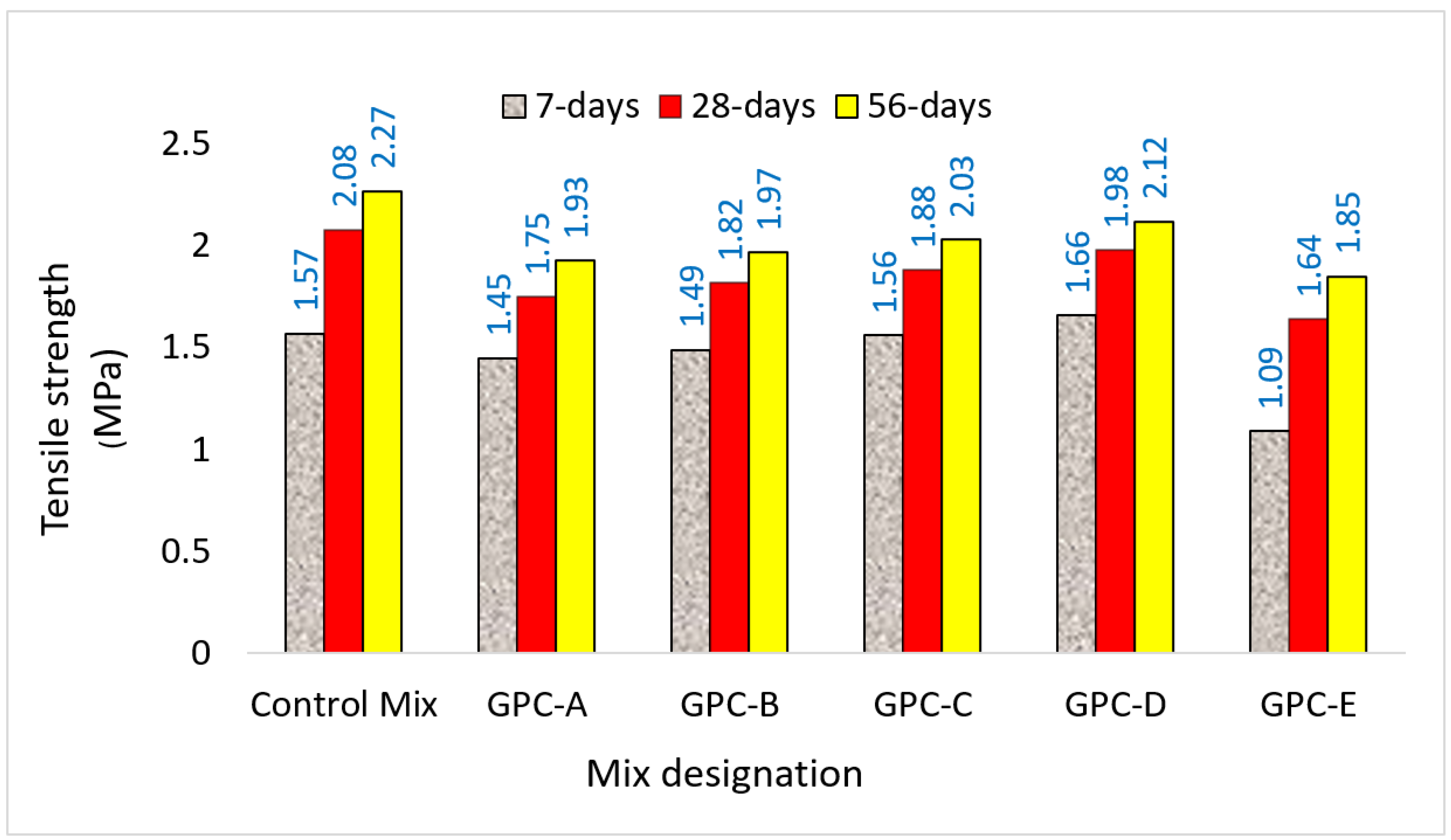
3.3. Splitting Tensile Strength
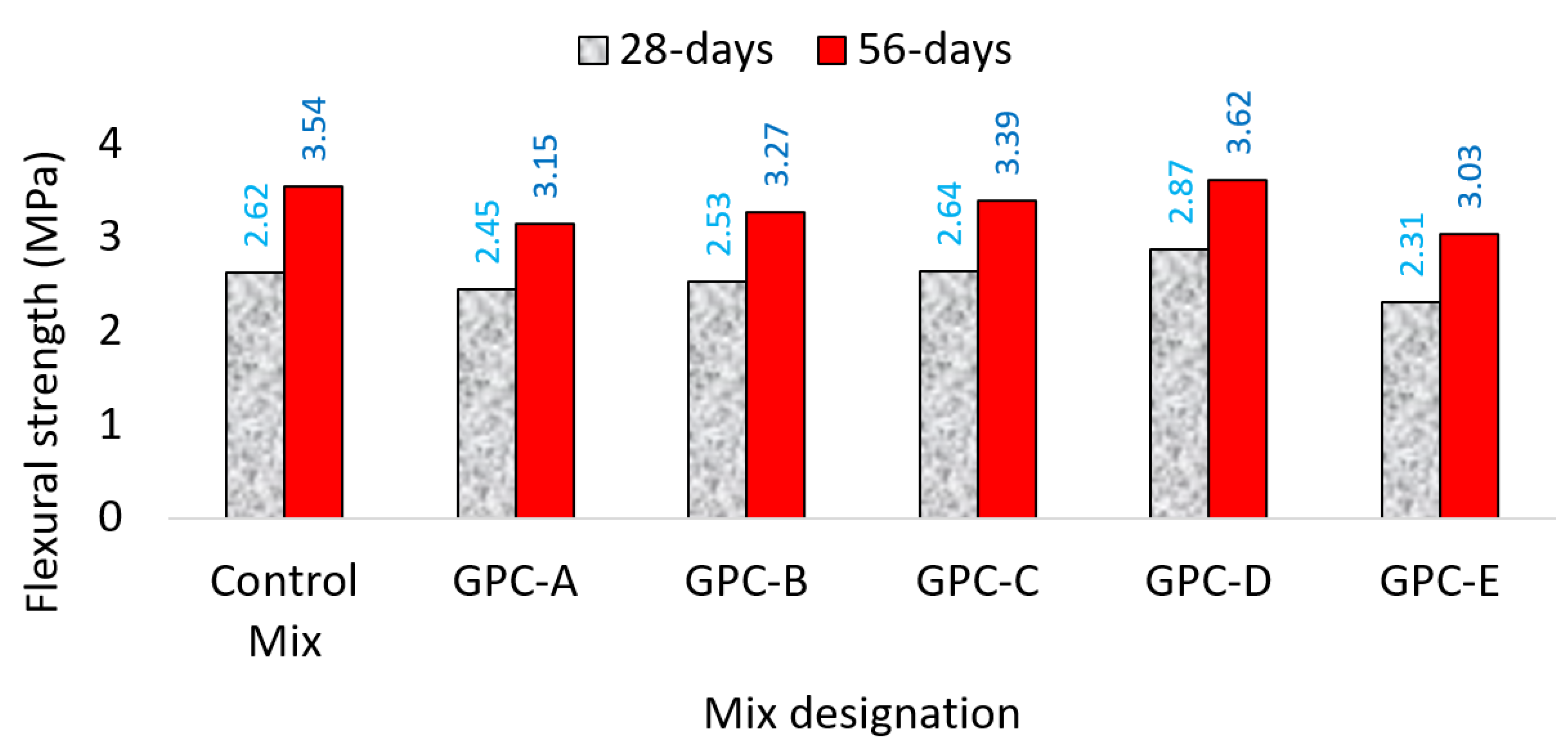
3.4. Flexural Strength
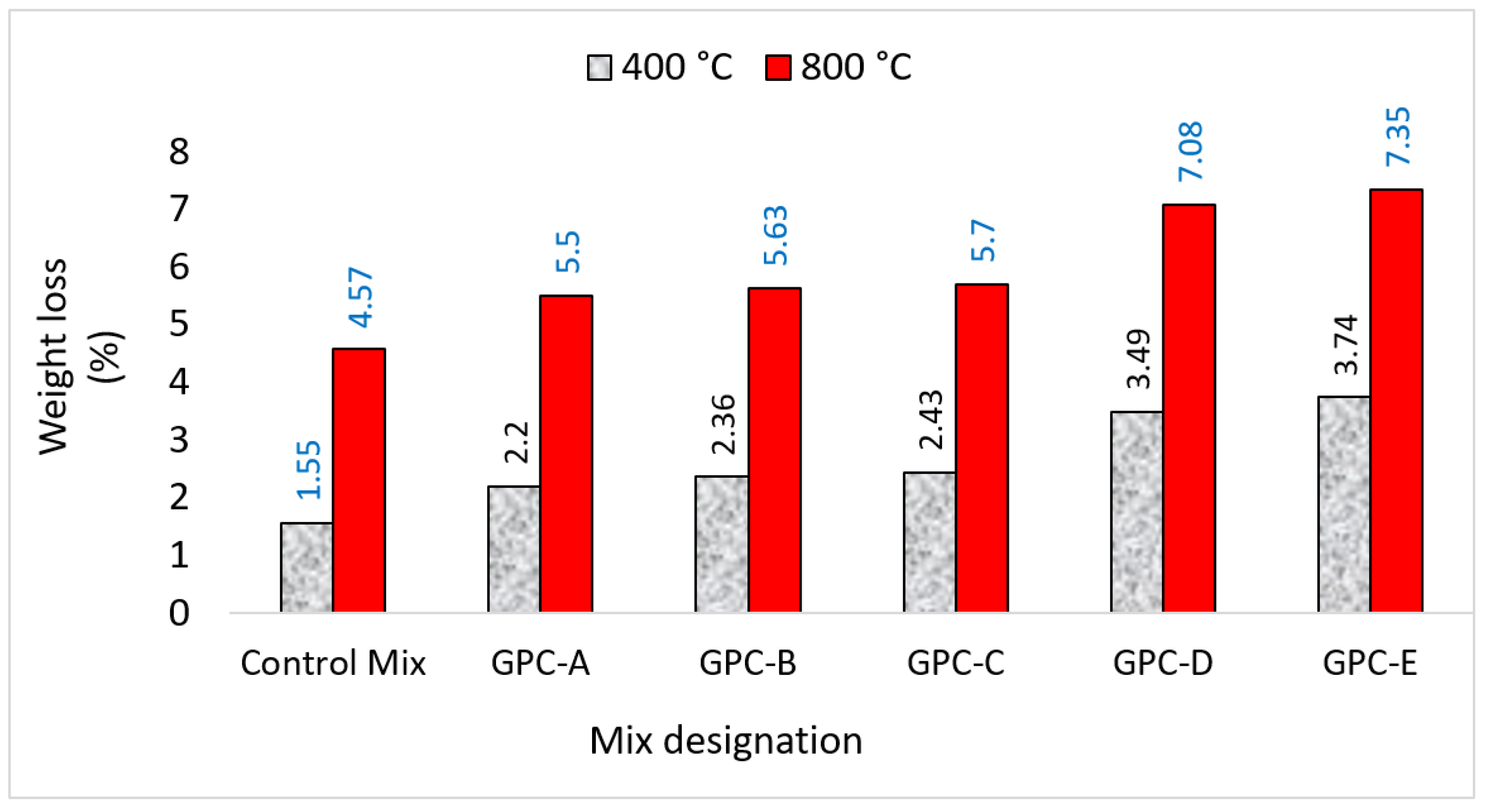
3.5. Residual Compressive Strength and Weight Loss after Heating to 400 °C and 800 °C
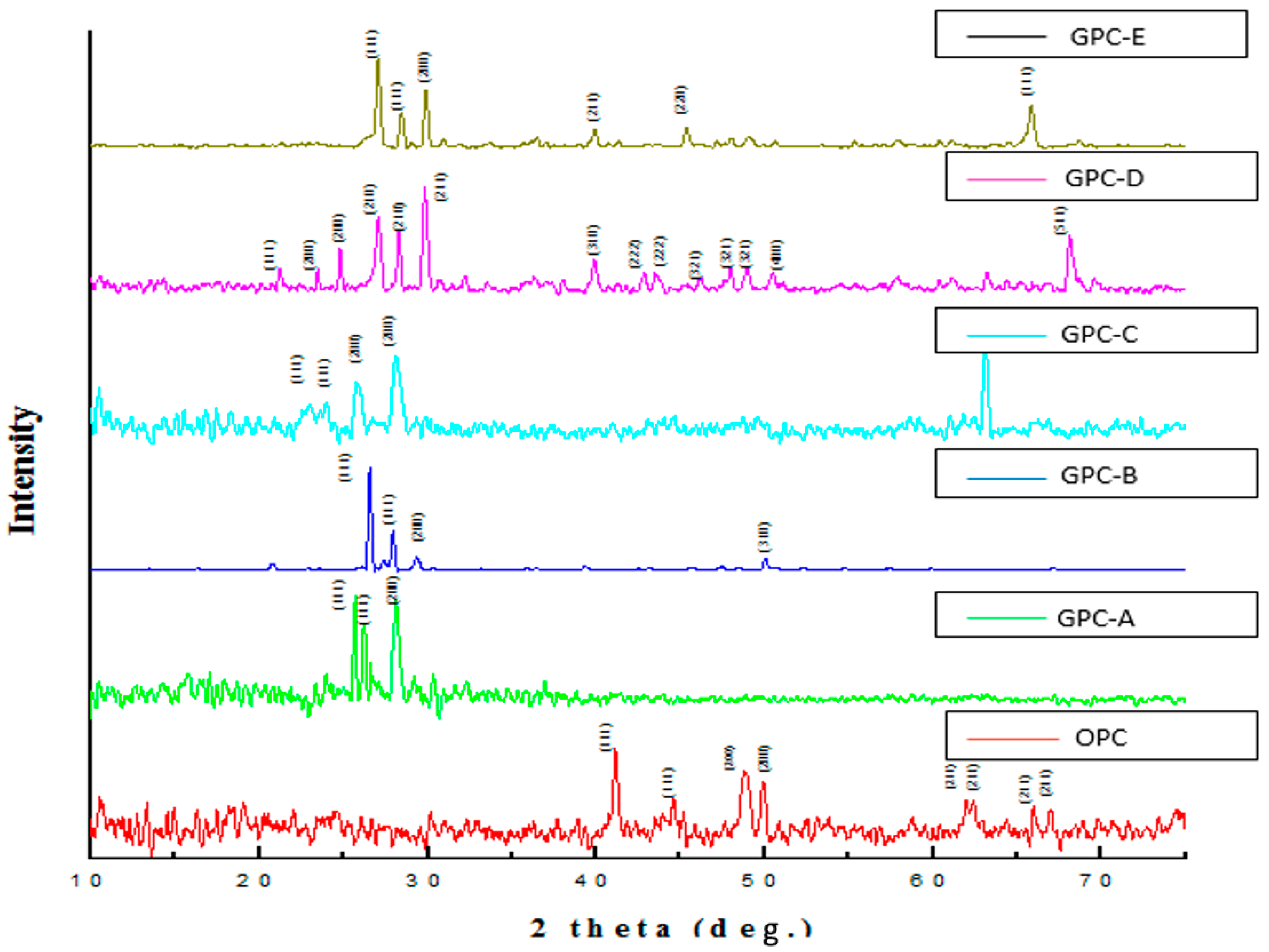
3.6. X-ray Diffraction of OPC and QFS-GPC Mixes
4. Conclusions
- i.
- Increasing the QRD replacement resulted in decreasing the workability of the QFS-GPC mixes.
- ii.
- The mechanical strength of the QFS-GPC mixes generally increased by increasing the QRD content from 0% to 15%, while beyond this replacement level, i.e., 20%, strength decreased.
- iii.
- GPC-D specimens prepared with 50% FA, 35% SG, and 15% QRD yielded the maximum compressive strength amongst all the QFS-GPC specimens at 7, 28, and 56 days of ambient curing. The maximum splitting tensile and flexural strength was also observed in GPC-D specimens at ambient curing conditions.
- iv.
- The residual compressive strength of the QFS-GPC mixes decreased with an increase in QRD content from 0% to 20%. The weight loss after heating to elevated temperature is also consistently more in QFS-GPC specimens with increasing QRD content. It can be observed, therefore, that the QFS-GPC mixes have relatively inferior strength performance under elevated temperature as compared to OPC concrete.
- v.
- The XRD results show that mix GPC-D has the maximum strength due to the formation of crystalline phases while in other mixes (OPC, GPC-A, GPC-B, GPC-C, and GPC-E), mostly amorphous phases were identified.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mohammadhosseini, H.; Yatim, J.M.; Sam, A.R.M.; Awal, A.A. Durability performance of green concrete composites containing waste carpet fibers and palm oil fuel ash. J. Clean. Prod. 2017, 144, 448–458. [Google Scholar] [CrossRef]
- Asaad, M.A.; Sarbini, N.N.; Sulaiman, A.; Ismail, M.; Huseien, G.F.; Majid, Z.A.; Raja, P.B. Improved corrosion resistance of mild steel against acid activation: Impact of novel Elaeis guineensis and silver nanoparticles. J. Ind. Eng. Chem. 2018, 63, 139–148. [Google Scholar] [CrossRef]
- Fan, X.; Zhang, M. Behaviour of inorganic polymer concrete columns reinforced with basalt FRP bars under eccentric compression: An experimental study. Compos. Part B Eng. 2016, 104, 44–56. [Google Scholar] [CrossRef] [Green Version]
- Reed, M.; Lokuge, W.; Karunasena, W. Fibre-reinforced geopolymer concrete with ambient curing for in situ applications. J. Mater. Sci. 2014, 49, 4297–4304. [Google Scholar] [CrossRef] [Green Version]
- Deb, P.S.; Nath, P.; Sarker, P.K. The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Mater. Des. 2014, 62, 32–39. [Google Scholar] [CrossRef] [Green Version]
- Longarini, N.; Crespi, P.G.; Zucca, M.; Giordano, N.; Silvestro, G. The advantages of fly ash use in concrete structures. Inżynieria Miner. 2014, 15, 141–145. [Google Scholar]
- Bhattacharjee, B. Effect of relative proportion of pozzolana on compressive strength of concrete under different curing conditions. Int. J. Eng. 2008, 2, 20. [Google Scholar]
- Vance, K.; Kumar, A.; Sant, G.; Neithalath, N. The rheological properties of ternary binders containing Portland cement, limestone, and metakaolin or fly ash. Cem. Concr. Res. 2013, 52, 196–207. [Google Scholar] [CrossRef]
- Donatello, S.; Kuenzel, C.; Palomo, A.; Fernández-Jiménez, A. High temperature resistance of a very high volume fly ash cement paste. Cem. Concr. Compos. 2014, 45, 234–242. [Google Scholar] [CrossRef]
- Valencia-Saavedra, W.; de Gutiérrez, R.M.; Gordillo, M. Geopolymeric concretes based on fly ash with high unburned content. Constr. Build. Mater. 2018, 165, 697–706. [Google Scholar] [CrossRef]
- Fang, G.; Ho, W.K.; Tu, W.; Zhang, M. Workability and mechanical properties of alkali-activated fly ash-slag concrete cured at ambient temperature. Constr. Build. Mater. 2018, 172, 476–487. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Muñiz-Villarreal, M.S.; Manzano-Ramírez, A.; Sampieri-Bulbarela, S.; Gasca-Tirado, J.R.; Reyes-Araiza, J.L.; Rubio-Ávalos, J.C.; Pérez-Bueno, J.J.; Apatiga, L.M.; Zaldivar-Cadena, A.; Amigó-Borrás, V. The effect of temperature on the geopolymerization process of a metakaolin-based geopolymer. Mater. Lett. 2011, 65, 995–998. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Chareerat, T.; Sirivivatnanon, V. Workability and strength of coarse high calcium fly ash geopolymer. Cem. Concr. Compos. 2007, 29, 224–229. [Google Scholar] [CrossRef]
- Somna, K.; Jaturapitakkul, C.; Kajitvichyanukul, P.; Chindaprasirt, P. NaOH-activated ground fly ash geopolymer cured at ambient temperature. Fuel 2011, 90, 2118–2124. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Qing, Y.; Zenan, Z.; Deyu, K.; Rongshen, C. Influence of nano-SiO2 addition on properties of hardened cement paste as compared with silica fume. Constr. Build. Mater. 2007, 21, 539–545. [Google Scholar] [CrossRef]
- Lloyd, N.; Rangan, V. Geopolymer concrete with fly ash. In Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies, Ancone, Italy, 28–30 June 2010; UWM Center for By-Products Utilization: Milwaukee, WI, USA, 2010; pp. 1493–1504. [Google Scholar]
- Rovnaník, P. Effect of curing temperature on the development of hard structure of metakaolin-based geopolymer. Constr. Build. Mater. 2010, 24, 1176–1183. [Google Scholar] [CrossRef]
- Noushini, A.; Castel, A. The effect of heat-curing on transport properties of low-calcium fly ash-based geopolymer concrete. Constr. Build. Mater. 2016, 112, 464–477. [Google Scholar] [CrossRef]
- Junaid, M.T.; Kayali, O.; Khennane, A.; Black, J. A mix design procedure for low calcium alkali activated fly ash-based concretes. Constr. Build. Mater. 2015, 79, 301–310. [Google Scholar] [CrossRef]
- Rashad, A.M. A comprehensive overview about the influence of different admixtures and additives on the properties of alkali-activated fly ash. Mater. Des. 2014, 53, 1005–1025. [Google Scholar] [CrossRef]
- Puligilla, S.; Mondal, P. Role of slag in microstructural development and hardening of fly ash-slag geopolymer. Cem. Concr. Res. 2013, 43, 70–80. [Google Scholar] [CrossRef]
- Heniegal, A.M.A. Effect of Fine Quarry Waste on the Mechanical and Microstructures of Green Cement and Geopolymer Concrete. Elixir Int. J. 2016, 29, 42005–42014. [Google Scholar]
- Reza, S.M.S. Experimental Studies of Strength and Cost Analysis of Mortar Using Bagasse Waste Obtained from Sugarcane Factory of Bangladesh. J. Environ. Treat. Tech. 2019, 7, 300–305. [Google Scholar]
- Dehwah, H.A.F. Corrosion resistance of self-compacting concrete incorporating quarry dust powder, silica fume and fly ash. Constr. Build. Mater. 2012, 37, 277–282. [Google Scholar] [CrossRef]
- Felekoğlu, B.; Tosun, K.; Baradan, B.; Altun, A.; Uyulgan, B. The effect of fly ash and limestone fillers on the viscosity and compressive strength of self-compacting repair mortars. Cem. Concr. Res. 2006, 36, 1719–1726. [Google Scholar] [CrossRef]
- Meisuh, B.K.; Kankam, C.K.; Buabin, T.K. Effect of quarry rock dust on the flexural strength of concrete. Case Stud. Constr. Mater. 2018, 8, 16–22. [Google Scholar] [CrossRef]
- Ilangovana, R.; Mahendrana, N.; Nagamanib, K. Strength and durability properties of concrete containing quarry rock dust as fine aggregate. ARPN J. Eng. Appl. Sci. 2008, 3, 20–26. [Google Scholar]
- Ortega-Zavala, D.E.; Santana-Carrillo, J.L.; Burciaga-Díaz, O.; Escalante-García, J.I. An initial study on alkali activated limestone binders. Cem. Concr. Res. 2019, 120, 267–278. [Google Scholar] [CrossRef]
- Hake, S.L.; Damgir, R.M.; Patankar, S.V. Temperature effect on lime powder-added geopolymer concrete. Adv. Civ. Eng. 2018, 2018, 6519754. [Google Scholar] [CrossRef] [Green Version]
- Saavedra, W.G.V.; de Gutiérrez, R.M. Performance of geopolymer concrete composed of fly ash after exposure to elevated temperatures. Constr. Build. Mater. 2017, 154, 229–235. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Mirza, J.; Tahir, M.M.; Asaad, M.A.; Ismail, M.; Shah, K.W. Waste ceramic powder incorporated alkali activated mortars exposed to elevated Temperatures: Performance evaluation. Constr. Build. Mater. 2018, 187, 307–317. [Google Scholar] [CrossRef]
- ASTM. Standard Specification for Slag Cement for Use in Concrete and Mortars; ASTM: Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM Committee C-09 on Concrete and Concrete Aggregates. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM: Conshohocken, PA, USA, 2013. [Google Scholar]
- Al-Majidi, M.H.; Lampropoulos, A.; Cundy, A.; Meikle, S. Development of geopolymer mortar under ambient temperature for in situ applications. Constr. Build. Mater. 2016, 120, 198–211. [Google Scholar] [CrossRef] [Green Version]
- ASTM Committee. Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; 136-06 (2006); ASTM: Conshohocken, PA, USA, 2006. [Google Scholar]
- ASTM Committee C43. Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM: Conshohocken, PA, USA, 2012. [Google Scholar]
- British Standard. Testing Hardened Concrete. Making and Curing Specimens for Strength Tests; 12390-2, 2009; British Standard: London, UK, 2009; pp. 1–12. [Google Scholar]
- ASTM Committee. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; C496/C496M-11; ASTM: Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM Committee. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading); ASTM: Conshohocken, PA, USA.
- ASTM International. E119-20 Standard Test Methods for Fire Tests of Building Construction and Materials; ASTM: Conshohocken, PA, USA, 2020. [Google Scholar]
- Kozub, B.; Bazan, P.; Mierzwiński, D.; Korniejenko, K. Fly-Ash-Based Geopolymers Reinforced by Melamine Fibers. Materials 2021, 14, 400. [Google Scholar] [CrossRef] [PubMed]
- Temuujin, J.V.; Van Riessen, A.; Williams, R. Influence of calcium compounds on the mechanical properties of fly ash geopolymer pastes. J. Hazard. Mater. 2009, 167, 82–88. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.K.W.; Van Deventer, J.S.J. The effect of ionic contaminants on the early-age properties of alkali-activated fly ash-based cements. Cem. Concr. Res. 2002, 32, 577–584. [Google Scholar] [CrossRef]
- Temuujin, J.; Van Riessen, A. Effect of fly ash preliminary calcination on the properties of geopolymer. J. Hazard. Mater. 2009, 164, 634–639. [Google Scholar] [CrossRef]
- Dutta, D.; Ghosh, S. Effect of lime stone dust on geopolymerisation and geopolymeric structure. IJETAE 2012, 2, 50–57. [Google Scholar]
- Zhang, H.Y.; Kodur, V.; Wu, B.; Cao, L.; Wang, F. Thermal behavior and mechanical properties of geopolymer mortar after exposure to elevated temperatures. Constr. Build. Mater. 2016, 109, 17–24. [Google Scholar] [CrossRef]
- Kaosol, T. Reuse water treatment sludge for hollow concrete block manufacture. Energy Res. J. 2010, 1, 131–134. [Google Scholar] [CrossRef] [Green Version]
- Ibraheem, M.; Butt, F. Fresh and Mechanical Properties of Ambient Cured Ternary Blended Geopolymer Concrete Reinforced with Steel Fibers. In Proceedings of the 2nd Conference on Sustainability in Civil Engineering, Jamshoro, Pakistan, 5–7 December 2019. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Publishing: New York, NY, USA, 2006. [Google Scholar]
- Rao, K.B.; Desai, V.B.; Mohan, D.J. Experimental investigations on mode II fracture of concrete with crushed granite stone fine aggregate replacing sand. Mater. Res. 2012, 15, 41–50. [Google Scholar] [CrossRef] [Green Version]
- Bakri, A.; Mustafa, A.M.; Norazian, M.N.; Mohamed, M.; Kamarudin, H.; Ruzaidi, C.M.; Liyana, J. Strength of concrete with ceramic waste and quarry dust as aggregates. Appl. Mech. Mater. 2013, 421, 390–394. [Google Scholar] [CrossRef]
- Luhar, S.; Nicolaides, D.; Luhar, I. Fire Resistance Behaviour of Geopolymer Concrete: An Overview. Buildings 2021, 11, 82. [Google Scholar] [CrossRef]
- Le, V.S.; Louda, P.; Tran, H.N.; Nguyen, P.D.; Bakalova, T.; Ewa Buczkowska, K.; Dufkova, I. Study on Temperature-Dependent Properties and Fire Resistance of Metakaolin-Based Geopolymer Foams. Polymers 2020, 12, 2994. [Google Scholar] [CrossRef]
- Chithambaram, S.J.; Kumar, S.; Prasad, M. Thermo-mechanical characteristics of geopolymer mortar. Constr. Build. Mater. 2019, 213, 100–108. [Google Scholar] [CrossRef]
- Yang, Z.; Mocadlo, R.; Zhao, M.; Sisson Jr, R.D.; Tao, M.; Liang, J. Preparation of a geopolymer from red mud slurry and class F fly ash and its behavior at elevated temperatures. Constr. Build. Mater. 2019, 221, 308–317. [Google Scholar] [CrossRef]
- Hussin, M.; Bhutta, M.; Azreen, M.; Ramadhansyah, P.; Mirza, J. Performance of blended ash geopolymer concrete at elevated temperatures. Mater. Struct. 2015, 48, 709–720. [Google Scholar] [CrossRef]
- Adetayo, O.A.; Dahunsi, B.I.O. Charring Rate Characteristics of Some Selected Southern Nigeria Structural Wood Species Based on Their Fire Resistance Ability. Acta Tech. Corviniensis Bull. Eng. 2018, 11, 91–96. [Google Scholar]
- Ismail, M.; Ismail, M.E.; Muhammad, B. Influence of elevated temperatures on physical and compressive strength properties of concrete containing palm oil fuel ash. Constr. Build. Mater. 2011, 25, 2358–2364. [Google Scholar] [CrossRef]
- Roviello, G.; Ricciotti, L.; Ferone, C.; Colangelo, F.; Tarallo, O. Fire resistant melamine based organic-geopolymer hybrid composites. Cem. Concr. Compos. 2015, 59, 89–99. [Google Scholar] [CrossRef]
- Waqas, R.M.; Butt, F.; Zhu, X.; Jiang, T.; Tufail, R.F. A Comprehensive Study on the Factors Affecting the Workability and Mechanical Properties of Ambient Cured Fly Ash and Slag Based Geopolymer Concrete. Appl. Sci. 2021, 11, 8722. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | QRD (%) | SG (%) | FA (%) |
|---|---|---|---|
| SiO2 | 9.35 | 34.38 | 58.32 |
| Al2O3 | 1.64 | 12.98 | 29.5 |
| Fe2O3 | 1.03 | 1.29 | 1.13 |
| CaO | 47.13 | 37.33 | 1.57 |
| MgO | 1.25 | 5.59 | 0.50 |
| K2O | 0.20 | 0.82 | - |
| Na2O | - | 0.29 | 0.35 |
| SO3 | 0.08 | 0.23 | 4 |
| SiO2/Al2O3 | 5.70 | 2.64 | 2.03 |
| LOI (loss on ignition) | 38.65 | 4.31 | 5.17 |
| Chemical Characteristics | Results (%) | Physical Characteristics | Results |
|---|---|---|---|
| CaO | 64.2 | Specific surface | 322 m2/kg |
| SiO2 | 22.0 | Consistency | 30% |
| Al2O3 | 5.50 | Initial setting time | 1 h:42 min |
| Fe2O3 | 3.50 | Final setting time | 3 h:55 min |
| SO3 | 2.90 | Specific gravity | 3.5 |
| MgO | 2.50 | Soundness | No soundness |
| K2O | 1.00 | Colour | Grey |
| Na2O | 0.20 | ||
| LOI | 0.64 |
| Property | Sand | CA |
|---|---|---|
| Bulk Density (kg/m3) | 1624 | 1547 |
| Saturated Surface dry water absorption (%) | 1.25 | 0.80 |
| 10% fine value (KN) | - | 157 |
| Specific gravity | 2.74 | 2.68 |
| Maximum aggregate size (mm) | 4.75 | 20 |
| Minimum aggregate size (mm) | - | 10 |
| Compound | Quantity |
|---|---|
| Na2O | 8.93% |
| SiO2 | 29.8% |
| Water | 61.78% |
| Density | 1400 kg/m3 |
| Group No. | Group ID | Mixture Proportions | Concrete Mixture Quantity (kg/m3) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Binder | AAL/B Ratio | W/C Ratio | Molarity of SH M | SS/SH Ratio | B | C | FA | SG | QRD | SH | SS | S | CA 10 mm | CA 20 mm | SP | Water | |||||
| C % | FA % | SG % | QRD % | ||||||||||||||||||
| 1 | OPC | 100 | - | - | - | - | 0.35 | - | - | 400 | 400 | - | - | - | - | - | 680 | 751 | 340 | 10 | 140 |
| 2 | GPC-A | - | 50 | 50 | 0 | 0.5 | - | 12 | 1.5 | 400 | - | 200 | 200 | 0 | 80 | 120 | 680 | 751 | 340 | 10 | 35 |
| 3 | GPC-B | - | 50 | 45 | 5 | 0.5 | - | 12 | 1.5 | 400 | - | 200 | 180 | 20 | 80 | 120 | 680 | 751 | 340 | 12 | 35 |
| 4 | GPC-C | - | 50 | 40 | 10 | 0.5 | - | 12 | 1.5 | 400 | - | 200 | 160 | 40 | 80 | 120 | 680 | 751 | 340 | 14 | 35 |
| 5 | GPC-D | - | 50 | 35 | 15 | 0.5 | - | 12 | 1.5 | 400 | - | 200 | 140 | 60 | 80 | 120 | 680 | 751 | 340 | 14.5 | 35 |
| 6 | GPC-E | - | 50 | 30 | 20 | 0.5 | - | 12 | 1.5 | 400 | - | 200 | 120 | 80 | 80 | 120 | 680 | 751 | 340 | 14.5 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussain, K.; Butt, F.; Alwetaishi, M.; Waqas, R.M.; Aslam, F.; Ibraheem, M.; Xulong, Z.; Ahmad, N.; Tufail, R.F.; Musarat, M.A.; et al. Effect of Quarry Rock Dust as a Binder on the Properties of Fly Ash and Slag-Based Geopolymer Concrete Exposed to Ambient and Elevated Temperatures. Appl. Sci. 2021, 11, 9192. https://doi.org/10.3390/app11199192
Hussain K, Butt F, Alwetaishi M, Waqas RM, Aslam F, Ibraheem M, Xulong Z, Ahmad N, Tufail RF, Musarat MA, et al. Effect of Quarry Rock Dust as a Binder on the Properties of Fly Ash and Slag-Based Geopolymer Concrete Exposed to Ambient and Elevated Temperatures. Applied Sciences. 2021; 11(19):9192. https://doi.org/10.3390/app11199192
Chicago/Turabian StyleHussain, Khadim, Faheem Butt, Mamdooh Alwetaishi, Rana Muhammad Waqas, Fahid Aslam, Muhammad Ibraheem, Zhu Xulong, Naveed Ahmad, Rana Faisal Tufail, Muhammad Ali Musarat, and et al. 2021. "Effect of Quarry Rock Dust as a Binder on the Properties of Fly Ash and Slag-Based Geopolymer Concrete Exposed to Ambient and Elevated Temperatures" Applied Sciences 11, no. 19: 9192. https://doi.org/10.3390/app11199192
APA StyleHussain, K., Butt, F., Alwetaishi, M., Waqas, R. M., Aslam, F., Ibraheem, M., Xulong, Z., Ahmad, N., Tufail, R. F., Musarat, M. A., & Hussein, E. E. (2021). Effect of Quarry Rock Dust as a Binder on the Properties of Fly Ash and Slag-Based Geopolymer Concrete Exposed to Ambient and Elevated Temperatures. Applied Sciences, 11(19), 9192. https://doi.org/10.3390/app11199192