2.1. Mechanical Design
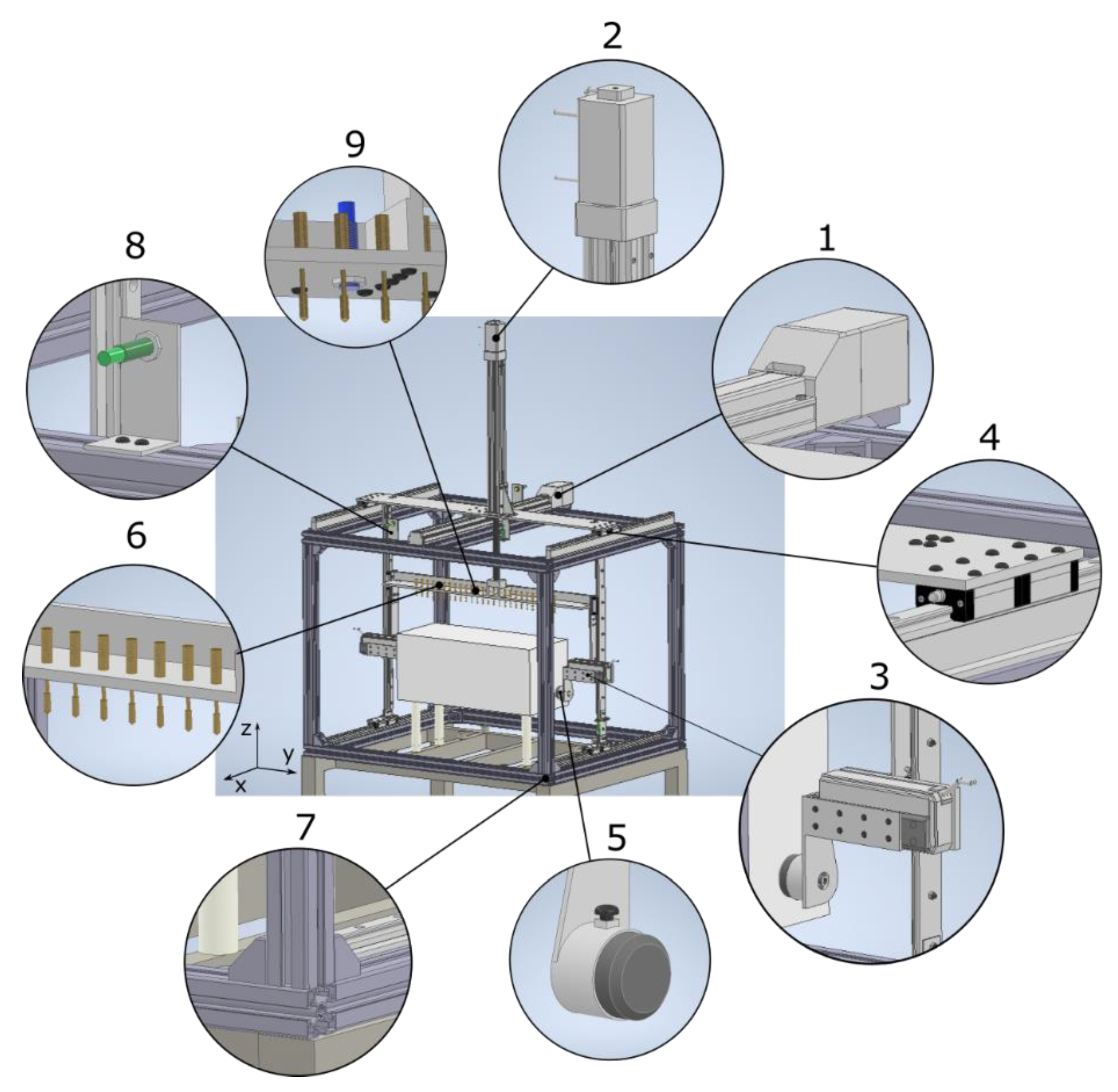
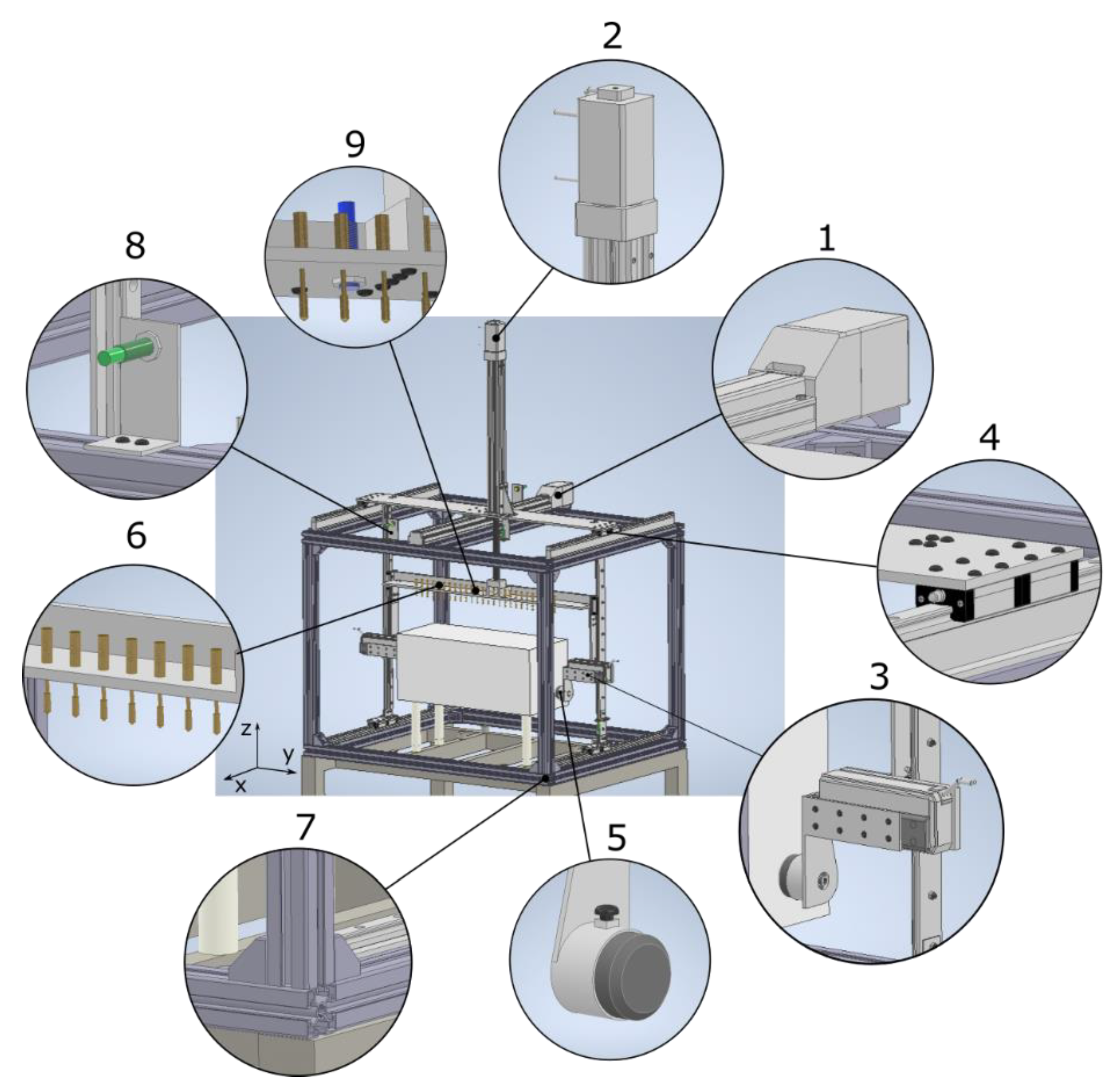
The proposed proof-of-concept machine has as its main design characteristics reliability, cost efficiency, modularity, and short-time measurements; it is shown in
Figure 4.
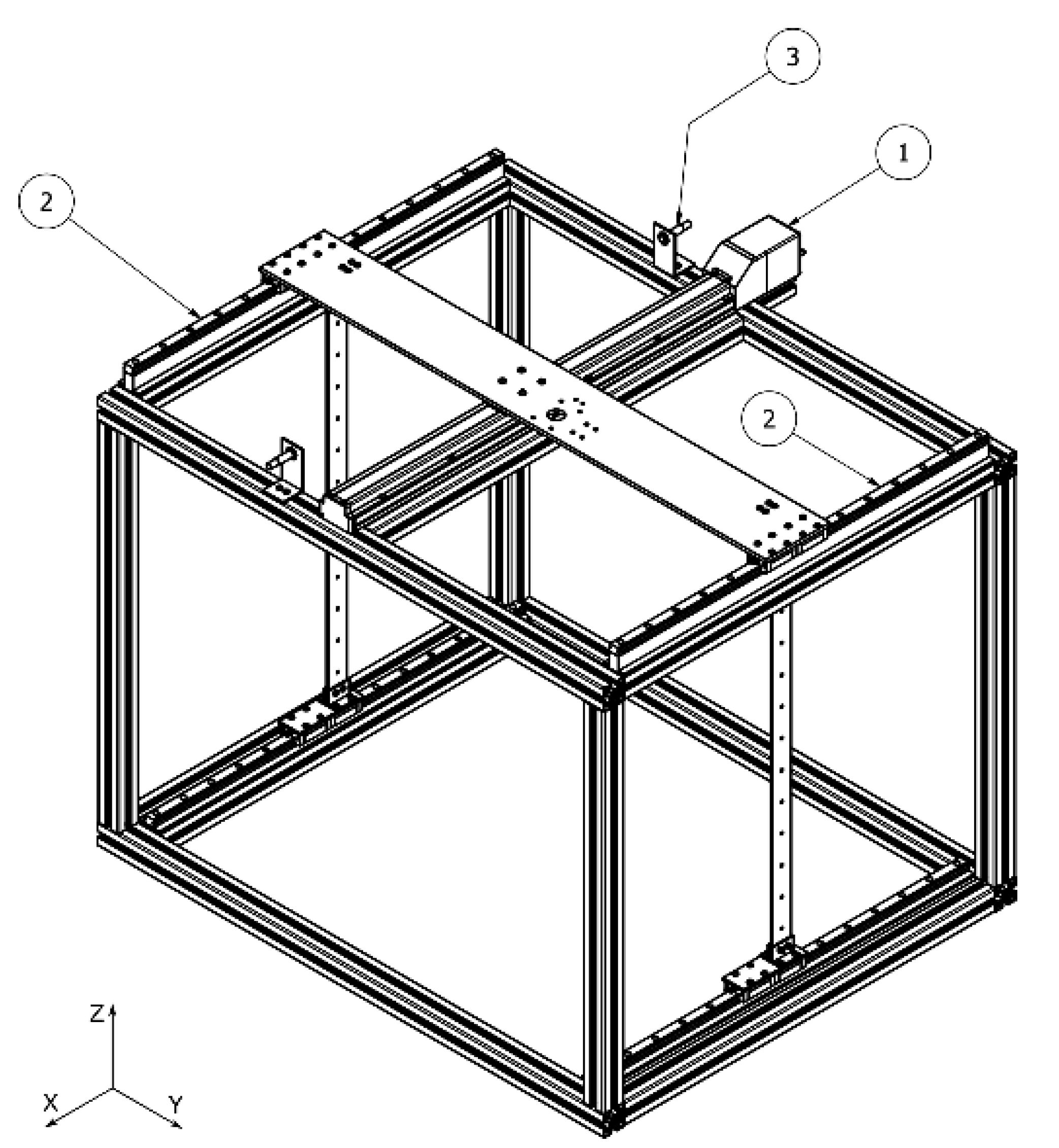
The machine consists basically of a 3D Cartesian robot that moves two sets of measurement electrodes (electrical and ultrasonic) along the X–Y–Z coordinates.
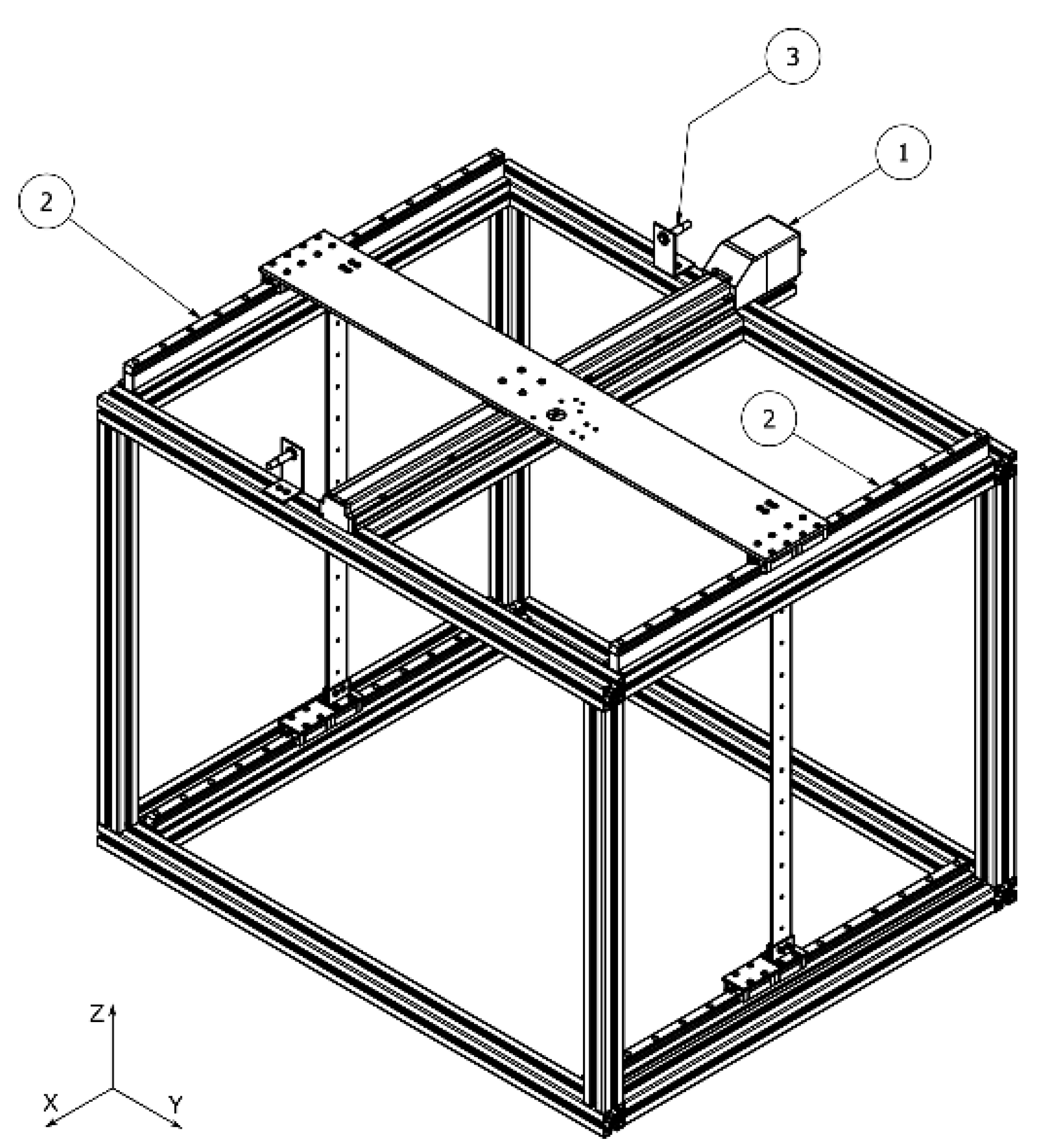
To ensure quick 3D movements of the electrodes, without undesirable vibrations, the moving system is assembled on a sturdy base with an outer structure.
The
X-axis is performed by an electric linear actuator, SMC LEFS32A-700 R5CP18, [
11], with a high-precision ball screw and a moving car, reaching a positioning precision of 0.02 mm.
Figure 5 shows a detailed view of the X-DOF.
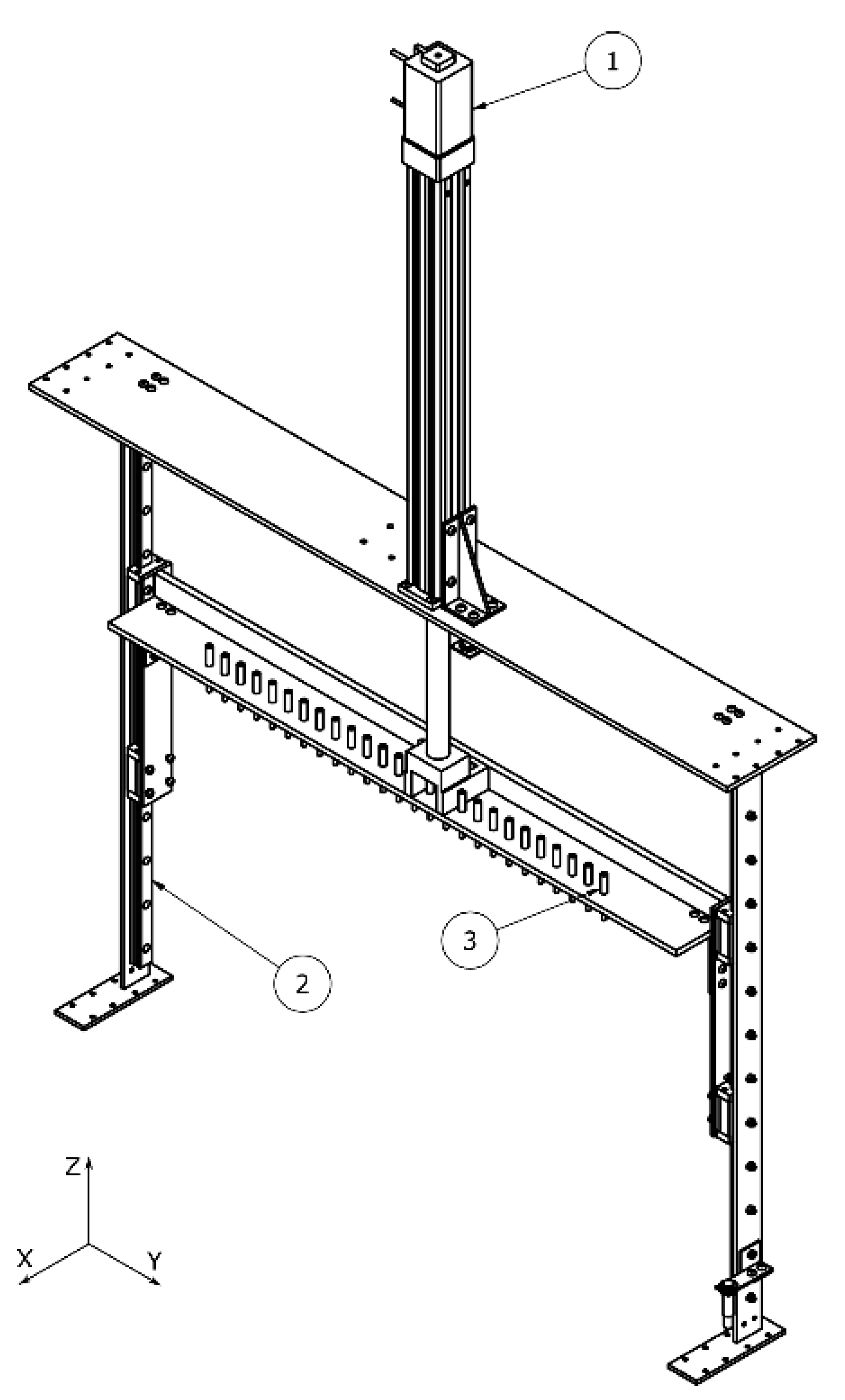
The
Z-axis is performed by an electric linear rod actuator, SMC LEY32DB-450BF-R5CP18 [
12], with a positioning precision of 0.02 mm. To ensure total alignment, the actuator is constrained by two more vertical Misumi SX2RL28 linear bearing guides [
14]. To perform the fine search of the stone surface, along Z, an ultrasonic digital limit sensor Telemecanique XX512A1KAM8 [
17] is used.
Figure 6 shows a detailed view of the Z-DOF.
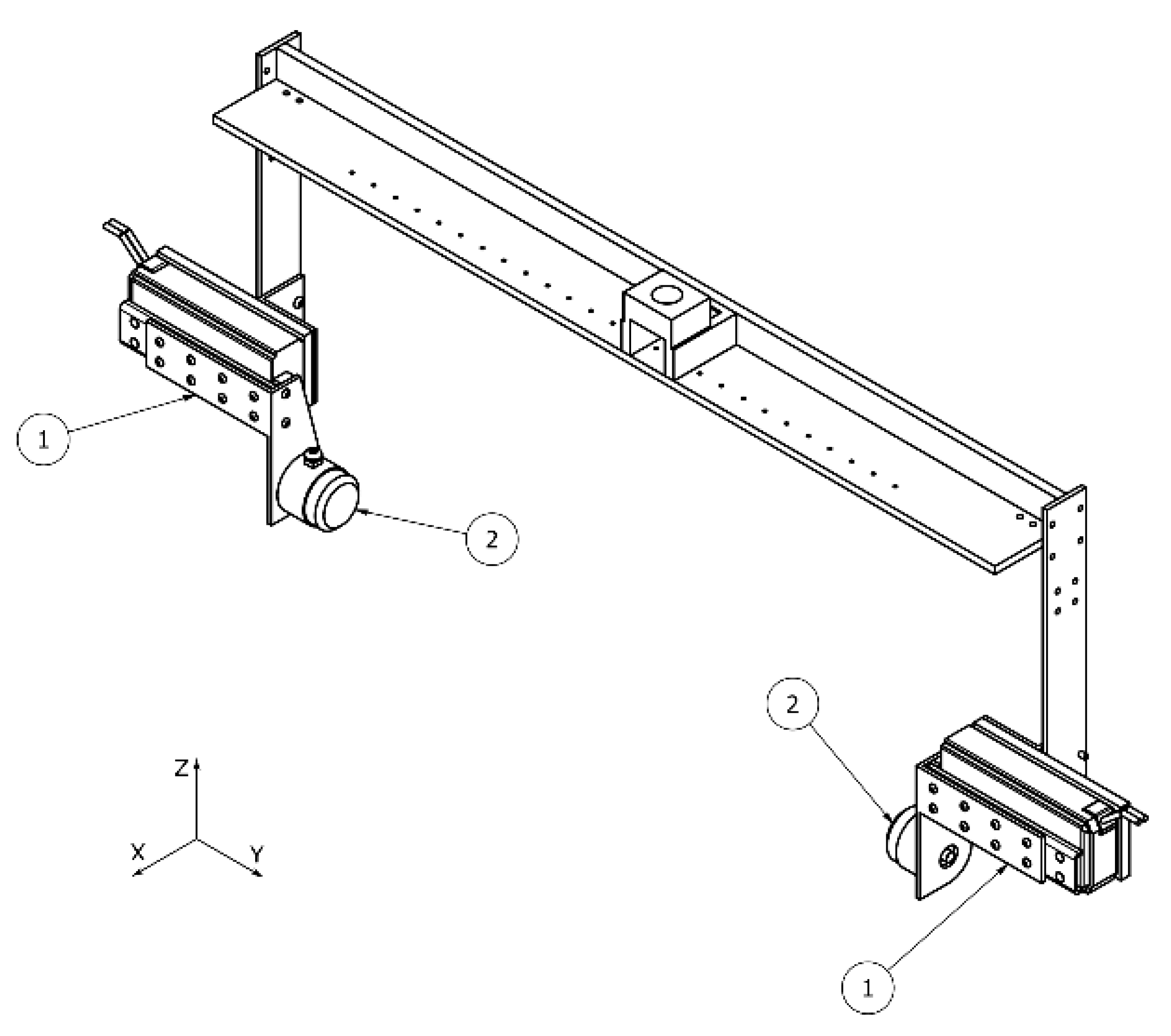
The
Y-axis moves the ultrasonic sensors and is implemented by a short linear electric actuator SMC LES16RJ-75S-R5CP18 [
14] and its symmetric SMC LES16LJ-75S-R5CP18 [
18]. They have a short motion range and can achieve a positioning precision of 0.05 mm, being ideal for making the ultrasonic transducers contact with the block and back away to avoid damage without interfering with the system.
Finally, four inductive digital limit sensors, Telemecanique XS612B2PAL01M12 [
16], are used to perform the home and to limit the linear actuators X and Z.
Figure 7 shows a detailed view of the Y-DOF.
2.2. Control Design
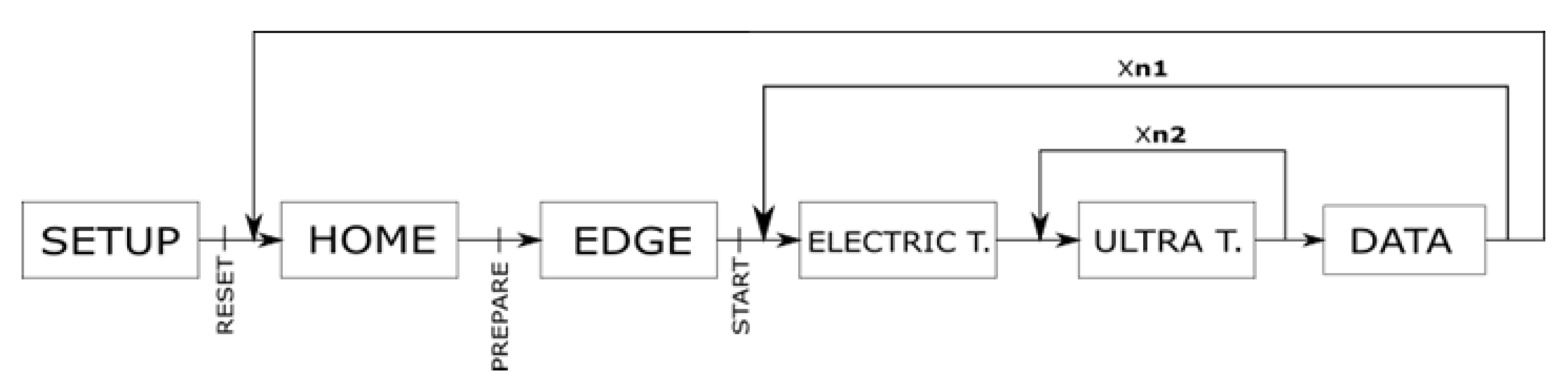
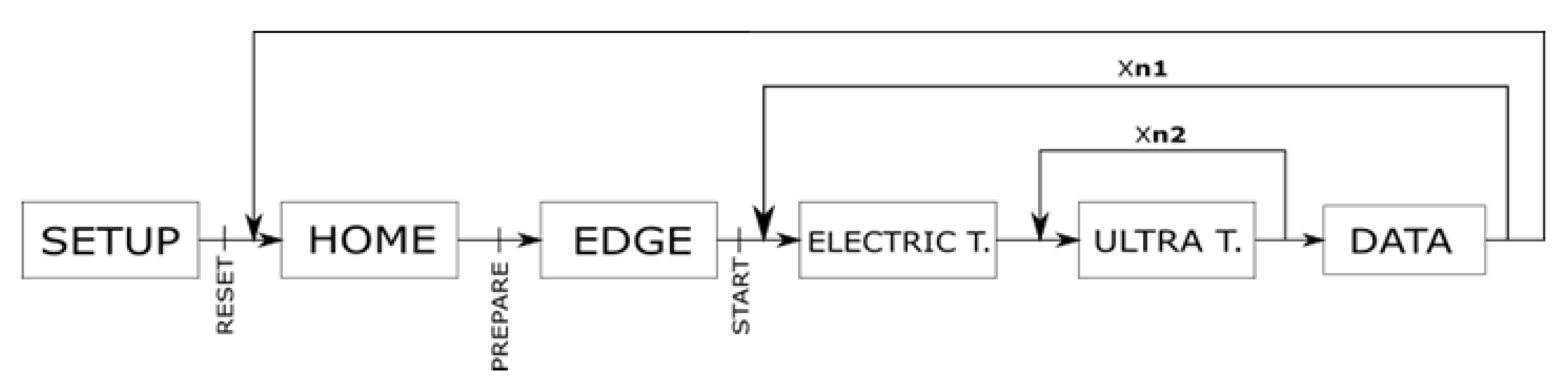
The main objective of the machine is to perform automatic electric and ultrasound tomographies. In the new developed prototype, the control is performed by two Programmable Logic Controllers (PLCs) that manage the machine operations, as briefly illustrated in the workflow presented in
Figure 8.
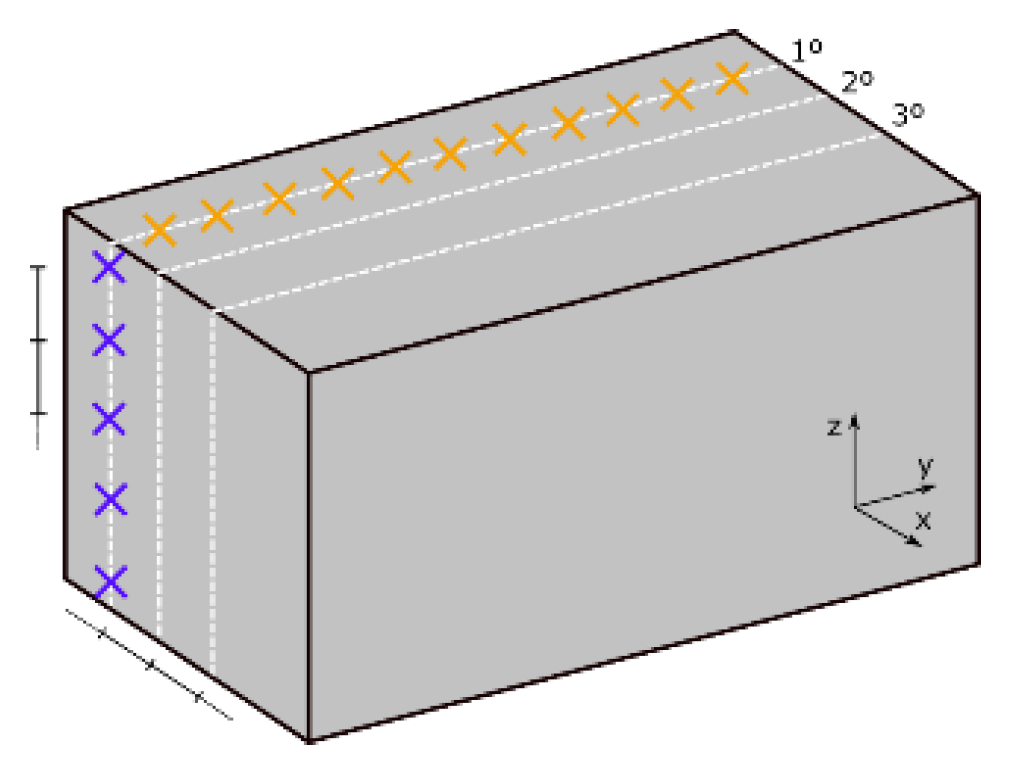
Recalling
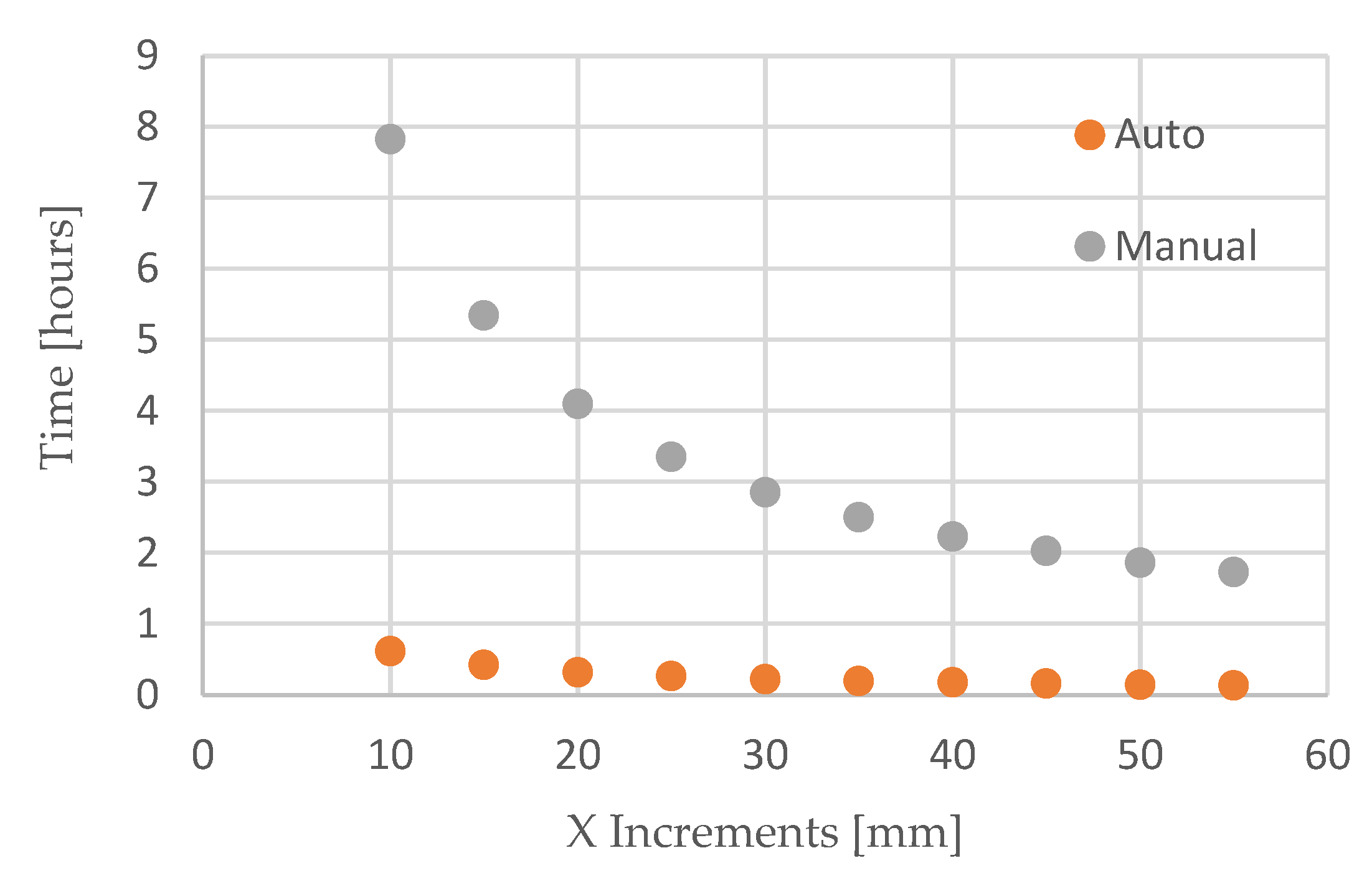
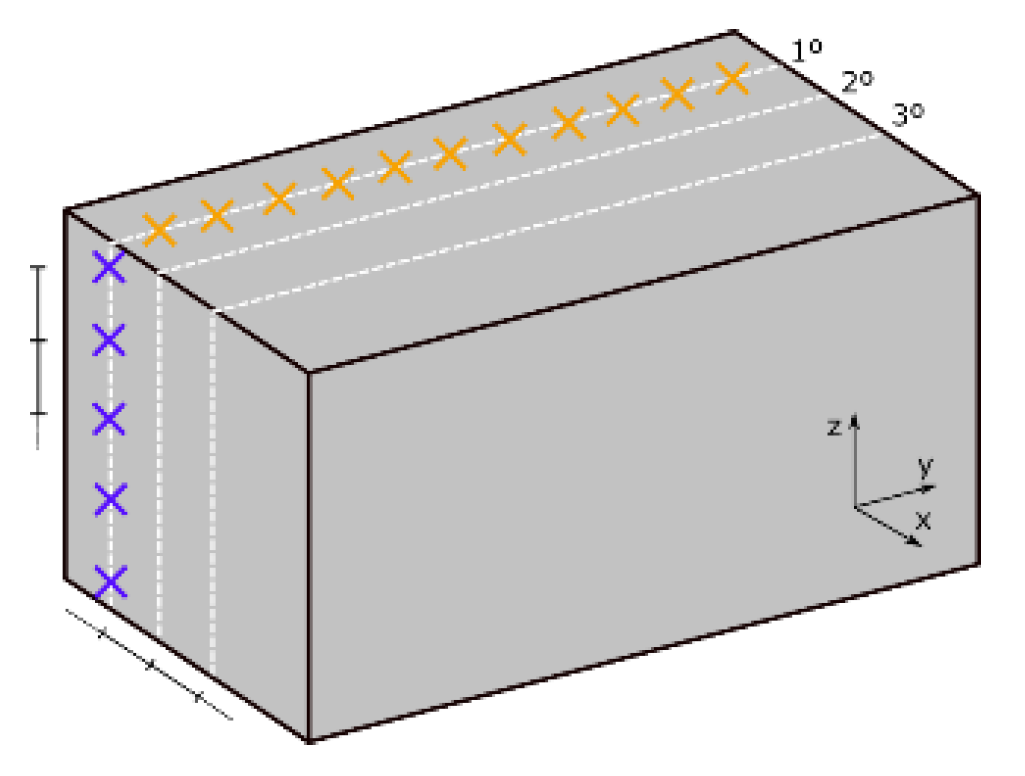
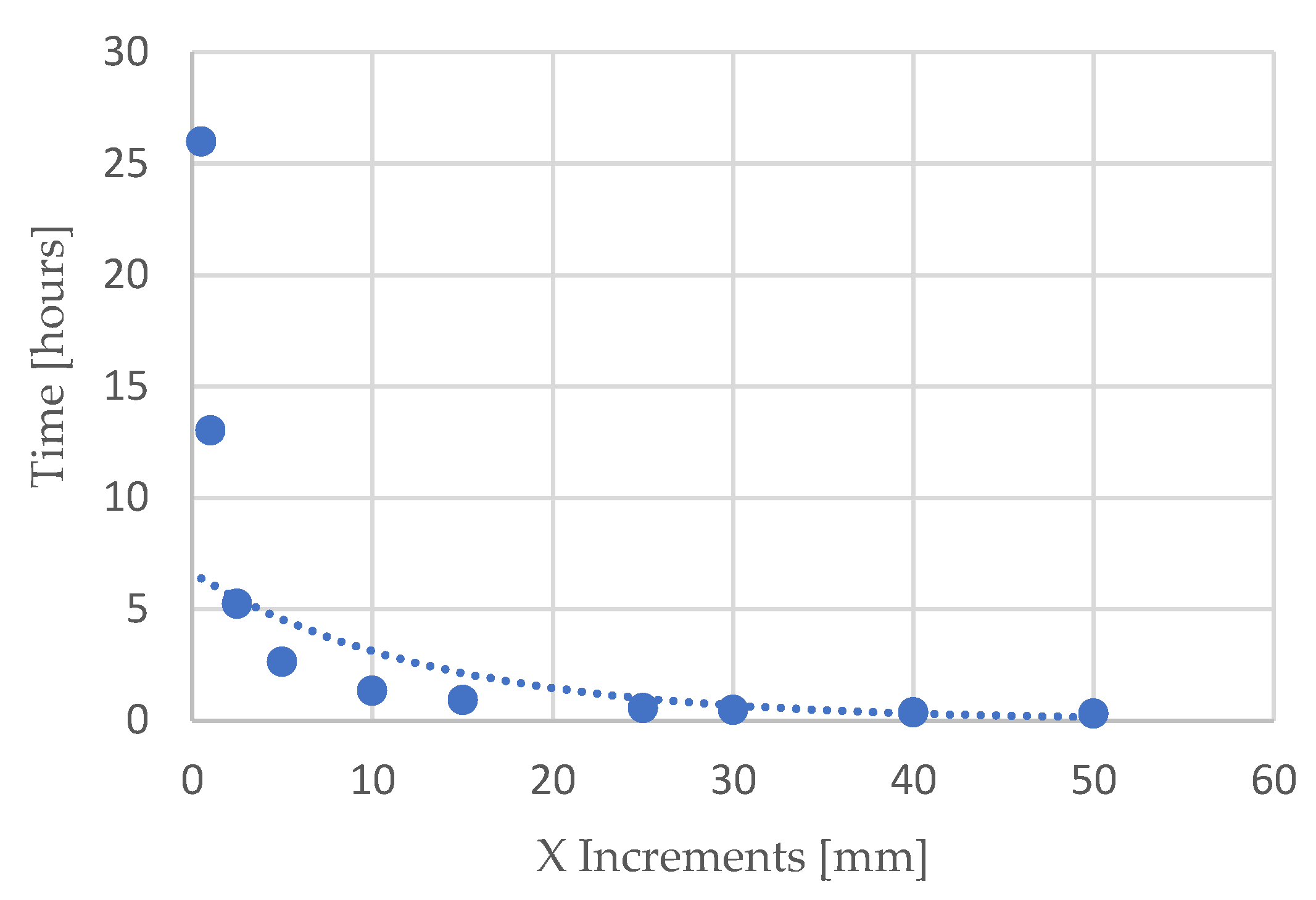
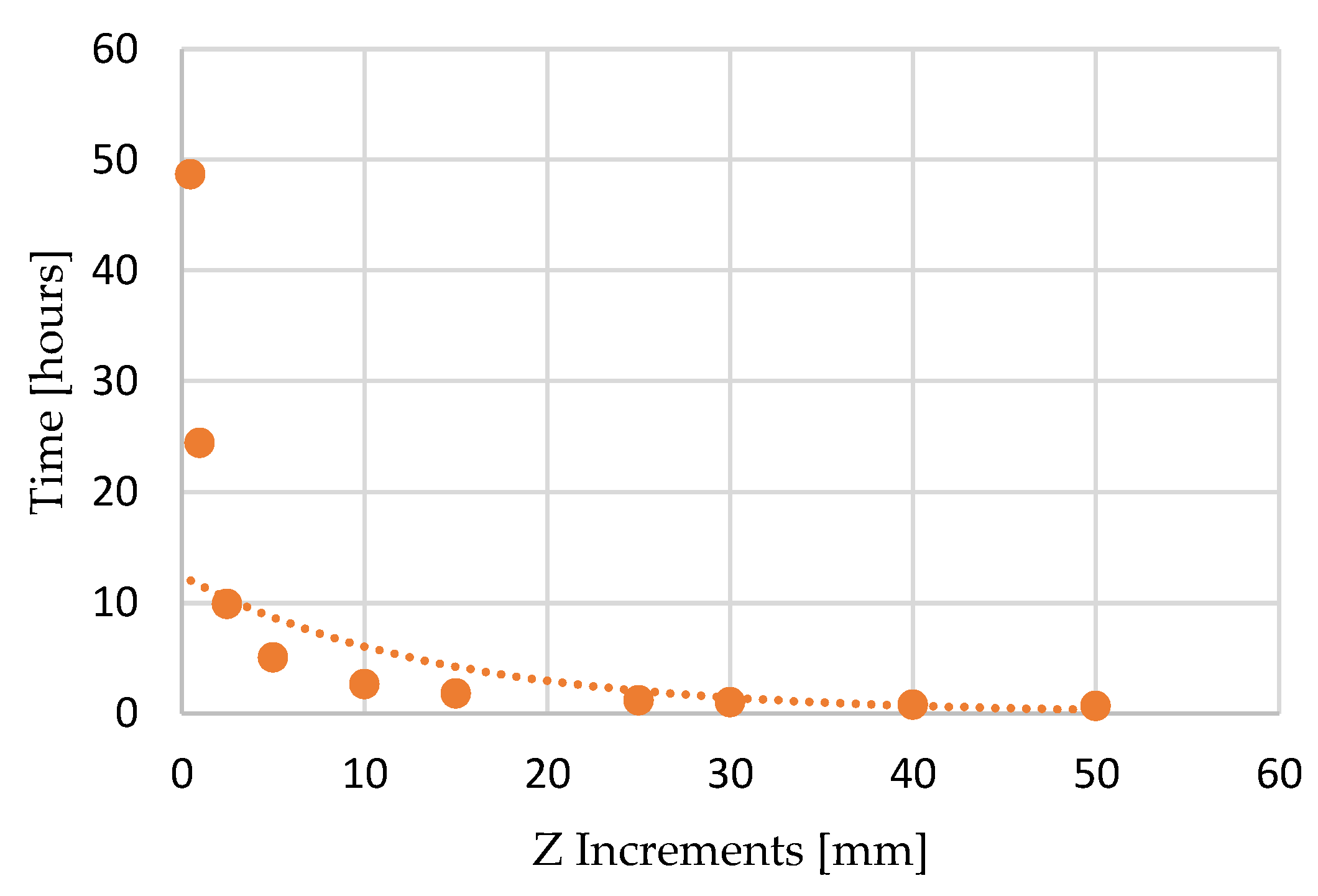
Figure 1, the stone block is divided in n
1 sections, with 5 mm increments, along the
X-axis. In each section, we perform an electric tomography, as well as n
2 ultrasonic tomographies with 10 mm increments, along the
Z-axis.
SETUP—This first procedure is meant to power-on and set up all the external devices that work with the PLC as well as to apply the appropriate compounds to the surfaces of the measuring devices, to guarantee suitable contact between the electrodes and the transducers with the sample surface. Being the only fully manual step, as it is just done once at the beginning of the measurements, it will not affect the overall system performance.
HOME—This automatic process returns the entire system to its original state, in which all the actuators are at their home positions and all the peripheral equipment is inactivated. This process is called every time the machine is turned on for the first time, every time a new reading is about to start, or when the system recovers from error or emergency states.
EDGE—This automatic process allows the machine to identify the edge of the stone block in order to establish a reference for the subsequent positioning of the measurement cycle.
ELECTRIC T.—In this automatic procedure, an electric tomography is performed. It is initiated by a PLC analog output that triggers the current supply (EUTRON ATR700SA 500V 1A [
19]), and the subsequent voltage potential in 12 electrode pairs is read and recorded in tags. This process is made once for each stone section.
ULTRA T.—In this automatic procedure, an ultrasonic tomography is performed. A SCADA system is used to allow the connection PLC—UPV testing equipment (Proceq Pundit Lab+ [
20]) with custom VBS functions (Visual Basic Scripts). This procedure triggers the ultrasonic pulse, reads the measurements, and records the data in tags. This process is performed several times (along the
Z-axis) in each stone section.
DATA SAVE—Due to the significant amount of data produced for an entire block measurement, a limited number of PLC tags were created to only store information temporarily, referring to one stone section. At the end of the section measurement, using a SCADA system with custom VBS functions, all the data are exported to a new entry line in a CSV file, and all the tags are reset.
Finally, still referring to
Figure 8, all functions must be called in the order they are shown in the flowchart (
Figure 8), except for the HOME function that is called whenever the RESET button is pressed. The EMERGENCY button suspends all processes, stopping the actuators and deactivating the external equipment.
Table 3 shows a detailed explanation of the individual actions contained in the above-described procedures.
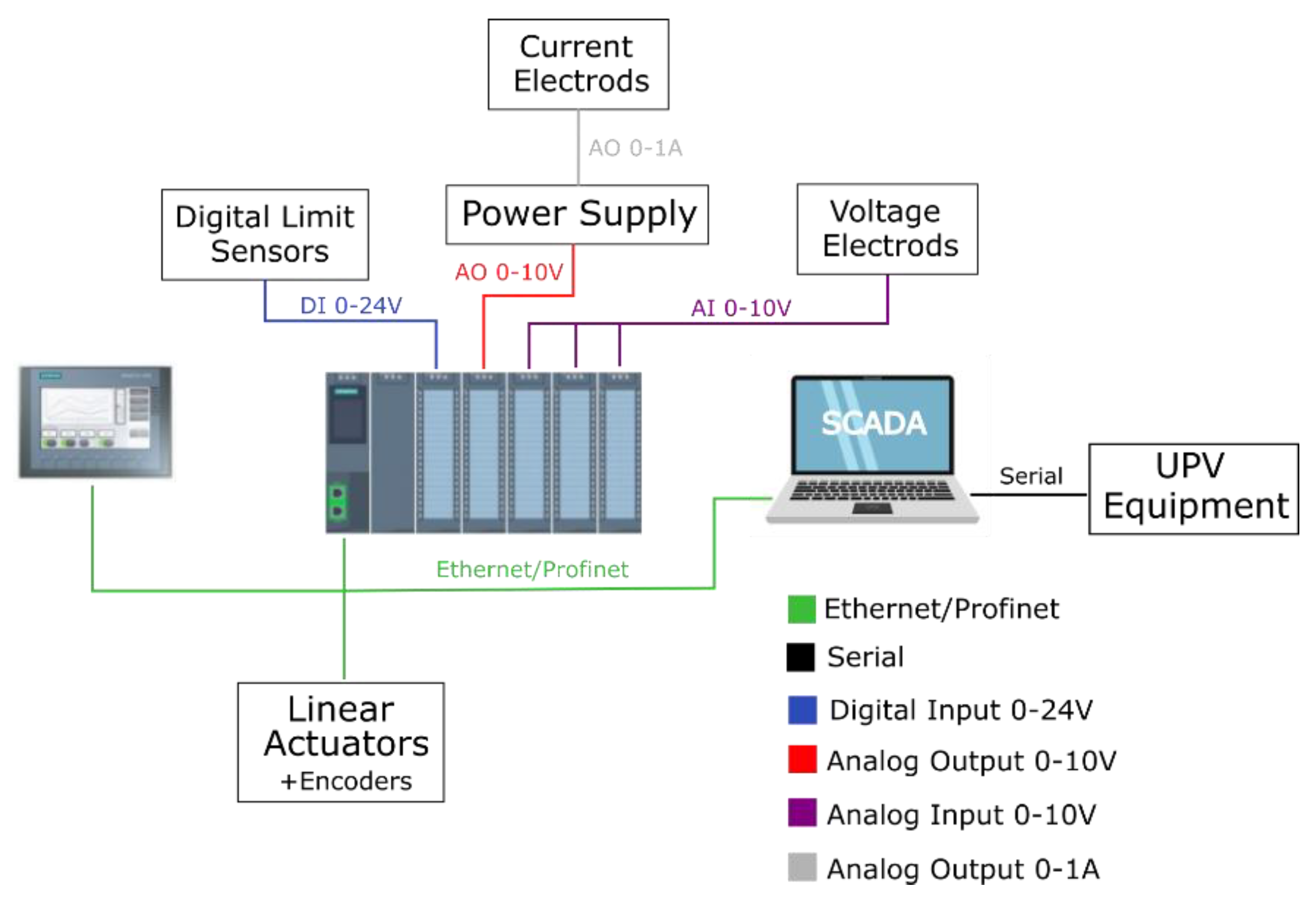
According to the actions stated on the machine workflow (
Table 3), the prototype hardware requirements can be defined.
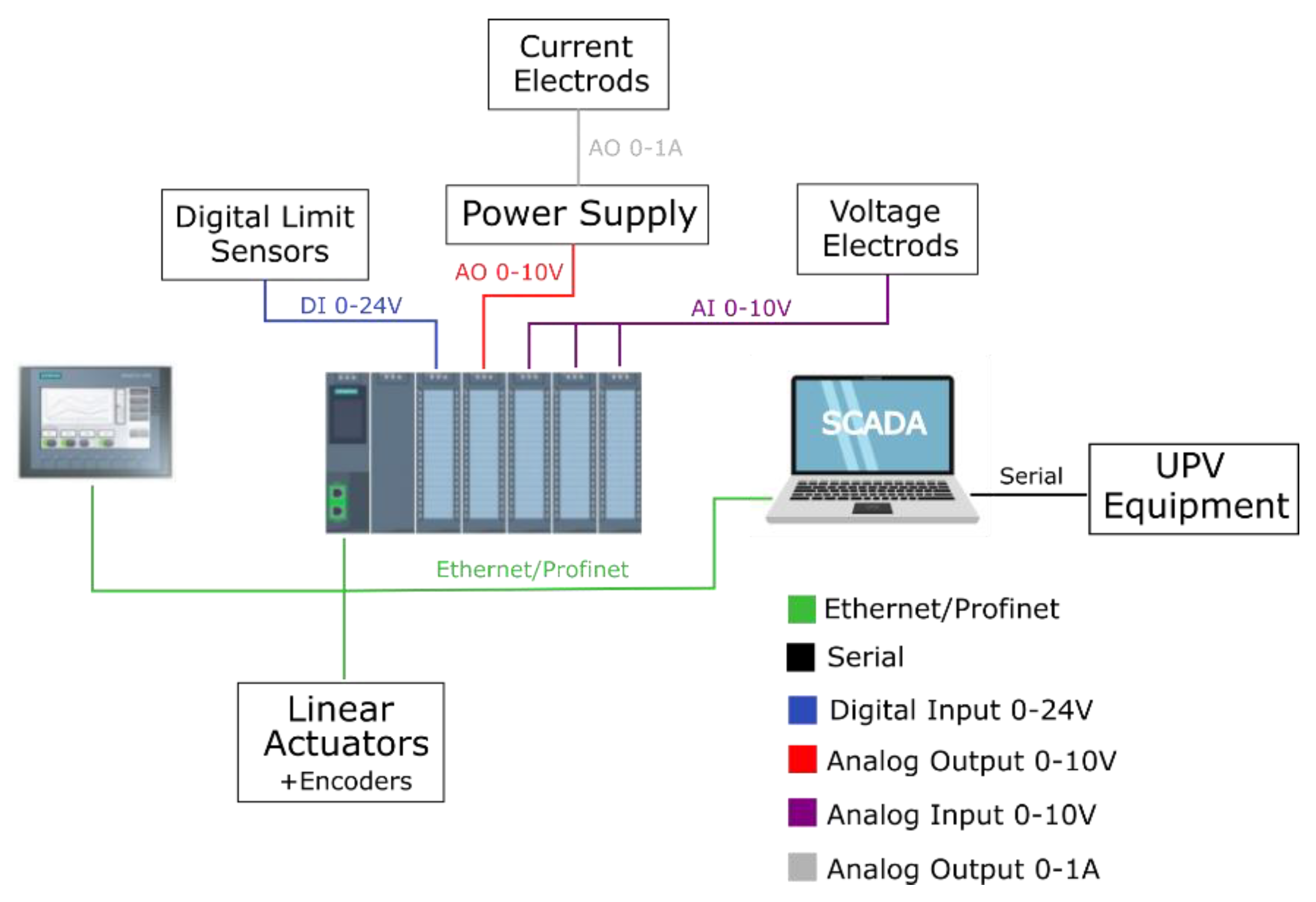
Figure 9 shows the prototype implementation (wiring diagram). Basically, three main controller components are selected: a PLC, an HMI, and a SCADA system.
2.4. Laboratorial Setup
To study the viability of the developed control strategy, a laboratorial setup was created to test the behavior of the electric actuators and the digital limit sensors subjected to the developed logic control cycles, as defined in
Section 2.2.
Figure 11 and
Figure 12 show the implemented laboratorial setup.
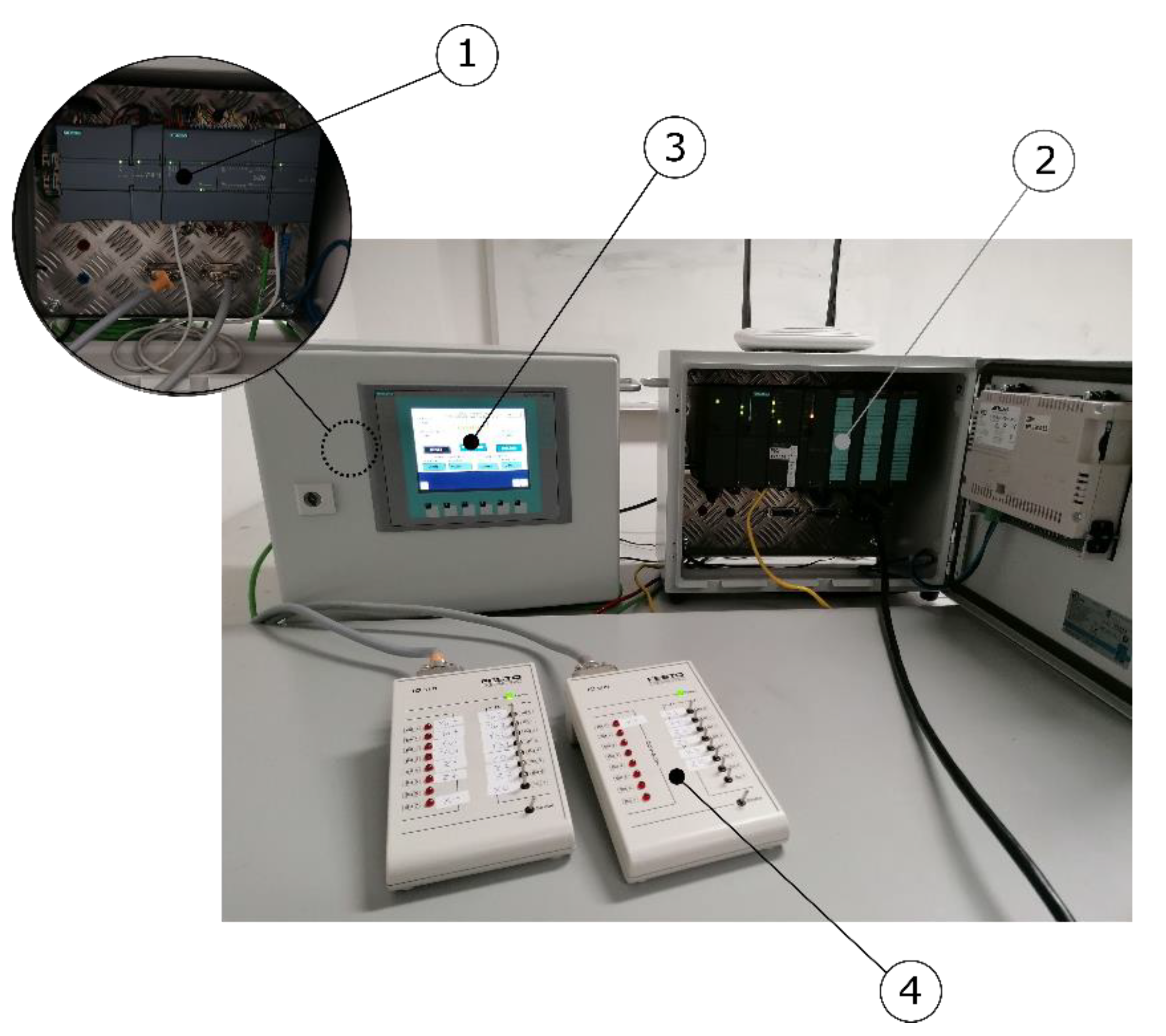
The laboratorial setup was implemented wih two Programable Logic Controllers (PLCs) working in tandem to simulate an industrial network. The main PLC is responsible for running the main tasks, and the other PLC runs the electric tomography.
Each actuator was simulated by using two digital bits, one for each movement direction, the electric tomography used two-input and two-output electrodes, as the objective of this prototype is testing its operational capacity (proof-of-concept setup).
The main PLC controller is the SIEMENS S7-1200 [
22] with the following components:
- -
CPU 1214C AC/DC/Rly (6ES7 214-1BG31-0XB0) [
23]
- -
14 digital inputs 0–24 V
- -
10 digital outputs 0–24 V
- -
2 analog inputs 0–10 V (10 bits)
- -
AQ1 signal board (6ES7 232-4HA30-0XB0) [
24]
- -
2 analog outputs 0–10 V (12 bits)
The secondary PLC controller is the SIEMENS S7-300 [
25] with the following components:
- -
PS 307 2A (6ES7 307-1BA01-0AA0) [
26]
- -
CPU 315-2 DP (6ES7 315-2AH14-0AB0) [
27]
- -
CP 343-1 Lean (6GK7 343-1CX10-0XE0) [
28]
- -
Industrial Ethernet Communication
- -
CP 342-5 (6GK7 342-5DA03-0XE0) [
29]
- -
DI 8/DO 8 × 24VDC/0.5 A (6ES7 323-1BH01-0AA0) [
30]
- -
8 digital inputs 0–24 V
- -
8 digital outputs 0–24 V
- -
AI 4/AO 2 × 8BIT (6ES7 334-0CE01-0AA0) [
31]
- -
4 analog input 0–10 V (8 bits)
- -
2 analog outputs 0–10 V (8 bits)
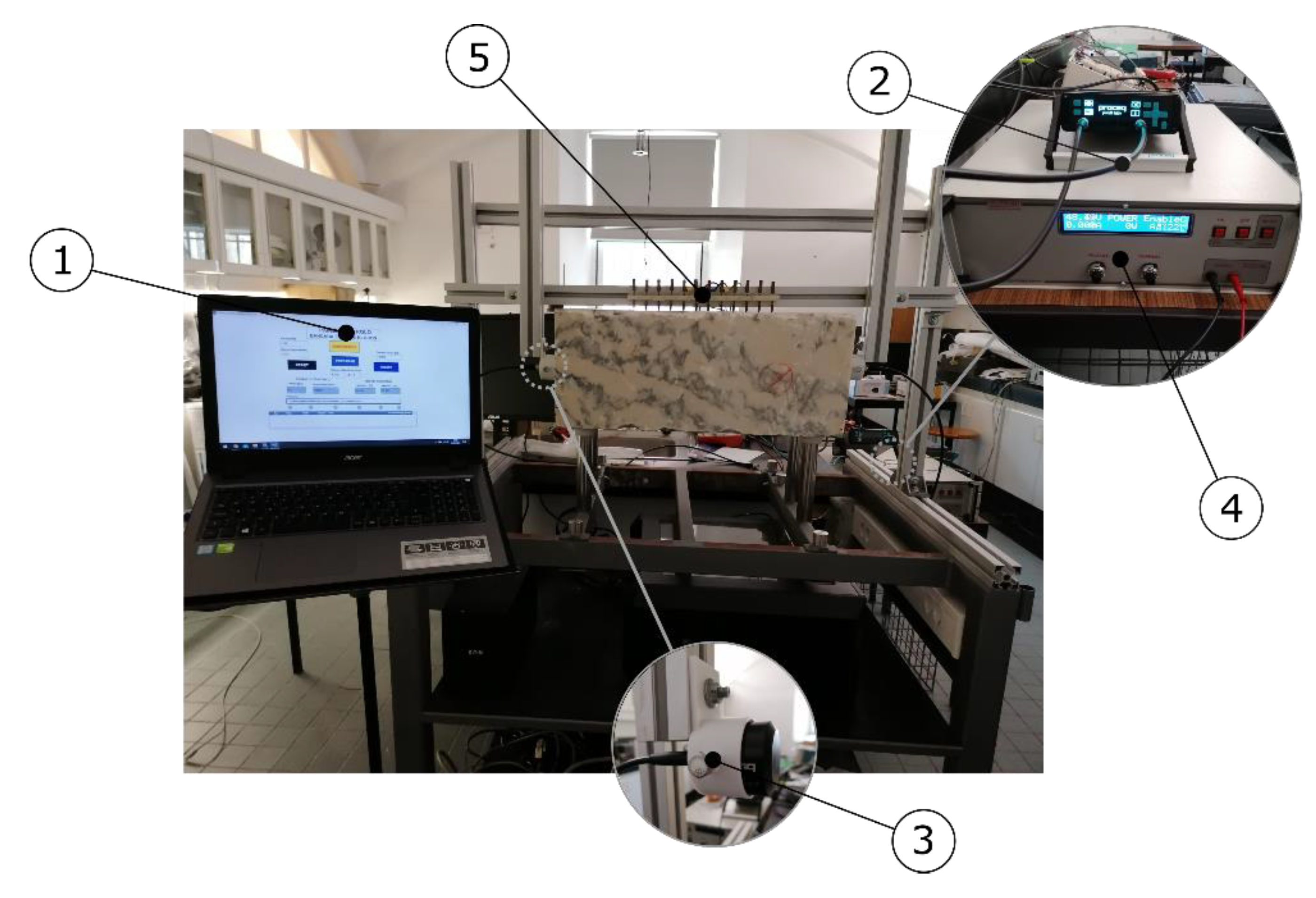
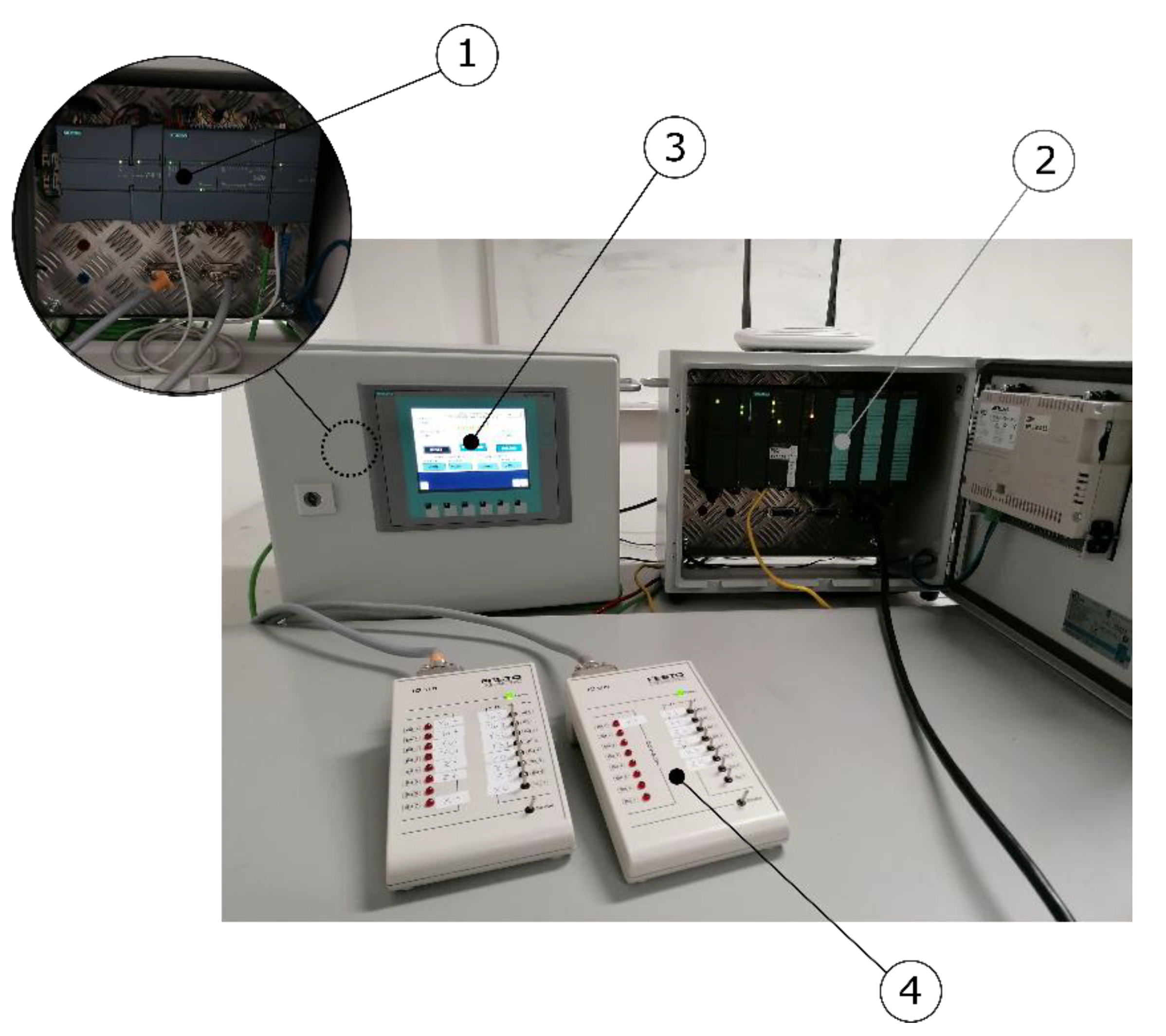
The SIEMENS KTP600 Basic Color PN (6AV6647-0AD11-3AX0) [
32] is used in the prototype as the Human–Machine Interface (HMI)–the (3) in
Figure 12.
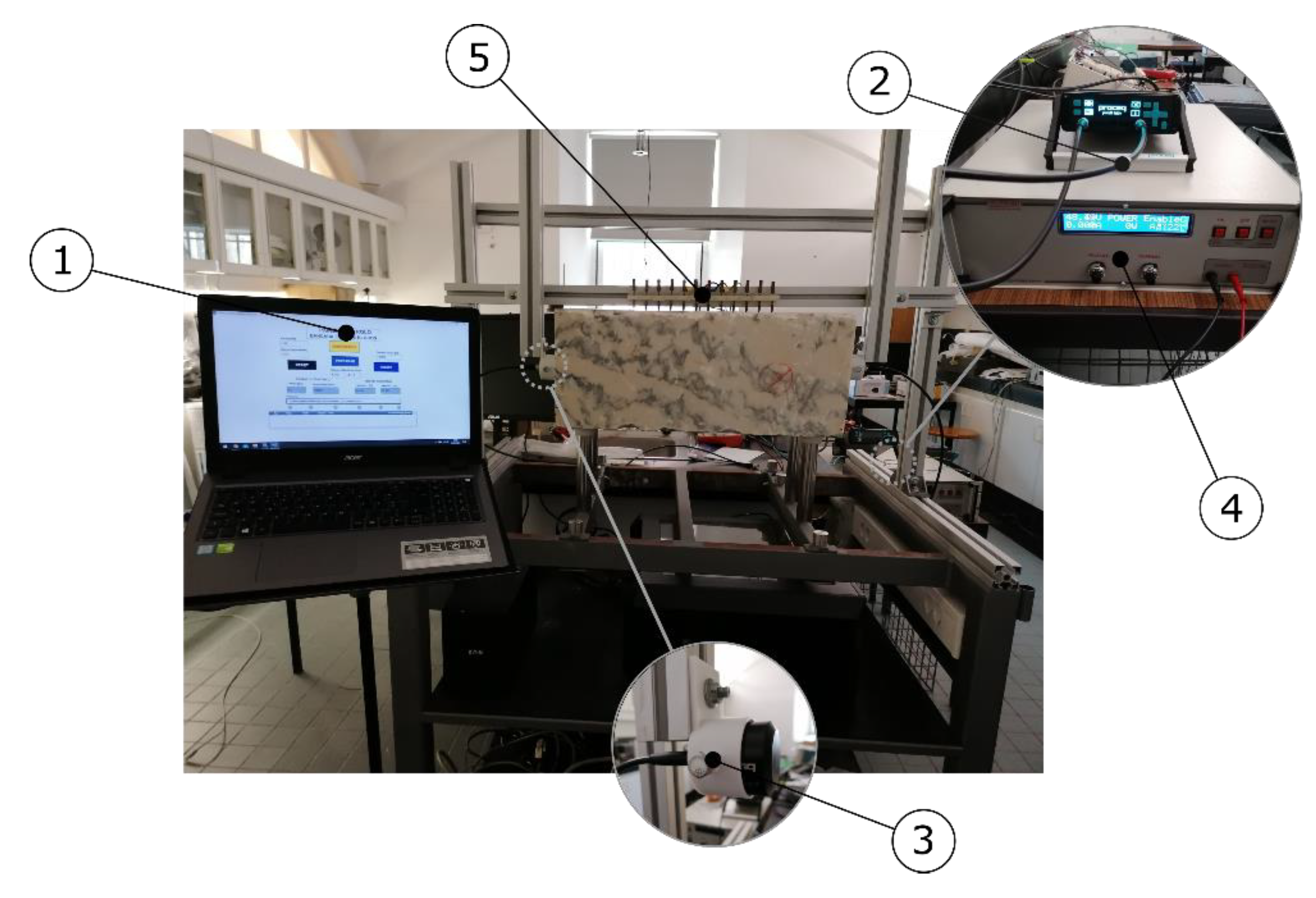
A SIEMENS WinCC Advanced SCADA system [
21] is integrated in the prototype–the (1) in
Figure 11-to fulfill three objectives: (i) online supervision and control of the entire machine; (ii) management of the communication between both PLCs—via VBS (Visual Basic Scripts); (iii) bridge the communication between the UPV test equipment and the main controller.
Ultrasonic tomography uses the Proceq Pundit Lab+ test equipment [
20]–the (2) in
Figure 11-and two ultrasonic 54 kHz transducers–the (3) in
Figure 11.
Finally, electric resistivity tomography uses the EUTRON ATR700SA [
19]–the (4) in
Figure 11—(4)) and test brass-electrodes with spring-contact tips to ensure effective electrical contact between testing surfaces–the (5) in
Figure 11.
2.4.1. VBS Functions—Integration PLC/Proceq Pundit Lab+
The UPV test equipment “Proceq Pundit Lab+” [
20], can be connected to a PC, via its COM port, using the serial communication with the following parameters:
- -
115,200 Baud Rate
- -
8 Data Bit
- -
1 Stop Bit
- -
No parity
This device has a communication protocol based on a series of hexadecimal commands in a pre-defined order.
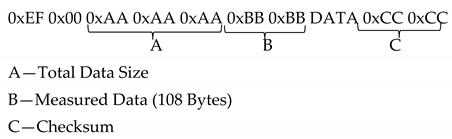
After each measurement, the equipment sends the resulting data as well as some extra information in a sequence of hexadecimal blocks [
20]. The measurement data are composed by 108 bytes added by seven more information bytes at the beginning and two more Checksum bytes at the end (assuming there is no sample curve); the equipment will send a total of 117 bytes.
Relevant information for this study is the following data [
20]: (i) propagation time (bytes 29 to 32); (ii) general absolute position (bytes 36 to 39); (iii) propagation velocity (bytes 37 to 40); and (iv) general absolute position (bytes 44 to 47).
The communication between the PLC and the Pundit equipment is assured by the SIEMENS WinCC SCADA system with custom VBS (Visual Basic Scripts) to allow serial communication (send and receive hexadecimal data). The “Microsoft Communications Control” Version 6.0 ActiveX control developed by Microsoft was used to perform this task.
Four custom scripts were developed to handle the serial communication and the data flow, namely: Open_S(); Send(); Receive(); and Close_S(). A brief explanation of these scripts follows.
“Open_S()”—Script that uses the MSComm object to define the serial communication parameters according to the ones used by the Pundit Lab+ as well as the COM port where the device is connected and the start of the communication.
“Send()”—Script that, using the MSComm object, is responsible for sending the hexadecimal data blocks to trigger the measurement of the UPV device.
“Receive()”—Script that reads and processes the entire buffer received from the UPV device. Starts by identifying the bytes that records the velocity and time information. After the acquisition, the data are converted to a decimal base for easier interpretation.
“Close_S()”—Script whose only objective is to fully close the serial communication.
2.4.2. Data Exporting Script
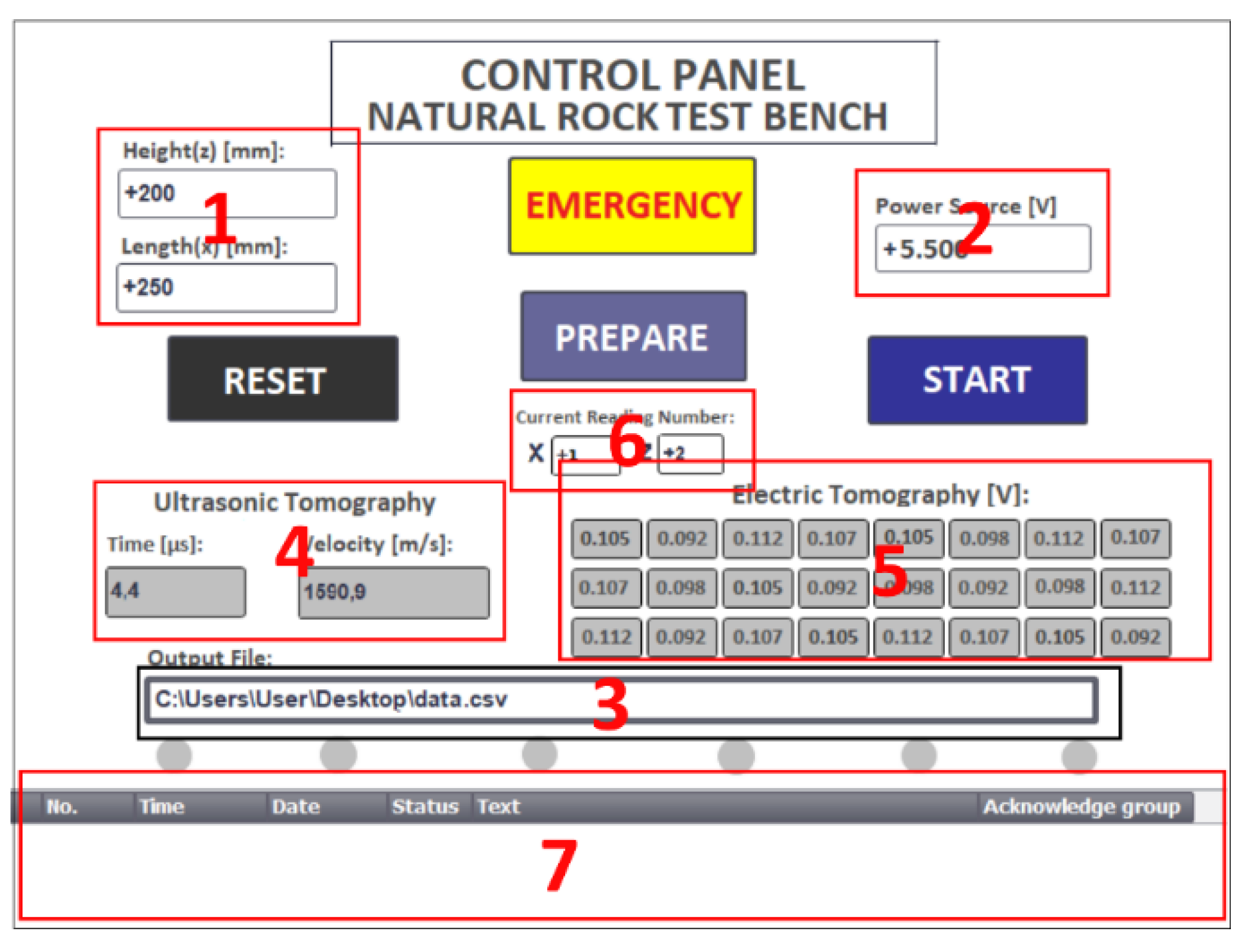
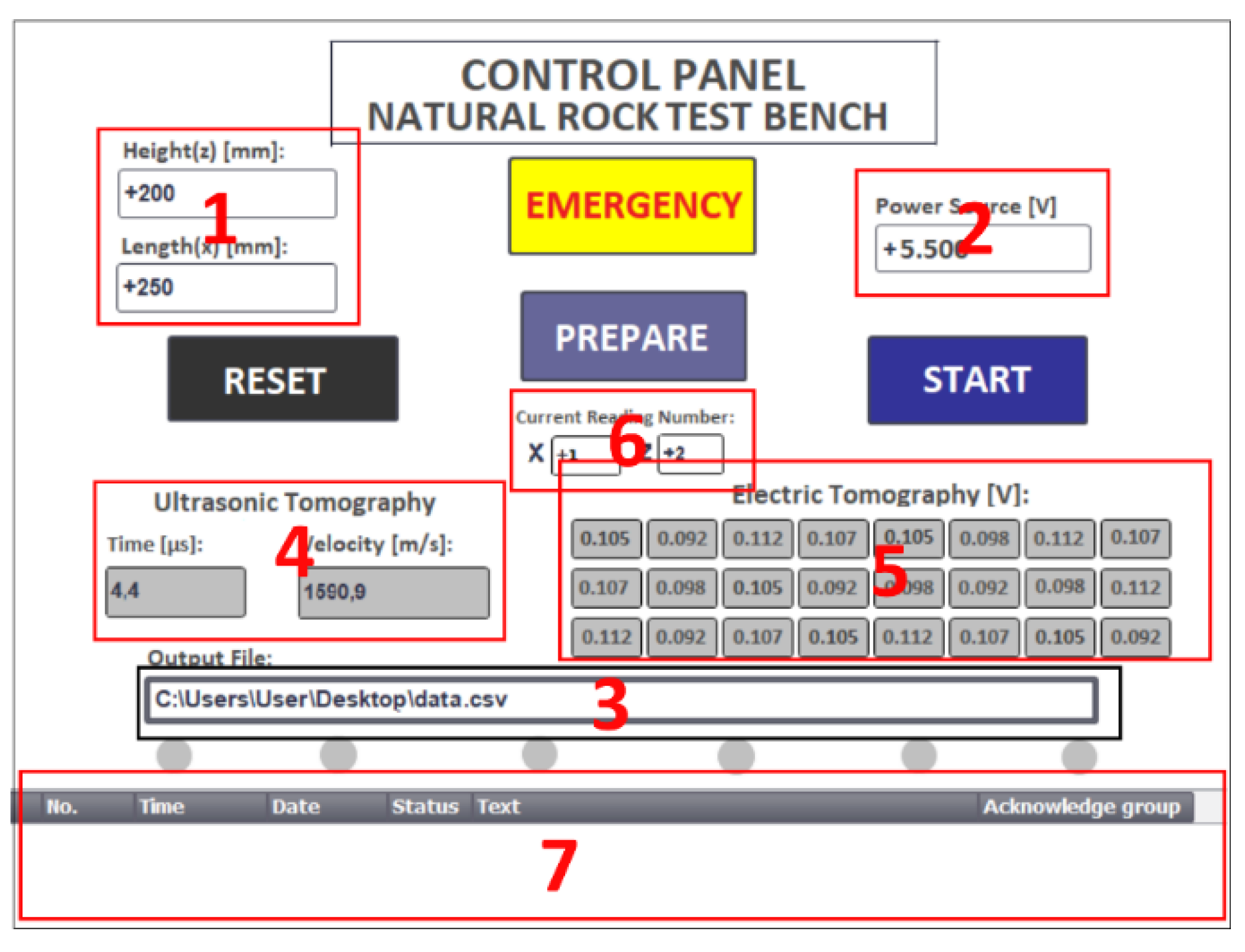
To automatically save the measurement values on a standard form, a custom VBS (Visual Basic Script) was developed to create a new CSV (
Comma-Separated Values) file, whose name and location are customizable by the operator—see
Figure 13. Each line begins by the context information: date and time, section number, and output voltage value. The following data refer to the measurements sequence: 2 voltage values from the electrodes, 26 propagation times, and 26 propagation velocities. The 26 propagation times and velocities refer to the ultrasonic tomography (the experimental setup has a limit of 26 measurements per section).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}