Chlorine Removal from U.S. Solid Waste Blends through Torrefaction



Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Torrefaction
2.3. Characterization
2.3.1. Moisture Content
2.3.2. Heat Content
2.3.3. Chlorine Content
3. Results and Discussion
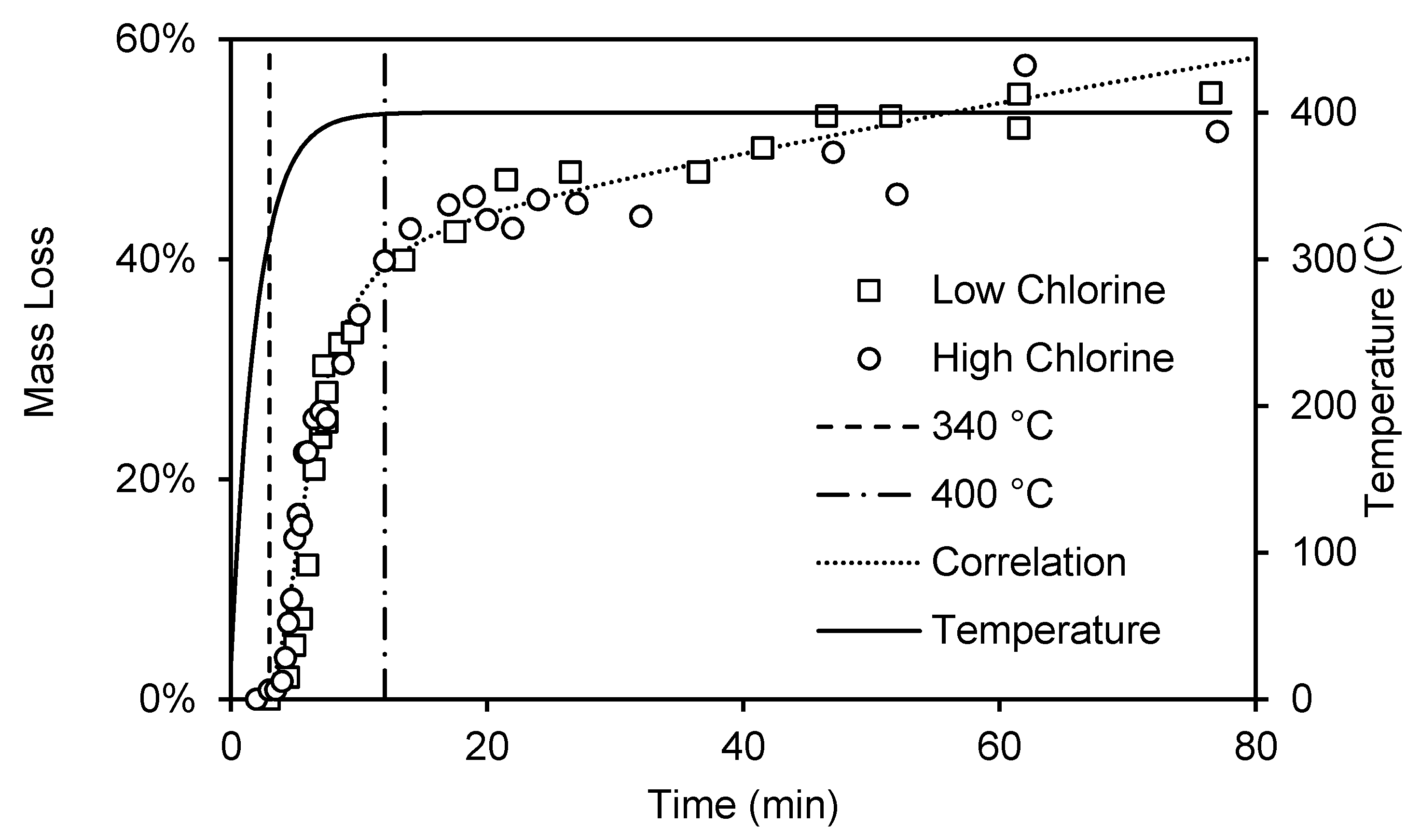
3.1. Torrefaction
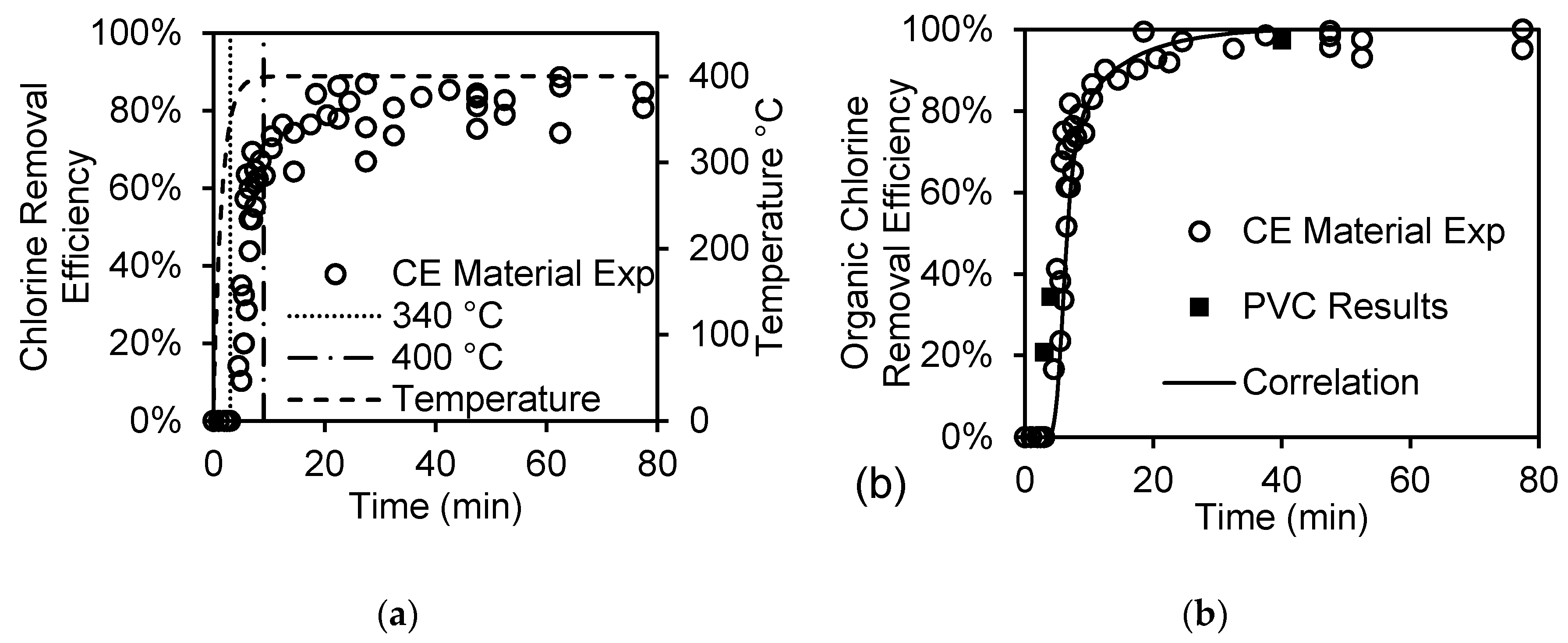
3.2. Chlorine Content
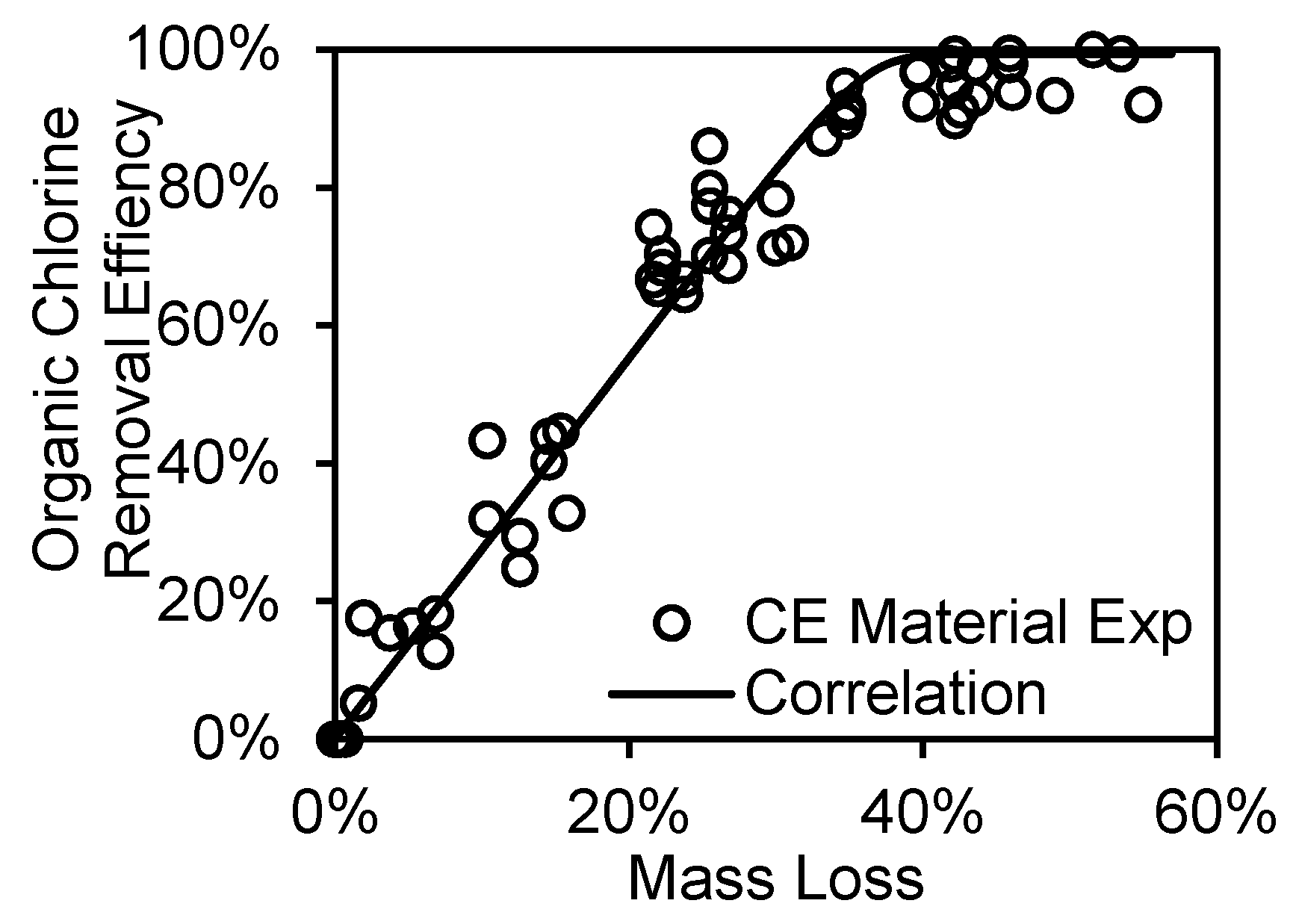
3.3. Correlation between Chlorine Removal and Mass Loss
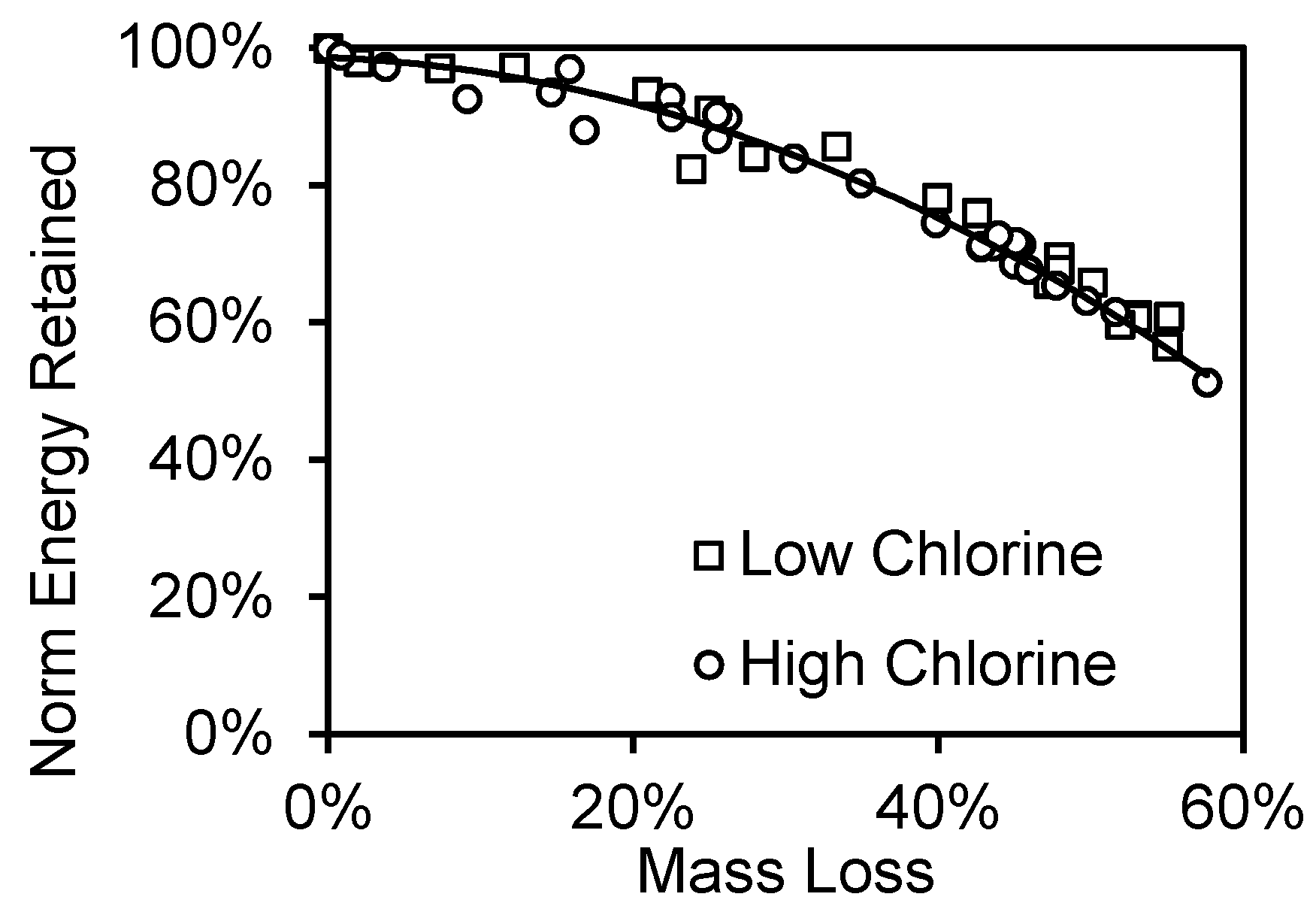
3.4. Heat Content
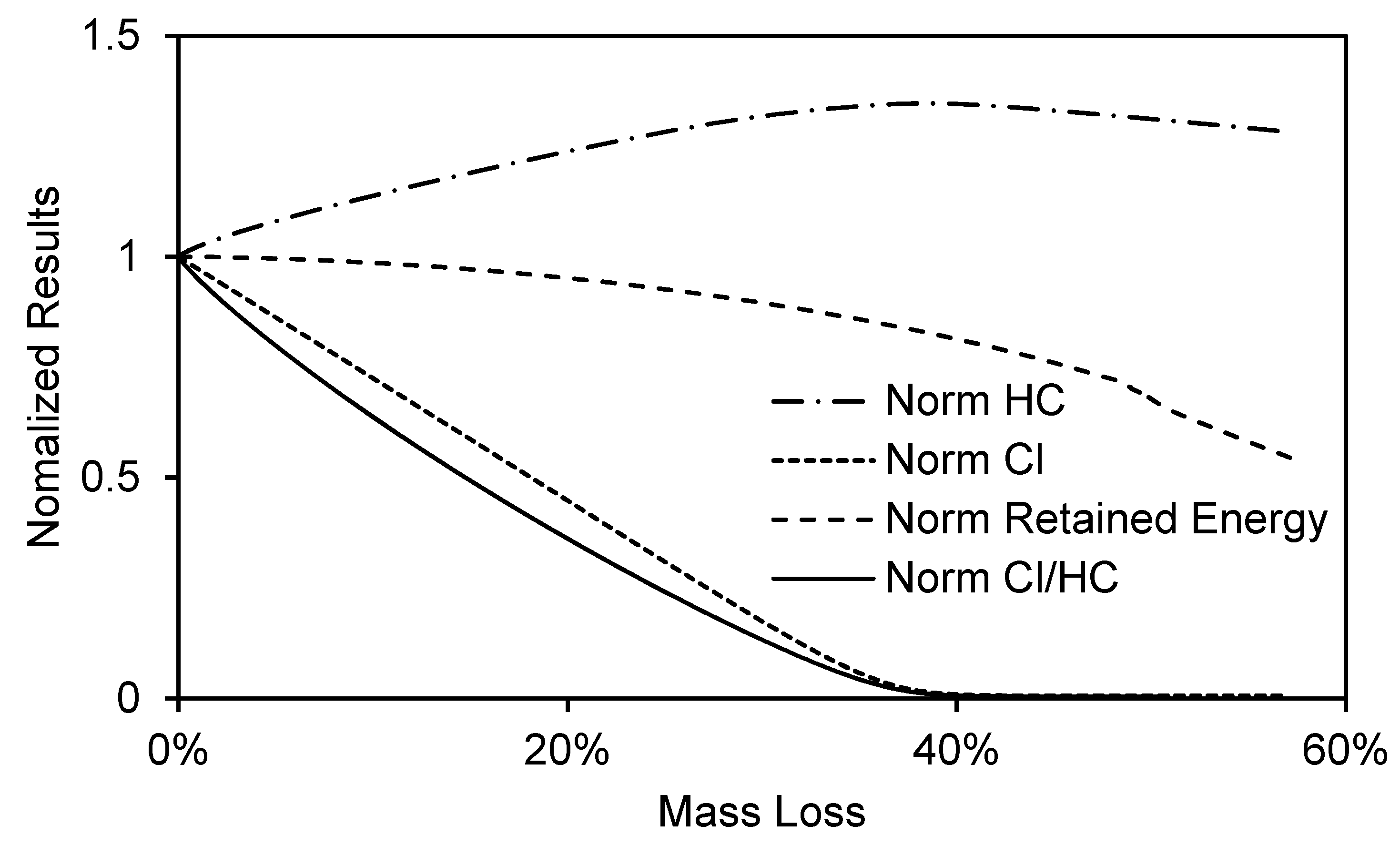
3.5. Chlorine Removal per Unit Energy
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hoornweg, D.; Bhada-Tata, P. What a Waste: A Global Review of Solid Waste Management; World Bank Group: Washington, DC, USA, 2012; Volume 15, p. 8. [Google Scholar]
- Subramanian, P.M. Plastics recycling and waste management in the US. Resour. Conserv. Recycl. 2000, 28, 253–263. [Google Scholar] [CrossRef]
- National Overview: Facts and Figures on Materials, Wastes and Recycling. Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/national-overview-facts-and-figures-materials#Landfilling (accessed on 19 January 2020).
- El-Fadel, M.; Findikakis, A.N.; Leckie, J.O. Environmental impacts of solid waste landfilling. J. Environ. Manage. 1997, 50, 125. [Google Scholar] [CrossRef]
- Goorah, S.S.D.; Esmyot, M.L.I.; Boojhawon, R. The health impact of nonhazardous solid waste disposal in a community: The case of the Mare Chicose landfill in Mauritius. J. Environ. Health 2009, 72, 48–55. [Google Scholar] [PubMed]
- Conti, J.; Holtberg, P.; Diefenderfer, J.; LaRose, A.; Turnure, J.T.; Westfall, L. International Energy Outlook 2016 with Prokctions to 2040; U.S. Energy Information Administration: Wahington, DC, USA, 2016; Volume 0484.
- Kotchen, M.J.; Mansur, E.T. How stringent are the US EPA’s proposed carbon pollution standards for new power plants? Rev. Environ. Econ. Policy 2014, 8, 290–306. [Google Scholar] [CrossRef]
- Yuan, H.; Wang, Y.; Kobayashi, N.; Zhao, D.; Xing, S. Study of Fuel Properties of Torrefied Municipal Solid Waste. Energy Fuels 2015, 29, 4976–4980. [Google Scholar] [CrossRef]
- What is U.S. electricity generation by energy source? Available online: https://www.eia.gov/tools/faqs/faq.php?id=427&t=3 (accessed on 29 April 2020).
- Xu, Z.; Zinchik, S.; Kolapkar, S.; Bar-ziv, E.; Hansen, T.; Conn, D. Properties of Torrefied U. S. Waste Blends. Front. Energy Res. 2018, 6, 65. [Google Scholar] [CrossRef]
- Kumar, L.; Koukoulas, A.A.; Mani, S.; Satyavolu, J. Integrating torrefaction in the wood pellet industry: A critical review. Energy Fuels 2017, 31, 37–54. [Google Scholar] [CrossRef]
- Radics, R.I.; Gonzalez, R.; Bilek, E.M.; Kelley, S.S. Systematic review of torrefied wood economics. BioResources 2017, 12, 6868–6884. [Google Scholar] [CrossRef]
- Zinchik, S.; Xu, Z.; Kolapkar, S.S.; Bar-Ziv, E.; McDonald, A.G. Properties of pellets of torrefied U.S. waste blends. Waste Manag. 2020, 104, 130–138. [Google Scholar] [CrossRef]
- McCabe, J.G. Addressing Biogenic Carbon Dioxide Emissions from Stationary Sources; United States Enviromental Protection Agency: Washington, DC, USA, 2014.
- Solmaz, R.; Kardaş, G.; Çulha, M.; Yazıcı, B.; Erbil, M. Investigation of adsorption and inhibitive effect of 2-mercaptothiazoline on corrosion of mild steel in hydrochloric acid media. Electrochim. Acta 2008, 53, 5941–5952. [Google Scholar] [CrossRef]
- Hatanaka, T.; Imagawa, T.; Takeuchi, M. Formation of PCDD/Fs in artificial solid waste incineration in a laboratory-scale fluidized-bed reactor: Influence of contents and forms of chlorine sources in high-temperature combustion. Environ. Sci. Technol. 2000, 34, 3920–3924. [Google Scholar] [CrossRef]
- Vikelsoe, J.; Nielsen, P.; Blinksbjerg, P.; Madsen, H.; Manscher, O. Significance of chlorine sources for the generation of dioxins during incineration of MSW. Organohalogen. Compd. 1990, 3, 193–196. [Google Scholar]
- Tian, H.H.; Ouyang, N. Preliminary Investigaton on Dioxing Emission from MSW Incinerators. Environ. Chem. 2003, 22, 255–258. [Google Scholar]
- Ni, Y.; Zhang, H.; Fan, S.; Zhang, X.; Zhang, Q.; Chen, J. Emissions of PCDD/Fs from municipal solid waste incinerators in China. Chemosphere 2009, 75, 1153–1158. [Google Scholar] [CrossRef] [PubMed]
- Cangialosi, F.; Intini, G.; Liberti, L.; Notarnicola, M.; Stellacci, P. Health risk assessment of air emissions from a municipal solid waste incineration plant—A case study. Waste Manag. 2008, 28, 885–895. [Google Scholar] [CrossRef]
- EPA Clean Air Act, 42 USC 7412(f). Available online: https://www.govinfo.gov/content/pkg/USCODE-2013-title42/html/USCODE-2013-title42-chap85-subchapI-partA-sec7412.htm (accessed on 19 January 2020).
- Inoue, T.; Miyazaki, M.; Kamitani, M.; Kano, J.; Saito, F. Mechanochemical dechlorination of polyvinyl chloride by co-grinding with various metal oxides. Adv. Powder Technol. 2004, 15, 215–225. [Google Scholar] [CrossRef]
- Indrawan, B.; Prawisudhap, P.; Yoshikawa, K. Chlorine-free Solid Fuel Production from Municipal Solid Waste by Hydrothermal Process. J. Japan Inst. Energy 2011, 90, 1177–1182. [Google Scholar] [CrossRef]
- Xu, Z.; Kolapkar, S.; Zinchik, S.; Bar-Ziv, E.; Mcdonald, A. Comprehensive Kinetic Study of Thermal Degradation of Polyvinylchloride (PVC). Polym. Degrad. Stab. 2020, 176, 109148. [Google Scholar] [CrossRef]
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Incropera, Lavine, DeWitt—2011–Fundamentals of Heat and Mass Transfer, 7th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 280–376. ISBN 9780470501979. [Google Scholar]
- De Carvalho, G.; Frollini, E.; Dos Santos, W.N. Thermal conductivity of polymers by hot-wire method. J. Appl. Polym. Sci. 1996, 62, 2281–2285. [Google Scholar] [CrossRef]
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 7th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 983–1011. ISBN 9780470501979. [Google Scholar]
- Jung, Y.G.; Choi, S.C.; Oh, C.S.; Paik, U.G. Residual stress and thermal properties of zirconia/metal (nickel, stainless steel 304) functionally graded materials fabricated by hot pressing. J. Mater. Sci. 1997, 32, 3841–3850. [Google Scholar] [CrossRef]
- Jacques Lédé Biomass Pyrolysis: Comments on Some Sources of Confusions in the Definitions of Temperatures and Heating Rates. Energies 2010, 3, 886–898. [CrossRef]
- Funke, A.; Henrich, E.; Dahmen, N.; Sauer, J. Dimensional Analysis of Auger-Type Fast Pyrolysis Reactors. Energy Technol. 2017, 5, 119–129. [Google Scholar] [CrossRef]
- Bach, Q.V.; Chen, W.H.; Eng, C.F.; Wang, C.W.; Liang, K.C.; Kuo, J.Y. Pyrolysis characteristics and non-isothermal torrefaction kinetics of industrial solid wastes. Fuel 2019, 251, 118–125. [Google Scholar] [CrossRef]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Lu, P.; Huang, Q.; Bourtsalas, A.T.; Themelis, N.J.; Chi, Y.; Yan, J. Review on fate of chlorine during thermal processing of solid wastes. J. Environ. Sci. (China) 2019, 78, 13–28. [Google Scholar] [CrossRef]
- Abbas, Z.; Moghaddam, A.P.; Steenari, B.M. Release of salts from municipal solid waste combustion residues. Waste Manag. 2003, 23, 291–305. [Google Scholar] [CrossRef]
- Donepudi, Y. Impact of Pretreatment Methods on Fast Pyrolysis of Biomass. Ph.D. Thesis, Michigan Technological University, Houghton, MI, USA, 2017. [Google Scholar]
- Luppens, J.A. A critical review of published coal quality data from the southwestern part of the Powder River Basin, Wyoming; US Geological Survey: Reston, Virginia, 2011; Volume 5.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Source |
|---|---|---|
| h, W/m2-K | 10 | [25] |
| λ for CE material, W/m-K | 0.2 | [26] |
| ρ (apparent), kg/m3 | 1150 | Measured in this study |
| cp (apparent), J/kg-K | 1600 | [27] |
| Lc diameter, m | 0.003 | Measured in this study |
| Bi | 0.15 | Current result |
| M | 0.009 | Current result |
| a1 | 0.39 | a2 | 0.61 |
| 2.81 × 107 | 7.58 × 105 | ||
| 1.53 × 104 | 1.55 × 104 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Albrecht, J.W.; Kolapkar, S.S.; Zinchik, S.; Bar-Ziv, E. Chlorine Removal from U.S. Solid Waste Blends through Torrefaction. Appl. Sci. 2020, 10, 3337. https://doi.org/10.3390/app10093337
Xu Z, Albrecht JW, Kolapkar SS, Zinchik S, Bar-Ziv E. Chlorine Removal from U.S. Solid Waste Blends through Torrefaction. Applied Sciences. 2020; 10(9):3337. https://doi.org/10.3390/app10093337
Chicago/Turabian StyleXu, Zhuo, Josh W. Albrecht, Shreyas S. Kolapkar, Stas Zinchik, and Ezra Bar-Ziv. 2020. "Chlorine Removal from U.S. Solid Waste Blends through Torrefaction" Applied Sciences 10, no. 9: 3337. https://doi.org/10.3390/app10093337
APA StyleXu, Z., Albrecht, J. W., Kolapkar, S. S., Zinchik, S., & Bar-Ziv, E. (2020). Chlorine Removal from U.S. Solid Waste Blends through Torrefaction. Applied Sciences, 10(9), 3337. https://doi.org/10.3390/app10093337