1. Introduction
With the rapid development in the manufacturing sector, thin-walled parts with a complex curved surface and variable thickness are widely used in the aerospace, automobile, mold, and other industries because of the advantages of the lightweight and high-specific strength. However, these thin-walled parts have low stiffness, which triggers serious vibrational problems in the machining process. Therefore, the improvement of the processing efficiency and ensuring processing quality remain hot topics for both academia and the industry. In the multi-axis milling process of such parts, the selection of existing cutting parameters and the formulation of processing technology relies heavily on the actual processing experience; and the parameters selected as such tend to be conservative. Although it can ensure the processing quality, the low efficiency and long production cycle cannot meet the needs of the manufacturing industry. Under the premise of ensuring the processing quality, it is an urgent problem to select larger cutting parameters [
1,
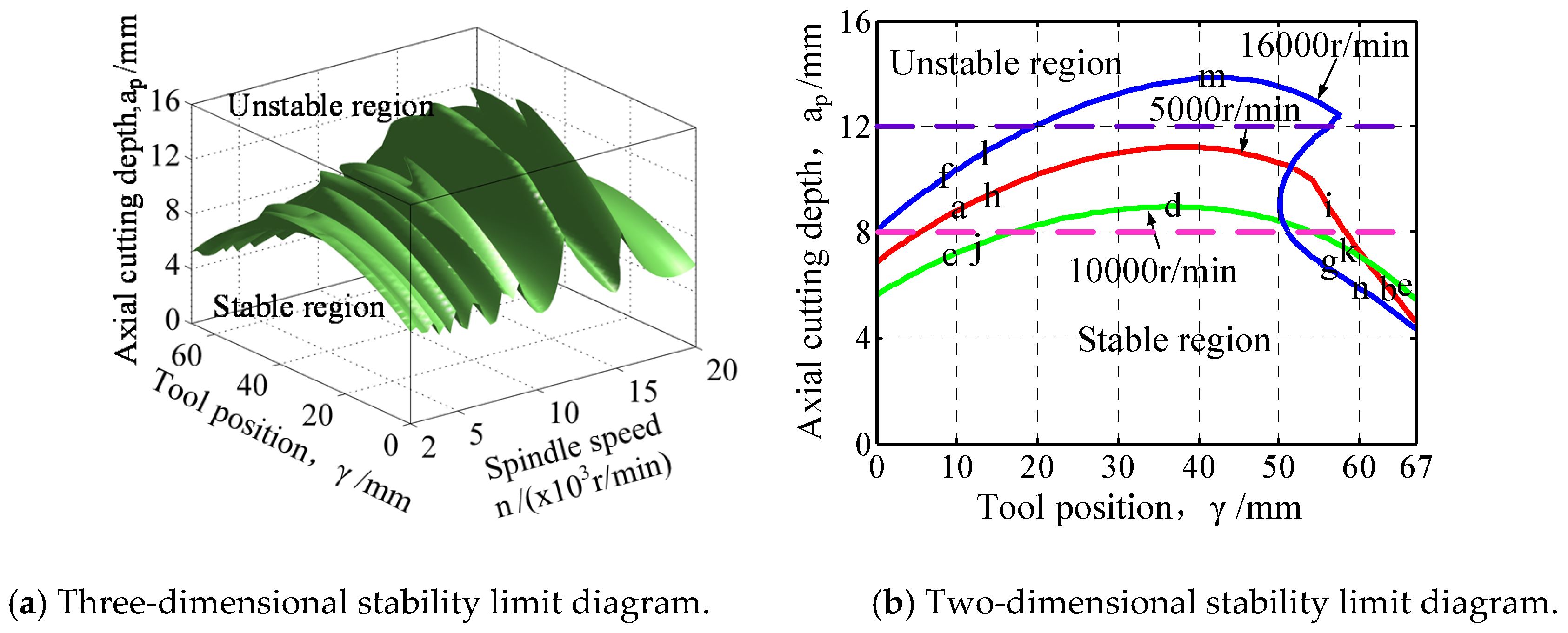
2], where the traditional two degrees’ freedom chatter model is expanded and a three degrees freedom chatter model is established. The stability limit diagram of multi-axis milling is obtained by the taking spindle speed, axial cutting depth, and radial cutting depth as coordinate axes, so as to optimize process parameters and improve machining efficiency.
Multi-axis milling is a complex machining process in that the workpiece structure is complex and the tool movement is changeable, which leads to the change of machining parameters. Thereby, the majority of research on multi-axis milling can mainly be divided into three categories, multi-axis milling force modeling, dynamic stability analysis, and the tool path plan. All these categories have been studied extensively. Firstly, Ozturk et al. [
3] presented a model for calculating the cutting force in five-axis milling, in which the cutting force coefficient was obtained by the transformation of the right angle. Additionally, the influence of the inclination angle was also included in the model. Tsai et al. [
4] developed a cutting force calculation model through geometric analysis, in which the relationship between the un-deformed chip thickness, tool front angle, cutting speed, shear plane, and chip flow angle were described in detail. The three-dimensional cutting force in the tool coordinate system was obtained with the minimum energy method. On the basis of the Johnson–Cook theory, Saffar et al. [
5] predicted the cutting force of the end milling cutter in the milling process with FEM. On the basis of the analysis of tool motion, Sun et al. [
6] proposed an instantaneous cutting force calculation model in the case of the existence of tool eccentricity in the process of five-axis milling. Recently, Tunc et al. [
7] developed a cutting force model of multi-axis milling operations, which was calculated by using a new numerical method of the engagement boundary determination approach. Ozkirimli et al. [
8] used the zeroth-order approximation frequency domain method to predict the stability of the cutting tool by considering the process damping effect. A generalized cutting forces model of the five-axis milling process is proposed, which can be applied for an arbitrary mill geometry in multi-axis milling as well as three-axis milling and two-and-a-half-axis milling [
9]. Liu et al. [
10] established a tool path generation method for the five-axis flank milling of pockets based on the constraints of cutting force and kinematics of machine tools. Most of the literature mentioned above assumed that the tool was rigid or neglected the weak rigidity of the workpiece. Meanwhile, the cutting force modeling has been relatively mature. However, most of the cutting force models are specific to certain tool forms only, such as end milling cutters, and ball milling cutters, and so forth, without considering the influence of time-varying parameters. Therefore, the establishment of a multi-axis milling cutting force time-varying parameter model is crucial.
Many experts and scholars have also conducted extensive research on the dynamic characteristics of thin-walled milling. For the dynamic characteristic extraction step, Yue et al. [
11] summarized the current state of the stability prediction for the thin-walled components milling system and presented the variety of extraction methods of dynamic characteristics. This can be roughly classified into two categories: one is a function of time and space considering material removal and position dependence, and the other is a constant. Alternatively, some scholars assume that when the radial cutting depth is very small, the effect of material removal on the dynamic characteristics of thin-walled parts is small and can be ignored accordingly. In the frequency domain methods [
12,
13] and in time do main methods [
14,
15], the dynamic characteristics of the workpiece in the machining process are position-dependent. Later, Bravo et al. [
16] obtained the 3D-SLD with the hypothesis that both the cutter and the workpiece were flexible and the deformation was large in three-axis perimeter milling. Wan et al. [
17] used the lowest envelope method to deal with a similar problem, which may cause some prediction errors when the modes of the workpiece are not well separated. Mostly, the above mentioned methods used the impact test to obtain the modal parameters. Therewith, Mane et al. [
18] built the finite element model of the workpiece and considered the influence of gyroscopic effect and bearing stiffness on the stability in the milling process of thin-walled parts. Tang et al. [
19] concentrated on the effect of position-dependent characteristics for the thin-walled parts dynamic, built a 3D-SLD model of thin-walled parts milling, and optimized the maximum removal rate of materials on the basis of the assumption that the dynamic characteristics of thin-walled parts were unchanged in the milling process. The dynamic characteristics were changed by a new device proposed in Kolluru et al. [
20] in the milling process of thin-walled parts, and the modal quality and stiffness improved. Lately, an undetermined coefficient method was employed in the work of Guo et al. [
21] to identify the modal parameter for the general cutter system of three axis half immersion milling in a horizontal plane.
However, as for a thin-walled workpiece, the effect of material removal and position-dependent characteristics of the cutter on dynamic characteristics is a non-negligible factor; the stability also changes during the machining process. In the early years, Thevenot et al. [
22] studied the variation of the dynamic characteristics of thin-walled parts with respect to tool position. Later, they took the material removal into consideration to construct 3D-SLD using FEM [
23]. Campa et al. [
24] presented a stability model of milling systems in the tool axis direction with bull-nose end mills. According to Biermann et al. [
25], the modal parameters can be interpolated to obtain the dynamics of workpieces, in which the dynamic characteristics changed remarkably during the material removal process. Brecher et al. [
26] calculated the modal parameters of the machine tool along arbitrary tool paths in different discrete axis positions, where an interpolation strategy was applied. Zhou et al. [
27] developed a stability prediction analytical model of aero-engine casings in bull-nose end milling. Shi et al. [
28] firstly derived a new computational model by dividing the workpiece into the removed part and remaining part with the Ritz method and obtained a more accurate prediction of stability. Song et al. [
29] employed the FEM method with the material removal effect to construct a 3D-SLD to achieve the optimal cutting conditions during the milling process. The materials can be removed with uniform thickness using the five-axis flank milling tool by Shao et al. [
30] while considering the dynamic characteristics of the machine tool and the milling force constraint. Yan et al. [
31] optimized the multi-axis machining strategy on the basis of the thought of variable depth-of-cut machining for thin-walled workpieces. Bierman et al. [
32] obtained the effect of material removal on the dynamic characteristics of thin-walled parts in the milling process by the hammering method and established the stability limit diagram. Song et al. [
33] proposed a structural dynamic modification method with equal mass to predict the dynamic stability of the thin-walled workpiece milling process. Based on the Ad-ams-Bashforth scheme, a numerical difference method is proposed by Dun et al. [
34] with considering material removal and position dependence for thin-walled workpiece stability prediction. All the above studies are based on the equal thickness thin-walled workpiece, in which material removal is conducted on an equal-mass basis. Therefore, as an extension, Shi et al. [
35] studied the dynamic response of a thin-walled component with variable thickness in the milling process.
Nonetheless, the existing research mostly focuses on the three-axis side milling of thin-walled parts; the tool structure is simple, the workpiece is relatively regular, most of its parts are cuboid thin-walled parts, few of which involve the multi-axis milling process of thin-walled parts with a complex curved surface and variable thickness. Wu et al. [
36] developed a cyclic symmetry analysis method to solve the dynamic characteristic issues of the thin-walled integral impeller. In the study, Wu assumed that the dynamic characteristic of the integral impeller was approximately equal to a single blade. Nikolaev et al. [
37] obtained the dynamic characteristics of a jet-engine blade by the modal experiment while using a time-domain method to evaluate a chatter-free milling mode. Tuysuz et al. [
38] presented a novel method of reduced-order workpiece dynamic parameters updated model for the thin-walled parts in the frequency domain and time domain, based on the perturbation and reduced-order substructuring methods. The dynamics of the workpiece in processing was predicted by using the structural dynamic modification method [
39]. However, there is no in-depth research regarding the dynamic characteristics of the impeller. In the actual production and machining process, the processed thin-walled parts are mostly complex curved surfaces, and variable thickness is more common. In addition, most of the traditional methods (such as FEM or modal test) in the literature for the instantaneous dynamics prediction need to re-build and re-mesh the FEM model at each cutting step, which proves time-consuming and inefficient. Therefore, it is necessary to study the dynamic characteristics of multi-axis milling of thin-walled parts with a complex surface and variable thickness.
Aiming at tackling the limitation, this paper adopts a structural dynamic modification method to predict the stability of a multi-axis milling thin-walled workpiece with variable mass removal. First, a time-varying parameter system model for multi-axis milling of thin-walled parts with a complex curved surface and variable thickness is established. Second, the instantaneous dynamic characteristics of workpiece processing are obtained using the extended Sherman–Morrison–Woodbury method with the dynamic characteristic parameters of the workpiece before and after the machining is completed. Subsequently, the variation curve of the dynamic characteristics of the workpiece in the process of machining with the cutting path is obtained using the least squares method. Finally, the stability of multi-axis milling is predicted using the extended numerical integrated method, and a typical multi-axis milling molding part of the aero-engine blade is employed to verify the proposed method.
The rest of the paper is organized as follows.
Section 2 presents a dynamic model with variable parameters in the multi-axis milling system and obtains the material removal process.
Section 3 identifies the time-varying parameters based on the extended Sherman–Morrison–Woodbury formula.
Section 4 introduces the experimental setup and procedure.
Section 5 carries out the verification of the theoretical results and case analysis. Finally, the conclusions are given in
Section 6.
3. Identification of Time-Varying Parameters
In the milling process of the thin-walled workpiece with a complex curved surface and variable thickness, the dynamic characteristics or frequency response function of the workpiece will change with the tool position and material removal according to Ref. [
40]. Meanwhile, the material removal is irregular and the material removal amount generally changes with time. Therefore, the structural dynamic modification method with equivalent mass (SDMM-EM) presented by Ref. [
36] is extended to deal with the structural dynamic modification problem with variable mass (SDMM-VM) and identify the instantaneous (or position-dependent) dynamic characteristics of the workpiece.
3.1. Correction of Frequency Response Function
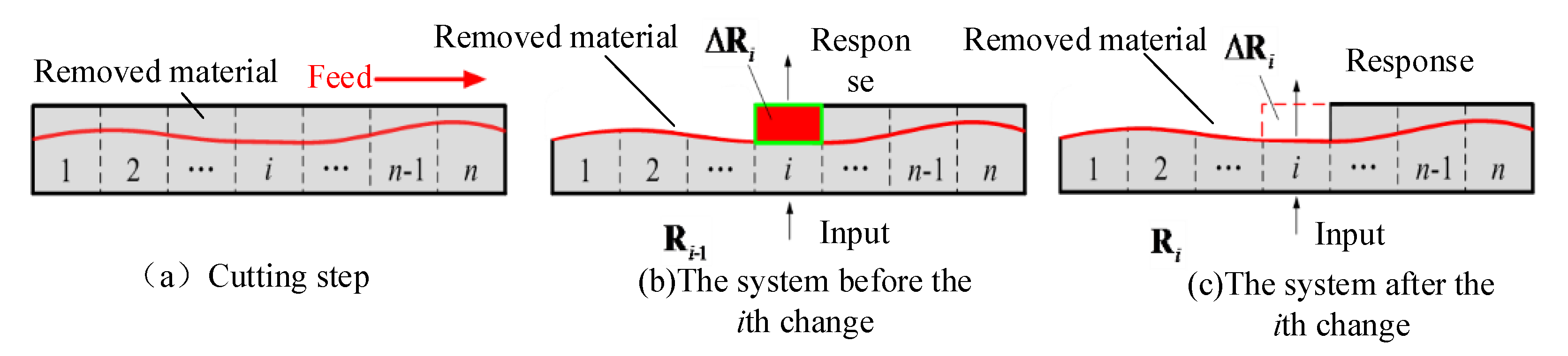
The main concept of the SDMM is to take the material removal process as a structural modification operation for machining the workpiece. Discrete material is removed into many (infinite in limit case) infinitesimal mass elements along the cutting path. When an infinitesimal mass element is removed, the workpiece equivalently performs the one-time structural modification. The dynamic characteristics of the initial workpiece un-machined can be identified utilizing experimental or numerical methods. The dynamic characteristics of the workpiece during machining can then be obtained using the SDMM. It is noted that the SDMM-VM is required because the material removal amount generally changes with time for the multi-axis milling of the workpiece with a complex curved surface. Therefore, the problem is transformed into one that uses the frequency response functions (FRFs) of the initial un-machined workpiece and final machined workpiece to estimate the FRFs of the workpiece during the machining process (named as corrected FRFs).
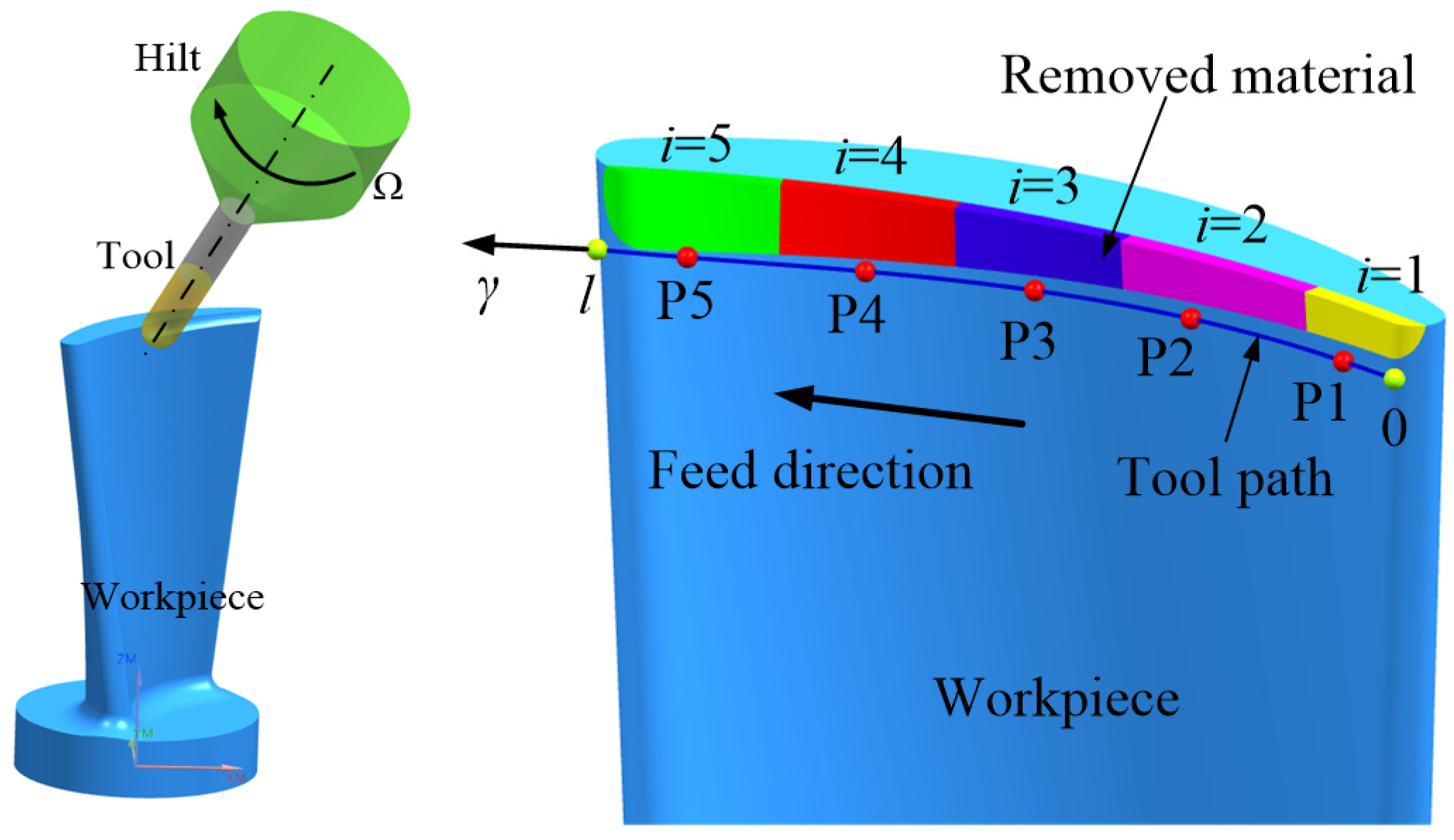
The multi-axis milling process is divided into n-cutting steps along a cutting path. Each cutting step corresponding to a mass element removed is regarded as a one-time modification to the workpiece shown in
Figure 5. Thereby, the results of the dynamic characteristics identified are more accurate as the number of discrete cutting steps increases.
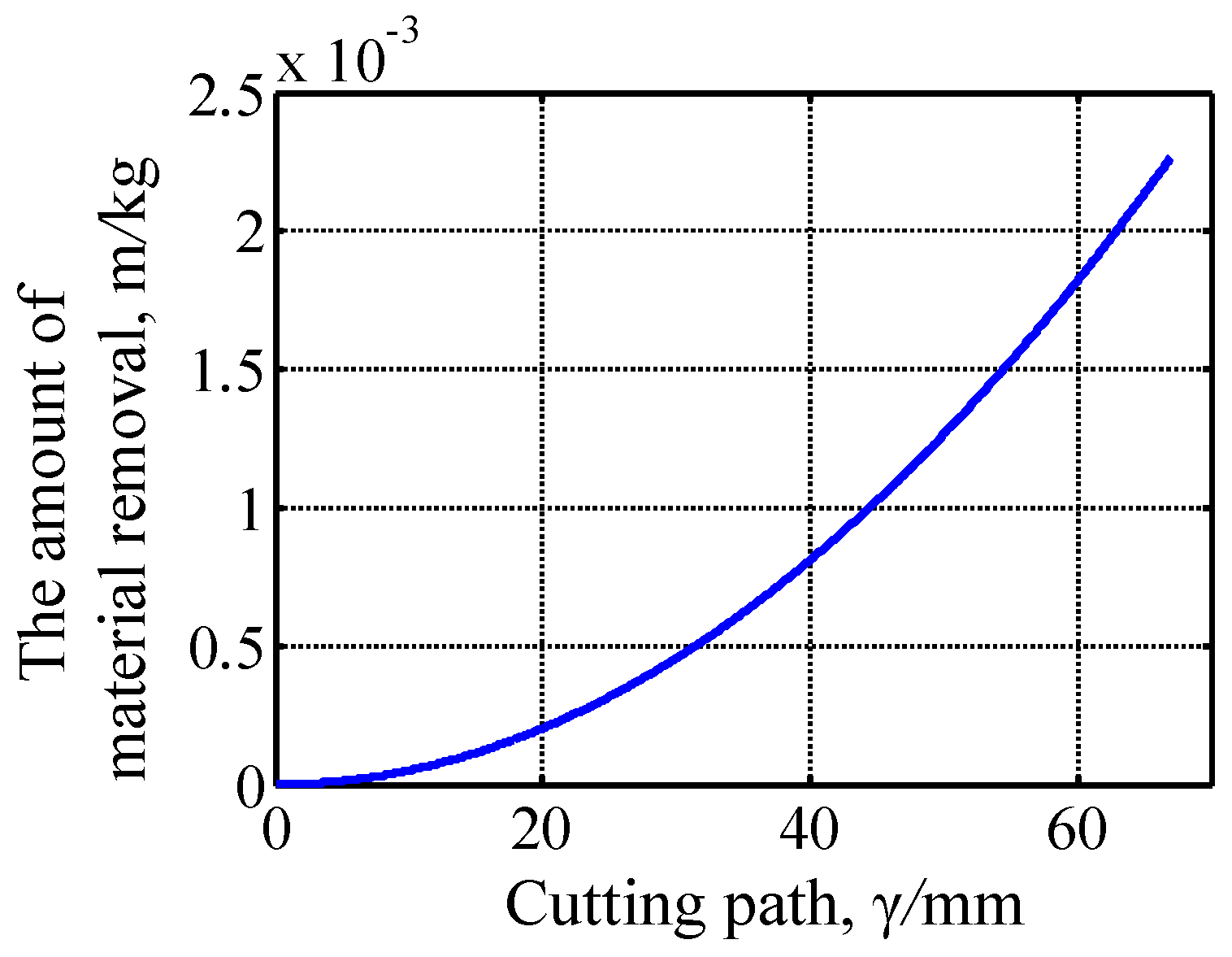
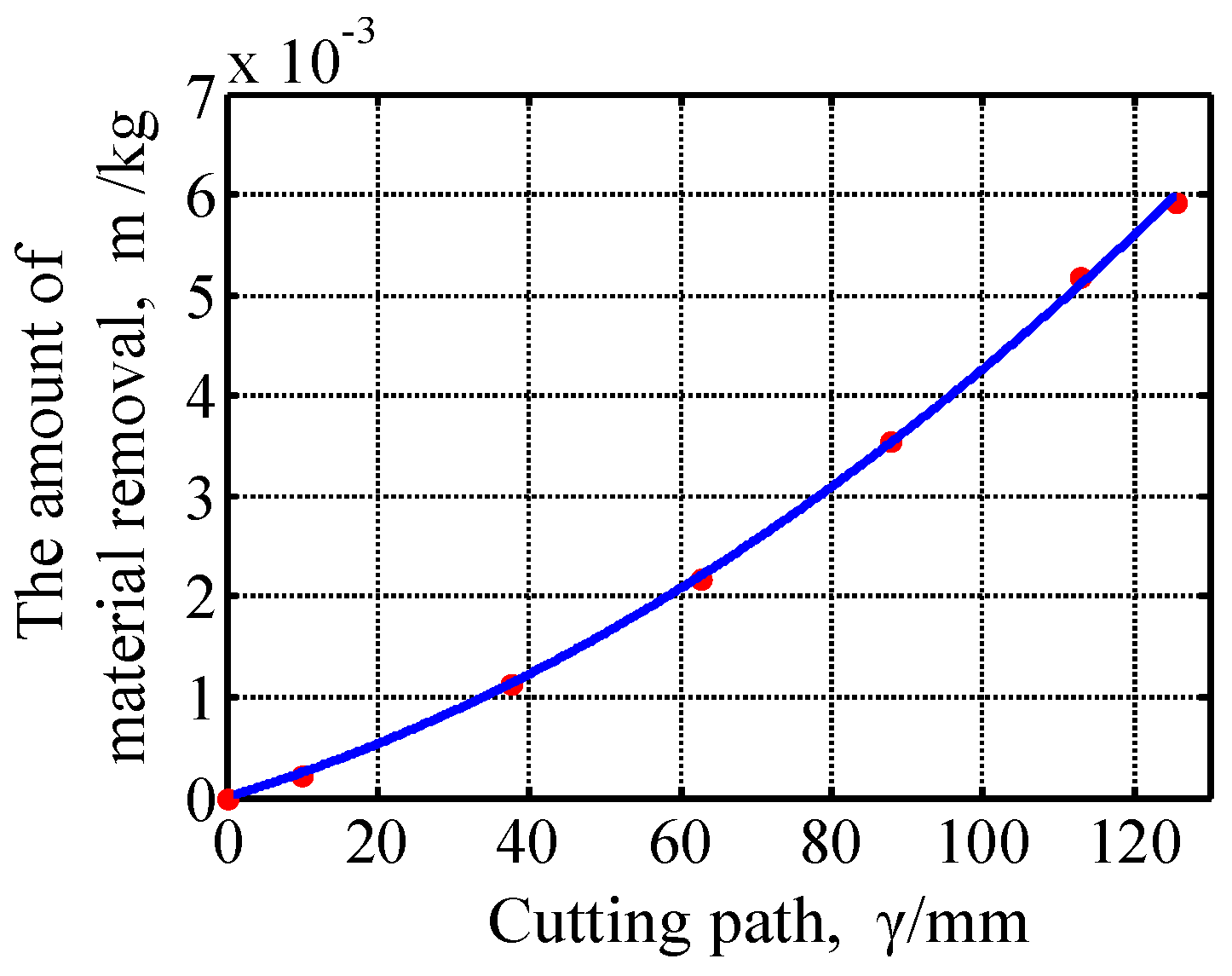
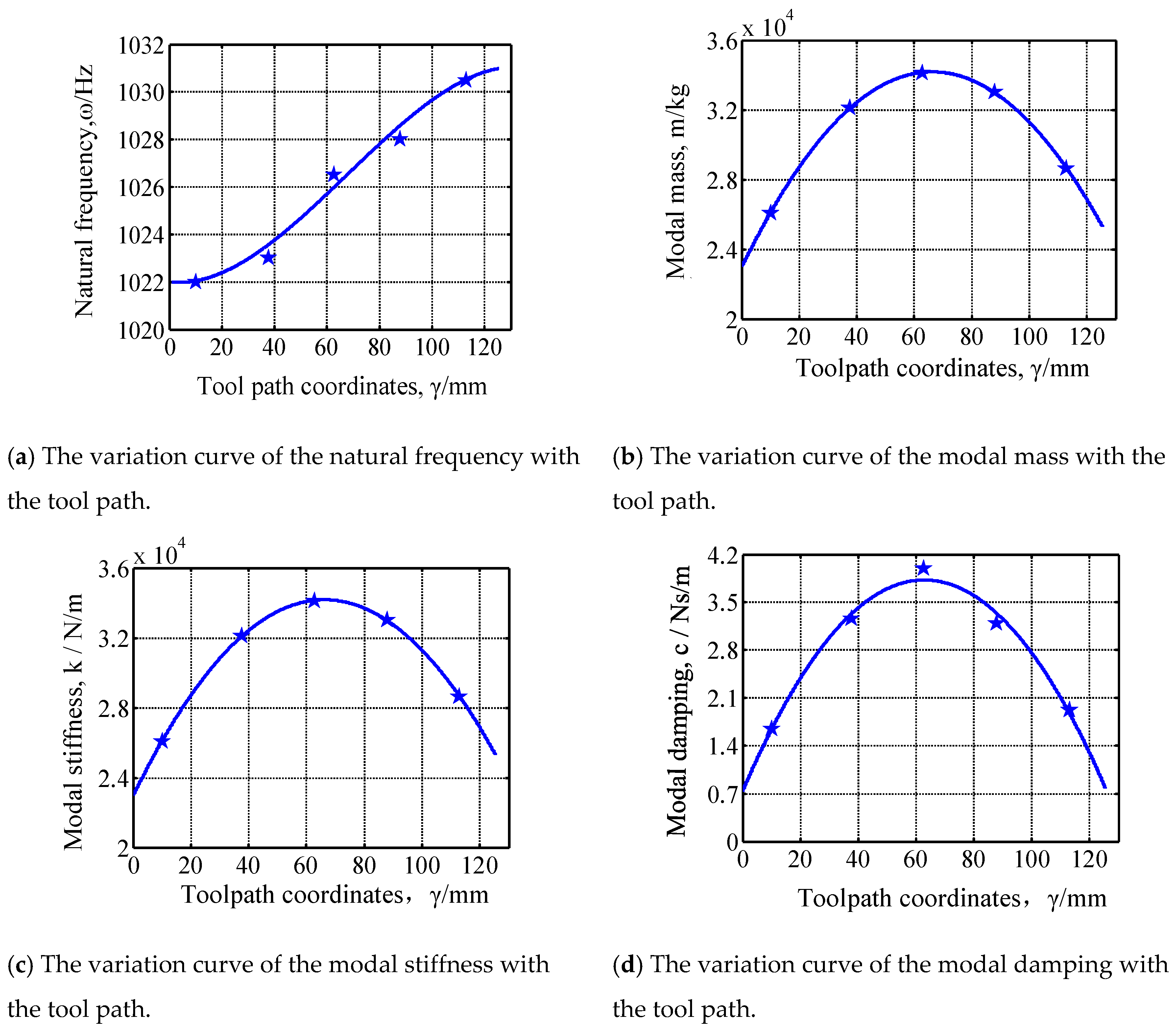
During the multi-axis milling process of the thin-walled parts with a complex curved surface and variable thickness, the shape of material removal is irregular and the amount of material removal is nonlinear, so it is difficult to obtain the modal mass, modal damping, and modal stiffness of the structure. Here, it is assumed that the variations of the modal mass, modal damping, and modal stiffness are proportional to the amount of material removal. That is, the greater amount of material removal there is, the more the variations of modal mass, modal damping, and modal stiffness there are. Therefore, the variations of modal mass, modal damping, and modal stiffness of the structure can be expressed as
where
mRM is the total amount of material removal during the cutting process. The subscripts ‘
n’ and ‘0′ indicate the final machined workpiece and initial un-machined workpiece, respectively.
mi,n,
mi,0,
ci,n,
ci,0,
ki,n,
ki,0 are the mass, stiffness, and damping of the final machined workpiece and initial un-machined workpiece, respectively.
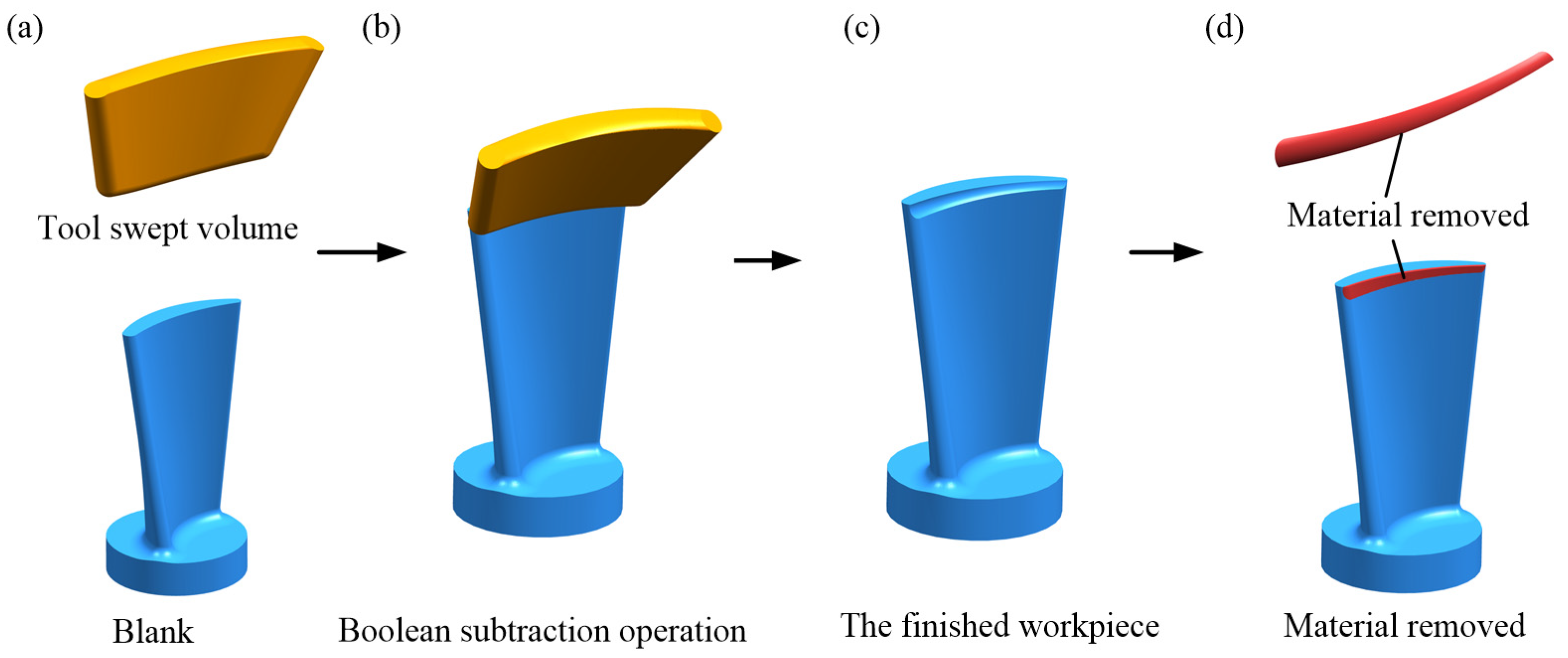
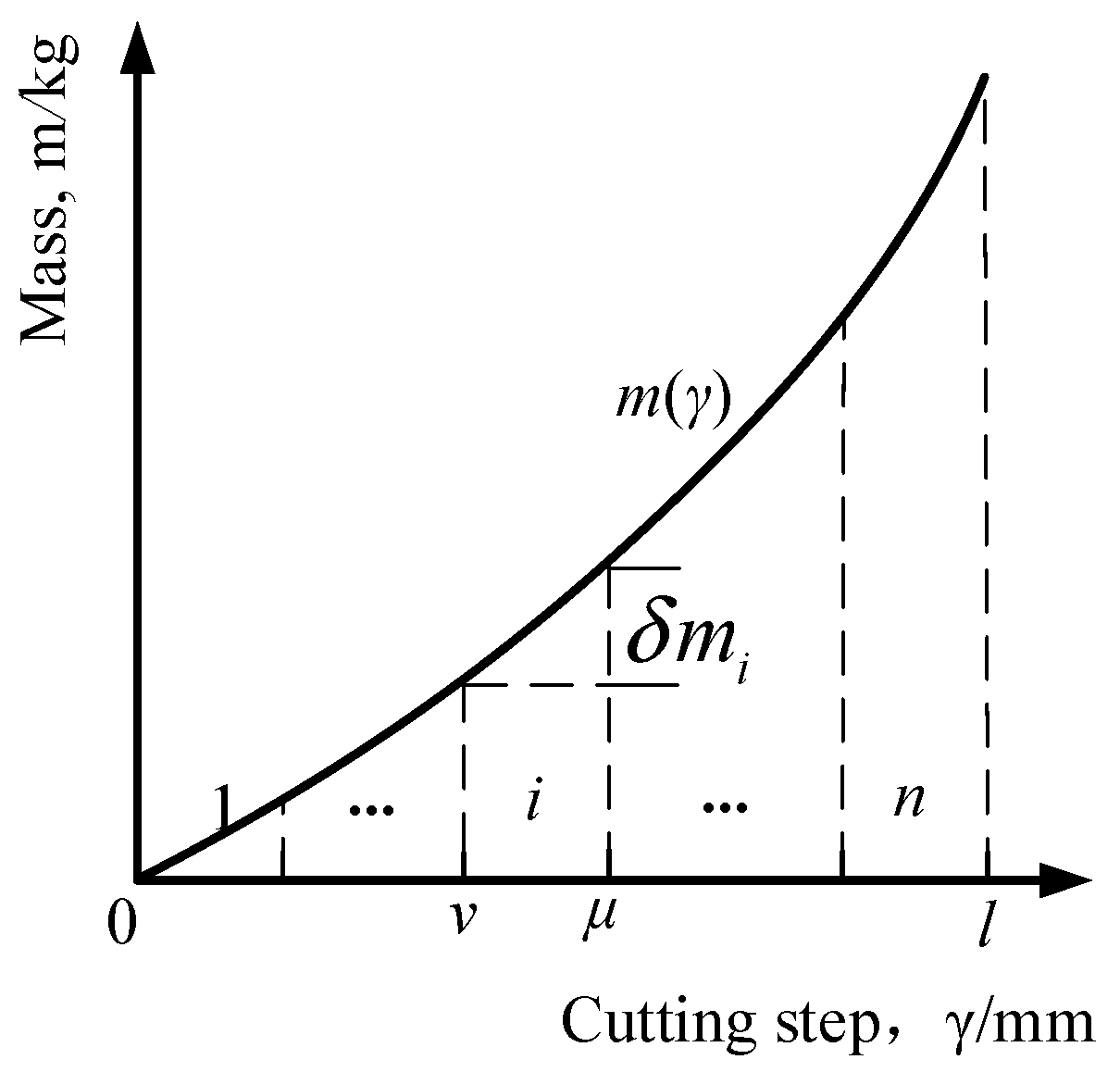
δmi is a mass that is removed corresponding to the
ith structure modification, which can be obtained through the following procedure. The material removed during the cutting process is acquired through
Figure 4, and the relationship between the material removed and the n cutting steps is presented in
Figure 6. It can be known from
Figure 6 that the mass of material removed in
ith cutting step is expressed as
where
μ and
ν indicate the starting and endpoints of the
ith tool path segment, respectively. It is emphasized that
δmi is dependent on the cutting path and is generally a function of the tool position (or time), which is different from the case presented in Ref. [
33] (where
δmi is constant). Here,
δmi is extracted through the CL files generated using the CAD program package.
To identify the corrected FRFs of the workpiece during the cutting process, SDMM-EM proposed that the FRF of the workpiece is presented in excitation coordinate, response coordinate, and the modified structural positional co-ordinates, in addition to the side effects caused by the removed material at active coordinates are removed [
33]. For the
ith structural modifications along the tool path at the position coordinates
γ, the frequency response function
at response point coordinates of
α, excitation point coordinates of
β can be express as
where
is the FRF before the
ith structure modification (or after the (
i − 1)th modification), and
is the FRF after the
ith structure modification (or before the (
i + 1)th modification). Equation (13) is the general form to calculate the frequency response after the structure modification. Since the cutting process is divided into
n cutting steps along the cutting tool path,
γ is the center position coordinates of the cutting steps before and after structure modification. Therefore, the relationship between the position coordinate
γ and the cutting step
i can be expressed as
The specific function expression in Equation (14) is related to the number of cutting steps. Therefore, for each modification, n FRFs corresponding to different positional coordinates γ can be obtained through Equation (13) with fixed the excitation coordinate and response coordinate.
According to the assumption presented in SDMM, the direct FRF (
α =
β) corresponding to the
ith position before the
ith modification is used in Equation (1) to analyze the cutting stability. Hence, Equation (13) can be expressed as
In Equation (15),
hrt,i (
r = 1, 2, …,
n;
t = 1, 2, …,
n) is instead of
. The structural modifications positional coordinates after the
ith structure modification is
f(
i), thus the cutting step corresponding to the excitation point is
t (i.e.,
β = f(
t)), the cutting step corresponding to the response point is
r (i.e.,
α = f(
r)). Equation (15) indicates how to determine the direct FRF at point
α (or
r,
α = β, and
r = t) using the known FRFs obtained for (
i − 1)th modification, when the
ith modification (
γ =
f(
i)) is performed. When the excitation point, the response point, and the structural modification point are in the same positions, that is,
α = β = γ (or
r = t = i), as shown in
Figure 5b,c, then Equation (15) can be expressed as
By Equation (16), the frequency response function at the structure modification position (the ith cutting step) can be obtained. Correspondingly, the original frequency response function after structure modification can be obtained easily, provided that we know the original frequency response function before structure modification and the change of modal mass, modal damping, and modal stiffness of this structure modification.
3.2. Implementation Procedure
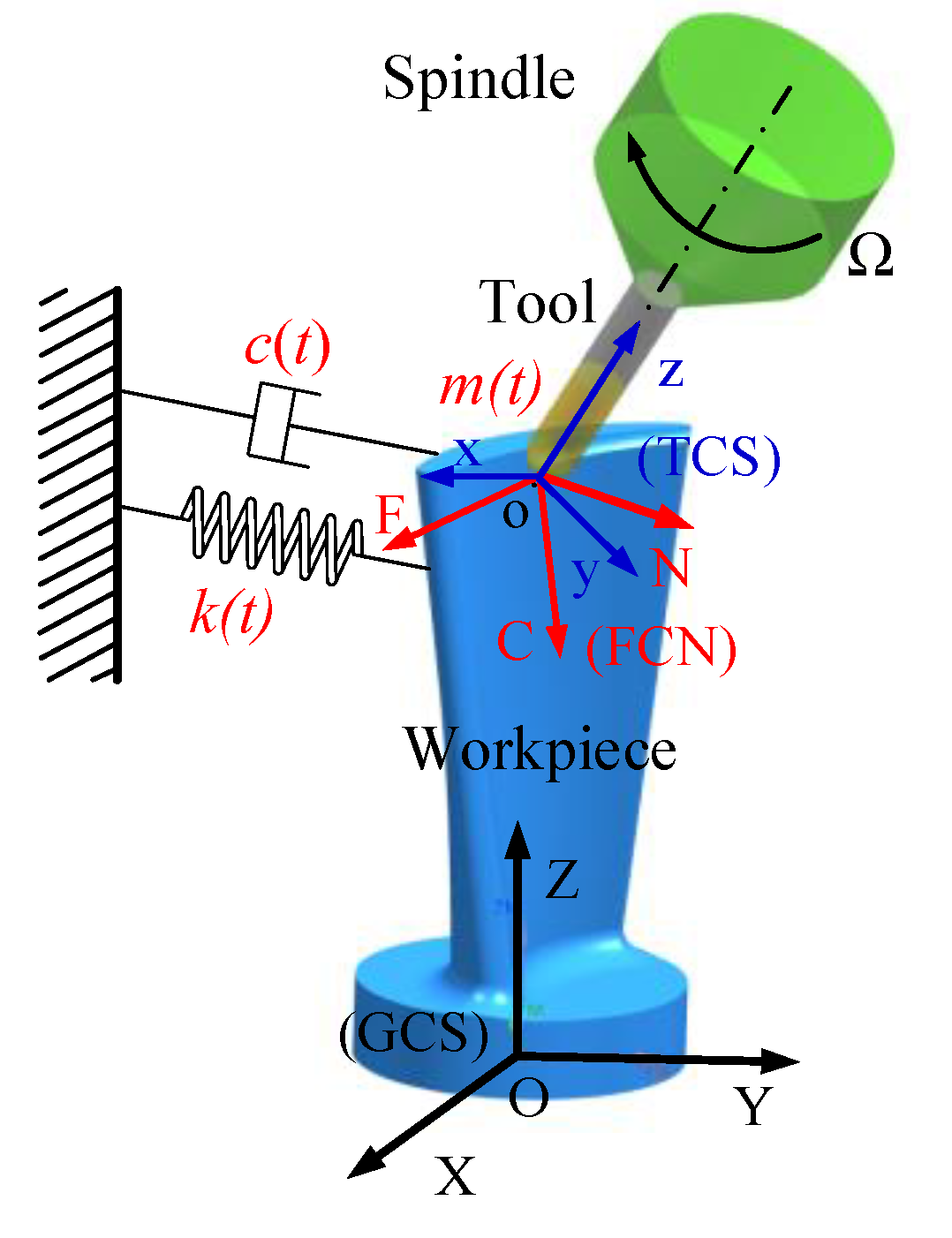
In the multi-axis milling process of thin-walled parts, as shown in
Figure 1, the coordinates of the excitation point, the response point, and the structural change point are the same (
α = β = γ). The direction of excitation and response are in the normal direction along the workpiece surface, which is perpendicular to the direction of the tool path. Due to the multi-axis milling, the path is divided into n cutting steps; the coordinates and the original frequency response function of different cutting steps are different. The main work here is to study the dynamic characteristics of the original function with the change of the cutting path.
The FEM or experimental modal analysis (EMA) can be used to obtain the original frequency response function and the cross-point frequency response function at the n-cutting step midpoint coordinates of the initial un-machined workpiece (
i = 0) and final machined workpiece (
i = n). According to the obtained frequency response function, by Equation (11), the change amount of modal mass, modal damping, and modal stiffness can be obtained in each structural modification process after the
ith (
i = 0, 1, 2,
…,
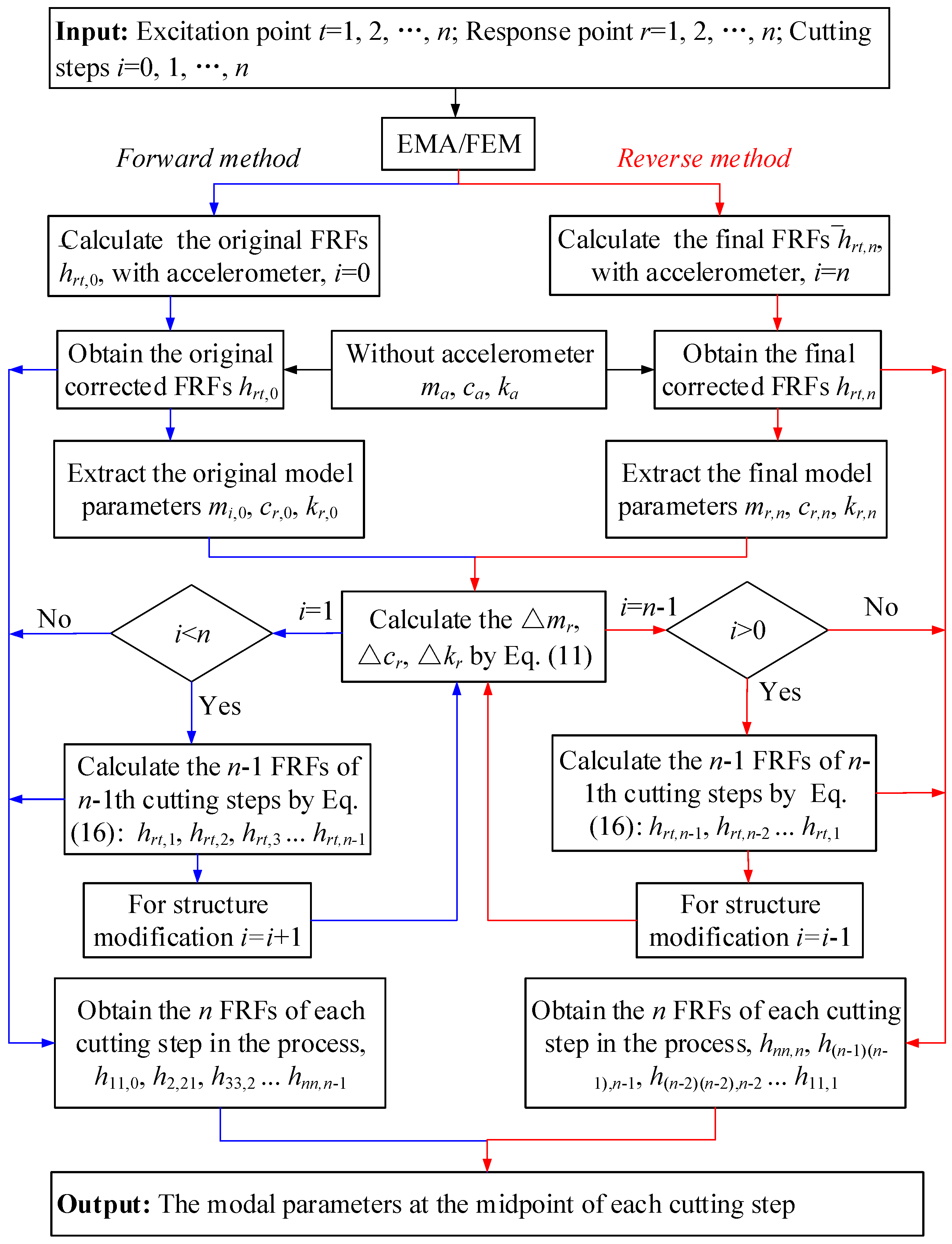
n) structure modification. By Equation (16), the frequency response function between any two points can be obtained. The flowchart for the calculation of the frequency response function at the original position point of each cutting step is shown in
Figure 7. In the figure, the black solid arrow represents the material removal, which is the forward method; the red solid arrow represents the addition of material, which is the reverse method. Both methods generate the same results. The specific steps and the verification process of both methods are described as follows:
Step 1: Divide the cutting process into n cutting steps (or cutting positions) along the cutting tool path, γ = f(i) is expressed as the position coordinates of the ith cutting step (i = 0, 1, 2, …, n). The β = f(t) (t = 1, 2, …, n) is defined as excitation point coordinates and the α = f(r) (r = 1, 2, …, n) is defined as the response point coordinate along the tool path. The above formula indicates that the excitation point coordinate corresponds to the t cutting step, and the response point coordinate corresponds to the r cutting step;
Step 2: For i = 0, that is the initial system with no structural modification at each cutting position, modal analyses (using EMA or FEM) are conducted to obtain the origin-point and the cross-point FRFs ;
Step 3: For i = n, that is the final system after the ith structure modification at each cutting position, modal analyses (using EMA or FEM) are conducted to obtain the origin-point and the cross-point FRFs ;
Step 4: Eliminate the accelerometer mass loading effect by Equation (15), obtain the corrected FRFs of initial and final system structure hrt,0, htr,n if the modal parameters are obtained by the EMA method in steps 2 and 3. This step is not necessary if the modal parameters are obtained by FEM;
Step 5: Extract the modal mass (mr,0, mr,n), modal damping(cr,0, cr,n), and modal stiffness (kr,0, kr,n) parameters from the FRFs, hrt,0, htr,n. Using Equation (11) calculate the Δmr, Δcr, and Δkr. It is worth noting that the subscript r here and the subscript i in Equation (11) have the same meaning, that is, Δmi = Δmr, Δci = Δcr, Δki = Δkr;
Step 6: For i = 1, 2, …, n−1, calculate the origin-point and the cross-point FRFs at the midpoint position of each cutting step using Equation (15);
Step 7: For i = 1, 2, …, n, calculate the original frequency response function hii,i-1 from Step 6 at the midpoint of each cutting step, and the modal parameters are obtained.
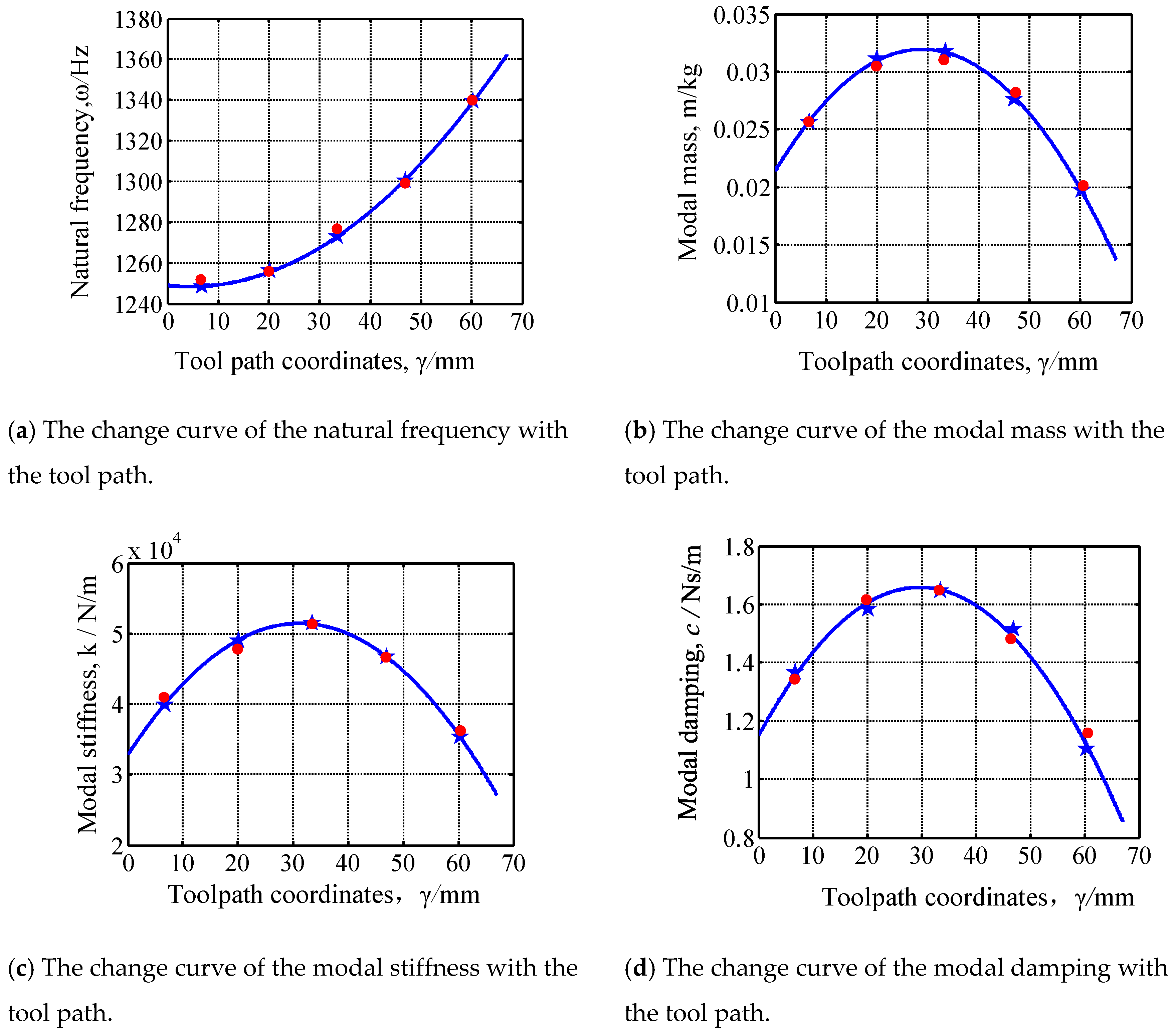
Finally, the time-varying dynamic characteristics of the thin-walled workpiece with a complex curved surface and variable thickness can be obtained in the milling process after the FRFs of different tool positions for original and final structures are provided. After the n frequency response functions at the position of the required machining process are obtained, and extracting the dynamic characteristics of the n frequency response functions, the curves of the dynamic characteristics with the change of cutting path are drawn. Thereby, we can conduct the stability prediction, draw the stability limit diagram, optimize the processing parameters, and improve the processing efficiency according to the dynamic characteristic curves.
4. Experimental Setup and Procedure
To verify the accuracy of the method aimed at obtaining the instantaneous dynamic characteristics in the multi-axis milling process using the extended Sherman–Morrison–Woodbury formula, an experimental study is conducted. The experiment mainly consists of two parts: the modal experiment and the cutting experiment. The former mainly aims at obtaining the original and the cross-point frequency response function at different positions of the workpiece before and after machining, while the latter mainly aims at getting the workpiece after machining and conducting the modal experiment. It worth noting that, in the cutting experiment, whether one measures the cutting force of the workpiece during machining, or one measures the vibration of the workpiece with the laser displacement sensor during machining, neither is relevant to the instantaneous dynamic characteristics of the workpiece under discussion in this section, and the measurement is mainly used for other analysis.
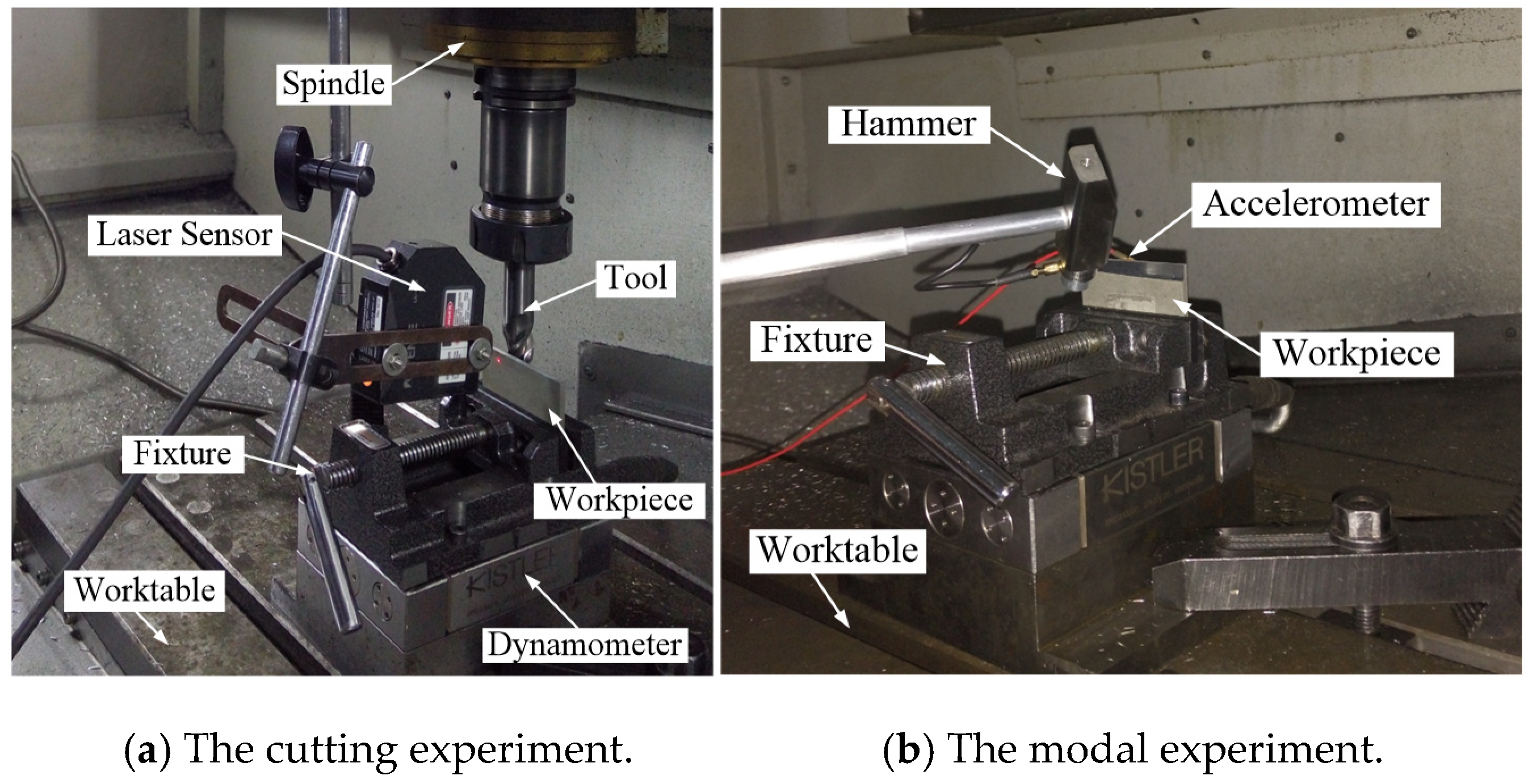
The devices used in the cutting and modal experiments are shown in
Figure 8. The machine used in the process of the cutting experiments is a high-speed milling machining center VMC0540d with a maximum speed of 30,000 rpm, maximum power of 42 kW, and maximum torque of 22 N•m. The cutter used in the experiment is a cemented carbide end milling tool with a diameter of 20 mm, helix angle of 30°, overhang length of 67 mm, and tool tooth number 3. Compared with the workpiece to be machined, the tool stiffness is much larger than that of the workpiece, so that the milling cutter can be assumed to have a rigid structure, and the workpiece is considered to be flexible. In the experiment, the workpiece material is aluminum alloy 7050, and physical parameters of the workpiece are shown in
Table 1. Fixed with clamps, the overhang is 50 mm and works along the longitudinal direction of the workpiece, as shown in
Figure 8a. In the experiment, the feed per tooth is 0.05 mm, and the radial cutting depth linearly varies from 0 mm to 2 mm. When cutting along the length direction of the completed workpiece, the radial cutting depth is changed to 2 mm.
The workpiece is divided into five (n = 5) cutting steps along the machining path. The length of each cutting step is 13.4 mm, and the midpoint of each cutting step is taken as the excitation point and the response point of the modal experiment. The dynamic characteristics of the whole length of the cutting step are substituted by the original frequency response function at the midpoint of each cutting step. The position coordinates of the midpoint of the five cutting steps are P1: 6.7 mm, P2: 20.1 mm, P3: 33.5 mm, P4: 46.9 mm, and P5: 60.3 mm. The original and cross-point frequency response function at the midpoint of five steps before and after the cutting process was measured, respectively. The modal parameters are extracted from the original frequency response function.
To verify the accuracy of the semi-discrete method and to obtain the stability limit diagram of delay differential equations with time-varying parameters of thin-walled parts with a complex curved surface and variable thickness during the multi-axis milling process, an experimental study was conducted. In the experiment, different machining conditions were set up, see
Table 2, and the surface quality of the machined workpiece (presented in the following section) was employed to estimate the stability of the cutting process. Finally, the results obtained from different processing conditions were compared with the stability limit diagram. The experimental devices used in this section are shown in
Figure 8.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











