
Microforce Sensing and Flexible Assembly Method for Key Parts of ICF Microtargets




Abstract
:1. Introduction
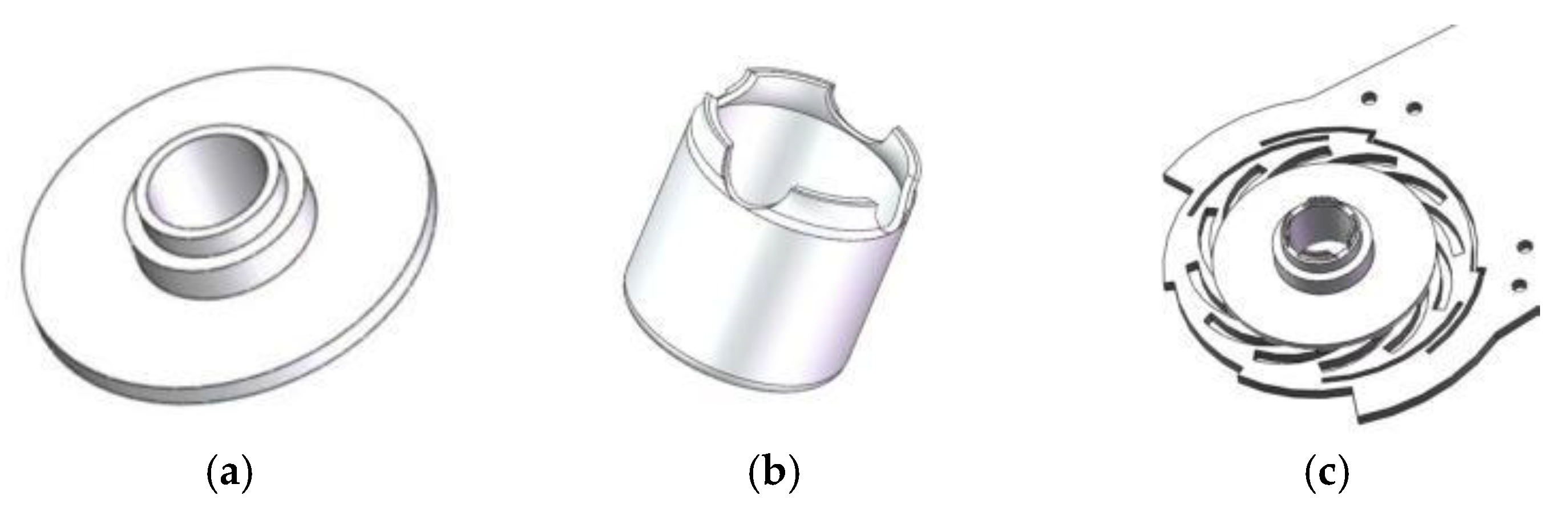
2. Structure of Half-Hohlraum Component
3. Design and Analysis of the Supply Assembly System
3.1. Design of the Part Gripper
3.1.1. Silion Arm Adsorber
3.1.2. Flexible Support Platform
3.1.3. Design of Six DoF MicroMotion Platform
3.2. Mechanical Modeling Analysis
- Assume that the assembly object is a rigid body (ignoring deformation).
- Assume that the assembly process is a quasistatic equilibrium process, ignoring the effect of inertial forces generated by the acceleration of the assembly object.
- Assume that the dynamic and static friction coefficients during the assembly process are equal.
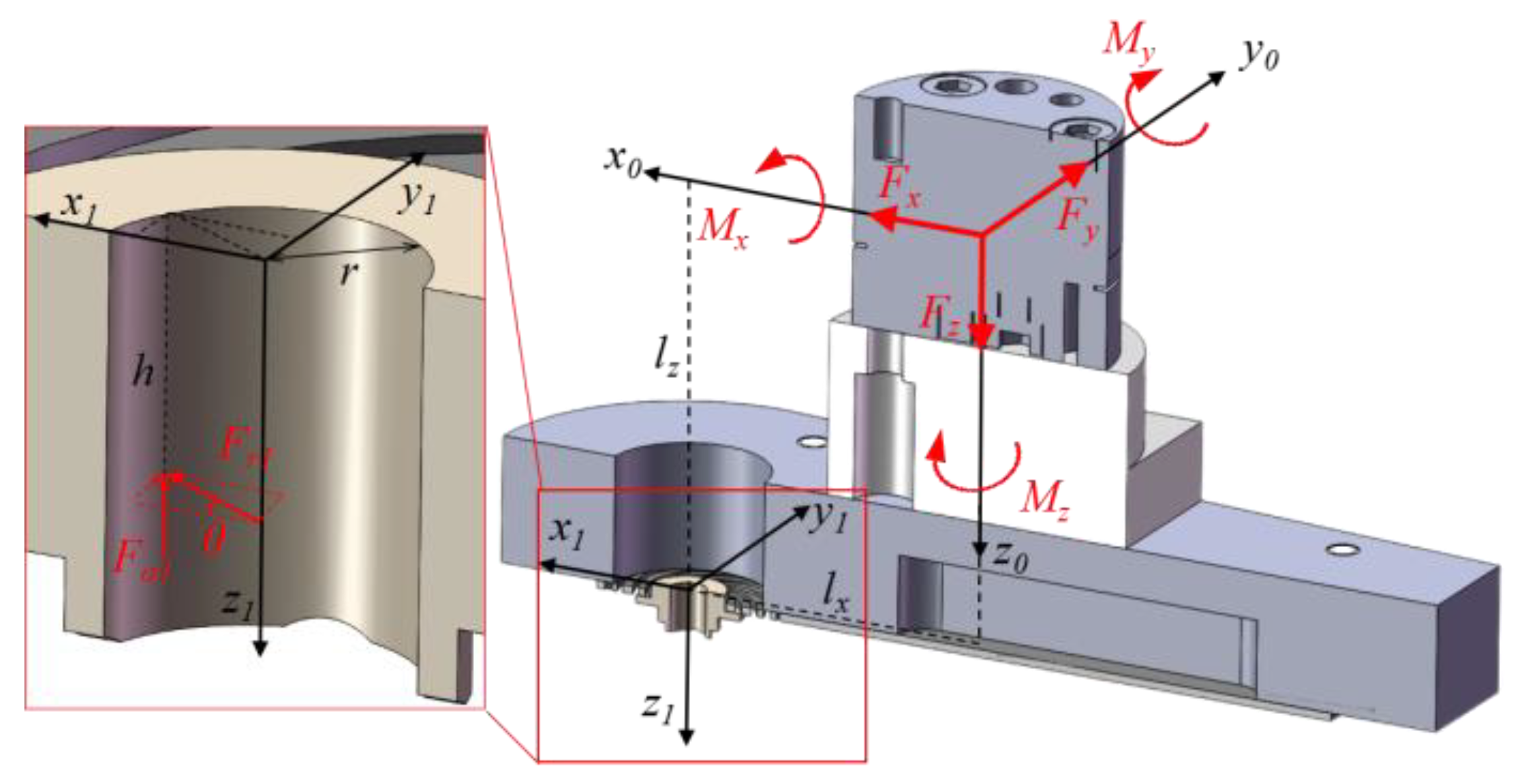
3.2.1. Mechanical Modeling Analysis of the Adsorber
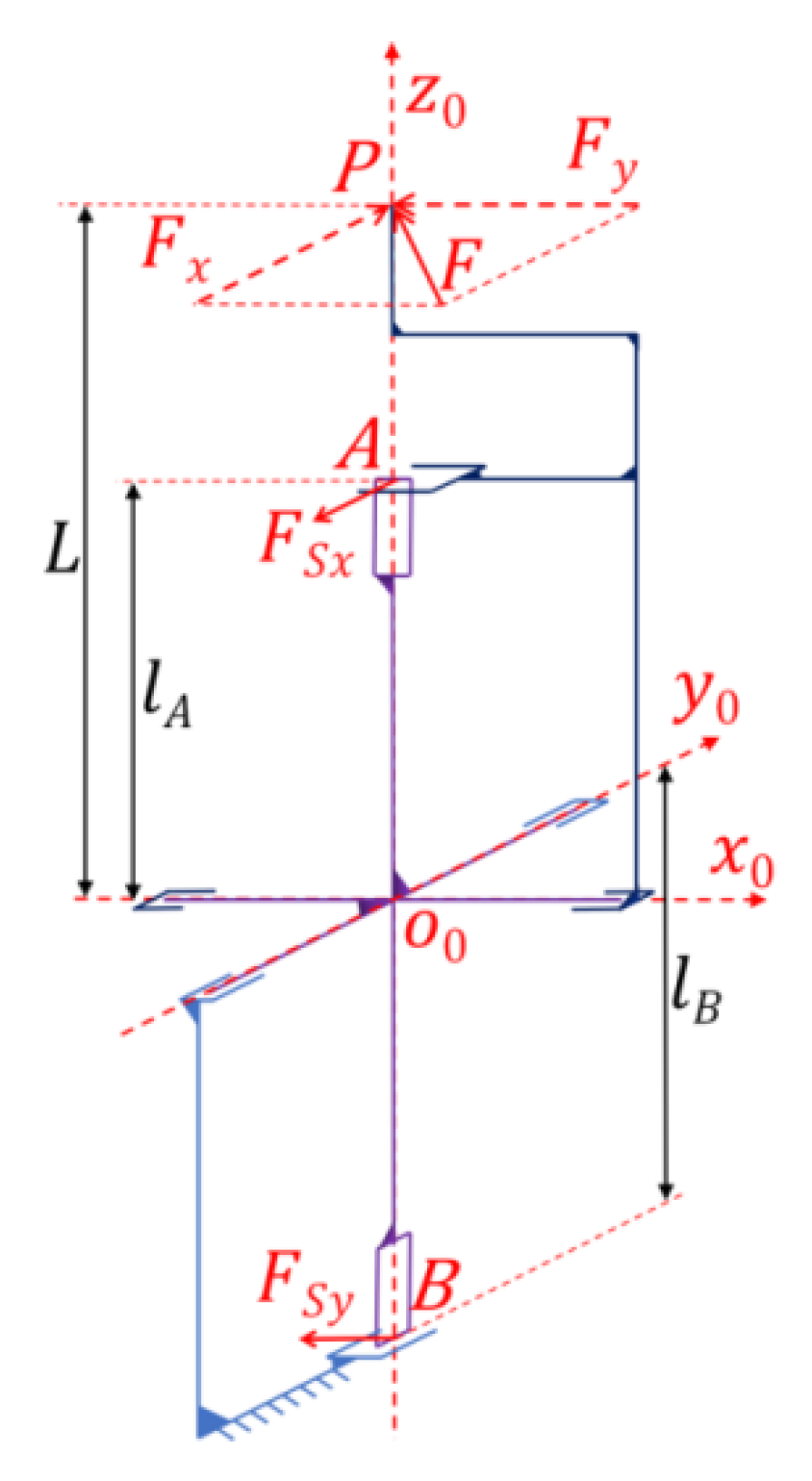
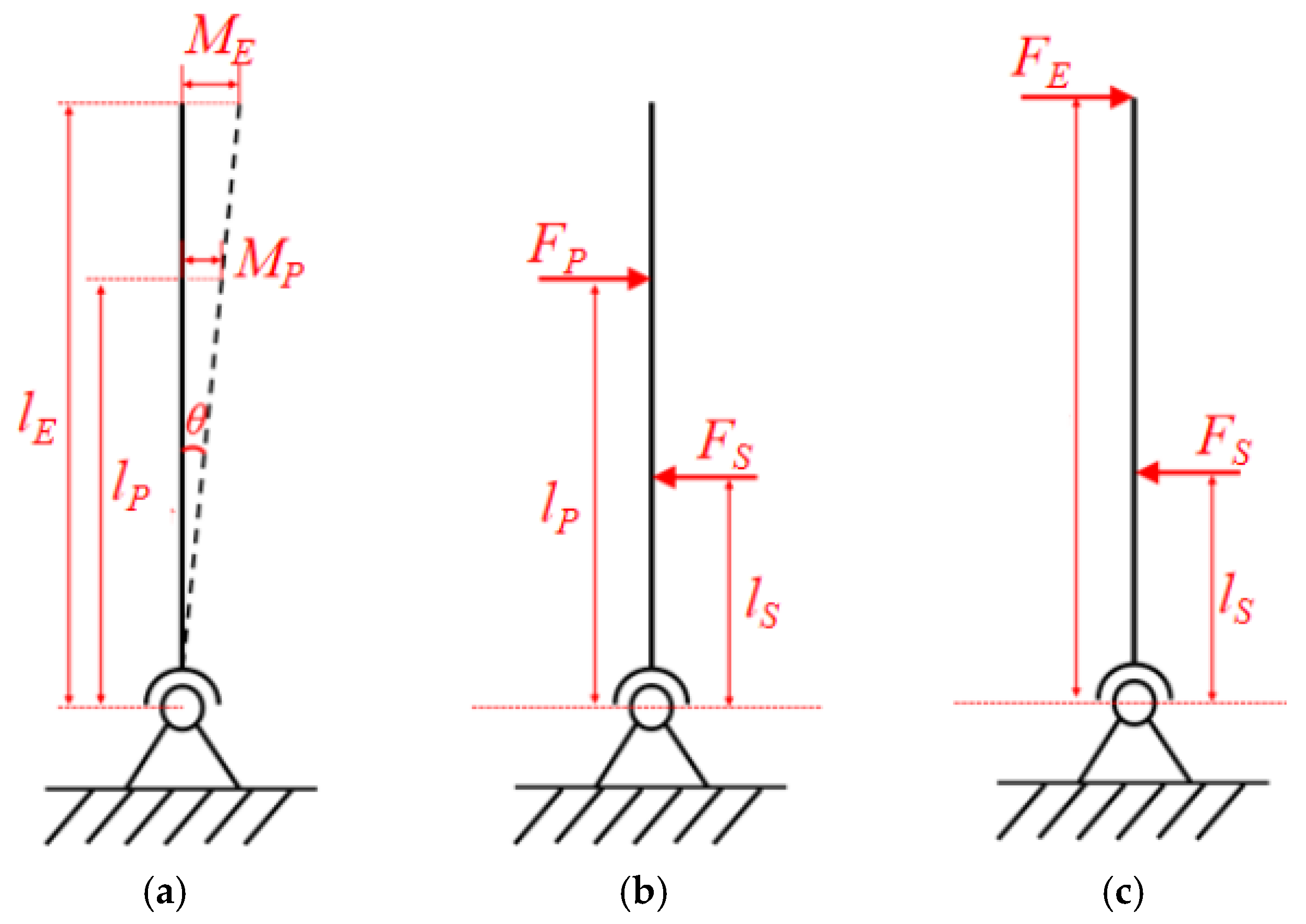
3.2.2. Mechanical Modeling Analysis of the Platform
3.2.3. Kinematic Analysis of Micromotion Platforms
4. Assembly Strategy for TMP-Hohlraum Component
4.1. Visual Guidance in Assembly
4.2. Force Guidance in Assembly
5. Assembly Experiment
5.1. Performance Testing of Flexibly Support Platform
5.2. Assembly Experiment
5.2.1. Posture Adjustment Based on Visual Guidance
5.2.2. Force Guidance in TMP-Hohlraum Component
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, X.H. Microassembly robot: Key technology, development, and applications. CAAI Trans. Intell. Syst. 2020, 15, 413–424. [Google Scholar]
- Yang, G.; Gaines, J.A.; Nelson, B.J. A Supervisory Wafer-Level 3D Microassembly System for Hybrid MEMS Fabrication. J. Intell. Robot. Syst. 2003, 37, 43–68. [Google Scholar] [CrossRef]
- Qiu, Z.; Wang, T.; Wang, J.; Li, X.; Zhong, Y. Online detection system of microtarget assembly. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 2009, 27, 1890. [Google Scholar] [CrossRef]
- Yang, G.; Gaines, J.; Nelson, B. Optomechatronic Design of Microassembly Systems for Manufacturing Hybrid Microsystems. IEEE Trans. Ind. Electron. 2005, 52, 1013–1023. [Google Scholar] [CrossRef]
- Castro, C.; Montesanti, R.C.; Taylor, J.S.; Hamza, A.V.; Dzenitis, E.G. Reconfigurable Assembly Station for Precision Manufacture of Nuclear Fusion Ignition Targets. In Proceedings of the ASPE 24th Annual Meeting, Monterey, CA, USA, 4–9 October 2009. [Google Scholar]
- Carlson, L.C.; Huang, H.; Alexander, N.; Bousquet, J.; Farrell, M.; Nikroo, A. Automation of NIF Target Fabrication. Fusion Sci. Technol. 2016, 70, 274–287. [Google Scholar] [CrossRef]
- Wu, W.R.; Huang, L.Z.; Luo, M.; Yang, S.J.; Wang, H.L. Research on Semi-automatic Assembly Technology of Micro-target. In Proceedings of the 10th China Nuclear Target Technology Academic Exchange deep Conference, Lanzhou, China, 17 November 2009. [Google Scholar]
- Wang, S.; Chen, G.; Xu, H.; Wang, Z. A Robotic Peg-in-Hole Assembly Strategy Based on Variable Compliance Center. IEEE Access 2019, 7, 167534–167546. [Google Scholar] [CrossRef]
- Montesanti, R.C.; Alger, E.T.; Atherton, L.J.; Bhandarkar, S.; Castro, C.; Dzenitis, E.G.; Edwards, G.J.; Hamza, A.V.; Klingmann, J.L.; Lord, D.M.; et al. Lessons from Building Laser-Driven Fusion Ignition Targets with the Precision Robotic Assembly Machine. Fusion Sci. Technol. 2011, 59, 70–77. [Google Scholar] [CrossRef]
- Yu, D.H.; Wu, W.R.; Shen, F.; Liu, G.D.; Liu, B.G.; Chen, F.D.; Wan, F. Precision robotic system designed for hohlraum assembly. Laser Part. Beams 2014, 26, 164–169. [Google Scholar]
- Whitney, D.E. Historical-perspective and state-of-the-art in robot force control. Int. J. Robot Res. 1987, 6, 3–14. [Google Scholar] [CrossRef]
- Park, D.I.; Kim, H.; Park, C.; Choi, T.; Do, H.; Kim, B.; Park, J. Automatic assembly method with the passive compliant device. In Proceedings of the 11th Asian Control Conference (ASCC), Gold Coast, QLD, Australia, 17–20 December 2017; pp. 347–348. [Google Scholar] [CrossRef]
- Jakovljevic, Z.; Petrovic, P.B.; Mikovic, V.D.; Pajic, M. Fuzzy inference mechanism for recognition of contact states in intelligent robotic assembly. J. Intell. Manuf. 2012, 25, 571–587. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Wu, M.Y.; Yang, Z.; Sun, L.N. Study of Cooperative system of Mico-nano-operated Robot based on SEM. In Proceedings of the 36th China Control Conference (CCC2017), Dalian, China, 26–28 July 2017; pp. 1541–1544. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Index |
|---|---|
| Range | Fx, Fy: ±12 N; Fz: ±17 N; Tx, Ty, Tz: ±120 N·mm |
| Overload protection | 3.1 to 13.8 times F.S. |
| Unidirectional linearity | <0.05%F.S. |
| Coupling error | <0.5%F.S. |
| Response frequency | 7200 Hz |
| Parameters | Index |
|---|---|
| Sensitivity | 2.0 ± 0.05 mV |
| Overload protection | ≤150%F.S. |
| Nonlinear | ≤±0.03%F.S. |
| Operating temperature | −20~80 °C |
| Excitation voltage | 10–15 V |
| Model | Itinerary | One—Way Positioning Precision | Repeatability Accuracy |
|---|---|---|---|
| KXL06050 | 50 mm | 5 μm | ±0.3 μm |
| KXL06075 | 75 mm | 5 μm | ±0.3 μm |
| KRW04360 | 360° | 0.05° | ±0.01° |
| KRW06360 | 360° | 0.05° | ±0.01° |
| KGW04040 | ±8° | — | ±0.005° |
| i | αi−1 | ai−1 | di | θi |
|---|---|---|---|---|
| 1 | 0 | 0 | d1 (0–70 mm) | 0 |
| 2 | −90° | a1 (42 mm) | d2 (0–50 mm) | 90° |
| 3 | 90° | a2 (46 mm) | d3 (0–70 mm) | −90° |
| 4 | −90° | 0 | d4 | θ4 (−90° ± 180°) |
| 5 | −90° | 0 | 0 | θ5 (−90° ± 120°) |
| 6 | 90° | 0 | d6 | θ6 (−90° ± 180°) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Ni, K.; Zhu, M.; Sun, L. Microforce Sensing and Flexible Assembly Method for Key Parts of ICF Microtargets. Actuators 2023, 12, 1. https://doi.org/10.3390/act12010001
Chen T, Ni K, Zhu M, Sun L. Microforce Sensing and Flexible Assembly Method for Key Parts of ICF Microtargets. Actuators. 2023; 12(1):1. https://doi.org/10.3390/act12010001
Chicago/Turabian StyleChen, Tao, Kejian Ni, Minglu Zhu, and Lining Sun. 2023. "Microforce Sensing and Flexible Assembly Method for Key Parts of ICF Microtargets" Actuators 12, no. 1: 1. https://doi.org/10.3390/act12010001
APA StyleChen, T., Ni, K., Zhu, M., & Sun, L. (2023). Microforce Sensing and Flexible Assembly Method for Key Parts of ICF Microtargets. Actuators, 12(1), 1. https://doi.org/10.3390/act12010001