
Additive Manufacturing of Flexible Material for Pneumatic Actuators Application

 ,
, 
Abstract
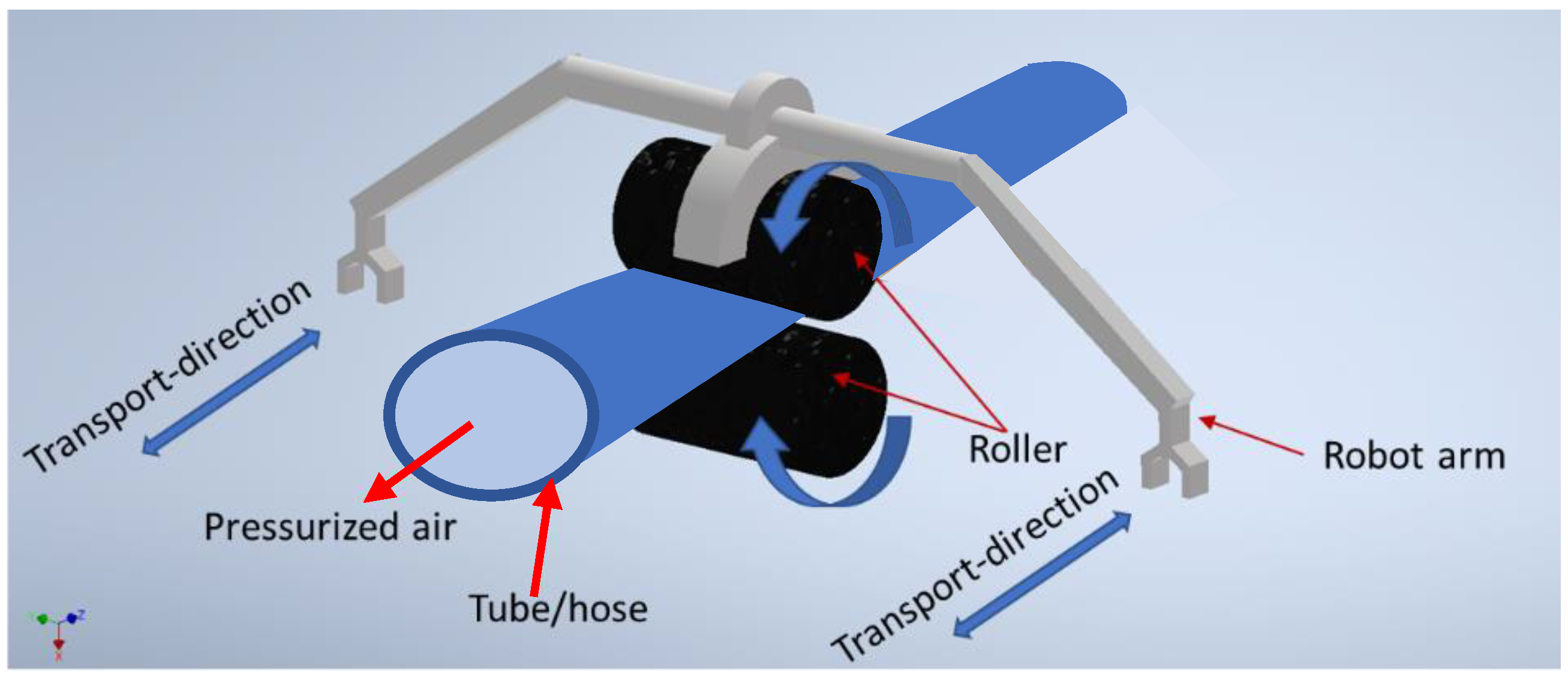
:1. Introduction
- experimentally determining the TPU material properties;
- finding the optimum print temperature, not only for manufacturing a robust product but also when considering the actuator endurance;
- finding an adequate printing angle.
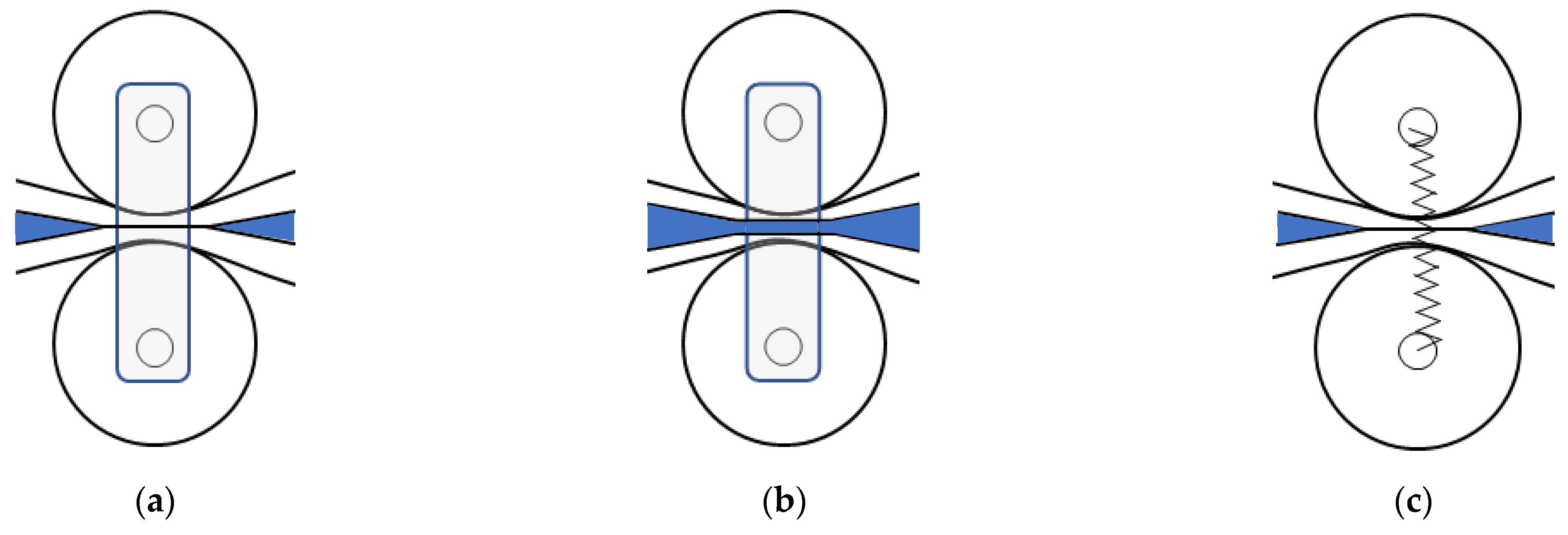
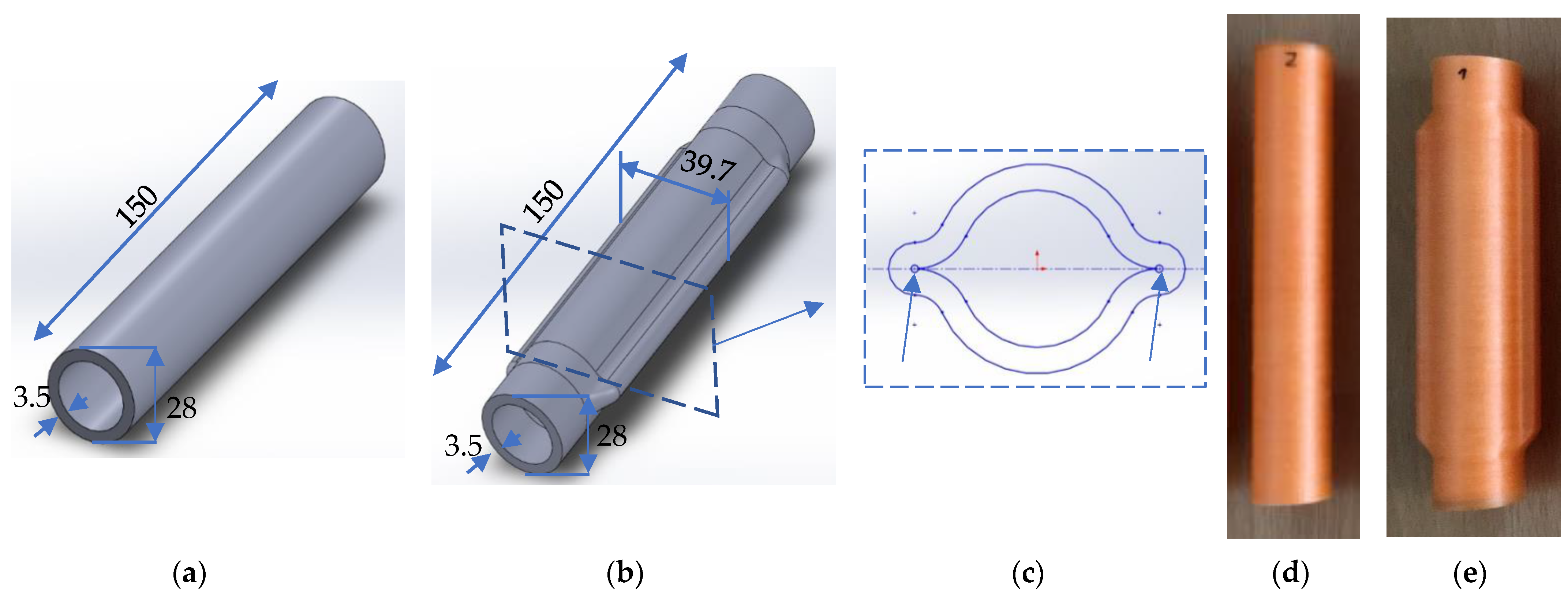
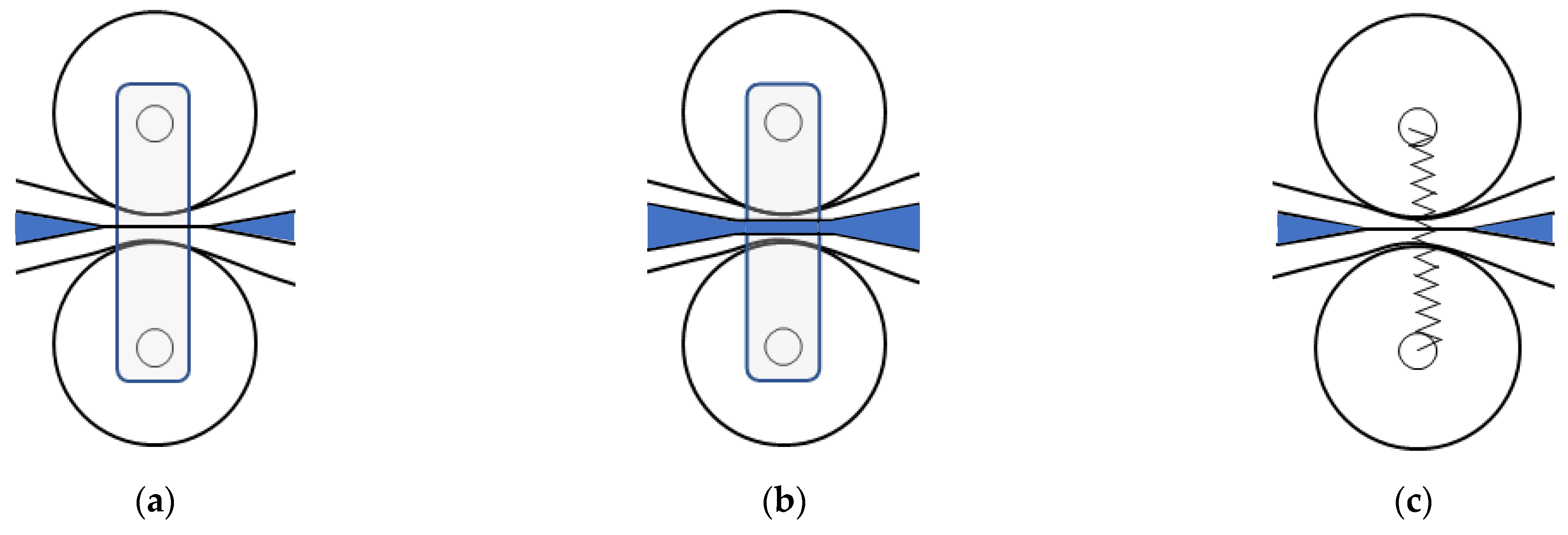
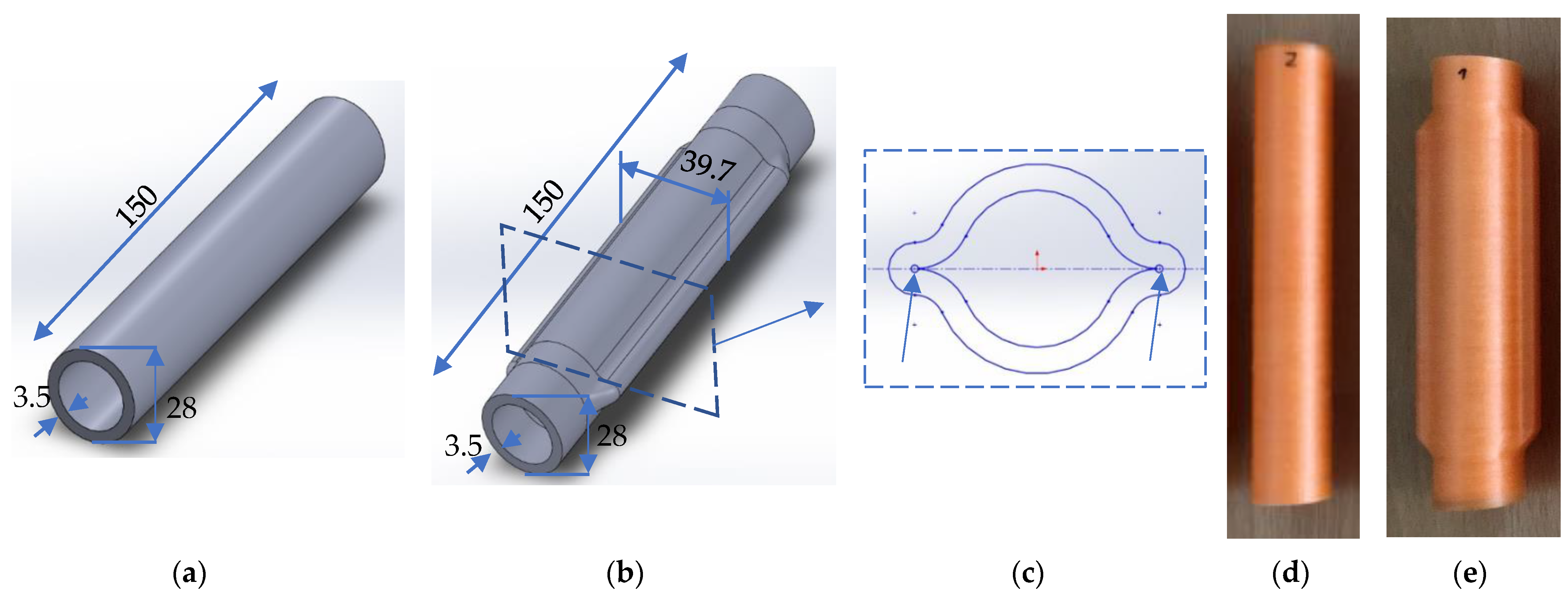
- design A: conventional circular hose;
- design B: geometrically reinforced hose design at the folding region;
2. Experimental Setup
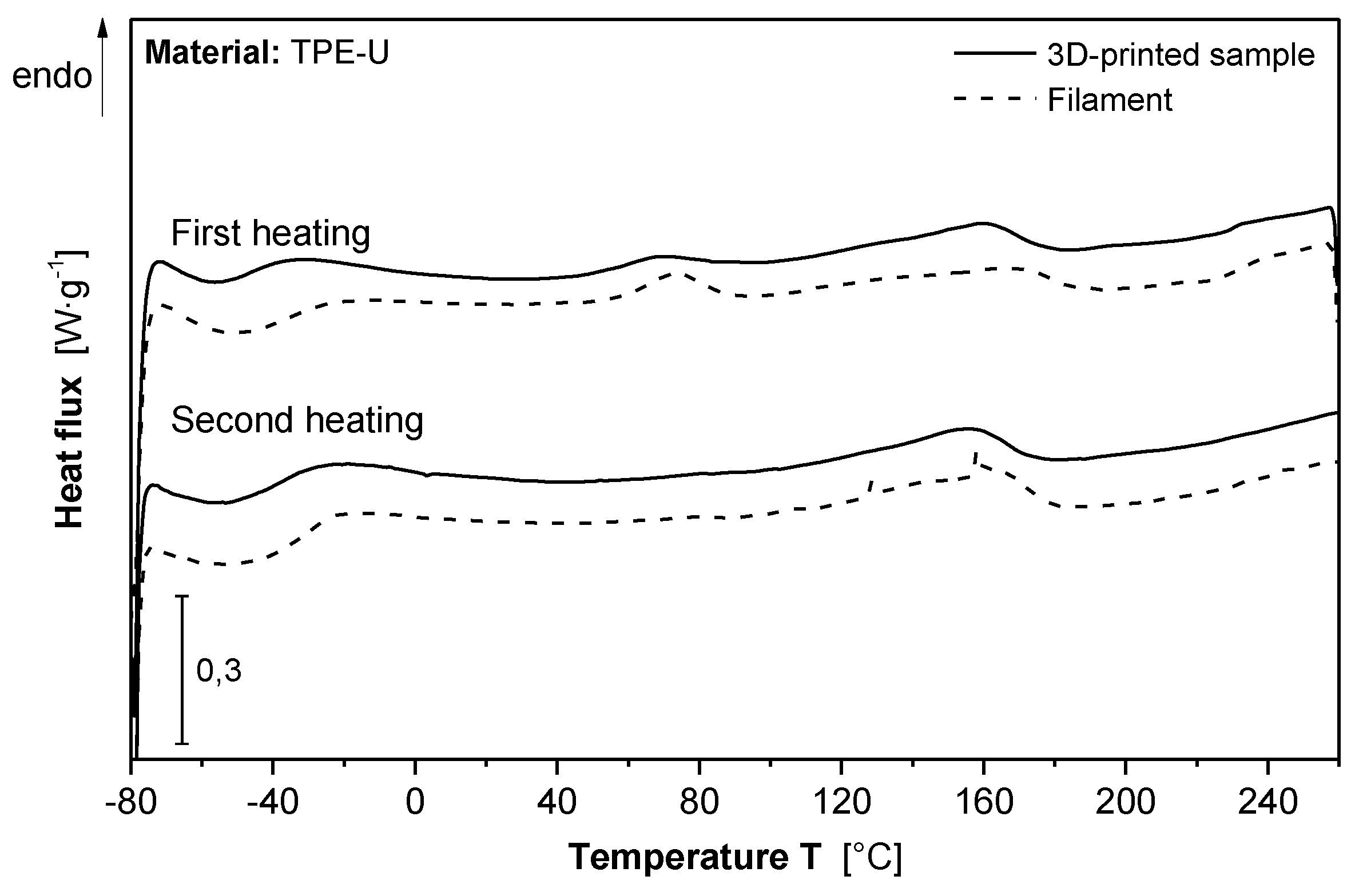
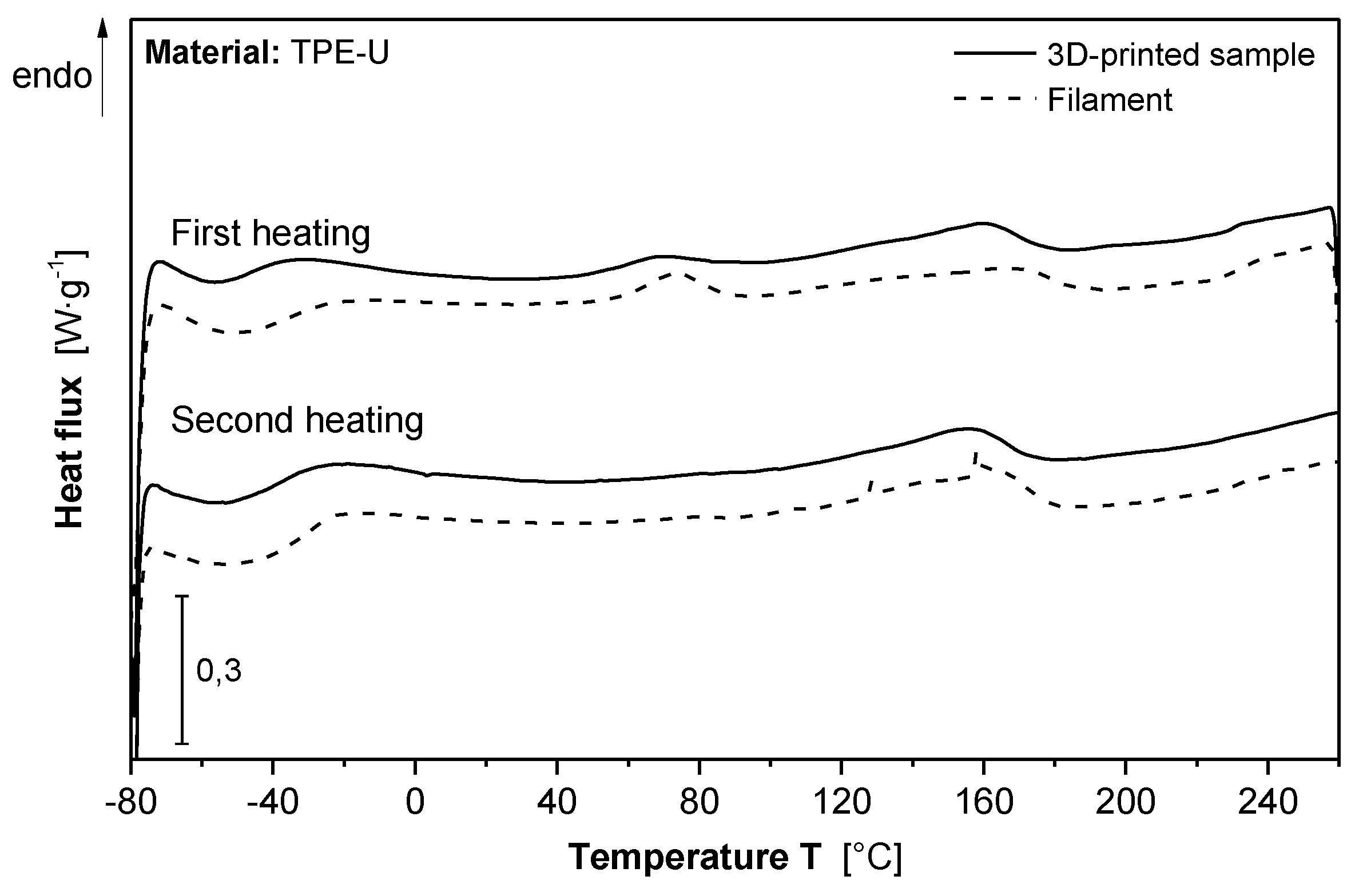
2.1. Material Characterization
2.2. 3D Printer
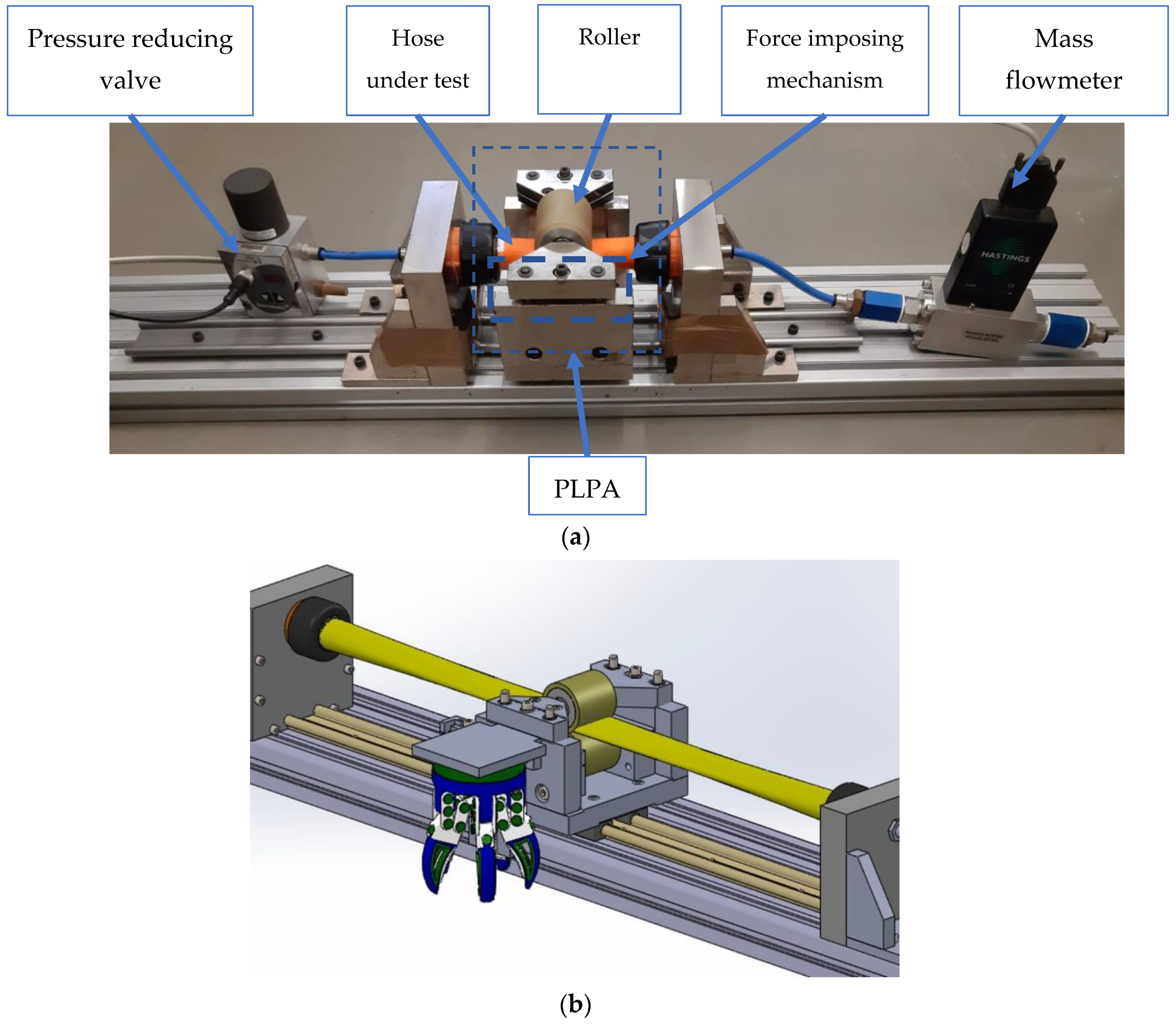
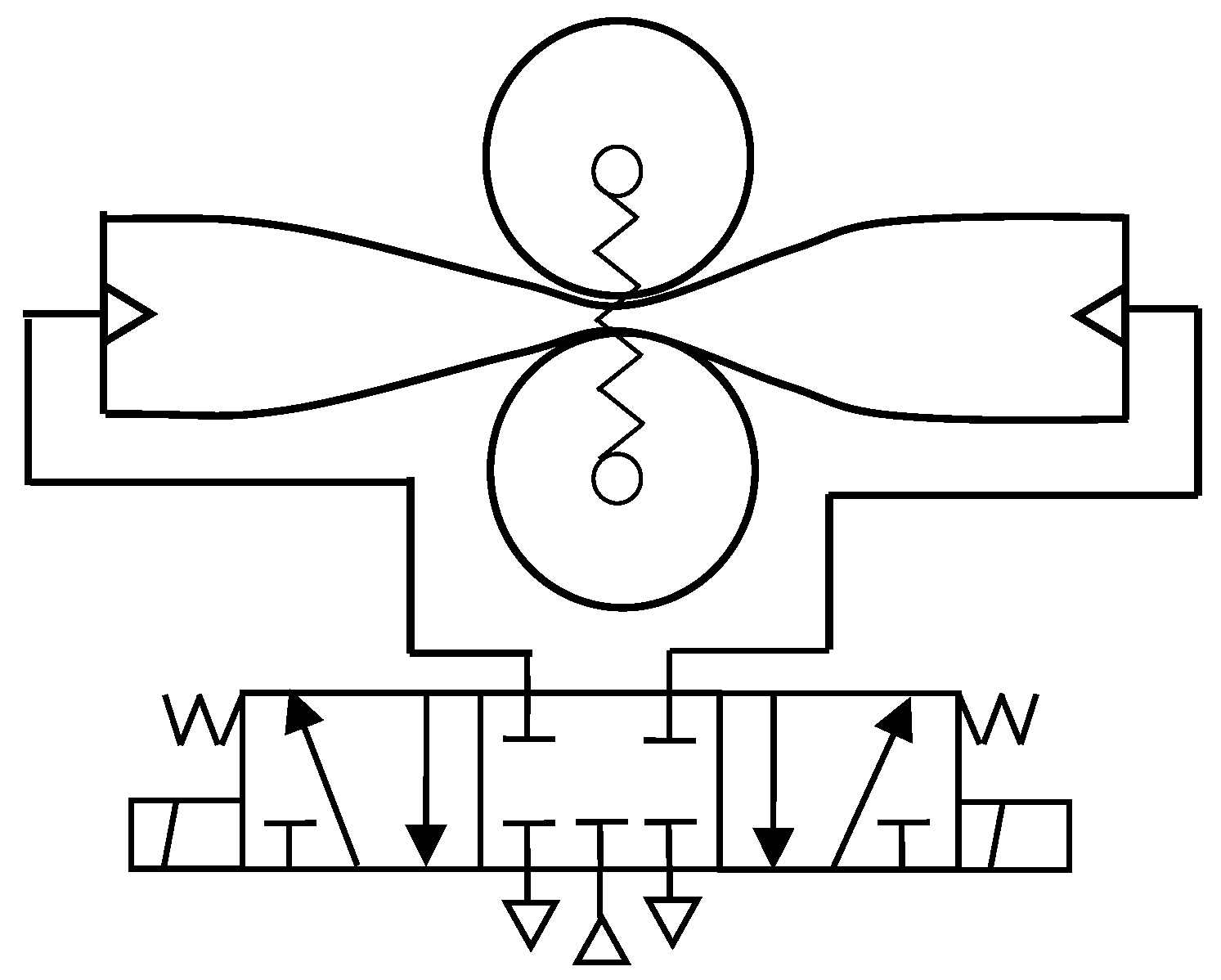
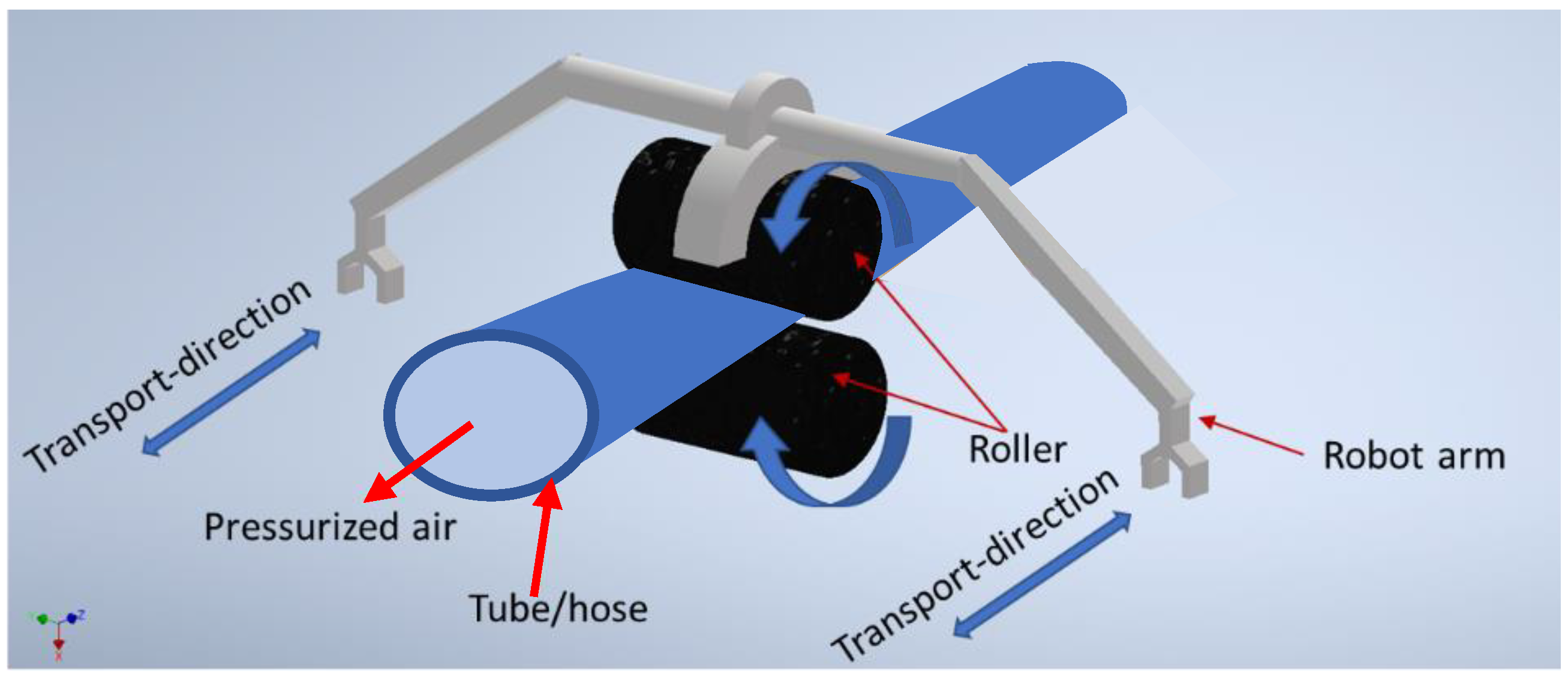
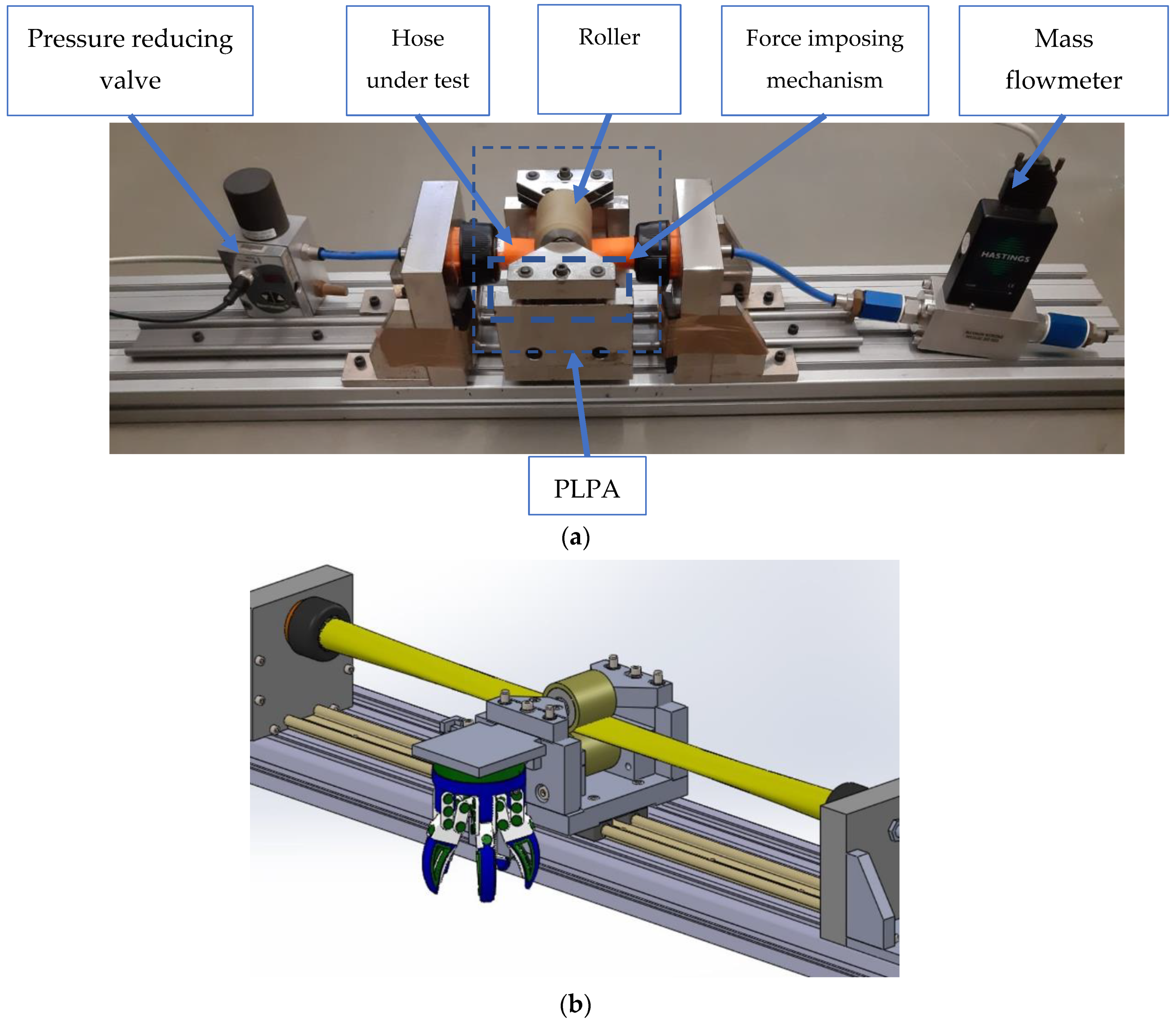
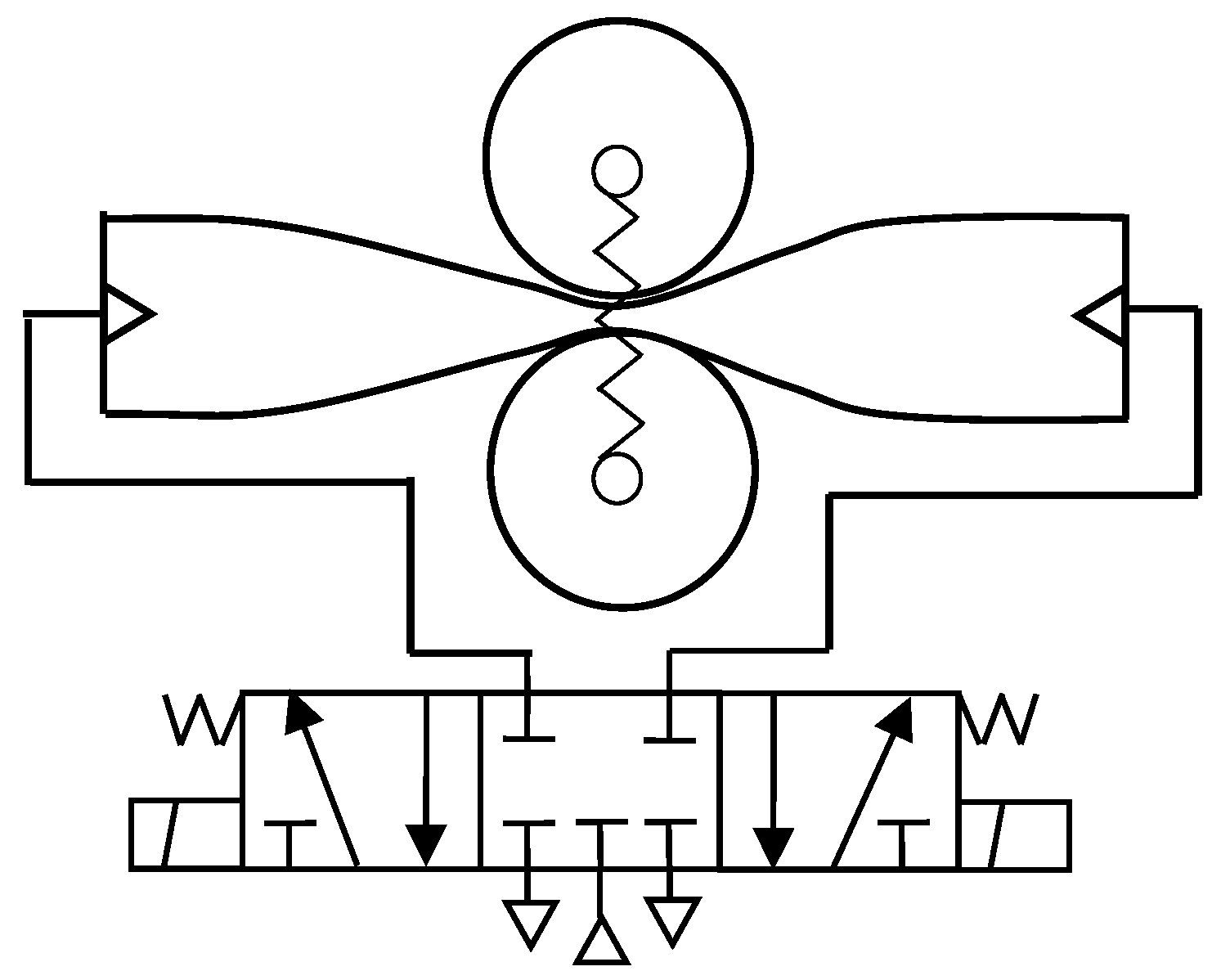
2.3. Pneumatic Test Bed
3. Procedure
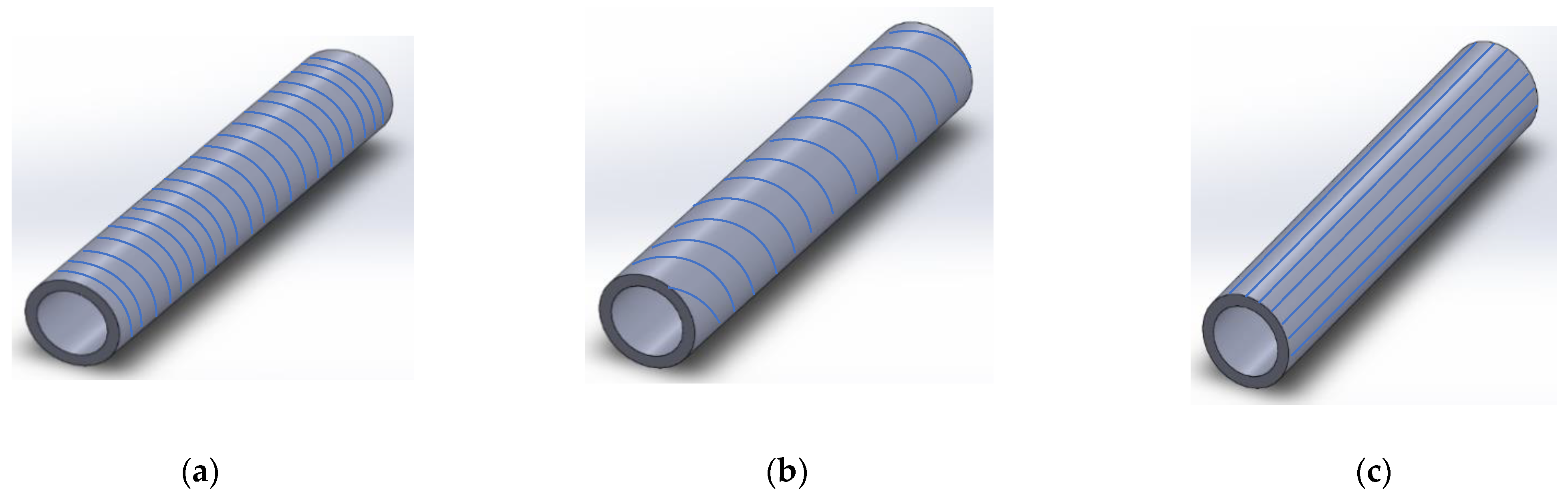
- The 90° printing angle led to considerably less endurance than the other two (an average of 2459 cycles with 90° versus 13,058 cycles with 0° for design A), so the 90° printing angle was not further considered;
- The 45° angle hoses required support structures that could not be implemented in the available printer (Anycubic i3 mega). In order to overcome this difficulty, the printing angle was slightly reduced to 35°, which did not require support structures.
4. Results and Discussion
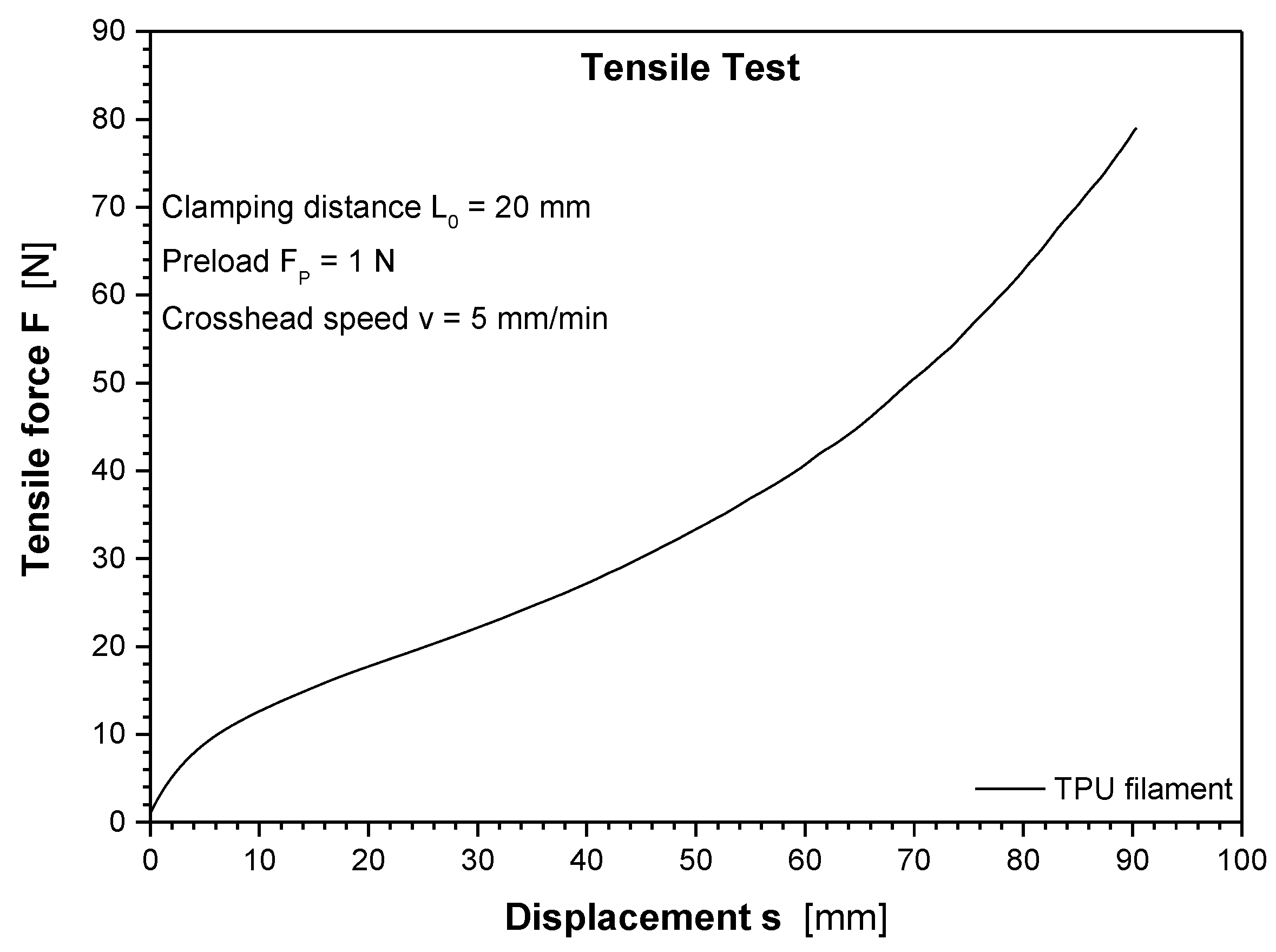
4.1. Material
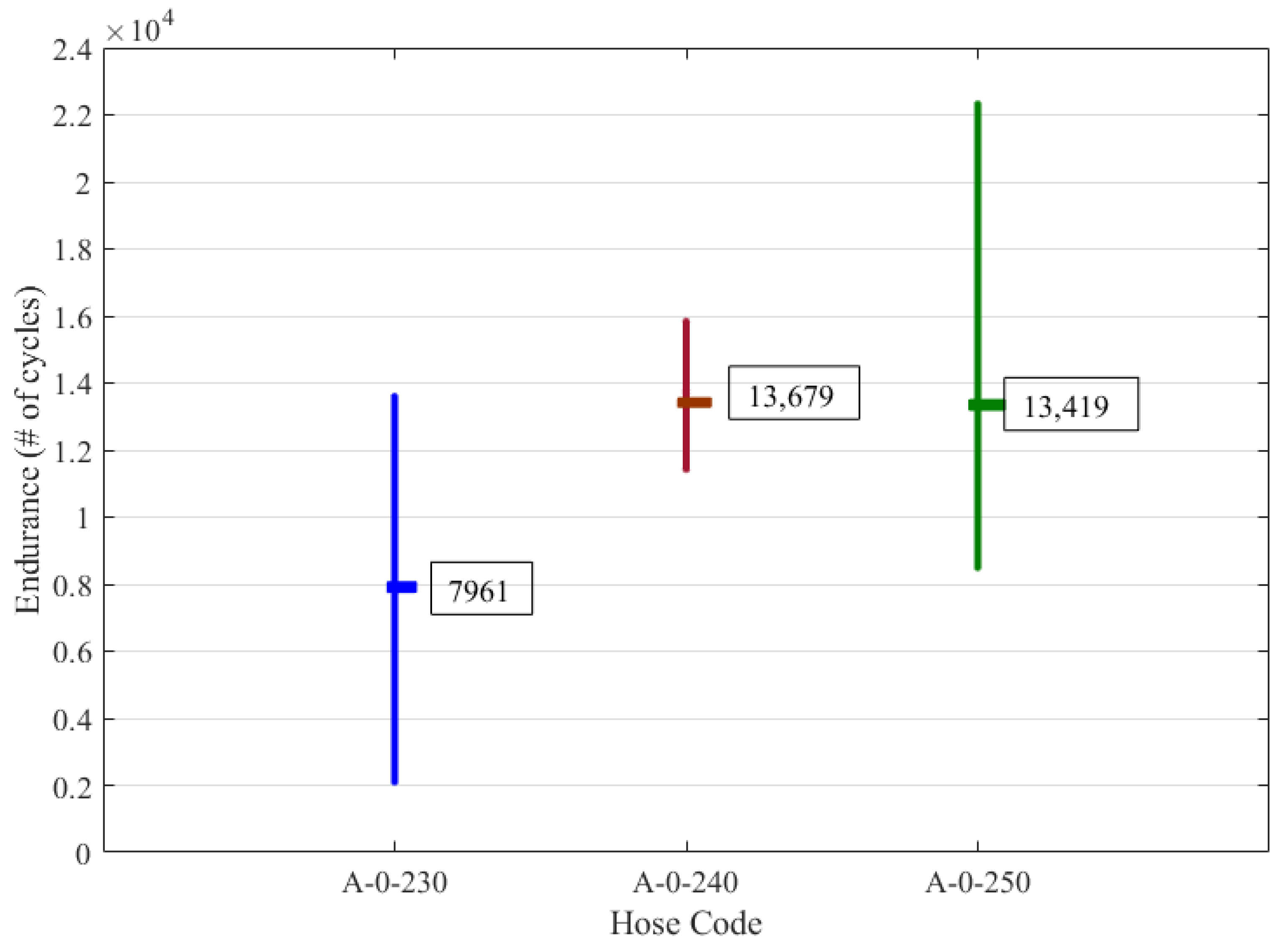
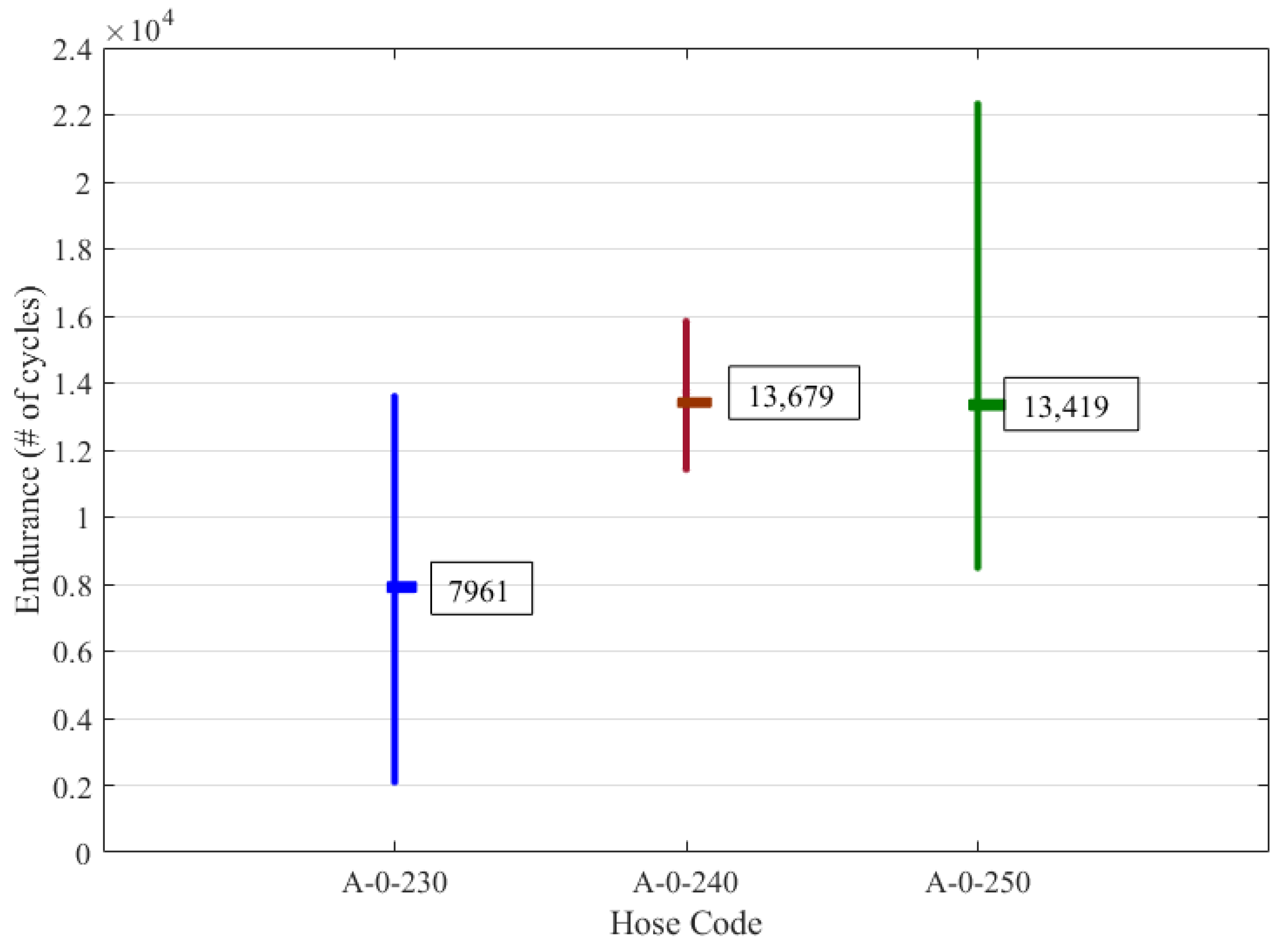
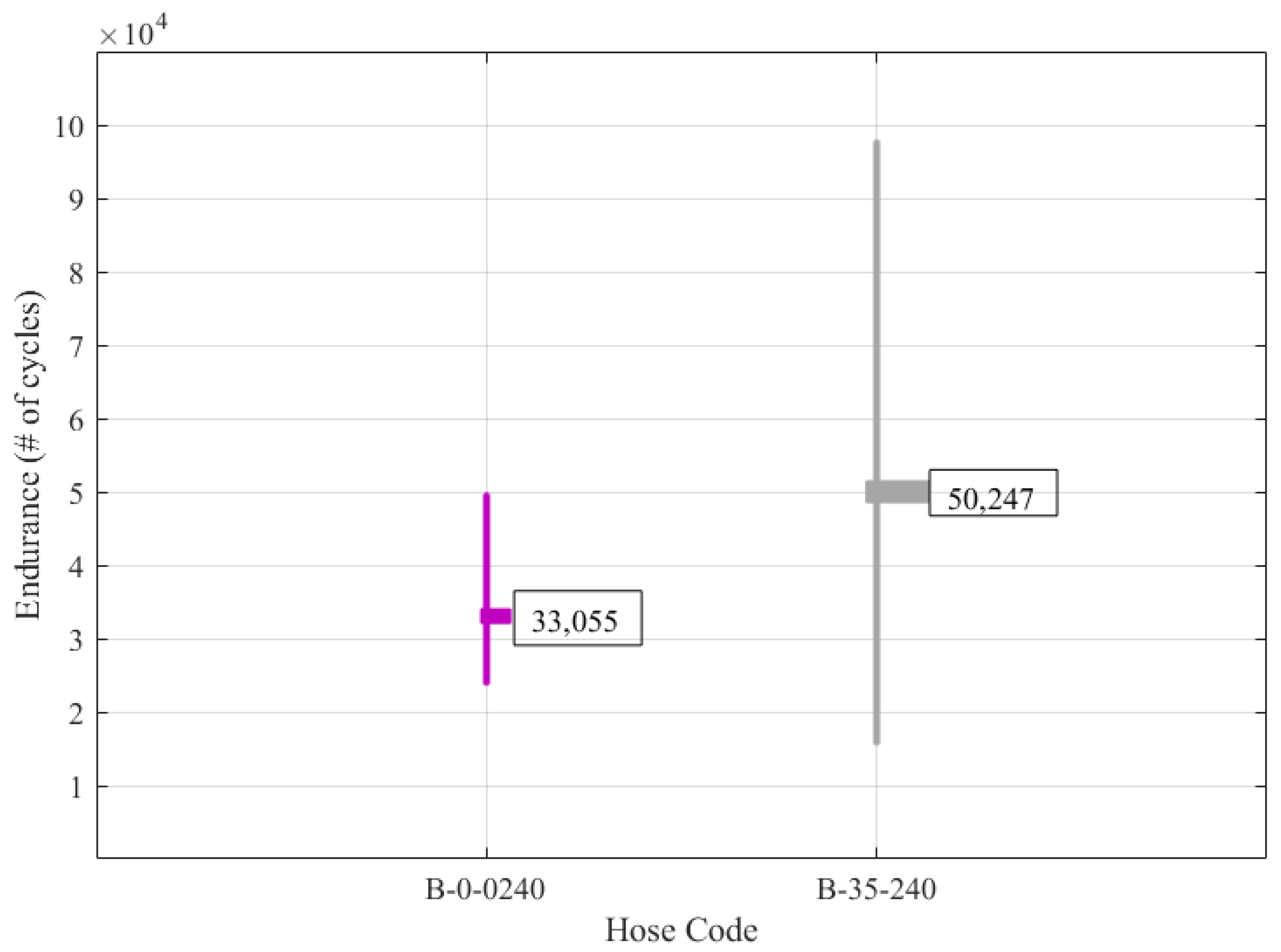
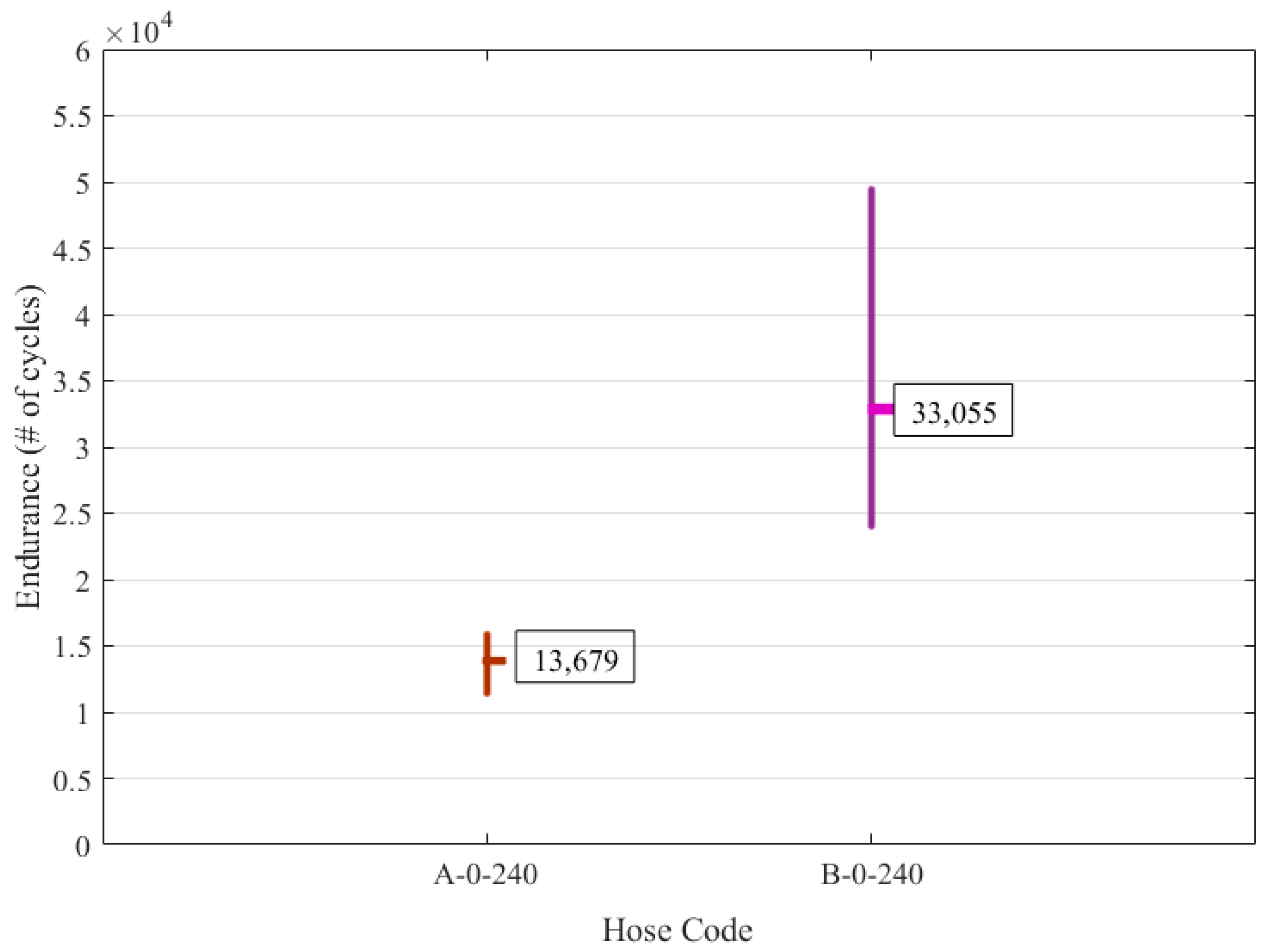
4.2. Actuator Endurance
5. Conclusions
- a processing temperature of 240° C and a build angle of 35° yields the highest life cycle among the tested parameters.
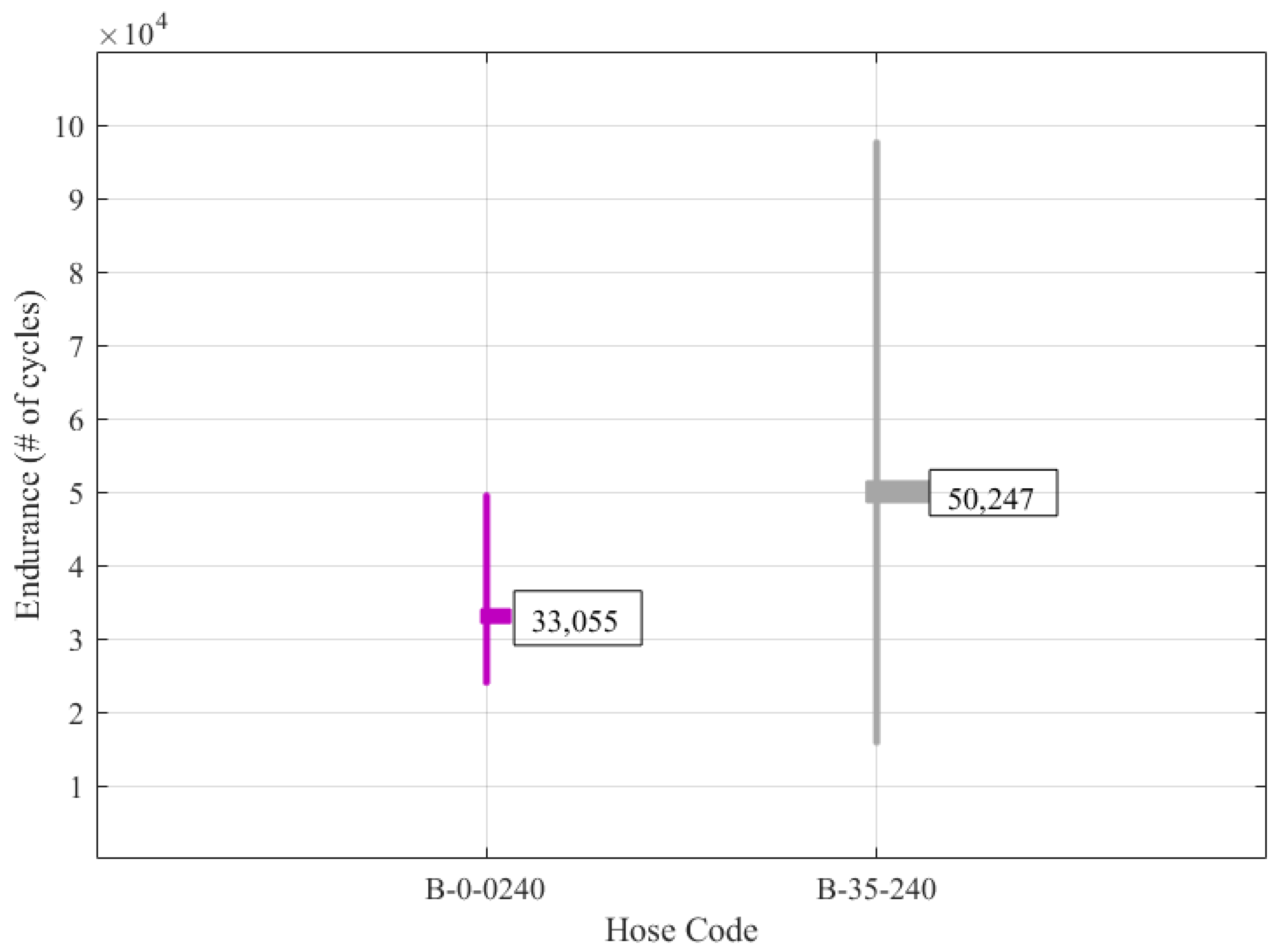
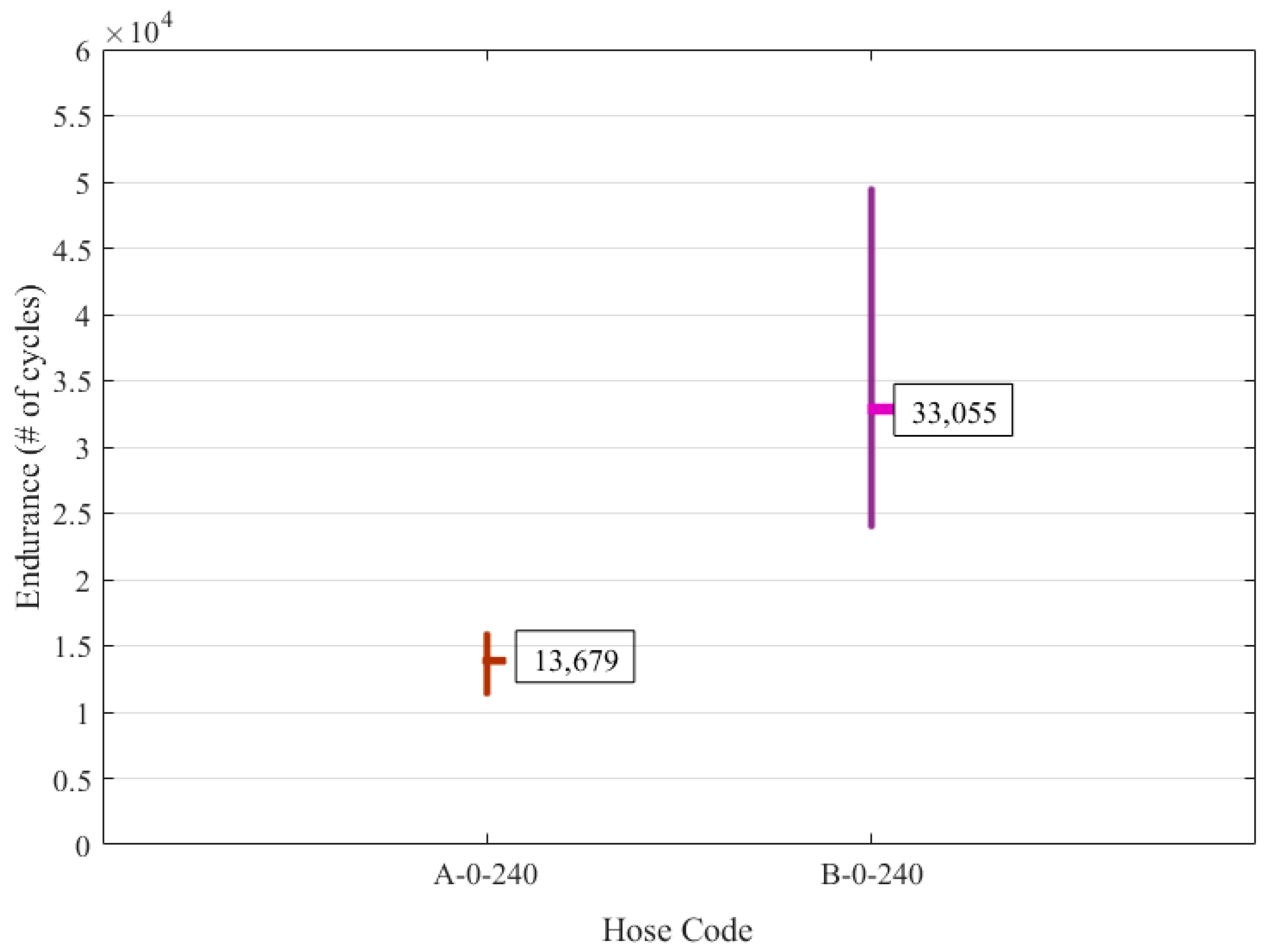
- It has been confirmed that the 3D printed PLPA are not directly appliable in industrial applications as their endurance values are very small. However, the preliminary tests presented in this study show that hose designs that are different from the typical circular one might play a crucial role in the hose endurance of the actuator. In fact, it was shown that the hose design including geometrical reinforcements at the sides underwent more than twice the life cycle of a conventional hose design.
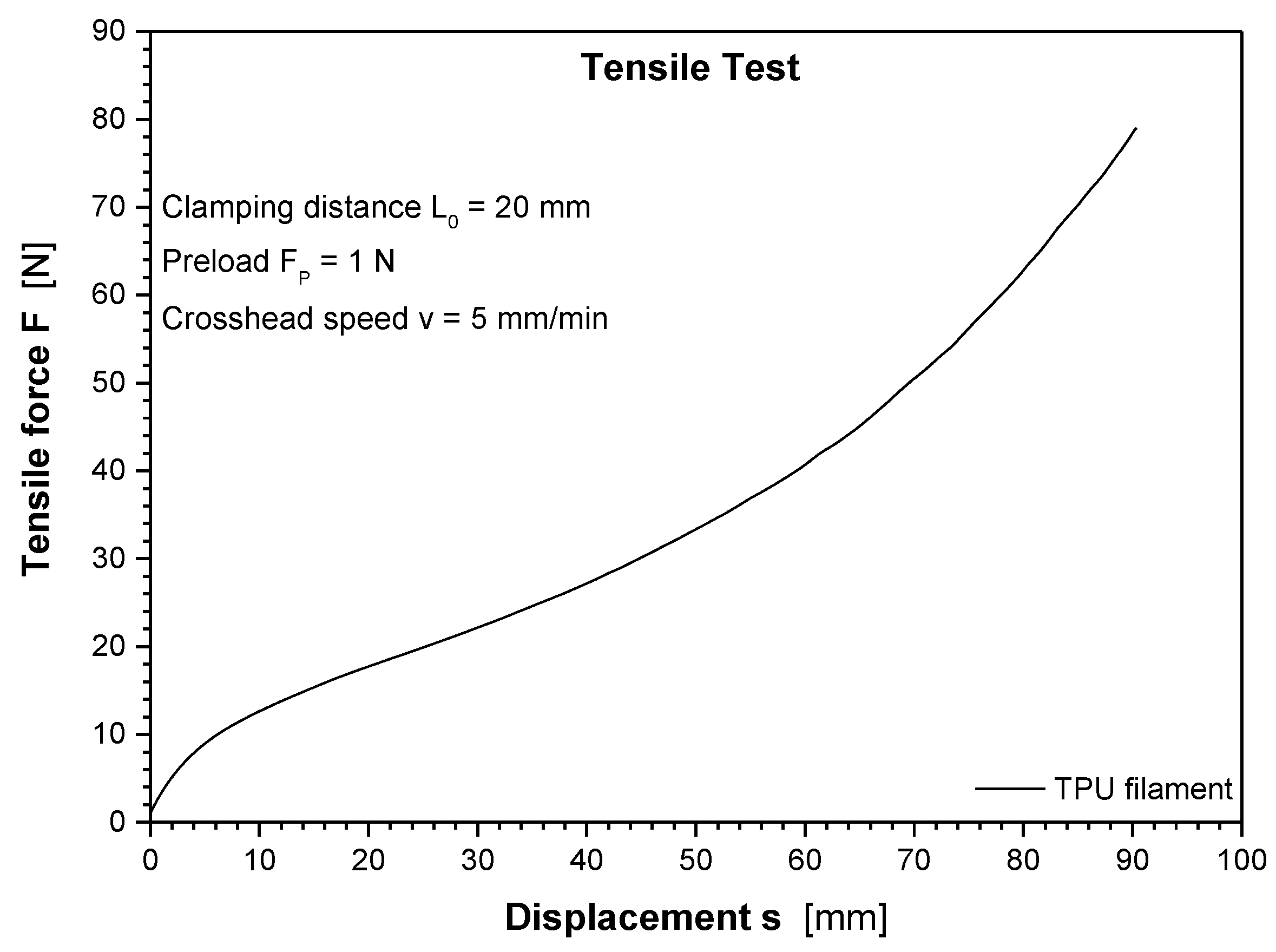
- Tensile test of samples processed at different print temperatures showed that samples printed using a temperature of 240 °C led to the maximum tensile strength. Similar results were observed when exposing different hoses to the endurance test. As such, it can be concluded that, the tensile strength of printed samples could have a direct relation with the endurance of the hoses being exposed to the internal pressure and external forces of such PLPA actuators.
- investigation of more tailored designs to assess the possibility of further increasing the hose longevity. To this end, FEM simulations of the PLPA at work will be run in order to pinpoint the main critical regions. This will allow the optimization of the hose shape.
- the use of a PLPA for water hydraulics. In fact, water hydraulics (as opposed to oil hydraulics) have a lower ecological footprint. The use of PLPAs might be advantageous in this field since the PLPA actuator is rubber based and therefore one of the main difficulties in water hydraulics (corrosion) is naturally surpassed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Zhalmuratova, D.; Chung, H. Reinforced Gels and Elastomers for Biomedical and Soft Robotics Applications. ACS Appl. Polym. Mater. 2020, 2, 1073–1091. [Google Scholar] [CrossRef]
- MacCurdy, R.; Katzschmann, R.; Youbin, K.; Rus, D. Printable hydraulics: A method for fabricating robots by 3D co-printing solids and liquids. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 3878–3885. [Google Scholar]
- Byrne, O.; Coulter, F.; Glynn, M.; Jones, J.; Annaidh, A.; O’Cearbhaill, E.; Holland, D. Additive Manufacture of Composite Soft Pneumatic Actuators. Soft Robot. 2018, 5, 726–736. [Google Scholar] [CrossRef] [PubMed]
- Mori, S.; Tanaka, K.; Nishikawa, S.; Niiyama, R.; Kuniyoshi, Y. High-Speed Humanoid Robot Arm for Badminton Using Pneumatic-Electric Hybrid Actuators. IEEE Robot. Autom. Lett. 2019, 4, 3601–3608. [Google Scholar] [CrossRef]
- Rouzbeh, B.; Bone, G.; Graham, A.; Li, E. Design, Implementation and Control of an Improved Hybrid Pneumatic-Electric Actuator for Robot Arms. IEEE Access 2018, 7, 14699–14713. [Google Scholar] [CrossRef]
- Li, S.; Vogt, D.; Bartlett, N.; Rus, D.; Wood, R. Tension Pistons: Amplifying Piston Force Using Fluid-Induced Tension in Flexible Materials. Adv. Funct. Mater. 2019, 29, 1901419. [Google Scholar] [CrossRef]
- Carneiro, J.F.; Pinto, J.B.; de Almeida, F.G.; Fateri, M. Improving Endurance of Pneumatic Linear Peristaltic Actuators. Actuators 2020, 9, 76. [Google Scholar] [CrossRef]
- Carneiro, J.F.; Pinto, J.B.; de Almeida, F.G.; Fateri, M. Model and Experimental Characteristics of a Pneumatic Linear Peristaltic Actuator. Information 2020, 11, 76. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, J.F.; de Almeida, F.G. Experimental characteristics of a linear peristaltic actuator. In Proceedings of the 11th International Fluid Power Conference, Aachen, Germany, 19–21 March 2018. [Google Scholar]
- Baydere, B.; Talas, S.; Samur, F.E. A novel highly-extensible 2-DOF pneumatic actuator for soft robotic applications. Sens. Actuators A 2018, 281, 84–94. [Google Scholar] [CrossRef]
- Carneiro, J.F.; de Almeida, F.G. Friction characteristics and servo control of a linear peristaltic actuator. Int. J. Adv. Manuf. Technol. 2018, 96, 2117–2126. [Google Scholar] [CrossRef]
- Carneiro, J.F.; Pinto, J.B.; de Almeida, F.G. Endurance tests of a linear peristaltic actuator. Int. J. Adv. Manuf. Technol. 2019, 100, 2103–2114. [Google Scholar] [CrossRef]
- Holden, G.; Kricheldorf, H.; Quirk, R. Thermoplastic Elastomers, 3rd ed.; Hanser Publications: Cincinnati, OH, USA, 2004. [Google Scholar]
- Valino, A.; Dizon, J.; Espera, A.; Chen, Q.; Messman, J.; Advincula, R. Advances in 3D printing of thermoplastic polymer composites and nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Gama, N.; Ferreira, A.; Barros-Timmons, A. 3D Printed Thermoplastic Polyurethane Filled with Polyurethane Foams Residues. J. Polym. Environ. 2020, 28, 1560–1570. [Google Scholar] [CrossRef]
- Stan, F.; Stanciu, N.; Constantinescu, A.; Fetecau, C. 3D Printing of Flexible and Stretchable Parts Using Multiwall Carbon Nanotube/Polyester-Based Thermoplastic Polyurethane. J. Manuf. Sci. Eng. 2020, 143, 051002. [Google Scholar] [CrossRef]
- Hohimer, C.; Christ, J.; Aliheidari, N.; Mo, C.; Ameli, A. 3D printed thermoplastic polyurethane with isotropic material properties. SPIE Smart Struct. Mater. Nondestruct. Eval. Health Monit. 2017, 10165, 1016511. [Google Scholar]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Haryńska, A.; Gubanska, I.; Kucinska-Lipka, J.; Janik, H. Fabrication and Characterization of Flexible Medical-Grade TPU Filament for Fused Deposition Modeling 3DP Technology. Polymers 2018, 10, 1304. [Google Scholar] [CrossRef] [Green Version]
- Wohlers Report 2021: 3D Printing and Additive Manufacturing, Global State of the Industry; Wohlers Associates: Fort Collins, CO, USA, 2021; ISBN 9780991333271.
- Płatek, P.; Rajkowski, K.; Cieplak, K.; Sarzyński, M.; Małachowski, J.; Woźniak, R.; Janiszewski, J. Deformation Process of 3D Printed Structures Made from Flexible Material with Different Values of Relative Density. Polymers 2020, 12, 2120. [Google Scholar] [CrossRef]
- Herzberger, J.; Sirrine, J.M.; Williams, C.B.; Long, T.E. Polymer Design for 3D Printing Elastomers: Recent Advances in Structure, Properties, and Printing. Prog. Polym. Sci. 2019, 97, 101144. [Google Scholar] [CrossRef]
- Martínez, S.; Ortega, N.; Celentano, D.; Sánchez, A.; Ukar, E.; Lamikiz, A. Analysis of the Part Distortions for Inconel 718 SLM: A Case Study on the NIST Test Artifact. Materials 2020, 13, 5087. [Google Scholar] [CrossRef] [PubMed]
- Calleja-Ochoa, A.; Gonzalez-Barrio, H.; López de Lacalle, N.; Martínez, S.; Albizuri, J.; Lamikiz, A. A New Approach in the Design of Microstructured Ultralight Components to Achieve Maximum Functional Performance. Materials 2021, 14, 1588. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | CAD Top View | CAD Side View | CAD Isometric View |
|---|---|---|---|
| A: Conventional hose design |  |  |  |
| B: Geometrically reinforced designs at the hoses folding areas |  |  |  |
| Name | Design (D) | Printing Angle [°] | Temperature [°C] |
|---|---|---|---|
| A-0-220 | A | 0 | 220 |
| A-0-230 | A | 0 | 230 |
| A-0-240 | A | 0 | 240 |
| A-0-250 | A | 0 | 250 |
| Sample | Temperature [°C] | σ [MPa] | Standard Deviation [%] | ε [%] | Standard Deviation [%] |
|---|---|---|---|---|---|
| 1 | 220 | 11.6 | - | 510 | - |
| 2 | 230 | 20.2 | 1.88 | 630 | 20 |
| 3 | 240 | 22.1 | 0.45 | 650 | 45 |
| 4 | 250 | 20.3 | 2.55 | 650 | 33 |
| 5 | 260 | 20.8 | 0.63 | 640 | 12 |
| Hose Code | Sample # | Cycles | Average |
|---|---|---|---|
| A-0-230 | 1 | 2101 | 7961 |
| 2 | 13,600 | ||
| 3 | 8182 | ||
| A-0-240 | 1 | 11,424 | 13,679 |
| 2 | 15,842 | ||
| 3 | 13,772 | ||
| A-0-250 | 1 | 22,326 | 13,419 |
| 2 | 8497 | ||
| 3 | 9434 |
| Name | Design (D) | Printing Angle [°] | Temperature [°C] |
|---|---|---|---|
| B-0-240 | B | 0 | 240 |
| B-35-240 | B | 35 | 240 |
| Hose Code | Sample # | Cycles | Average |
|---|---|---|---|
| B-0-240 | 1 | 24,046 | 33,055 |
| 2 | 25,700 | ||
| 3 | 49,420 | ||
| B-35-240 | 1 | 97,557 | 50,247 |
| 2 | 37,299 | ||
| 3 | 15,886 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fateri, M.; Carneiro, J.F.; Frick, A.; Pinto, J.B.; Gomes de Almeida, F. Additive Manufacturing of Flexible Material for Pneumatic Actuators Application. Actuators 2021, 10, 161. https://doi.org/10.3390/act10070161
Fateri M, Carneiro JF, Frick A, Pinto JB, Gomes de Almeida F. Additive Manufacturing of Flexible Material for Pneumatic Actuators Application. Actuators. 2021; 10(7):161. https://doi.org/10.3390/act10070161
Chicago/Turabian StyleFateri, Miranda, João Falcão Carneiro, Achim Frick, João Bravo Pinto, and Fernando Gomes de Almeida. 2021. "Additive Manufacturing of Flexible Material for Pneumatic Actuators Application" Actuators 10, no. 7: 161. https://doi.org/10.3390/act10070161
APA StyleFateri, M., Carneiro, J. F., Frick, A., Pinto, J. B., & Gomes de Almeida, F. (2021). Additive Manufacturing of Flexible Material for Pneumatic Actuators Application. Actuators, 10(7), 161. https://doi.org/10.3390/act10070161