Influence of Different Annealing Atmospheres on the Mechanical Properties of Freestanding MCrAlY Bond Coats Investigated by Micro-Tensile Creep Tests


 ,
,
Abstract
1. Introduction
2. Experimental Methods
2.1. Material
2.2. Sample Preparation
2.3. Experimental Setup
3. Results
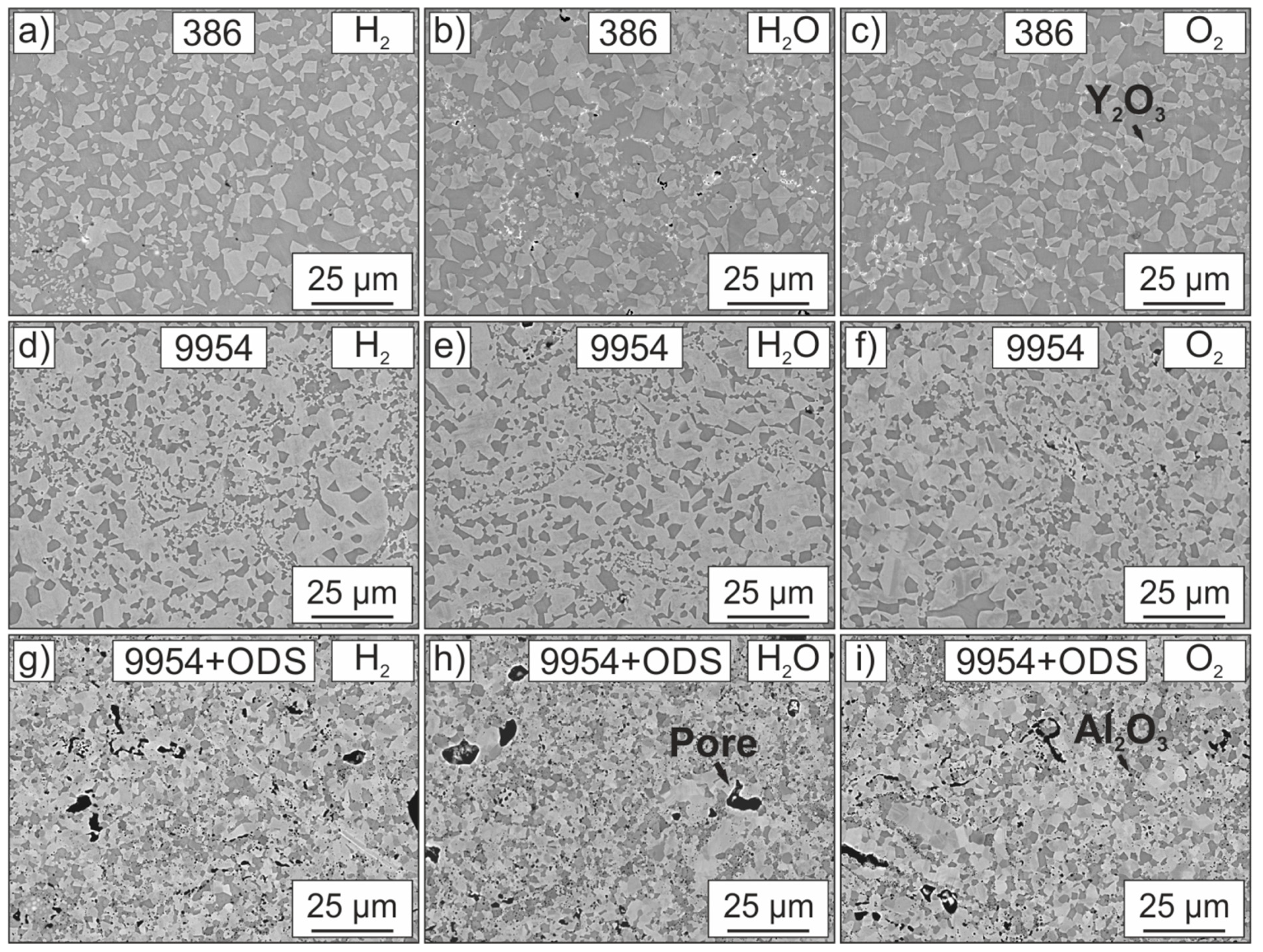
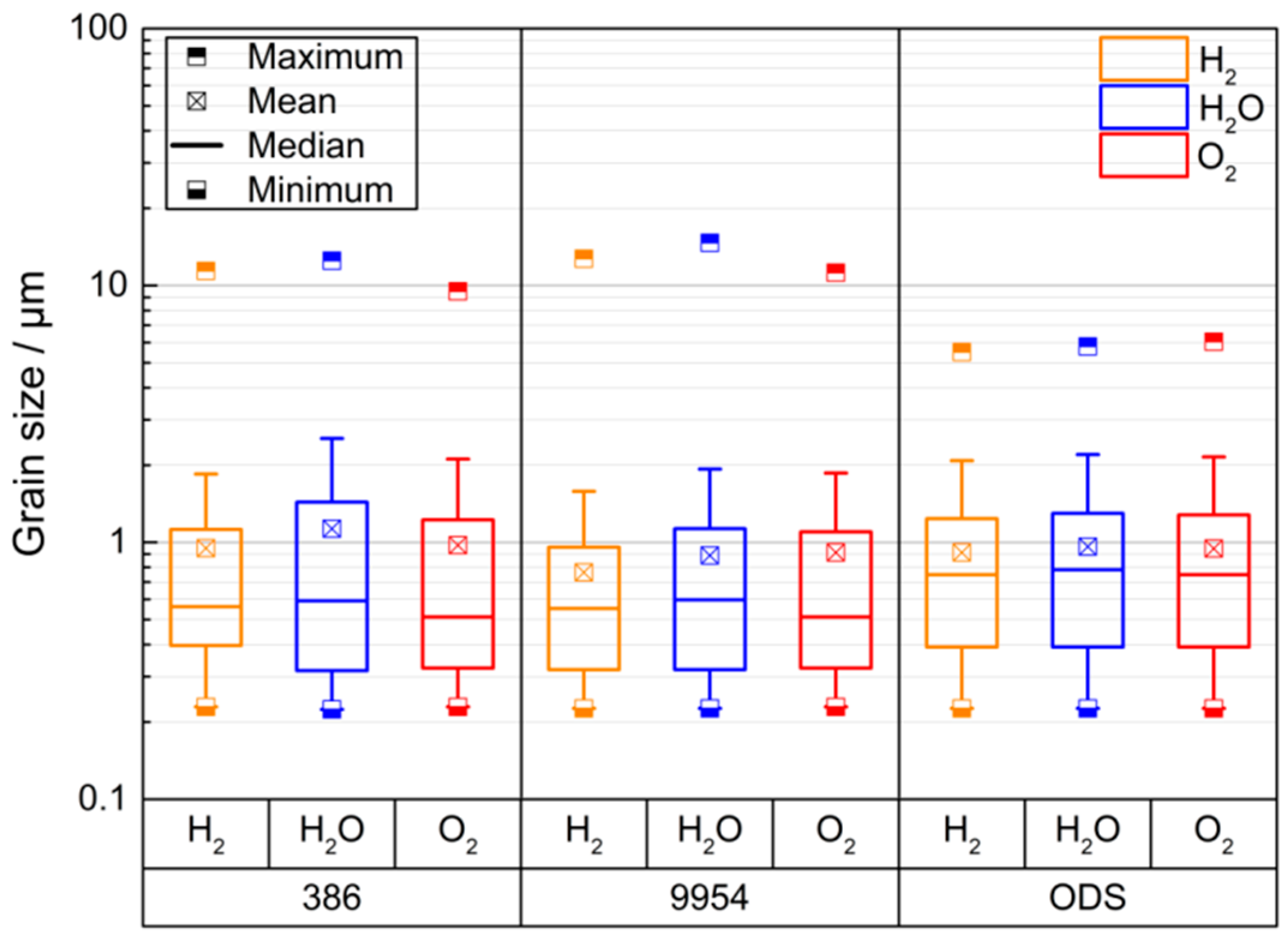
3.1. Microstructure at the Initial State
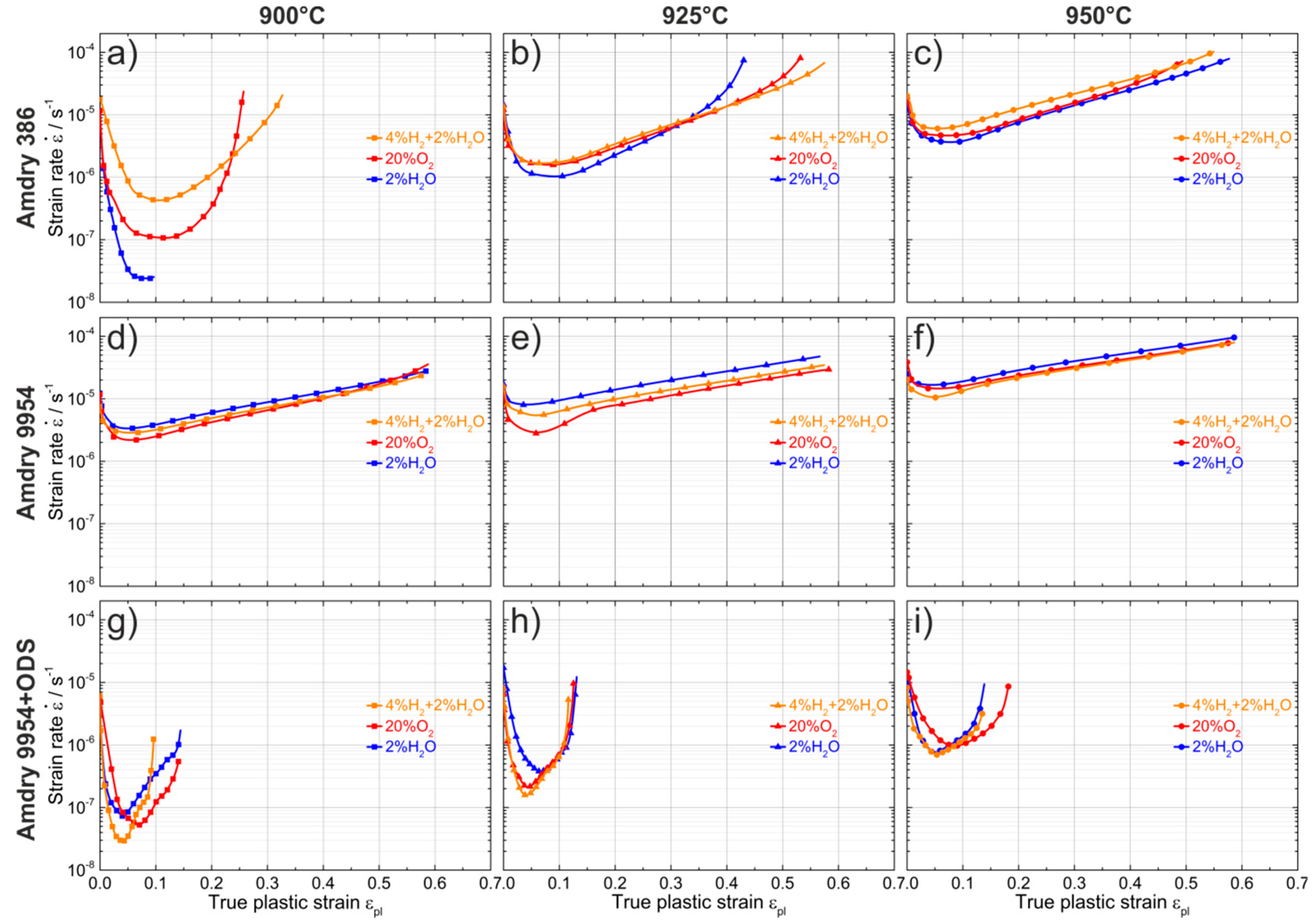
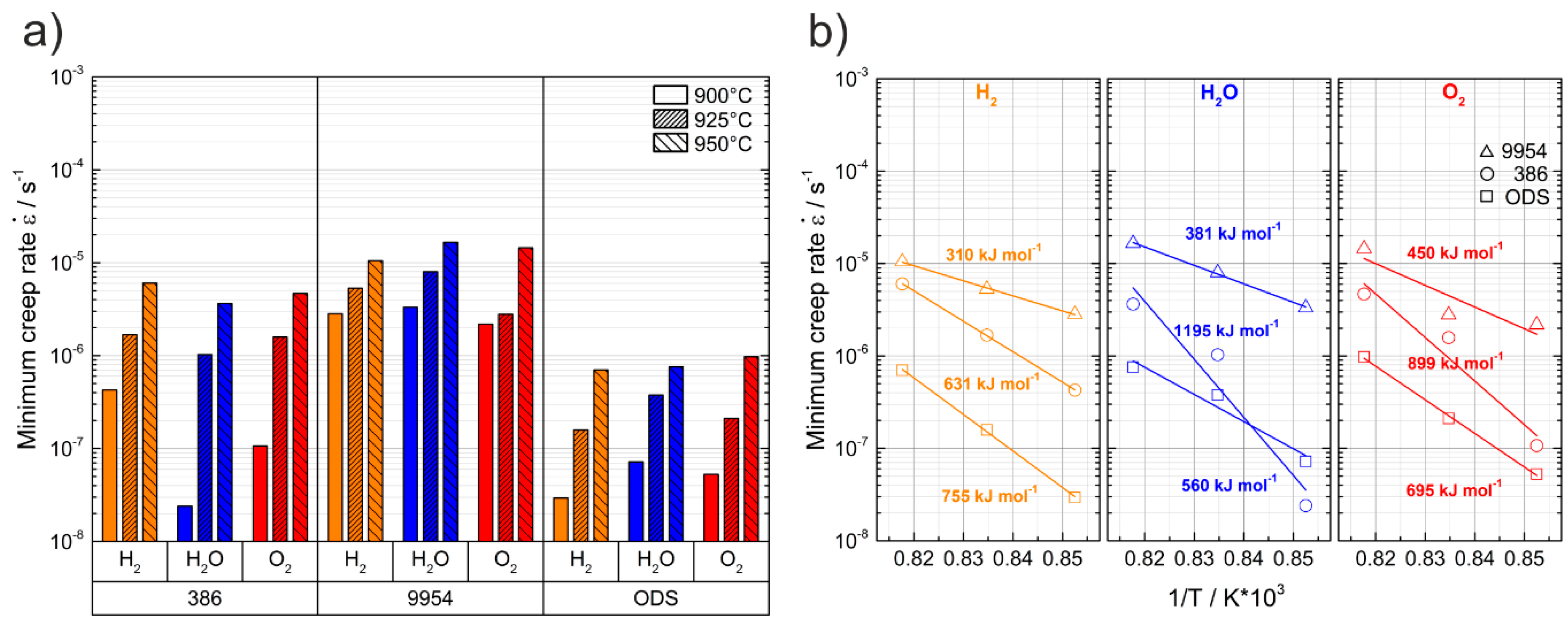
3.2. Micro-Tensile Creep Experiments
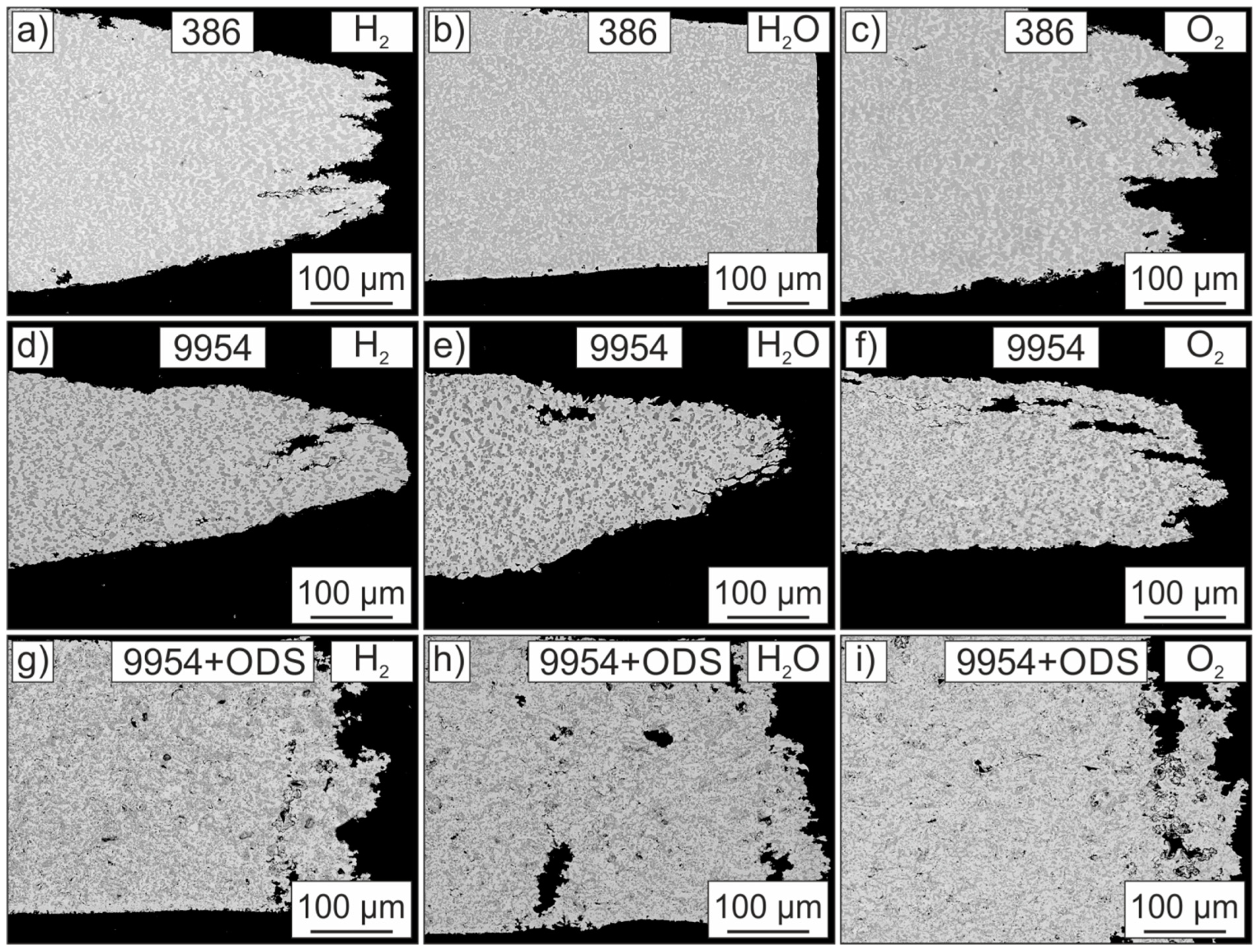
3.3. Microstructure after Creep Experiments
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chiesa, P.; Lozza, G.; Mazzocchi, L. Using Hydrogen as Gas Turbine Fuel. J. Eng. Gas Turbines Power 2005, 127, 73–80. [Google Scholar] [CrossRef]
- Geng, W.T.; Wan, L.; Du, J.-P.; Ishii, A.; Ishikawa, N.; Kimizuka, H.; Ogata, S. Hydrogen bubble nucleation in α-iron. Scr. Mater. 2017, 134, 105–109. [Google Scholar] [CrossRef]
- Lawrence, S.K.; Yagodzinskyy, Y.; Hänninen, H.; Korhonen, E.; Tuomisto, F.; Harris, Z.D.; Somerday, B.P. Effects of grain size and deformation temperature on hydrogen-enhanced vacancy formation in Ni alloys. Acta Mater. 2017, 128, 218–226. [Google Scholar] [CrossRef]
- Osono, H.; Kino, T.; Kurokawa, Y.; Fukai, Y. Agglomeration of hydrogen-induced vacancies in nickel. J. Alloy. Compd. 1995, 231, 41–45. [Google Scholar] [CrossRef]
- Takai, K.; Shoda, H.; Suzuki, H.; Nagumo, M. Lattice defects dominating hydrogen-related failure of metals. Acta Mater. 2008, 56, 5158–5167. [Google Scholar] [CrossRef]
- Zhang, Z.; Obasi, G.; Morana, R.; Preuss, M. Hydrogen assisted crack initiation and propagation in a nickel-based superalloy. Acta Mater. 2016, 113, 272–283. [Google Scholar] [CrossRef]
- Tarzimoghadam, Z.; Ponge, D.; Klöwer, J.; Raabe, D. Hydrogen-assisted failure in Ni-based superalloy 718 studied under in situ hydrogen charging: The role of localized deformation in crack propagation. Acta Mater. 2017, 128, 365–374. [Google Scholar] [CrossRef]
- Subanovic, M.; Naumenko, D.; Kamruddin, M.; Meier, G.; Singheiser, L.; Quadakkers, W.J. Blistering of MCrAlY-coatings in H2/H2O-atmospheres. Corros. Sci. 2009, 51, 446–450. [Google Scholar] [CrossRef]
- Déneux, V.; Cadoret, Y.; Hervier, S.; Monceau, D. Effect of Water Vapor on the Spallation of Thermal Barrier Coating Systems During Laboratory Cyclic Oxidation Testing. Oxid. Met. 2010, 73, 83–93. [Google Scholar] [CrossRef]
- Zhou, C.; Yu, J.; Gong, S.; Xu, H. Influence of water vapor on the isothermal oxidation behavior of low pressure plasma sprayed NiCrAlY coating at high temperature. Surf. Coat. Technol. 2002, 161, 86–91. [Google Scholar] [CrossRef]
- Sullivan, M.H.; Mumm, D.R. Transient stage oxidation of MCrAlY bond coat alloys in high temperature, high water vapor content environments. Surf. Coat. Technol. 2014, 258, 963–972. [Google Scholar] [CrossRef]
- Leyens, C.; Fritscher, K.; Gehrling, R.; Peters, M.; Kaysser, W.A. Oxide scale formation on an MCrAlY coating in various H2-H2O atmospheres. Surf. Coat. Technol. 1996, 82, 133–144. [Google Scholar] [CrossRef]
- Alam, Z.; Eastman, D.; Jo, M.; Hemker, K. Development of a High-Temperature Tensile Tester for Micromechanical Characterization of Materials Supporting Meso-Scale ICME Models. JOM 2016, 68, 2754–2760. [Google Scholar] [CrossRef]
- Hemker, K.J.; Mendis, B.G.; Eberl, C. Characterizing the microstructure and mechanical behavior of a two-phase NiCoCrAlY bond coat for thermal barrier systems. Mater. Sci. Eng. A 2008, 483–484, 727–730. [Google Scholar] [CrossRef]
- Hebsur, M.G.; Miner, R.V. Stress rupture and creep behavior of a low pressure plasma-sprayed NiCoCrAlY coating alloy in air and vacuum. Thin Solid Films 1987, 147, 143–152. [Google Scholar] [CrossRef]
- Jaya, N.B.; Alam, M.Z. Small-scale mechanical testing of materials. Curr. Sci. 2013, 105, 1073–1099. [Google Scholar]
- Giese, S.; Neumeier, S.; Amberger-Matschkal, D.; Bergholz, J.; Vaßen, R.; Göken, M. Micro-tensile creep testing of freestanding MCrAlY bond coats. J. Mater. Res. 2019. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Lee, L.C.; Lim, L.C.; Narayanan, V.; Venkatesh, V.C. Quantification of surface damage of tool steels after EDM. Int. J. Mach. Tools Manuf. 1988, 28, 359–372. [Google Scholar] [CrossRef]
- Rathmayr, G.B.; Bachmaier, A.; Pippan, R. Development of a New Testing Procedure for Performing Tensile Tests on Specimens with Sub-Millimetre Dimensions. J. Test. Eval. 2013, 41, 20120175. [Google Scholar] [CrossRef]
- Rathmayr, G.B.; Hohenwarter, A.; Pippan, R. Influence of grain shape and orientation on the mechanical properties of high pressure torsion deformed nickel. Mater. Sci. Eng. A 2013, 560, 224–231. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.; Bergholz, J.; Mauer, G.; Vassen, R.; Naumenko, D.; Quadakkers, W.J. Effect of test atmosphere composition on high-temperature oxidation behaviour of CoNiCrAlY coatings produced from conventional and ODS powders. Mater. High Temp. 2018, 35, 97–107. [Google Scholar] [CrossRef]
- Chen, H. Microstructure characterisation of un-melted particles in a plasma sprayed CoNiCrAlY coating. Mater. Charact. 2018, 136, 444–451. [Google Scholar] [CrossRef]
- Chen, H.; Si, Y.Q.; McCartney, D.G. An analytical approach to the β-phase coarsening behaviour in a thermally sprayed CoNiCrAlY bond coat alloy. J. Alloy. Compd. 2017, 704, 359–365. [Google Scholar] [CrossRef]
- Raj, S.V. Tensile creep of polycrystalline near-stoichiometric NiAl. Mater. Sci. Eng. A 2003, 356, 283–297. [Google Scholar] [CrossRef]
- Karashima, S.; Oikawa, H.; Motomiya, T. Steady-state creep characteristics of polycrystalline nickel in the temperature range 500° to 1000 °C. Trans. Jpn. Inst. Met. 1969, 10, 205–209. [Google Scholar] [CrossRef]
- Arzt, E.; Behr, R.; Göhring, E.; Grahle, P.; Mason, R.P. Dispersion strengthening of intermetallics. Mater. Sci. Eng. A 1997, 234, 22–29. [Google Scholar] [CrossRef]
- Arzt, E.; Grahle, P. High temperature creep behavior of oxide dispersion strengthened NiAl intermetallics. Acta Mater. 1998, 46, 2717–2727. [Google Scholar] [CrossRef]
- Grahle, P.; Arzt, E. Microstructural development in dispersion strengthened NiAl produced by mechanical alloying and secondary recrystallization. Acta Mater. 1997, 45, 201–211. [Google Scholar] [CrossRef]
- Maris-Sida, M.C.; MEIER, G.H.; Pettit, F.S. Some Water Vapor Effects during the Oxidation of Alloys that are α-Al2O3 Formers. Metall. Mater. Trans. A 2008, 34, 2609–2619. [Google Scholar] [CrossRef]
- Xing, L.; Zheng, Y.; Cui, L.; Sun, M.; Shao, M.; Lu, G. Influence of water vapor on the oxidation behavior of aluminized coatings under low oxygen partial pressure. Corros. Sci. 2011, 53, 3978–3982. [Google Scholar] [CrossRef]
- Kaplin, C.; Brochu, M. Effects of water vapor on high temperature oxidation of cryomilled NiCoCrAlY coatings in air and low-SO2 environments. Surf. Coat. Technol. 2011, 205, 4221–4227. [Google Scholar] [CrossRef]
- Saunders, S.R.J.; Monteiro, M.; Rizzo, F. The oxidation behaviour of metals and alloys at high temperatures in atmospheres containing water vapour: A review. Prog. Mater. Sci. 2008, 53, 775–837. [Google Scholar] [CrossRef]
- Takahashi, Y.; Kondo, H.; Asano, R.; Arai, S.; Higuchi, K.; Yamamoto, Y.; Muto, S.; Tanaka, N. Direct evaluation of grain boundary hydrogen embrittlement: A micro-mechanical approach. Mater. Sci. Eng. A 2016, 661, 211–216. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ni | Co | Al | Cr | Si | Y | Hf | O |
|---|---|---|---|---|---|---|---|---|
| Amdry 386 | 40.35 | 18.97 | 23.04 | 16.49 | 0.79 | 0.36 | 0.08 | <500 |
| Amdry 9954 | 28.68 | 34.18 | 15.57 | 21.25 | 0.13 | 0.32 | - | <500 |
| Amdry 9954 + ODS | 28.82 | 34.01 | 17.14 | 20.14 | 0.05 | 0.20 | - | 9650 |
| Material | Atmosphere | Tf/h 900 °C | Tf/h 925 °C | Tf/h 950 °C |
|---|---|---|---|---|
| Amdry 386 | 4% H2 + 2% H2O | 94 | 37 | 11 |
| 2% H2O | 627 | 52 | 17 | |
| 20% O2 | 362 | 40 | 14 | |
| Amdry 9954 | 4% H2 + 2% H2O | 27 | 14 | 7 |
| 2% H2O | 23 | 10 | 5 | |
| 20% O2 | 32 | 21 | 6 | |
| Amdry 9954 + ODS | 4% H2 + 2% H2O | 438 | 102 | 34 |
| 2% H2O | 235 | 53 | 29 | |
| 20% O2 | 355 | 84 | 31 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giese, S.; Neumeier, S.; Bergholz, J.; Naumenko, D.; Quadakkers, W.J.; Vaßen, R.; Göken, M. Influence of Different Annealing Atmospheres on the Mechanical Properties of Freestanding MCrAlY Bond Coats Investigated by Micro-Tensile Creep Tests. Metals 2019, 9, 692. https://doi.org/10.3390/met9060692
Giese S, Neumeier S, Bergholz J, Naumenko D, Quadakkers WJ, Vaßen R, Göken M. Influence of Different Annealing Atmospheres on the Mechanical Properties of Freestanding MCrAlY Bond Coats Investigated by Micro-Tensile Creep Tests. Metals. 2019; 9(6):692. https://doi.org/10.3390/met9060692
Chicago/Turabian StyleGiese, Sven, Steffen Neumeier, Jan Bergholz, Dmitry Naumenko, Willem J. Quadakkers, Robert Vaßen, and Mathias Göken. 2019. "Influence of Different Annealing Atmospheres on the Mechanical Properties of Freestanding MCrAlY Bond Coats Investigated by Micro-Tensile Creep Tests" Metals 9, no. 6: 692. https://doi.org/10.3390/met9060692
APA StyleGiese, S., Neumeier, S., Bergholz, J., Naumenko, D., Quadakkers, W. J., Vaßen, R., & Göken, M. (2019). Influence of Different Annealing Atmospheres on the Mechanical Properties of Freestanding MCrAlY Bond Coats Investigated by Micro-Tensile Creep Tests. Metals, 9(6), 692. https://doi.org/10.3390/met9060692