The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Samples
2.2. Analysis Methods
3. Results and Discussion
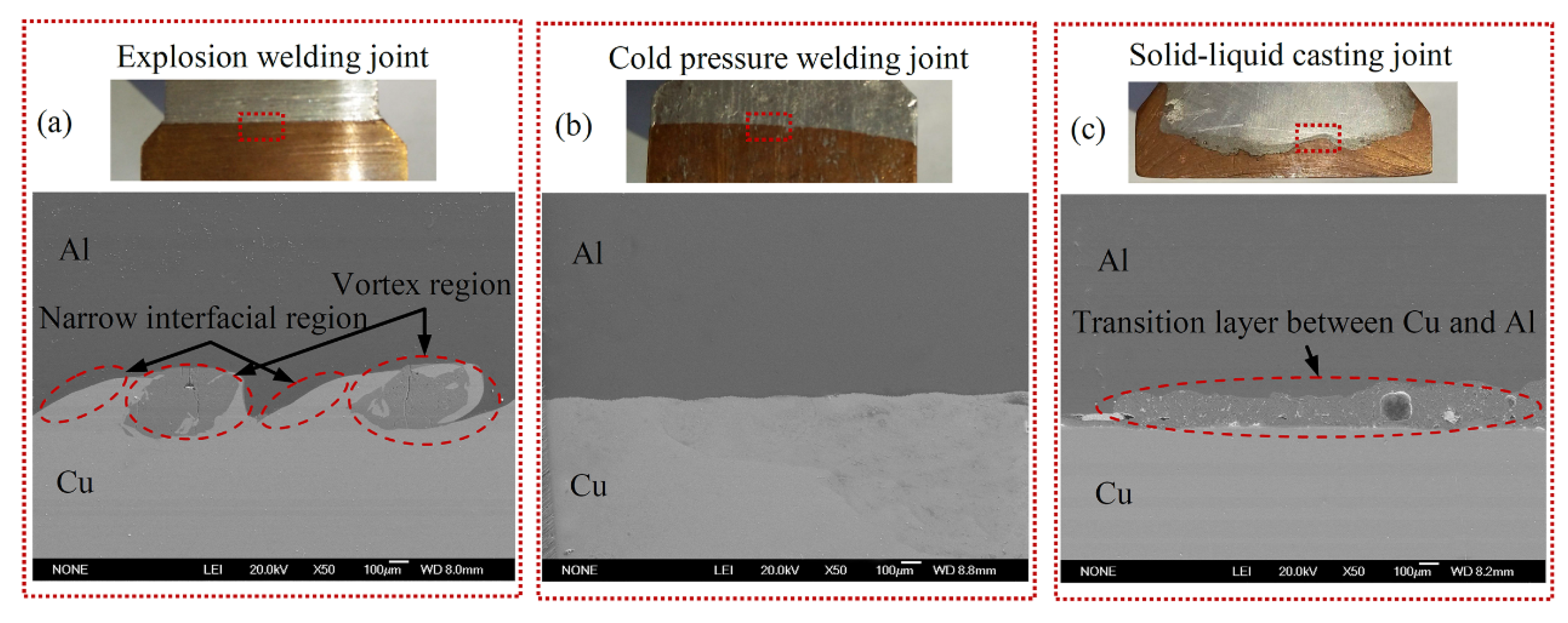
3.1. Joint Appearance and Different Interface Structures
3.2. Microstructures of the Cu/Al Joints
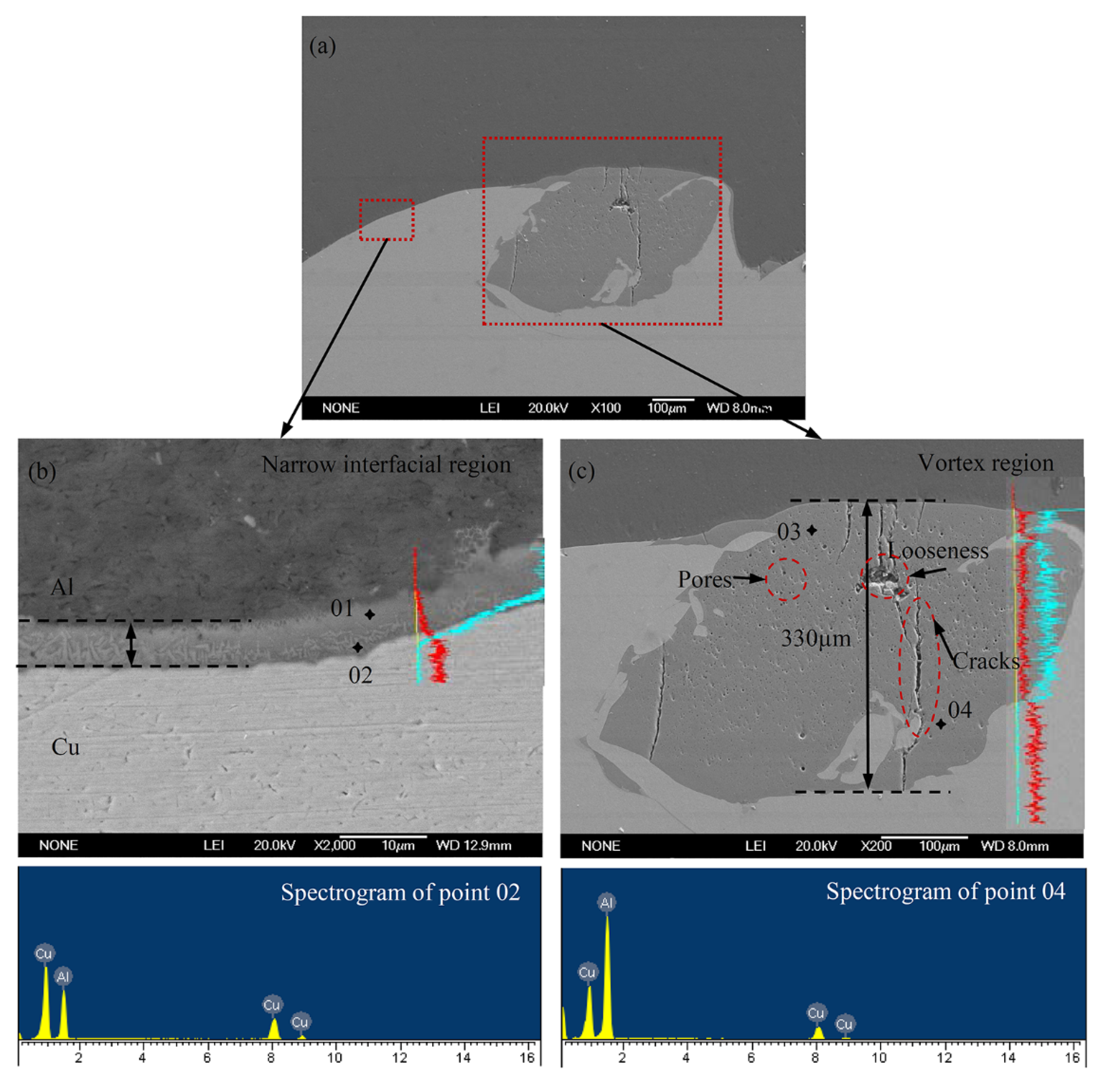
3.2.1. The Microstructure of the Explosion Welding Joint
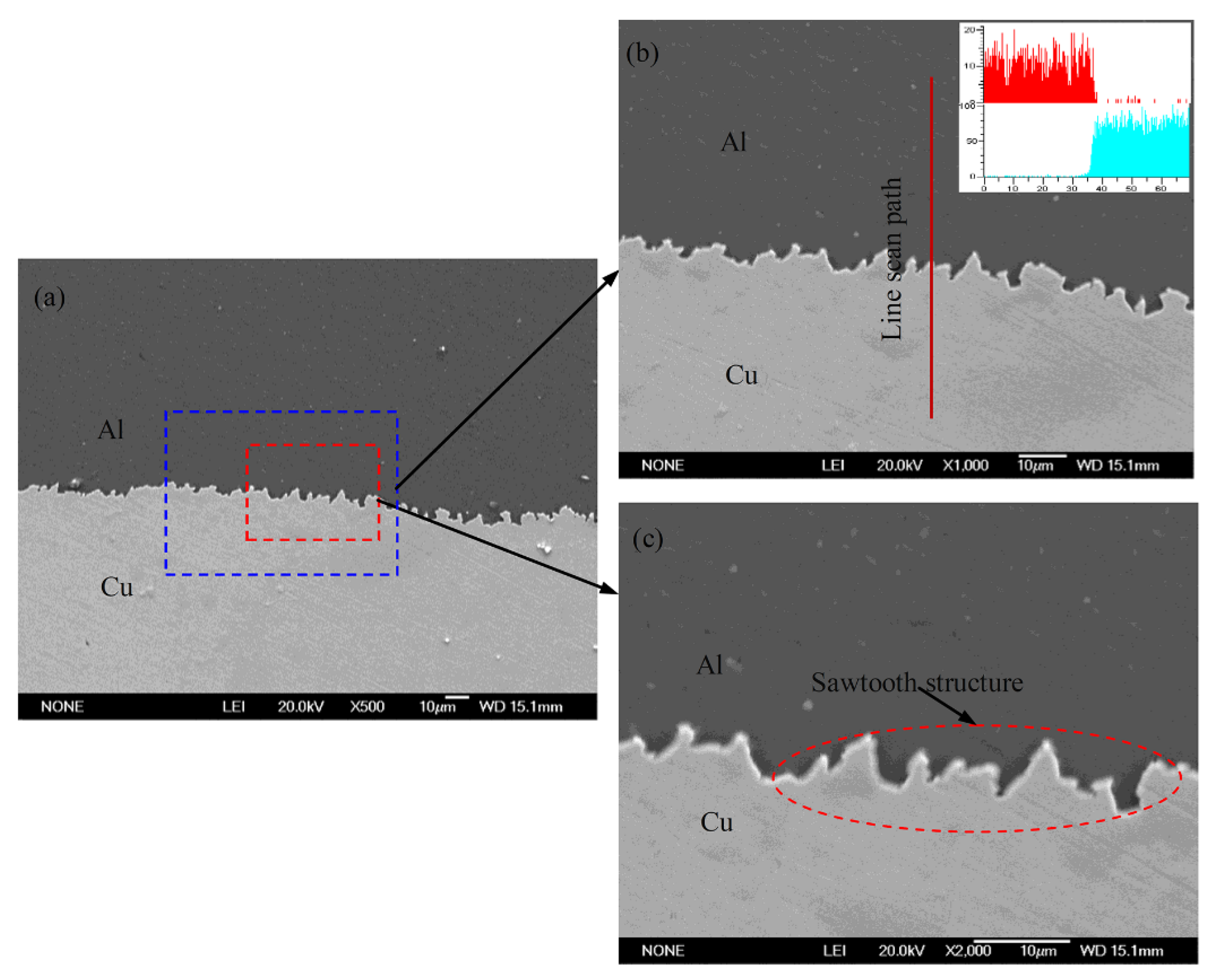
3.2.2. The Microstructure of the Cold Pressure Welding Joint
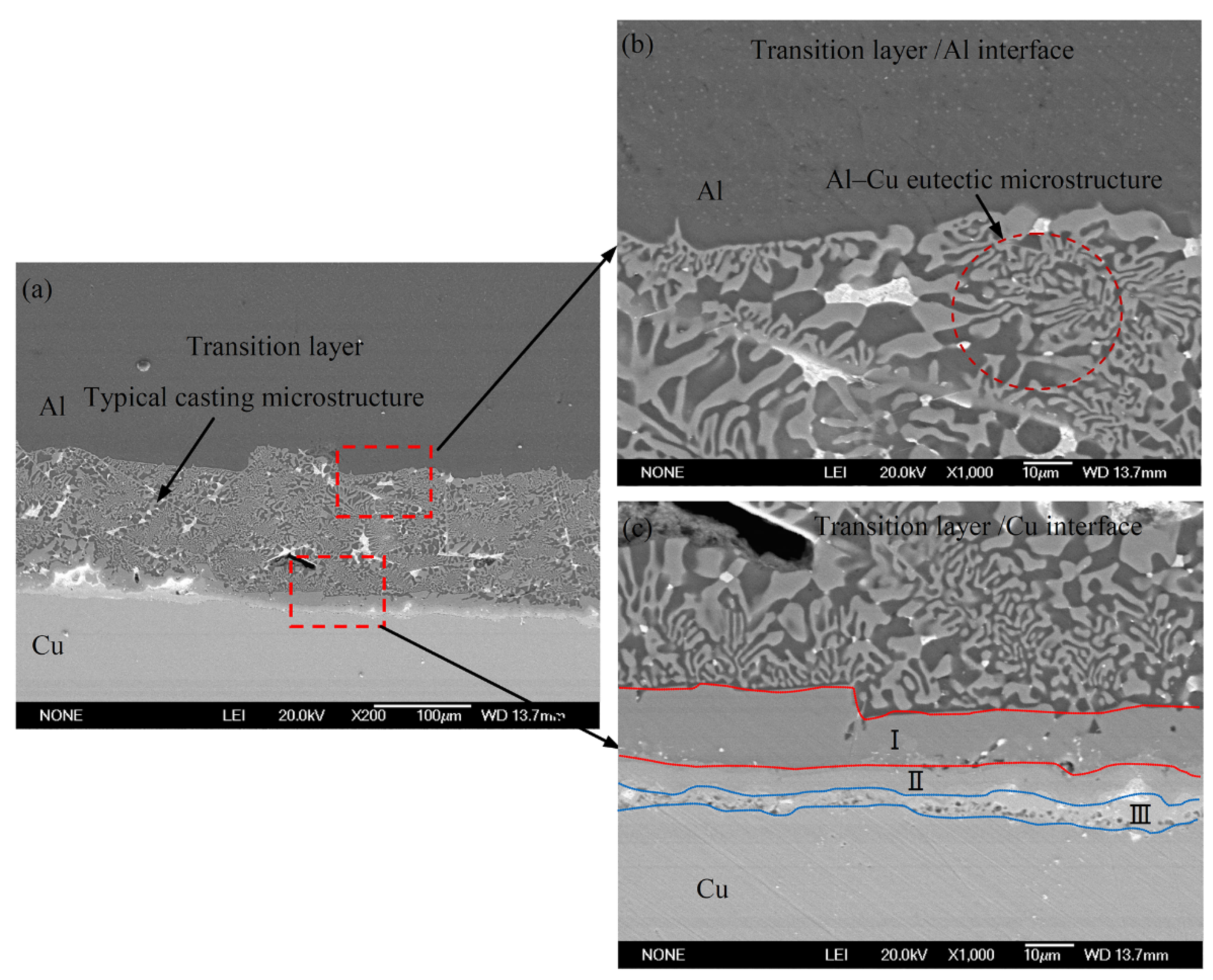
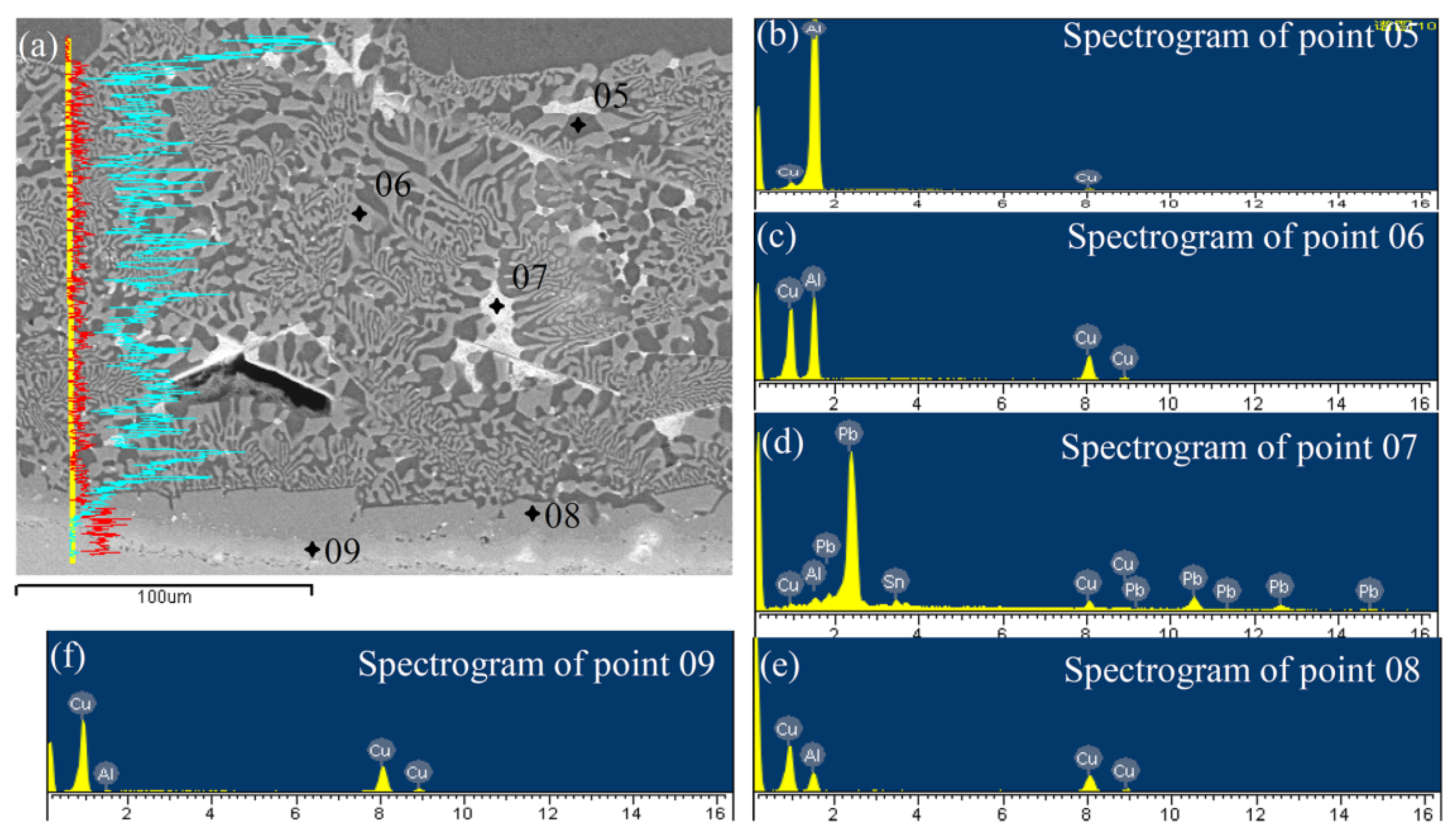
3.2.3. The Microstructure of the Solid-Liquid Casting Joint
3.3. The Performance of the Cu/Al Joints with Different Interface Structures
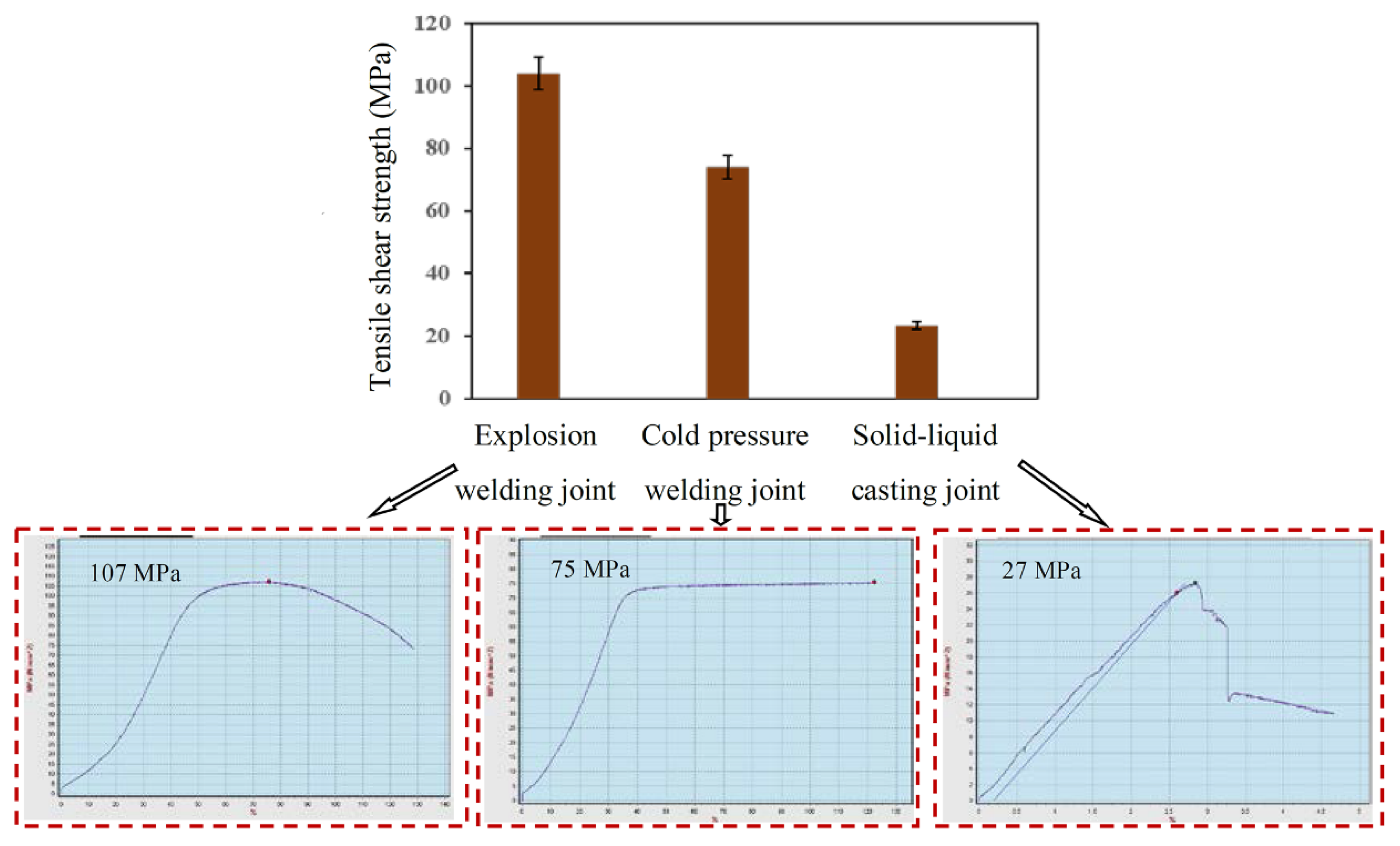
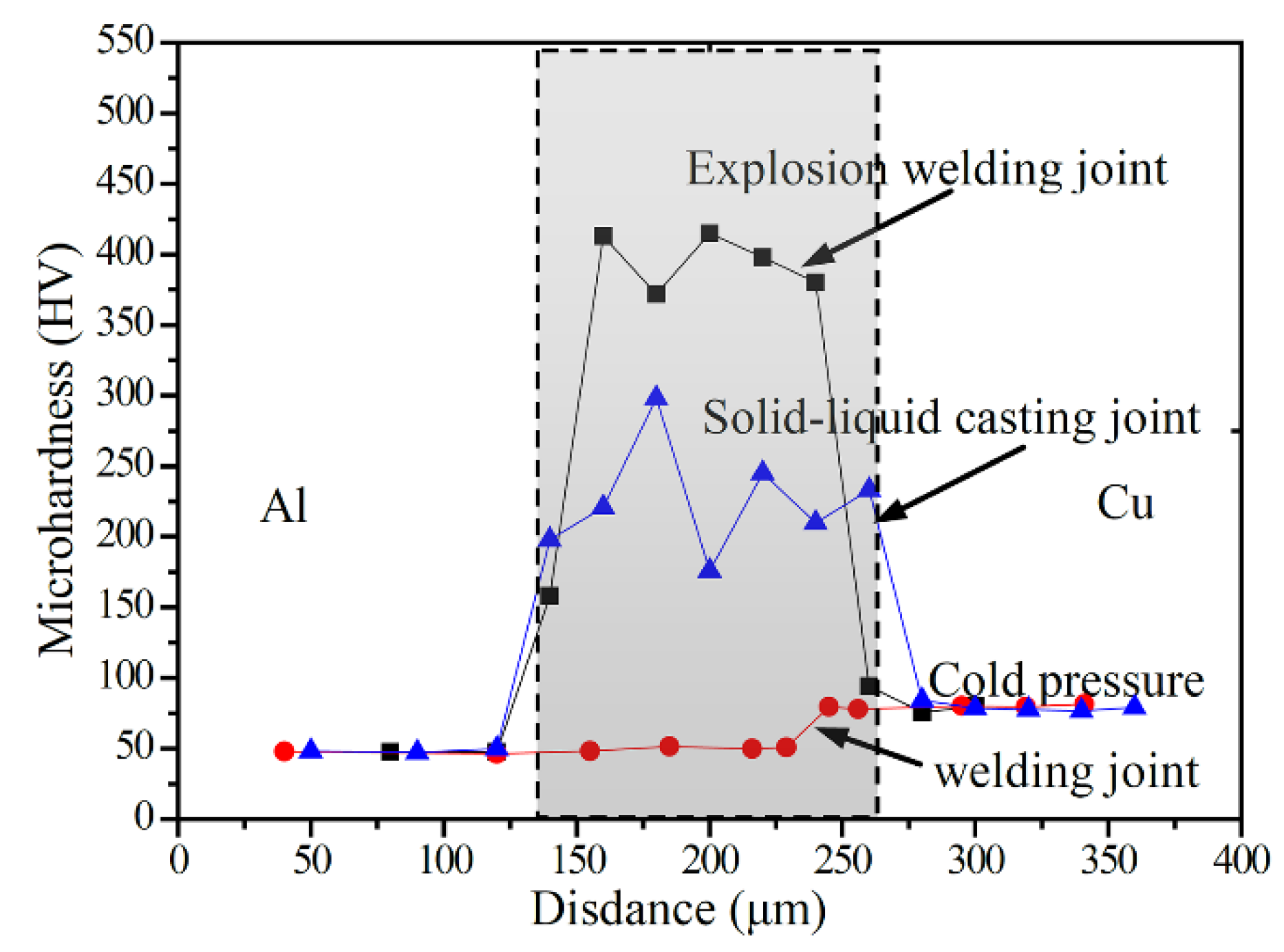
3.3.1. Tensile Strength and Microhardness Distribution of the Joints
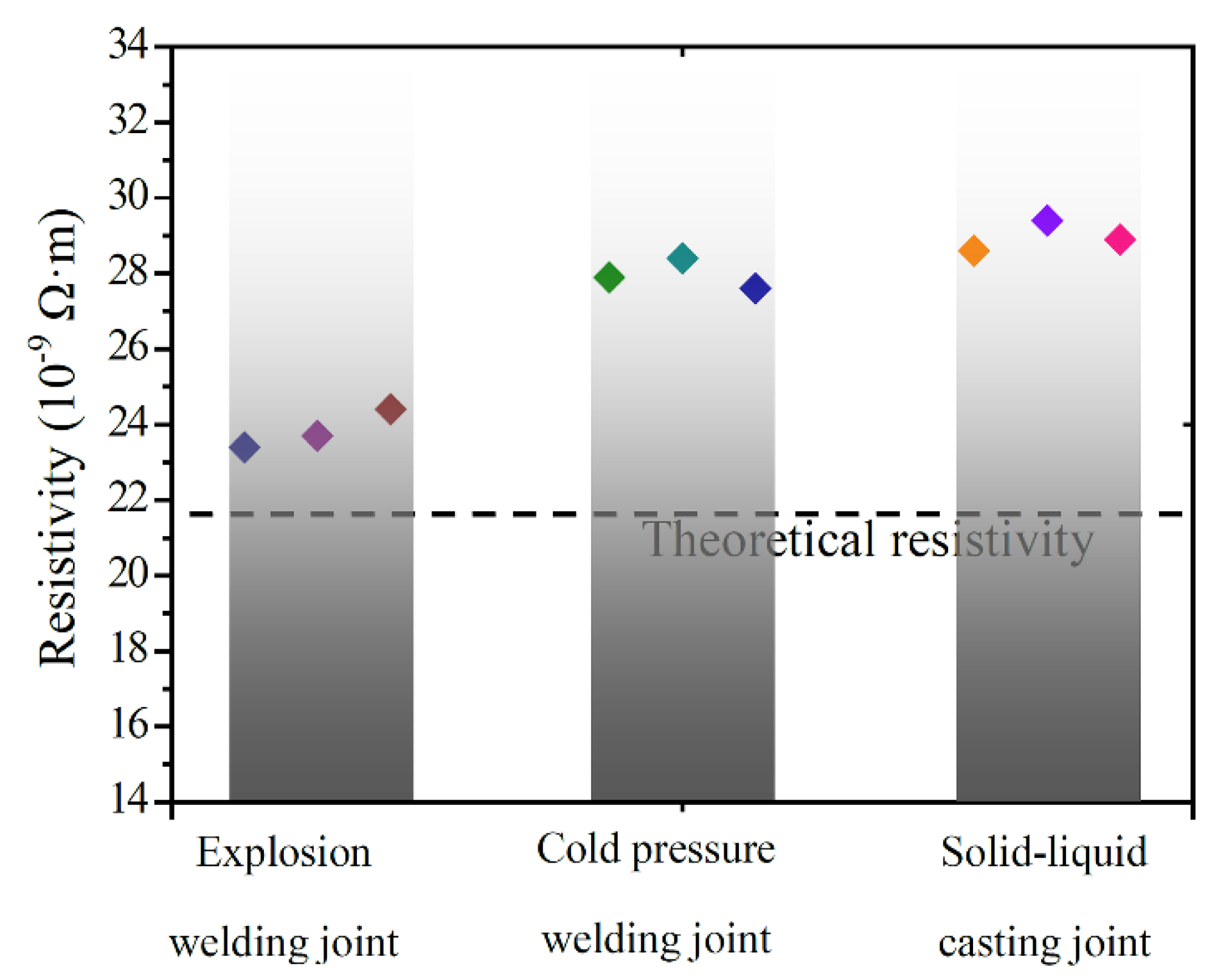
3.3.2. The Resistivity of the Joints
3.3.3. The Corrosion Resistance of the Joints
3.4. Comparative Analysis of the Cu/Al Joints with Different Interface Structures
4. Conclusions
- (1)
- The bonding interface of the Cu/Al cathode conductive head produced by explosive welding presented a wavy-like morphology, which contain a narrow interfacial region (the width about ~5 μm) and a vortex region (the width about ~330 μm). A micro-interlocking effect was formed by a saw-tooth structure on the cold pressure welding interface, with no obvious metallurgical reaction. The Cu/Al bonding interface prepared by solid-liquid casting consisted mainly of Al-Cu eutectic microstructures (Al2Cu+Al) and partial white slag inclusions (a width of about 200–250 μm) with typical defects such as holes, cracks, and unwelded areas.
- (2)
- Under the action of severe plastic deformation and vibration waves, the explosive welding Cu/Al joint had reliable welding quality (104 MPa) based on good metallurgical bonding and mechanical joining. The resistivity of the explosion welding joint was relatively low. The Cu/Al cold pressure welding joint strength (74 MPa) was a result of special interlocking structures with higher resistivities due to poor interfacial metallurgical bonding. Poor shear strength and electrical conductivity of the Cu/Al solid-liquid casting joint was mainly due to obvious interface defects.
- (3)
- It can be concluded that the conductivities, interfacial bonding strengths, and corrosion resistances of the conductive heads prepared by explosive welding were superior to the other two, and it has the best application performance as a conductive head.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Huang, G.Q.; Hou, W.T.; Li, J.P.; Shen, Y.F. Development of surface composite based on Al-Cu system by friction stir processing: Evaluation of microstructure, formation mechanism and wear behavior. Surf. Coat. Technol. 2018, 344, 30–42. [Google Scholar] [CrossRef]
- Xiong, J.; Peng, Y.; Zhang, H.; Li, J.; Zhang, F. Microstructure and mechanical properties of Al-Cu joints diffusion bonded with Ni or Ag interlayer. Vacuum 2018, 147, 187–193. [Google Scholar] [CrossRef]
- Khan, H.A.; Wang, K.F.; Li, J.J. Interfacial bonding mechanism and mechanical properties of micro friction stir blind riveting for multiple Cu/Al ultra-thin layers. Mater. Charact. 2018, 141, 32–40. [Google Scholar] [CrossRef]
- Liu, J.; Cao, B.; Yang, J.W. Effects of Vibration Amplitude on Microstructure Evolution and Mechanical Strength of Ultrasonic Spot Welded Cu/Al Joints. Metals 2017, 7, 471. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Racine, D.; Zhang, Z.; Buiron, N.; Marceau, D.; Rachik, M. Magnetic Pulse Welding: Interface of Al/Cu Joint and Investigation of Intermetallic Formation Effect on the Weld Features. J. Manuf. Process. 2014, 16, 427–434. [Google Scholar] [CrossRef]
- Liu, G.P.; Hu, X.W.; Fu, Y.S.; Li, Y.L. Microstructure and Mechanical Properties of Ultrasonic Welded Joint of 1060 Aluminum Alloy and T2 Pure Copper. Metals 2017, 7, 361. [Google Scholar] [CrossRef]
- Celik, S.; Cakir, R. Effect of friction stir welding parameters on the mechanical and microstructure properties of the Al-Cu butt joint. Metals 2016, 6, 133. [Google Scholar] [CrossRef]
- Kim, H.G.; Kim, S.M.; Lee, J.Y.; Choi, M.R.; Choe, S.H.; Kim, K.H.; Ryu, J.S.; Kim, S.; Han, S.Z.; Kim, W.Y.; Lim, S.L. Microstructural Evaluation of Interfacial Intermetallic Compounds in Cu Wire Bonding with Al and Au Pads. Acta Mater. 2014, 64, 356–366. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Pramana, S.S.; White, T.J.; Chen, Z.; Acoffa, V.L. Behavior of Aluminum Oxide, Intermetallics and Voids in Cu-Al Wire Bonds. Acta Mater. 2011, 59, 5661–5673. [Google Scholar] [CrossRef]
- Lee, W.B.; Bang, K.S.; Jung, S.B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloys Compd. 2005, 390, 212–219. [Google Scholar] [CrossRef]
- Mao, Z.P.; Xie, J.P.; Wang, A.Q.; Wang, W.Y.; Ma, D. Interfacial Characterization and Bonding Properties of Copper/Aluminum Clad Sheets Processed by Horizontal Twin-Roll Casting, Multi-Pass Rolling, and Annealing. Metals 2018, 8, 645. [Google Scholar] [CrossRef]
- Wei, Y.N.; Luo, Y.G.; Qu, H.T.; Zou, J.T.; Liang, S.H. Microstructure evolution and failure analysis of an aluminum–copper cathode conductive head produced by explosive welding. J. Mater. Eng. Perform. 2017, 26, 1–9. [Google Scholar] [CrossRef]
- Loureiro, A.; Mendes, R.; Ribeiro, J.B.; Leal, R.M.; Galvão, I. Effect of explosive mixture on quality of explosive welds of copper to aluminium. Mater. Des. 2016, 95, 256–267. [Google Scholar] [CrossRef]
- Asemabadi, M.; Sedighi, M.; Honarpisheh, M. Investigation of cold rolling influence on the mechanical properties of explosive-welded Al/Cu bimetal. Mater. Sci. Eng. A 2012, 558, 144–149. [Google Scholar] [CrossRef]
- Acarer, M. Electrical, Corrosion, and Mechanical Properties of Aluminum-Copper Joints Produced by Explosive Welding. J. Mater. Eng. Perform. 2012, 21, 2375–2379. [Google Scholar] [CrossRef]
- Woźniak, H. The results of the so far performed investigations of Al-Cu butt cold pressure welding by the method of upsetting. Arch. Civ. Mech. Eng. 2009, 9, 135–145. [Google Scholar] [CrossRef]
- Liu, G.; Wang, Q.D.; Zhang, L.; Ye, B.; Jiang, H.Y.; Ding, W.J. Effect of Cooling Rate on the Microstructure and Mechanical Properties of Cu/Al Bimetal Fabricated by Compound Casting. Metall. Mater. Trans. A 2018, 49, 661–672. [Google Scholar] [CrossRef]
- Hoseini Athar, M.M.; Tolaminejad, B. Weldability window and the effect of interface morphology on the properties of Al/Cu/Al laminated composites fabricated by explosive welding. Mater. Des. 2015, 86, 516–525. [Google Scholar] [CrossRef]
- Denisov, V.; Saykov, I.V.; Kapustin, R.D. Explosion welding of Al + Cu bimetallic joints for electrical contacts. Weld. Int. 2017, 31, 773–776. [Google Scholar] [CrossRef]
- Eslami, P.; Karimi Taheri, A.; Zebardast, M.A. Comparison between Cold-Welded and Diffusion-Bonded Al/Cu Bimetallic Rods Produced by ECAE Process. J. Mater. Eng. Perform. 2013, 22, 3014–3023. [Google Scholar] [CrossRef]
- Zare, G.R.; Divandari, M.; Arabi, H. Investigation on interface of Al/Cu couples in compound casting. Mater. Sci. Technol. 2013, 29, 190–196. [Google Scholar] [CrossRef]
- Tanaka, Y.; Kajihara, M.; Watanabe, Y. Growth behavior of compound layers during reactive diffusion between solid Cu and liquid Al. Mater. Sci. Eng. A 2007, 445–446, 355–363. [Google Scholar] [CrossRef]
- Zhang, W.; Shen, Y.F.; Yan, Y.F.; Guo, R. Dissimilar friction stir welding of 6061 Al to T2 pure Cu adopting tooth-shaped joint configuration: Microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 690, 355–364. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Positions | Al | Cu | Al:Cu | Possible Phase |
|---|---|---|---|---|
| 01 | 81.86 | 18.14 | 4.5:1 | Al-rich solid solution |
| 02 | 29.32 | 70.68 | 4:9 | Al4Cu9 |
| 03 | 68.26 | 31.74 | 2:1 | Al2Cu |
| 04 | 69.17 | 30.83 | 2:1 | Al2Cu |
| Test Positions | Al | Cu | Sn | Pb | Possible Phase |
|---|---|---|---|---|---|
| 05 | 98.05 | 1.95 | — | — | Al metal |
| 06 | 67.80 | 32.20 | — | — | Al2Cu |
| 07 | 9.52 | 17.39 | 62.99 | 10.10 | Slag inclusion |
| 08 | 48.95 | 51.05 | — | — | AlCu |
| 09 | 5.32 | 94.68 | — | — | Cu metal |
| Sample Types | Corrosion Current Density (A/cm2) | Corrosive Potential/V |
|---|---|---|
| Explosion welding | 1.616 × 10−6 | −0.75925 |
| Cold pressure welding | 1.609 × 10−7 | −0.6879 |
| Solid-liquid casting | 8.456 × 10−6 | −0.79061 |
| 4.456 × 10−5 | −1.014 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Y.; Li, H.; Sun, F.; Zou, J. The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting. Metals 2019, 9, 237. https://doi.org/10.3390/met9020237
Wei Y, Li H, Sun F, Zou J. The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting. Metals. 2019; 9(2):237. https://doi.org/10.3390/met9020237
Chicago/Turabian StyleWei, Yanni, Hui Li, Fu Sun, and Juntao Zou. 2019. "The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting" Metals 9, no. 2: 237. https://doi.org/10.3390/met9020237
APA StyleWei, Y., Li, H., Sun, F., & Zou, J. (2019). The Interfacial Characterization and Performance of Cu/Al-Conductive Heads Processed by Explosion Welding, Cold Pressure Welding, and Solid-Liquid Casting. Metals, 9(2), 237. https://doi.org/10.3390/met9020237