An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe


Abstract
:1. Introduction
2. Experimental Methods and Materials
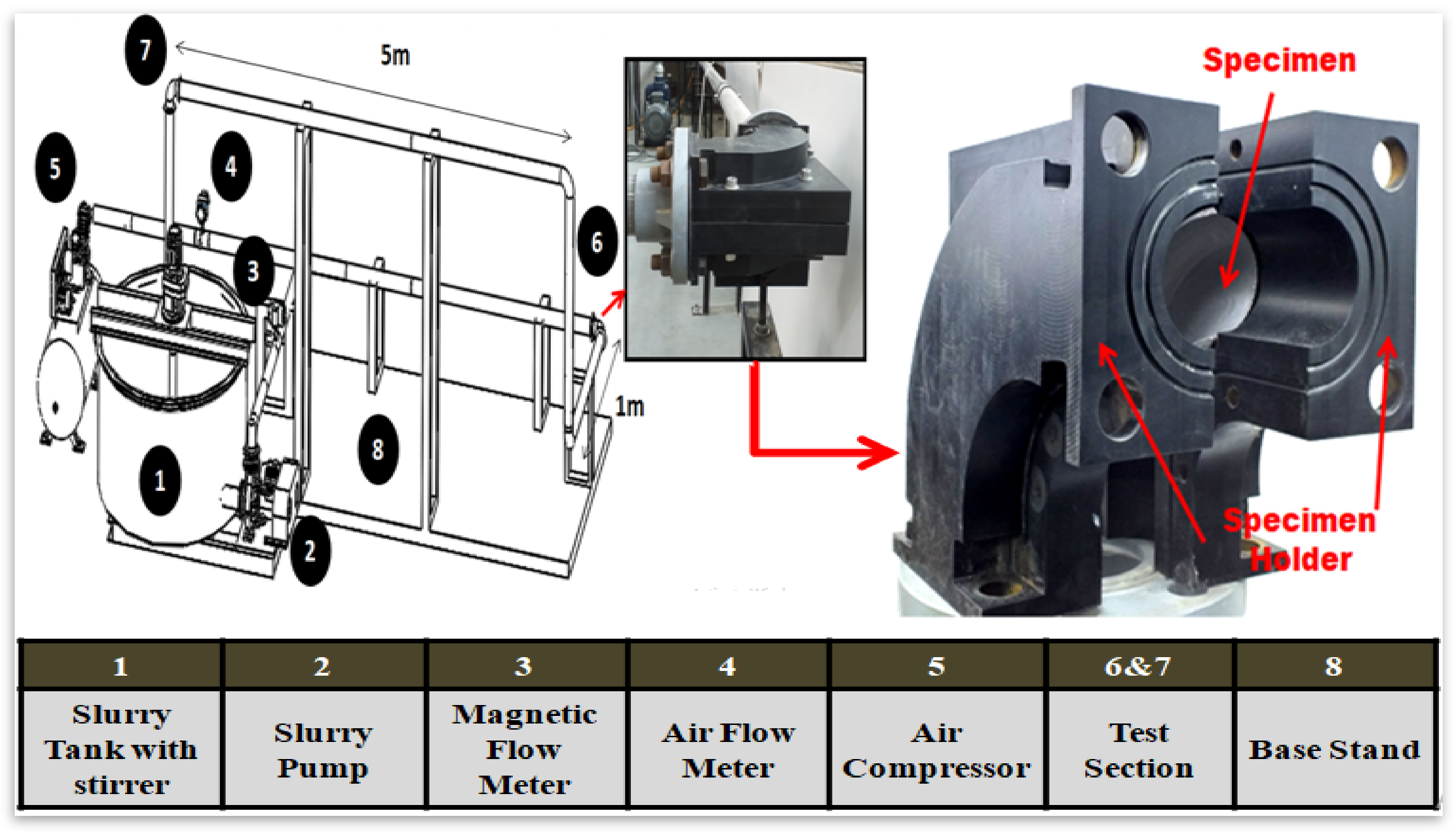
2.1. Multiphase Flow Loop Apparatus and Medium
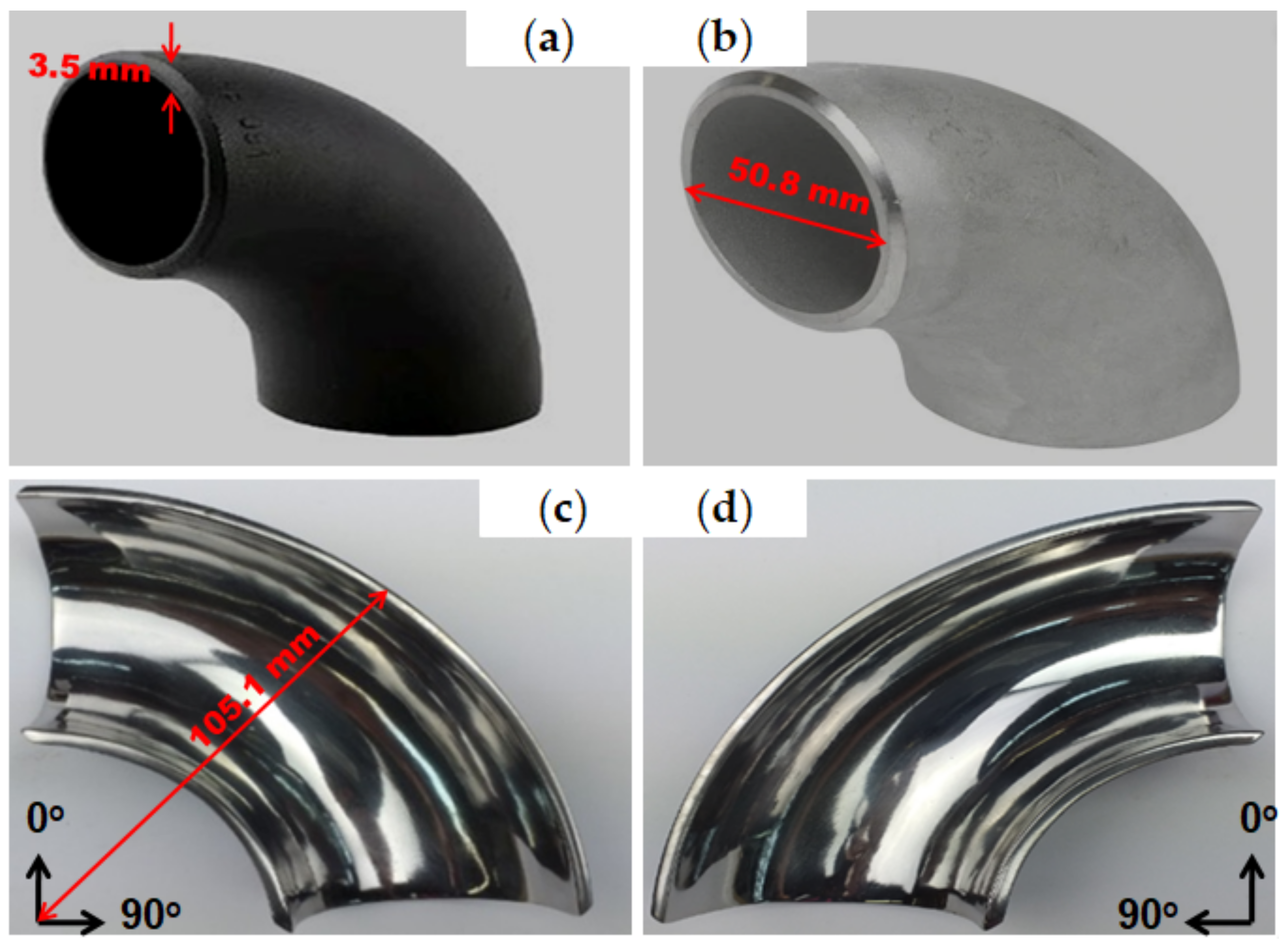
2.2. Test Section
3. Results and Discussion
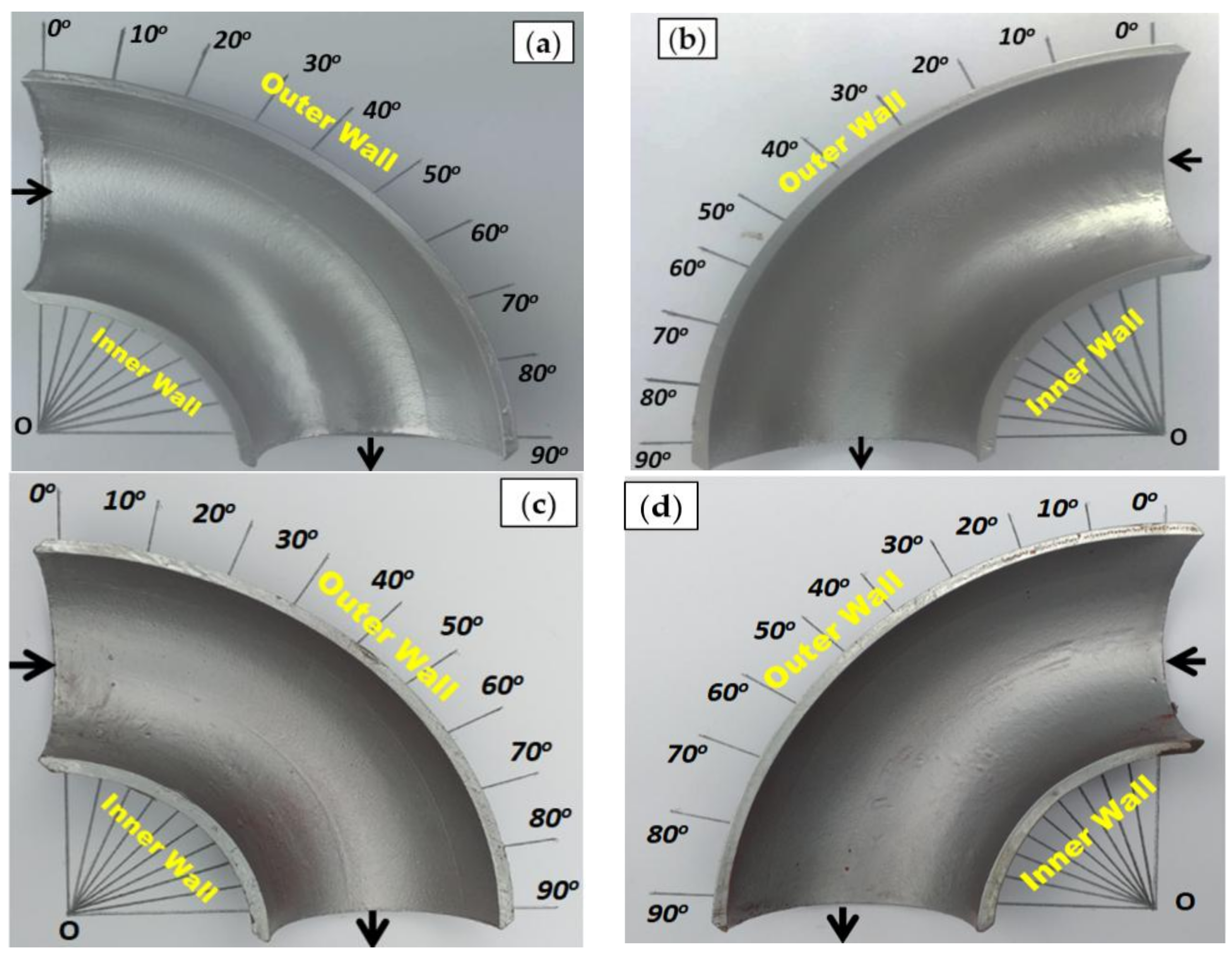
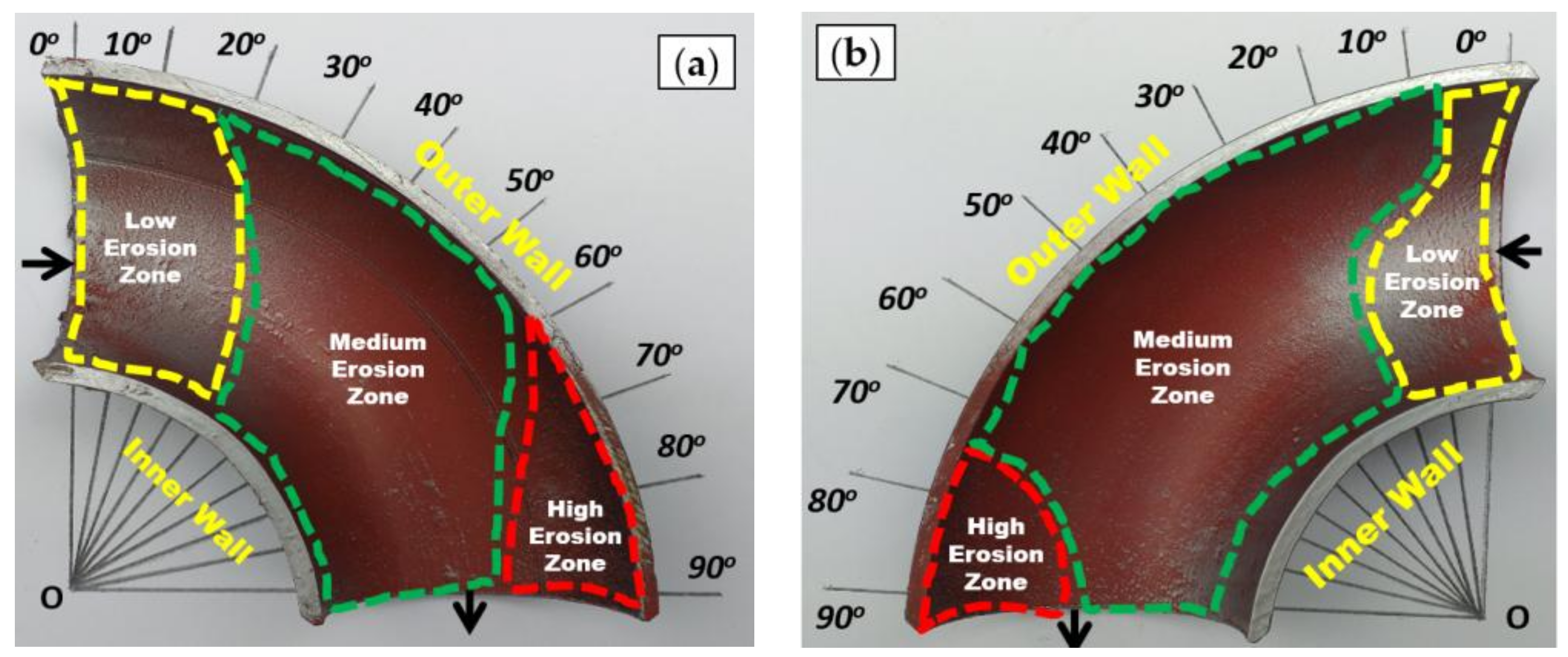
3.1. Multilayer Paint Modeling (MPM) to Determine Erosion Patterns
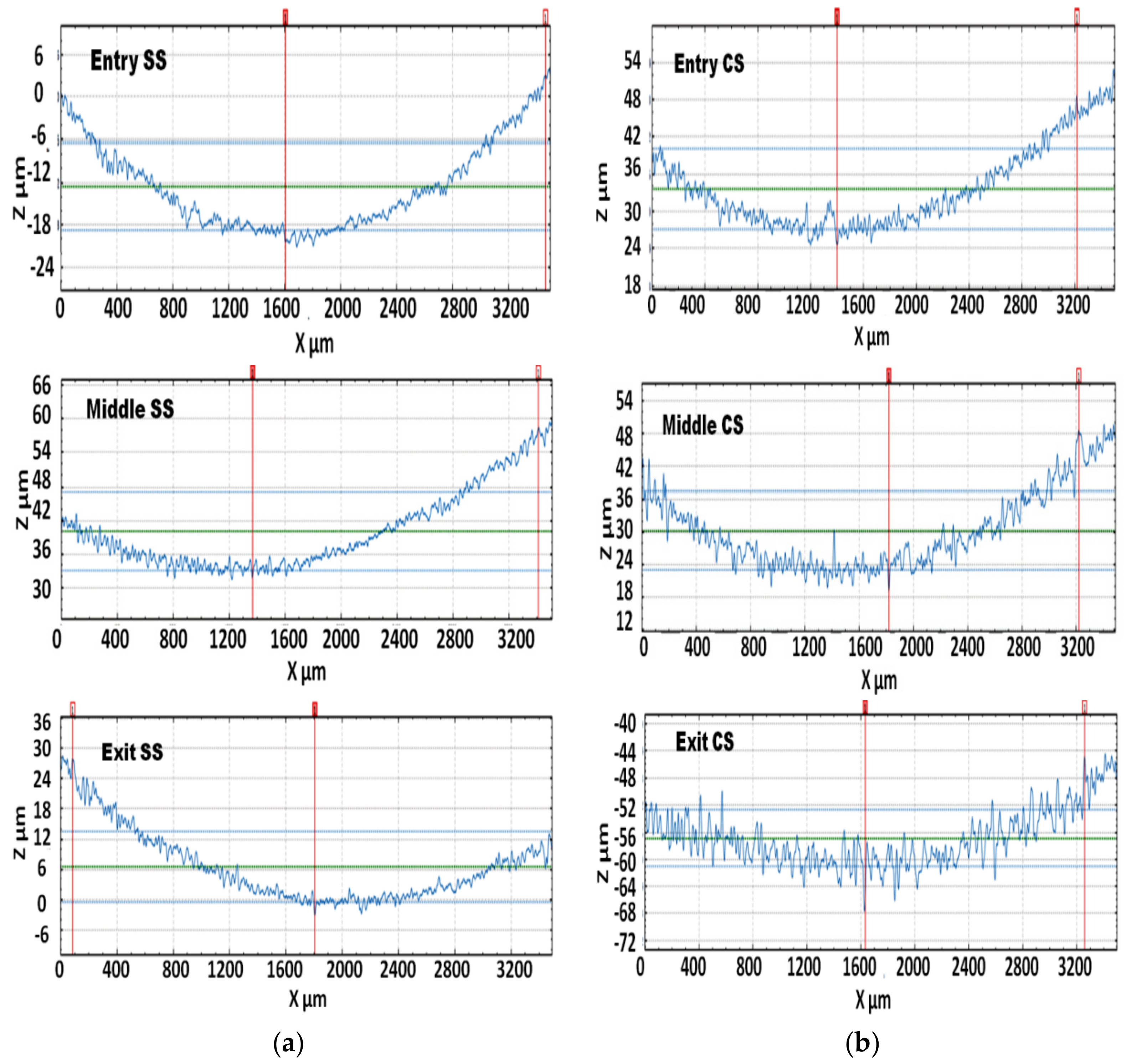
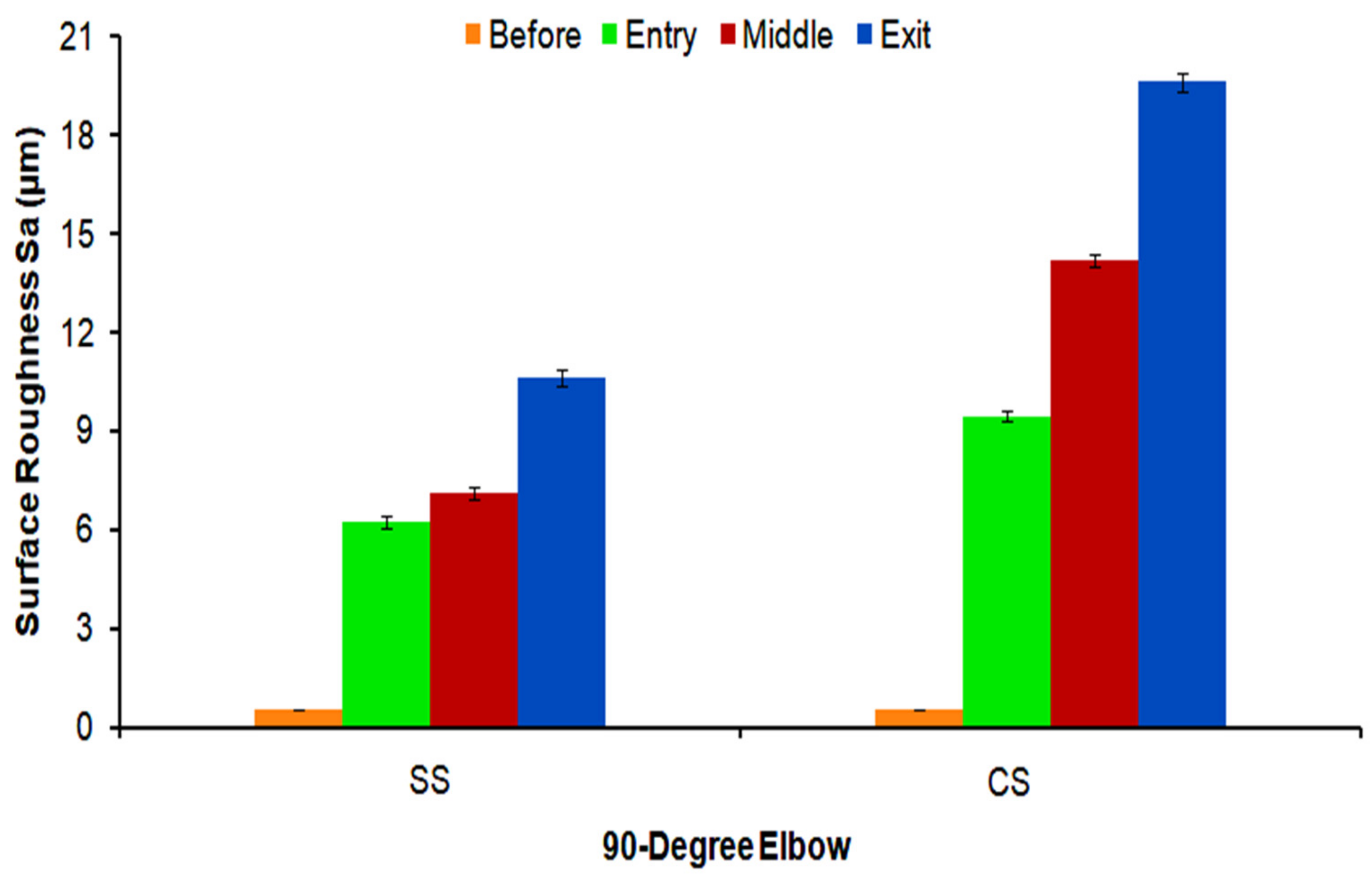
3.2. Surface Roughness
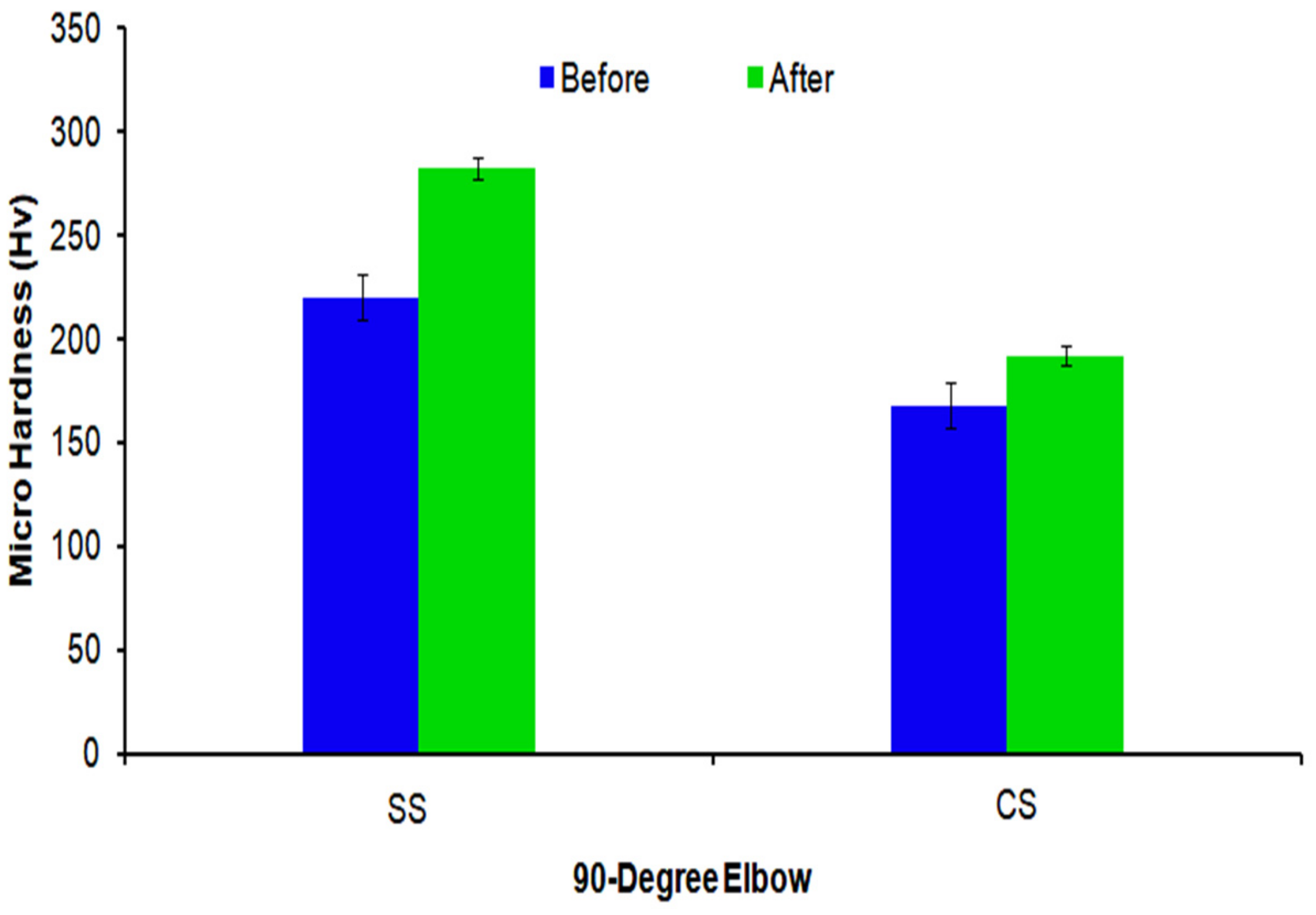
3.3. Hardness Measurements
3.4. Mass Loss
4. Conclusions
- The surface roughness on the elbow internal surface is strongly influenced by the material properties for slug flow conditions. The mean surface roughness at the internal surface of the 1018 CS elbow was higher than the 304L SS elbow. This behavior of the 304L SS elbow confederates with a lower degree of surface damage.
- From mass loss experimental data of the 1018 CS and 304L SS elbows, the erosion-corrosion rate was 4.12 times higher in the 1018 CS than the 304L SS elbow, which indicates that the 304L SS has superior erosion-corrosion resistance characteristics compared to the 1018 CS.
- For both materials, a higher erosion-corrosion rate incurred on the upper half of the elbow compared to the bottom half, which was caused by particle impaction, which indicates the top of the elbow experienced maximum erosive wear in slug flow conditions.
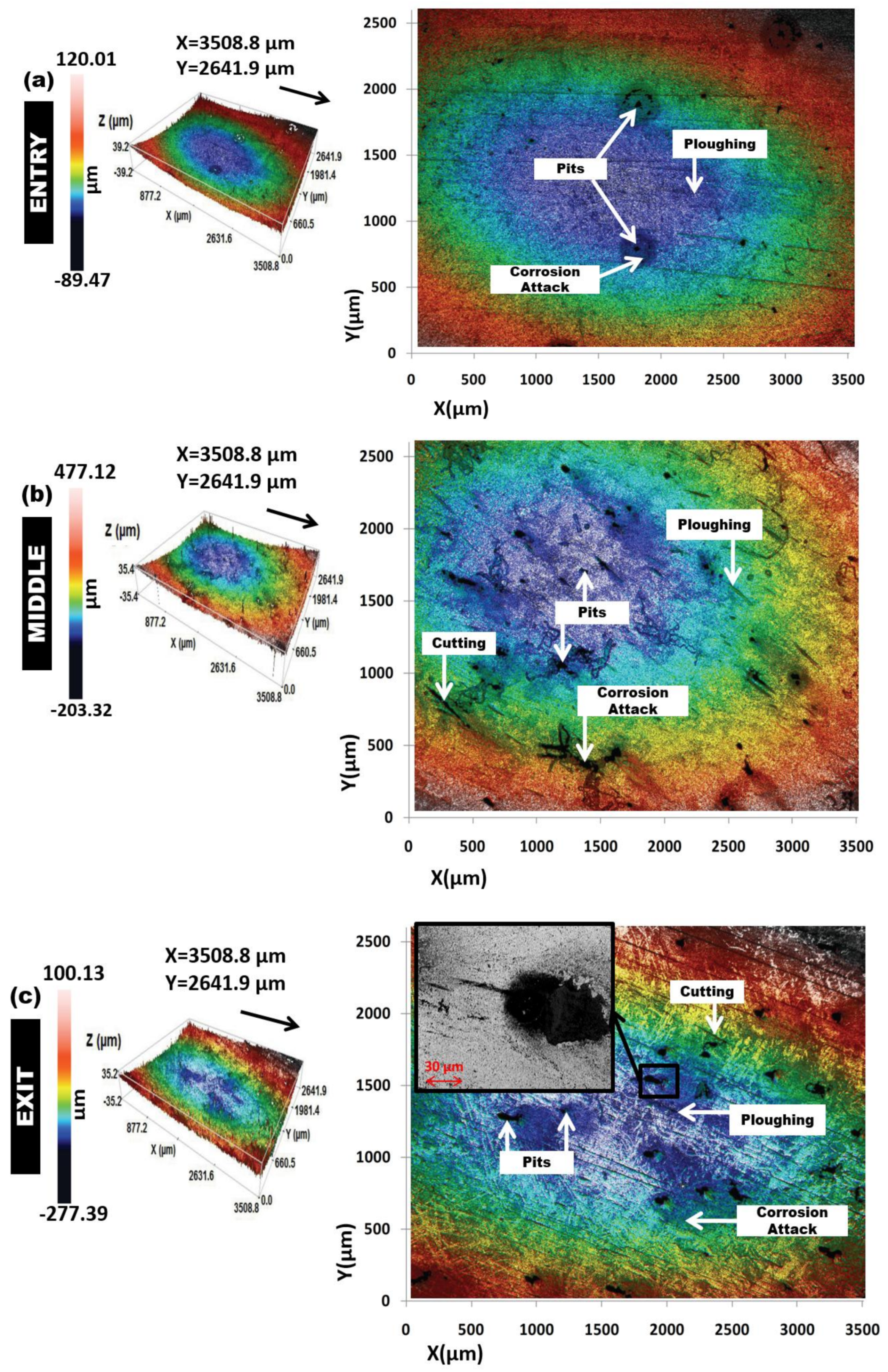
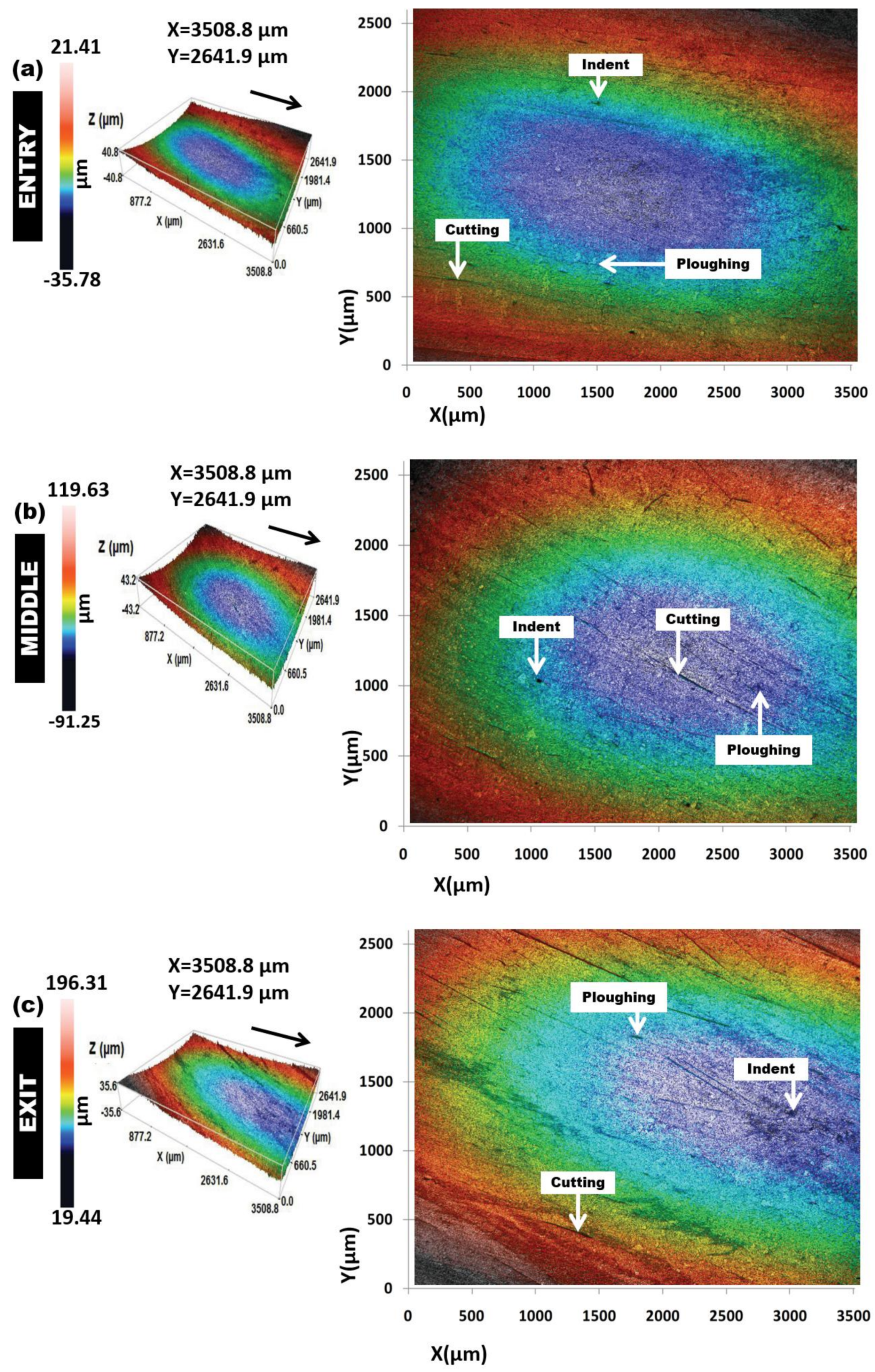
- The erosion mechanisms ascertained in this work were ploughing, cutting, and pitting on the surface of the 1018 CS. On the other hand, the 304L SS exhibited minimal wear characterized by the cutting and indentation on the surface.
- In erosive slug flow, a 1018 CS elbow cannot maintain the resistance to erosion-corrosion and can malfunction easily. By using the 304L SS elbow, the erosion-corrosion induced damage can be restrained and devastation can be avoided.
Author Contributions
Funding
Conflicts of Interest
References
- El-Gammal, M.; Mazhar, H.; Cotton, J.S.; Shefski, C.; Pietralik, J.; Ching, C.Y. The hydrodynamic effects of single-phase flow on flow accelerated corrosion in a 90-degree elbow. Nucl. Eng. Des. 2010, 240, 1589–1598. [Google Scholar] [CrossRef]
- Aminul Islam, M.; Farhat, Z.N.; Ahmed, E.M.; Alfantazi, A.M. Erosion enhanced corrosion and corrosion enhanced erosion of API X-70 pipeline steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhou, F.; Yao, J.; Dong, S.; Li, N. Erosion–corrosion behavior and corrosion resistance of AISI 316 stainless steel in flow jet impingement. Wear 2015, 328–329, 464–474. [Google Scholar] [CrossRef]
- Liu, J.; BaKeDaShi, W.; Li, Z.; Xu, Y.; Ji, W.; Zhang, C.; Cui, G.; Zhang, R. Effect of flow velocity on erosion–corrosion of 90-degree horizontal elbow. Wear 2017, 376–377, 516–525. [Google Scholar] [CrossRef]
- Parsi, M.; Najmi, K.; Najafifard, F.; Hassani, S.; McLaury, B.S.; Shirazi, S.A. A comprehensive review of solid particle erosion modeling for oil and gas wells and pipelines applications. J. Nat. Gas Sci. Eng. 2014, 21, 850–873. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Lim, C.Y.H.; Nguyen, V.B.; Wan, Y.M.; Nai, B.; Zhang, Y.W.; Gupta, M. Slurry erosion characteristics and erosion mechanisms of stainless steel. Tribol. Int. 2014, 79, 1–7. [Google Scholar] [CrossRef]
- Javaheri, V.; Porter, D.; Kuokkala, V.-T. Slurry erosion of steel—Review of tests, mechanisms and materials. Wear 2018, 408–409, 248–273. [Google Scholar] [CrossRef]
- Ayyagari, A.; Hasannaeimi, V.; Grewal, H.S.; Arora, H.; Mukherjee, S. Corrosion, Erosion and Wear Behavior of Complex Concentrated Alloys: A Review. Metals 2018, 8, 603. [Google Scholar] [CrossRef]
- Elemuren, R.; Evitts, R.; Oguocha, I.; Kennell, G.; Gerspacher, R.; Odeshi, A. Slurry erosion-corrosion of 90° AISI 1018 steel elbow in saturated potash brine containing abrasive silica particles. Wear 2018, 410–411, 149–155. [Google Scholar] [CrossRef]
- Zeng, L.; Zhang, G.A.; Guo, X.P. Erosion–corrosion at different locations of X65 carbon steel elbow. Corros. Sci. 2014, 85, 318–330. [Google Scholar] [CrossRef]
- Bateni, M.R.; Szpunar, J.A.; Wang, X.; Li, D.Y. Wear and corrosion wear of medium carbon steel and 304 stainless steel. Wear 2006, 260, 116–122. [Google Scholar] [CrossRef]
- Rajahram, S.S.; Harvey, T.J.; Walker, J.C.; Wang, S.C.; Wood, R.J.K. Investigation of erosion–corrosion mechanisms of UNS S31603 using FIB and TEM. Tribol. Int. 2012, 46, 161–173. [Google Scholar] [CrossRef]
- Cheng, J.; Li, Z.; Zhang, N.; Dou, Y.; Cui, L. Experimental Study on Erosion–Corrosion of TP140 Casing Steel and 13Cr Tubing Steel in Gas–Solid and Liquid–Solid Jet Flows Containing 2 wt % NaCl. Materials 2019, 12, 358. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Zhao, Y.; Wang, L. Research on Erosion-Corrosion Rate of 304 Stainless Steel in Acidic Slurry via Experimental Design Method. Materials 2019, 12, 2330. [Google Scholar] [CrossRef] [PubMed]
- Toor, I.U.; Irshad, H.M.; Badr, H.M.; Samad, M.A. The Effect of Impingement Velocity and Angle Variation on the Erosion Corrosion Performance of API 5L-X65 Carbon Steel in a Flow Loop. Metals 2018, 8, 402. [Google Scholar] [CrossRef]
- Khan, M.R.; Ya, H.H.; Pao, W.; Majid, M.A.A. Numerical Investigation of Sand Particle Erosion in Long Radius Elbow for Multiphase Flow; Springer: Singapore, Singapore, 2019; pp. 41–49. [Google Scholar]
- Khan, R.; Ya, H.H.; Pao, W. Numerical investigation of the elbow angle effect on solid particle erosion for liquid-solid. Int. J. Mech. Mechatron. Eng. 2019, 19, 1–13. [Google Scholar]
- Banakermani, M.R.; Naderan, H.; Saffar-Avval, M. An investigation of erosion prediction for 15° to 90° elbows by numerical simulation of gas-solid flow. Powder Technol. 2018, 334, 9–26. [Google Scholar] [CrossRef]
- Solnordal, C.B.; Wong, C.Y.; Boulanger, J. An experimental and numerical analysis of erosion caused by sand pneumatically conveyed through a standard pipe elbow. Wear 2015, 336–337, 43–57. [Google Scholar] [CrossRef]
- Elemuren, R.; Tamsaki, A.; Evitts, R.; Oguocha, I.N.A.; Kennell, G.; Gerspacher, R.; Odeshi, A. Erosion-corrosion of 90° AISI 1018 steel elbows in potash slurry: Effect of particle concentration on surface roughness. Wear 2019, 430–431, 37–49. [Google Scholar] [CrossRef]
- Ishii, M.; Hibiki, T. Thermo-Fluid Dynamics of Two-Phase Flow, 2nd ed.; Springer Science & Business Media: New York, NY, USA, 2010. [Google Scholar]
- Vieira, R.E.; Kesana, N.R.; McLaury, B.S.; Shirazi, S.A.; Torres, C.F.; Schleicher, E.; Hampel, U. Experimental investigation of the effect of 90° standard elbow on horizontal gas–liquid stratified and annular flow characteristics using dual wire-mesh sensors. Exp. Therm. Fluid Sci. 2014, 59, 72–87. [Google Scholar] [CrossRef]
- Bai, Y.; Bai, Q. 13—Hydraulics. In Subsea Engineering Handbook, 2nd ed.; Bai, Y., Bai, Q., Eds.; Gulf Professional Publishing: Boston, MA, USA, 2019; pp. 315–361. [Google Scholar] [CrossRef]
- Coker, A.K. 4—FLUID FLOW. In Ludwig’s Applied Process Design for Chemical and Petrochemical Plants, 4th ed.; Coker, A.K., Ed.; Gulf Professional Publishing: Burlington, VT, USA, 2007; pp. 133–302. [Google Scholar] [CrossRef]
- Owen, J.; Ducker, E.; Huggan, M.; Ramsey, C.; Neville, A.; Barker, R. Design of an elbow for integrated gravimetric, electrochemical and acoustic emission measurements in erosion-corrosion pipe flow environments. Wear 2019, 428–429, 76–84. [Google Scholar] [CrossRef]
- Kesana, N.; Grubb, S.; McLaury, B.; Shirazi, S. Ultrasonic measurement of multiphase flow erosion patterns in a standard elbow. J. Energy Resour. Technol. 2013, 135, 032905. [Google Scholar] [CrossRef]
- Vieira, R.E.; Parsi, M.; Zahedi, P.; McLaury, B.S.; Shirazi, S.A. Sand erosion measurements under multiphase annular flow conditions in a horizontal-horizontal elbow. Powder Technol. 2017, 320, 625–636. [Google Scholar] [CrossRef]
- Parsi, M.; Kara, M.; Agrawal, M.; Kesana, N.; Jatale, A.; Sharma, P.; Shirazi, S. CFD simulation of sand particle erosion under multiphase flow conditions. Wear 2017, 376–377, 1176–1184. [Google Scholar] [CrossRef]
- Huang, H.; Tian, J.; Zhang, G.; Pan, Z. The corrosion of X52 steel at an elbow of loop system based on array electrode technology. Mater. Chem. Phys. 2016, 181, 312–320. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; Xu, C.; Wang, X.; Huang, Y. Detecting and monitoring erosion-corrosion using ring pair electrical resistance sensor in conjunction with electrochemical measurements. Wear 2019, 428–429, 328–339. [Google Scholar] [CrossRef]
- Wharton, J.A.; Wood, R.J.K. Influence of flow conditions on the corrosion of AISI 304L stainless steel. Wear 2004, 256, 525–536. [Google Scholar] [CrossRef]
- Xu, Y.; Tan, M.Y. Probing the initiation and propagation processes of flow accelerated corrosion and erosion corrosion under simulated turbulent flow conditions. Corros. Sci. 2019, 151, 163–174. [Google Scholar] [CrossRef]
- Khan, R. Numerical Investigation of the Influence of Sand Particle Concentration on Long Radius Elbow Erosion for Liquid-Solid Flow. Int. J. Eng. 2019, 32, 1485–1490. [Google Scholar] [CrossRef]
- Mandhane, J.M.; Gregory, G.A.; Aziz, K. A flow pattern map for gas—Liquid flow in horizontal pipes. Int. J. Multiph. Flow 1974, 1, 537–553. [Google Scholar] [CrossRef]
- Sasaki, K.; Burstein, G.T. The generation of surface roughness during slurry erosion-corrosion and its effect on the pitting potential. Corros. Sci. 1996, 38, 2111–2120. [Google Scholar] [CrossRef]
- Callister, W. Material Science and Engineering: An Introduction; John wiley and Sons, Inc.: New York, NY, USA, 2000; Volume 6. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1018 CS | ||||||||
| Si | Cr | Cu | P | C | S | Ni | Mn | Fe |
| 0.26 | 0.21 | 0.25 | 0.045 | 0.2 | 0.035 | 0.3 | 0.52 | 98.18 |
| 304L SS | ||||||||
| Si | Cr | Cu | P | C | S | Ni | Mn | Fe |
| 0.36 | 18.21 | – | 0.026 | 0.02 | 0.005 | 8.1 | 1.23 | 72.05 |
| SiO2 | Al2O3 | Fe2O3 | Na2O | MgO | CaO |
|---|---|---|---|---|---|
| 98.08 | 1.17 | 0.28 | 0.03 | 0.22 | 0.22 |
| Surface Roughness (µm) | Before | 304L SS | 1018 CS |
|---|---|---|---|
| (µ ± σ) | Sa | Sa | Sa |
| Entry | 0.55 ± 0.02 | 6.22 ± 0.12 | 9.45 ± 0.13 |
| Middle | 0.56 ± 0.03 | 7.12 ± 0.16 | 14.2 ± 0.14 |
| Exit | 0.55 ± 0.03 | 10.62 ± 0.31 | 19.6 ± 0.39 |
| Material | VSG (m/s) | VSL (m/s) | Flow Time (h) | Particle Size (µm) | Particle Concentration (wt.%) | Mass Loss Rate (kg/m2·s) |
|---|---|---|---|---|---|---|
| 1018 CS | 2.5 | 0.5 | 10 | 50 ± 2 | 5 | 3.12 × 10−6 |
| 304L SS | 2.5 | 0.5 | 10 | 50 ± 2 | 5 | 7.56 × 10−7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, R.; H. Ya, H.; Pao, W. An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe. Metals 2019, 9, 1260. https://doi.org/10.3390/met9121260
Khan R, H. Ya H, Pao W. An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe. Metals. 2019; 9(12):1260. https://doi.org/10.3390/met9121260
Chicago/Turabian StyleKhan, Rehan, Hamdan H. Ya, and William Pao. 2019. "An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe" Metals 9, no. 12: 1260. https://doi.org/10.3390/met9121260
APA StyleKhan, R., H. Ya, H., & Pao, W. (2019). An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe. Metals, 9(12), 1260. https://doi.org/10.3390/met9121260