3.1. Microstructure of Ti–Fe–Sn–Mo Alloys
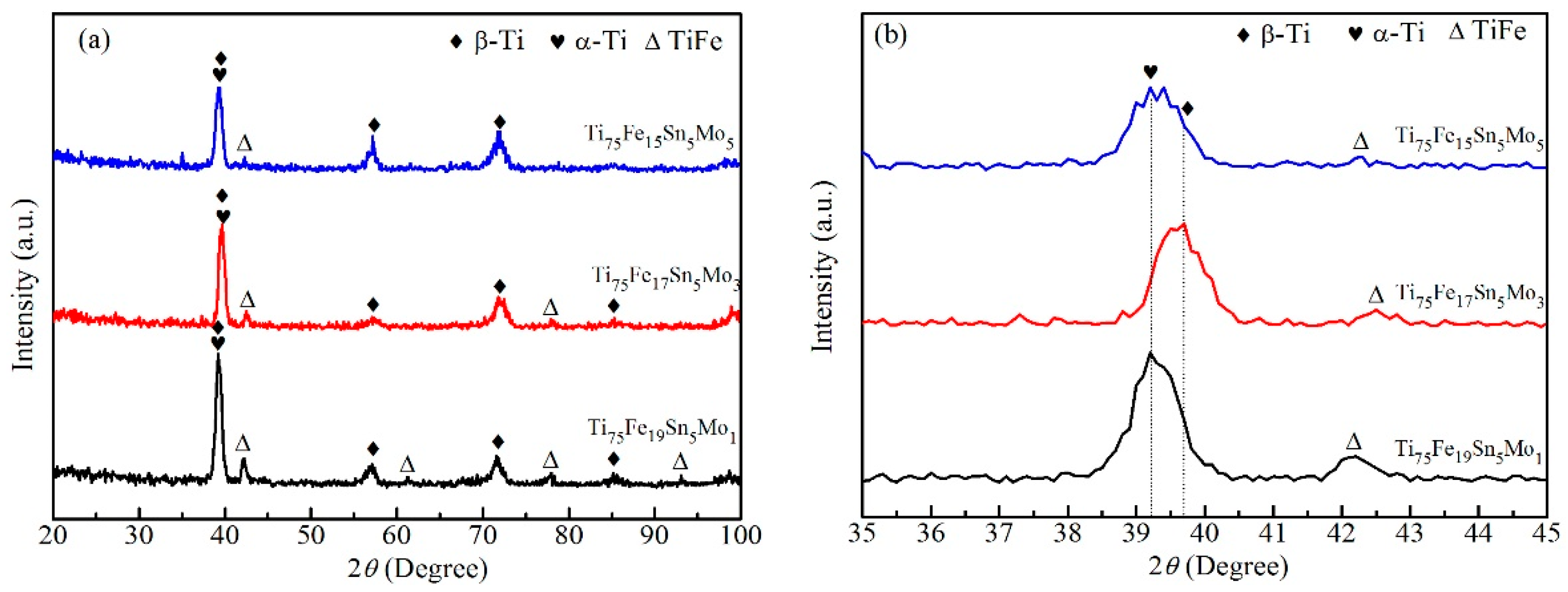
Figure 1 shows the XRD patterns of the Ti–Fe–Sn–Mo alloys. The results show that the phases of the Ti
75Fe
19Sn
5Mo
1, Ti
75Fe
17Sn
5Mo
3, and Ti
75Fe
15Sn
5Mo
5 alloys are composed of β-Ti, α-Ti, and TiFe phases, which indicates that the addition of Mo does not change the types of phases of the alloys. At the same test conditions in XRD patterns, the relative diffraction intensity of a phase can approximately reflect the volume fraction of the corresponding phase [
2]. The relative diffraction intensity of TiFe phase decreases with the increase of Mo content in
Figure 1a, indicating that the volume fraction of TiFe phase decreases with the increase of Mo content. As the differences of diffraction angle for the strongest diffraction peak between the β-Ti and α-Ti phases are small,
Figure 1b is a local magnification diagram of
Figure 1a, to distinguish the diffraction peaks of the two phases. In
Figure 1b, the strongest diffraction peak of the Ti
75Fe
19Sn
5Mo
1 alloy is the α-Ti phase, while the intensity of the β-Ti phase is lower than that of the α-Ti phase, which indicates that the matrix phase of the alloy is α-Ti phase, and the second phases are the β-Ti and TiFe phases. In fact, this result is consistent with the type of matrix phase and the second phase of Ti
75Fe
20Sn
5 alloy [
11], which suggests that the addition of minor Mo does not change the type of phase. For the Ti
75Fe
17Sn
5Mo
3 alloy, the strongest diffraction peak is β-Ti phase, while the diffractive strength of α-Ti phase is smaller than that of α-Ti phase for the Ti
75Fe
19Sn
5Mo
1 alloy, indicating that the matrix phase of the Ti
75Fe
17Sn
5Mo
3 alloy is the β-Ti phase and the second phase is the α-Ti and TiFe phases. Accordingly, that the addition of Mo changes the matrix phase and the second phase of Ti
75Fe
20Sn
5 alloy. In addition, for the Ti
75Fe
15Sn
5Mo
5 alloy, the strongest diffraction peak is the α-Ti phase, while the intensity of diffraction peak of the β-Ti phase is lower than that of the α-phase, which indicates that the matrix phase of the alloy is the α-Ti phase and the second phase is the β-Ti phase and TiFe phase. Thus, the matrix phase of the Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
15Sn
5Mo
5 alloys is the α-Ti phase, the second phases are the β-Ti and TiFe phases, while the matrix phase of Ti
75Fe
17Sn
5Mo
5 alloy is the β-Ti phase, and the second phases are the α-Ti and TiFe phases.
In fact, in the XRD patterns, the approximate volume fraction of the corresponding phase can be calculated based on the relative diffraction intensity of the phase [
2,
11]. When the strong diffraction intensity of phase is normalized to 100%, and the strong diffraction intensities of the other phases are normalized, the normalized value can approximately represent the relative volume fraction (
Vri) of each phase [
11]. The relationship between the
Vri values and the approximate volume fraction (
V1) of phase with strong diffraction intensity can be written by [
11],
and
Vi is the approximate volume fraction of the
i phase.
Table 1 lists the approximate volume fractions of β-Ti phase, α-Ti phase, and TiFe phase calculated from
Figure 1. For the Ti
75Fe
19Sn
5Mo
1 alloy, the
Vβ value of β-Ti phase is 42.3%, that of α-Ti phase is 47.3%, and the difference of volume fraction between the two phases is small. For the Ti
75Fe
17Sn
5Mo
3 alloy, the volume fractions of the β-Ti and α-Ti phases are 56.8% and 33.4%, respectively, indicating that the difference of volume fraction between the two phases is large. For the Ti
75Fe
15Sn
5Mo
5 alloy, the
Vα of the α-Ti phase is as high as 60%, which is the largest of the three alloys, while the
Vβ value of the β-Ti phase is 37.8%, which is the smallest of the three alloys, and the volume difference between the two phases is quite different. In addition, the volume fraction of TiFe phase decreases from 10.4% of Ti
75Fe
19Sn
5Mo
1 alloy to 2.2% of the Ti
75Fe
15Sn
5Mo
5 alloy, which indicates that the volume fraction of TiFe phase decreases with the increase of Mo content. In fact, the volume fraction of TiFe phase in the Ti
75Fe
19Sn
5Mo
1 alloy is less than that of TiFe phase in Ti
75Fe
20Sn
5 alloy (11.31%) [
11], which indicates the increase of Mo content and the decrease of Fe content resulting in less volume fraction of TiFe phase. The Rietveld method was used to calculate the volume fractions (
VR) of three phases to show the accuracy of phase volume fraction calculated in Ref. [
11]. For the Ti
75Fe
19Sn
5Mo
1 alloy, the
VR values of β-Ti, α-Ti and TiFe phases are 43.92%, 47.66%, and 8.42%, respectively; for the Ti
75Fe
17Sn
5Mo
3 alloy, the corresponding
VR values of three phases are 59.67%, 33.42%, and 7.91%, respectively; for the Ti
75Fe
15Sn
5Mo
5 alloy, the
VR values of three phases are 39.30%, 57.56%, and 3.14%, respectively. Therefore, the volume fractions of the three phases calculated by Equations (3) and (4) are close to the
VR values that were calculated by the Rietveld method.
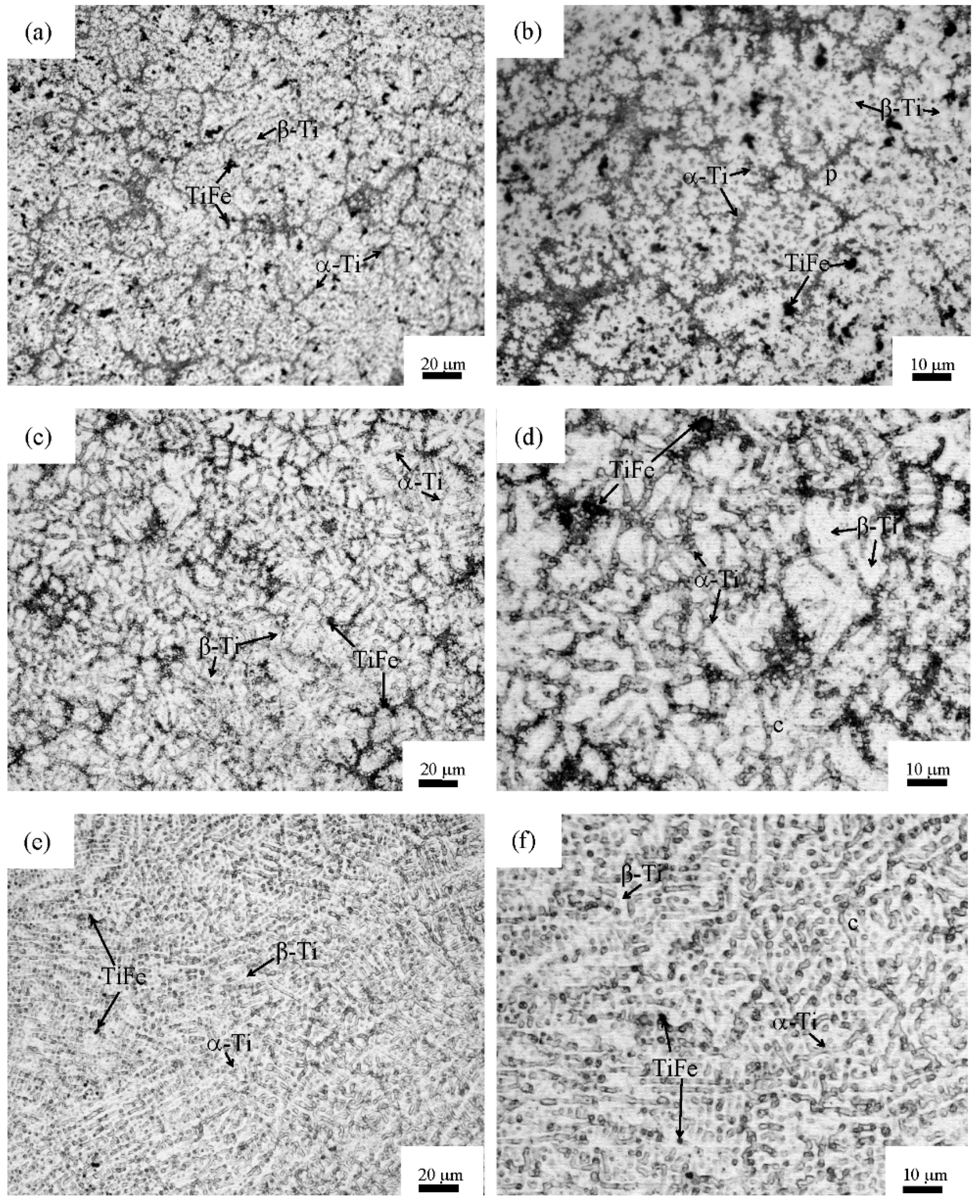
Figure 2 shows the microstructure of the Ti–Fe–Sn–Mo alloys. In
Figure 2a,b, for the Ti
75Fe
19Sn
5Mo
1 alloy, a large number of α-Ti phases and a small amount of TiFe phases are deposited along the grain boundary, and the part of the α-Ti phase is formed inside the β-Ti phase particles. In
Figure 2a,b, the contents of α-Ti phase and β-Ti phase have little difference, which is in good agreement with the volume fraction that was calculated by XRD. For the Ti
75Fe
17Sn
5Mo
3 alloy, the content of β-Ti phase is obviously higher than that of α-Ti phase, as shown in
Figure 2c,d, which is in good agreement with the volume difference of the two phases that were calculated by XRD in
Table 1; in addition, a large number of α-Ti phases are mainly deposited along grain boundary. In fact, the contents of α-Ti phase deposited inside the β-Ti phase particles in
Figure 2d are obviously lower than those of α-Ti phase deposited inside β-Ti phase particles in
Figure 2b. The particle sizes of a small amount of TiFe phases for the Ti
75Fe
17Sn
5Mo
3 alloy are obviously larger than those of the TiFe phases for the Ti
75Fe
19Sn
5Mo
1 alloy, as shown in
Figure 2b,d, but the numbers of particles of the TiFe phases in the former are significantly less than those of the TiFe phases in the latter. As a result, the difference of content of TiFe phase between the two alloys is small, which is consistent with the small difference of volume fraction calculated by XRD in
Table 1. With a further increase in Mo content and a further decrease in Fe content, for the Ti
75Fe
15Sn
5Mo
5 alloy, only two particles of TiFe phase labeled with the black arrow in
Figure 2e,f can be observed. Its content is obviously smaller than that of TiFe phase in
Figure 2b,e, which is also consistent with the small volume fraction of the TiFe phase that was calculated by XRD in
Table 1. The content of β-Ti phase in Ti
75Fe
15Sn
5Mo
5 alloy is obviously lower than those in Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
17Sn
5Mo
3 alloys, and the content of α-Ti phase in Ti
75Fe
15Sn
5Mo
5 alloy is higher than that in Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
17Sn
5Mo
3 alloys, as shown in
Figure 2b,d,f. Accordingly, these results are consistent with the calculated data in
Table 1.
At the grain boundary, the α-Ti phases of the Ti
75Fe
19Sn
5Mo
1 alloy in
Figure 2b form the structure of continuous layers; however, in addition to the continuous layer, the discontinuous layers in Ti
75Fe
17Sn
5Mo
3 alloy are also found in
Figure 2d, which indicated that the continuity of the α-Ti phase are weakened when comparing with the continuous layers in Ti
75Fe
19Sn
5Mo
1 alloy. The continuity of the α-Ti phase for the Ti
75Fe
15Sn
5Mo
5 alloy almost disappears in
Figure 2f. A large number of discontinuous independent grains of the α-Ti phase can be observed in
Figure 2f. The phenomenon can be explained by using the grain boundary wetting [
27,
28]. In the reported Ti–Fe, Ti–Co, Ti–Fe–Sn alloys, the continuous and discontinuous layers that are composed of the α-Ti phases are the complete and non-complete wetting of the grain boundary [
11,
27,
28], respectively. In
Figure 2b, the continuous layer that is formed by a large number of α-Ti phases at the boundary is the complete wetting of the gain boundary, as shown in the letter P in
Figure 2b. In
Figure 2d, the continuous and discontinuous layers observed are the phenomenon of the complete and incomplete wetting of grain boundary. A large number of discontinuous layer of α-Ti phases show a structural of incomplete wetting, as shown in the letter C in
Figure 2f. Accordingly, adding tge Mo element can change the complete and incomplete wetting of grain boundary.
The content of TiFe phase can be qualitatively discussed by heat of mixing (Δ
Hx) between mail elements.
Table 2 lists the Δ
Hx values among the four elements. As the large negative heat of mixing between atom pairs indicates that the interaction force of atom pairs is larger, it can promote the formation of stable intermetallic compound. However, the small negative heat of mixing or large positive heat of mixing indicates that the interaction force of atom pair is weak. The melt that is composed of two elements is easy to form solid solution during cooling. The Δ
Hx values of Ti–Fe (−17 kJ mol
−1 [
29]) and Ti–Sn (−21 kJ mol
−1 [
29]) atom pairs are larger than those of the Ti–Mo (−4 kJ mol
−1 [
29]) and Fe–Mo (−2 kJ mol
−1 [
29]) atomic pairs, which indicates that the interaction forces of Ti–Fe and Ti–Sn atom pairs are larger than those of the Ti–Mo and Fe–Mo atomic pairs. The melt containing Ti–Mo and Fe–Mo clusters can form solid solution during cooling. In addition, the interaction forces of Fe–Sn and Mo–Sn atom pairs are weak, and the solid solution is easy to form in the alloy solution during the cooling due to the positive heat of mixing of Fe–Sn and Sn–Mo atom pairs (see
Table 1). Therefore, when a small amount of Mo element replaces Fe element, no intermetallic compound containing Mo element can form. The addition of Mo changes the concentration of clusters containing Fe in alloy solution, which results the content of TiFe intermetallics decreasing. In addition, the more the Mo content is, the less the TiFe phase intermetallic compounds precipitate. This is consistent with the volume fraction that was calculated by XRD.
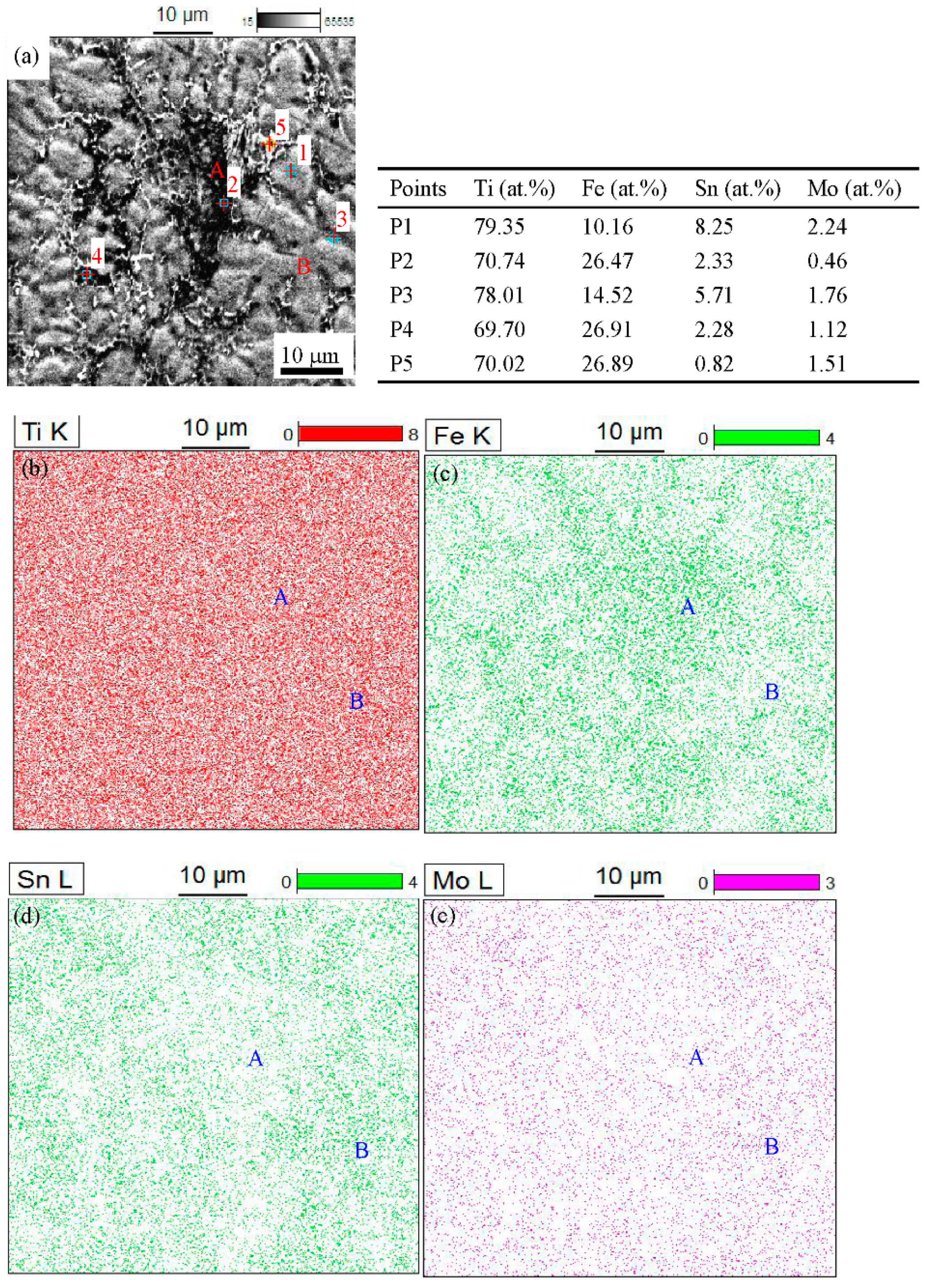
Figure 3 shows the SEM picture, element content at each point scanning, and surface distribution of elements at surface scanning in Ti
75Fe
19Sn
5Mo
1 alloy. In
Figure 3a, five dot scanned images are marked as P1, P2, P3, P4, and P5, respectively. The percentages of four elements of five spots are shown in the right border of
Figure 3a. The region that is labeled P1 is the middle part of a complete grain. The composition of the grain is Ti
79.35Fe
10.16Sn
8.25Mo
2.24. In fact, the grain in the region labeled P1 is a particle mainly containing the β-Ti phase in
Figure 2a,b; for the particle containing Ti phase, according to EDS analysis, the contents of Ti, Sn, and Mo elements are larger than those of Ti, Sn, and Mo elements in Ti
75Fe
19Sn
5Mo
1 nominal component. When point scanning was carried out at the boundary of β-Ti particles (P3), it is found that the Ti (78.01 at.%), Sn (5.71 at.%), and Mo (1.76 at.%) contents in the region labeled P3 are lower than the corresponding contents in region labeled P1, but the Fe content (P3) is larger than that (P1). The results show that the content of Fe in the grain is less, while the content of Fe increases near the grain boundary, and the contents of Sn and Mo correspondingly decrease at the grain boundary. When point scanning was carried out at grain boundary (P2), the contents of Ti, Fe, Sn and Mo elements are 70.74 at.%, 26.47 at.%, 2.33 at.%, and 0.46 at.%, respectively. It is found that the contents of Ti, Sn, and Mo at the P2 region were significantly smaller than those at the P1 and P3 regions, while the contents of Fe at the P2 region are significantly larger than those at the P1 and P3 regions. According to
Figure 2a,b, the larger black particles at the boundary are TiFe phase, and TiFe phase deposits along the grain boundary. In fact, it is impossible for the quantitative analysis of elements in the region labeled P2 point to achieve or close to one-to-one atomic ratio of Ti and Fe for the TiFe phase, as the accuracy of quantitative analysis for the elements by point scanning of EDS is low. The point scanning of the regions labeled P4 and P5 at grain boundaries was carried out to better determine the enrichment of Fe elements at grain boundaries. The Ti and Fe contents at regions labeled P4 and P5 slightly differ. At the region labeled P5, Sn content is significantly lower than that at regions of grain boundary labeled P2, and also lower that that at the region of grain interior labeled P1. When the Sn-rich region appears at region labeled P1, the Sn-poor region will inevitably appear around it to reach the equilibrium state of Sn content for the whole alloy. Five-point scanning shows that the Sn content is low when the Fe content is high. This is because the heat of mixing of Fe and Sn is positive. In the process of melt cooling, the repulsion force of Fe and Sn atoms is larger than the attraction force, which results in the diffusion of Fe and Sn atoms in the opposite direction.
Figure 3a is scanned in a plane to observe the difference between Fe- and Sn-rich regions more directly. The distribution of four elements is shown in
Figure 3b–e. As the alloy is Ti-rich alloy, there is no obvious difference in the distribution of Ti element in the whole region, while the other three elements show the Fe-, Sn-, and Mo-rich regions, and Fe, Sn, and Mo-poor regions. In
Figure 3a, the regions labeled A and B are selected. The large particle containing TiFe phase locates in A region, and the large particle containing Ti phase locates in B region. In
Figure 3c, the Fe content in A region is significantly larger than that in B region. In
Figure 3d, the Sn content in A region is significantly lower than that in the B region. Therefore, most Sn and Mo elements are in Ti-containing particles, respectively. The attraction between Ti and Sn atomic pairs is larger than the repulsion, as the heat of mixing of Ti and Sn is −21 kJ mol
−1 [
29], so the cluster containing the Ti–Sn atomic pair is easy to form. The mutual repulsion force between Fe and Sn is larger than the mutual attraction because of the positive heat of mixing of Sn and Fe, which leads to the decrease of Fe content in the Sn-rich region. Because the heat of mixing of Ti and Fe atomic pair is −17 kJ mol
−1 [
29], the binding force of Ti and Fe atoms is larger than the repulsion force of Ti–Fe atom pair, which leads to the formation of clusters containing Ti–Fe atomic pair; in this region, the content of Sn is less. Therefore, TiFe phases in Fe-rich regions and Ti phases in Sn-rich regions are formed in different regions. Although Ti content higher, the Sn content is less, so the Ti
3Sn phase is difficult to form. The atomic ratio of Ti to Fe is located in hypoeutectic region, and the high Fe content results in the deposition of TiFe phase along the grain boundary of Ti phase.
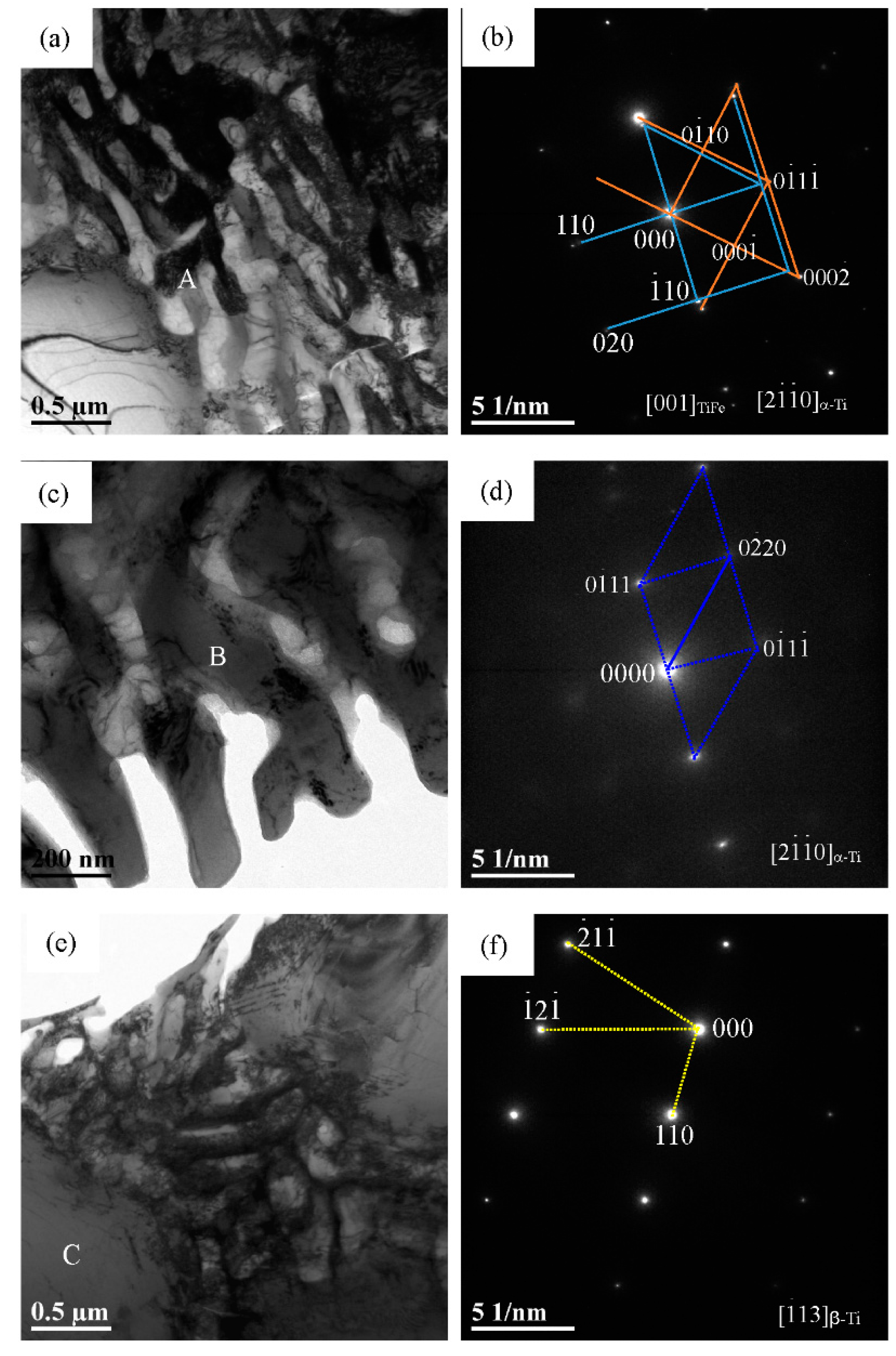
The microstructure of Ti
75Fe
19Sn
5Mo
1 alloy was observed by TEM to further understand of the microstructure and phase composition of the Ti–Fe–Sn–Mo alloys, as shown in
Figure 4.
Figure 4a,c show the stripe grain with a width between 0.1 µm and 0.2 µm and the black massive grains. The selected electron diffraction spots of the strip grains calibrate the diffraction spots that were obtained. Combining with the analysis of phases in XRD, the gray stripe grain is α-Ti phase, and the black block grain is TiFe phase, as shown in
Figure 4a,c. The diffraction spots of
Figure 4b come from the labeled “A” region in
Figure 3a, the calibrated crystal band axis of the α-Ti phase is [2
0], the crystal planes (000
), (0
10), and (0
1
) are also marked in
Figure 4b, respectively. In addition, the crystal band axis of TiFe phase with BCC structure is [001], and the three corresponding crystal planes are (110), (
10), and (020), respectively. The diffraction spots in
Figure 4d are derived from the electron diffraction in the “B” region marked in
Figure 4c to better display the diffraction of gray striped α-Ti grain, and the crystal band axis and the corresponding diffraction plane are also the same as the diffraction spots of the corresponding α-Ti phase in
Figure 4b. In
Figure 4f, the diffraction spots of BCC β-Ti phase are electron diffraction in
Figure 4e. The crystal band axis of the β-Ti phase is [
13], and the three corresponding diffraction planes of (110), (
1
), and (
2
) is also labeled in
Figure 4f, respectively.
3.2. Mechanical Properties of Ti–Fe–Sn–Mo Alloys
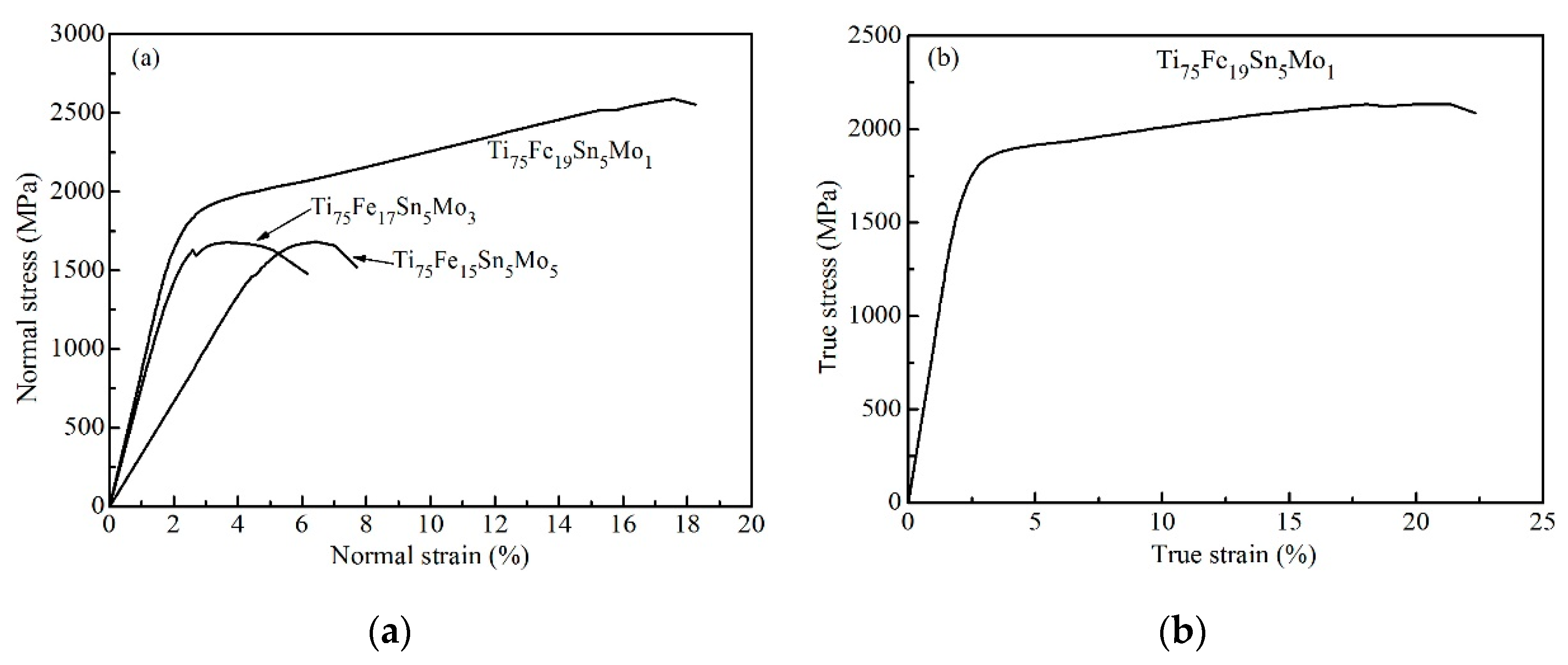
Figure 5 shows the stress-strain curves of the Ti–Fe–Sn–Mo alloys.
Table 1 lists the mechanical data calculated by
Figure 5a. The results show that the linear elastic limit (
σe) and the 0.2% offset yield strength (
σ0.2) of the Ti
75Fe
19Sn
5Mo
1 alloy are 1502 MPa and 1734 MPa, respectively, which are larger than those of the Ti
75Fe
17Sn
5Mo
3 and Ti
75Fe
15Sn
5Mo
5 alloys in
Table 1. The plastic deformation (
εp) of the Ti
75Fe
19Sn
5Mo
1 alloy is 16.1%, which is larger than those of Ti
75Fe
17Sn
5Mo
3 and Ti
75Fe
15Sn
5Mo
5 alloys, and it is also larger than that of the Ti
75Fe
20Sn
5 alloy (10.4%) [
11]. In addition, the Ti
75Fe
19Sn
5Mo
1 alloy (2590 MPa) has the maximum compressive strength (
σb) in the present Ti–Fe–Sn–Mo alloys, which are also higher than that of Ti
75Fe
20Sn
5 alloy (2332 MPa) [
11]. In fact, the yield strength, plastic deformation, and maximum compressive strength of Ti
75Fe
19Sn
5Mo
1 alloy are the largest in the Ti–Fe–Sn–Mo and reported Ti–Fe–Sn alloys [
11]. Accordingly, the addition of minor Mo element significantly improves the strength and plastic deformation of Ti
75Fe
20Sn
5 alloy.
As the density of Mo element (10.22 g⋅cm
−3) is larger than that of Fe element (7.86 g⋅cm
−3), when the Mo element partially replaces the Fe element, the densities of Ti–Fe–Sn–Mo alloys increase with the increase of Mo content. The densities of Ti–Fe–Sn–Mo alloys are from the 5.475 g⋅cm
−3 of Ti
75Fe
19Sn
5Mo
1 alloy to 5.624 g⋅cm
−3 of Ti
75Fe
15Sn
5Mo
5 alloy. As an engineering material, the specific strength of Ti-rich Ti alloy has important practical significance in engineering applications. The specific yield strength (
σ0.2/
ρ) and specific compressive strength (
σb/
ρ) of the Ti
75Fe
19Sn
5Mo
1 alloy are 316.7 Pa⋅m
3⋅g
−1 and 473.1 Pa⋅m
3⋅g
−1, respectively, which are larger than those of the Ti
75Fe
20Sn
5 alloy (308.53 Pa⋅m
3⋅g
−1 and 423.23 Pa⋅m
3⋅g
−1, respectively) [
11], and they are also larger than those of the Ti
75Fe
17Sn
5Mo
3 and Ti
75Fe
15Sn
5Mo
5 alloys (see
Table 3). In addition, the Vickers hardness (HV) of Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
17Sn
5Mo
3 alloys are 590 HV and 571 HV, respectively, which are larger than those of Ti
75Fe
20Sn
5 (558 HV) [
11] and Ti
75Fe
15Sn
5Mo
5 alloys (534 HV) in
Table 1. Accordingly, the addition of an appropriate Mo element can improve the specific strength and Vickers hardness of Ti
75Fe
20Sn
5 alloy.
In quasi-static compression test, the elastic modulus
(E) of alloys can be calculated according to the slope of stress-strain curve at the linear elastic stage.
Table 1 lists the calculated
E values of the three alloys. The
E value of Ti
75Fe
19Sn
5Mo
1 alloy is 85.4 GPa, higher than those of Ti
75Fe
17Sn
5Mo
3 (74.0 GPa) and Ti
75Fe
15Sn
5Mo
5 (33.4 GPa) alloys, which indicates that the
E values decreases with the increase of Mo content. In fact, the elastic modulus of the Ti
75Fe
15Sn
5Mo
5 alloy is very close to that of human bone (10–30 GPa) [
8,
9,
30], indicating that the alloy is a good biomedical material. In fact, the
E values for the Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
17Sn
5Mo
3 alloys are larger than that of the Ti
75Fe
20Sn
5 alloy (35.5 GPa) [
11]; the
E value of Ti
75Fe
15Sn
5Mo
5 alloy is close to that of the Ti
75Fe
20Sn
5 alloy.
In
Figure 5, the Ti
75Fe
19Sn
5Mo
1 alloy exhibits work hardening during plastic deformation. The work–hardening index (
n) can reflect the resistance of plastic deformation, and, the larger the resistance of plastic deformation is, the larger the
n value is. The true stress–strain curve of Ti
75Fe
19Sn
5Mo
1 alloy is shown in
Figure 5 to calculate the
n value. According to the true stress,
, where,
k is the strength coefficient and
ε is the true strain. The formula of
can be written to facilitate that calculation of the
n value.
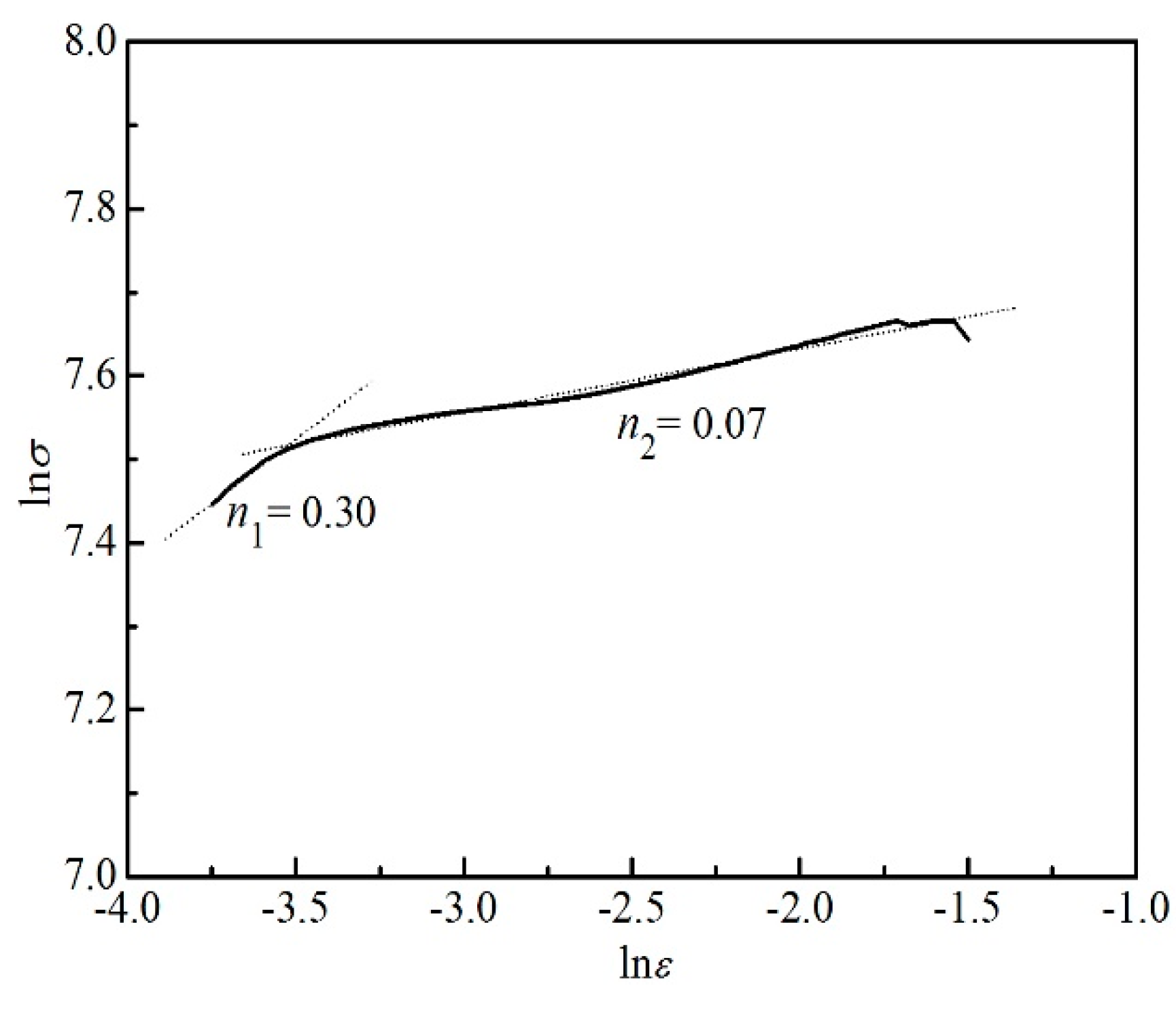
Figure 6 shows a graph of the relation between ln
σ and ln
ε of the Ti
75Fe
19Sn
5Mo
1 alloy. The
n1 value of elastic–plastic stage is 0.30 and the
n2 value is equal to 0.07 in the stage of plastic deformation. In fact, the work–hardening ability of materials in the stage of plastic deformation is more meaning than that in elastic–plastic stage. The
n2 value of the Ti
75Fe
19Sn
5Mo
1 alloy is less than those of the Zr
52Co
48 (0.15) and Zr
54Co
46 (0.09) alloys with the high ductility [
31], which indicates that the Ti
75Fe
19Sn
5Mo
1 alloy has a small resistance of plastic deformation as compared to the high–ductility Zr–Co alloys [
31]. However, the
n2 value of the Ti
75Fe
19Sn
5Mo
1 alloy is larger than that of the Ti
75Fe
20Sn
5 alloy (0.012), indicating that a small amount of Mo addition increases the plastic deformation resistance of the Ti
75Fe
20Sn
5 alloy. In addition, For the Ti
75Fe
17Sn
5Mo
3 and Ti
75Fe
15Sn
5Mo
5 alloys, no work-hardening ability is present in the stage of plastic deformation. Accordingly, a proper amount of Mo content not only improves the strength and the plastic deformation, but also improves the work-hardening ability for the Ti
75Fe
20Sn
5 alloy.
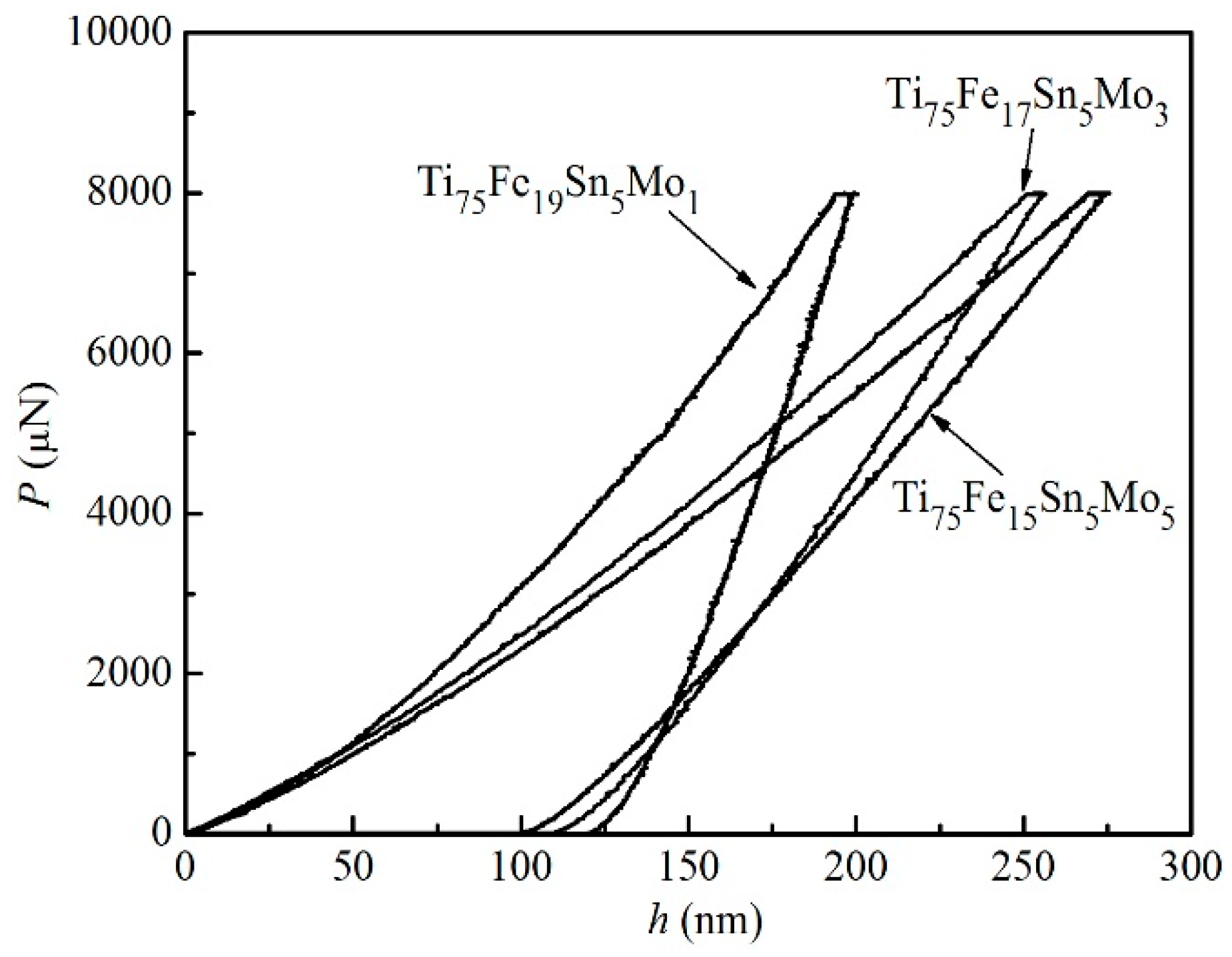
3.5. Nanoindentation of Ti–Fe–Sn–Mo Alloys
The elastic modulus that is measured by the compression instrument might differ greatly from the real value due to the elastic deformation of the instrument in the quasi-compression process. To get closer to the true elastic modulus of materials, the reduced elastic modulus (
Er) of three Ti–Fe–Sn–Mo alloys were measured by the nanoindentation technique.
Figure 10 shows the representative load (
P)-displacement (
h) nanoindentation curves for the Ti–Fe–Sn–Mo alloys. The
Er and hardness (
H) values that were measured for the three alloys are listed in
Table 3. The
Er values of the Ti
75Fe
19Sn
5Mo
1, Ti
75Fe
17Sn
5Mo
3, and Ti
75Fe
15Sn
5Mo
5 alloys are 110.8 GPa, 51.1 GPa, and 42.1 GPa, respectively. The
Er values of the Ti
75Fe
19Sn
5Mo
1 and Ti
75Fe
15Sn
5Mo
5 alloys are larger than the
E values of two alloys in the quasi-static compression test, but the
Er value of the Ti
75Fe
17Sn
5Mo
3 alloy is obviously lower than the
E value in the quasi-static compression test. Accordingly, based on the elastic modulus that was measured by the two methods, the Ti
75Fe
19Sn
5Mo
1 alloy with a high specific strength has high elastic modulus, which indicates that the alloy is a new type of engineering material with excellent mechanical properties. The elastic modulus of Ti
75Fe
15Sn
5Mo
5 alloy is very close to the elastic modulus of human bone, indicating that the alloy can be used as a good biomedical alloy. The hardness value of Ti
75Fe
19Sn
5Mo
1 alloy is 6.84 GPa, higher than that of the Ti
75Fe
17Sn
5Mo
3 (6.24 GPa) and Ti
75Fe
15Sn
5Mo
5 (6.40 GPa) alloys, respectively. In fact, the
H values of the three alloys are larger than that of the Ti
75Fe
20Sn
5 alloy (5.00 GPa), which indicates that the addition of Mo element improves the hardness of the Ti
75Fe
20Sn
5 alloys.
Wear behavior of engineering materials and hard tissue implant materials occurs during their application. The longer the service life of materials with good wear resistance is in use. The wear resistance of materials is not only related to the hardness, strength, and plasticity of materials, but also to the structure and environment of materials. When these wear-resistant experiments are completed, a lot of manpower, material resources, and experimental costs are needed. As a new material, some researchers have found that some parameters can qualitatively characterize the wear resistance of materials, thus saving manpower, material resources and experimental costs for the selection of wear resistant materials. The parameter
H/
Er can characterize the wear resistance of materials based on the measured
Er and
H values [
33]. The greater the
H/
Er value is, the better wear resistance of materials is, and the longer the corresponding service life is [
33]. However, the Ti
75Fe
15Sn
5Mo
5 alloy has the highest
H/
Er value, being 0.152, which is larger than that of Ti
75Fe
20Sn
5 alloy (0.149). In addition, the
H/
Er values of Ti
75Fe
19Sn
5Nb
1 and Ti
75Fe
17Sn
5Mo
3 alloys are 0.062 and 0.122, respectively, which are smaller than those of Ti
75Fe
15Sn
5Mo
5 and Ti
75Fe
20Sn
5 alloys. The results show that the wear resistance and service life of the alloy can be improved by adding a suitable Mo element. In fact, the reported parameter
H3/
Er2 can also characterize the anti-wear ability of materials [
34]. The
H3/
Er2 values increase from 0.026 GPa of Ti
75Fe
19Sn
5Mo
1 alloy to 0.148 GPa of Ti
75Fe
15Sn
5Mo
5 alloy. In particular, the
H3/
Er2 value of Ti
75Fe
15Sn
5Mo
5 alloy is larger than that of Ti
75Fe
20Sn
5 alloy without Mo element, which indicates that the Ti
75Fe
15Sn
5Mo
5 alloy has good anti-wear ability and long service life. In fact, the
H/
Er and
H3/
Er2 values of Ti
75Fe
19Sn
5Mo
1 alloy with high strength and plasticity are larger than those of CP-Ti and biomedical Ti–Nb–Sn alloys [
11,
35], which indicates that the Ti
75Fe
19Sn
5Mo
1 alloy has good wear resistance and long service life as biomedical materials.
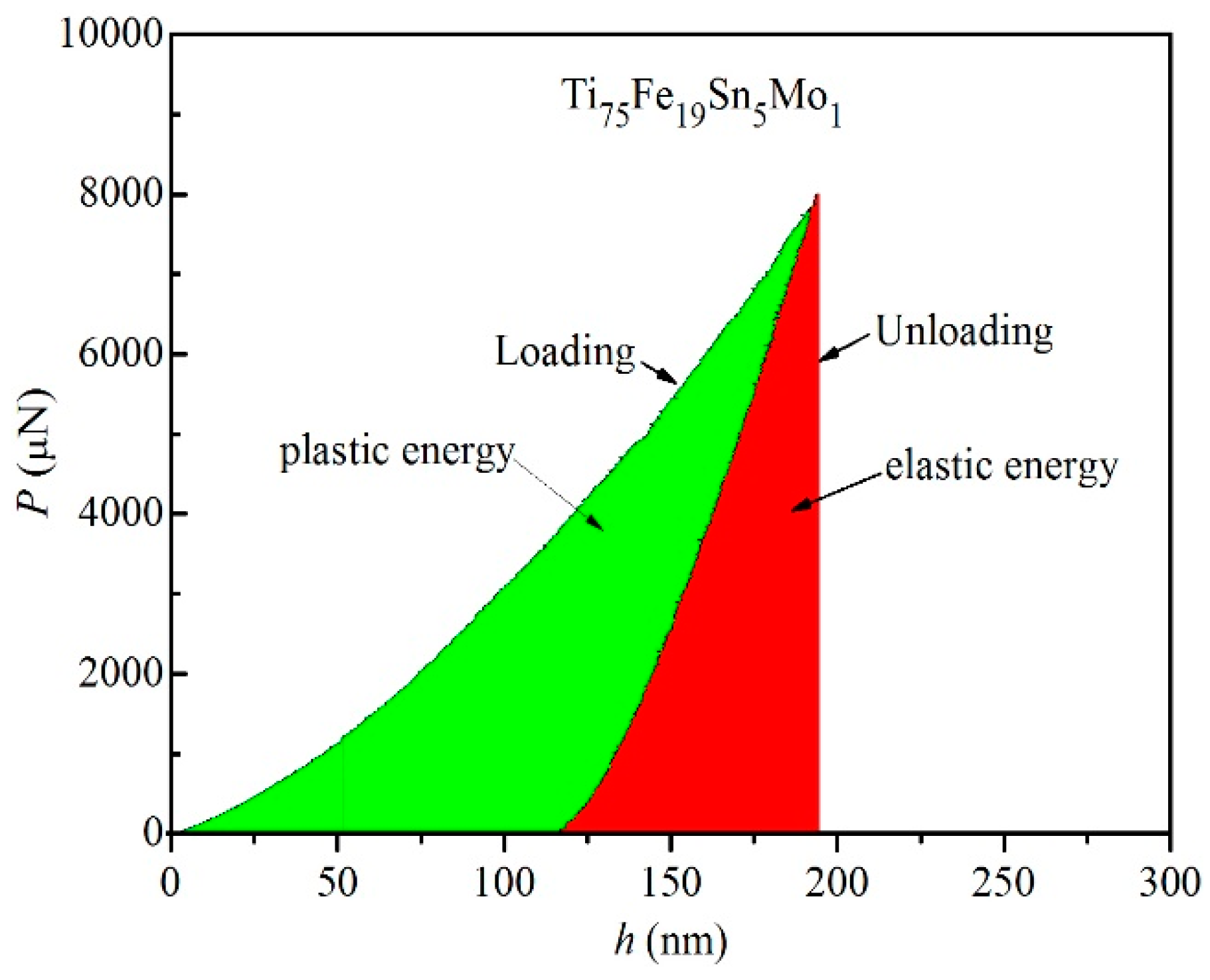
Figure 11 shows the loading-displacement curve of the Ti
75Fe
19Sn
5Mo
1 alloy, which is different from the nanoindentation curve in
Figure 10. The displacement of the unloading curve in
Figure 11 is obtained by using the displacement of the unloading curve subtracts the isobaric displacement to show the relationship between plastic and elastic energy. Based on the method in
Figure 11,
Table 3 lists the calculated elastic energy (
Ue) and plastic energy (
Up) of the three alloys. The
Ue values increase from 26.71 × 10
−11 J⋅m
−3 of the Ti
75Fe
19Sn
5Mo
1 alloy to 64.81 × 10
−11 J⋅m
−3 of the Ti
75Fe
15Sn
5Mo
5 alloy; the
Up values decrease from 36.61 × 10
−11 J⋅m
−3 of Ti
75Fe
19Sn
5Mo
1 alloy to 32.24 × 10
−11 J⋅m
−3 of the Ti
75Fe
15Sn
5Mo
5 alloy. The sum of elastic energy and plastic energy is equal to the work done by nano-indentation displacement during loading, that is,
Ut =
Ue +
Up [
35,
36]. The elastic recovery parameter (
Ue/
Ut) can denote the resistance of materials under impact loading [
33], and the plasticity index (
Up/
Ut) indicates the intrinsic plasticity of materials [
33].
Table 3 lists the calculated
Ue/
Ut and
Up/
Ut values. The Ti
75Fe
15Sn
5Mo
5 alloy has the largest
Ue/
Ut value (67.5%), while the Ti
75Fe
19Sn
5Mo
1 alloy has the smallest
Ue/
Ut value (42.2%) in
Table 3, indicating that the Ti
75Fe
15Sn
5Mo
5 alloy has the high resistance of impact loading, while the Ti
75Fe
19Sn
5Mo
1 alloy has the weak resistance of impact loading in the present Ti–Fe–Sn–Mo alloys. However, the
Ue/
Ut values of the Ti–Fe–Sn–Mo alloys are far larger than those of the Ti–Co–Zr alloys (<28.5%) and CP-Ti alloy (20.4%) [
5,
33], indicating that the three alloys have good impact resistance. The
Up/
Ut value of Ti
75Fe
19Sn
5Mo
1 alloy (57.8%) is larger than those of Ti
75Fe
17Sn
5Mo
3 (40.5%) and Ti
75Fe
15Sn
5Mo
5 (32.5%) alloys, which indicates that the Ti
75Fe
19Sn
5Mo
1 alloy has good intrinsic plasticity.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}