Deformation Behavior of a β-Solidifying TiAl Alloy within β Phase Field and Its Effect on the β→α Transformation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Flow Behavior
3.2. β Matrix Evolution
3.3. β→α Transformation
3.4. Transformation Texture
4. Conclusions
- (1)
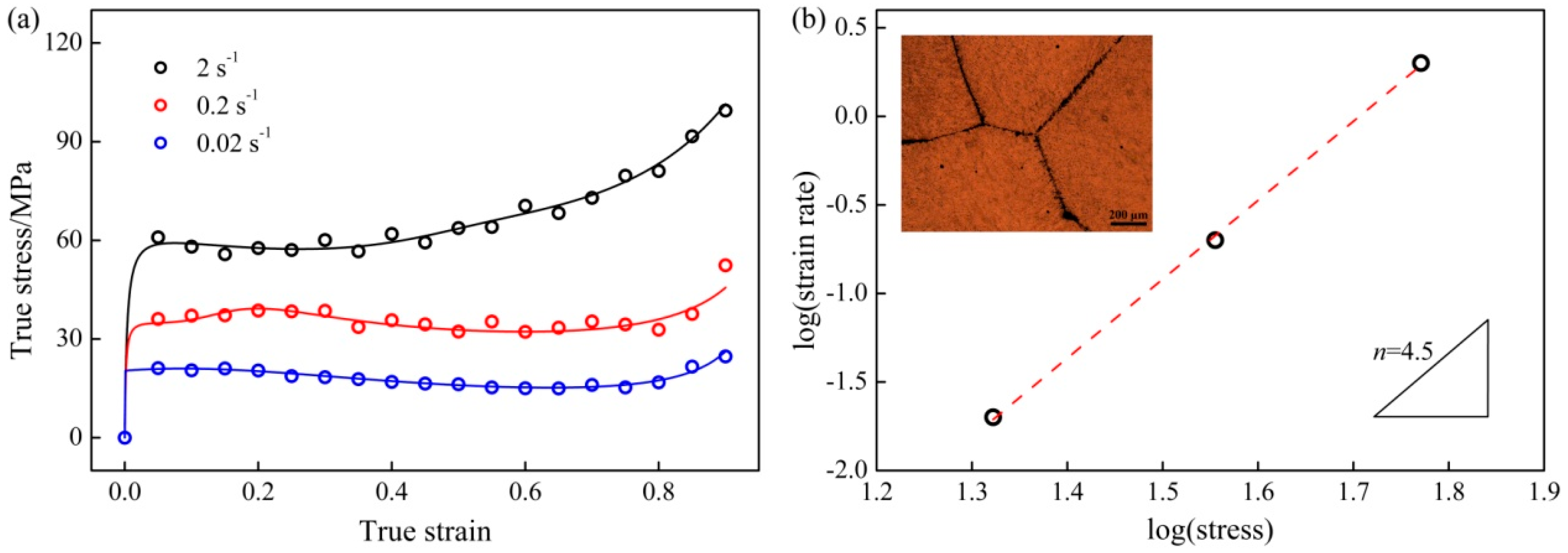
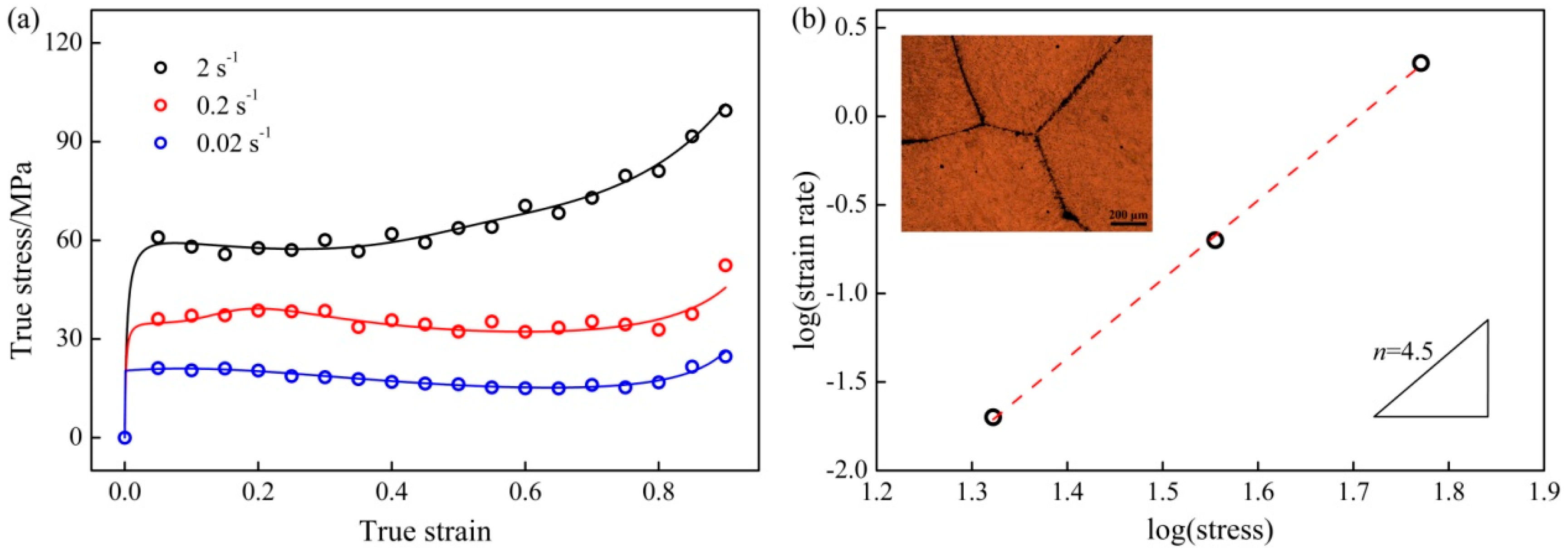
- The alloy behaved steady-state flow at β phase field under various strain rates. The stress exponent was estimated to be 4.5, indicating dislocation creep as the major deformation mechanism.
- (2)
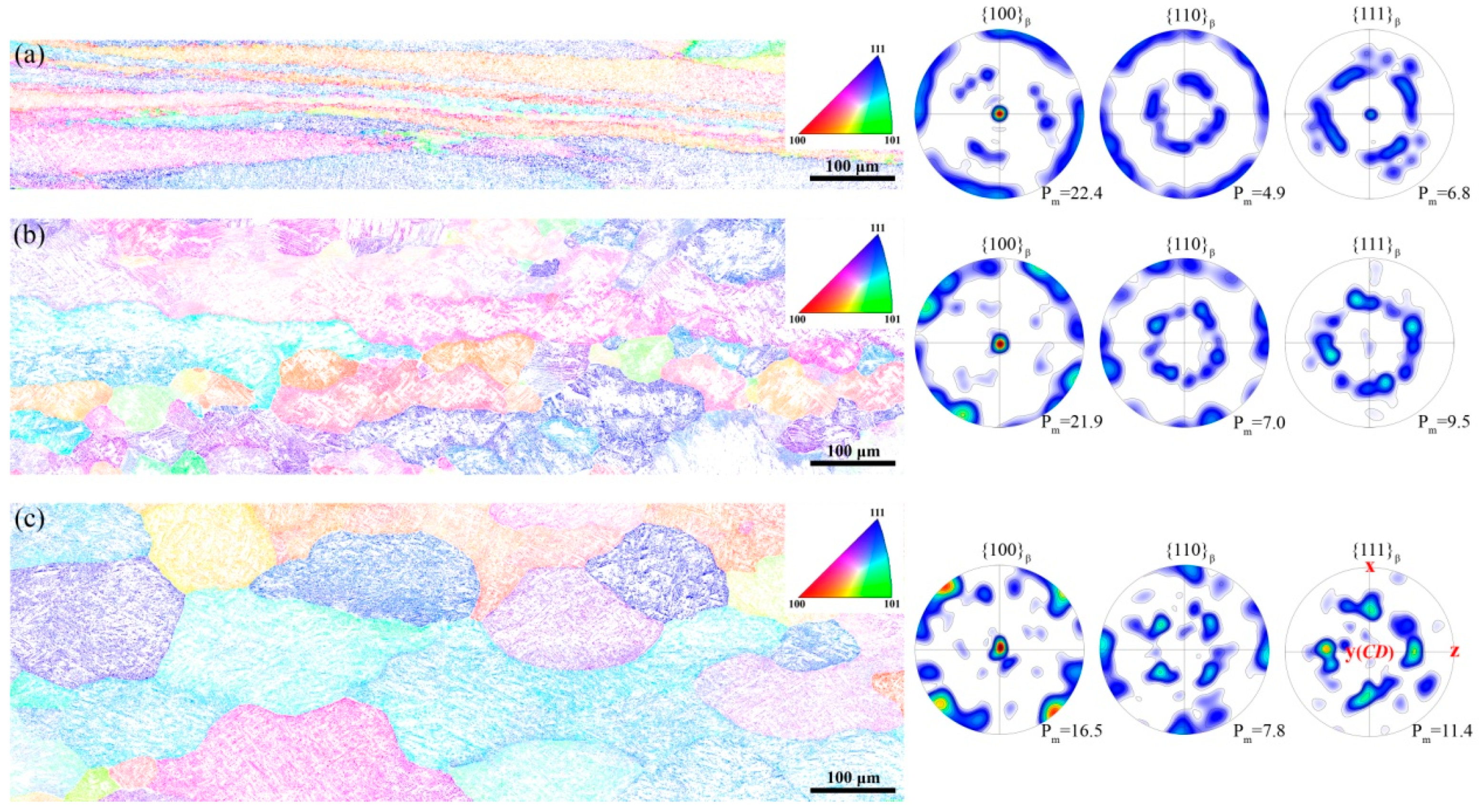
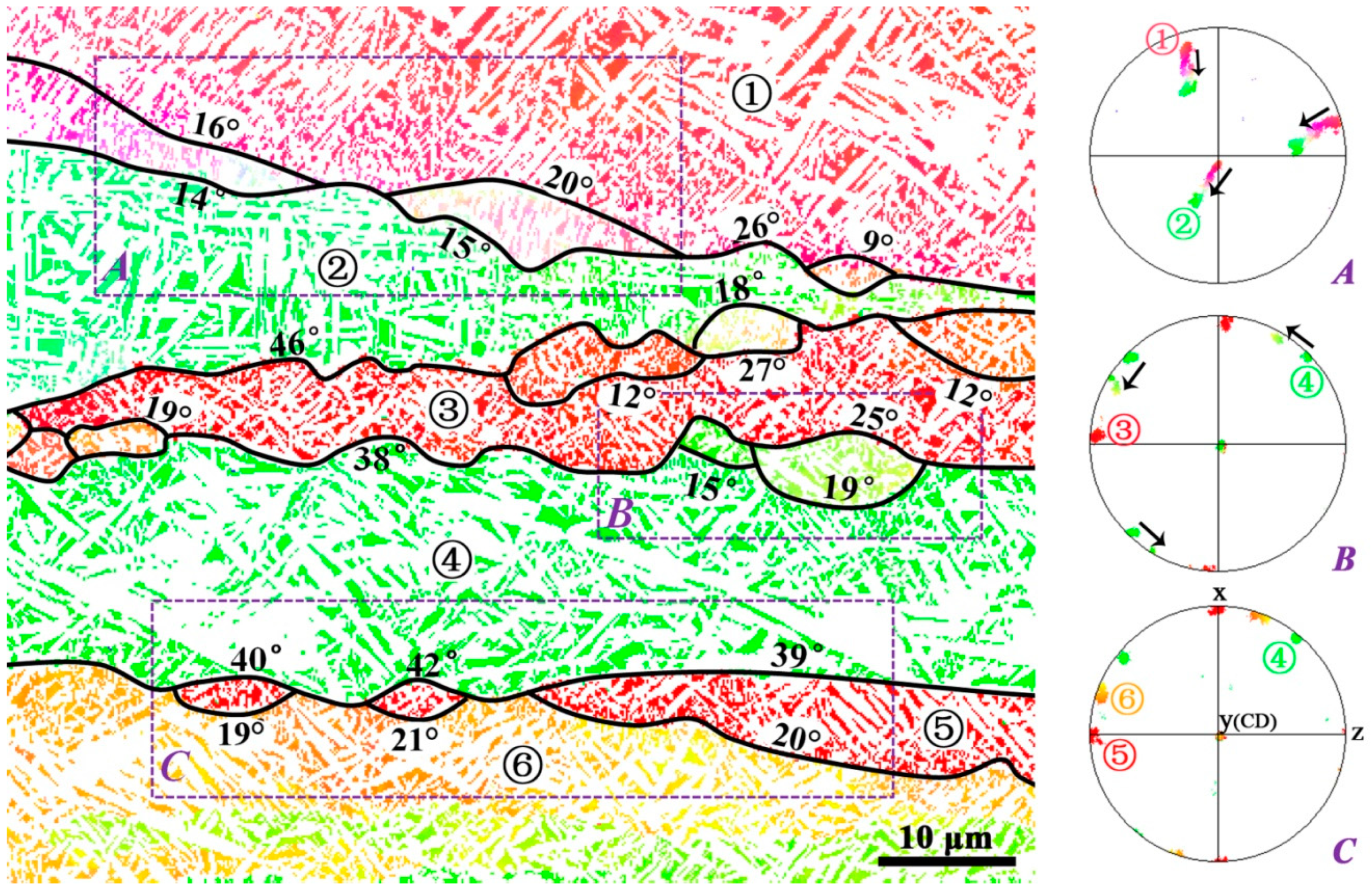
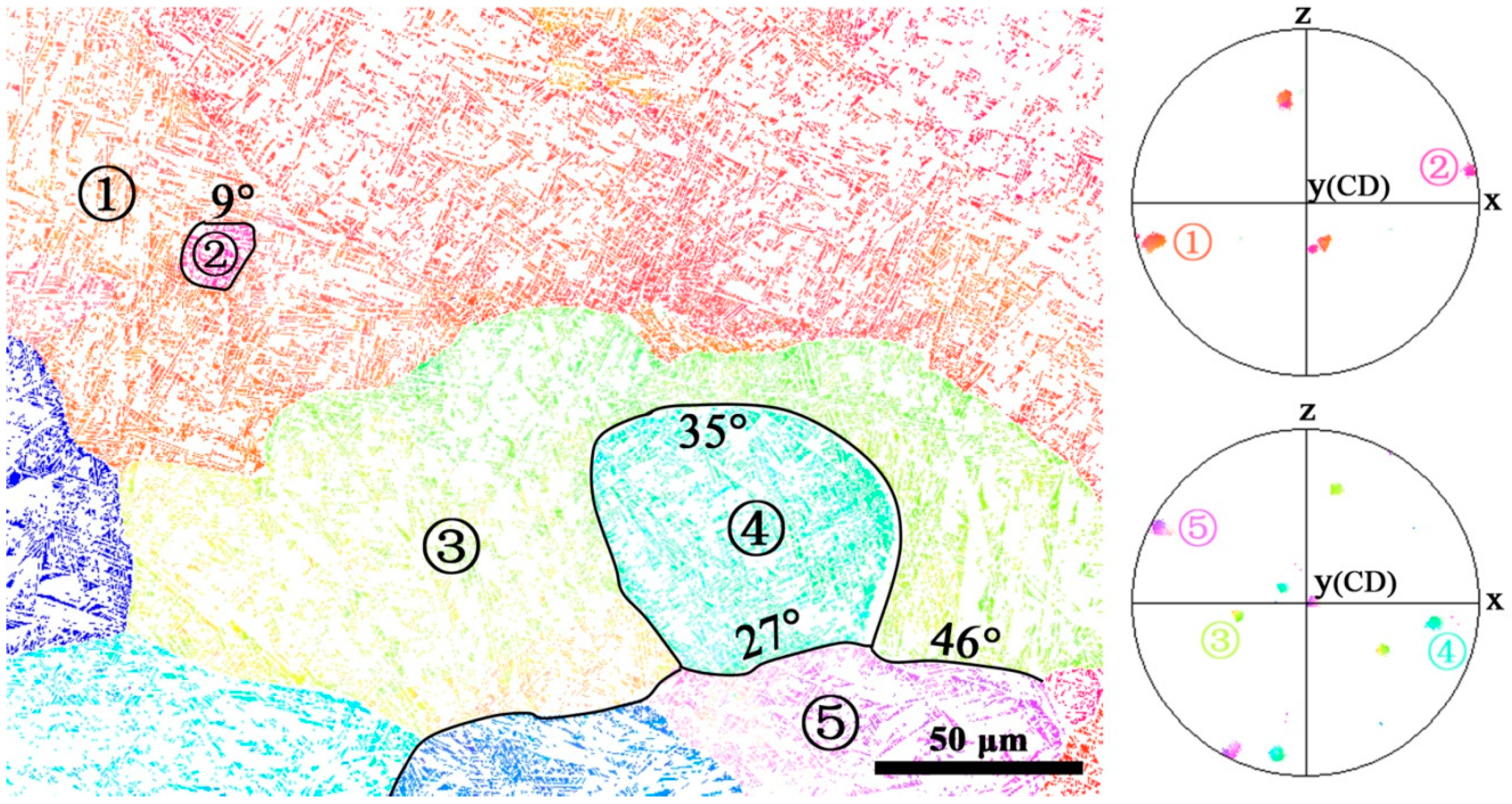
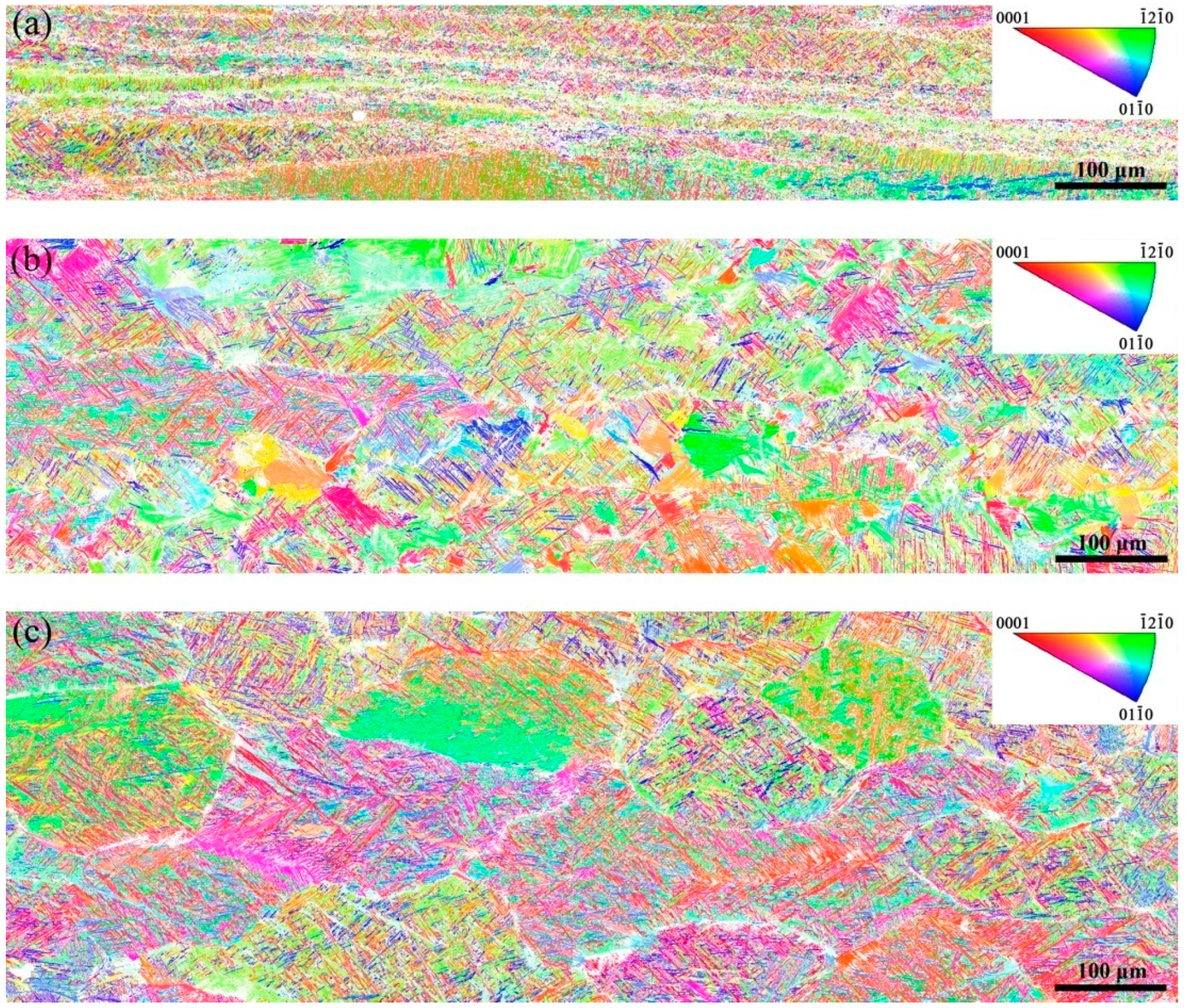
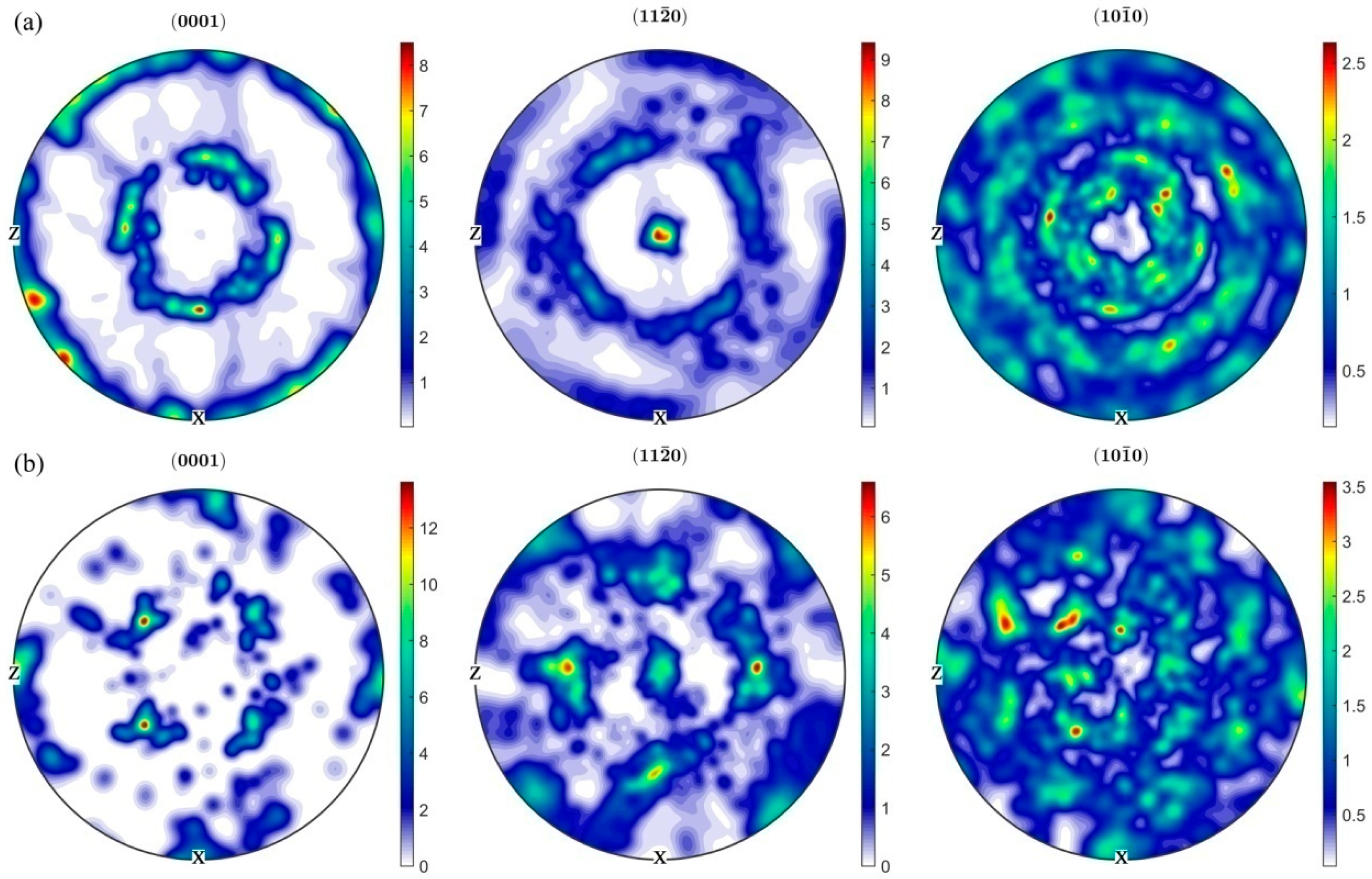
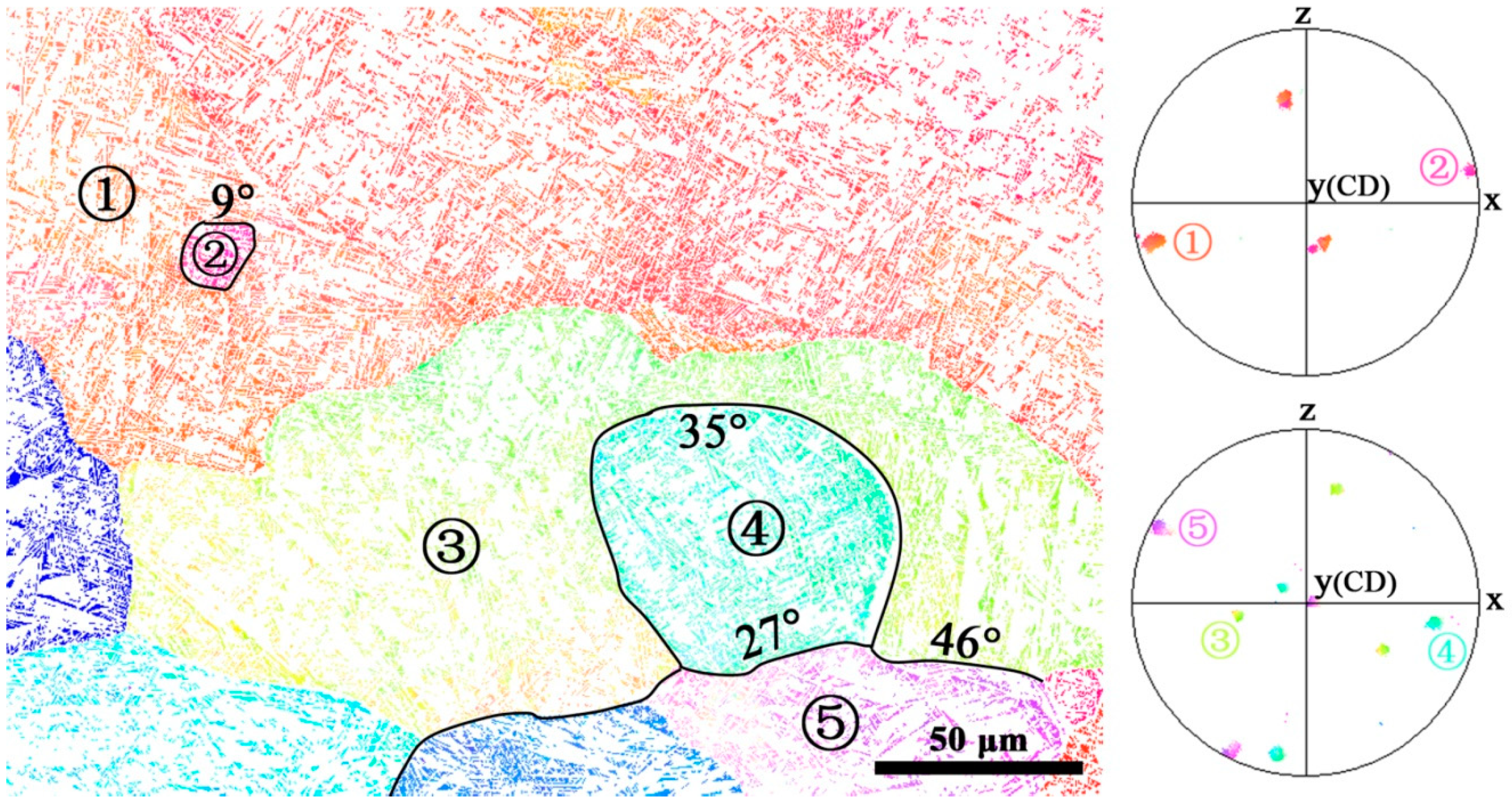
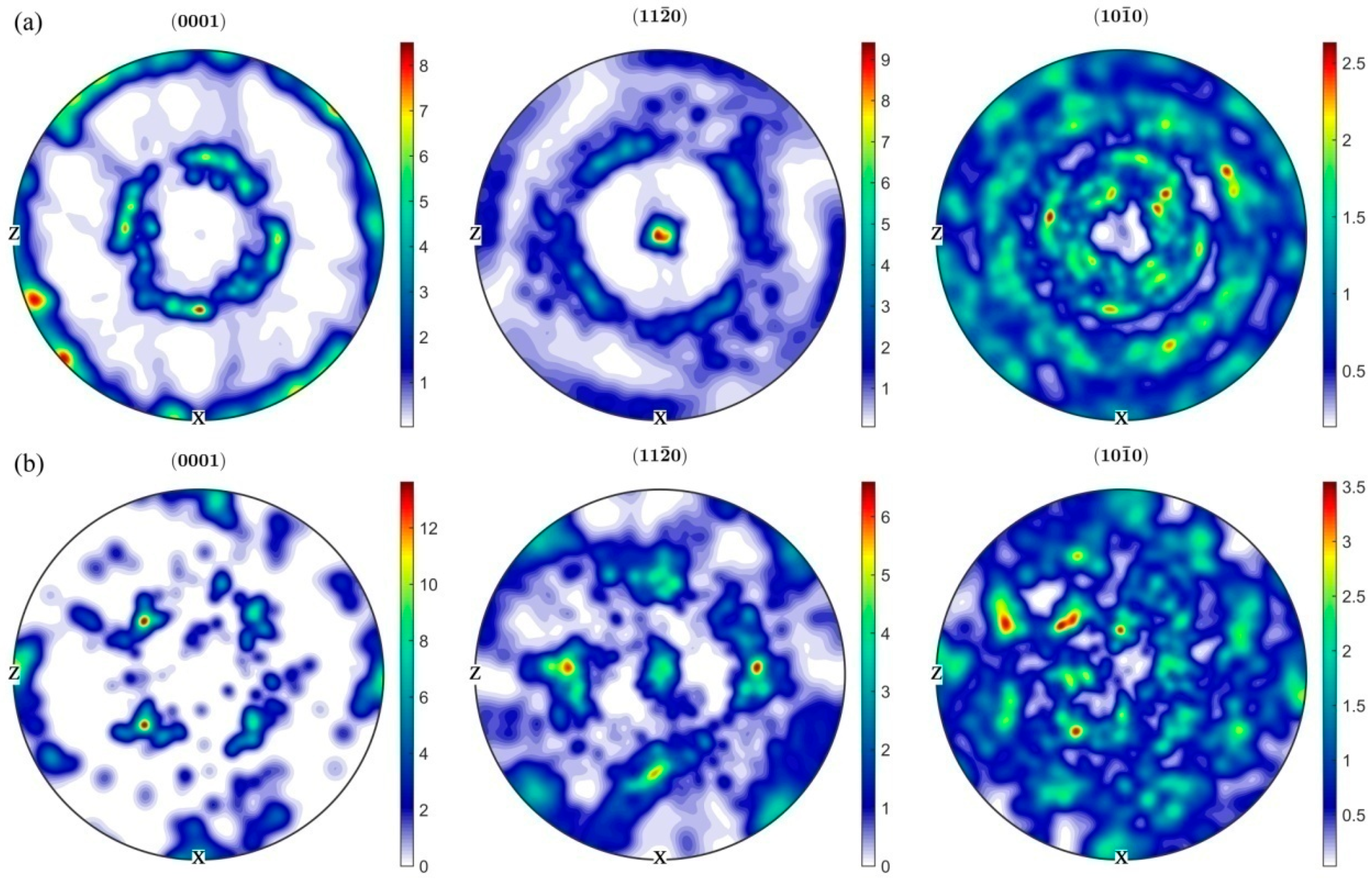
- Dramatic DRX of the β matrix occurred during deformation, and the major nucleation mechanism was the preferential dynamic migration of grain boundaries with <100> orientation. As the strain rate decreased, the DRXed volume fraction was significantly increased. Meanwhile, the texture was gradually changed from a <100> + <111> double-fiber to a simple rotated cube orientation.
- (3)
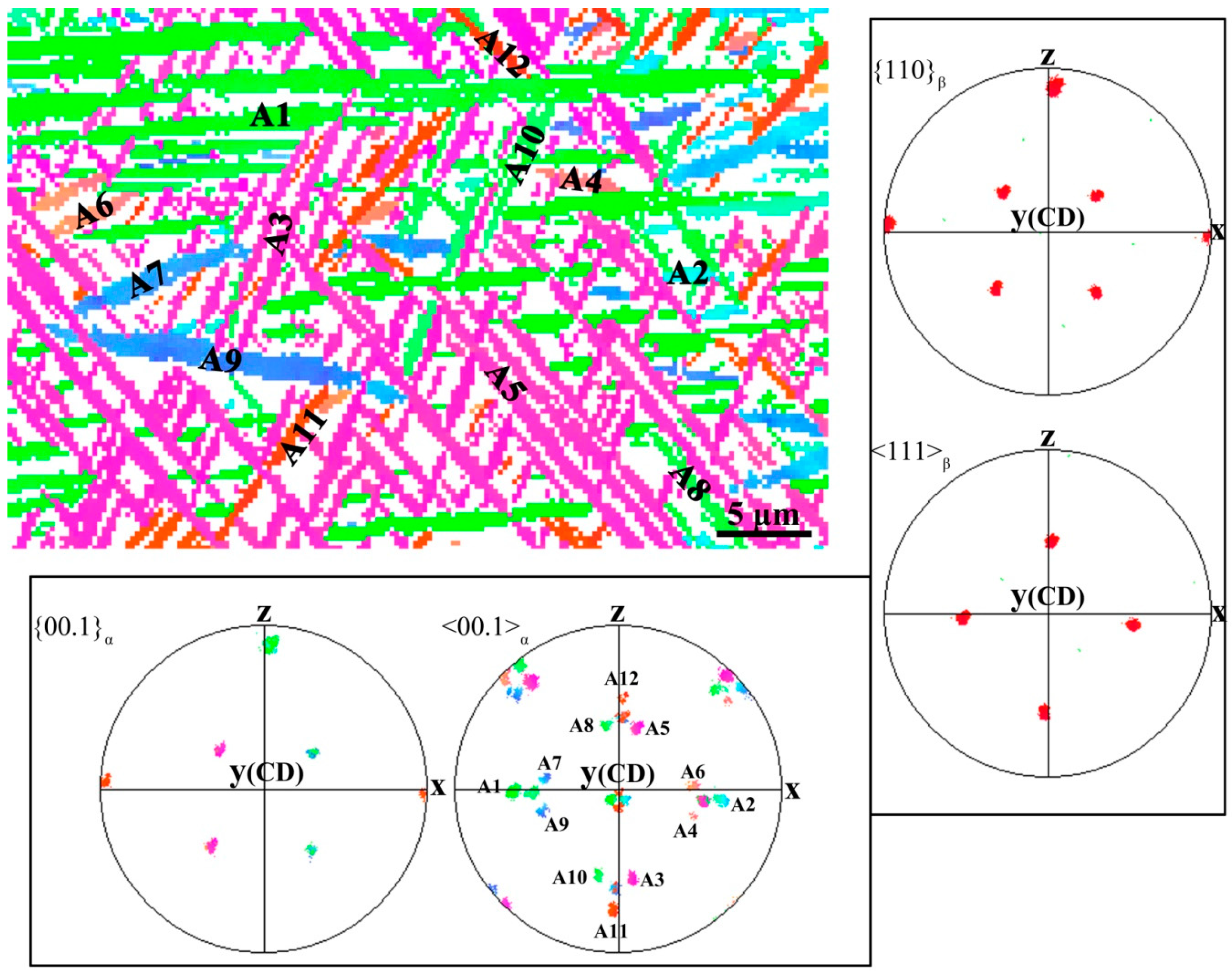
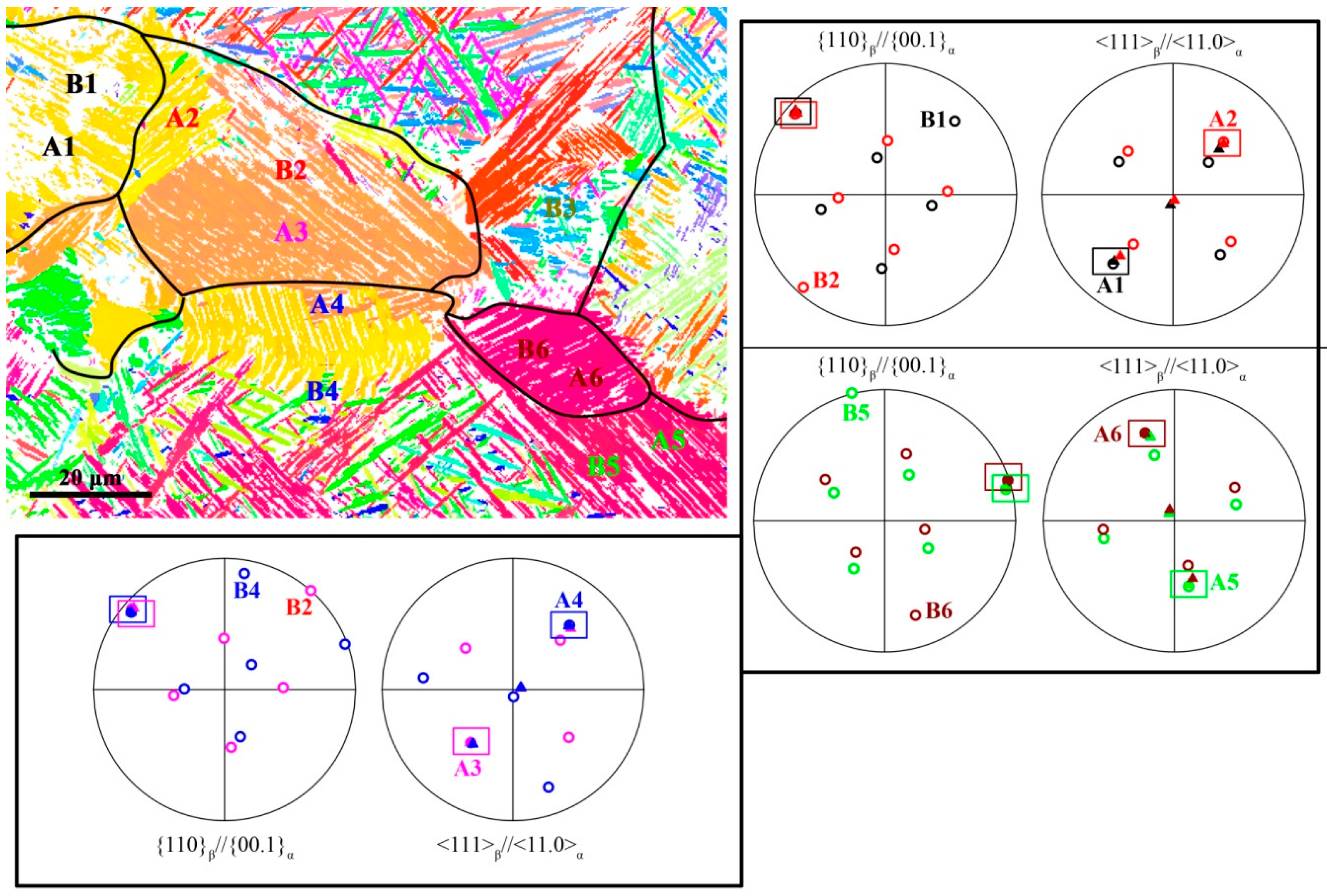
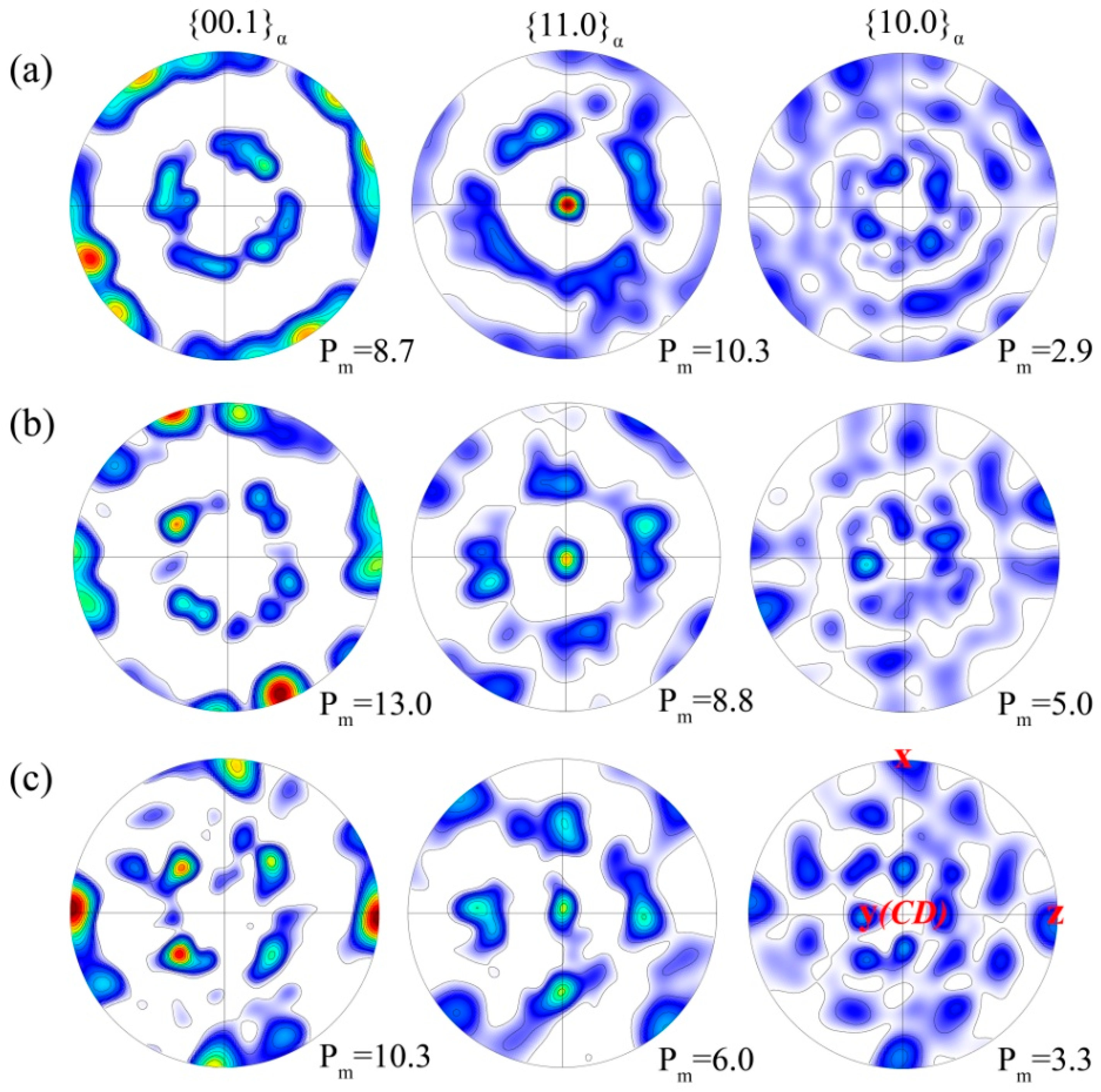
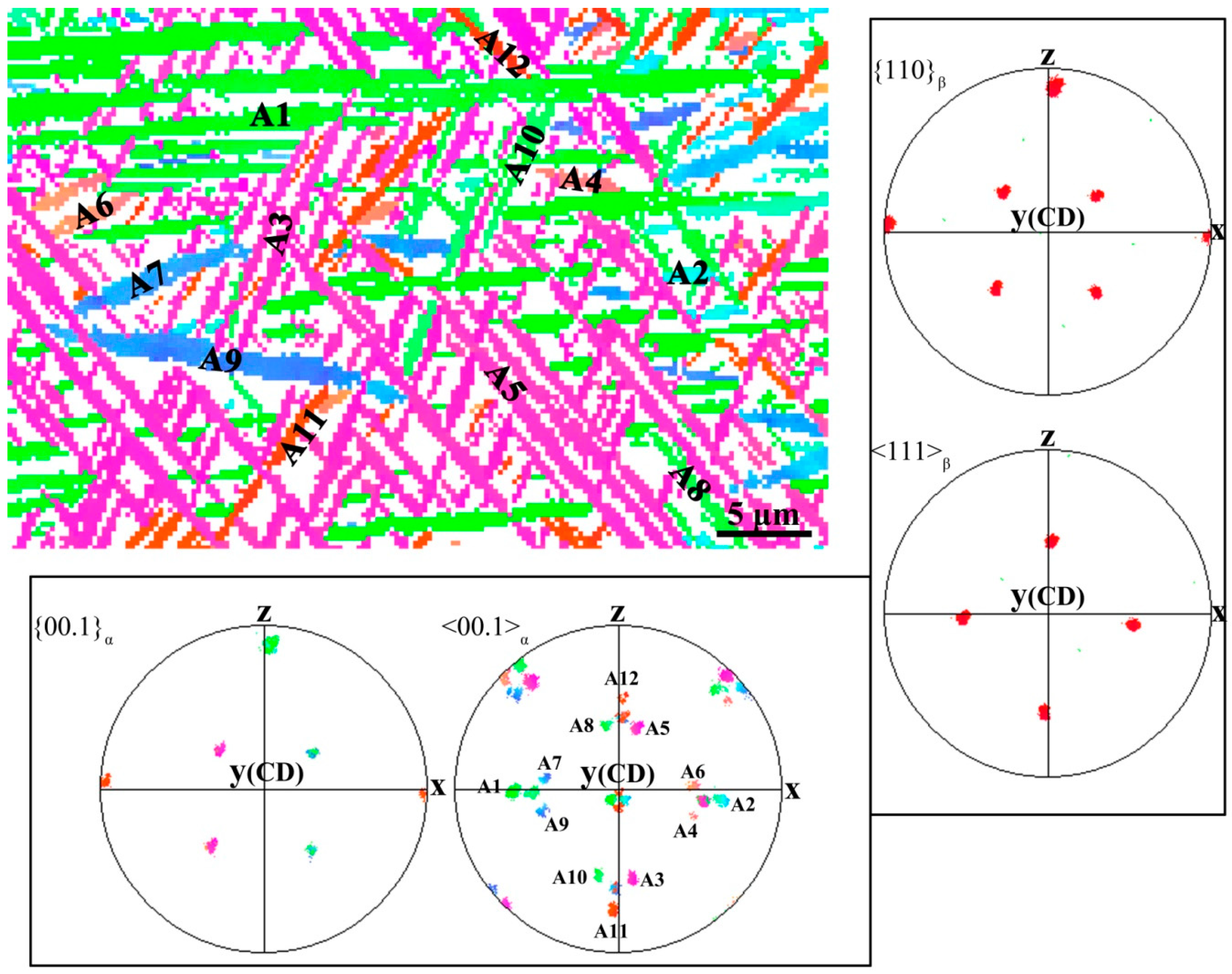
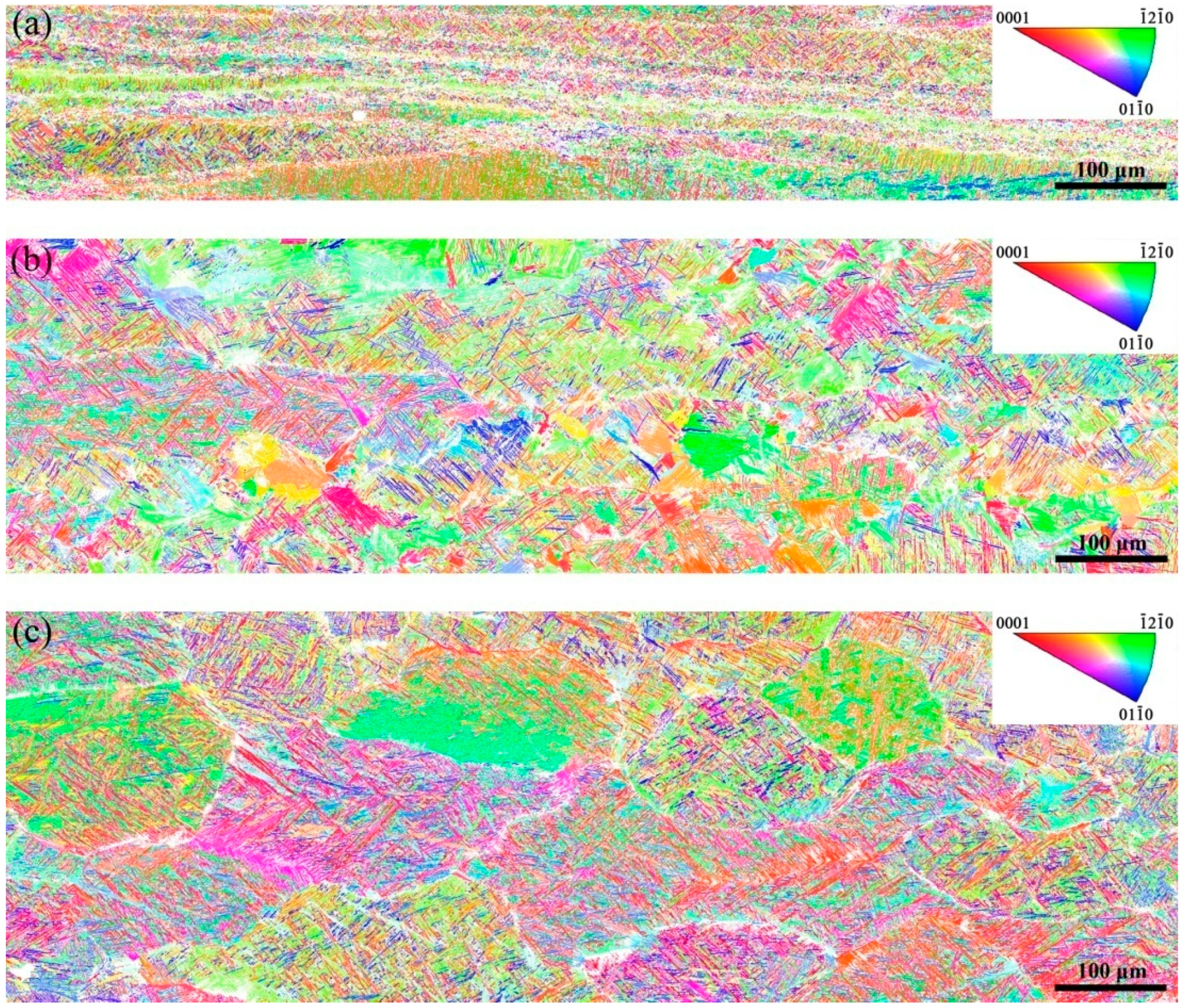
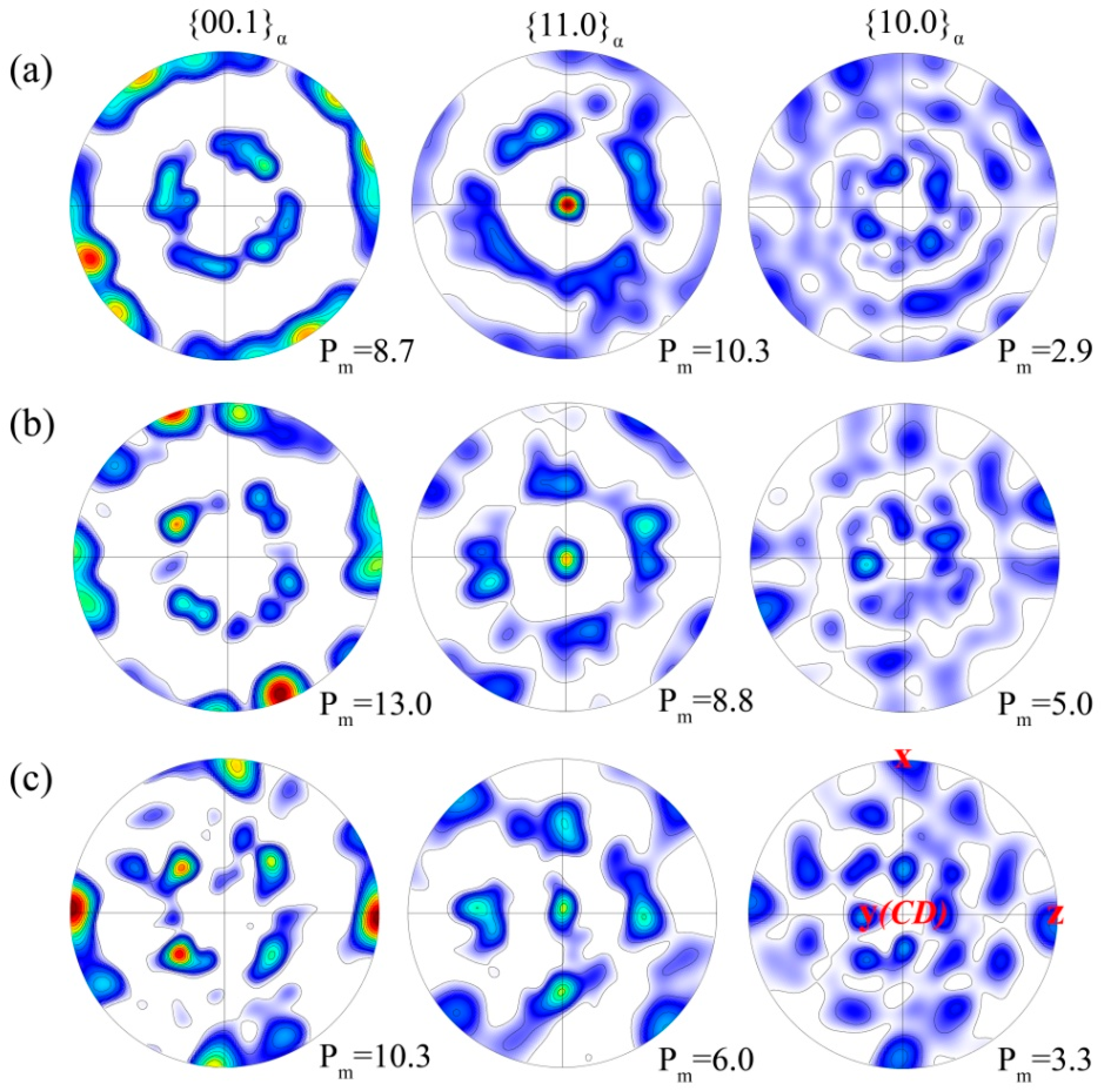
- During air-cooling from the deformation temperature, two types of α morphologies have been produced. The first is Widmannstatten α colonies, which preferentially nucleated when this variant was BOR-related with β grains on both sides. The second is martensitic α laths where three variants shared a common <11.0> axis was predominant in local region. The transformation texture was demonstrated to be a simple result of BOR, and hence it was directly determined by the parent β texture.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Zhao, Z.B.; Wang, Q.J.; Hu, Q.M.; Liu, J.R.; Yu, B.B.; Yang, R. Effect of β(110) texture intensity on α-variant selection and microstructure morphology during β/α phase transformation in nearαtitanium alloy. Acta Mater. 2017, 126, 372–382. [Google Scholar] [CrossRef]
- Stanford, N.; Bate, P.S. Crystallographic variant selection in Ti–6Al–4V. Acta Mater. 2004, 52, 5215–5224. [Google Scholar] [CrossRef]
- Qiu, D.; Shi, R.; Zhao, P.; Zhang, D.; Lu, W.; Wang, Y. Effect of low-angle grain boundaries on morphology and variantselection of grain boundary allotriomorphs and Widmanstattenside-plates. Acta Mater. 2016, 112, 347–360. [Google Scholar] [CrossRef]
- Shi, R.; Dixit, V.; Viswanathan, G.B.; Fraser, H.L.; Wang, Y. Experimental assessment of variant selection rules for grain boundary α in titanium alloys. Acta Mater. 2016, 102, 197–211. [Google Scholar] [CrossRef]
- Clemens, H.; Wallgram, W.; Kremmer, S.; Güther, V.; Otto, A.; Bartels, A. Design of novel β-SolidifyingTiAl alloys with adjustable β/B2-phase fractionand excellent hot-workability. Adv. Eng. Mater. 2008, 10, 707–713. [Google Scholar] [CrossRef]
- Yang, G.; Kou, H.C.; Yang, J.R.; Li, J.S.; Fu, H.Z. Microstructure control of Ti45Al8.5Nb(W, B, Y) alloy during the solidification process. Acta Mater. 2016, 112, 121–131. [Google Scholar] [CrossRef]
- Hu, D.; Jiang, H. Martensite in a TiAl alloy quenched from beta phase field. Intermetallics 2015, 56, 87–95. [Google Scholar] [CrossRef]
- Takeyama, M.; Kobayashi, S. Physical metallurgy for wrought gamma titanium aluminidesmicrostructure control through phase transformations. Intermetallics 2005, 13, 993–999. [Google Scholar] [CrossRef]
- Mayer, S.; Petersmann, M.; Fischer, F.D.; Clemens, H.; Waitz, T.; Antretter, T. Experimental and theoretical evidence of displacive martensite in an intermetallic Mo-containing γ-TiAl based alloy. Acta Mater. 2016, 115, 242–249. [Google Scholar] [CrossRef]
- Hu, D.; Yang, C.; Huang, A.; Dixon, M.; Hecht, U. Solidification and grain refinement in Ti45Al2Mn2Nb1B. Intermetallics 2012, 22, 68–76. [Google Scholar] [CrossRef]
- Yang, C.; Jiang, H.; Hu, D.; Huang, A.; Dixon, M. Effect of boron concentration on phase transformation texture in as-solidified Ti44Al8NbxB. Scr. Mater. 2012, 67, 85–88. [Google Scholar] [CrossRef]
- Appel, F.; Paul, J.D.H.; Oehring, M. Gamma Titanium Aluminide Alloys: Science and Technology; Wiley-VCH Verlag & Co.: Weinheim, Germany, 2011; ISBN 9783527636204. [Google Scholar]
- Cheng, L.; Li, J.S.; Xue, X.Y.; Tang, B.; Kou, H.C.; Bouzy, E. General features of high temperature deformation kinetics for γ-TiAl-based alloys with DP/NG microstructures: Part I. A survey of mechanical data and development of unified rate-equations. Mater. Sci. Eng. A 2016, 678, 389–401. [Google Scholar] [CrossRef]
- Fundenberger, J.J.; Beausir, B. JTEX-Software for Texture Analysis; Université de Lorraine-Metz: Metz, France, 2015. [Google Scholar]
- Jones, N.G.; Dashwood, R.J.; Dye, D.; Jackson, M. Thermomechanical processing of Ti–5Al–5Mo–5V–3Cr. Mater. Sci. Eng. A 2008, 490, 369–377. [Google Scholar] [CrossRef]
- Onuki, Y.; Okayasu, K.; Fukutomi, H. Formation of {001} Fiber Texture in Fe-3mass%SiAlloy during Uniaxial Compression Deformation atElevated Temperatures. ISIJ Int. 2011, 51, 1564–1565. [Google Scholar] [CrossRef]
- Li, K.; Yang, P. The Formation of Strong {100} Texture by DynamicStrain-Induced Boundary Migration in HotCompressed Ti-5Al-5Mo-5V-1Cr-1Fe Alloy. Metals 2017, 7, 412. [Google Scholar] [CrossRef]
- Dong, R.F.; Li, J.S.; Kou, H.C.; Tang, B.; Hua, K.; Liu, S.B. Characteristics of a hot-rolled near β titanium alloy Ti-7333. Mater. Charact. 2017, 129, 135–142. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Gao, P.F.; Lei, Z.N.; Zhan, M. Deformation behavior and microstructure evolution during hot working of acoarse-grained Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy in beta phase field. Mater. Sci. Eng. A 2017, 694, 24–32. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Onuki, Y.; Hongo, R.; Okayasu, K.; Fukutomi, H. Texture development in Fe–3.0 mass% Si duringhigh-temperature deformation: Examination of the preferentialdynamic grain growth mechanism. Acta Mater. 2013, 61, 1294–1302. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Phase transformations during cooling in α+β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, L.; Sun, L.Y.; Lu, Y.L.; Yang, G.; Kou, K.C.; Bouzy, E. Characterization of a new microstructure in aβ-Solidifying TiAl alloy after air-cooling from β phase field and subsequent tempering. Metals 2018, 8, 156. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Viswanathan, G.B.; Fraser, H.L. Crystallographic and morphological relationships between β phase and the Widmanstätten and allotriomorphic α phase at special β grain boundaries in an α/β titanium alloy. Acta Mater. 2007, 55, 6765–6778. [Google Scholar] [CrossRef]
- Wilson, R.J.; Randle, V.; Evans, W.J. The influence of the Burgers relation on crack propagation in a near α-titanium alloy. Philos. Mag. 1997, 76, 471–480. [Google Scholar] [CrossRef]



© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Cheng, L.; Yang, G.; Lu, Y.; Han, F. Deformation Behavior of a β-Solidifying TiAl Alloy within β Phase Field and Its Effect on the β→α Transformation. Metals 2018, 8, 605. https://doi.org/10.3390/met8080605
Chen Y, Cheng L, Yang G, Lu Y, Han F. Deformation Behavior of a β-Solidifying TiAl Alloy within β Phase Field and Its Effect on the β→α Transformation. Metals. 2018; 8(8):605. https://doi.org/10.3390/met8080605
Chicago/Turabian StyleChen, Yi, Liang Cheng, Guang Yang, Yalin Lu, and Fengbo Han. 2018. "Deformation Behavior of a β-Solidifying TiAl Alloy within β Phase Field and Its Effect on the β→α Transformation" Metals 8, no. 8: 605. https://doi.org/10.3390/met8080605
APA StyleChen, Y., Cheng, L., Yang, G., Lu, Y., & Han, F. (2018). Deformation Behavior of a β-Solidifying TiAl Alloy within β Phase Field and Its Effect on the β→α Transformation. Metals, 8(8), 605. https://doi.org/10.3390/met8080605