Microstructure and Performance of a Three-Layered Al/7075–B4C/Al Composite Prepared by Semi Continuous Casting and Hot Rolling


Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Wetting Behavior Between the Al Alloy Liquid and 7075-B4C Composite
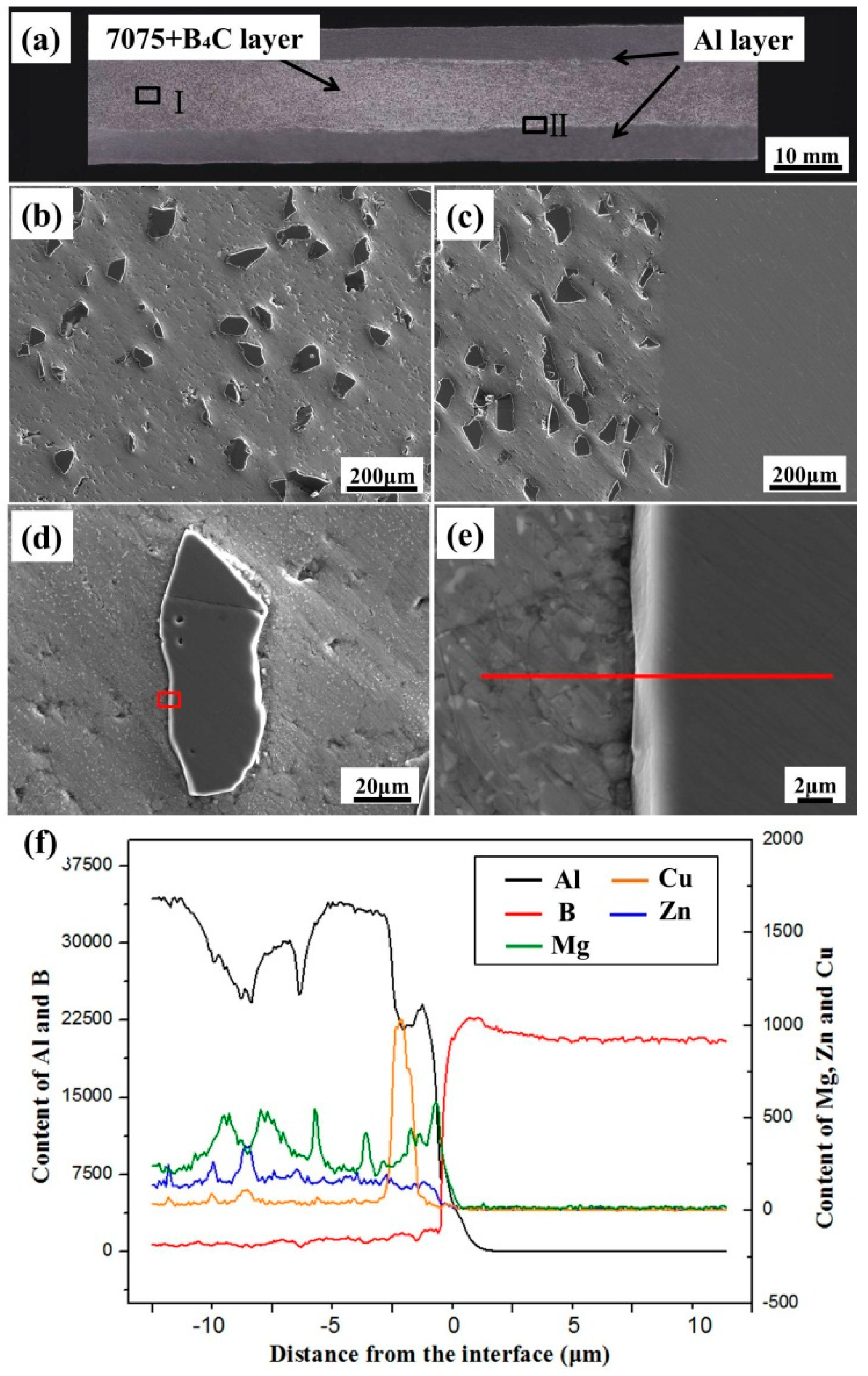
3.2. Microstructure of the Boron Carbide-Reinforced Aluminum Layered Composite Plate
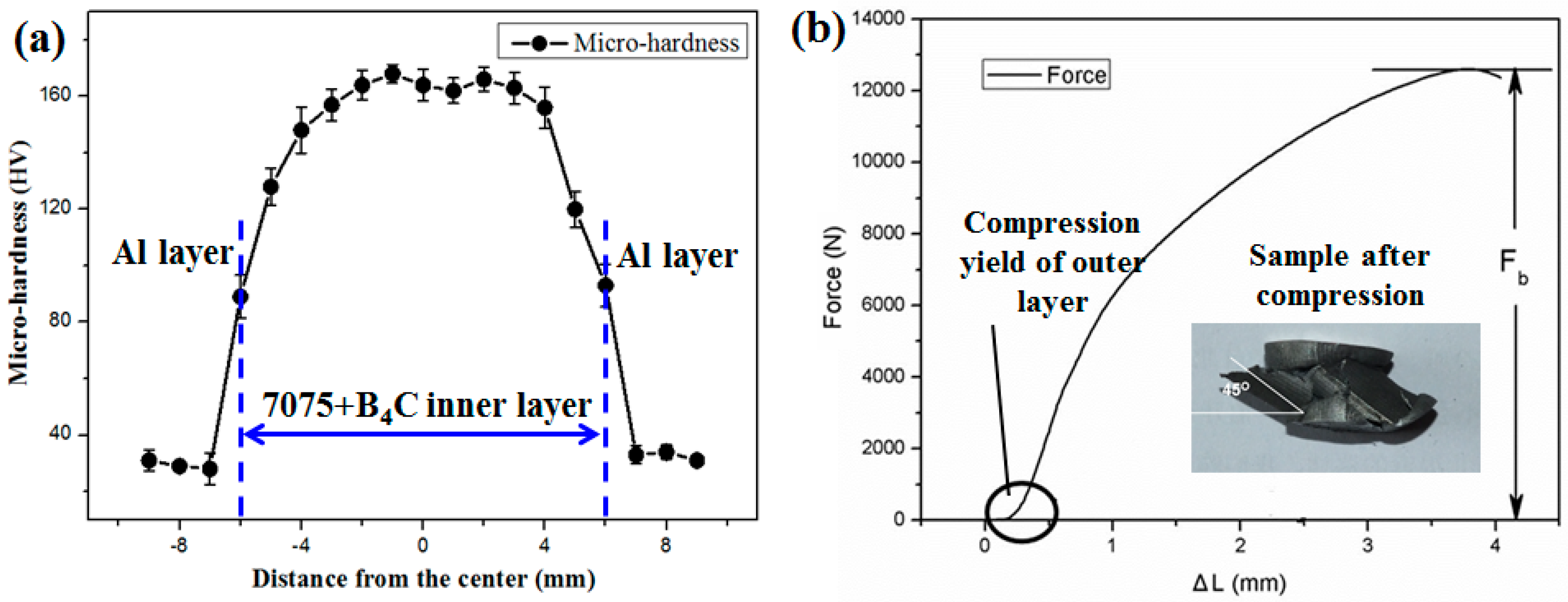
3.3. Mechanical Properties Tests
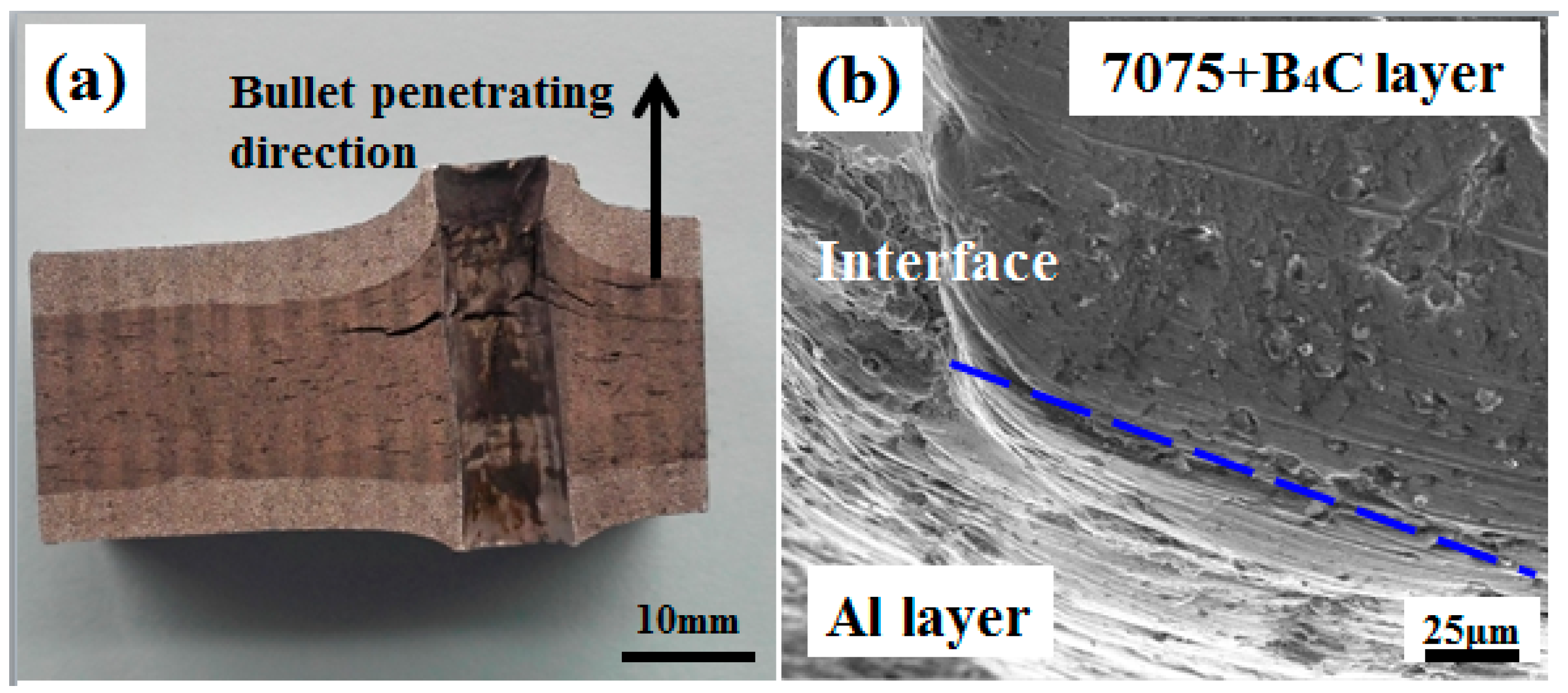
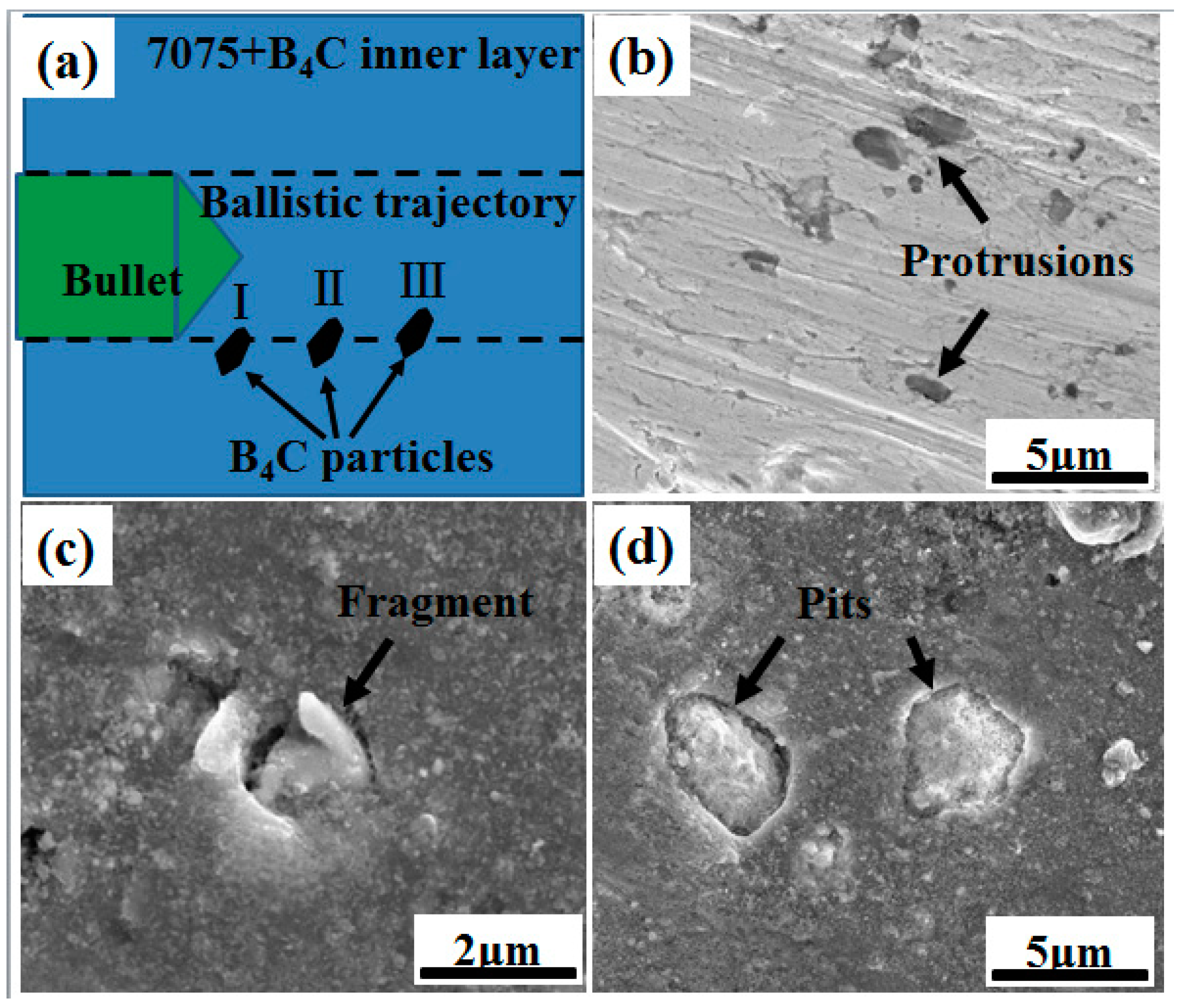
3.4. Bullet Impact Test
4. Conclusions
- (1)
- The wetting process between the Al–Si melt and 7075-B4C substrate is divided into two stages. The infiltration and the spread played major roles during these two stages, respectively.
- (2)
- Based on the sessile drop experiment, a BRALC plate material was prepared using semi-continuous casting and hot-rolling processes. This material provided a new method to achieve both a high proportion of B4C and a large size ingot.
- (3)
- Uniform distribution of reinforcement B4C particles and a stable bond was achieved without defects, cavities, segregation, or excess reactions near the interface.
- (4)
- The BRALC exhibits evident soft–hard–soft structure, with layers of different hardness (163.4 HV of the inner layer and 32.8 HV of the outer layer) and a compression strength of 152 MPa. The material also shows a significant reduction of the bullet speed from 809.3 m/s to 327.84 m/s during the projectile impact test.
Author Contributions
Funding
Conflicts of Interest
References
- Wan, L.; Huang, Y. Microstructure and Mechanical Properties of Al/Steel Friction Stir Lap Weld. Metals 2017, 7, 542. [Google Scholar] [CrossRef]
- Cui, X.; Zhao, L.; Wang, Z.; Zhao, H.; Fang, D. A Lattice Deformation Based Model of Metallic Lattice Sandwich Plates Subjected to Impulsive Loading. Int. J. Solids Struct. 2012, 49, 2854–2862. [Google Scholar] [CrossRef]
- Kwon, Y.W.; Mccrillis, R.D.; Didoszak, J.M. Transient Dynamic Response and Failure of Sandwich Composite Structures under Impact Loading with Fluid Structure Interaction. Appl. Compos. Mater. 2012, 19, 921–940. [Google Scholar] [CrossRef]
- Ivañez, I.; Santiuste, C.; Barbero, E.; Sanchez-Saez, S. Numerical Modelling of Foam-Cored Sandwich Plates under High-Velocity Impact. Compos. Struct. 2011, 93, 2392–2399. [Google Scholar] [CrossRef]
- Erickson, M.D.; Kallmeyer, A.R.; Kellogg, K.G. Effect of Temperature on the Low-Velocity Impact Behavior of Composite Sandwich Panels. J. Sandw. Struct. Mater. 2005, 7, 245–264. [Google Scholar] [CrossRef]
- Wang, B.; Wu, L.Z.; Ma, L.; Feng, J.C. Low-Velocity Impact Characteristics and Residual Tensile Strength of Carbon Fiber Composite Lattice Core Sandwich Structures. Adv. Mater. Res. 2011, 42, 891–897. [Google Scholar] [CrossRef]
- Yazdani, A.; Salahinejad, E. Evolution of Reinforcement Distribution in Al–BC Composites during Accumulative Roll Bonding. Mater. Des. 2011, 32, 3137–3142. [Google Scholar] [CrossRef]
- Alizadeh, M. Comparison of Nanostructured Al/B4C Composite Produced by ARB and Al/ B4C Composite Produced by RRB Process. Mater. Sci. Eng. A 2010, 528, 578–582. [Google Scholar] [CrossRef]
- Lin, J.; Ran, G.; Lei, P.; Ye, C.; Huang, S.; Zhao, S.; Li, N. Microstructure Analysis of Neutron Absorber Al/ B4C Metal Matrix Composites. Metals 2017, 7, 567. [Google Scholar] [CrossRef]
- Zhao, Q.; Liang, Y.; Zhang, Z.; Li, X.; Ren, L. Microstructure and Dry-Sliding Wear Behavior of B4C Ceramic Particulate Reinforced Al 5083 Matrix Composite. Metals 2016, 6, 227. [Google Scholar] [CrossRef]
- Viala, J.C.; Bouix, J.; Gonzalez, G.; Esnouf, C. Chemical Reactivity of Aluminu with Boron Carbide. J. Mater. Sci. 1997, 32, 4559–4573. [Google Scholar] [CrossRef]
- Pyzik, A.J.; Beaman, D.R. ChemInform Abstract: Al-B-C Phase Development and Effects on Mechanical Properties of B4C/Al-Derived Composites. Cheminform 1996, 27, 18. [Google Scholar] [CrossRef]
- Kouzeli, M.; Marchi, C.S.; Mortensen, A. Effect of Reaction on the Tensile Behavior of Infiltrated Boron Carbide–Aluminum Composites. Mater. Sci. Eng. A 2002, 337, 264–273. [Google Scholar] [CrossRef]
- Yao, Y.T.; Chen, L.Q. B4C/Al Composites Processed by Metal-assisted Pressureless Infiltration Technique and Its Characterization. Adv. Manuf. Process. 2016, 31, 1286–1291. [Google Scholar] [CrossRef]
- Lai, J.; Zhang, Z.; Chen, X.G. Effect of Sc and Zr alloying on Microstructure and Precipitation Evolution of as Cast Al–BC Metal Matrix Composites. Met. Sci. J. 2014, 28, 1276–1286. [Google Scholar] [CrossRef]
- Alizadeh, A.; Taheri Nassaj, E.; Hajizamani, M. Investigation of Mechanical Behavior of Stir Casted Al Based Composites Reinforced with B4C Nanoparticles. Adv. Mater. Res. 2011, 383–390, 2728–2732. [Google Scholar] [CrossRef]
- Zhang, L.; Shi, J.; Shen, C.; Zhou, X.; Peng, S.; Long, X. B4C-Al Composites Fabricated by the Powder Metallurgy Process. Appl. Sci. 2017, 7, 1009. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A. Effect of Weight Percentage and Particle Size of B4C Reinforcement on Physical and Mechanical Properties of Powder Metallurgy Al2024-B4C Composites. Met. Mater. Int. 2013, 19, 1227–1234. [Google Scholar] [CrossRef]
- Seetharam, R.; Subbu, S.K.; Davidson, M.J. Hot Workability and Densification Behavior of Sintered Powder Metallurgy Al-B4C Preforms during Upsetting. J. Manuf. Process. 2017, 28, 309–318. [Google Scholar] [CrossRef]
- Zhang, Z.; Topping, T.; Li, Y.; Vogt, R.; Zhou, Y.; Haines, C.; Paras, J.; Kapoor, D.; Schoenung, J.M.; Lavernia, E.J. Mechanical Behavior of Ultrafine-Grained Al Composites Reinforced with BC Nanoparticles. Scr. Mater. 2011, 65, 652–655. [Google Scholar] [CrossRef]
- Wu, C.; Ma, K.; Wu, J.; Fang, P.; Luo, G.; Chen, F.; Shen, Q.; Zhang, L.; Schoenung, J.M.; Lavernia, E.J. Influence of Particle Size and Spatial Distribution of B4C Reinforcement on the Microstructure and Mechanical Behavior of Precipitation Strengthened Al Alloy Matrix Composites. J. Mater. Sci. Eng. A 2016, 675, 421–430. [Google Scholar] [CrossRef]
- Hofmeister, C.; Giri, A.; Brennan, S.; Brennan, S.; Sohn, Y.H.; Delahanty, T.; Cho, K. Effect of Process Control Agent on the Microstructure and Mechanical Behavior of an Aluminum and B4C Metal Matrix Composite. In Light Metals; Springer: Cham, Switzerland, 2014; pp. 1343–1346. [Google Scholar] [CrossRef]
- Bao, S.; Tang, K.; Kvithyld, A.; Engh, T.; Tangstad, M. Wetting of Pure Aluminium on Graphite, SiC and Al2O3 in Aluminium Filtration. Trans. Nonferrous Met. Soc. China 2012, 22, 1930–1938. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. The Wettability of SiC Particles by Molten Aluminium Alloy. J. Mater. Process. Technol. 2001, 119, 324–328. [Google Scholar] [CrossRef]
- Ksiazek, M.; Sobczak, N.; Mikulowski, B.; Radziwill, W.; Surowiak, I. Wetting and Bonding Strength in Al/Al2O3 System. Mater. Sci. Eng. A 2002, 324, 162–167. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Fe | Si | Zn | Mg | Mn | Cu | Cr | B | Ti | Ni | Ca |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CPAl | Bal. | 0.13 | 0.04 | 0.014 | 0.001 | 0.001 | 0.001 | - | - | - | - | - |
| 7075 | 90 | 0.4 | 0.5 | 5.6 | 2.6 | 0.18 | 1.6 | 0.2 | 0.005 | 0.2 | 0.03 | 0.02 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Yu, Y.; Xu, G.; Fu, Y.; Li, T.; Wang, T.; Guo, Q. Microstructure and Performance of a Three-Layered Al/7075–B4C/Al Composite Prepared by Semi Continuous Casting and Hot Rolling. Metals 2018, 8, 600. https://doi.org/10.3390/met8080600
Zhang Y, Yu Y, Xu G, Fu Y, Li T, Wang T, Guo Q. Microstructure and Performance of a Three-Layered Al/7075–B4C/Al Composite Prepared by Semi Continuous Casting and Hot Rolling. Metals. 2018; 8(8):600. https://doi.org/10.3390/met8080600
Chicago/Turabian StyleZhang, Yubo, Yingshui Yu, Guangye Xu, Ying Fu, Tingju Li, Tongmin Wang, and Qingtao Guo. 2018. "Microstructure and Performance of a Three-Layered Al/7075–B4C/Al Composite Prepared by Semi Continuous Casting and Hot Rolling" Metals 8, no. 8: 600. https://doi.org/10.3390/met8080600
APA StyleZhang, Y., Yu, Y., Xu, G., Fu, Y., Li, T., Wang, T., & Guo, Q. (2018). Microstructure and Performance of a Three-Layered Al/7075–B4C/Al Composite Prepared by Semi Continuous Casting and Hot Rolling. Metals, 8(8), 600. https://doi.org/10.3390/met8080600