Mechanical Properties of ARMCO® Iron after Large and Severe Plastic Deformation—Application Potential for Precursors to Ultrafine Grained Microstructures


Abstract
:1. Introduction
2. Materials and Methods
3. Results
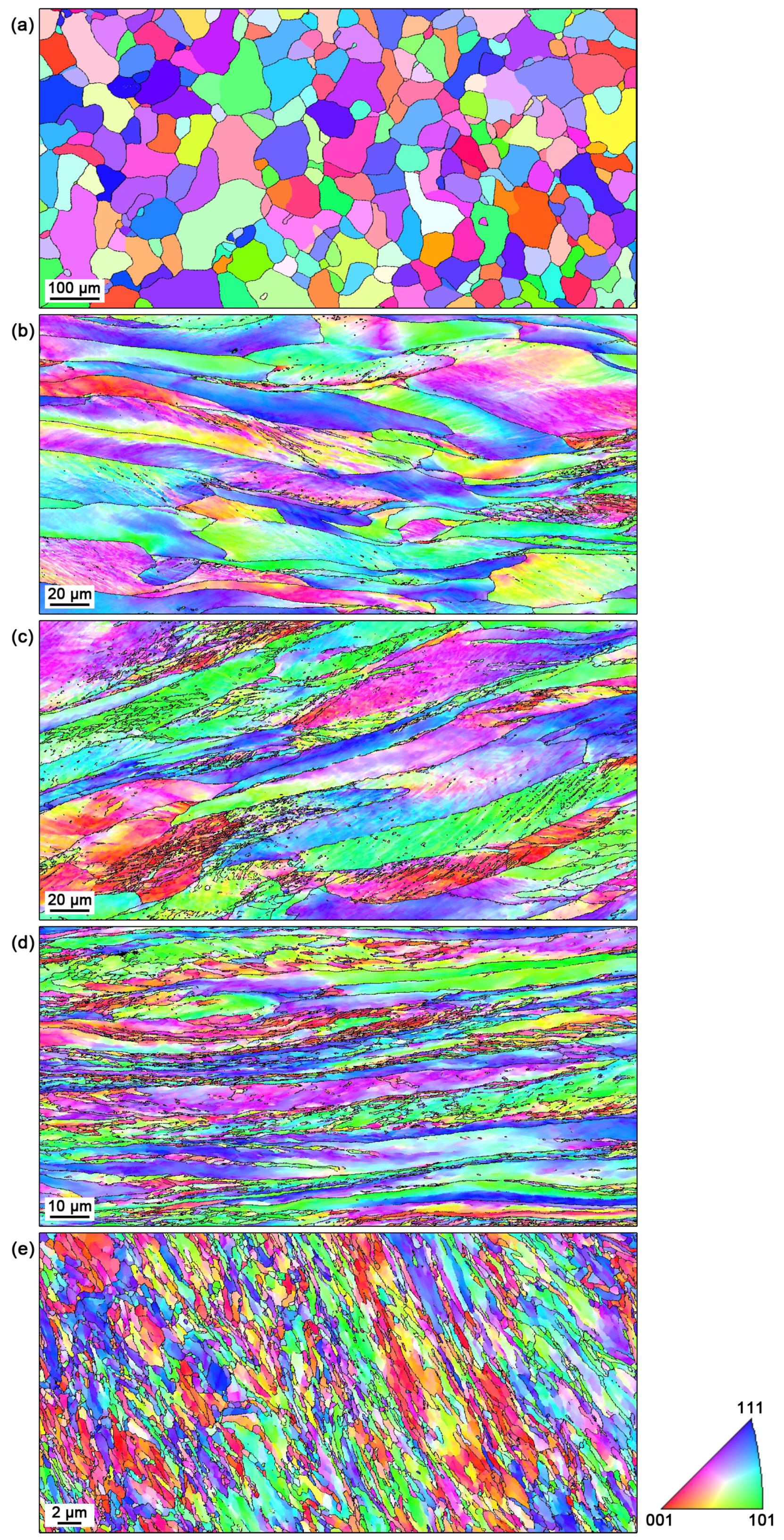
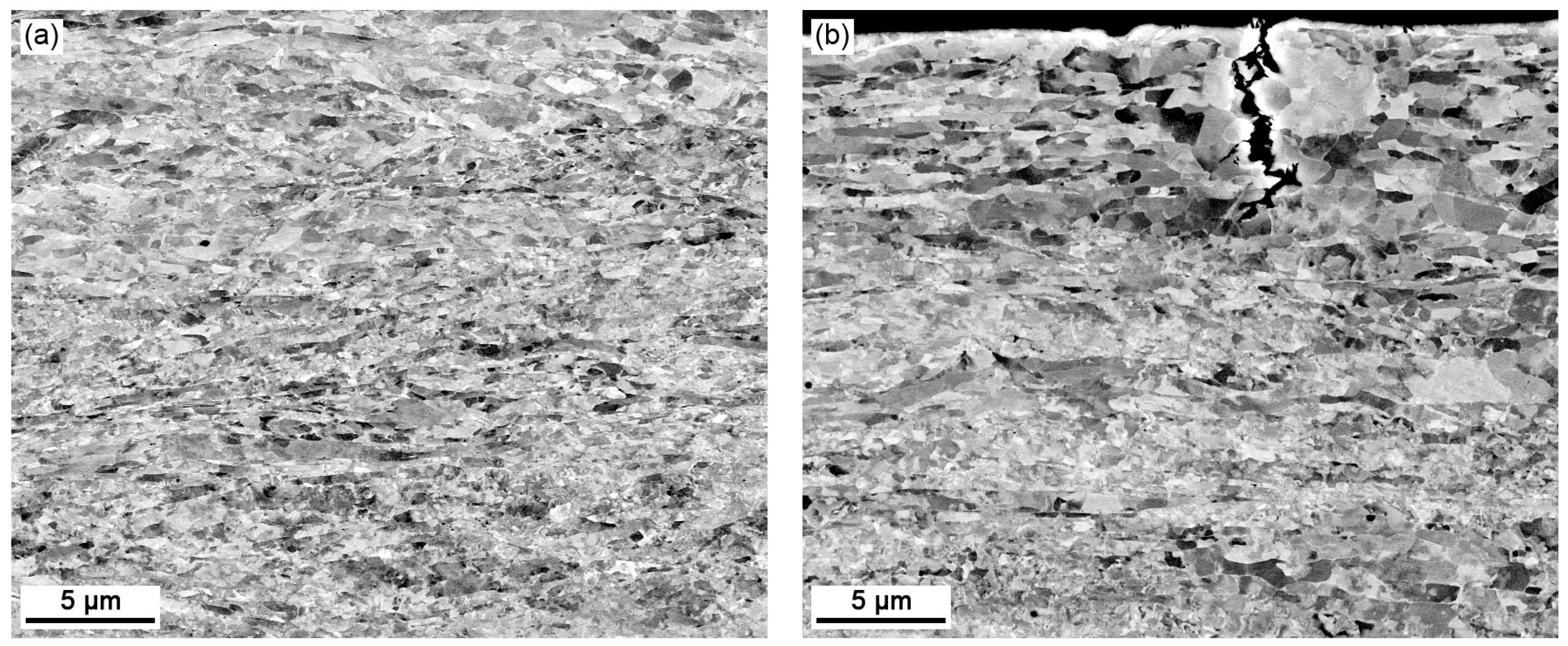
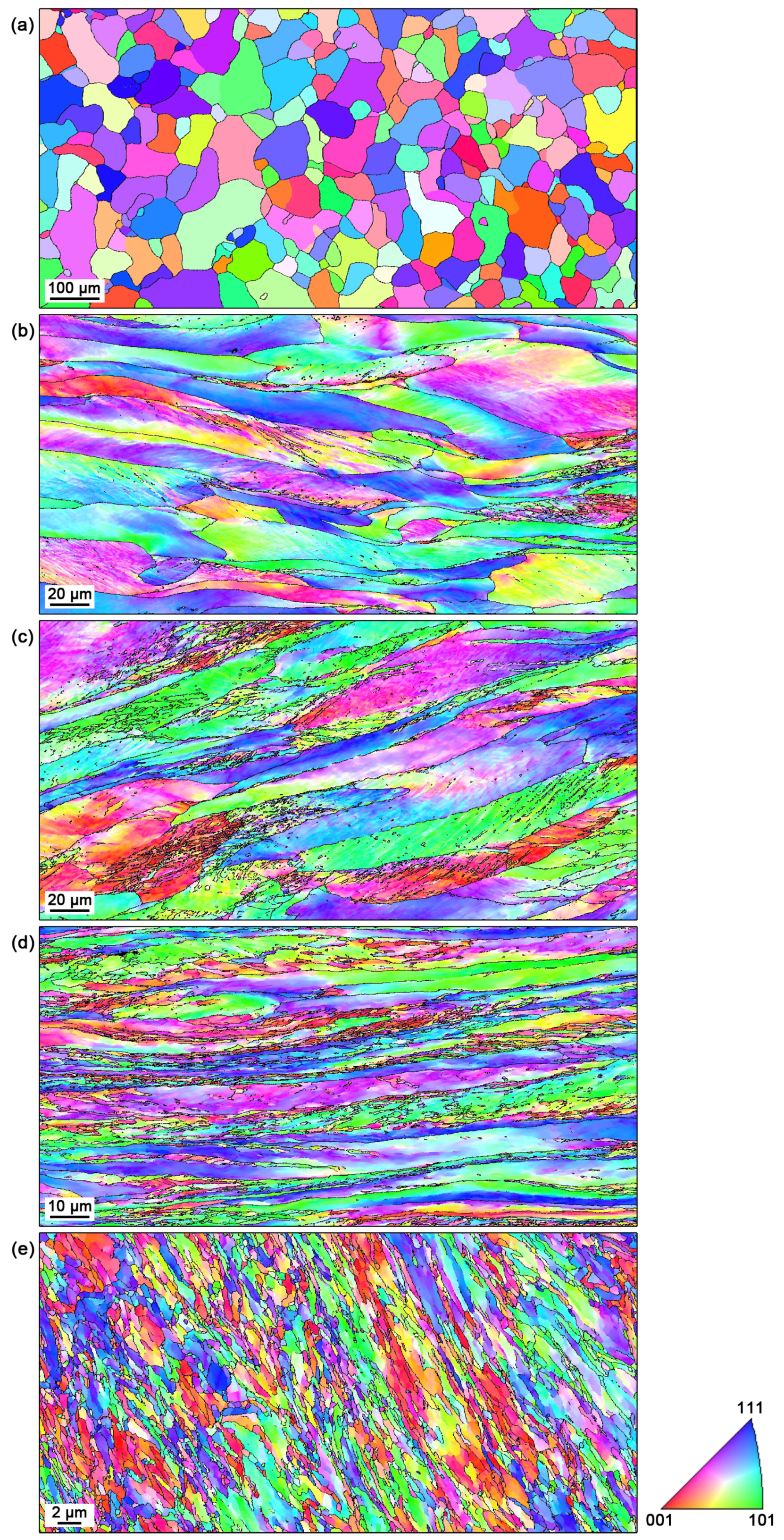
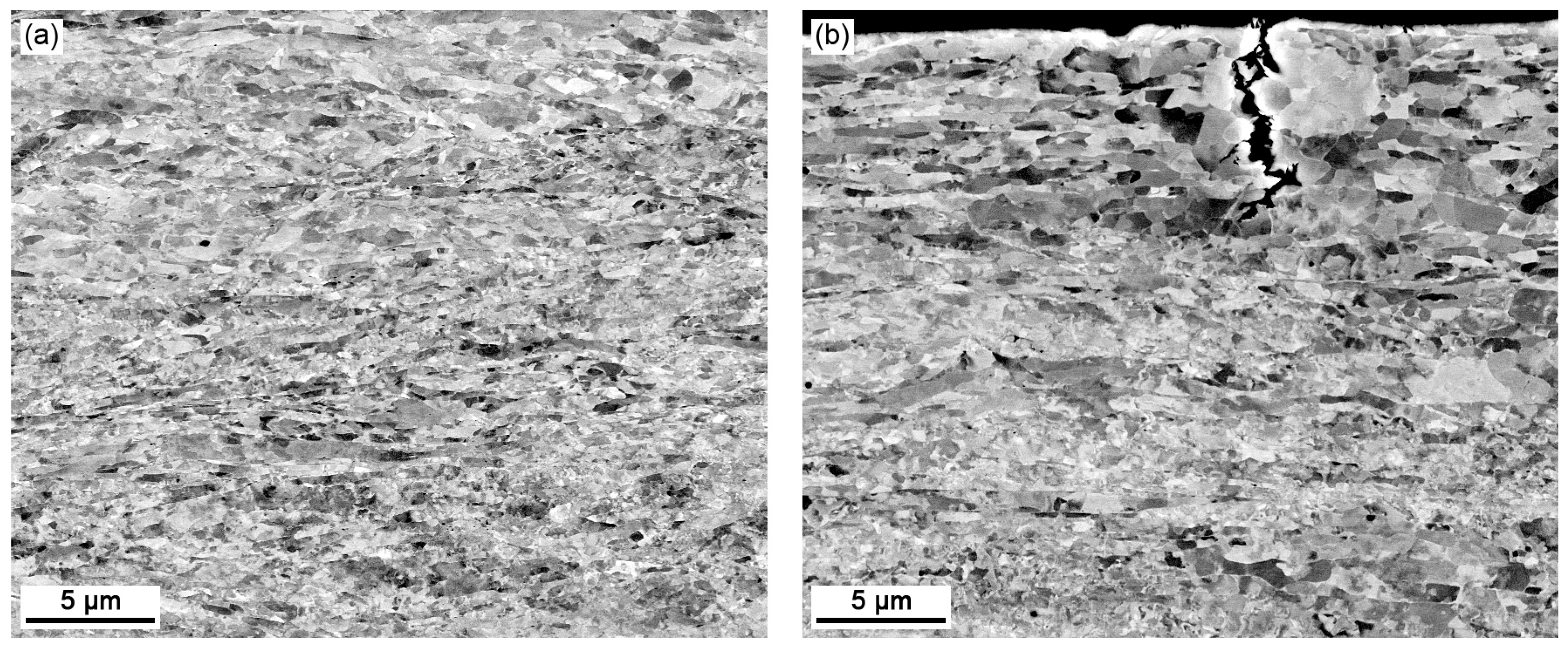
3.1. Microstructure
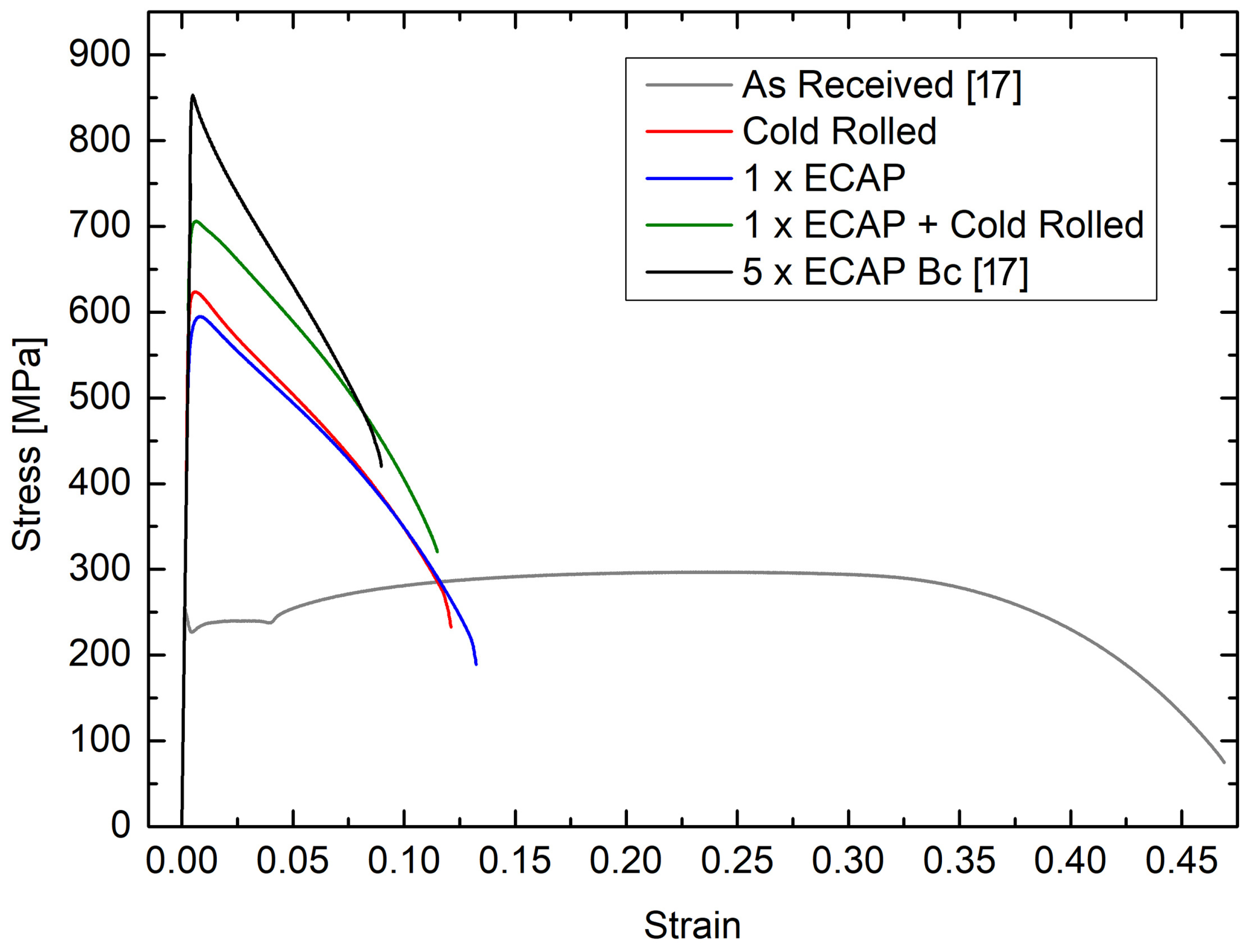
3.2. Mechanical Properties
4. Discussion
5. Conclusions
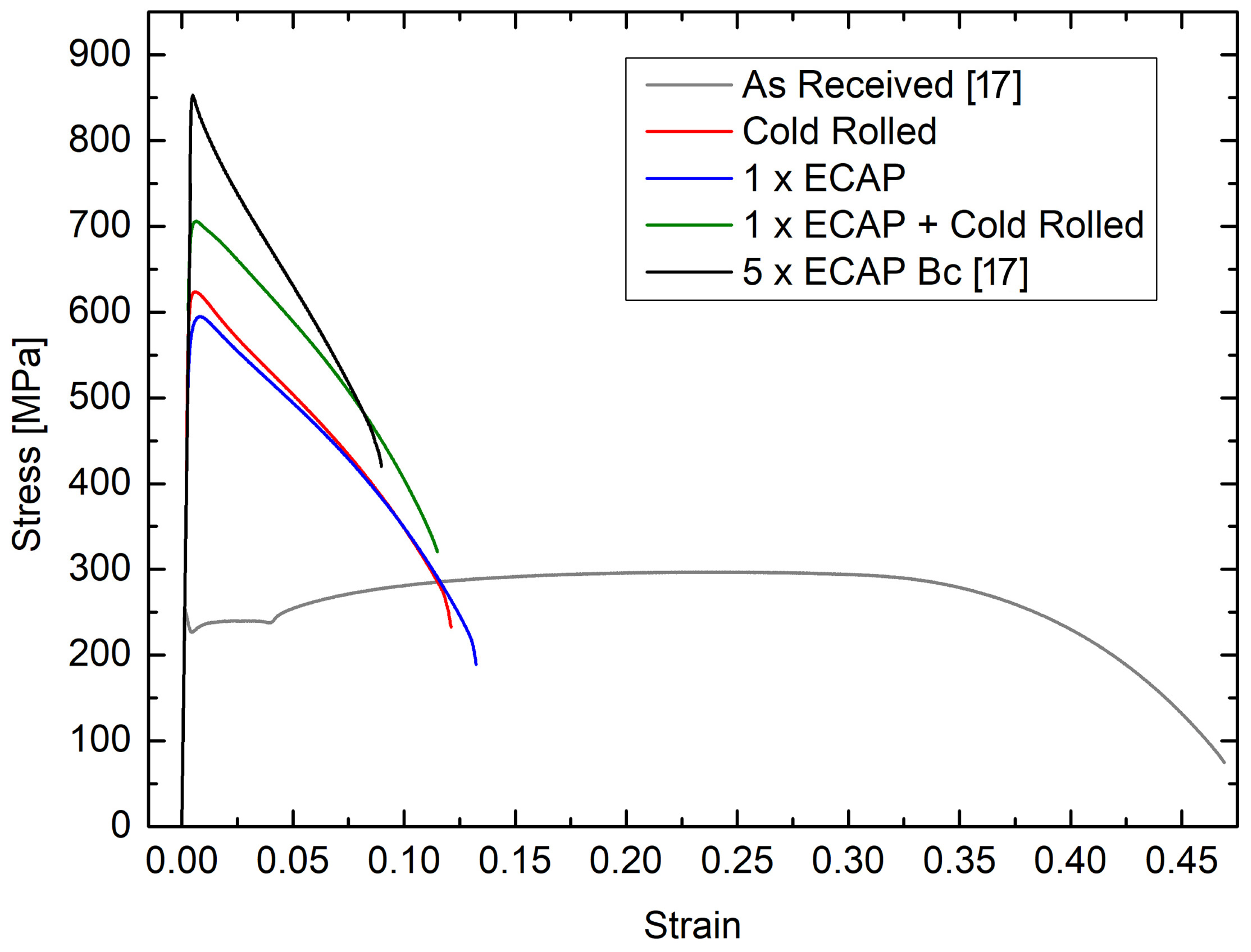
- A single ECAP pass and cold rolling with 64% rolling reduction result in different HAGB fractions and total boundary densities but similar mechanical properties, which indicates a different heterogeneity of deformation in both processes.
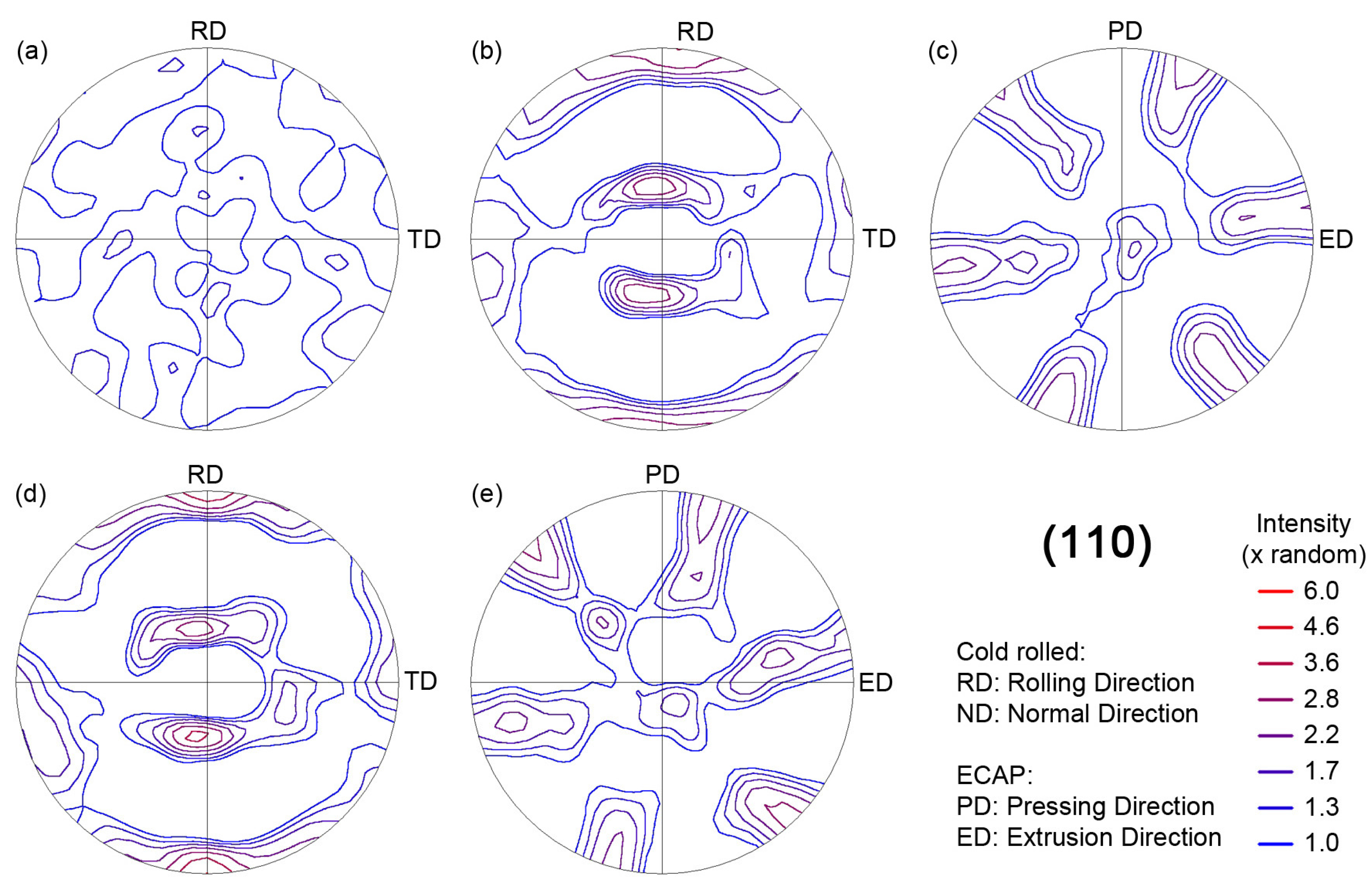
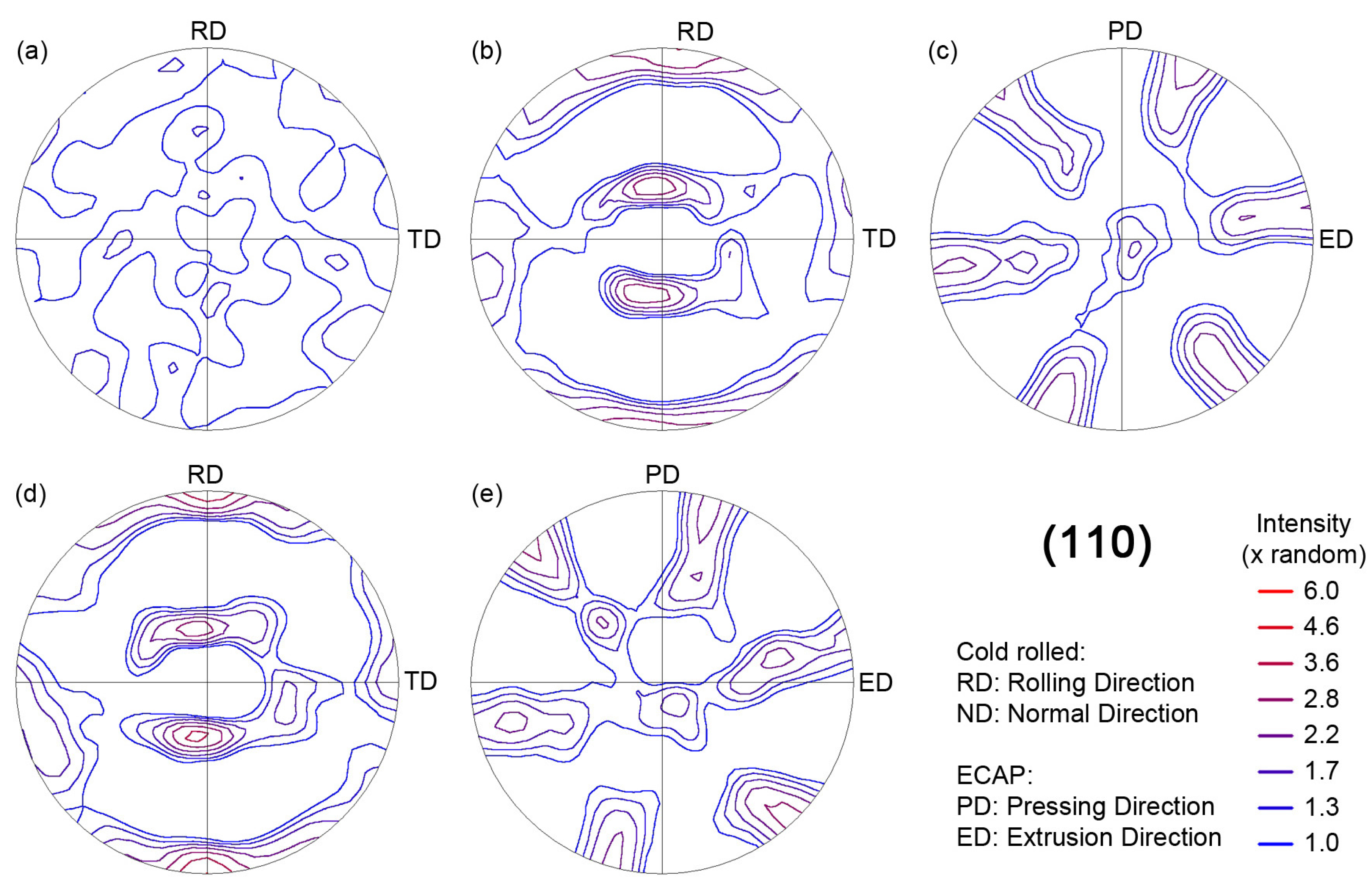
- The crystallographic textures are governed by the last processing step, which leads to either rolling or simple shear textures, with higher texture intensities in case of rolled conditions. A Taylor factor analysis shows higher values along the tensile and fatigue testing direction for conditions with rolling textures as compared to those with shear textures, thus indicating that the mechanical properties are most likely affected by plastic anisotropy.
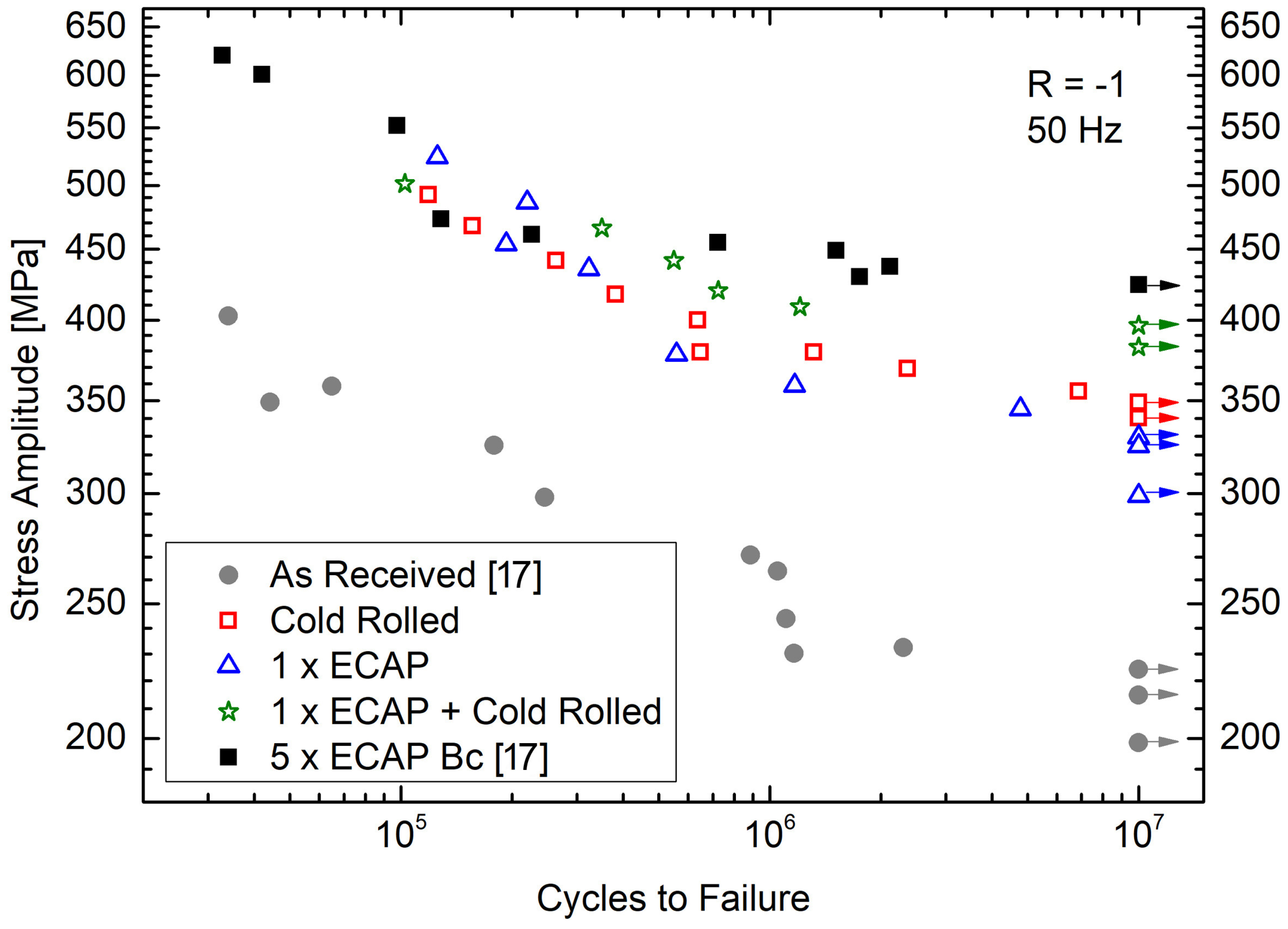
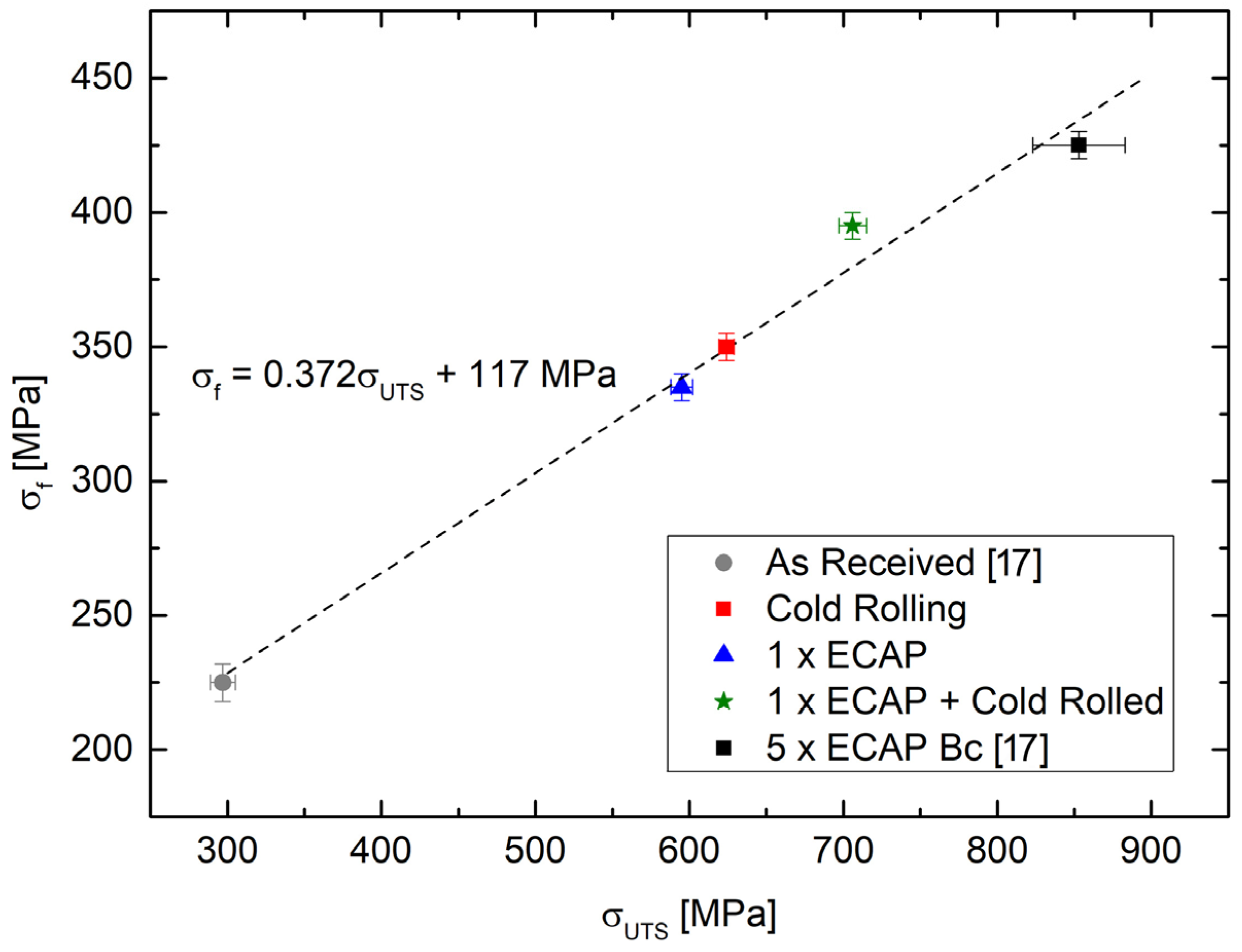
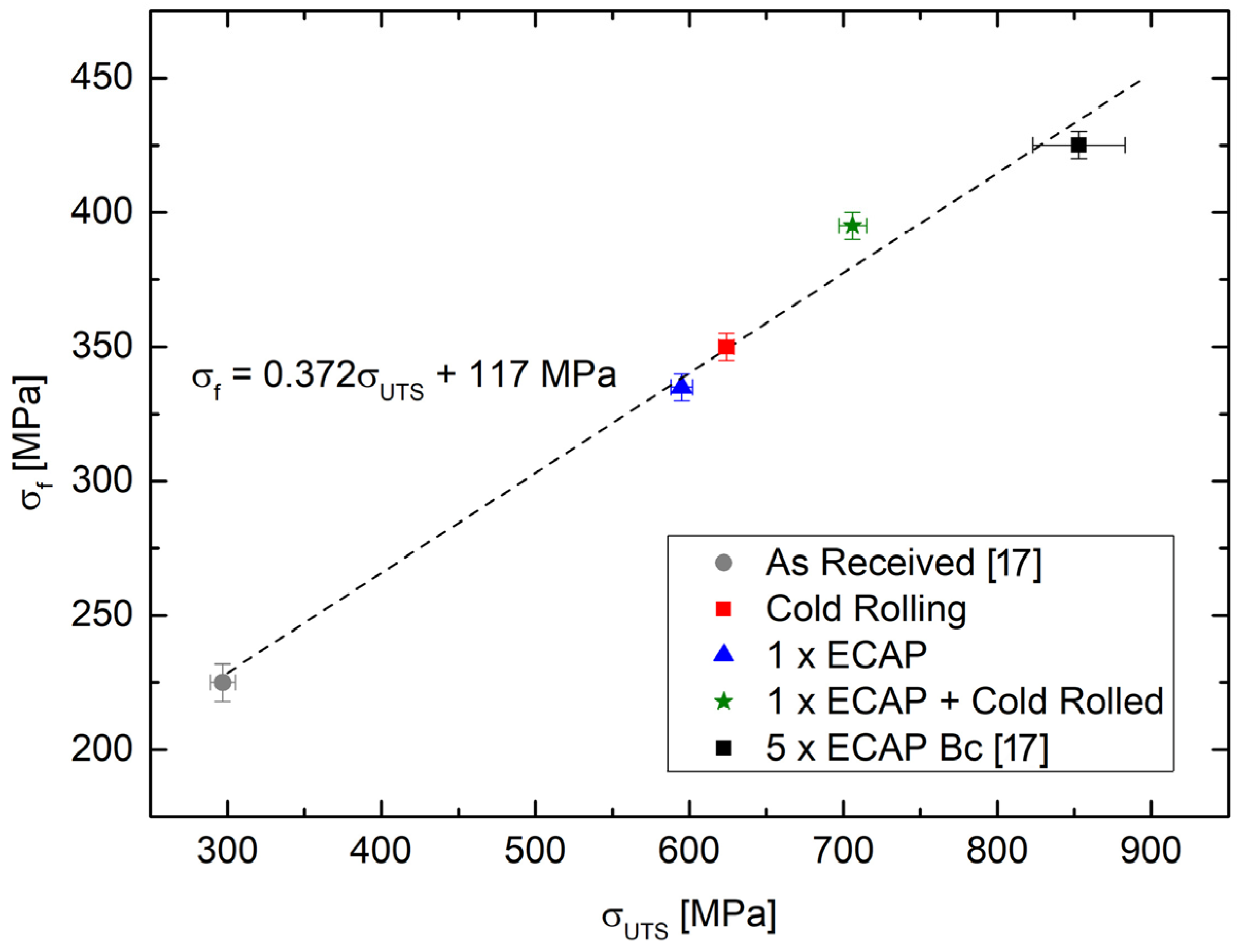
- There is a linear relation between endurance limit and tensile strength for all investigated conditions, yet, with a positive endurance limit offset. Hence, the ratio of endurance limit and tensile strength decreases with increasing tensile strength showing the highest value for the strain free condition and the lowest value for the UFG reference condition, with intermediate values for the precursors to UFG microstructures.
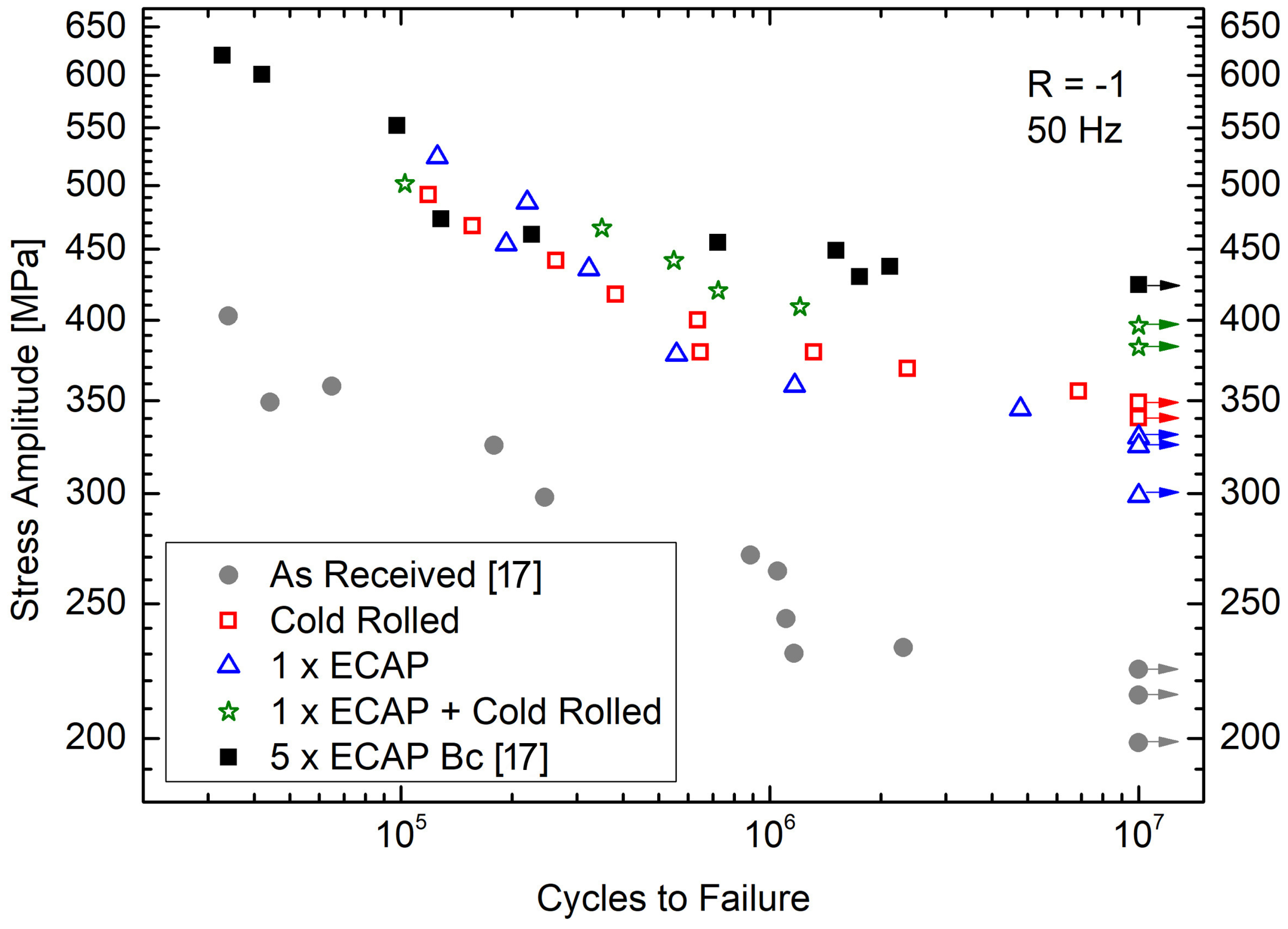
- A large fraction of LAGBs, as is found in the precursor states, does not negatively affect the high cycle fatigue behavior, as there is no correlation between the HAGB fraction and the high cycle fatigue properties of the tested conditions.
- A combination of a single ECAP pass followed by cold rolling is a good compromise in terms of processing effort and mechanical properties as it achieves more than 90% of the endurance limit of the UFG reference condition, which emphasizes the application potential for precursors to UFG microstructures.
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Saito, Y.M.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Producing bulk ultrafine-grained materials by severe plastic deformation. JOM 2006, 58, 33–39. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Kawasaki, M.; Horita, Z.; Langdon, T.G. Microstructural evolution in high purity aluminum processed by ECAP. Mater. Sci. Eng. A 2009, 524, 143–150. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. The evolution of homogeneity and grain refinement during equal-channel angular pressing: A model for grain refinement in ECAP. Mater. Sci. Eng. A 2005, 398, 66–76. [Google Scholar] [CrossRef]
- Kim, H.S.; Ryu, W.S.; Janecek, M.; Baik, S.C.; Estrin, Y. Effect of Equal Channel Angular Pressing on Microstructure and Mechanical Properties of IF Steel. Adv. Eng. Mater. 2005, 7, 43–46. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Lapovok, R.; Sandlin, J.; Thompson, P.F.; Davies, C.H.J.; Pereloma, E.V. Microstructures and properties of copper processed by equal channel angular extrusion for 1–16 passes. Acta Mater. 2004, 52, 4819–4832. [Google Scholar] [CrossRef]
- Han, B.Q.; Mohamed, F.A.; Lavernia, E.J. Mechanical Properties of Iron Processed by Severe Plastic Deformation. Metall. Mater. Trans. A 2003, 34, 71–83. [Google Scholar] [CrossRef]
- Fukuda, Y.; Oh-ishi, K.; Horita, Z.; Langdon, T.G. Processing of a low-carbon steel by equal-channel angular pressing. Acta Mater. 2002, 50, 1359–1368. [Google Scholar] [CrossRef]
- Höppel, H.W.; Mughrabi, H.; Vinogradov, A. Fatigue properties of bulk nanostructured materials. In Bulk Nanostructured Materials; Zehetbauer, M.J., Zhu, Y.T., Eds.; Wiley-VCH: Weinheim, Germany, 2009; pp. 481–500. ISBN 9783527315246. [Google Scholar]
- Niendorf, T.; Canadinc, D.; Maier, H.J.; Karaman, I. On the Microstructural stability of ultrafine-grained interstitial-free steel under cyclic loading. Metall. Trans. A 2007, 38, 1946–1955. [Google Scholar] [CrossRef]
- Niendorf, T.; Canadinc, D.; Maier, H.J.; Karaman, I.; Sutter, S.G. On the fatigue behavior of ultrafine-grained interstitial-free steel. Int. J. Mater. Res. 2006, 97, 1328–1336. [Google Scholar] [CrossRef]
- Kunz, L.; Lukáš, P.; Pantĕlejev, L.; Man, O. Stability of ultrafine-grained structure of copper under fatigue loading. Procedia Eng. 2011, 10, 201–206. [Google Scholar] [CrossRef]
- Kunz, L.; Lukáš, P.; Svoboda, M. Fatigue strength, microstructural stability and strain localization in ultrafine-grained copper. Mater. Sci. Eng. A 2006, 424, 97–104. [Google Scholar] [CrossRef]
- Bruder, E.; Gangaraju, C.; Lapovok, R. Influence of equal channel angular pressing on high cycle fatigue behavior of ultrafine-grained iron: Role of anisotropy. Mater. Sci. Eng. A 2018, 711, 650–658. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic deformation: An overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Ueno, H.; Kakihata, K.; Kaneko, Y.; Hashimoto, S.; Vinogradov, A. Enhanced fatigue properties of nanostructured austenitic SUS 316L stainless steel. Acta Mater. 2011, 59, 7060–7069. [Google Scholar] [CrossRef]
- Kocks, U.F.; Tomé, C.N.; Wenk, H.-R. Texture and Anisotropy; Cambridge University Press: Cambridge, UK, 1998; pp. 178–238. ISBN 0521465168. [Google Scholar]
- Phillips, W.L.; Armstrong, R.W. The influence of specimen size, polycrystal grain size, and yield point behaviour on the fatigue strength of low-carbon steel. J. Mech. Phys. Solids 1969, 17, 265–270. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw-Hill Publishing: New York, NY, USA, 1986; pp. 376–431. ISBN 0070168938. [Google Scholar]
- We, Q.; Cheng, S.; Ramesh, K.T.; Ma, E. Effect of nanocrystalline and ultrafine grain sizes on the strain rate sensitivity and activation volume: Fcc versus bcc metals. Mater. Sci. Eng. A 2004, 381, 71–79. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Bowen, A.W. The effect of testing direction on the fatigue and tensile properties of a Ti–6Al–4V bar. In Proceedings of the Second World Conference on Titanium Science and Technology; Jaffee, R.I., Burte, H.M., Eds.; Plenum Press: New York, NY, USA, 1973; pp. 1271–1281. [Google Scholar]
- Mateo, A.; Llanes, L.; Akdut, N.; Anglada, M. High cycle fatigue behaviour of a standard duplex stainless steel plate and bar. Mater. Sci. Eng. A 2001, 319–321, 516–520. [Google Scholar] [CrossRef]
- Raab, G.J.; Valiev, R.Z.; Lowe, T.C.; Zhu, Y.T. Continuous processing of ultrafine grained Al by ECAP-Conform. Mater. Sci. Eng. A 2004, 382, 30–34. [Google Scholar] [CrossRef]
- Bruder, E.; Görtan, M.O.; Groche, P.; Müller, C. Severe plastic deformation by equal channel angular swaging. Mater. Sci. Forum 2011, 667–669, 103–107. [Google Scholar] [CrossRef]
- Frint, S.; Hockauf, M.; Frint, P.; Wagner, M.F.X. Scaling up Segal’s principle of Equal-Channel Angular Pressing. Mater. Des. 2016, 97, 502–511. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Condition | HAGBs [%] | SV [µm−1] | TI | Mtens | σUTS [MPa] | σf [MPa] | σf/σUTS |
|---|---|---|---|---|---|---|---|
| As-Received | 96 | 0.05 | 1.3 | 3.05 | 297 | 225 | 0.76 |
| 64% Cold Rolled | 19 | 1.55 | 3.0 | 3.21 | 624 | 350 | 0.56 |
| 1 × ECAP | 25 | 2.09 | 2.1 | 3.03 | 595 | 335 | 0.56 |
| 1 × ECAP + 64% Cold Rolled | 37 | 3.21 | 3.4 | 3.19 | 706 | 395 | 0.56 |
| 5 × ECAP Route BC | 61 | 6.32 | 2.5 | 2.97 | 853 | 425 | 0.50 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bruder, E. Mechanical Properties of ARMCO® Iron after Large and Severe Plastic Deformation—Application Potential for Precursors to Ultrafine Grained Microstructures. Metals 2018, 8, 191. https://doi.org/10.3390/met8030191
Bruder E. Mechanical Properties of ARMCO® Iron after Large and Severe Plastic Deformation—Application Potential for Precursors to Ultrafine Grained Microstructures. Metals. 2018; 8(3):191. https://doi.org/10.3390/met8030191
Chicago/Turabian StyleBruder, Enrico. 2018. "Mechanical Properties of ARMCO® Iron after Large and Severe Plastic Deformation—Application Potential for Precursors to Ultrafine Grained Microstructures" Metals 8, no. 3: 191. https://doi.org/10.3390/met8030191
APA StyleBruder, E. (2018). Mechanical Properties of ARMCO® Iron after Large and Severe Plastic Deformation—Application Potential for Precursors to Ultrafine Grained Microstructures. Metals, 8(3), 191. https://doi.org/10.3390/met8030191