A Fragmentation Criterion for the Interface of a Hydrostatic Extruded Al-Mg-Compound

Abstract
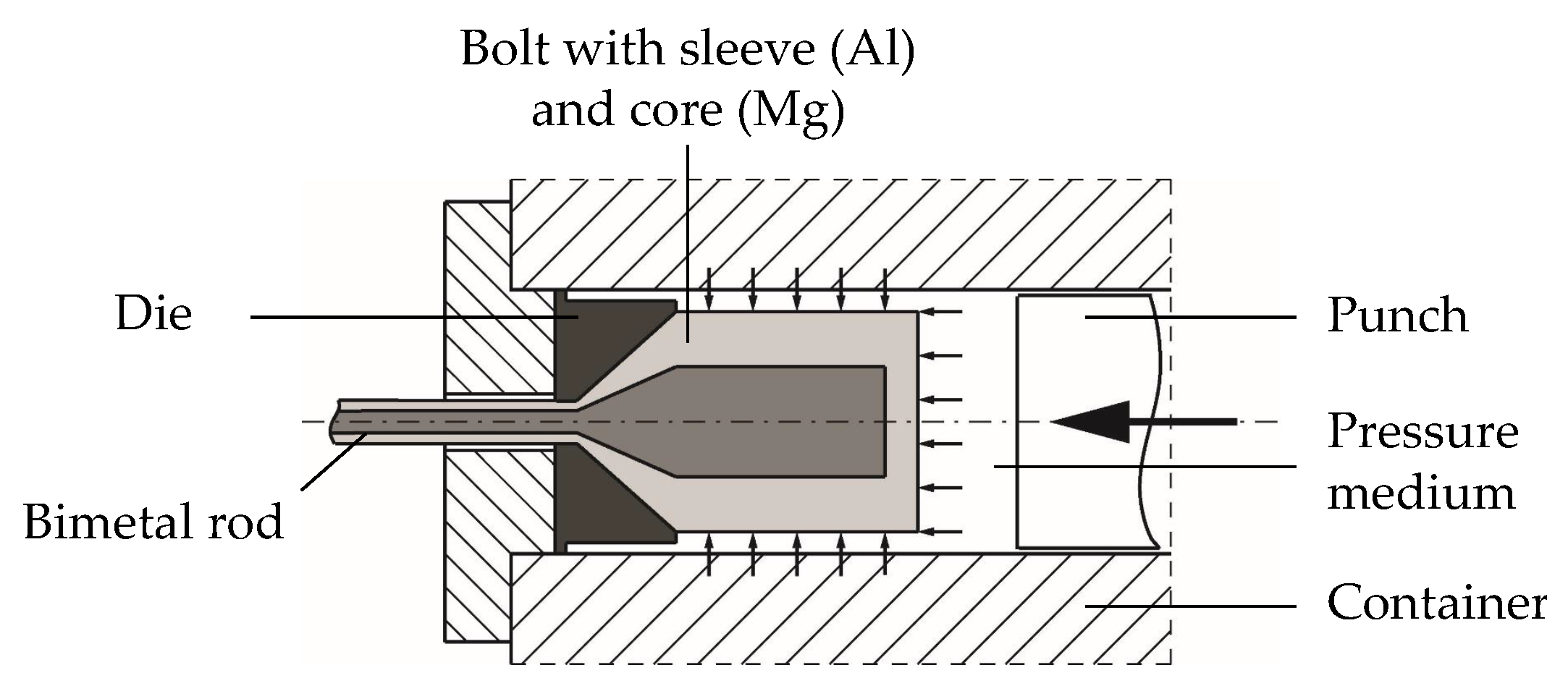
:1. Introduction
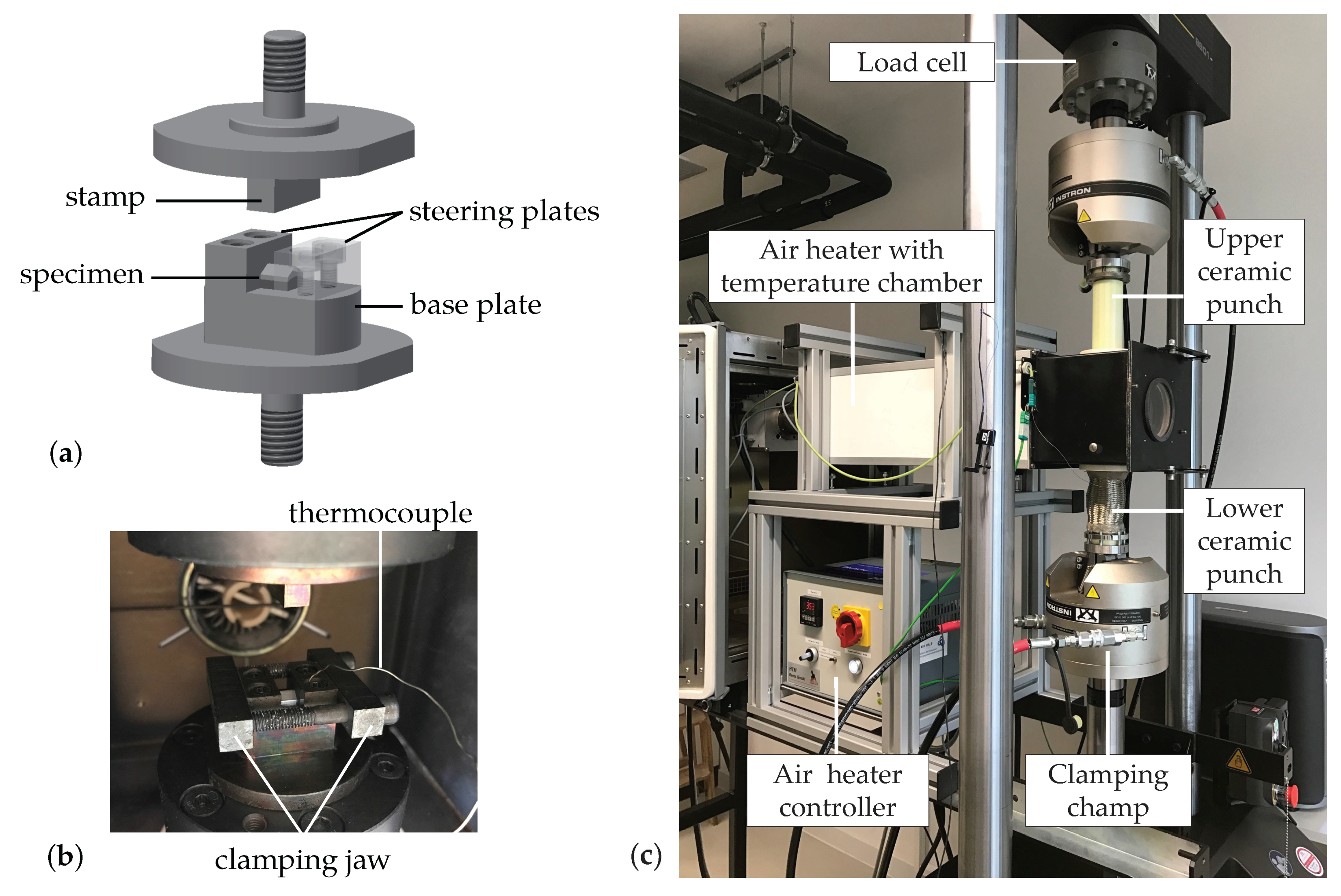
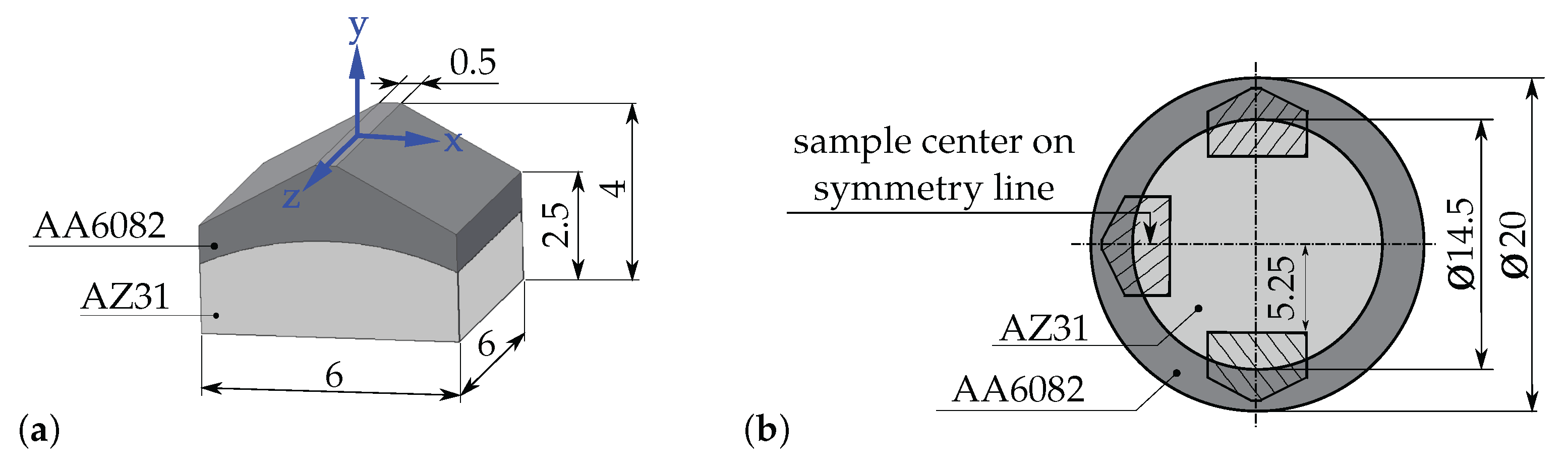
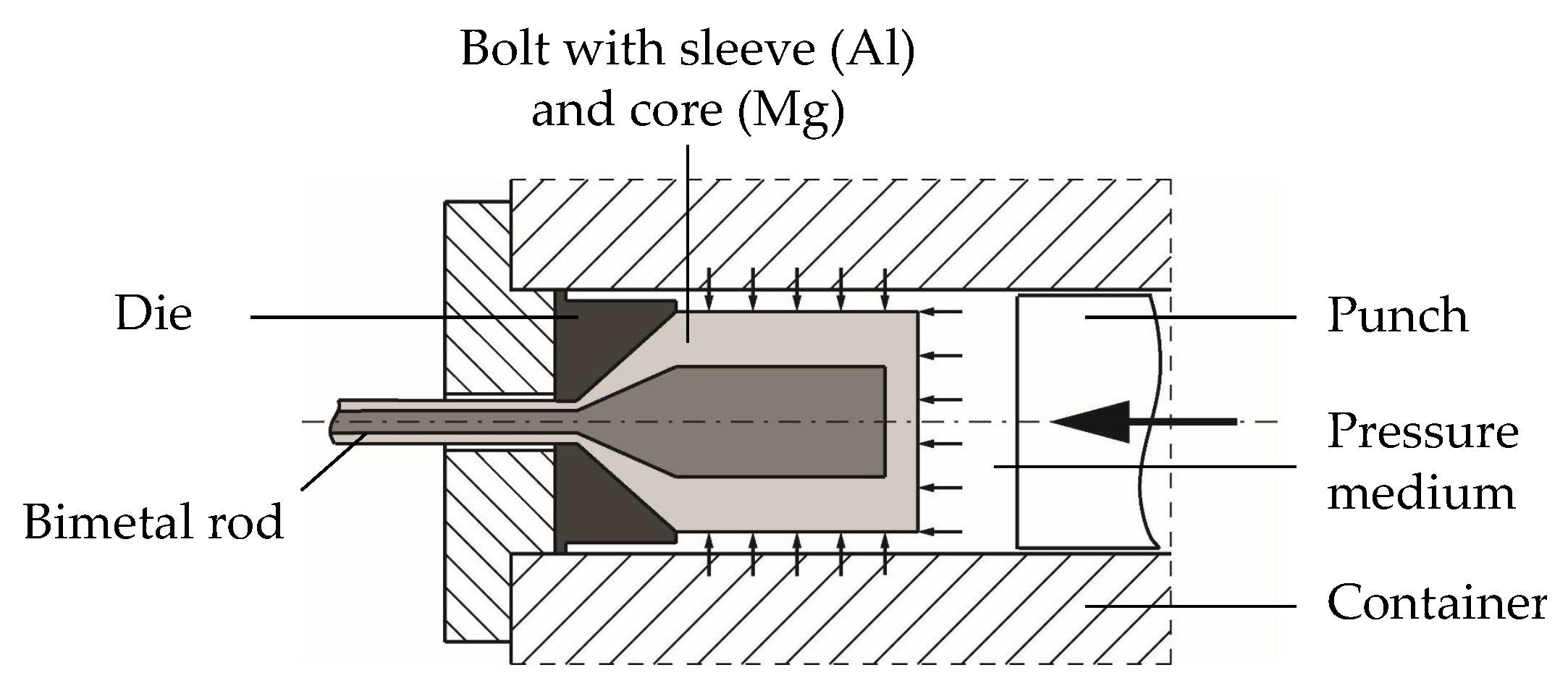
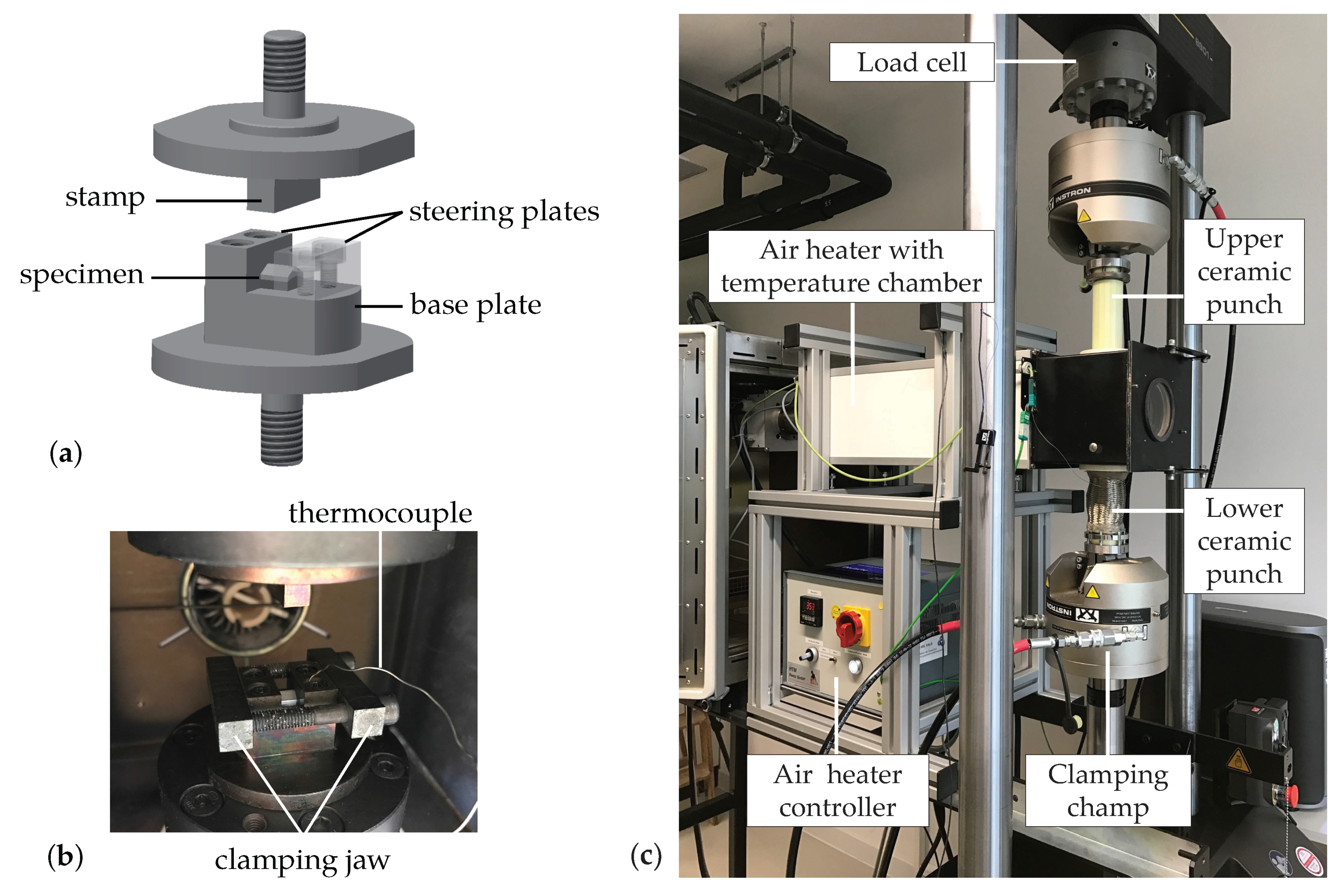
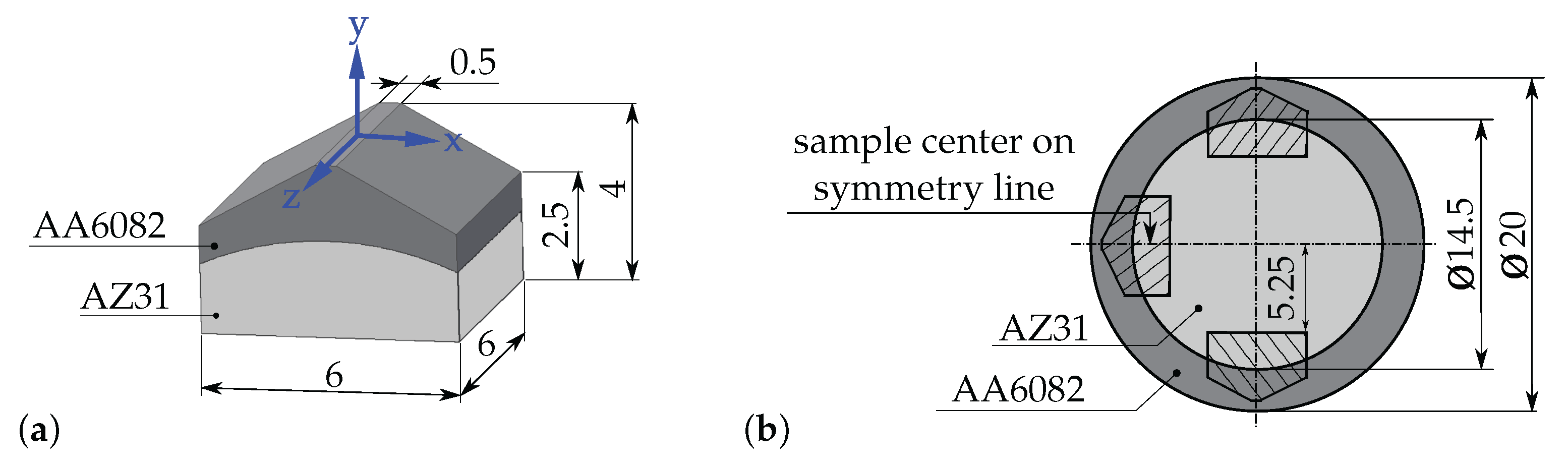
2. Materials and Methods
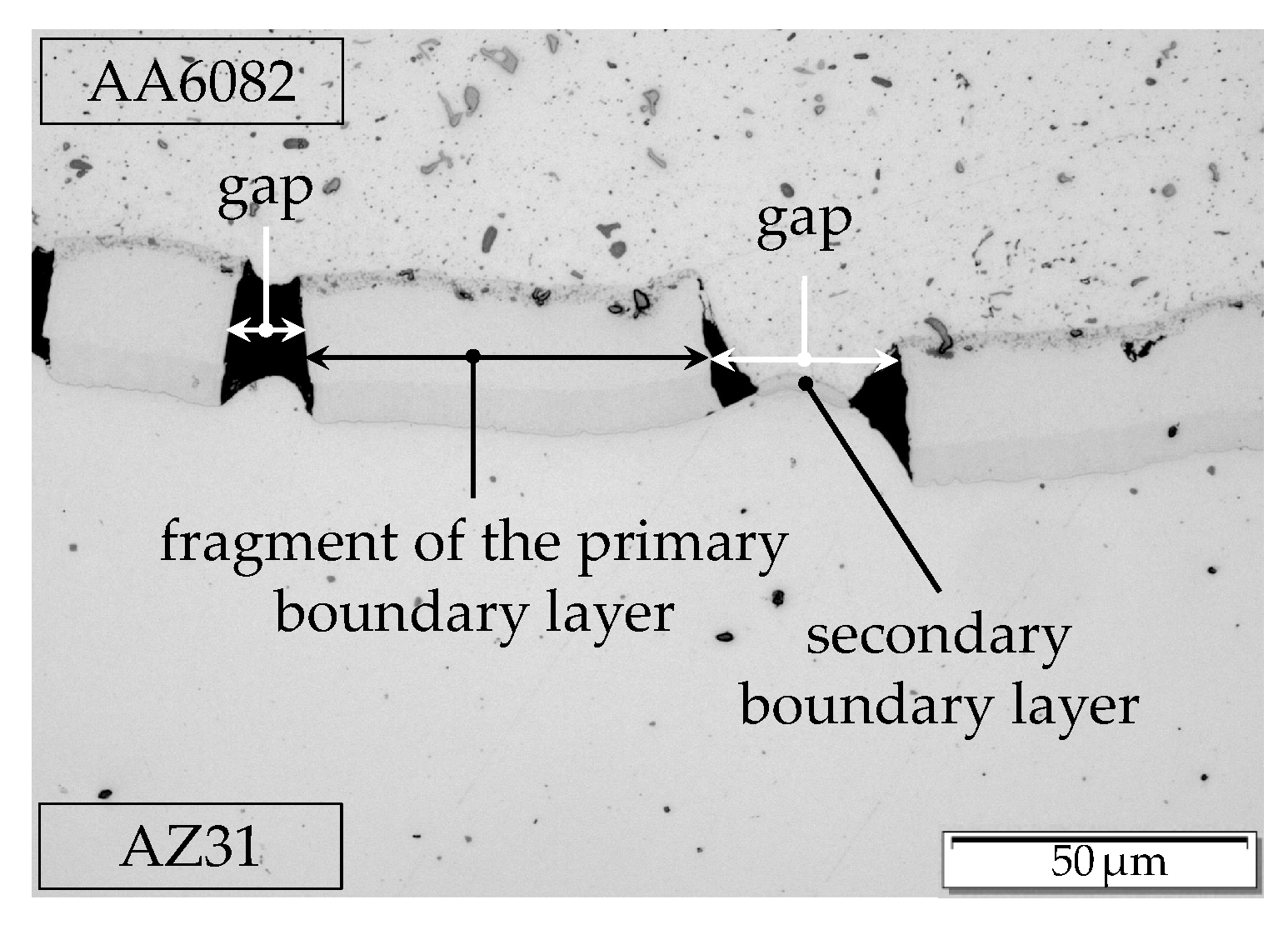
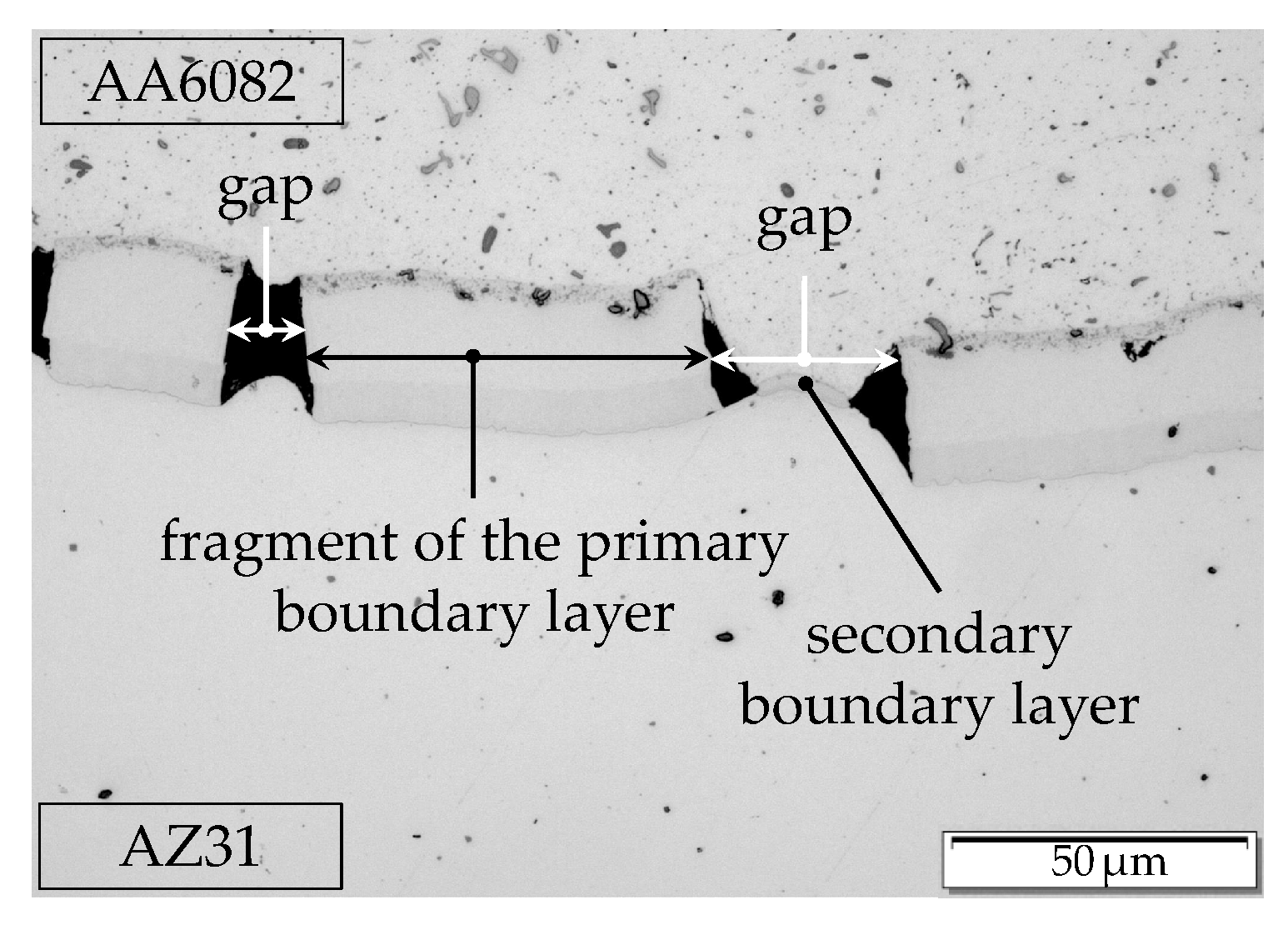
2.1. Metallographic Evaluation
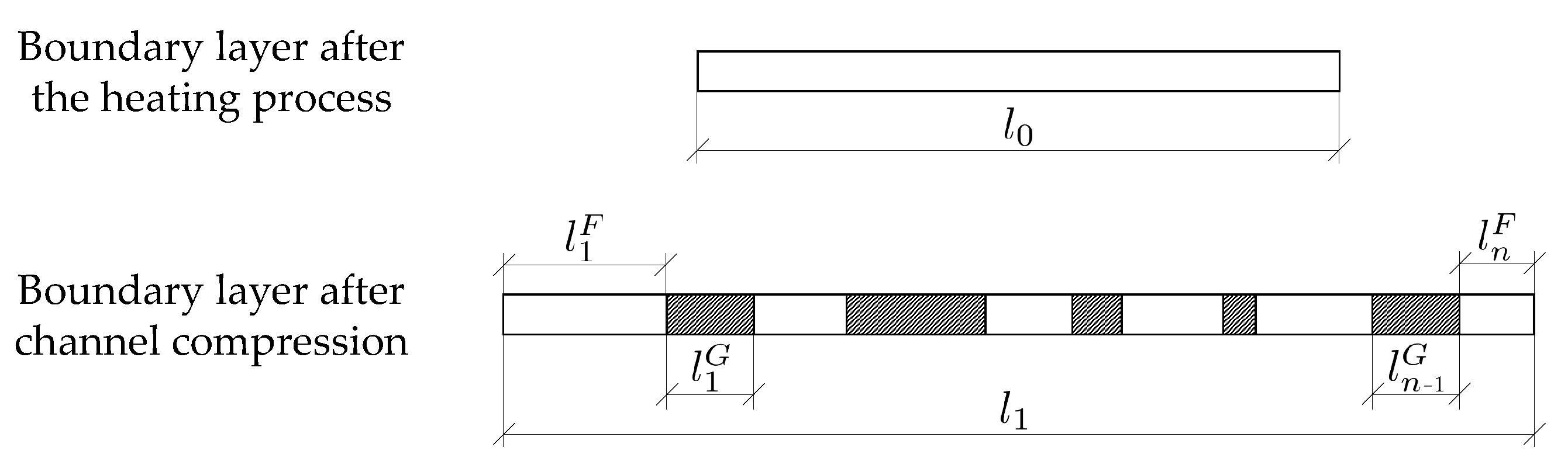
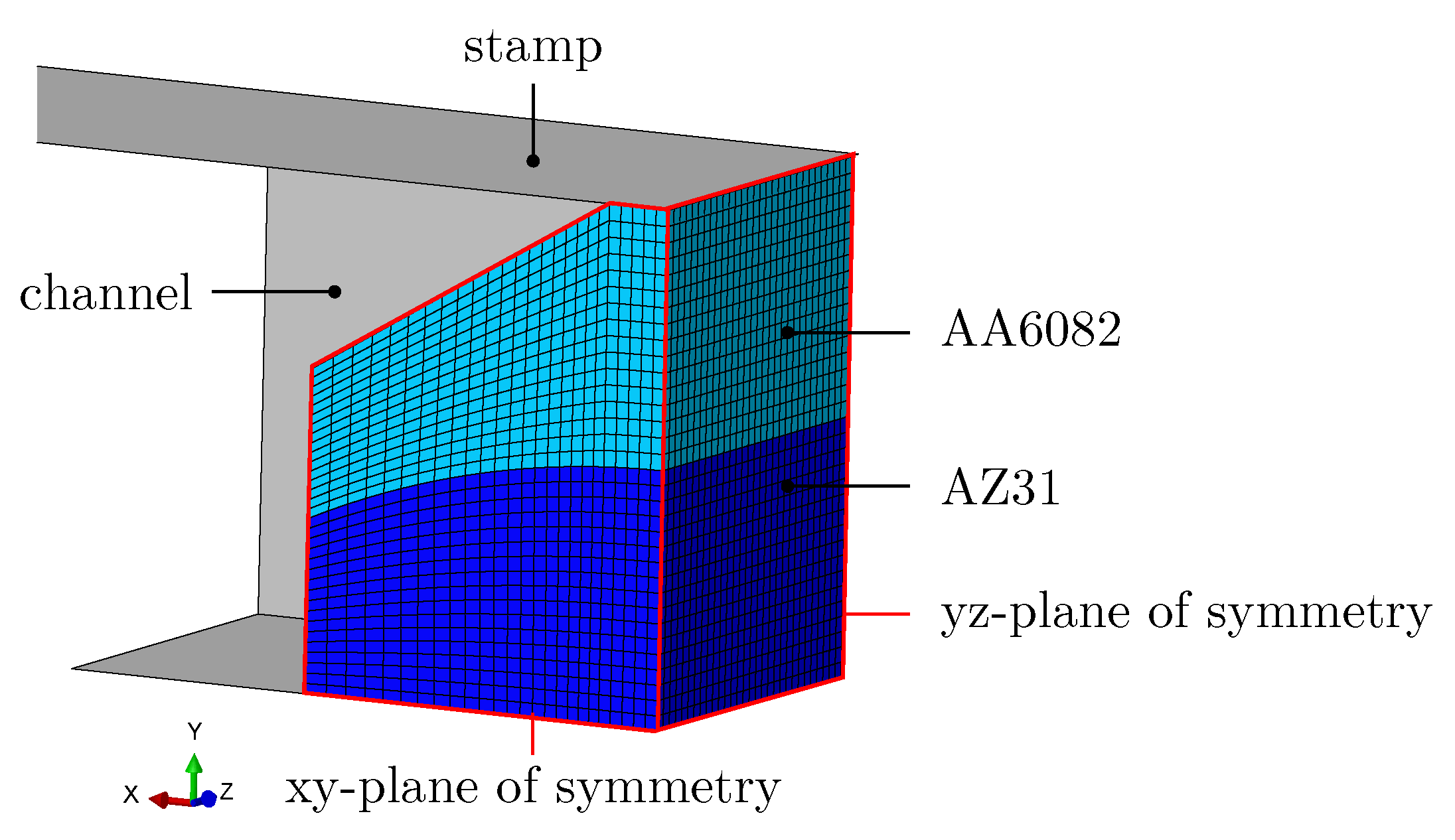
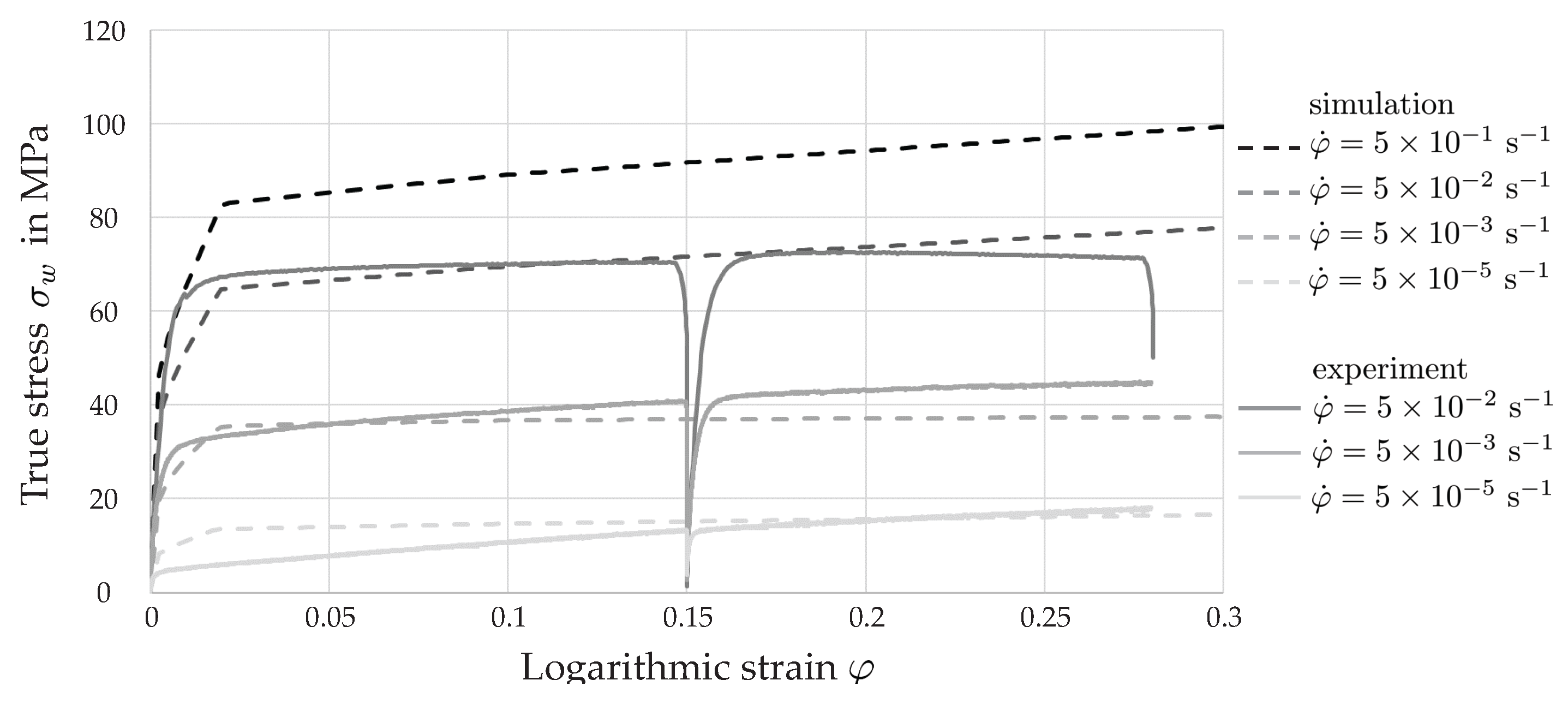
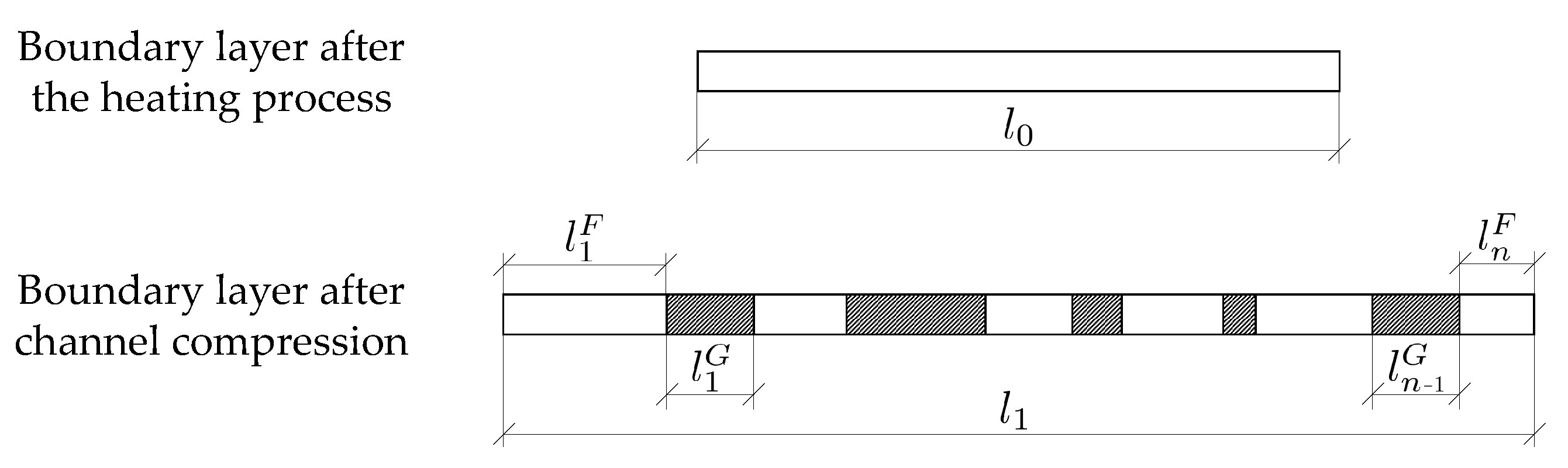
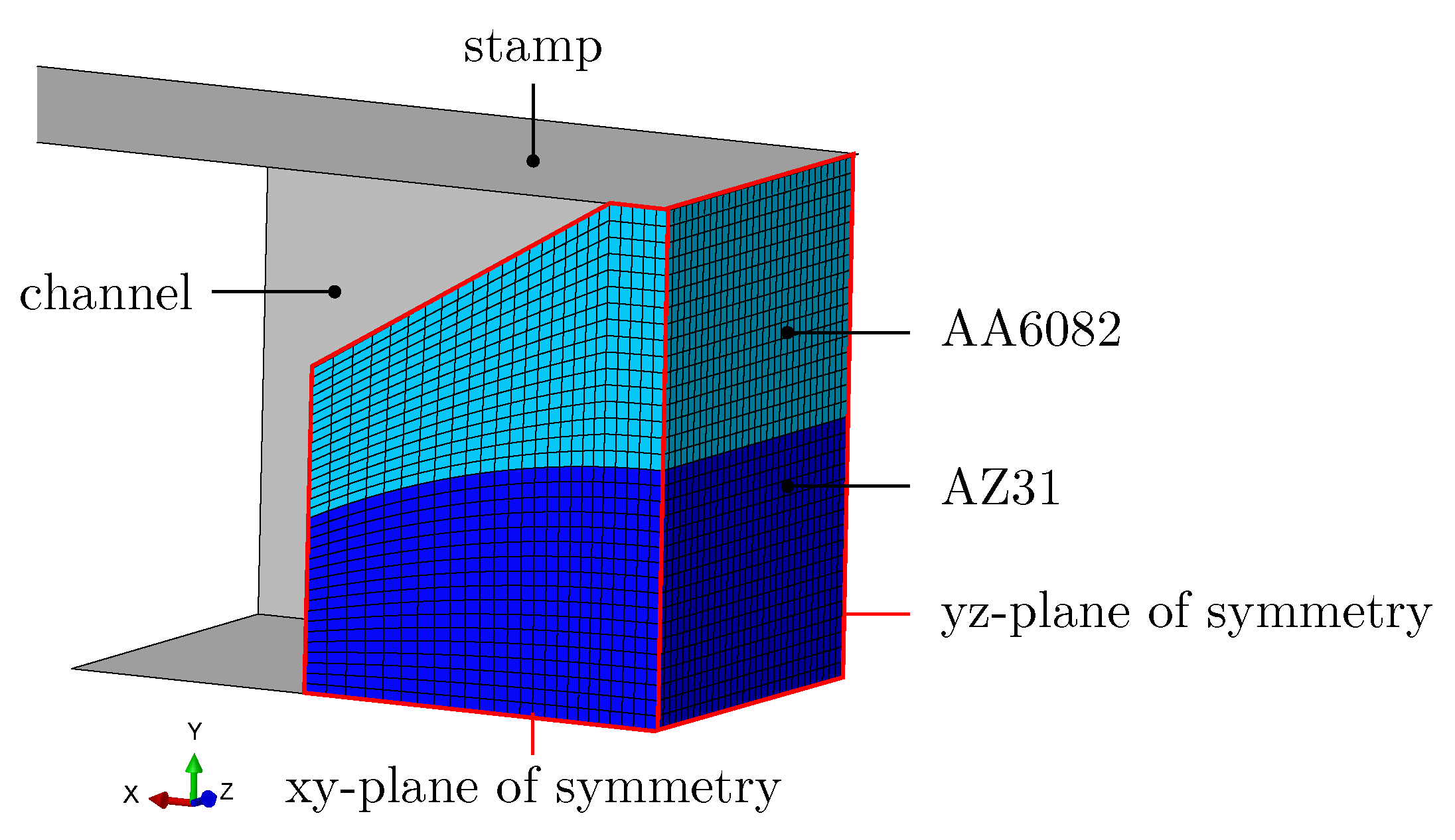
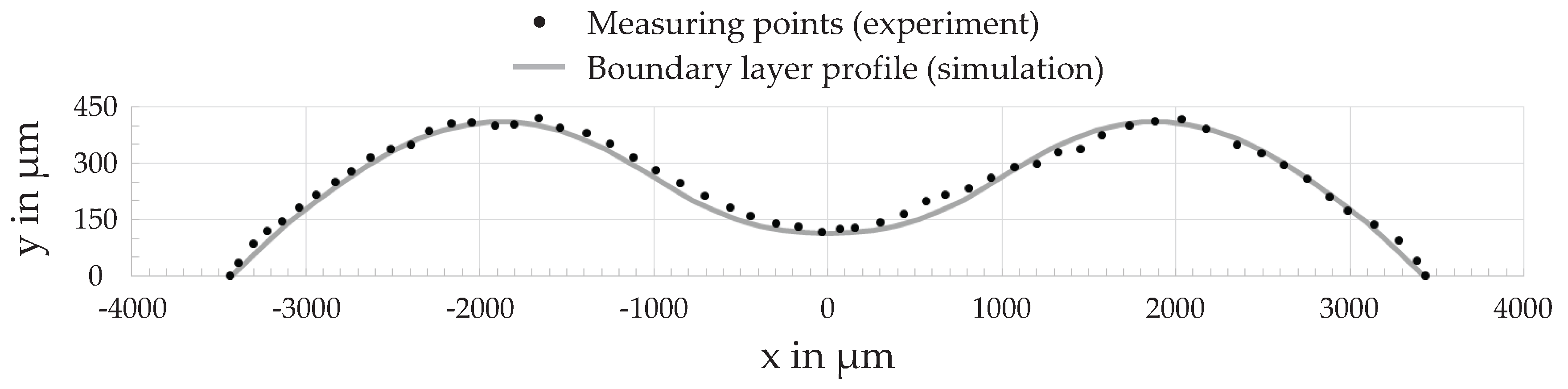
2.2. Stretch of the Boundary Layer
3. Results and Discussion
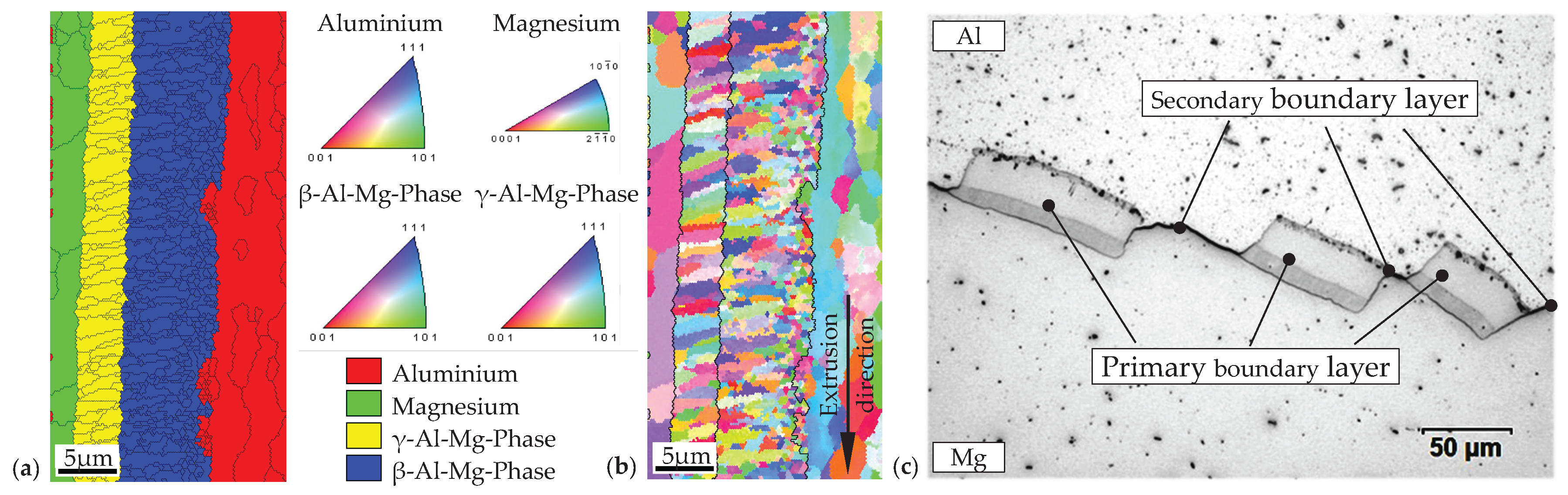
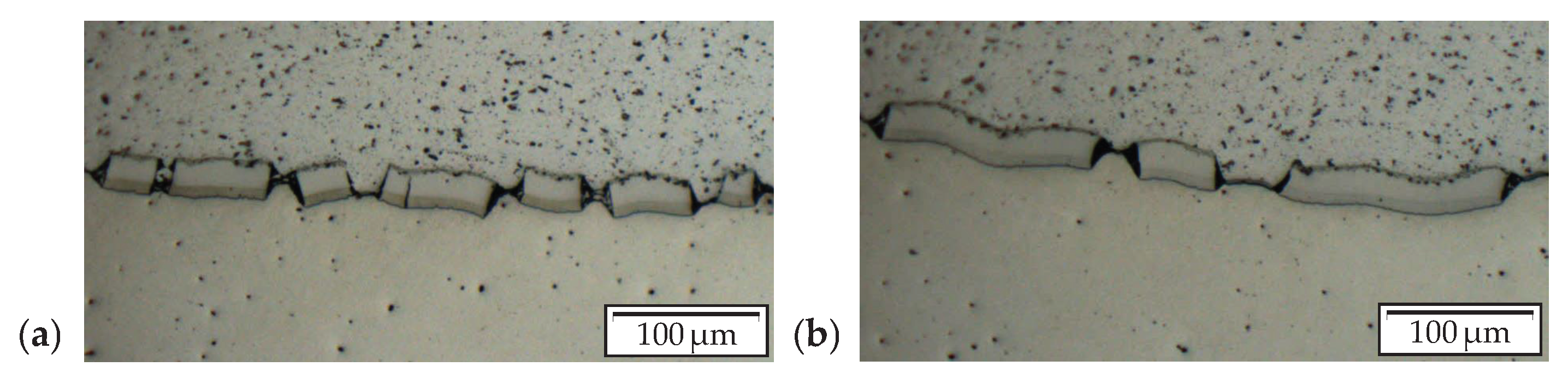
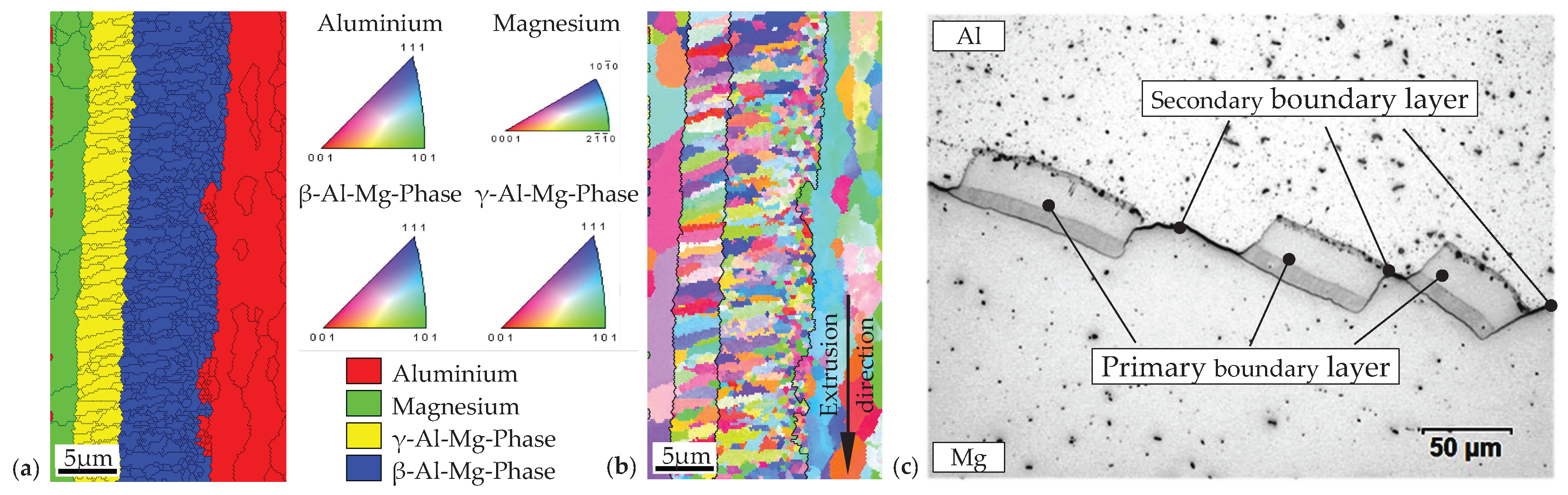
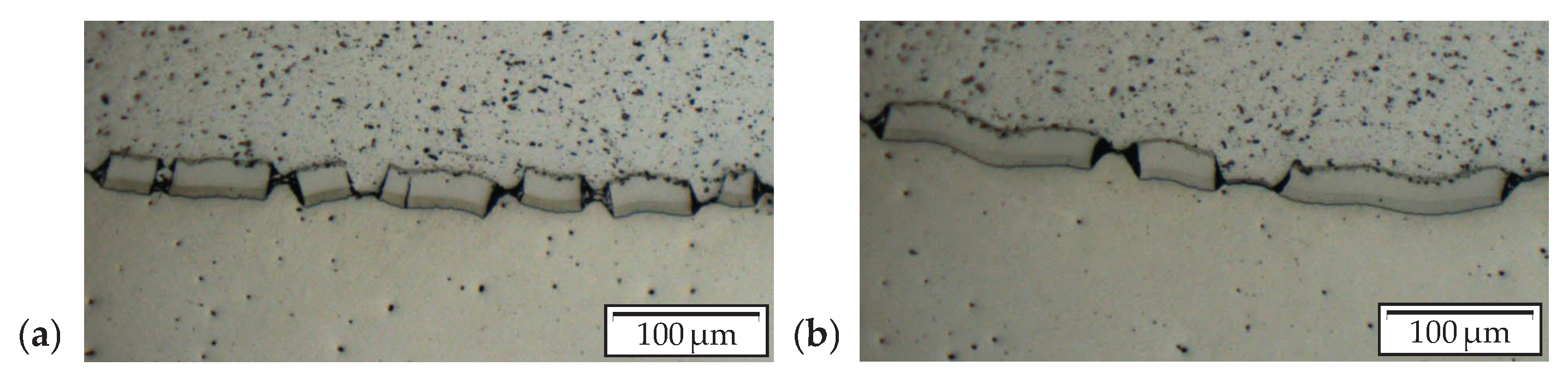
3.1. Metallographic Evaluation
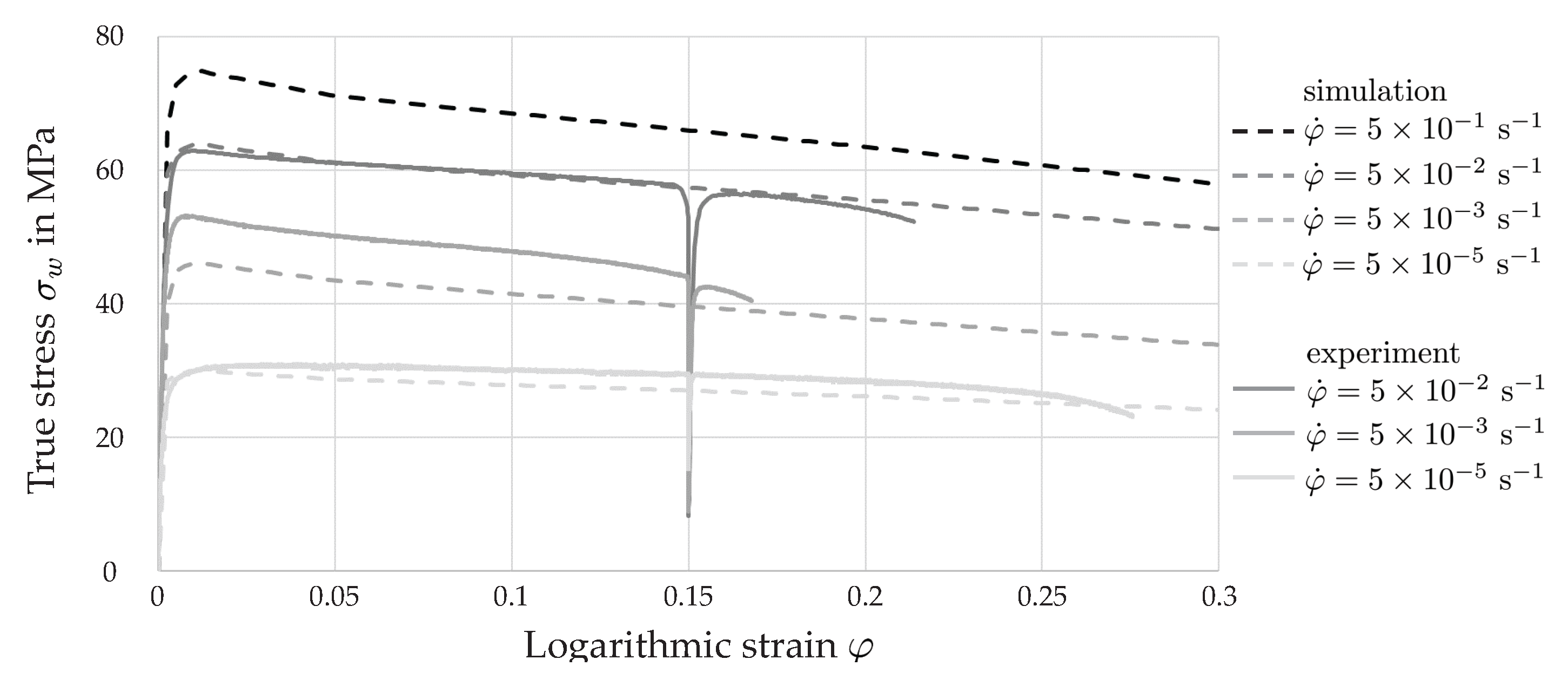
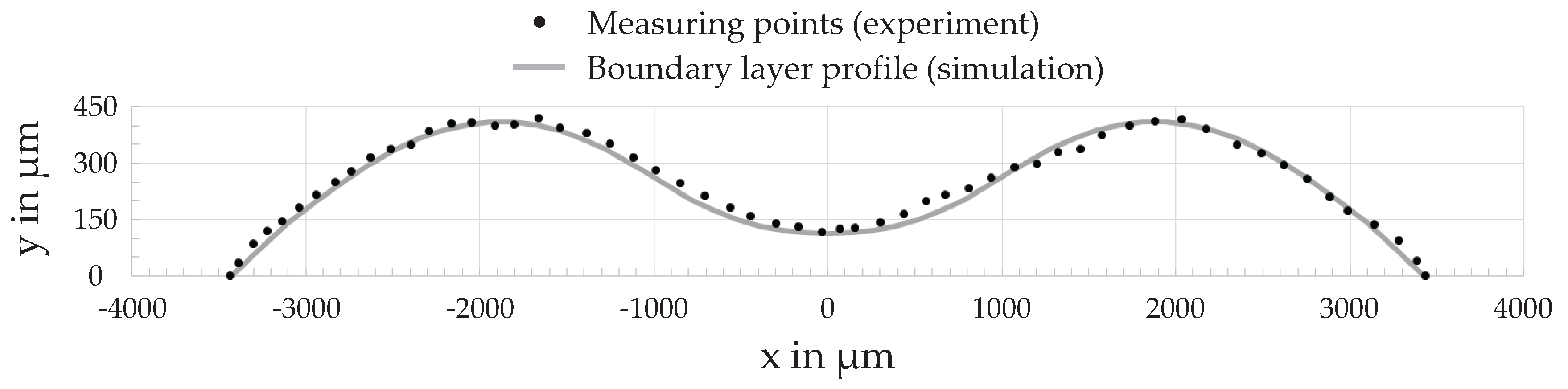
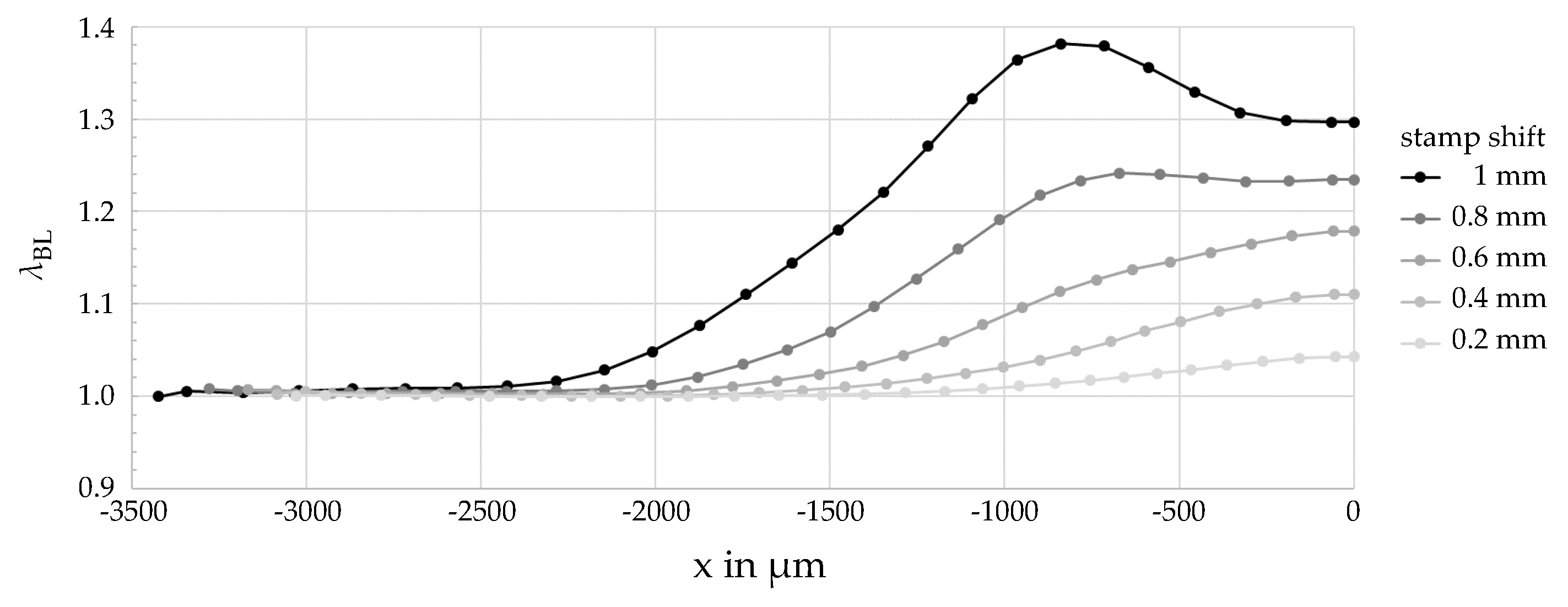
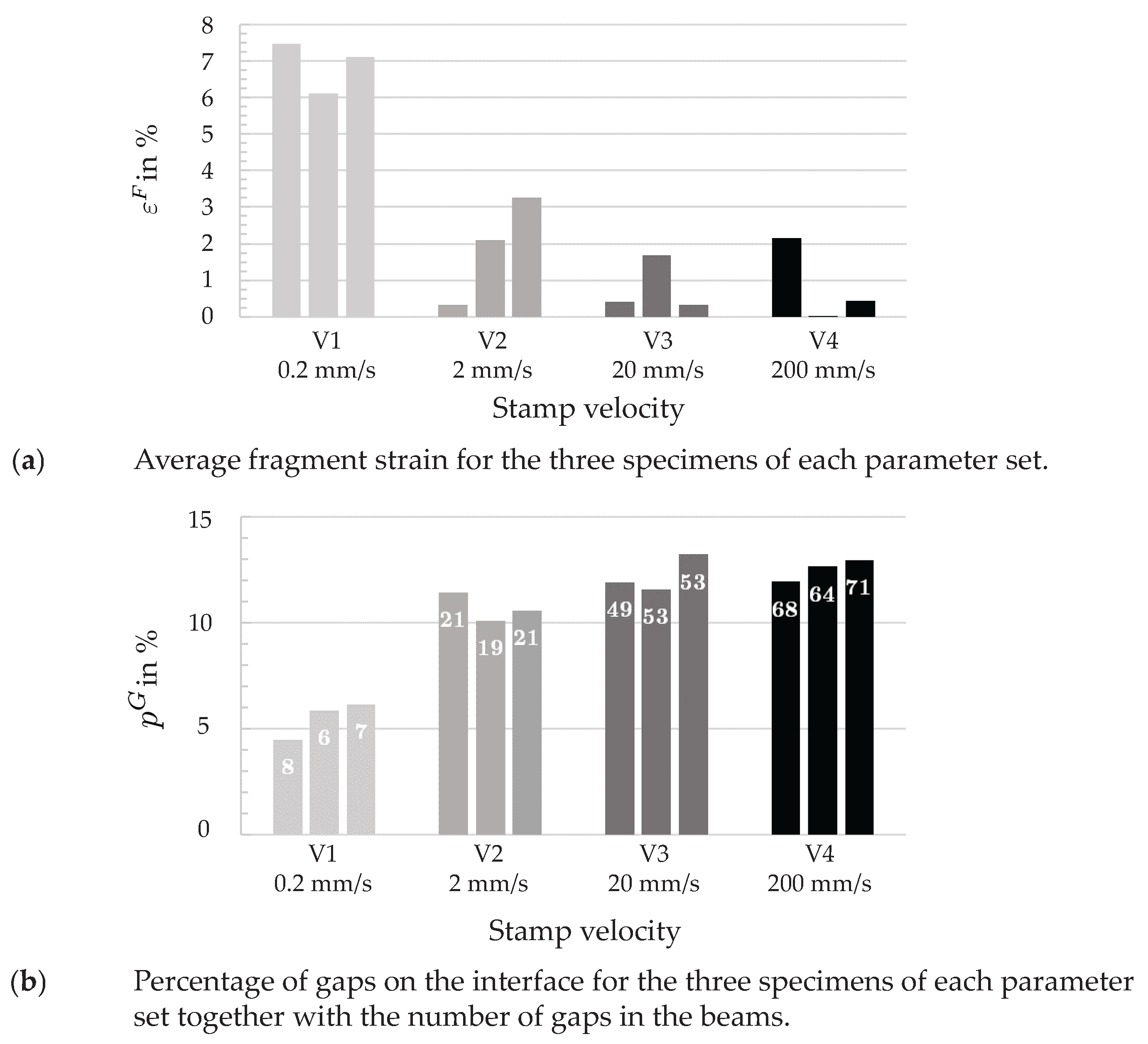
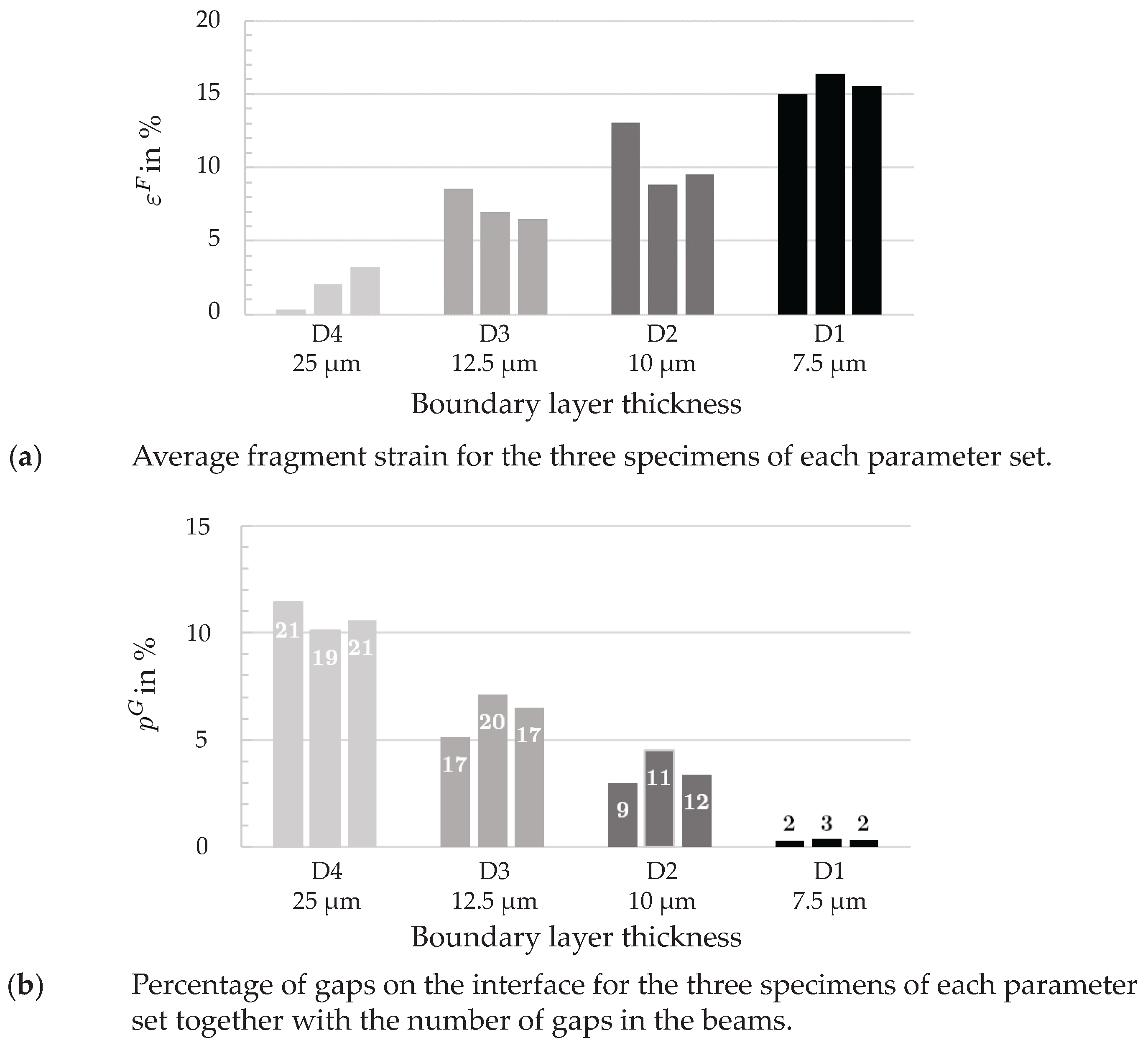
3.2. Stretch of the Boundary Layer
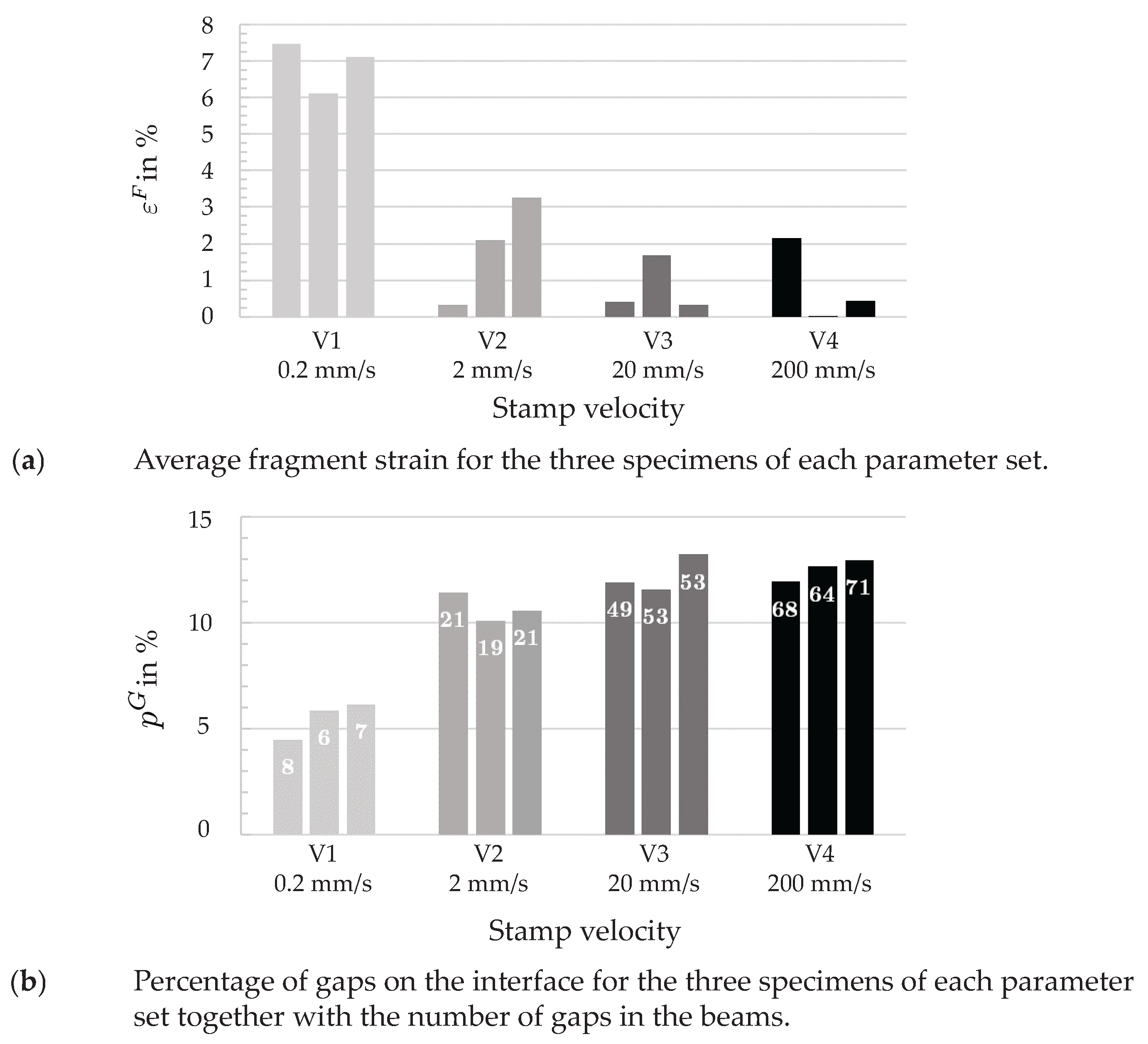
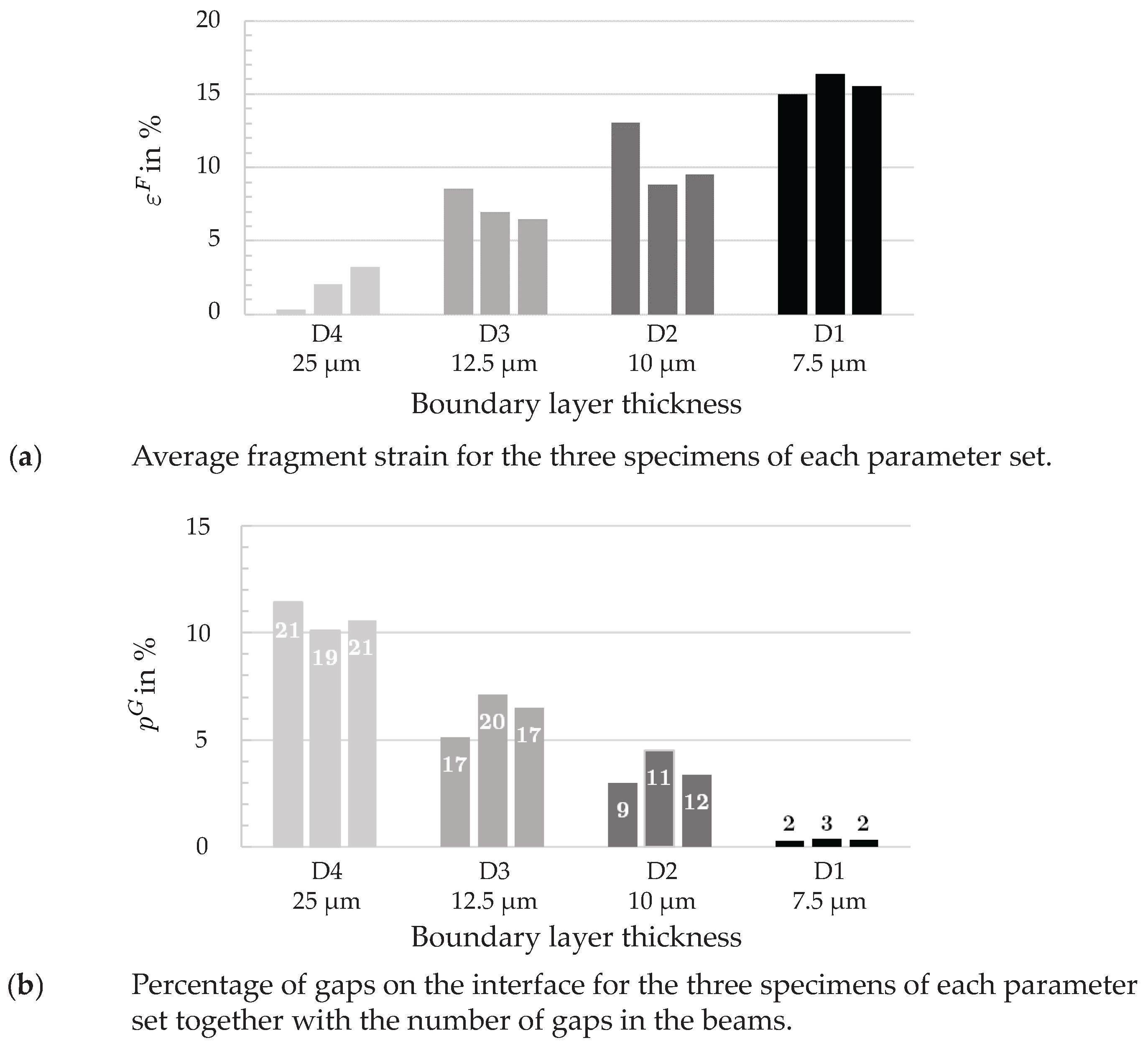
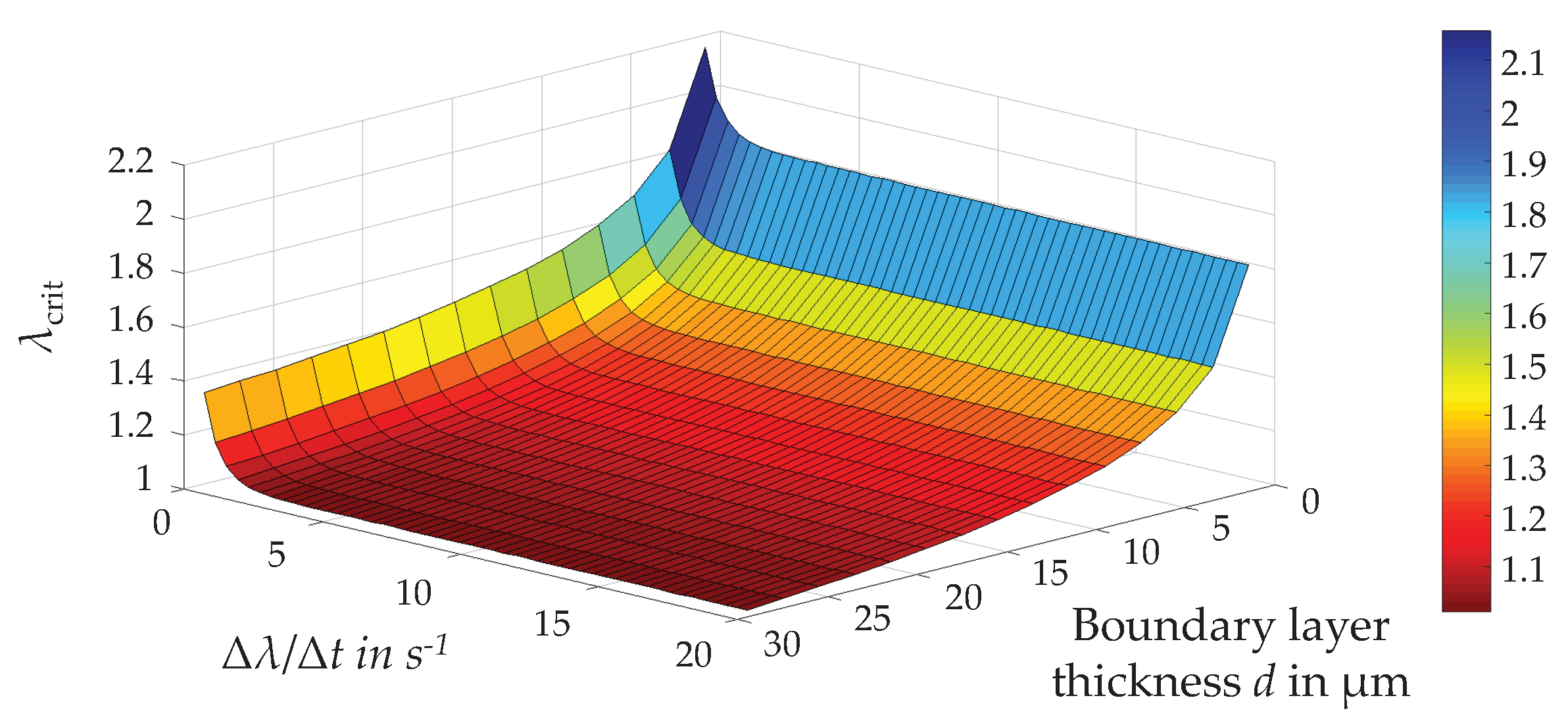
3.3. Fragmentation Criterion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Klüting, M.; Landerl, C. The new BMW inline six-cylinder spark-ignition engine. MTZ Worldw. 2004, 65, 2–5. [Google Scholar]
- Kleiner, M.; Schomäcker, M.; Schikorra, M.; Klaus, A. Herstellung verbundverstärkter Aluminiumprofile für ultraleichte Tragwerke durch Strangpressen. Materialwissenschaft und Werkstofftechnik 2004, 35, 431–439. [Google Scholar] [CrossRef]
- Avitzur, B.; Wu, R.; Talbert, S.; Chou, Y. An Analytical Approach to the Problem of Core Fracture During Extrusion of Bimetal Rods. ASME. J. Eng. Ind. 1985, 107, 247–253. [Google Scholar] [CrossRef]
- Story, J.; Avitzur, B.; Hahn, W.C., Jr. The Effect of Receiver Pressure on the Observed Flow Pattern in the Hydrostatic Extrusion of Bimetal Rods. ASME. J. Eng. Ind. 1976, 98, 909–913. [Google Scholar] [CrossRef]
- Feuerhack, A. Experimentelle und Numerische Untersuchungen von Al-Mg-Verbunden Mittels Verbundschmieden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 23 May 2014. [Google Scholar]
- Lehmann, T. Experimentell-Numerische Analyse Mechanischer Eigenschaften von Aluminium/Magnesium-Werkstoffverbunden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 29 June 2012. [Google Scholar]
- Kittner, K.; Feuerhack, A.; Förster, W.; Binotsch, C.; Graf, M. Recent Developments for the Production of Al-Mg Compounds. Mater. Today Proc. 2015, 2, S225–S232. [Google Scholar] [CrossRef]
- Kirbach, C.; Stockmann, M.; Ihlemann, J. Experimental and numerical investigations of Al/Mg-compound specimens under bending after mass forming processes. In Proceedings of the 31st Danubia Adria Symposium on Advances in Experimental Mechanics, Kempten, Germany, 24–27 September 2014; pp. 32–33. [Google Scholar]
- Förster, W.; Binotsch, C.; Awiszus, B.; Lehmann, T.; Müller, J.; Kirbach, C.; Stockmann, M.; Ihlemann, J. Forging of eccentric co-extruded Al-Mg compounds and analysis of the interface strength. IOP Conf. Ser. Mat. Sci. Eng. 2016, 118, 012032. [Google Scholar] [CrossRef]
- Kosch, K.G.; Frischkorn, C.; Huskic, A.; Odening, D.; Pfeiffer, I.; Prüß, T.; Vahed, N. Effizienter Leichtbau Durch Belastungsangepasste und Anwendungsoptimierte Multimaterial-Schmiedebauteile; UTF Science, Meisenbach Verlag Bamberg: Bamberg, Germany, 2012; pp. 1–17. [Google Scholar]
- Kosch, K.G.; Pfeiffer, I.; Foydl, A.; Behrens, B.; Tekkaya, A. Schmieden von Partiell Stahlverstärkten Aluminiumhalbzeugen; UTF Science, Meisenbach Verlag Bamberg: Bamberg, Germany, 2012; pp. 1–9. [Google Scholar]
- Foydl, A.; Pfeiffer, I.; Kammler, M.; Pietzka, D.; Matthias, T.; Jäger, A.; Tekkaya, A.; Behrens, B. Manufacturing of Steel-Reinforced Aluminium Productes by Combining Hot Extrusion and Closed-Die Forging. Key Eng. Mater. 2012, 504–506, 481–486. [Google Scholar] [CrossRef]
- Kittner, K. Integrativer Modellansatz bei der Co-Extrusion von Aluminium-Magnesium-Werkstoffverbunden. Ph.D. Thesis, Chemnitz University of Technology, Chemnitz, Germany, 11 May 2012. [Google Scholar]
- Negendank, M.; Mueller, S.; Reimers, W. Coextrusion of Mg–Al macro composites. J. Mater. Process. Technol. 2012, 212, 1954–1962. [Google Scholar] [CrossRef]
- Lehmann, T.; Stockmann, M. Residual Stress State and Fracture Mechanical Properties of Al/Mg Compounds. Mater. Today Proc. 2016, 3, 1041–1044. [Google Scholar]
- Lehmann, T.; Stockmann, M. Residual Stress Analysis of Al/Mg Compounds by Using the Hole Drilling Method. J. Jpn. Soc. Exp. Mech. 2011, 11, s233–s238. [Google Scholar]
- Lehmann, T.; Stockmann, M.; Naumann, J. Experimental and Numerical Investigations of Al/Mg Compound Specimens under Load in an Extended Temperature Range. FME Trans. 2009, 37, 1–8. [Google Scholar]
- Kittner, K.; Awiszus, B.; Lehmann, T.; Stockmann, M.; Naumann, J. Numerische und experimentelle Untersuchungen zur Herstellung von stranggepressten Aluminium/Magnesium-Werkstoffverbunden und zur Festigkeit des Interface. Materialwissenschaft und Werkstofftechnik 2009, 40, 532–539. [Google Scholar] [CrossRef]
- Kittner, K.; Binotsch, C.; Awiszus, B.; Lehmann, T.; Stockmann, M. Herstellungsprozess zur Erzeugung schädigungsarmer Al/Mg-Verbunde und Analyse der mechanischen Grundeigenschaften sowie der Interfacefestigkeit. Materialwissenschaft und Werkstofftechnik 2010, 41, 744–755. [Google Scholar]
- Lehmann, T.; Stockmann, M.; Kittner, K.; Binotsch, C.; Awiszus, B. Bruchmechanische Eigenschaften von Al/Mg-Verbunden und deren Fließverhalten im Herstellungsprozess. Materialwissenschaft und Werkstofftechnik 2011, 42, 612–623. [Google Scholar]
- Kirbach, C.; Lehmann, T.; Stockmann, M.; Ihlemann, J. Digital Image Correlation Used for Experimental Investigations of Al/Mg Compounds. Strain 2015, 51, 223–234. [Google Scholar] [CrossRef]
- Dietrich, D.; Nickel, D.; Krause, M.; Lampke, T.; Coleman, M.P.; Randle, V. Formation of intermetallic phases in diffusion-welded joints of aluminium and magnesium alloys. J. Mater. Sci. 2011, 46, 357–364. [Google Scholar] [CrossRef]
- Pawelski, H. Erklärung Einiger Mechanischer Eigenschaften von Elastomerwerkstoffen mit Methoden der Statistischen Physik. Ph.D. Thesis, Universität Hannover, Hannover, Germany, 1998. [Google Scholar]
- Feuerhack, A.; Binotsch, C.; Awiszus, B.; Wolff, A.; Brämer, C.; Stockmann, M. Materialeigenschaften und Formänderungsvermögen von stranggepressten Al-Mg-Verbunden in Abhängigkeit der Temperatur. Materialwissenschaft und Werkstofftechnik 2012, 43, 601–608. [Google Scholar] [CrossRef]
- Noster, U.; Scholtes, B. Isothermal strain-controlled quasi-static and cyclic deformation behavior of magnesium wrought alloy AZ31. Zeitschrift für Metallkunde 2003, 94, 559–563. [Google Scholar] [CrossRef]
- Ragani, J.; Donnadieu, P.; Tassin, C.; Blandin, J. High-temperature deformation of the γ-Mg17Al12 complex metallic alloy. Scr. Mater. 2011, 65, 253–256. [Google Scholar] [CrossRef]
- Roitsch, S. Microstructural and macroscopic aspects of the plasticity of complex metallic alloys. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2008. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary Layer Thickness d | Stamp Velocity | Abbreviation |
|---|---|---|
| V1 | ||
| V2/D4 | ||
| V3 | ||
| V4 | ||
| D1 | ||
| D2 | ||
| D3 |
| Boundary Layer | Stamp | |||||
|---|---|---|---|---|---|---|
| Thickness d | Velocity | in | in | |||
| 1.03 | 1065 | 1537 | ||||
| 1.04 | 1228 | 1615 | ||||
| 1.14 | 1618 | 2058 | ||||
| 1.35 | 2329 | 3576 | ||||
| (1.26) | 1524 | 3979 | ||||
| 1.30 | 2124 | 2665 | ||||
| 1.25 | 1996 | 2753 | ||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kirbach, C.; Stockmann, M.; Ihlemann, J. A Fragmentation Criterion for the Interface of a Hydrostatic Extruded Al-Mg-Compound. Metals 2018, 8, 157. https://doi.org/10.3390/met8030157
Kirbach C, Stockmann M, Ihlemann J. A Fragmentation Criterion for the Interface of a Hydrostatic Extruded Al-Mg-Compound. Metals. 2018; 8(3):157. https://doi.org/10.3390/met8030157
Chicago/Turabian StyleKirbach, Carola, Martin Stockmann, and Jörn Ihlemann. 2018. "A Fragmentation Criterion for the Interface of a Hydrostatic Extruded Al-Mg-Compound" Metals 8, no. 3: 157. https://doi.org/10.3390/met8030157
APA StyleKirbach, C., Stockmann, M., & Ihlemann, J. (2018). A Fragmentation Criterion for the Interface of a Hydrostatic Extruded Al-Mg-Compound. Metals, 8(3), 157. https://doi.org/10.3390/met8030157