
The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel


Abstract
:1. Introduction
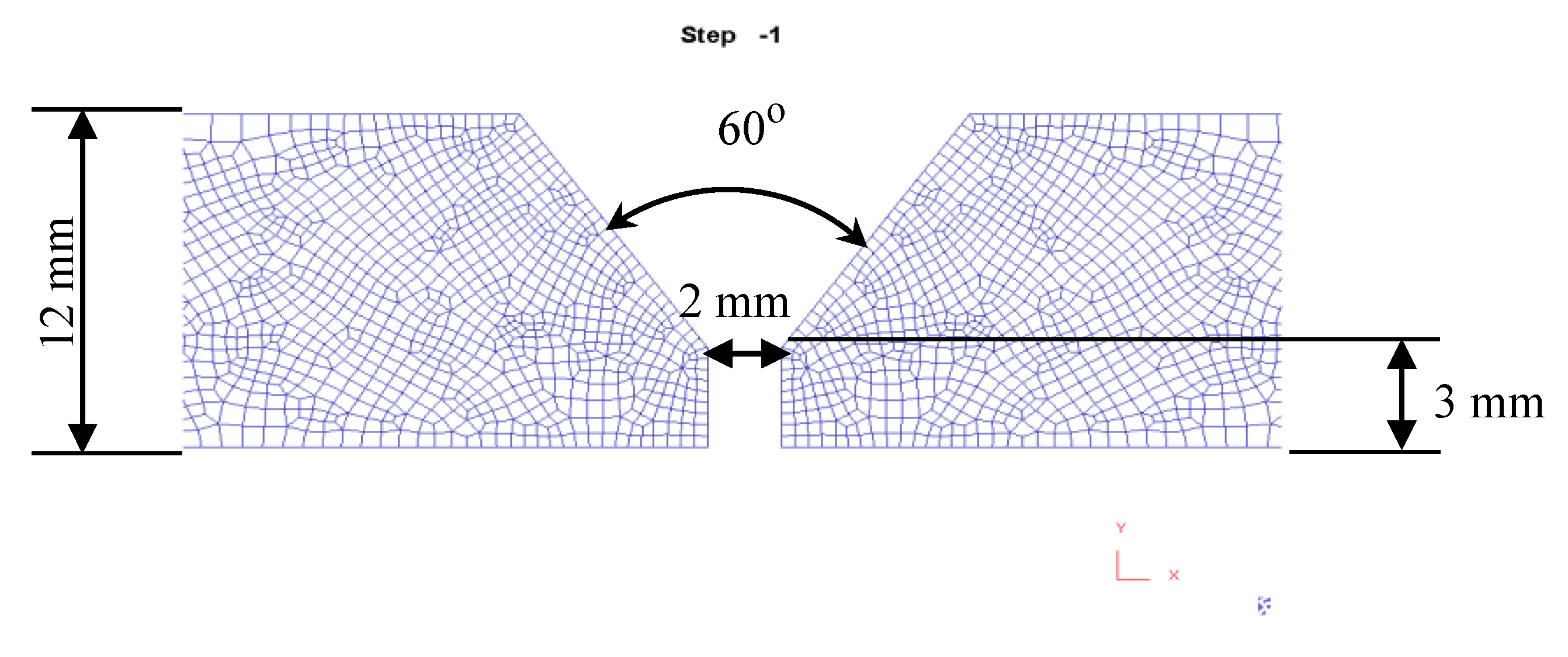
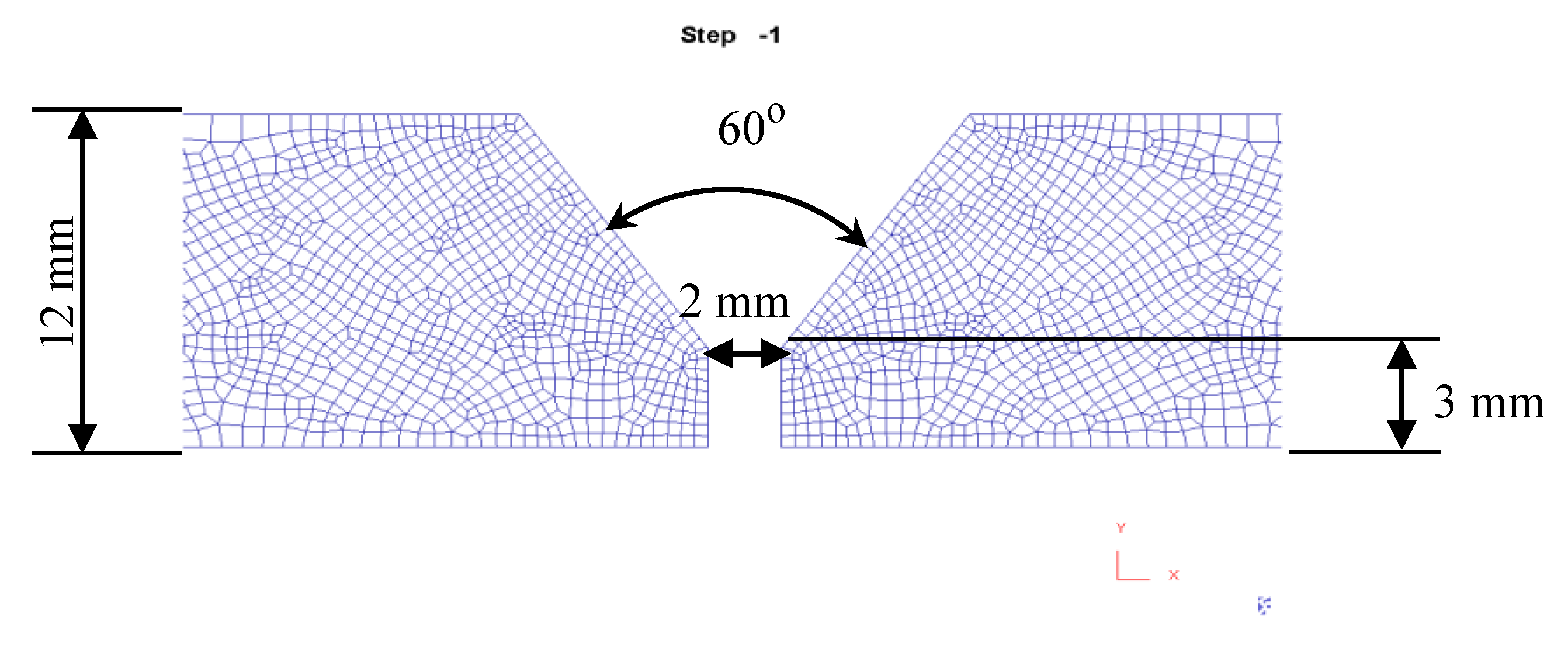
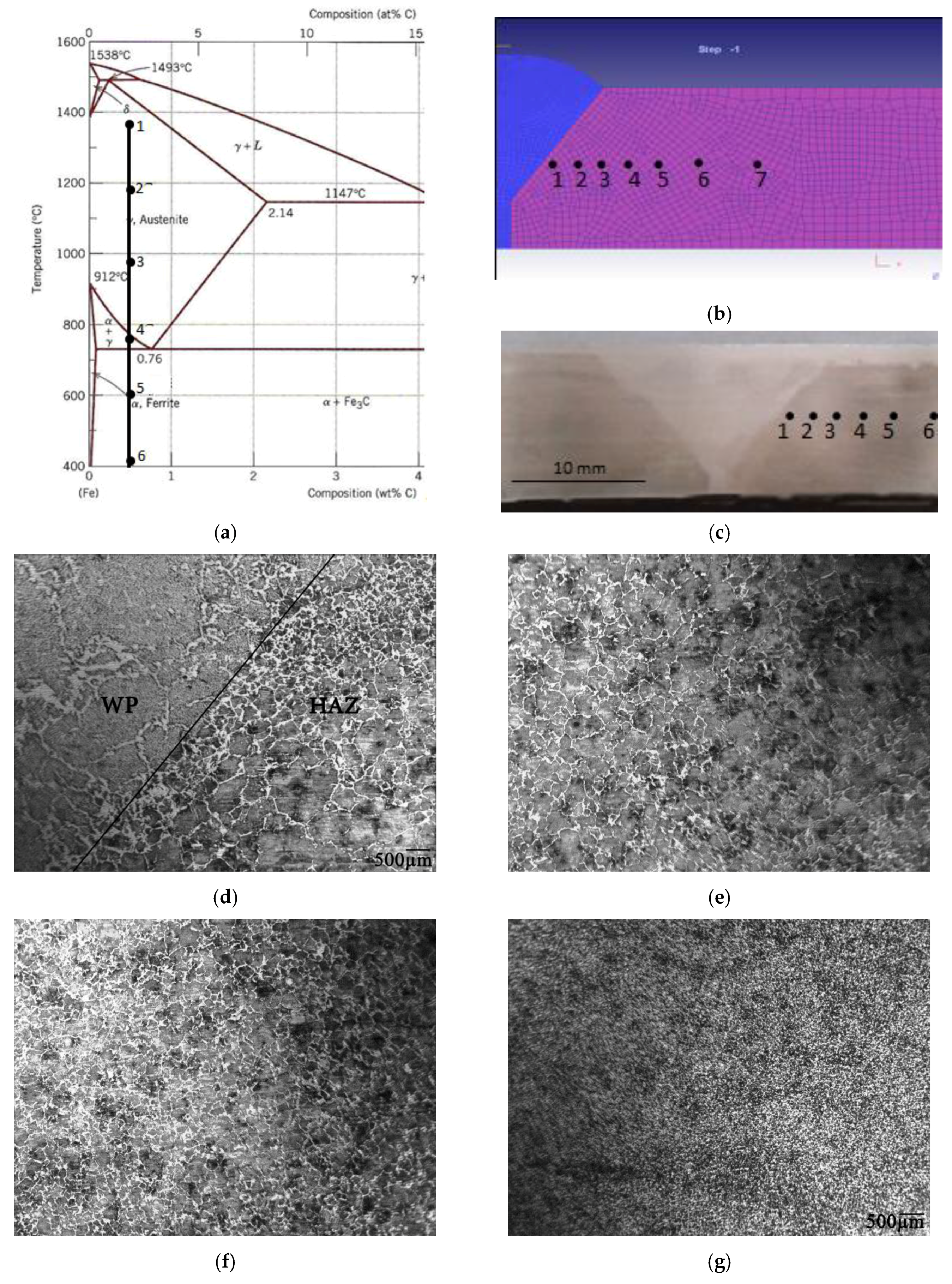
2. The FE Modelling
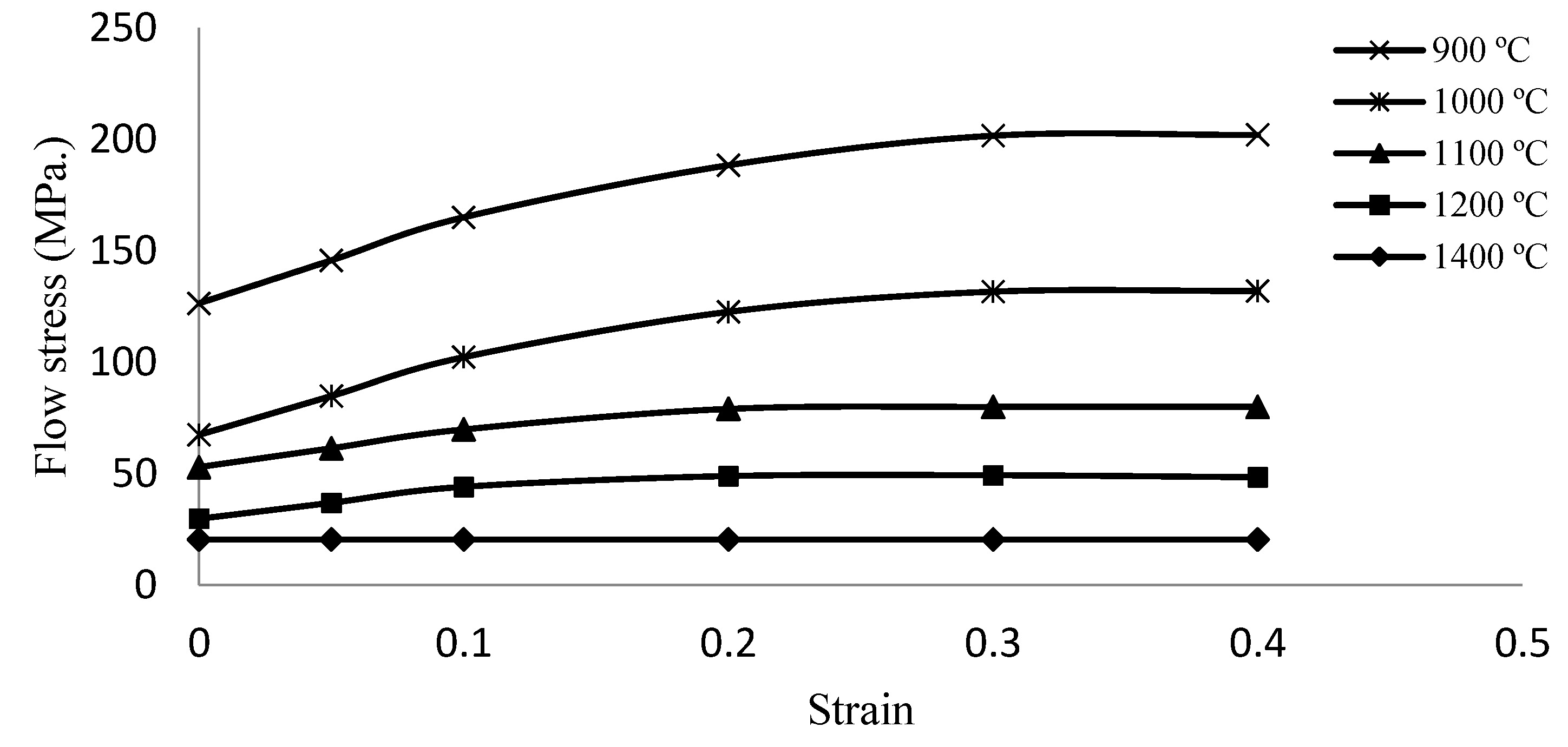
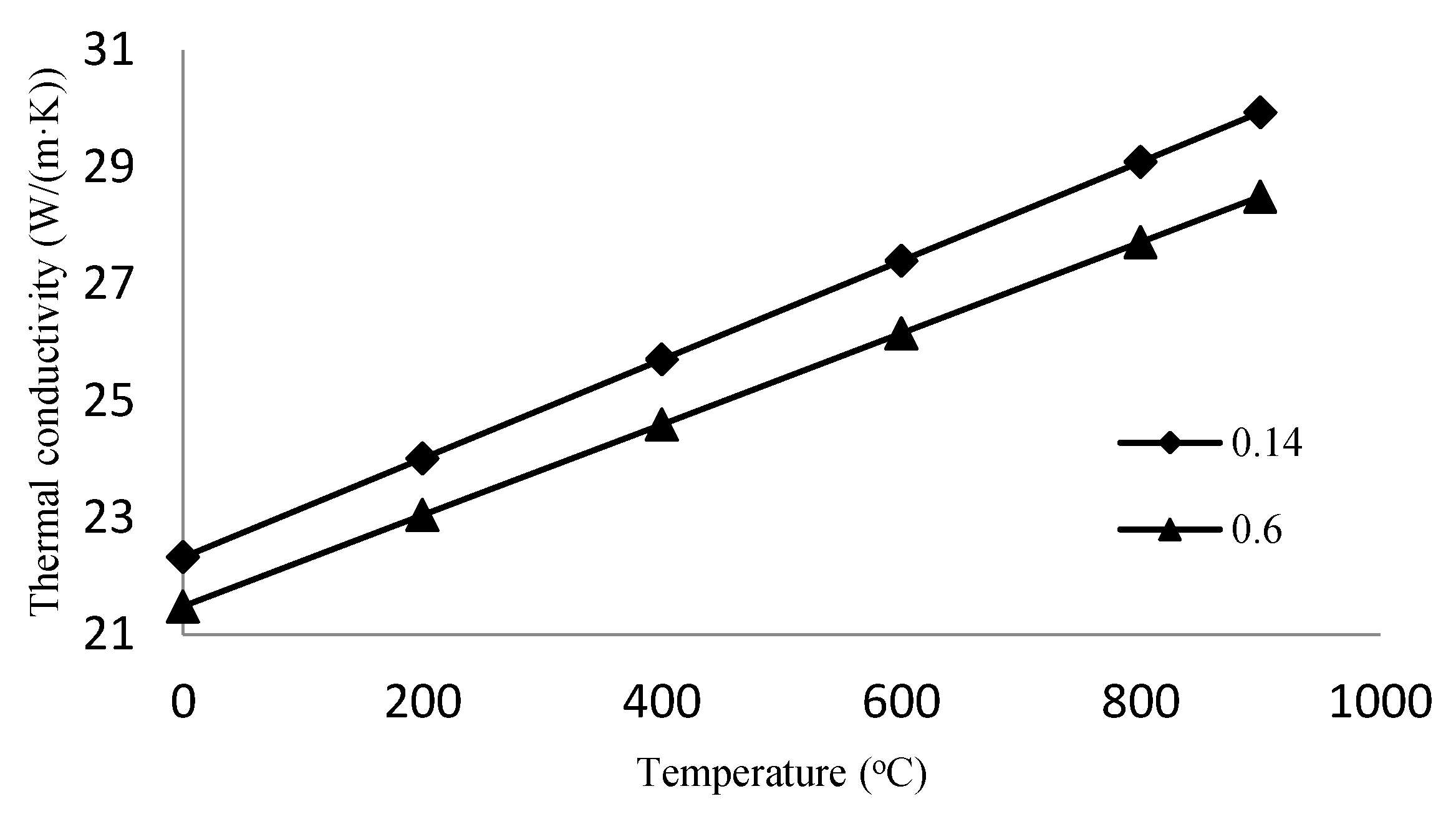
3. Materials and Methods
4. Experimental Work
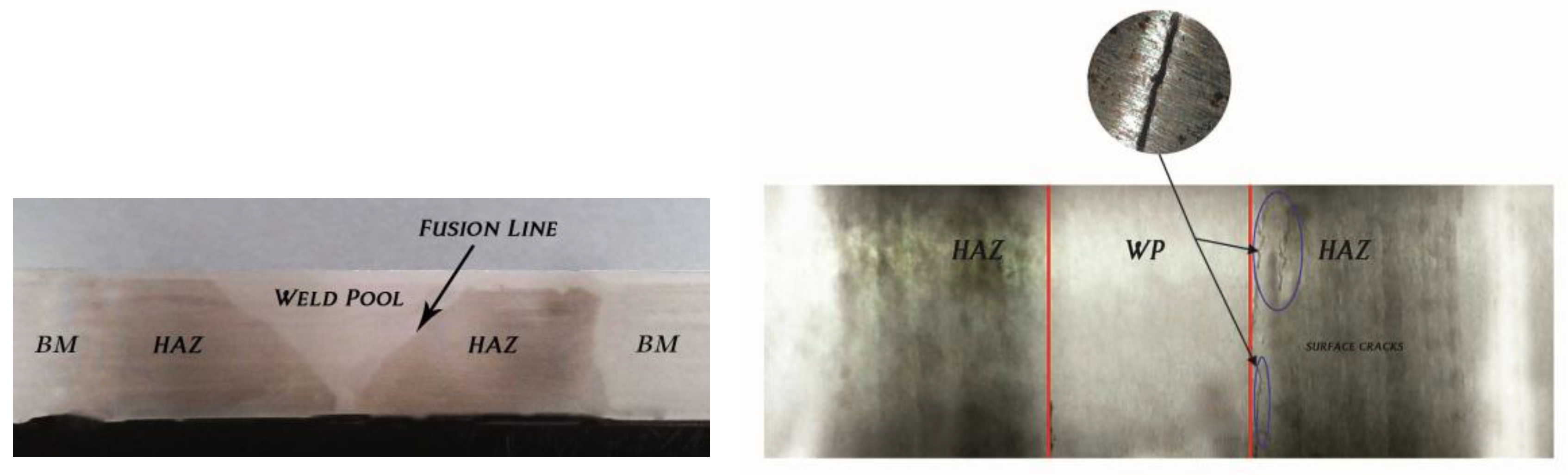
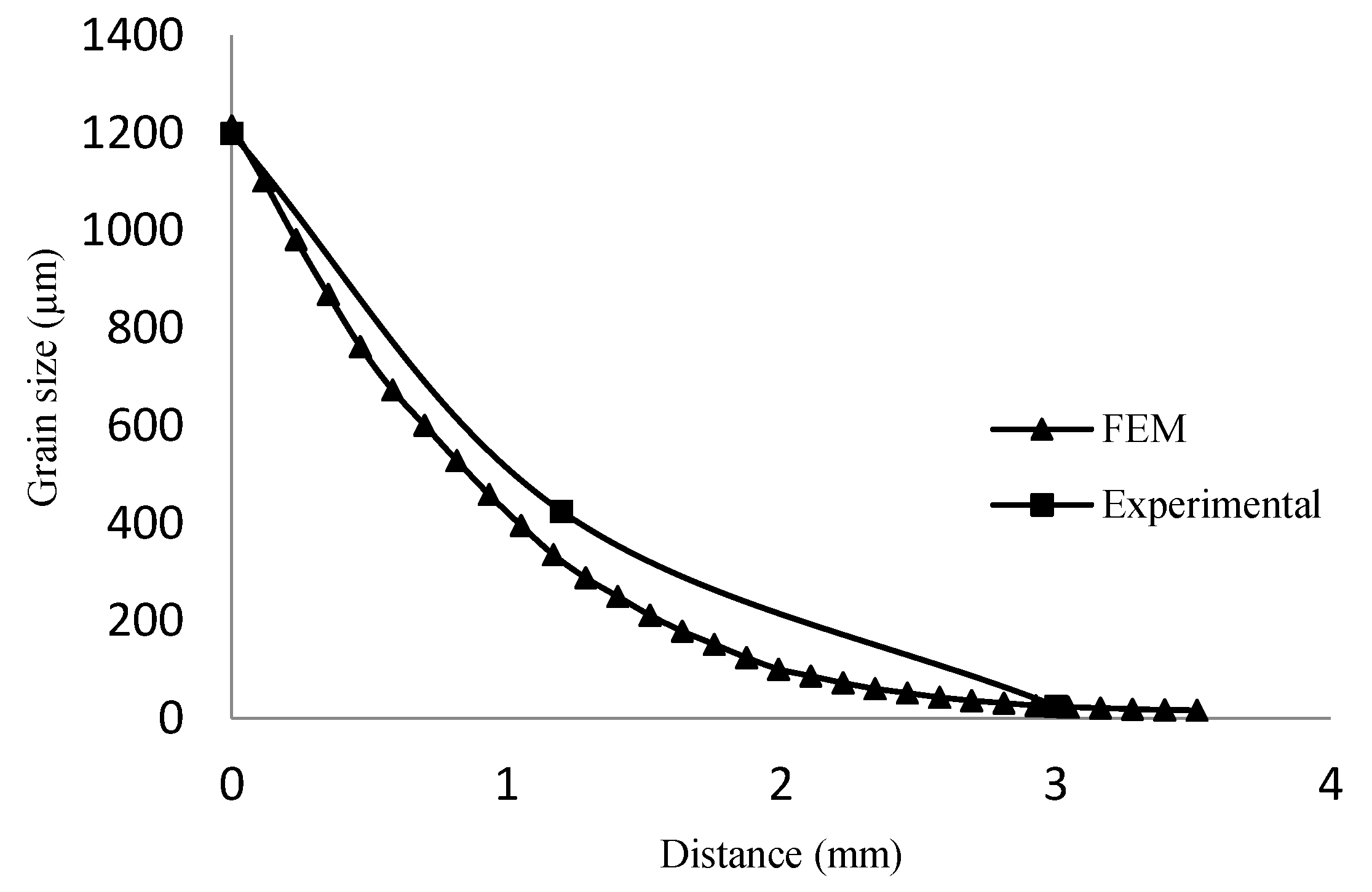
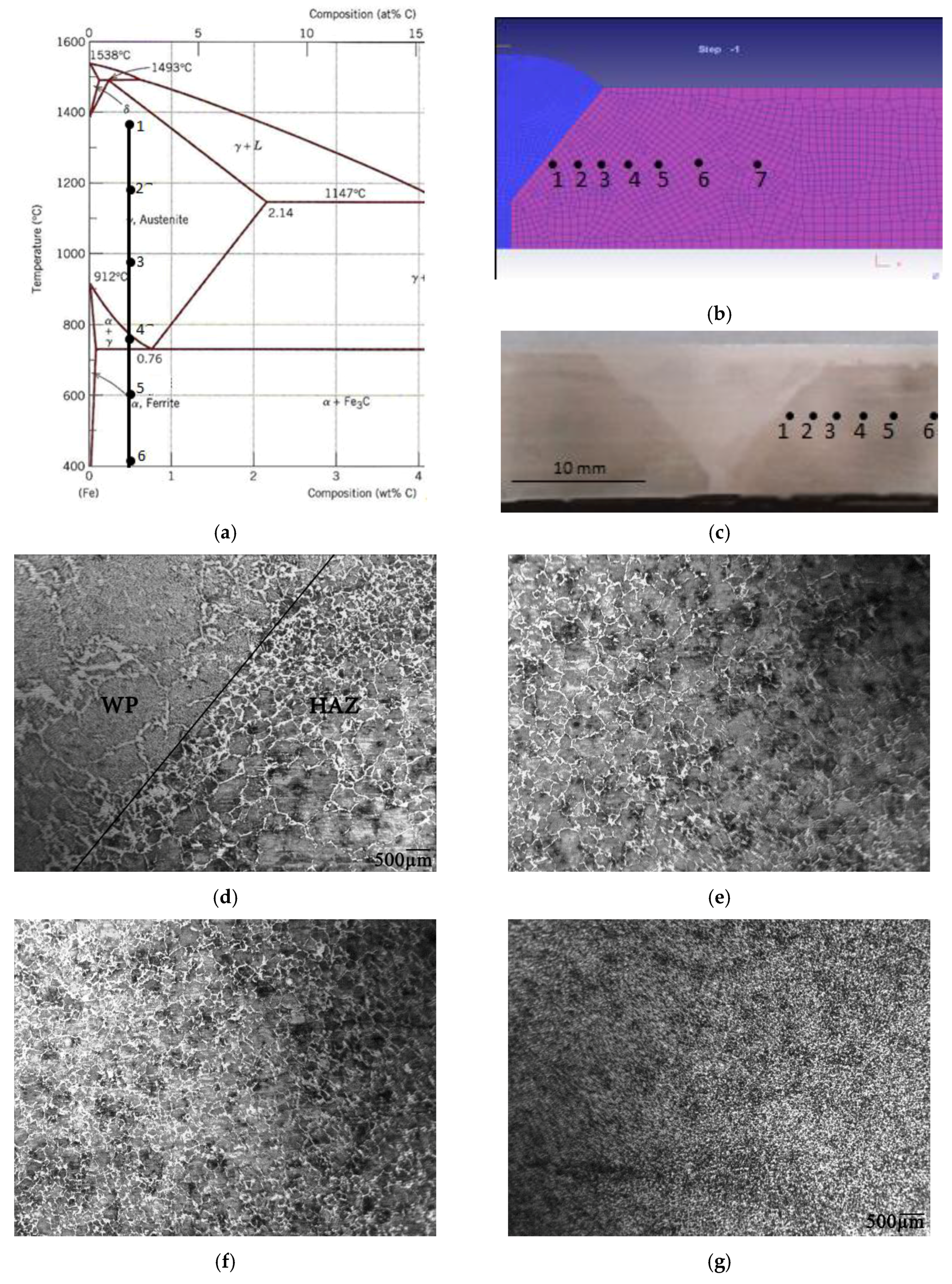
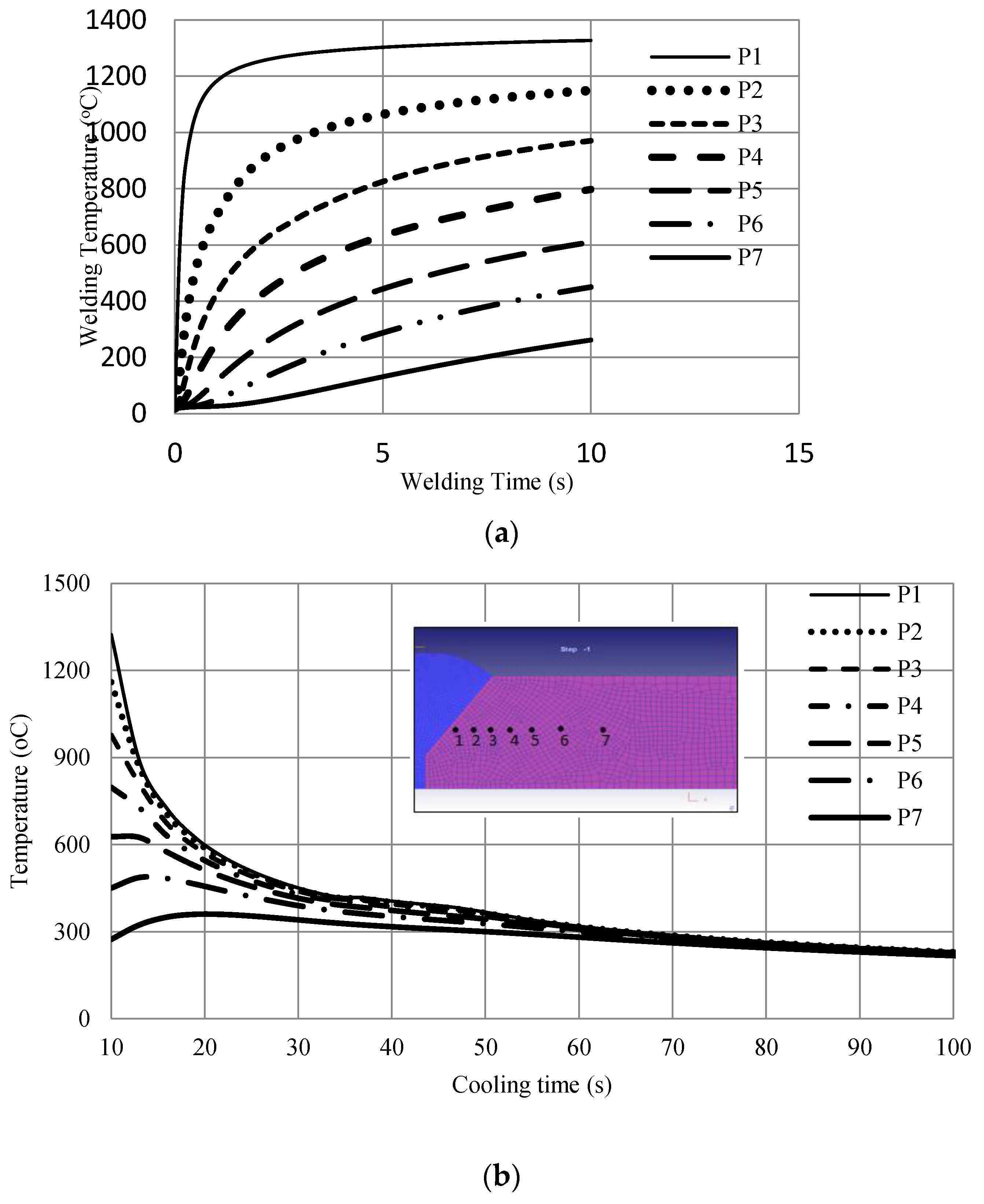
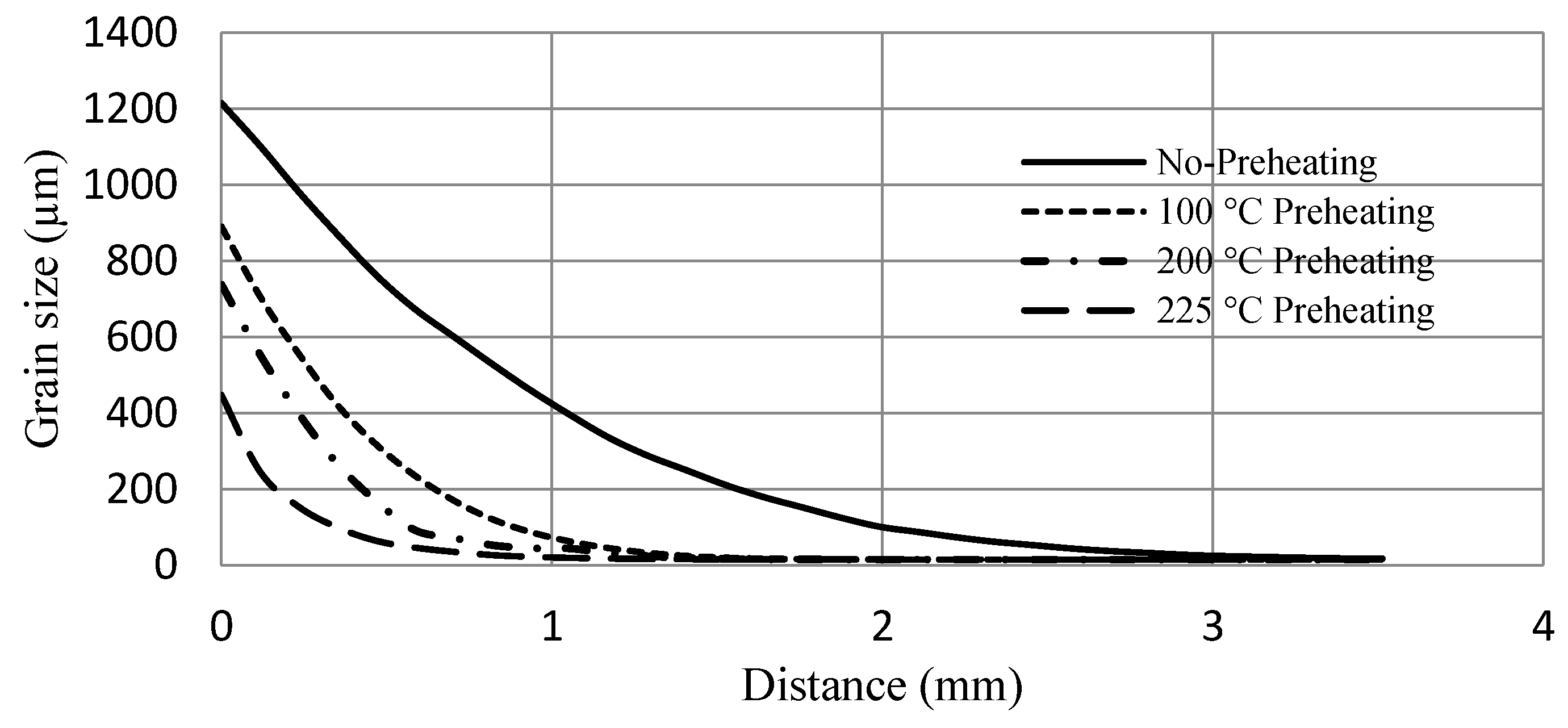
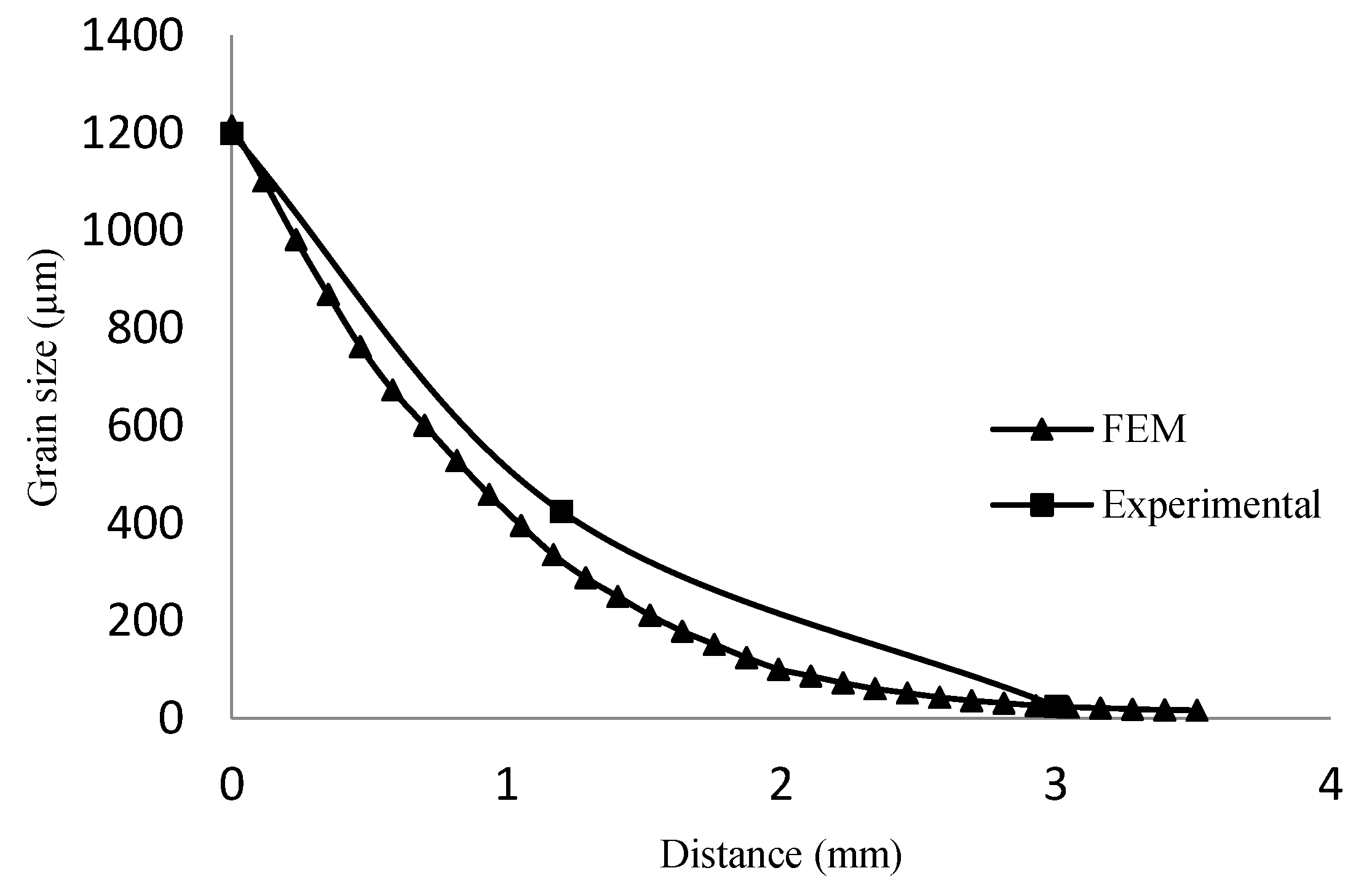
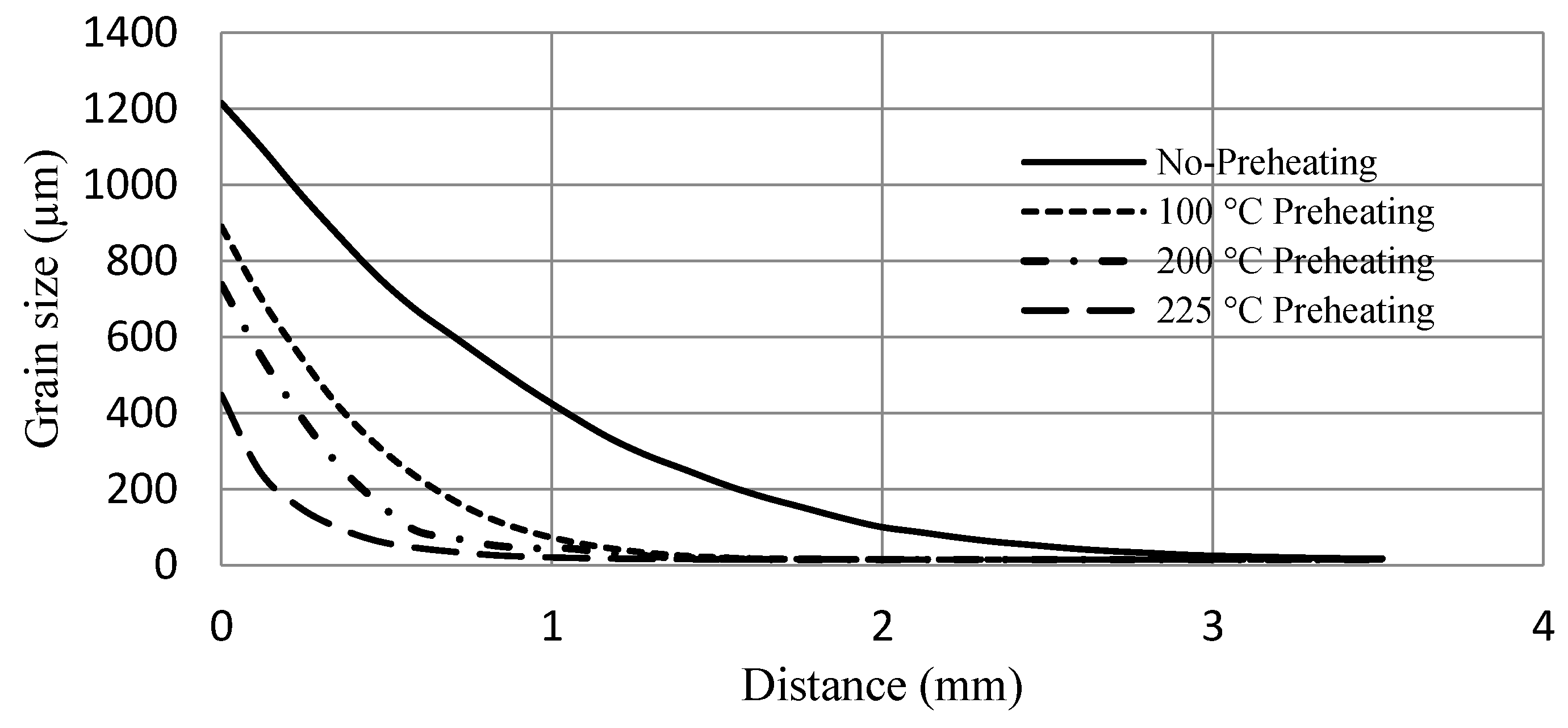
4.1. Microstructure and Grain Size
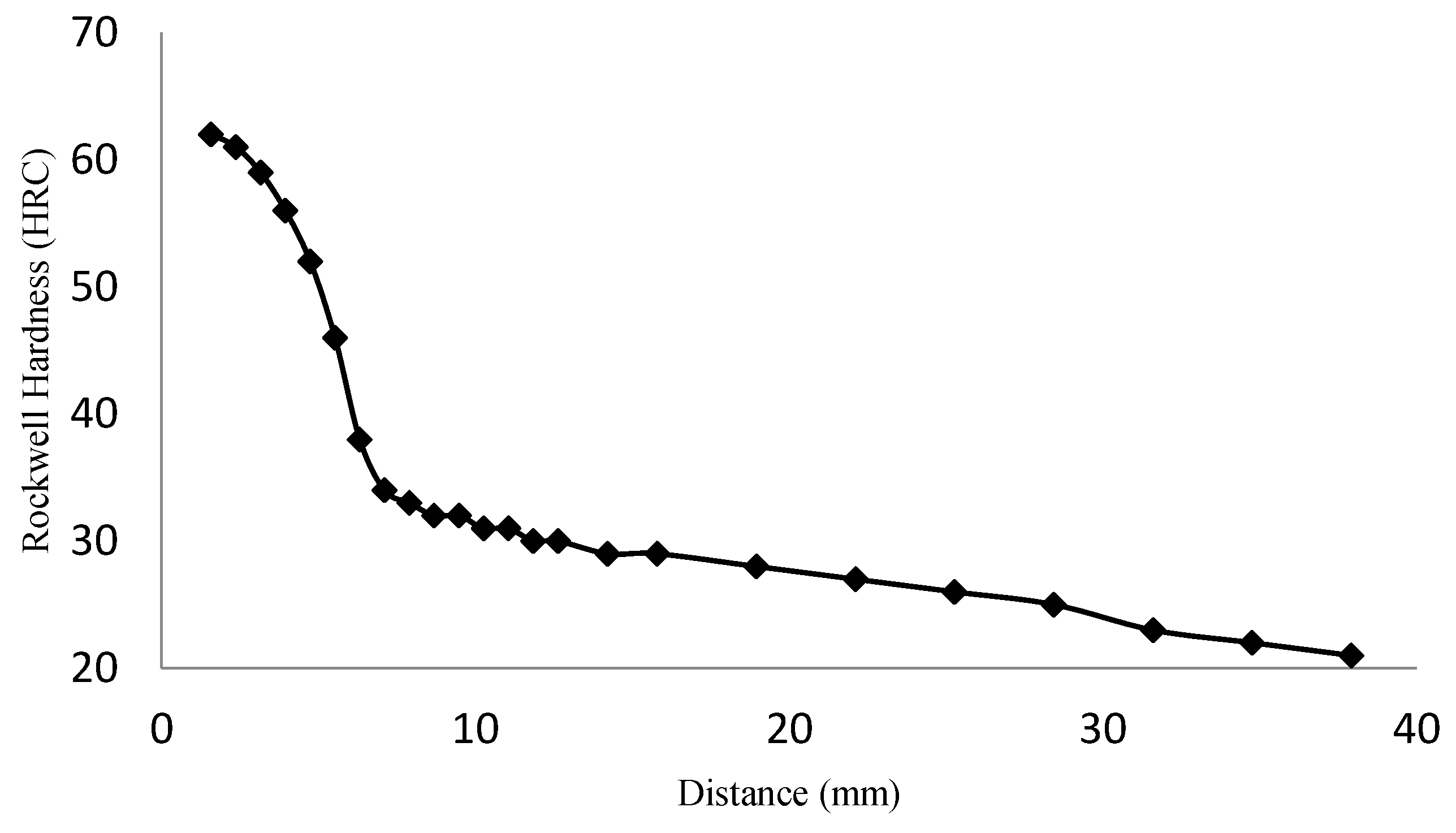
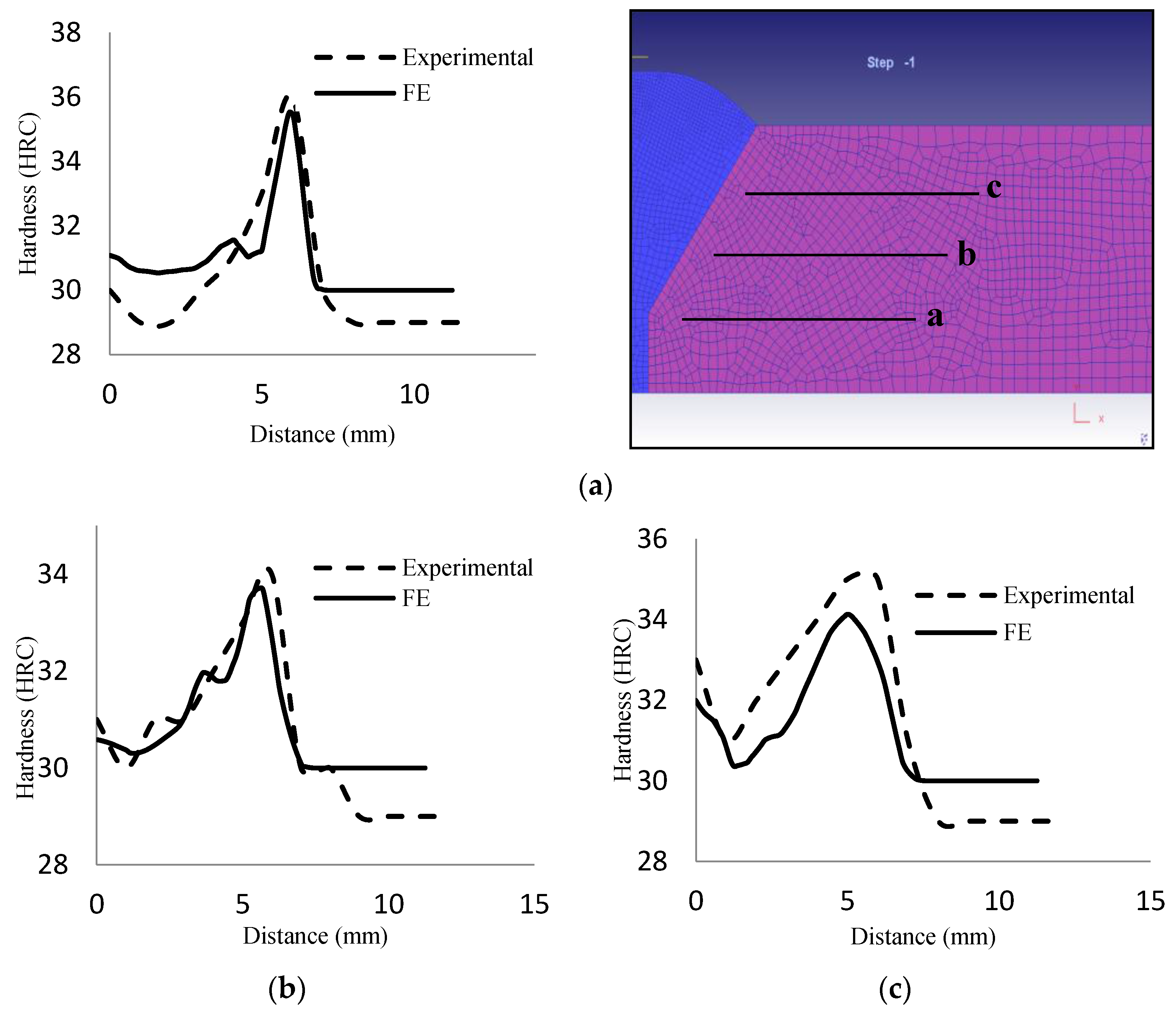
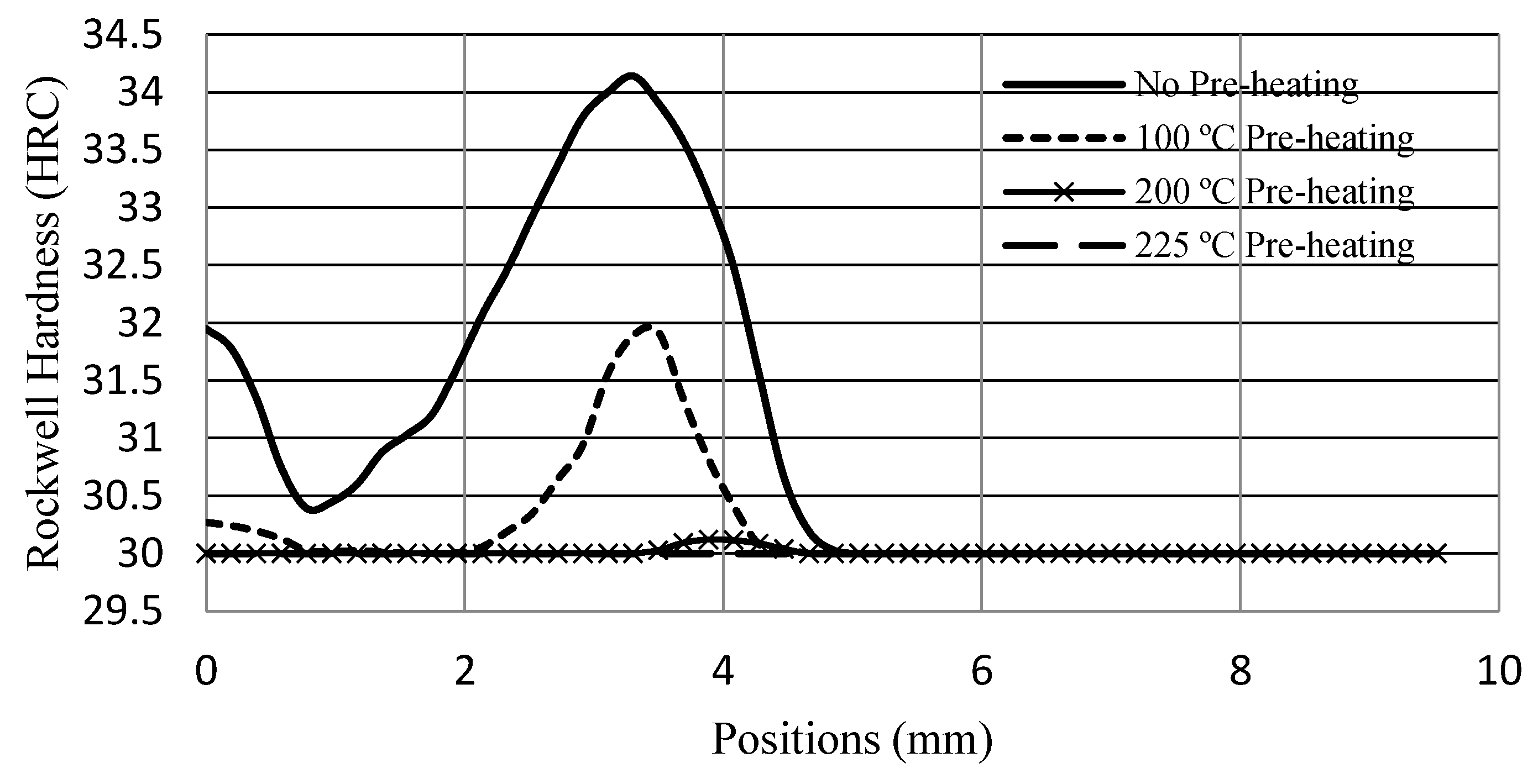
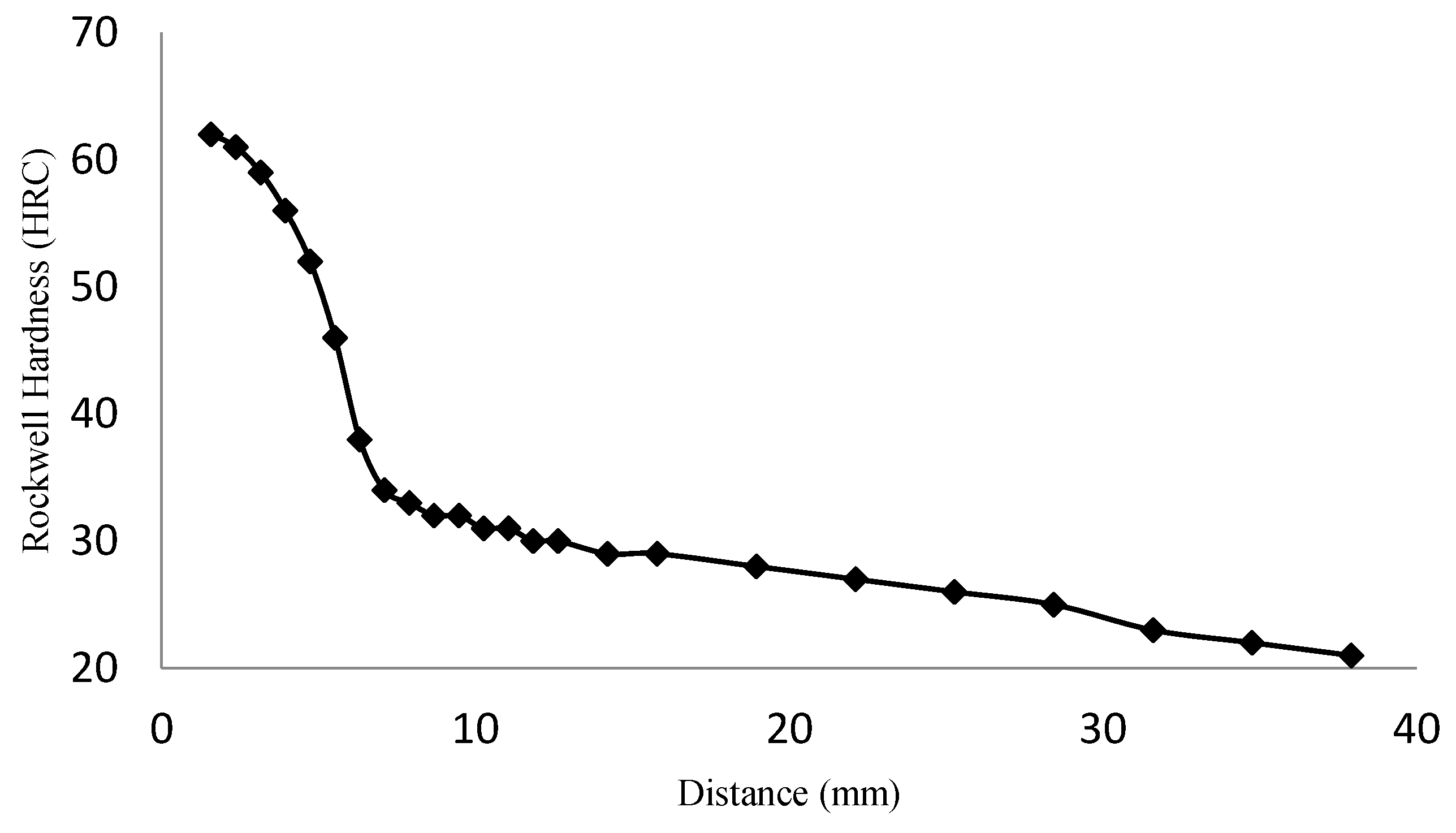
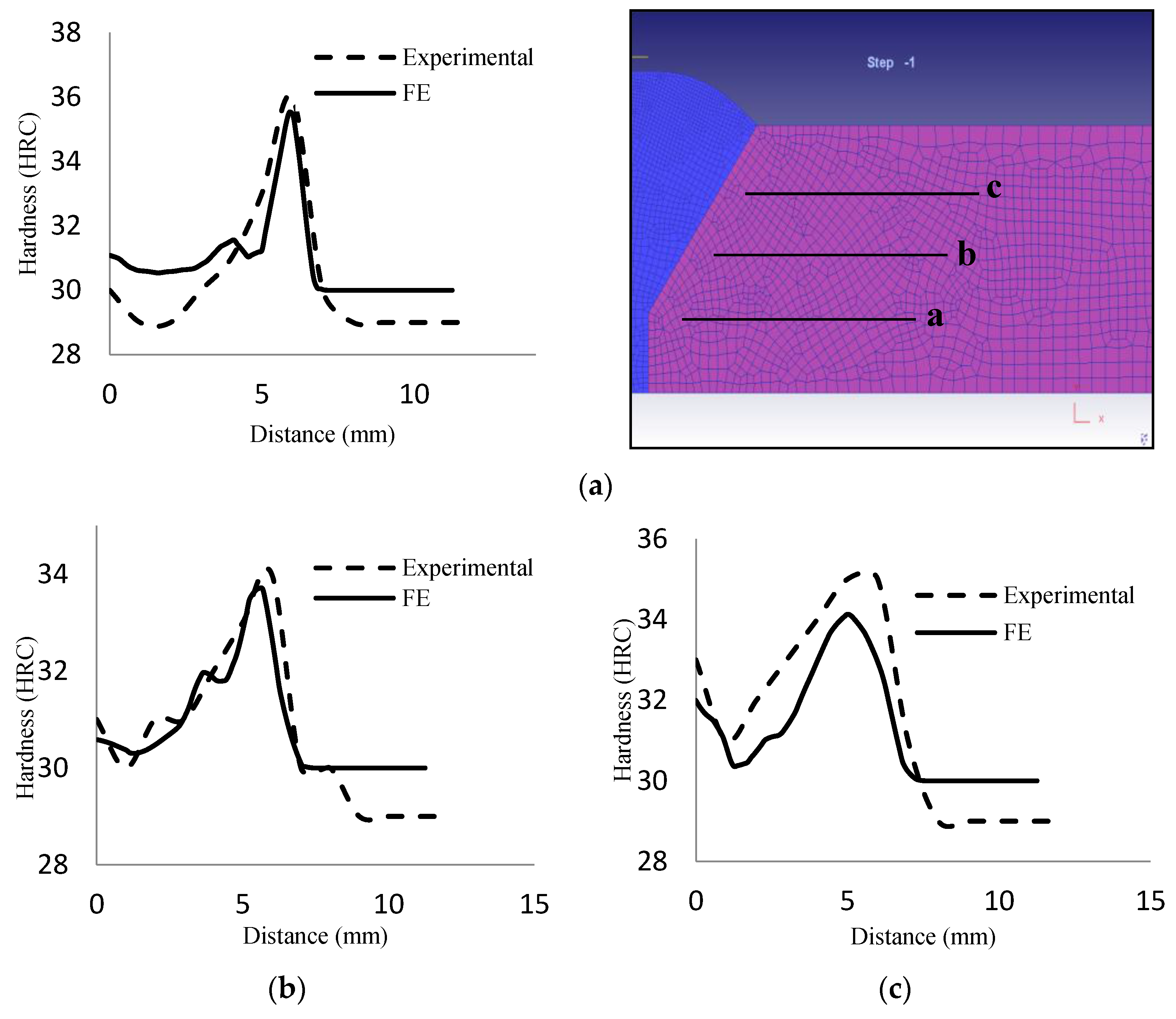
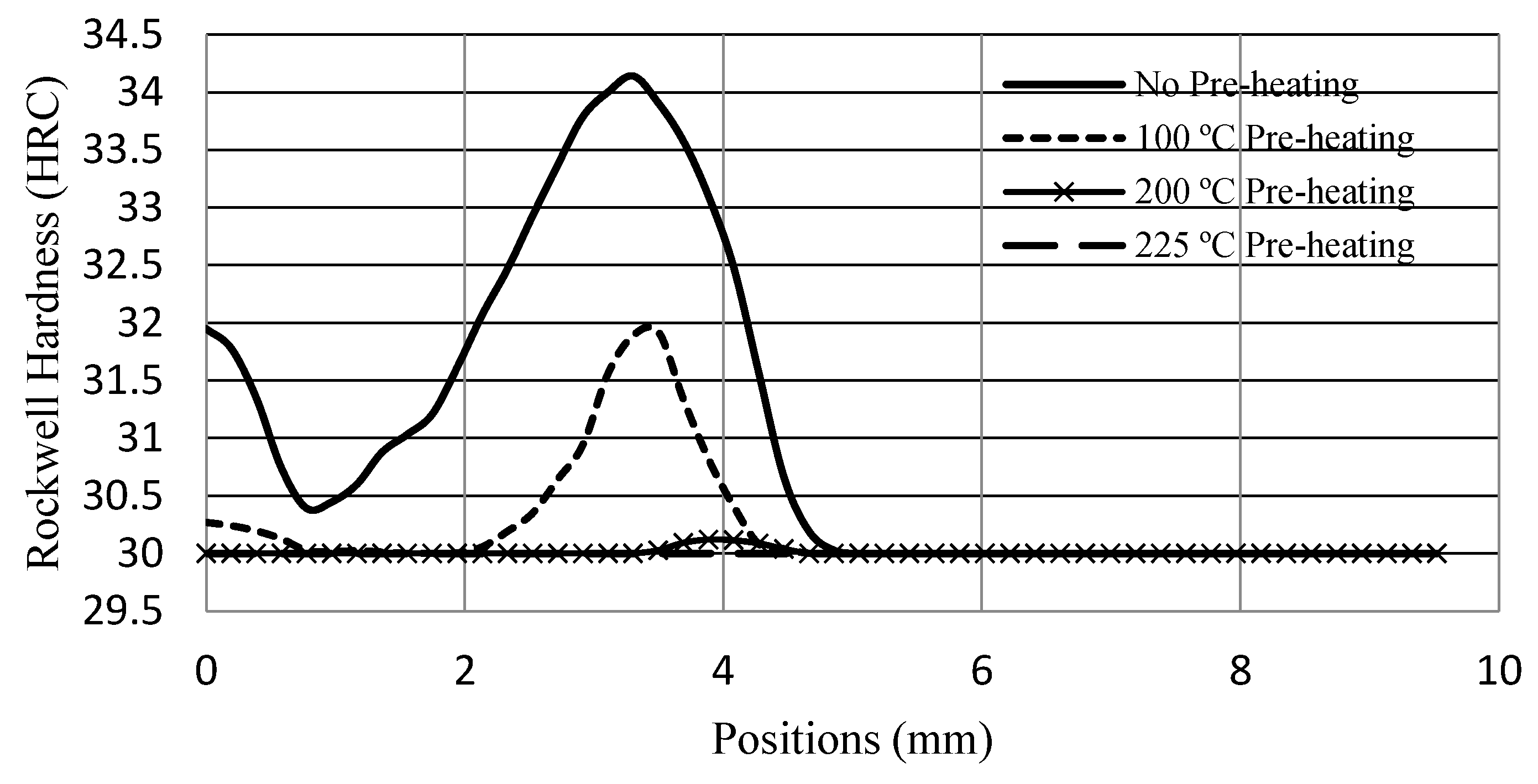
4.2. Hardness Test
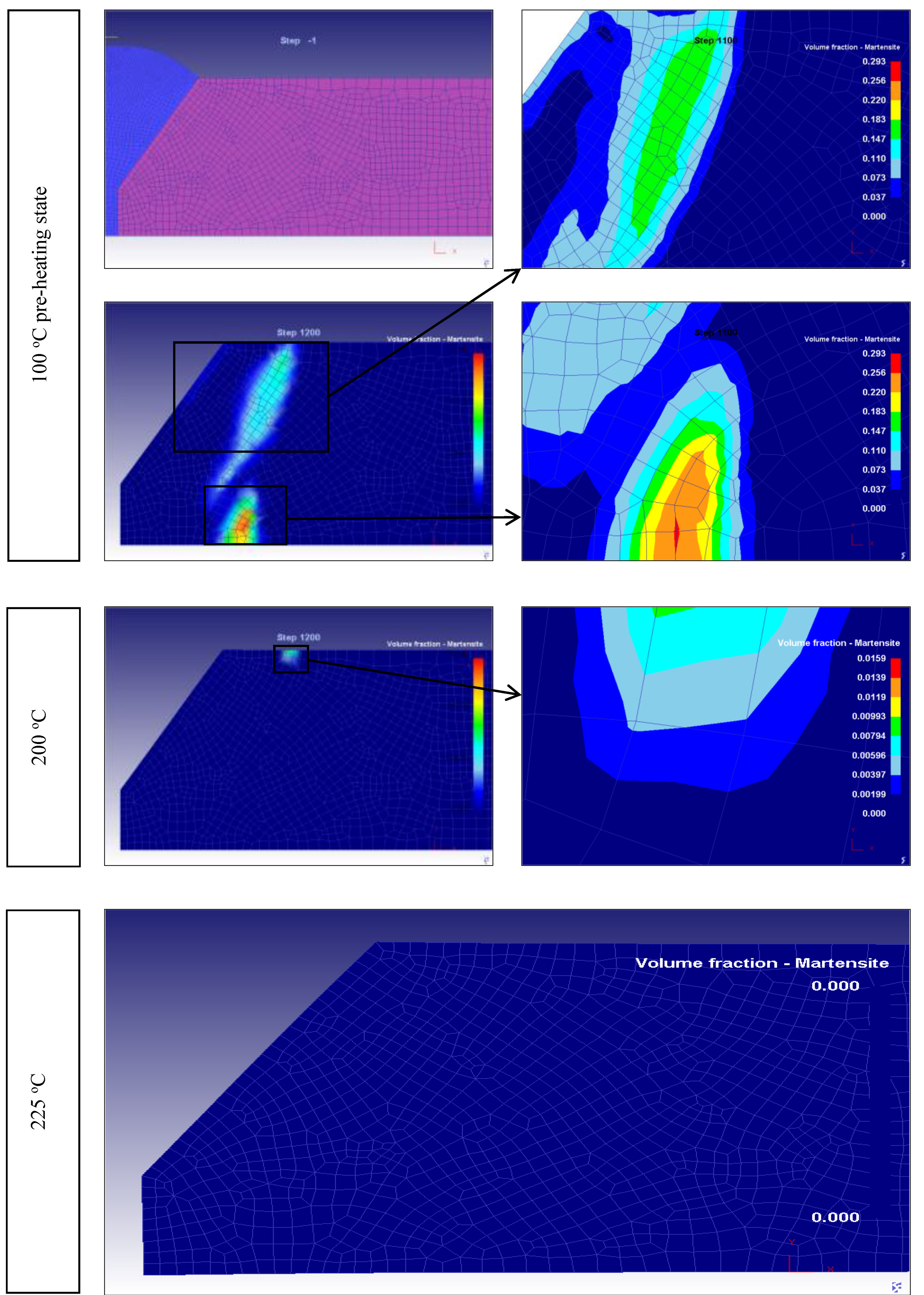
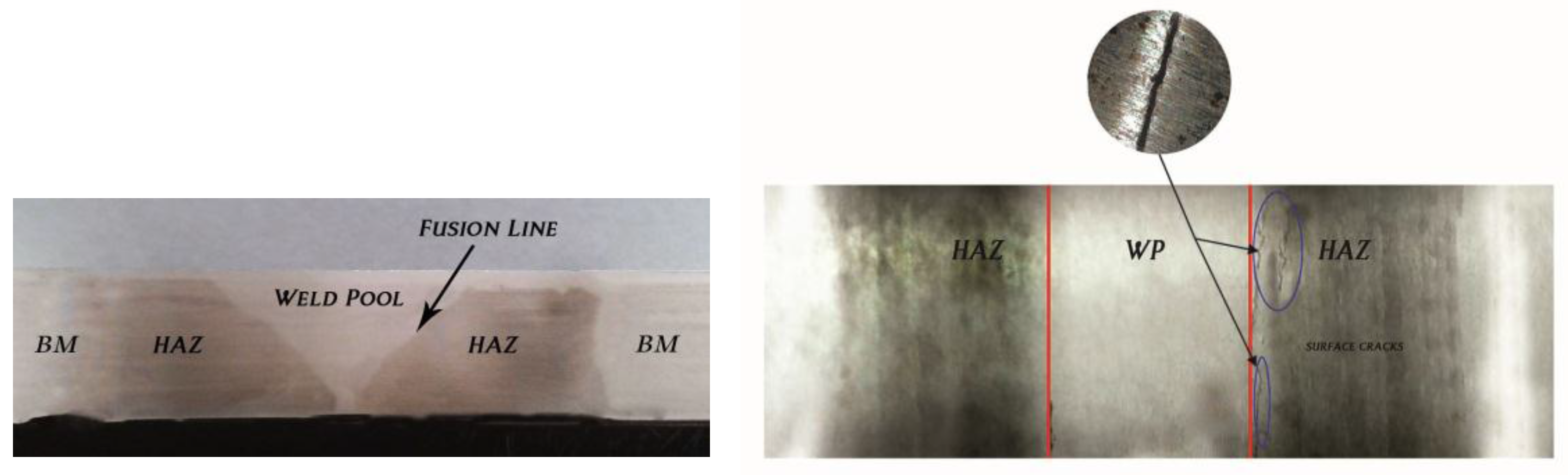
4.3. Preheating Process
5. Conclusions
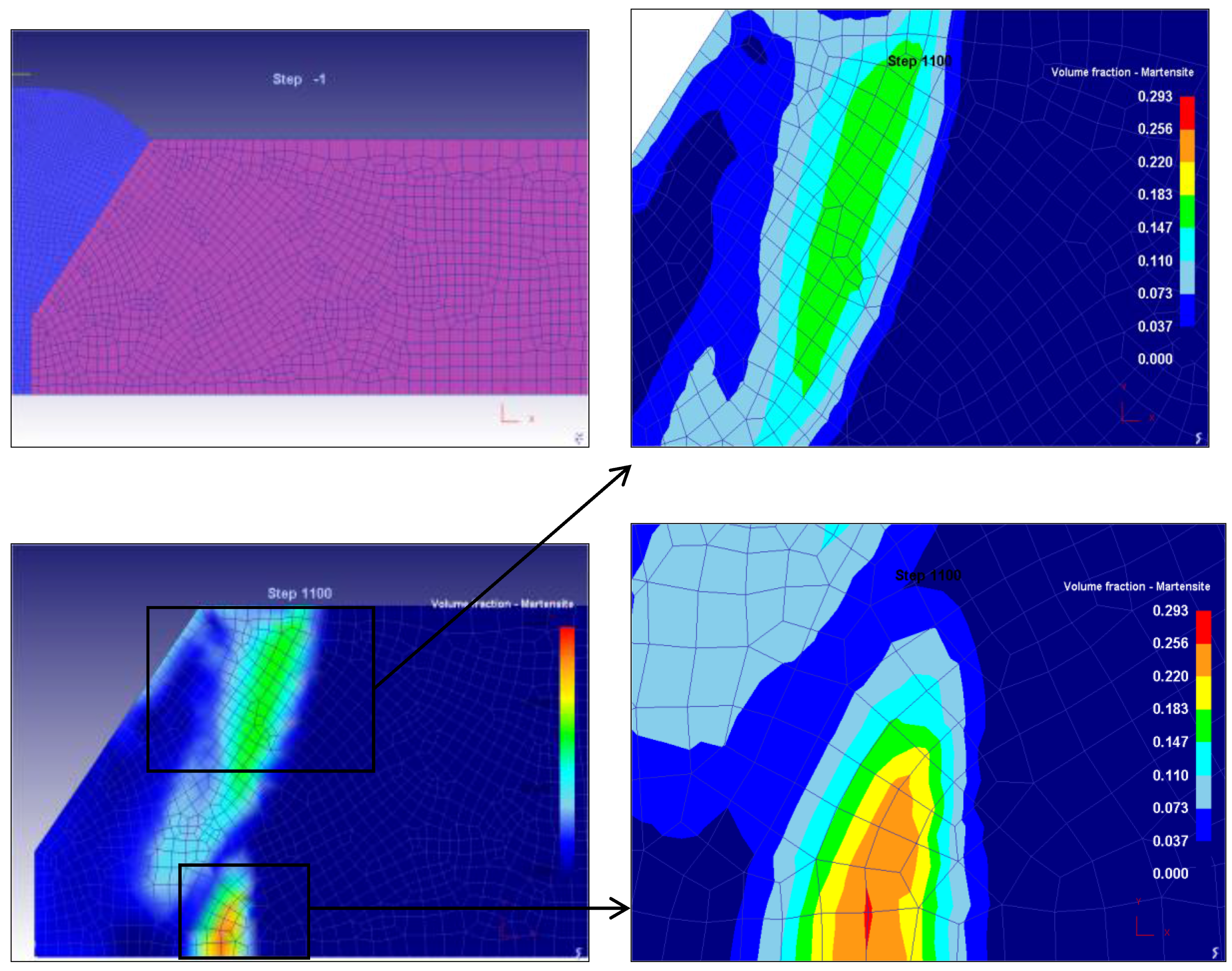
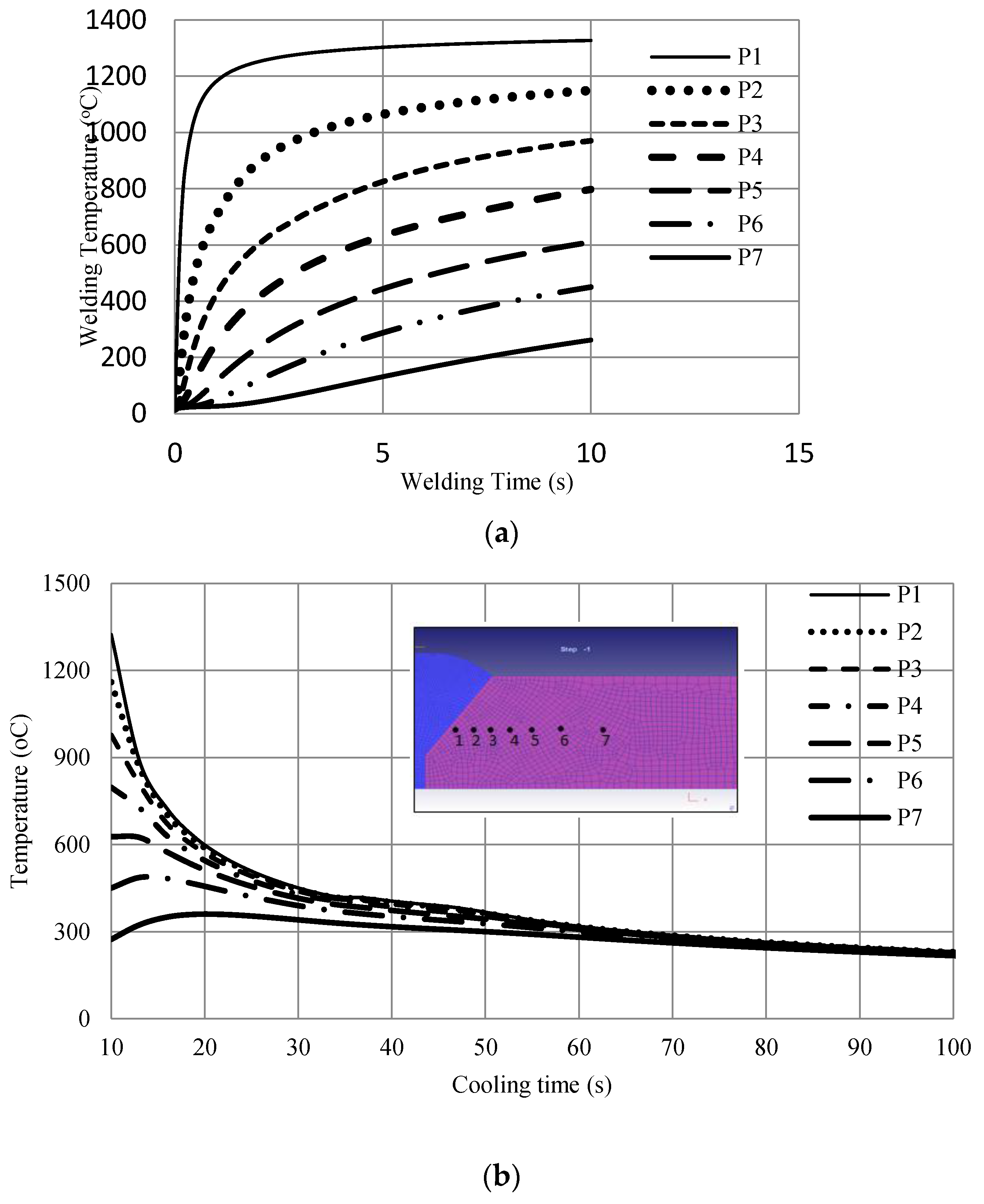
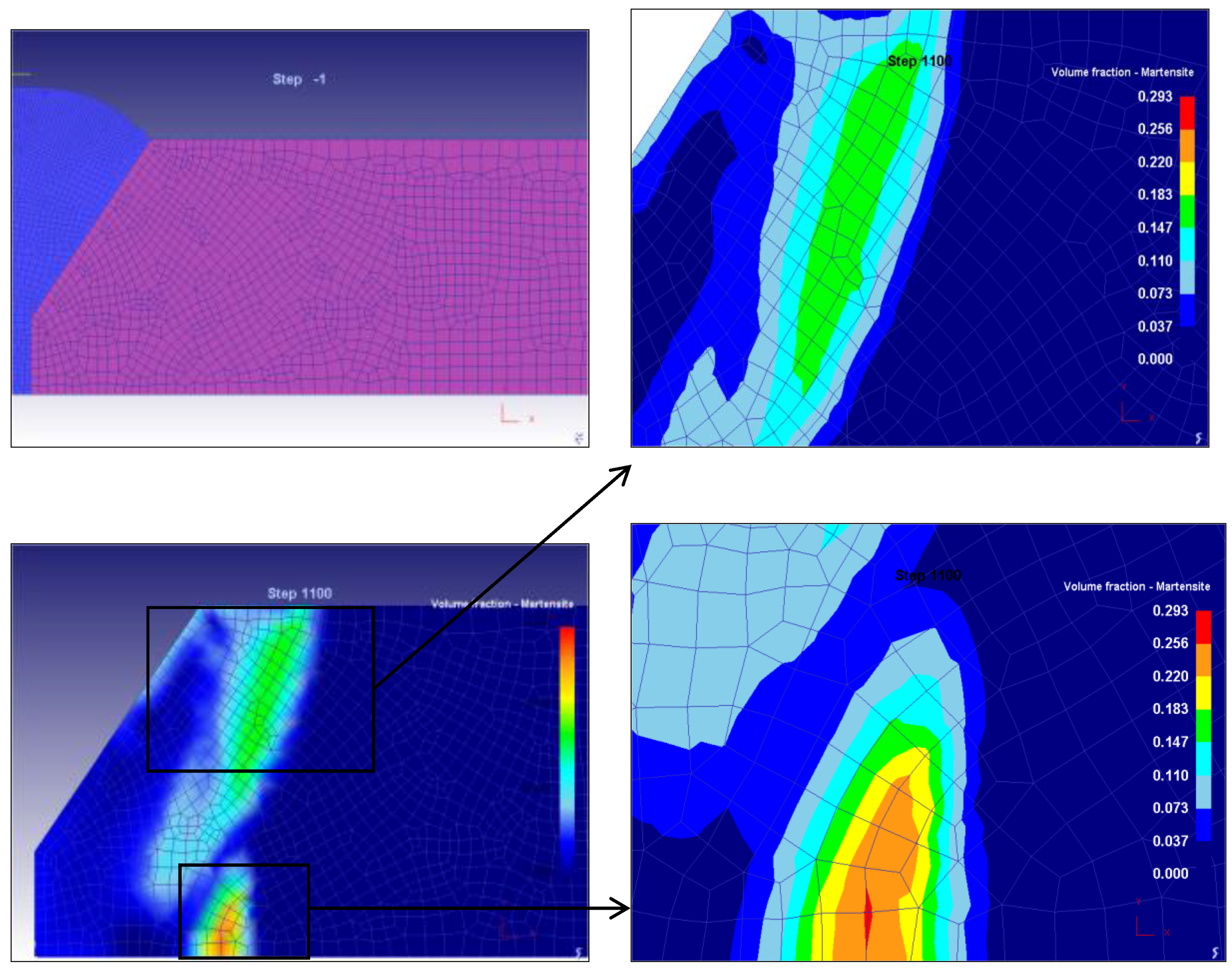
- The very close agreement between the simulation and experimental results show that the FE model is very effective for predicting the microstructure, the phase transformation, the grain growth and the hardness.
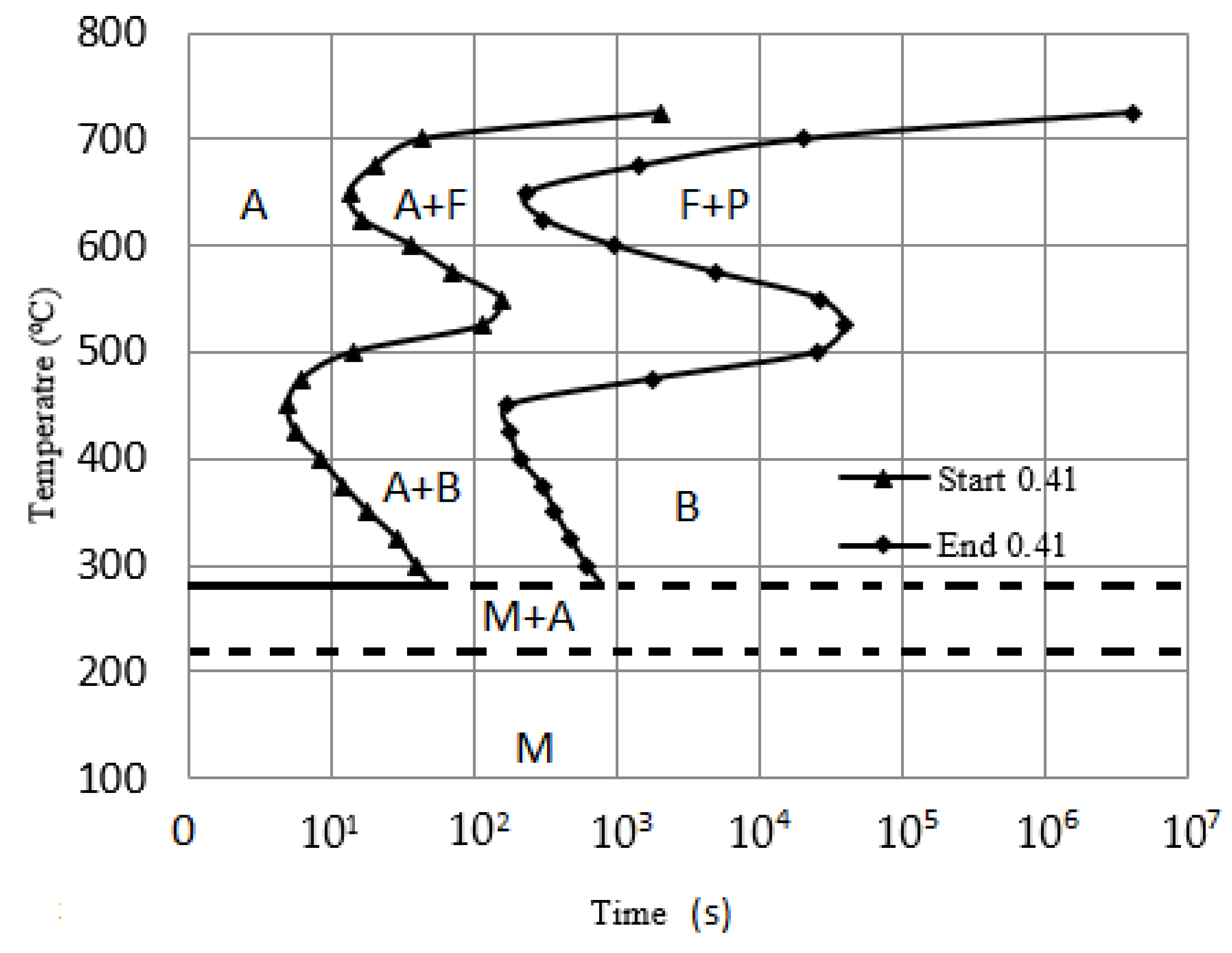
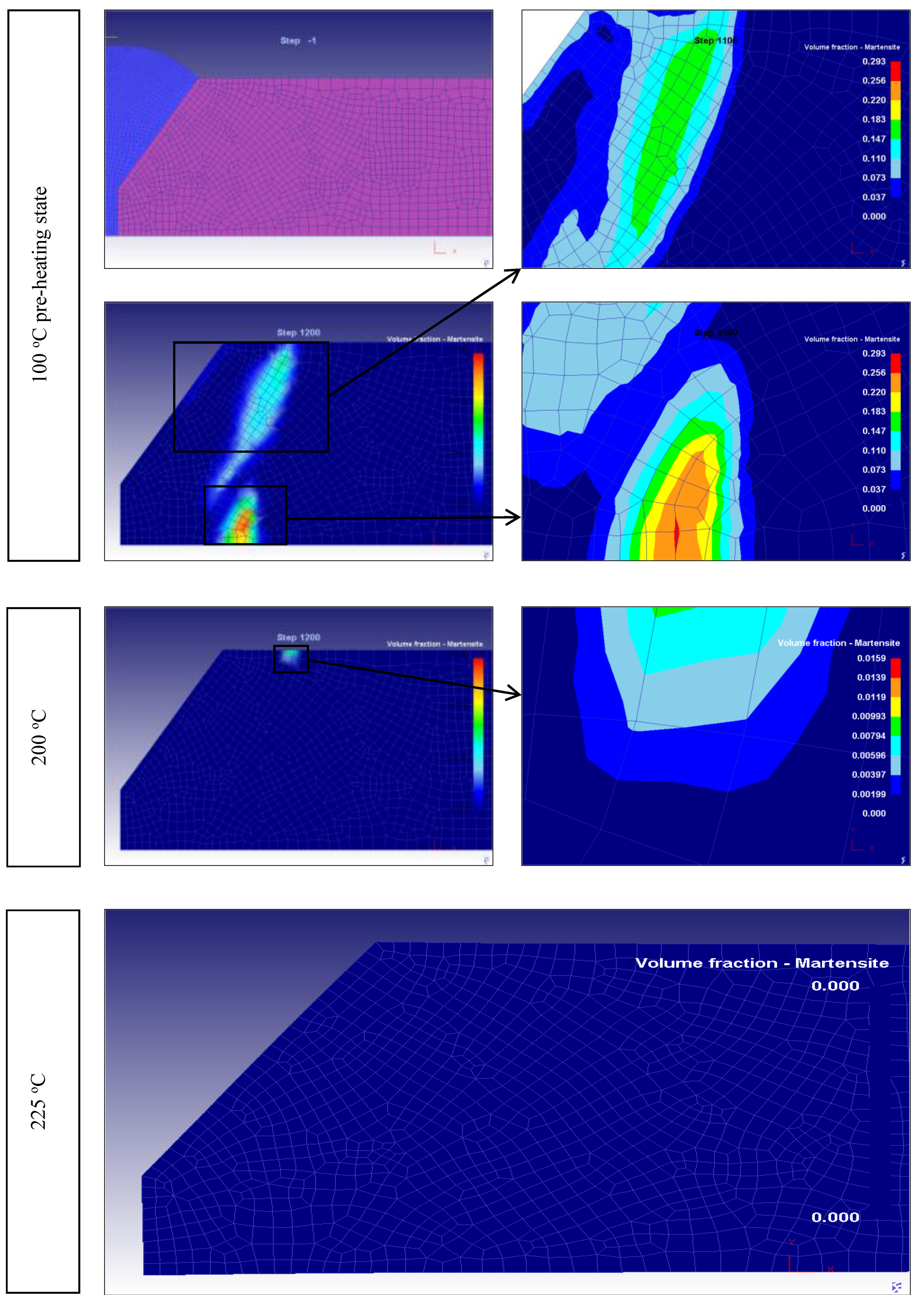
- One of the most practical methods for eliminating martensite formation during cooling of the welding is preheating. The proper selection of the preheat temperature is important in terms of time and cost. It was found that preheating the material to 225 °C eliminates martensite formation completely for 12 mm thick, V-shaped butt welding of AISI 1045 steel.
- The presented FE model can be used easily for different thicknesses and groove shapes to evaluate the quality of the welding process.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Finite Element Method: An Introduction. Available online: faculty.ksu.edu.sa/rizwanbutt/Documents/FiniteElementsmethods.pdf (accessed on 1 February 2017).
- Sattari-Far, I.; Farahani, M.R. Effect of the weld groove shape and pass number on residual stresses in butt-welded pipes. Int. J. Press. Vessel. Pip. 2009, 11, 723–731. [Google Scholar] [CrossRef]
- Barsoum, Z.; Lundbäck, A. Simplified FE welding simulation of fillet welds—3D effects on the formation residual stresses. Eng. Fail. Anal. 2009, 7, 2281–2289. [Google Scholar] [CrossRef]
- Tsai, T.C.; Chou, C.C.; Tsai, D.M.; Chiang, K.T. Modeling and analyzing the effects of heat treatment on the characteristics of magnesium alloy joint welded by the tungsten-arc inert gas welding. Mater. Des. 2011, 8–9, 4187–4194. [Google Scholar] [CrossRef]
- Garzon, C.M.; Giraldo, J.E. Numerical and experimental analysis of microstructure evolution during arc welding in armor plate steels. J. Mater. Process. Technol. 2009, 4, 1688–1700. [Google Scholar]
- Zhang, G.; Zhou, C.; Wang, Z.; Xue, F.; Zhao, Y.; Zhang, L. Numerical simulation of creep damage for low alloy steel welded joint Considering as-welding residual stress. Nucl. Eng. Des. 2012. [Google Scholar] [CrossRef]
- International Standard Organization, for Welding Groove Shapes. Available online: http://www.iso.org (accessed on 2 February 2017).
- DEFORM™ User’s Manual V. 10.0, Released 2011. Available online: www.deform.com (accessed on 2 February 2017).
- Vander Voort, G.F. Atlas of Time-Temperature Diagrams for Irons and Steels; ASM International: Cleveland, OH, USA, 1991. [Google Scholar]
- ASM International Handbook Committee. ASM Handbook, Volume 04—Heat Treating; ASM International: Cleveland, OH, USA, 1991; pp. 12–22. [Google Scholar]
- American Standard Test Material, ASTM Microstructure Preparation Standard, ASTM E3-11 2012. Available online: www.astm.org/Standards (accessed on 2 February 2017).
- American Standard Test Material, ASTM Grain Size Measurement Technique, ASTM E112-13 2012. Available online: www.astm.org/Standards (accessed on 2 February 2017).
- American Standard Test Material, ASTM Hardness Test, ASTM E18-16, 2012. Available online: www.astm.org/Standards (accessed on 2 February 2017).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C % | Fe % | Mn % | P % | Si % | Cu % | Cr % | Ti % | S % |
|---|---|---|---|---|---|---|---|---|---|
| Percentage | 0.41 | 98.31 | 0.849 | 0.0005 | 0.161 | 0.0119 | 0.0323 | 0.0005 | 0.008 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eyercioglu, O.; Anwar, A.S.; Gov, K.; Yilmaz, N.F. The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel. Metals 2017, 7, 41. https://doi.org/10.3390/met7020041
Eyercioglu O, Anwar AS, Gov K, Yilmaz NF. The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel. Metals. 2017; 7(2):41. https://doi.org/10.3390/met7020041
Chicago/Turabian StyleEyercioglu, Omer, Ahmed Samir Anwar, Kursat Gov, and Necip Fazil Yilmaz. 2017. "The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel" Metals 7, no. 2: 41. https://doi.org/10.3390/met7020041
APA StyleEyercioglu, O., Anwar, A. S., Gov, K., & Yilmaz, N. F. (2017). The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel. Metals, 7(2), 41. https://doi.org/10.3390/met7020041