High Power Diode Laser (HPDL) for Fatigue Life Improvement of Steel: Numerical Modelling



Abstract
:1. Introduction
2. Experimental
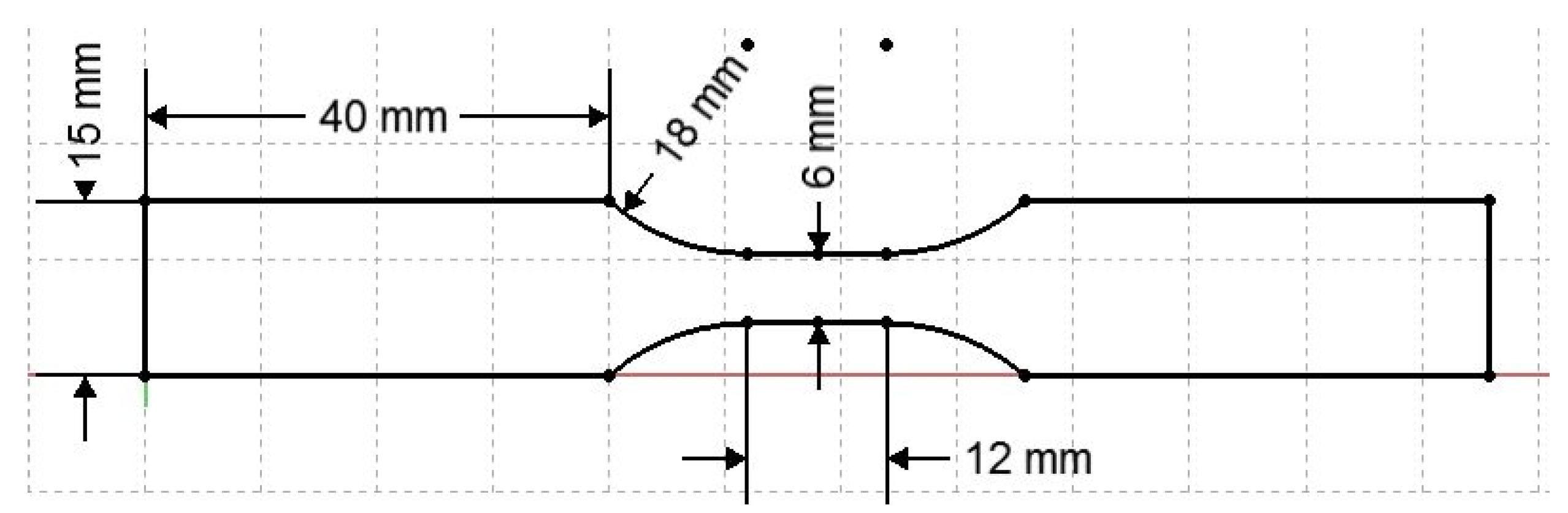
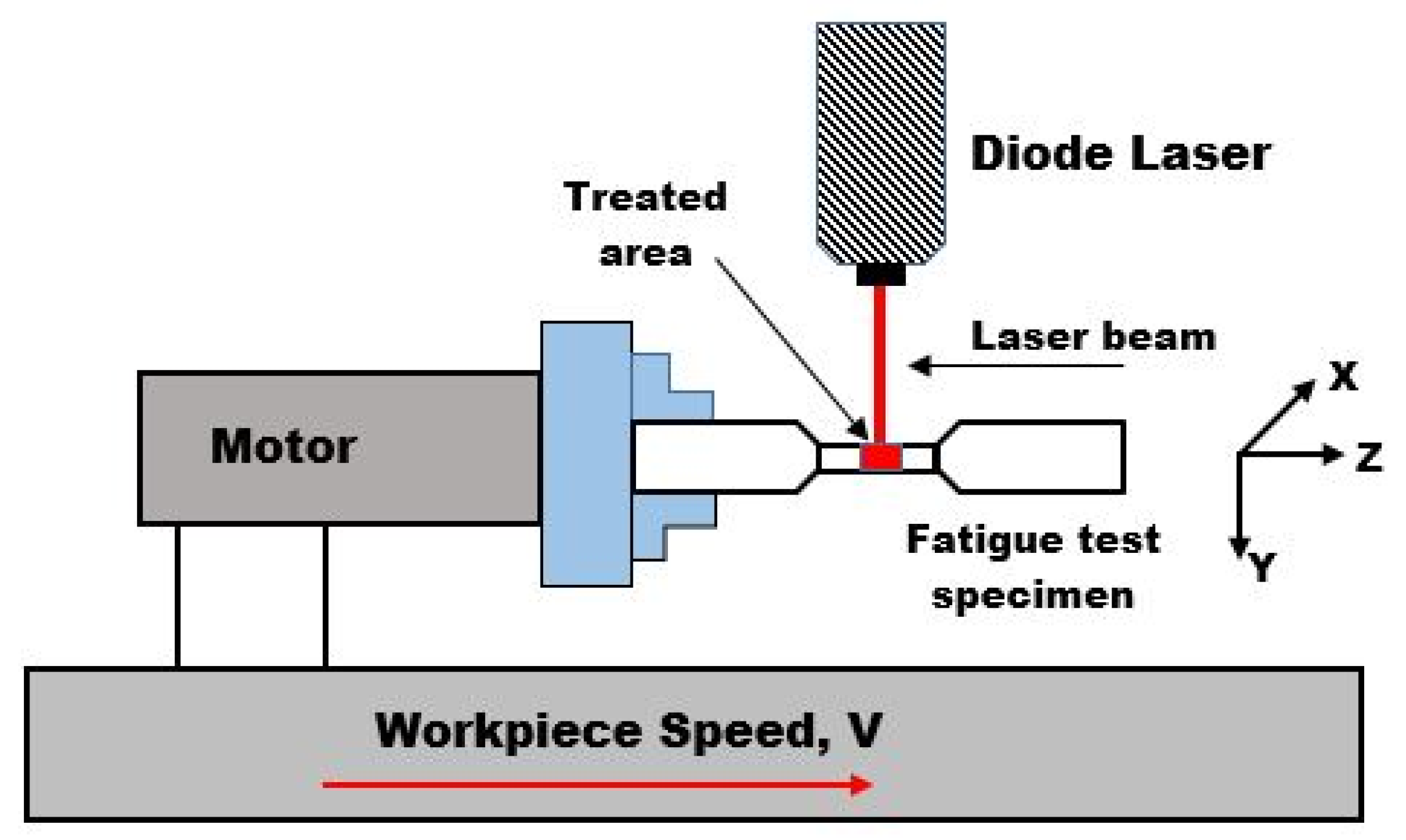
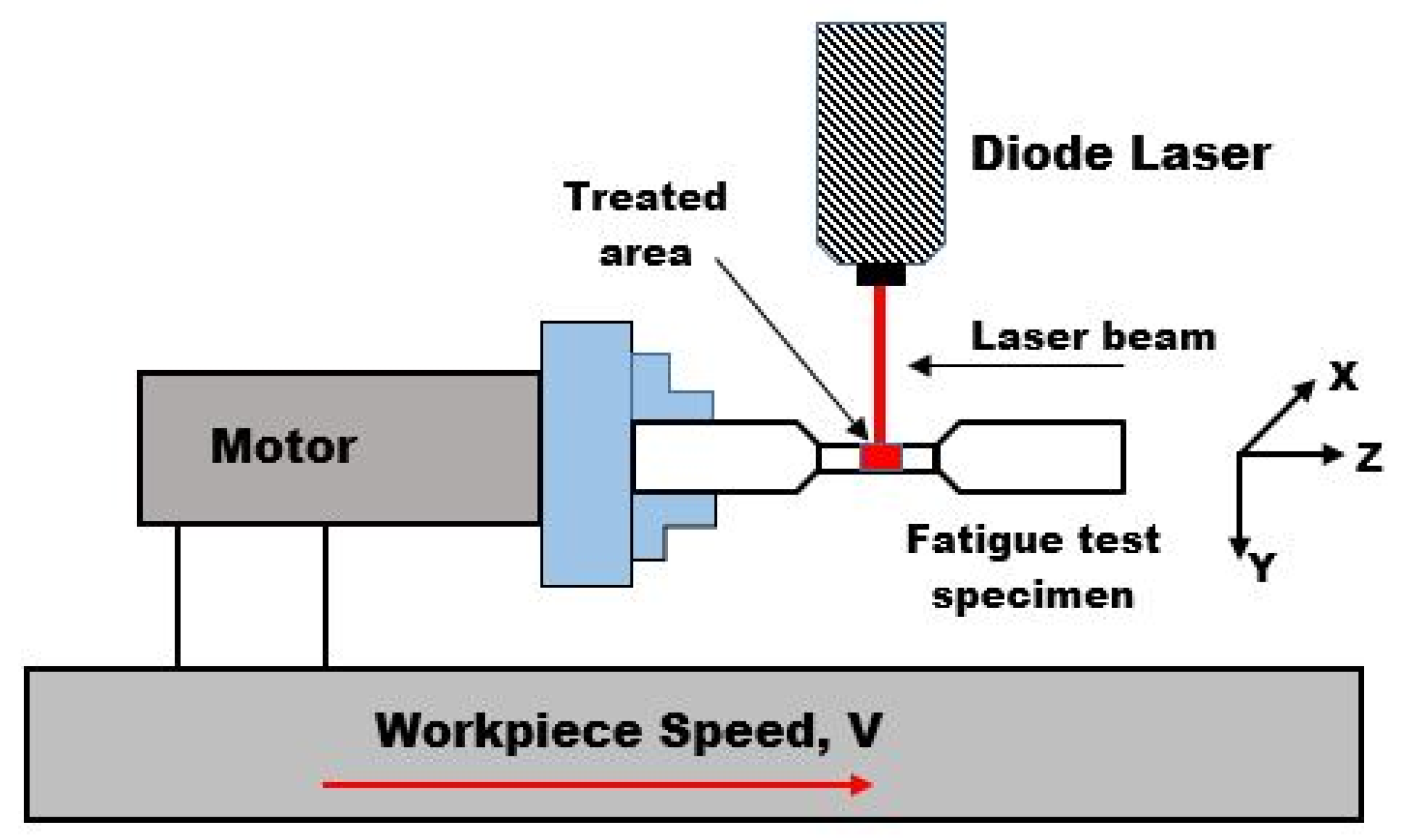
2.1. Material and Methods
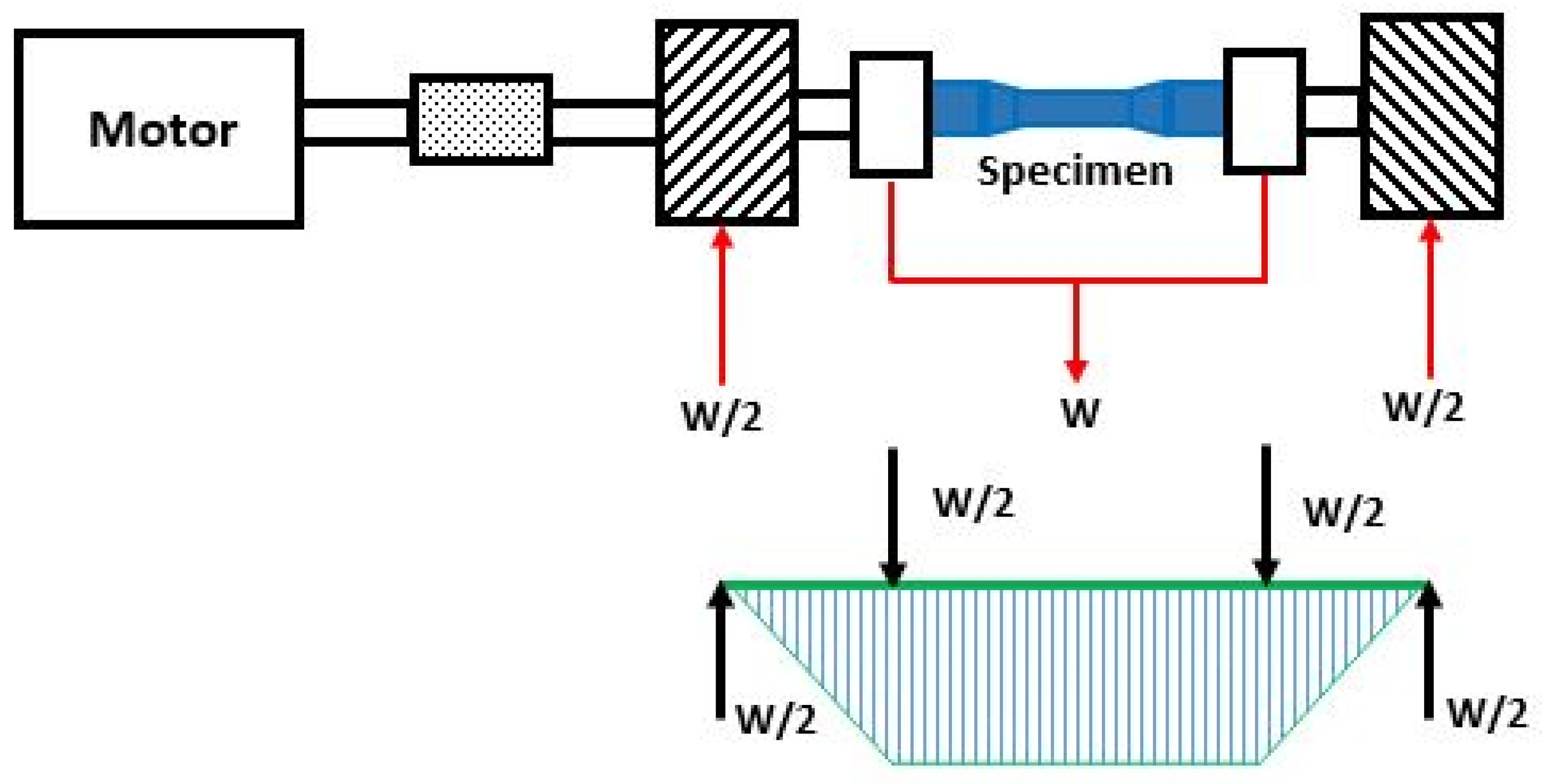
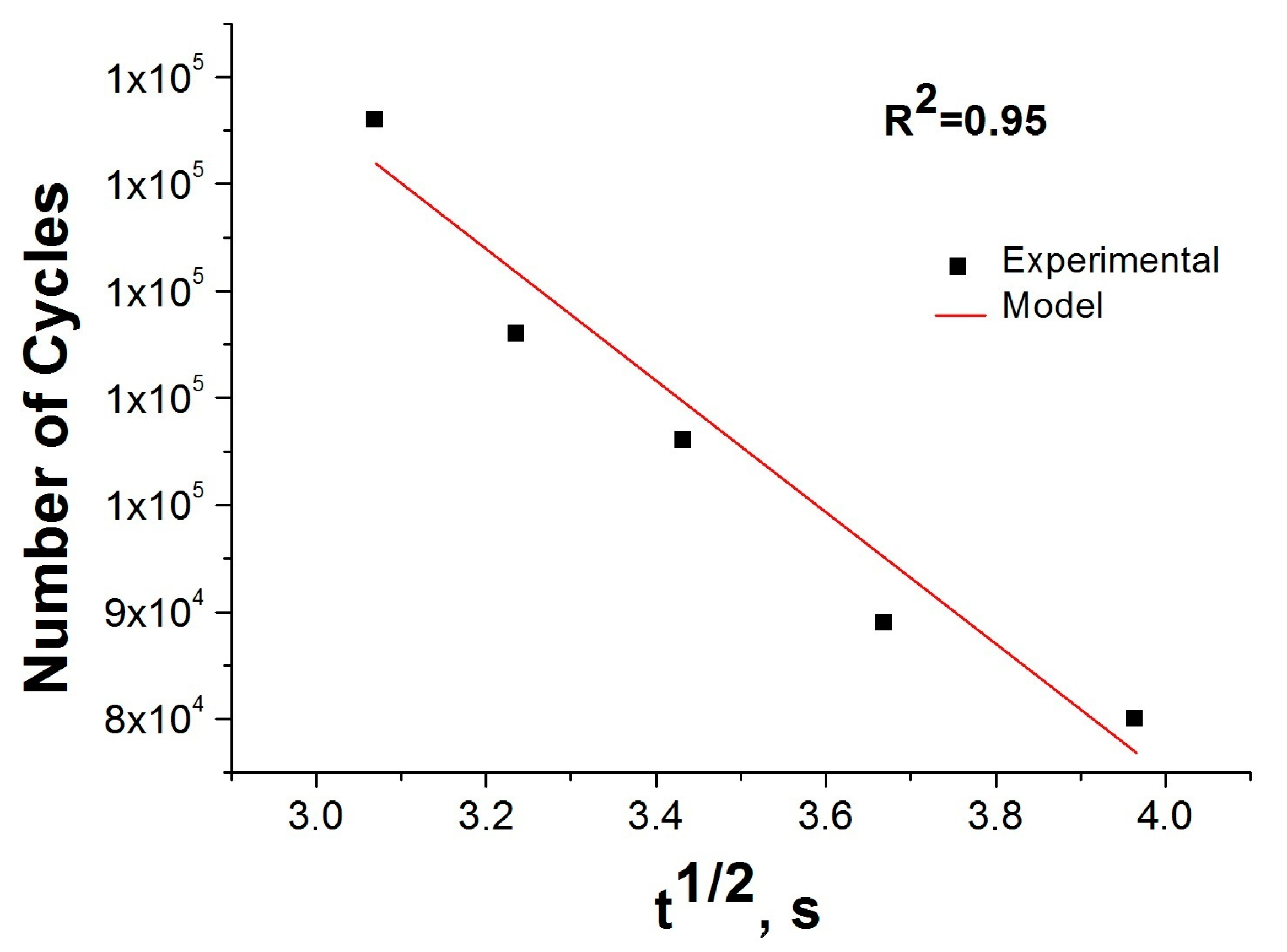
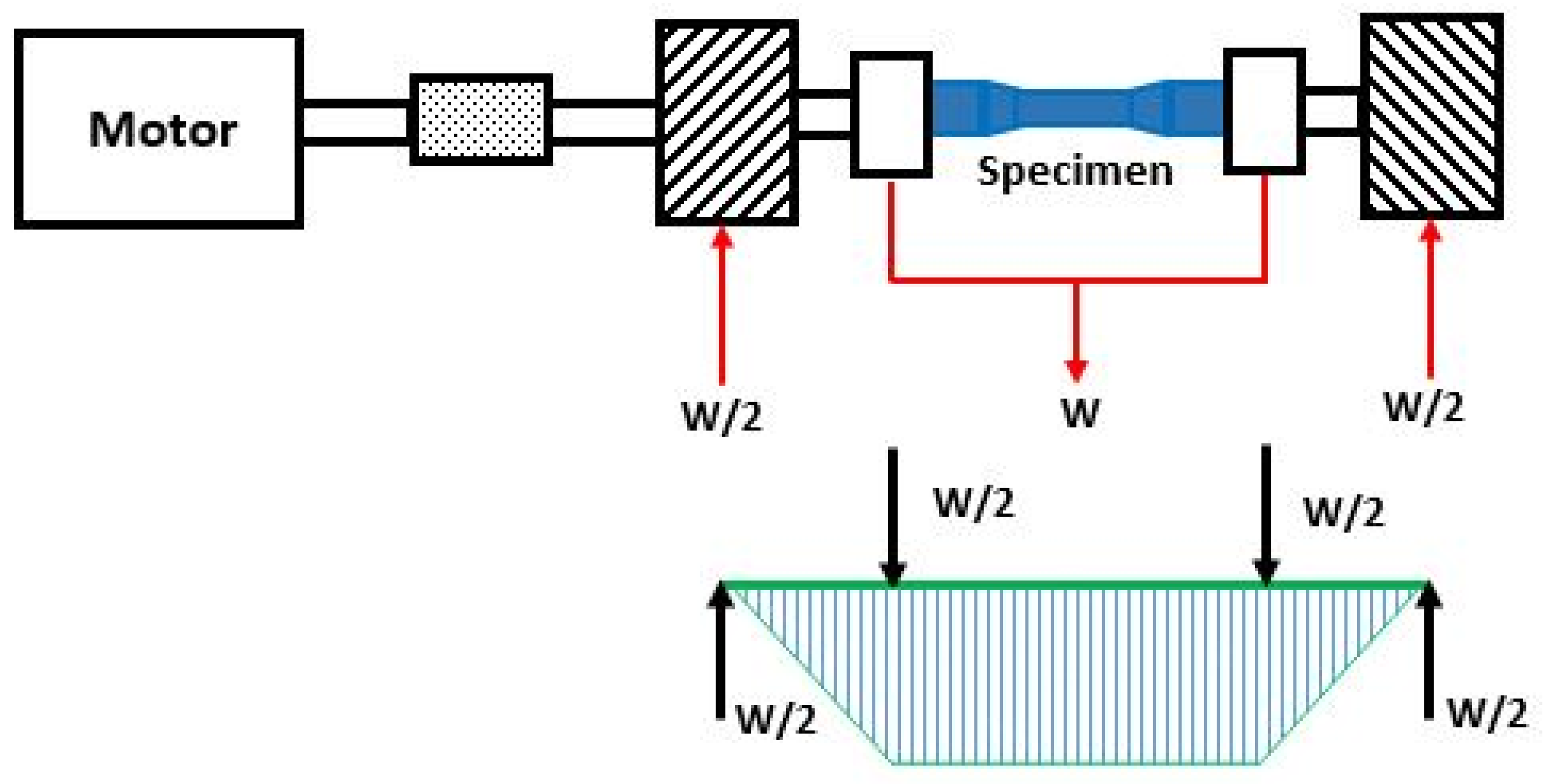
2.2. Fatigue Tests
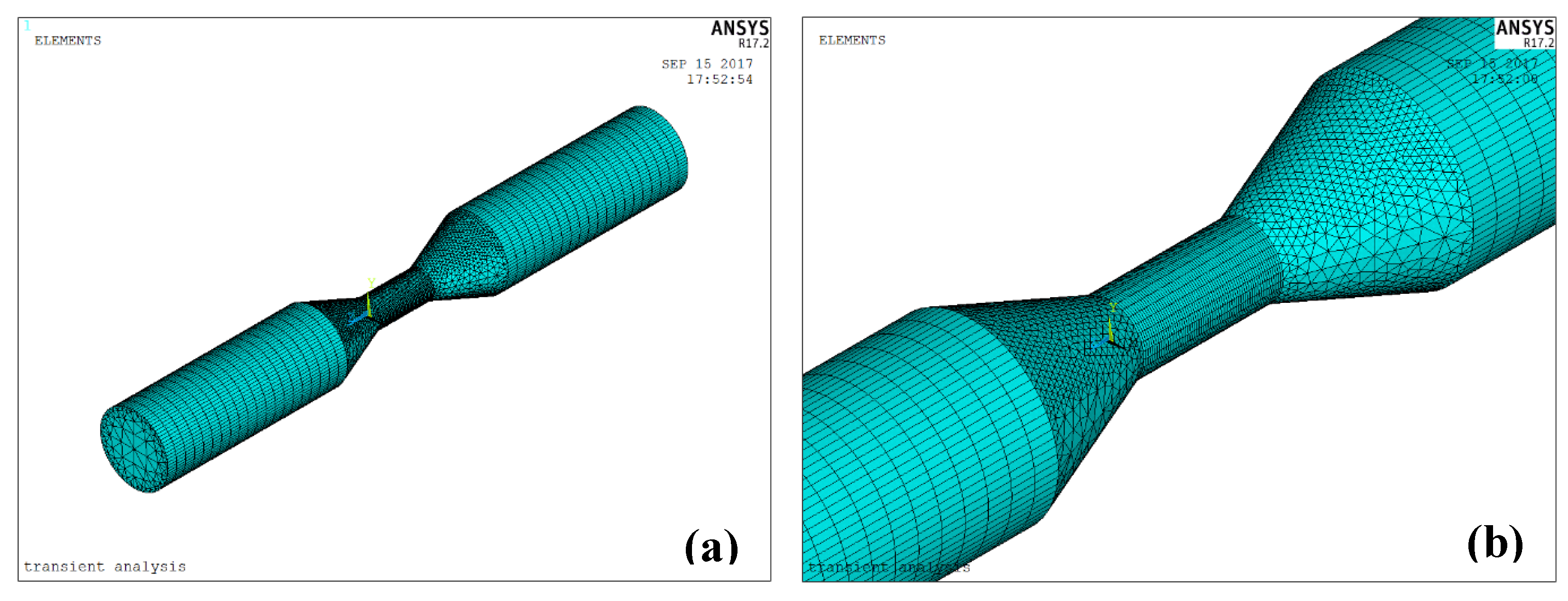
2.3. Numerical Model
3. Results and Discussion
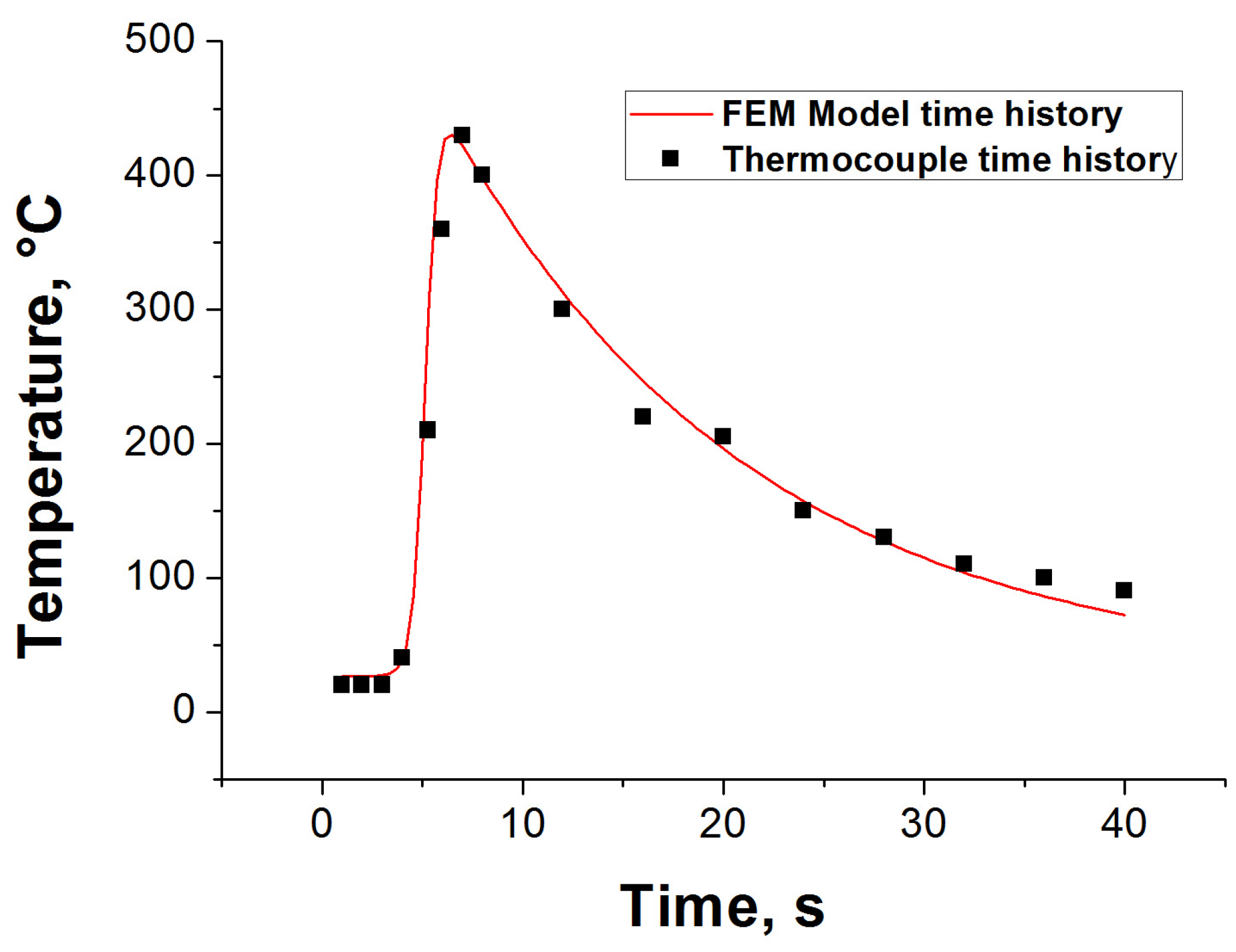
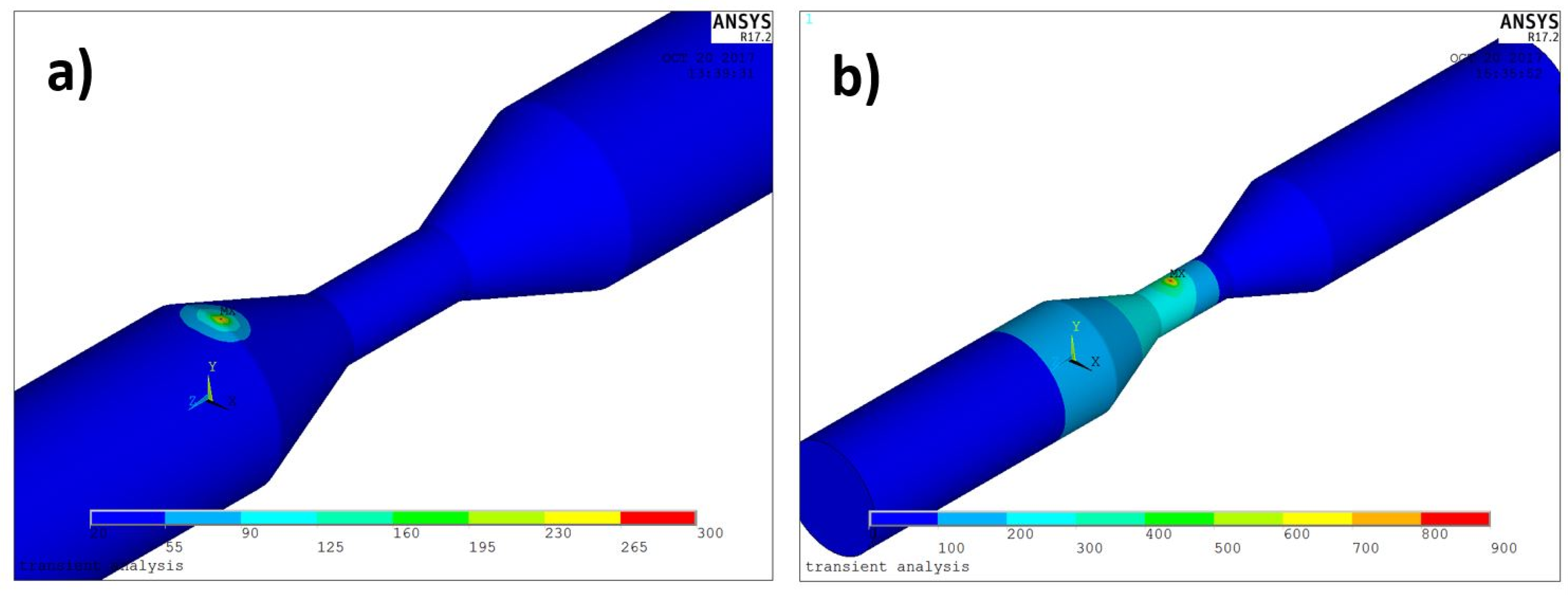
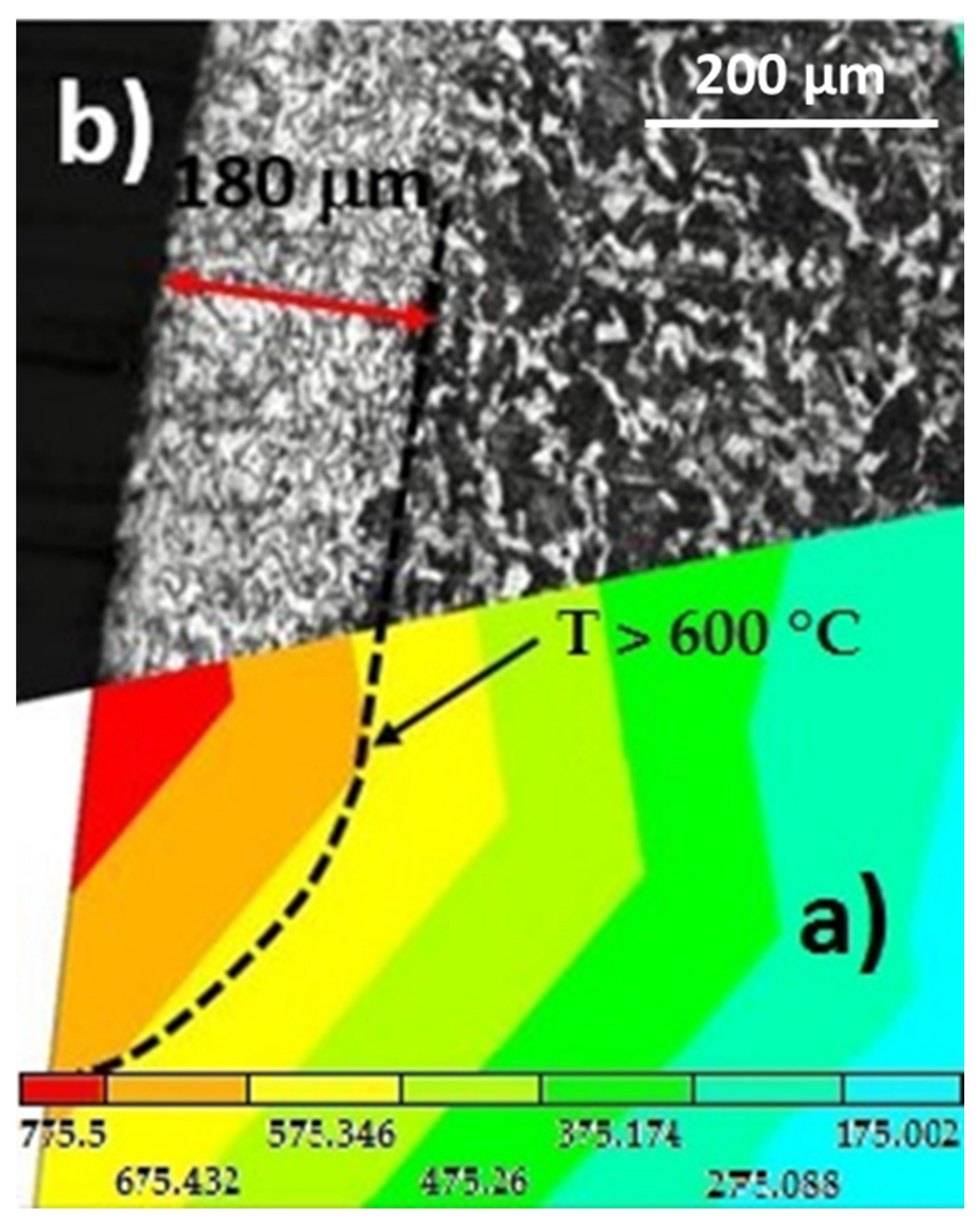
3.1. Numerical Simulation Results
4. Conclusions
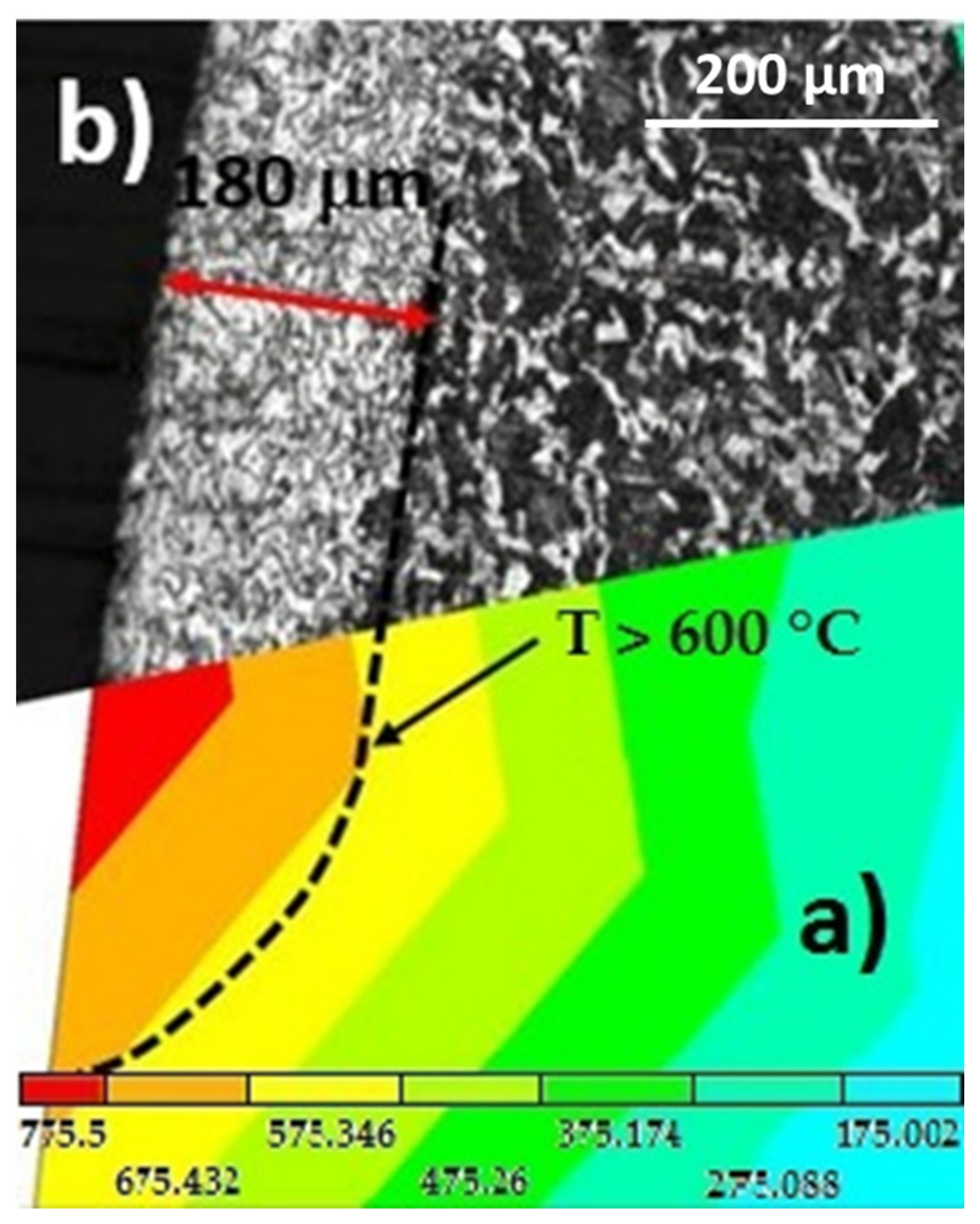
- The most suitable thermal conditions (i.e., change in structure without melting phenomena) are reached with a single laser scan by using a laser power of 200 W and a scan speed of 20 mm/s. Lower laser power has no effect, higher laser power causes the surface melting. In both cases, the result is independent of the scan speed adopted.
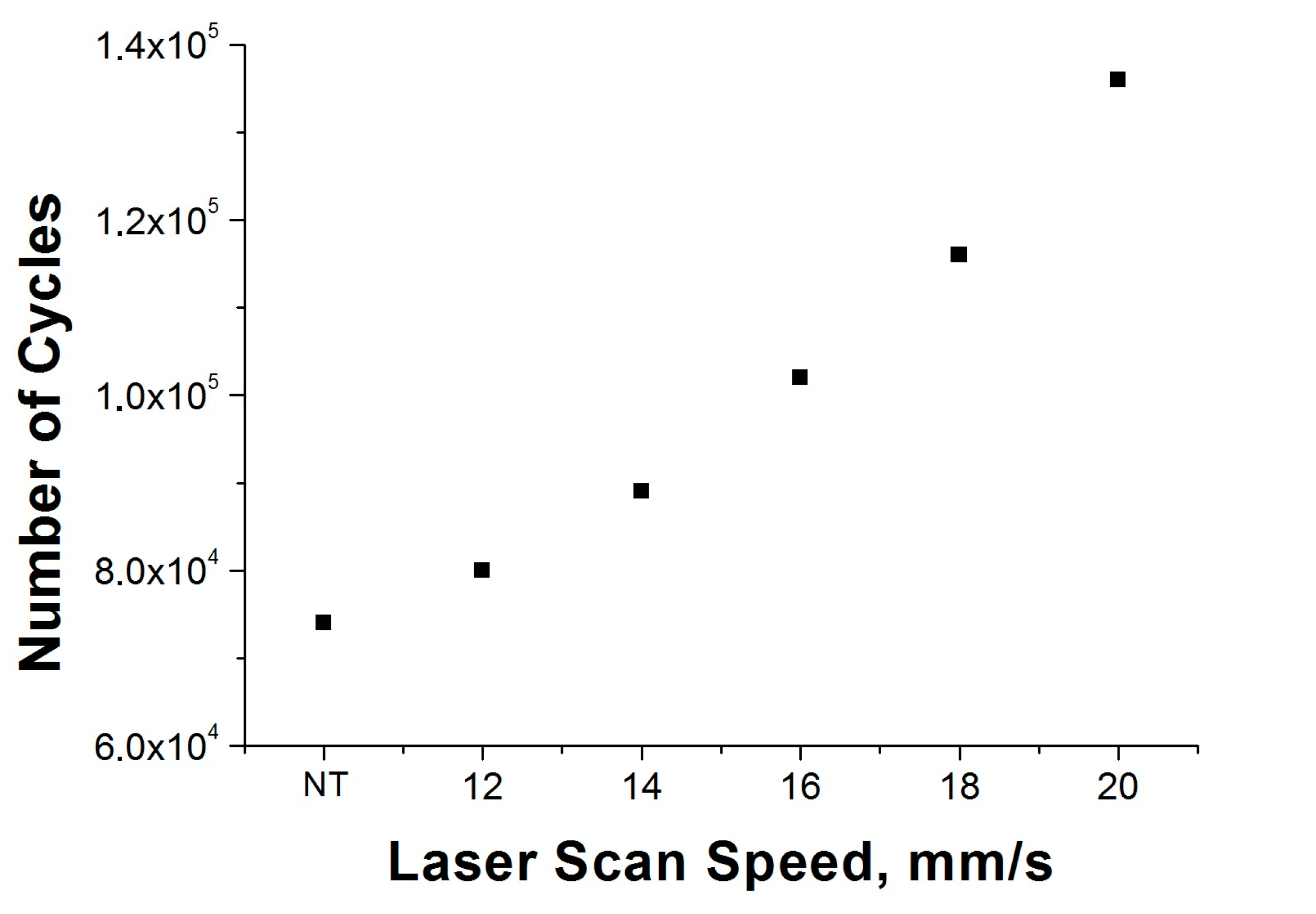
- The laser thermal surface treatment increases the fatigue life of treated material with respect to the untreated material.
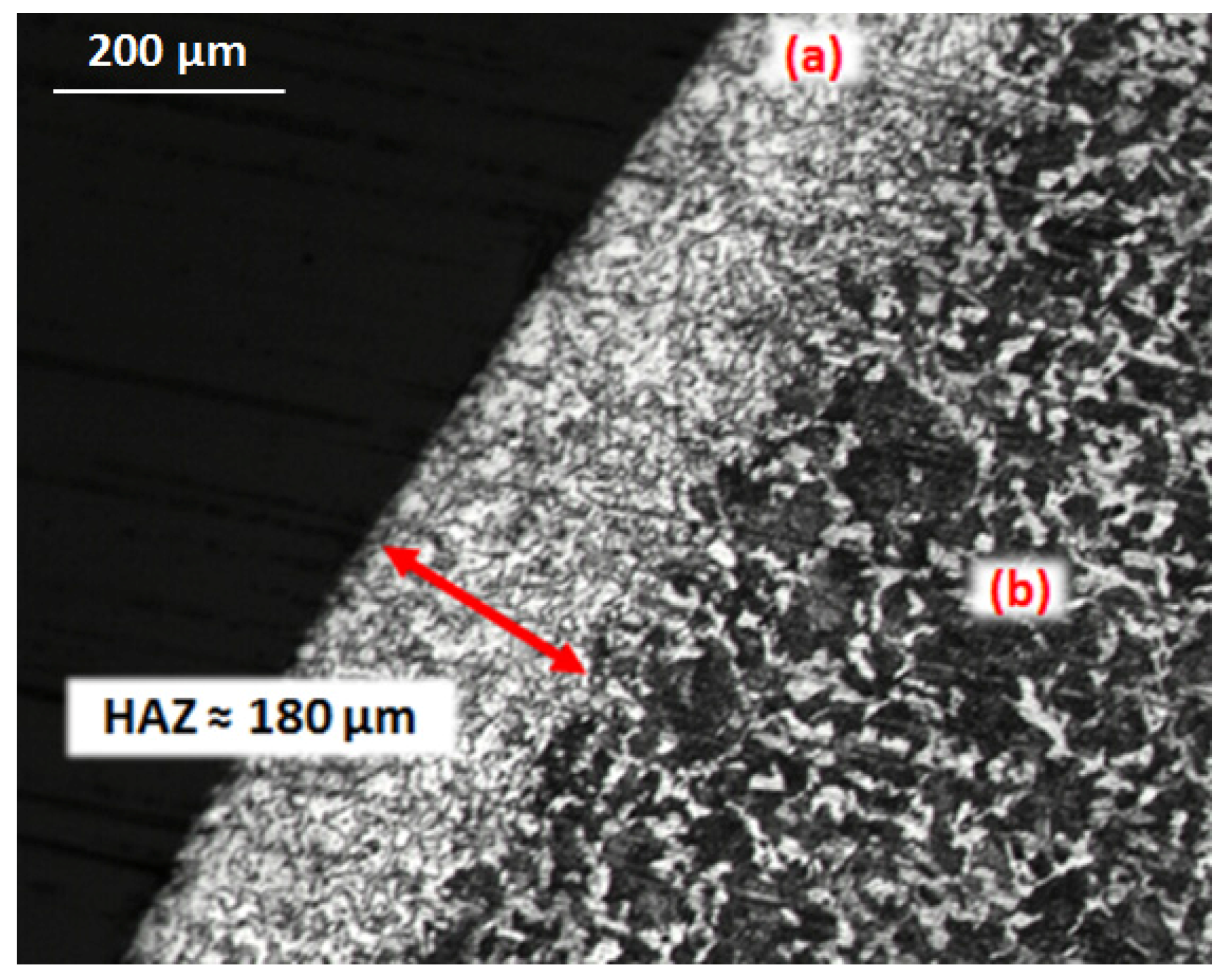
- The extent of the Heat Affected Zone was consistently found to depend on the laser fluency. An excessive treatment time or a too-high laser power inhibit the thermal conditions required for the martensitic transition. This is due to the excessive heat input supplied to the sample.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Milella, P.P. Fatigue and Corrosion in Metals; Springer: Berlin, Germany, 2013. [Google Scholar]
- Norske Veritas, D. Fatigue Design of Offshore Steel Structures; Tapir: Oslo, Denmark, 1985. [Google Scholar]
- Stalios, A. Metallurgy made in and for Europe; Publications Office of the European Union: Luxembourg, 2014. [Google Scholar]
- Santos, L.M.S.; Ferreira, J.A.M.; Jesus, J.S.; Costa, J.M.; Capela, C. Fatigue behaviour of selective laser melting steel components. Theor. Appl. Fract. Mech. 2016, 85, 9–15. [Google Scholar] [CrossRef]
- Yıldırım, H.C. Recent results on fatigue strength improvement of high-strength steel welded joints. Int. J. Fatigue 2017, 101, 408–420. [Google Scholar] [CrossRef]
- Liu, A.; Previtali, B. Laser surface treatment of grey cast iron by high power diode laser. Phys. Procedia 2010, 5, 439–448. [Google Scholar] [CrossRef]
- Vollertsen, F.; Partes, K.; Meijer, J. State of the Art of Laser Hardening and Cladding. In Proceedings of the Third International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 14–17 June 2005. [Google Scholar]
- Lakhkar, R.S.; Shin, Y.C.; John, M.; Krane, M. Predictive modeling of multi-track laser hardening of AISI 4140 steel. Mater. Sci. Eng. A 2008, 480, 209–217. [Google Scholar] [CrossRef]
- Jiang, J.; Xue, L.; Wang, S. Discrete laser spot transformation hardening of AISI O1 tool steel using pulsed Nd: YAG laser. Surf. Coatings Technol. 2011, 205, 5156–5164. [Google Scholar] [CrossRef]
- Barletta, M.; Gisario, A.; Guarino, S. Hybrid forming process of AA 6108 T4 thin sheets: Modelling by neural network solutions. Proc. Inst. Mech. Eng. Part B 2009, 223, 535–545. [Google Scholar] [CrossRef]
- Nath, A.K.; Gupta, A.; Benny, F. Theoretical and experimental study on laser surface hardening by repetitive laser pulses. Surf. Coatings Technol. 2012, 206, 2602–2615. [Google Scholar] [CrossRef]
- Guarino, S.; Ponticelli, G.S.; Giannini, O.; Genna, S.; Trovalusci, F. Laser milling of yttria-stabilized zirconia by using a Q-switched Yb: YAG fiber laser: Experimental analysis. Int. J. Adv. Manuf. Technol. 2017, 1–13. [Google Scholar] [CrossRef]
- Umer, U.; Mohammed, K.; Al-Ahmari, A. Multi-response optimization of machining parameters in micro milling of alumina ceramics using Nd: YAG laser. Measurement 2017, 95, 181–192. [Google Scholar] [CrossRef]
- Xu, Y.; Peng, Y.; Dearn, K.D.; You, T.; Geng, J.; Hu, X. Fabrication and tribological characterization of laser textured boron cast iron surfaces. Surf. Coatings Technol. 2017, 313, 391–401. [Google Scholar] [CrossRef]
- Romoli, L.; Tantussi, F.; Fuso, F. Laser milling of martensitic stainless steels using spiral trajectories. Opt. Lasers Eng. 2017, 91, 160–168. [Google Scholar] [CrossRef]
- Sciti, D.; Trucchi, D.M.; Bellucci, A.; Orlando, S.; Zoli, L.; Sani, E. Effect of surface texturing by femtosecond laser on tantalum carbide ceramics for solar receiver applications. Sol. Energy Mater. Sol. Cells 2017, 161, 1–6. [Google Scholar] [CrossRef]
- Guarino, S.; Barletta, M.; Afilal, A. High Power Diode Laser (HPDL) surface hardening of low carbon steel: Fatigue life improvement analysis. J. Manuf. Process. 2017, 28, 266–271. [Google Scholar] [CrossRef]
- Grum, J. Comparison of different techniques of laser surface hardening. J. Achiev. Mater. Manuf. Eng. 2007, 24, 17–25. [Google Scholar]
- Kennedy, E.; Byrne, G.; Collins, D.N. A review of the use of high power diode lasers in surface hardening. J. Mater. Process. Technol. 2004, 155–156, 1855–1860. [Google Scholar] [CrossRef]
- Skvarenina, S.; Shin, Y.C. Predictive modeling and experimental results for laser hardening of AISI 1536 steel with complex geometric features by a high power diode laser. Surf. Coatings Technol. 2006, 201, 2256–2269. [Google Scholar] [CrossRef]
- Pashby, I.R.; Barnes, S.; Bryden, B.G. Surface hardening of steel using a high power diode laser. J. Mater. Process. Technol. 2003, 139, 585–588. [Google Scholar] [CrossRef]
- Fly, D.E.; Black, J.T.; Singleton, B. Low power laser heat treatment to improve fatigue life of low carbon steel. J. Laser Appl. 1996, 8, 89–93. [Google Scholar] [CrossRef]
- Oh, S.; Ki, H. Prediction of hardness and deformation using a 3–D thermal analysis in laser hardening of AISI H13 tool steel. Appl. Therm. Eng. 2017, 121, 951–962. [Google Scholar] [CrossRef]
- Liverani, E.; Sorgente, D.; Ascari, A.; Scintilla, L.D.; Palumbo, G.; Fortunato, A. Development of a model for the simulation of laser surface heat treatments with use of a physical simulator. J. Manuf. Process. 2017, 26, 262–268. [Google Scholar] [CrossRef]
- Domański, T.; Bokota, A. Numerical Analysis of Phenomena During Progressive Hardening of Tool Steel Elements for Cold Work. Procedia Eng. 2017, 177, 70–77. [Google Scholar] [CrossRef]
- Kang, S.-H.; Im, Y.-T. Finite element investigation of multi-phase transformation within carburized carbon steel. J. Mater. Process. Technol. 2007, 183, 241–248. [Google Scholar] [CrossRef]
- Coret, M.; Combescure, A. A mesomodel for the numerical simulation of the multiphasic behavior of materials under anisothermal loading (application to two low-carbon steels). Int. J. Mech. Sci. 2002, 44, 1947–1963. [Google Scholar] [CrossRef]
- Huiping, L.; Guoqun, Z.; Shanting, N.; Chuanzhen, H. FEM simulation of quenching process and experimental verification of simulation results. Mater. Sci. Eng. A 2007, 452–453, 705–714. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Boschetto, A. Characterization of laser treated steels using instrumented indentation by cylindrical flat punch. Surf. Coatings Technol. 2008, 202, 2557–2569. [Google Scholar] [CrossRef]
- Incropera, F.P.; DeWitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer; John Wiley & Sons: Hoboken, NJ, USA.
- Lusquiños, F.; Conde, J.C.; Bonss, S.; Riveiro, A.; Quintero, F.; Comesaña, R.; Pou, J. Theoretical and experimental analysis of high power diode laser (HPDL) hardening of AISI 1045 steel. Appl. Surf. Sci. 2007, 254, 948–954. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Conti, C.; Guarino, S. Springback control in sheet metal bending by laser-assisted bending: Experimental analysis, empirical and neural network modelling. Opt. Lasers Eng. 2011. [Google Scholar] [CrossRef]
- Martínez, S.; Lesyk, D.; Lamikiz, A.; Ukar, E.; Dzhemelinsky, V. Hardness Simulation of over-tempered Area During Laser Hardening Treatment. Phys. Procedia 2016, 83, 1357–1366. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Composition (wt %) | Value |
|---|---|---|---|
| Rm (Mpa) | 670 | C | 0.37–0.44 |
| E (GPa) | 200 | Mn | 0.50–0.80 |
| ν | 0.3 | Si | 0.15–0.40 |
| HRC | 13 | P and S | ≤ 0.035 |
| Temperature (°C) | Heat capacity (J/kgK) | Thermal Conductivity (W/mK) |
|---|---|---|
| 0–100 | 486 | 50.7 |
| 200 | 515 | 48.1 |
| 300 | 569 | 45.7 |
| 400 | 586 | 41.7 |
| 500 | 649 | 38.2 |
| 600 | 708 | 33.9 |
| 700 | 770 | 30.1 |
| Factors | Values | ||||
|---|---|---|---|---|---|
| Laser power (W) | 100 | 150 | 200 | 250 | 300 |
| Scan speed (mm/s) | 12 | 14 | 16 | 18 | 20 |
| Factors | Values | |||||
|---|---|---|---|---|---|---|
| Laser scan speed (mm/s) | NT | 12 | 14 | 16 | 18 | 20 |
| Interaction time (s) | 0 | 15.71 | 13.46 | 11.78 | 10.47 | 9.42 |
| (s1/2) | 0 | 3.96 | 3.66 | 3.43 | 3.23 | 3.06 |
| Number of cycles | 69,500 | 78,000 | 87,000 | 104,000 | 118,000 | 137,500 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guarino, S.; Ponticelli, G.S. High Power Diode Laser (HPDL) for Fatigue Life Improvement of Steel: Numerical Modelling. Metals 2017, 7, 447. https://doi.org/10.3390/met7100447
Guarino S, Ponticelli GS. High Power Diode Laser (HPDL) for Fatigue Life Improvement of Steel: Numerical Modelling. Metals. 2017; 7(10):447. https://doi.org/10.3390/met7100447
Chicago/Turabian StyleGuarino, Stefano, and Gennaro Salvatore Ponticelli. 2017. "High Power Diode Laser (HPDL) for Fatigue Life Improvement of Steel: Numerical Modelling" Metals 7, no. 10: 447. https://doi.org/10.3390/met7100447
APA StyleGuarino, S., & Ponticelli, G. S. (2017). High Power Diode Laser (HPDL) for Fatigue Life Improvement of Steel: Numerical Modelling. Metals, 7(10), 447. https://doi.org/10.3390/met7100447