The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718

Abstract
:1. Introduction
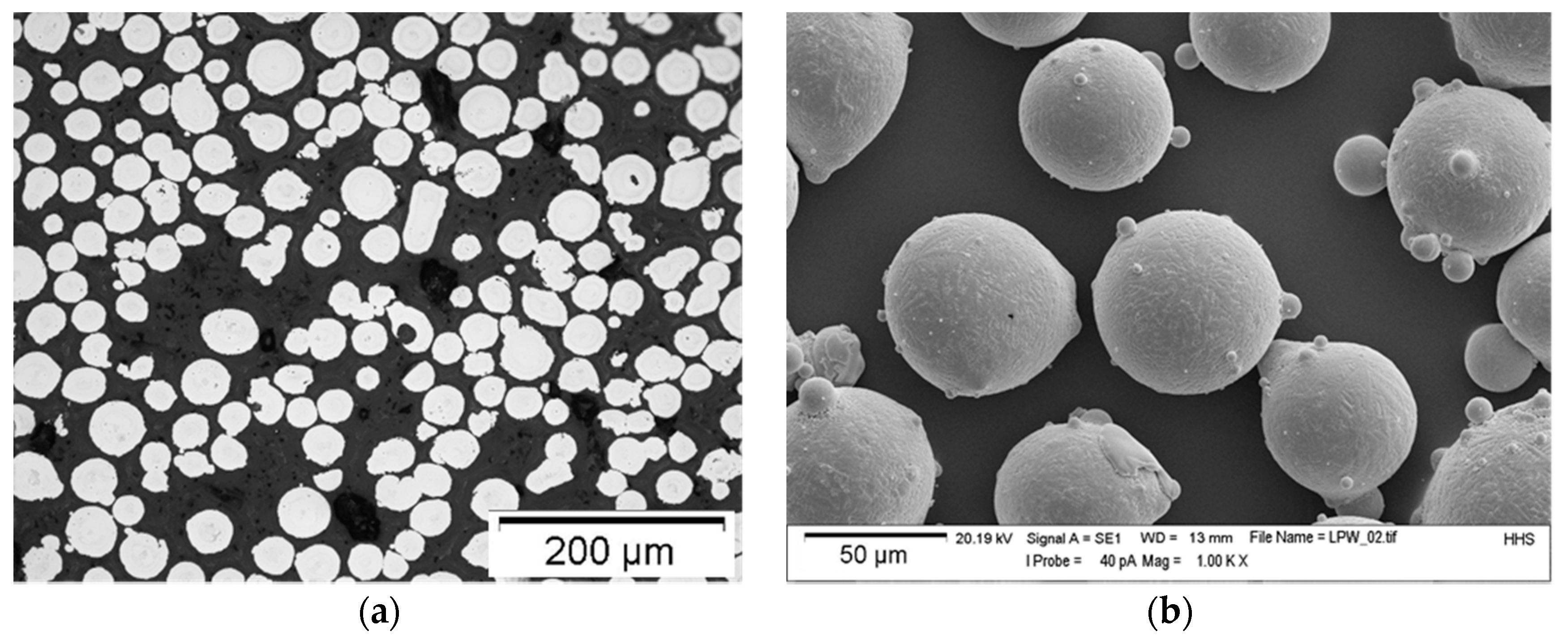
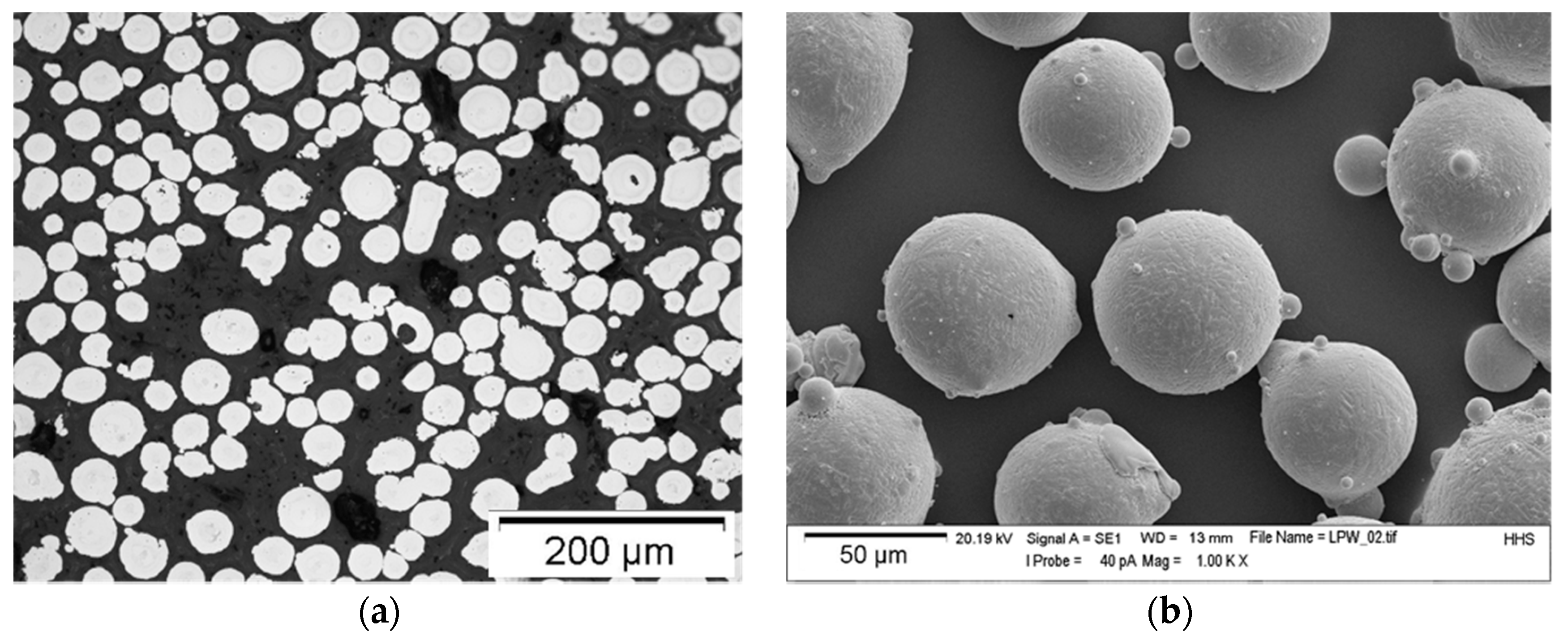
2. Materials and Methods
3. Results
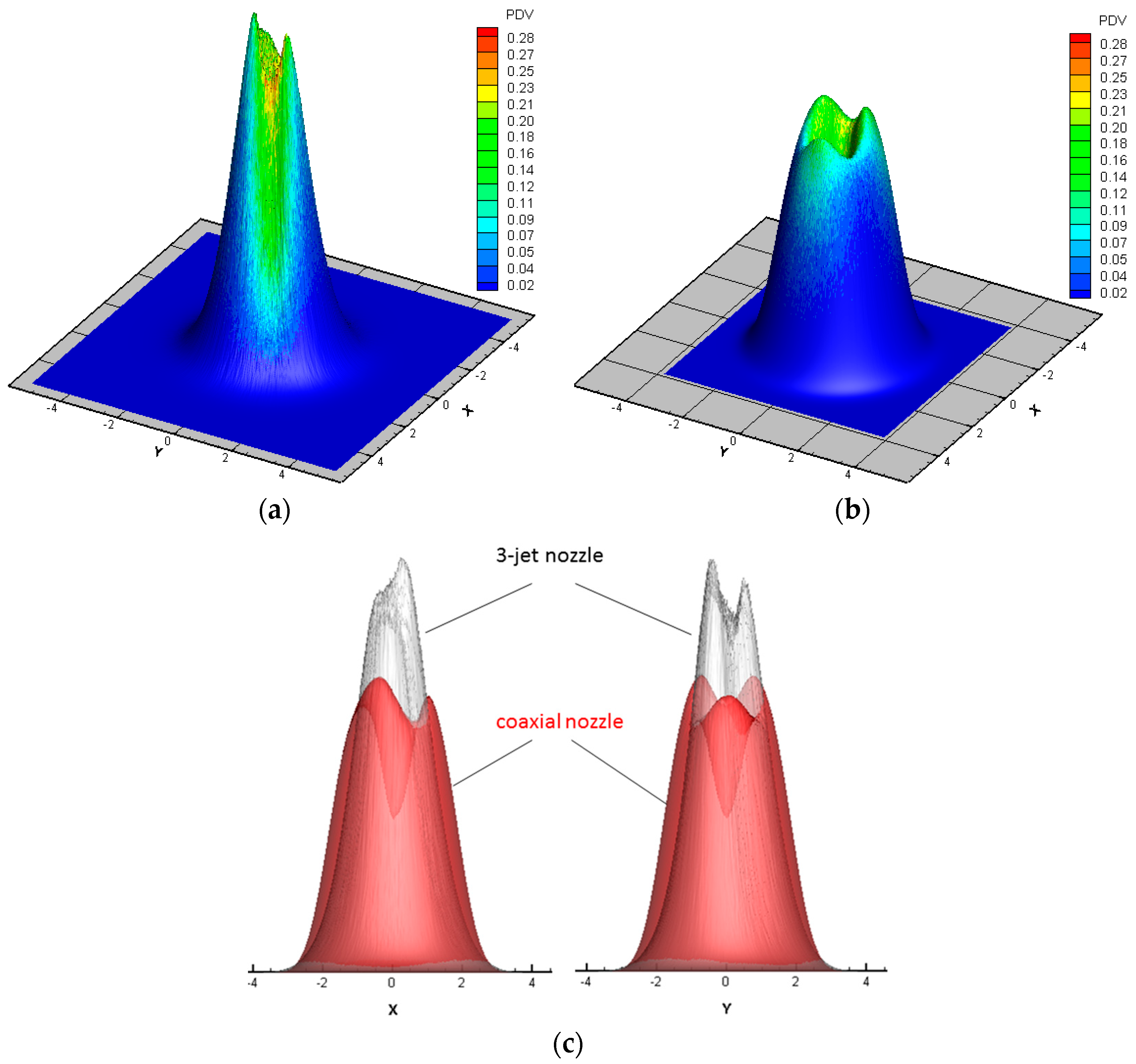
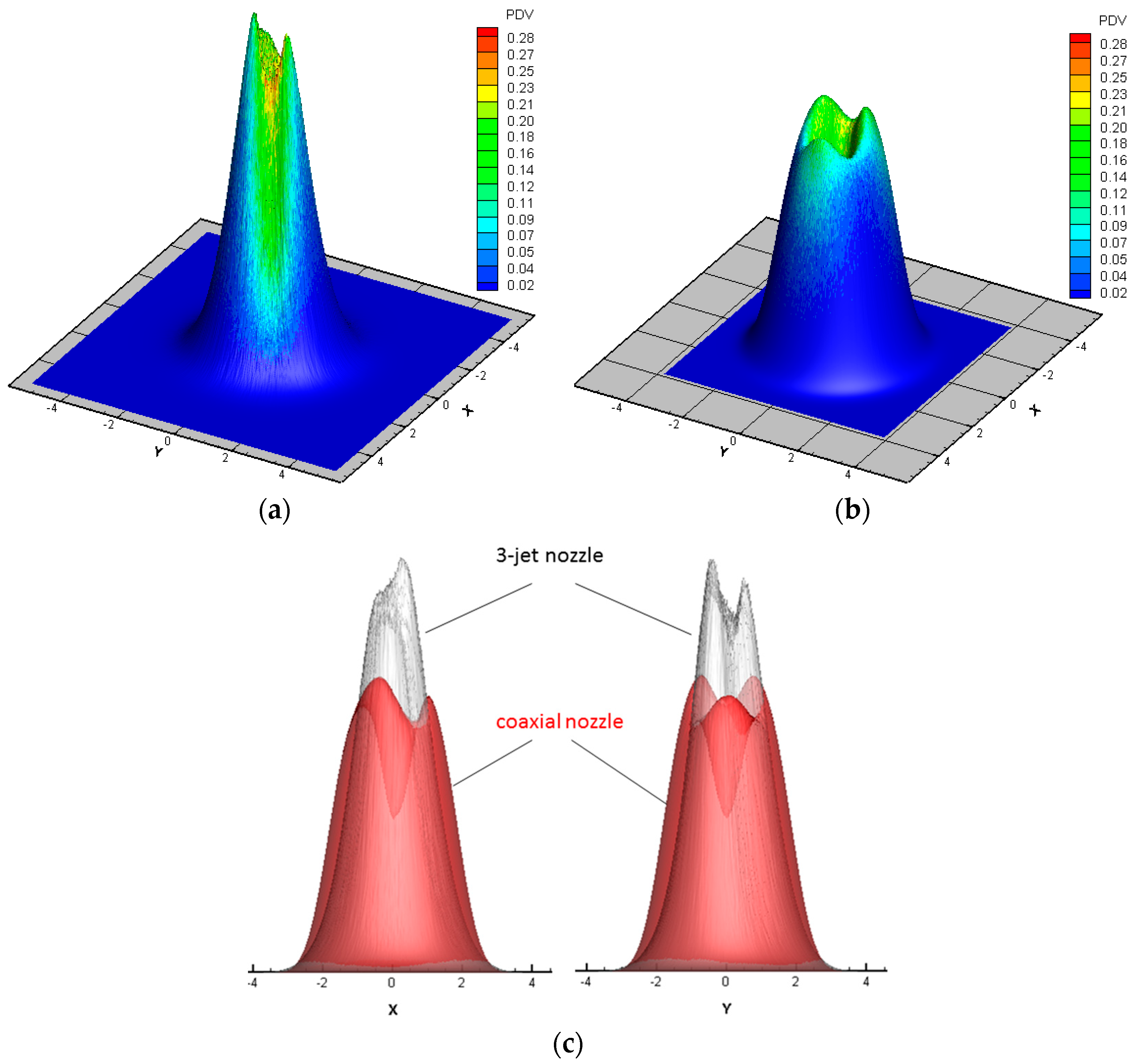
3.1. Powder Intensity Distribution
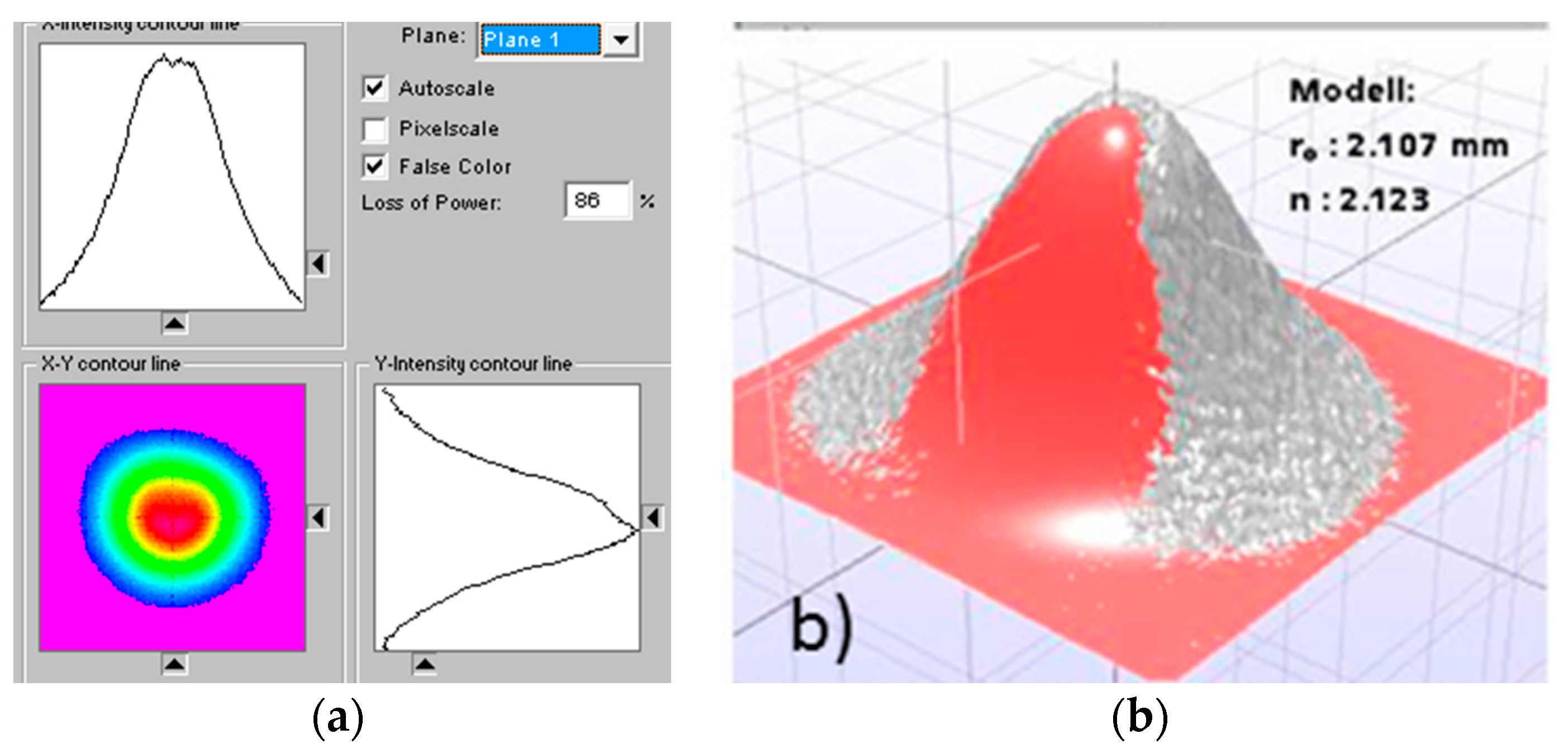
3.2. Laser Intensity Distribution
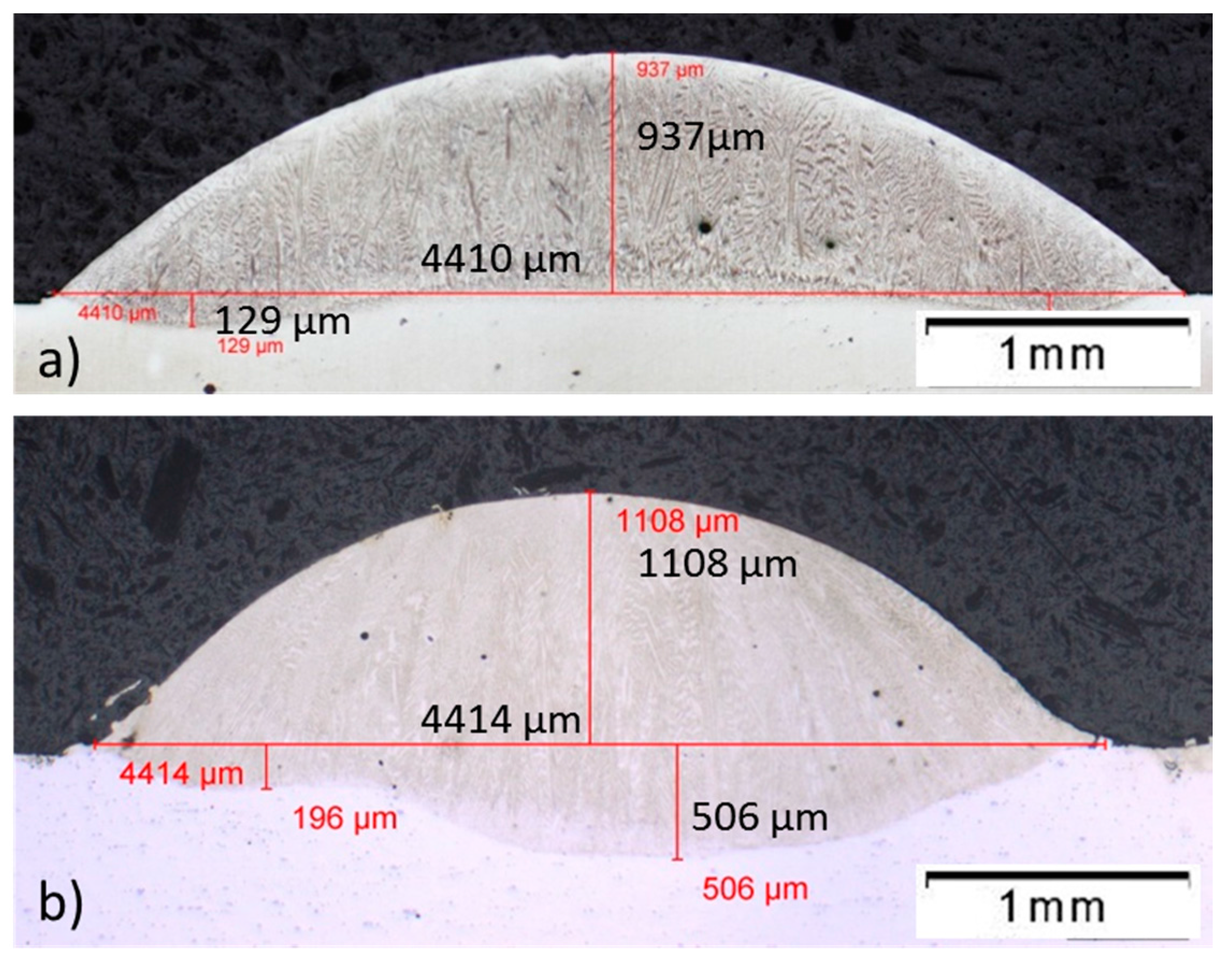
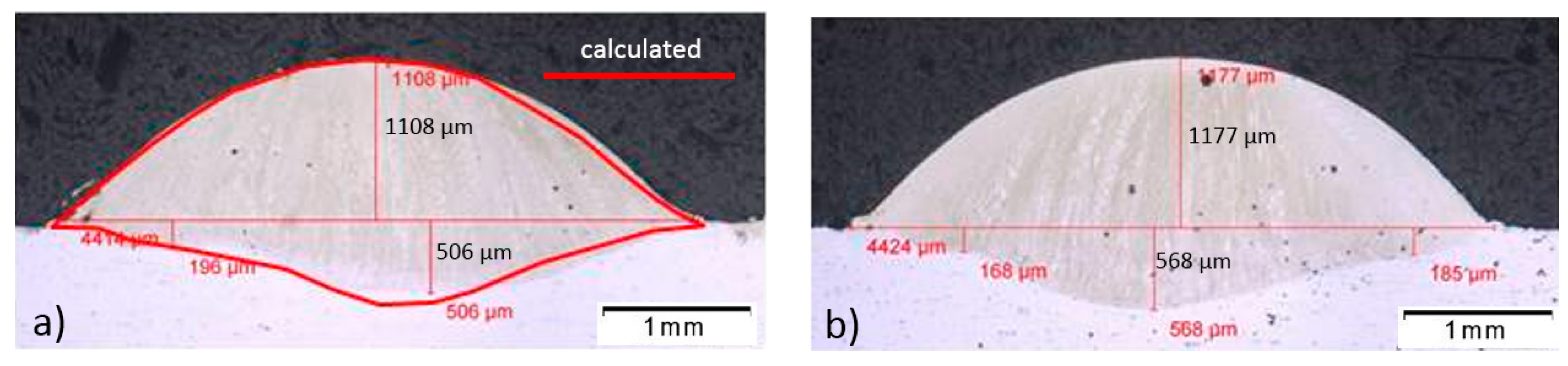
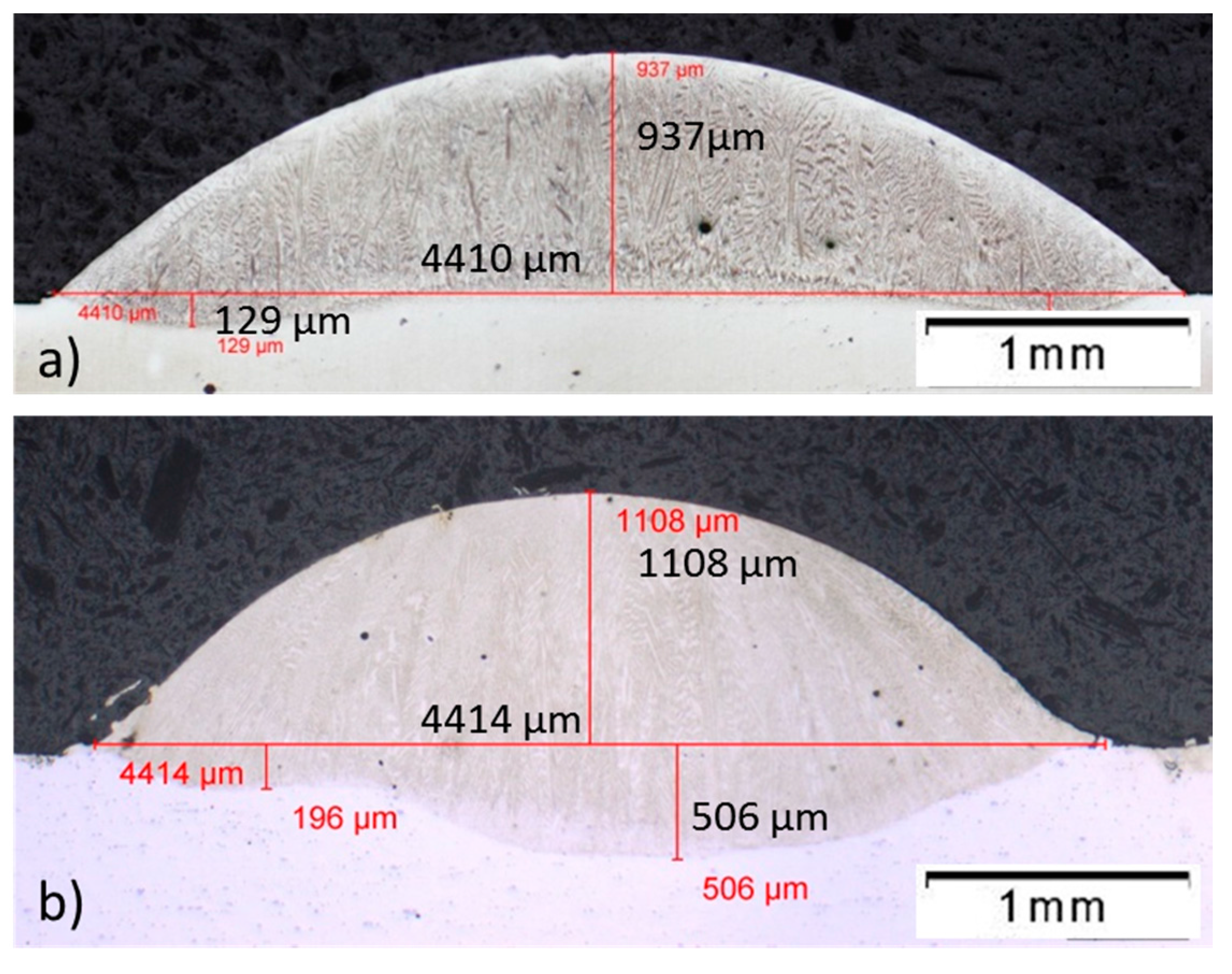
3.3. Experimental Results
- : deposition rate;
- : scanning speed;
- : mean cross-sectional area; and
- : density of IN718.
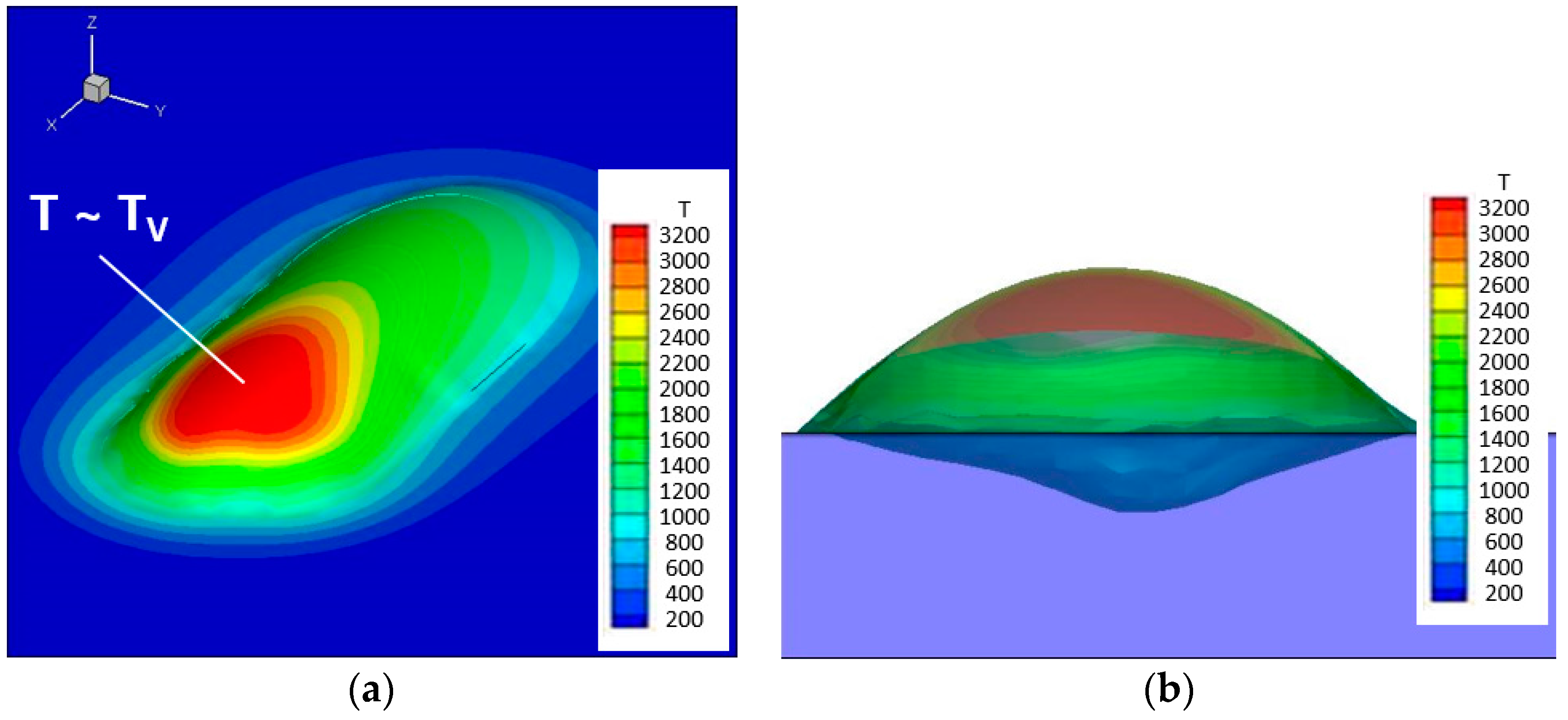
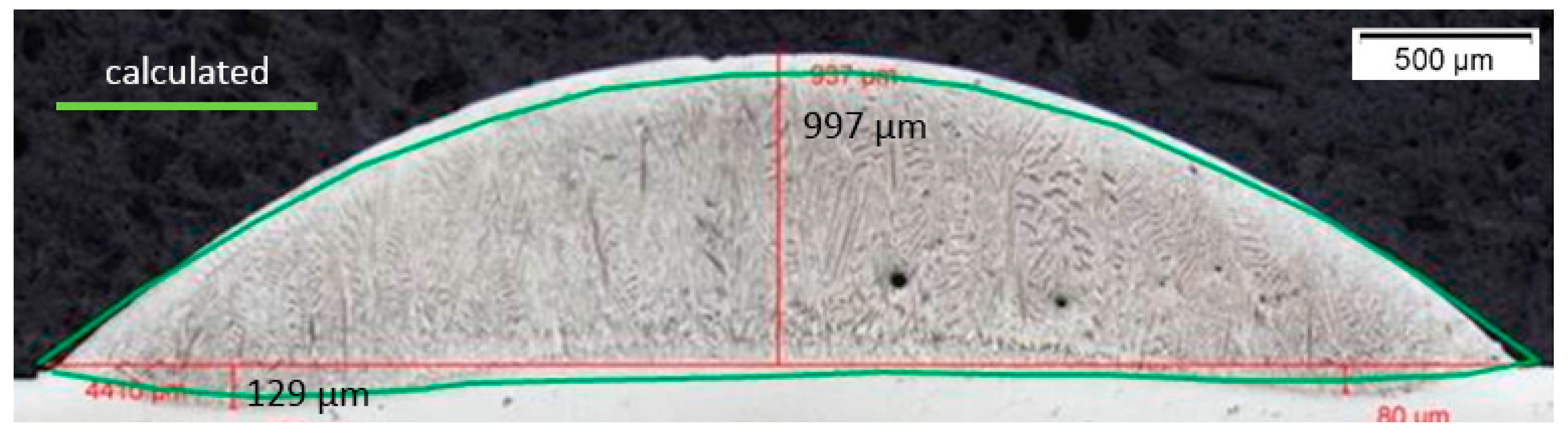
4. Process Simulation
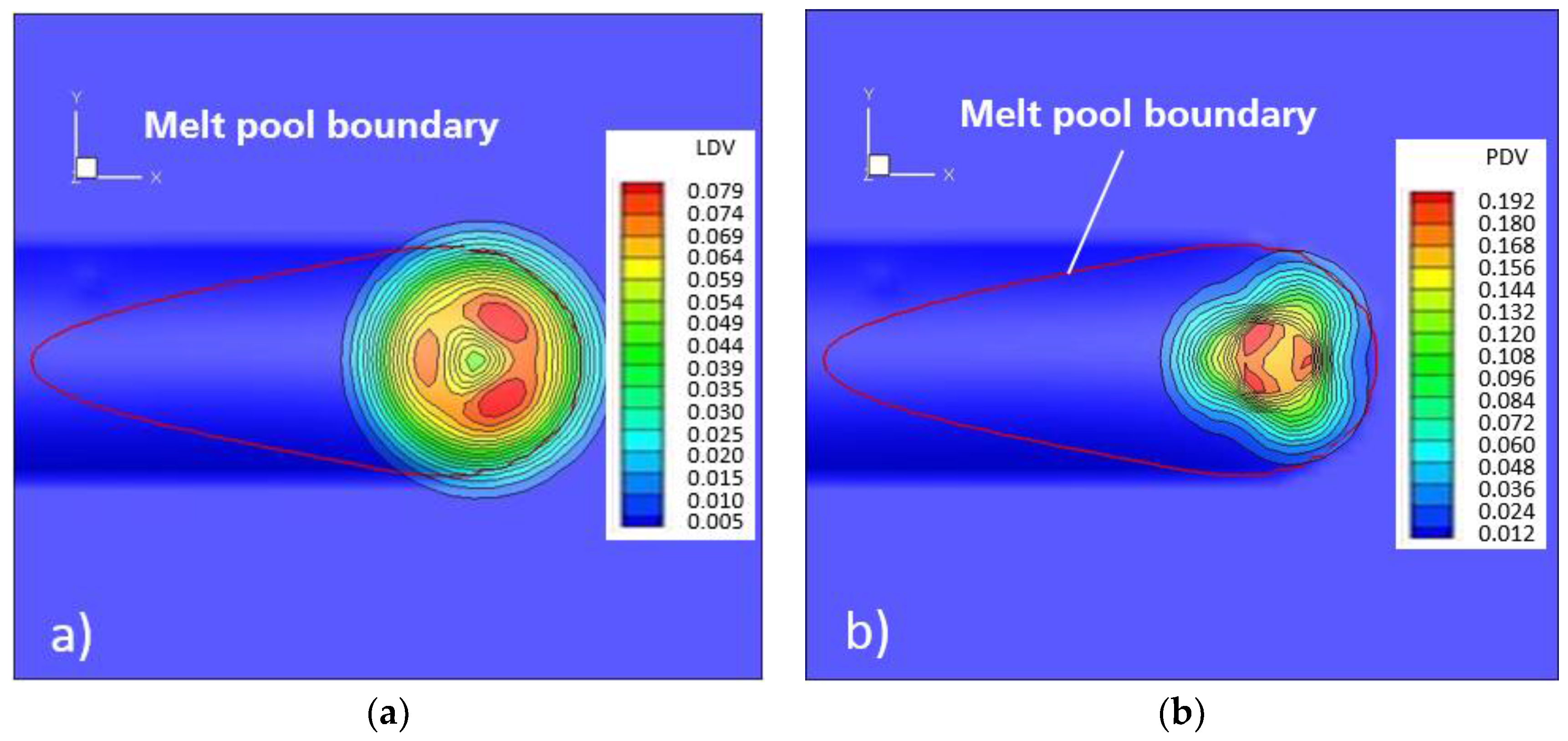
4.1. HDR-LMD with a Three-Jet Nozzle
4.2. Particle Adsorption
- : particle penetration depth;
- : reduced particle velocity;
- : a constant that is decided by , , and ;
- : dynamic viscosity;
- : particle radius; and
- : density.
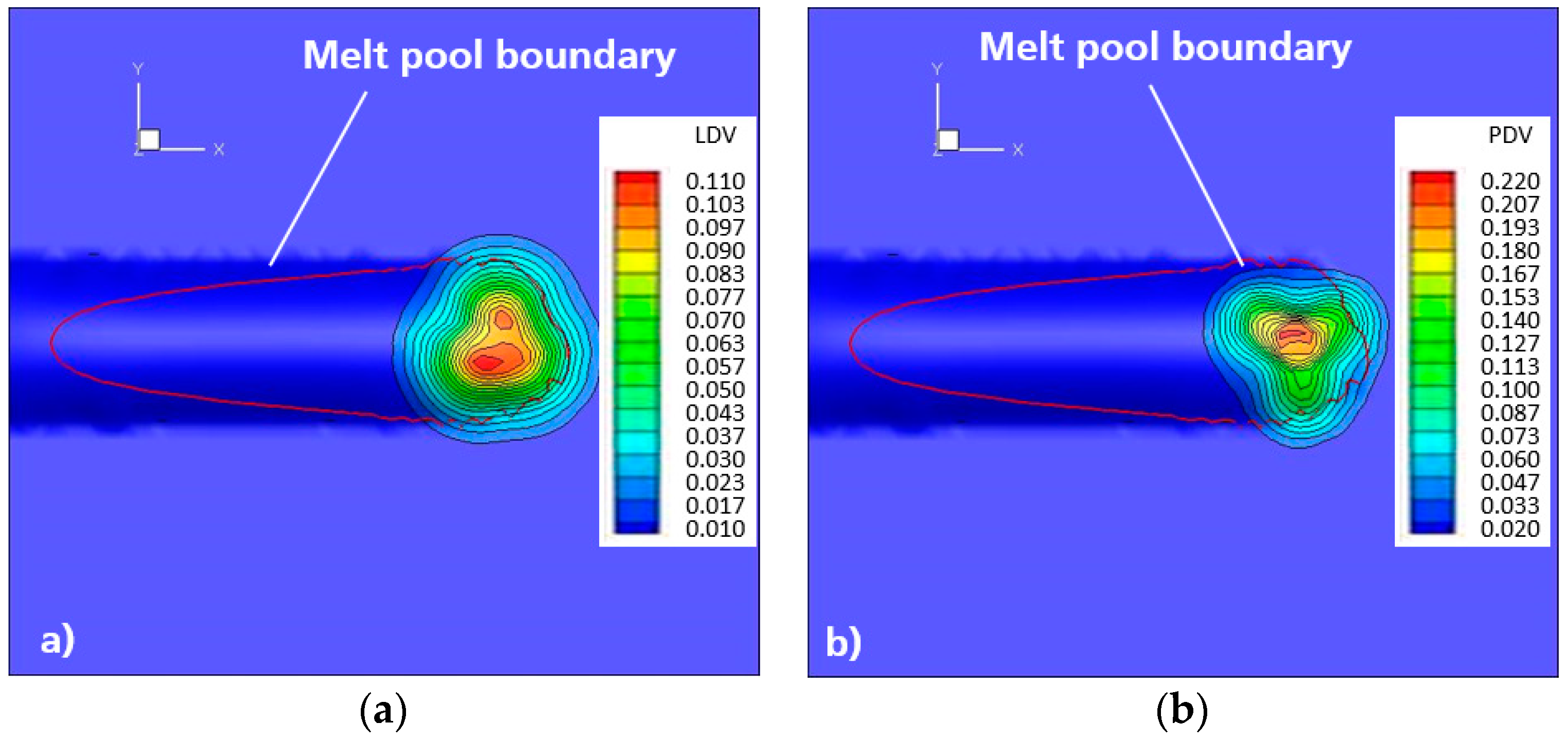
4.3. HDR-LMD with a Coaxial Nozzle
5. Conclusions
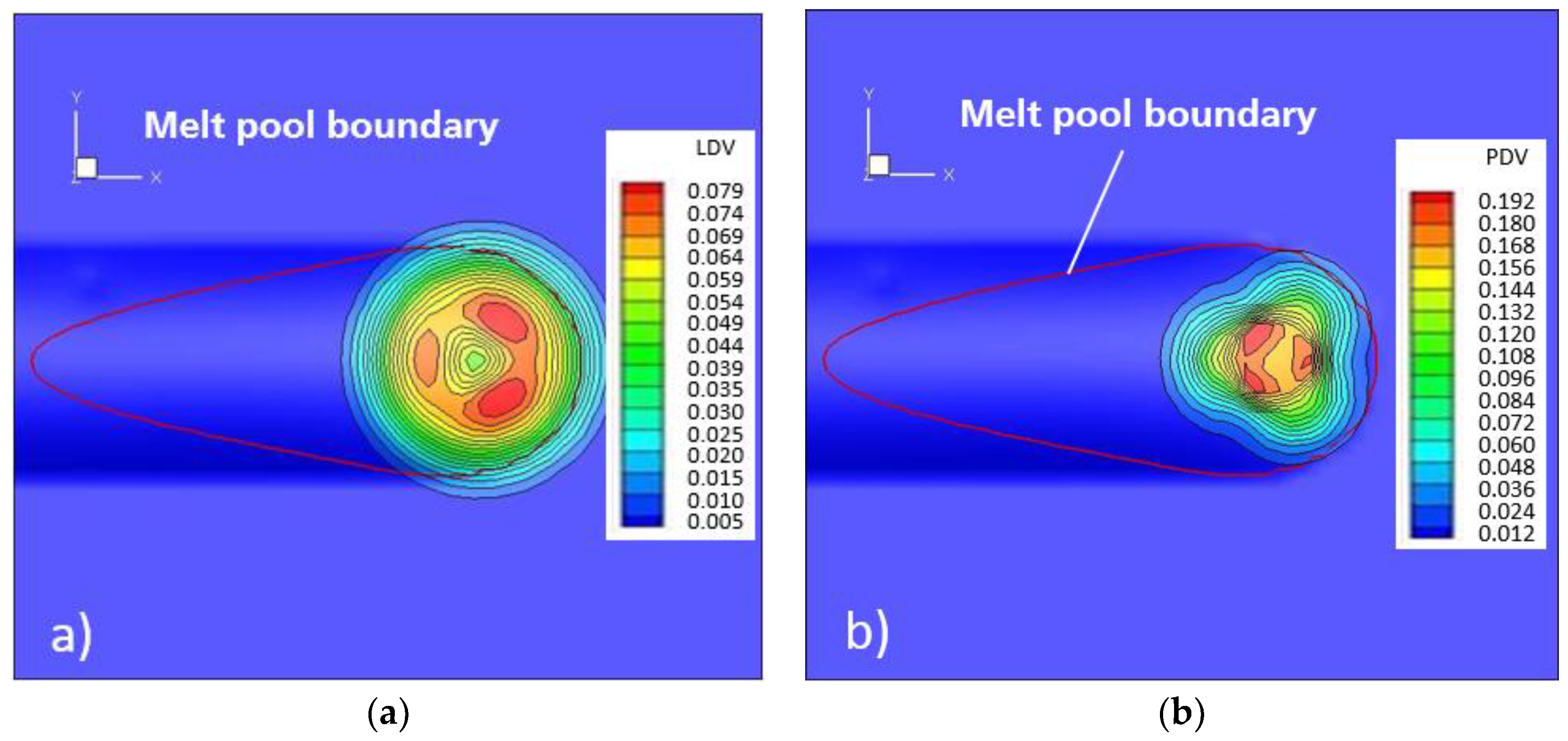
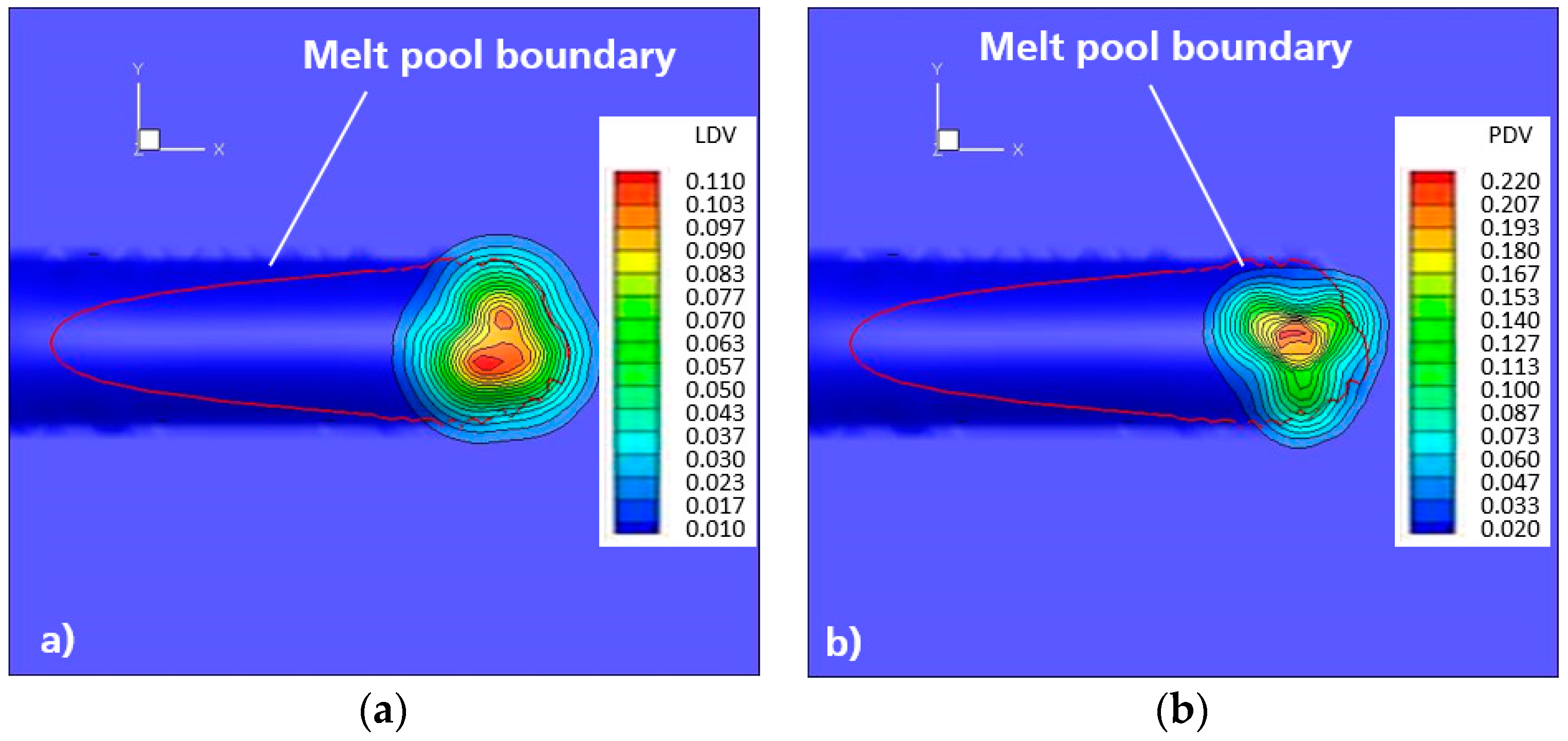
- With the three-jet nozzle, a substantial part of the powder particles that hit the melt pool surface are rebounded; with the coaxial nozzle, almost all the particles that hit the melt pool surface have been caught and absorbed.
- Different particle velocity must be the main reason for this result since, with similar PID, the particle velocity determines the penetration depth of the powder particle into the melt pool.
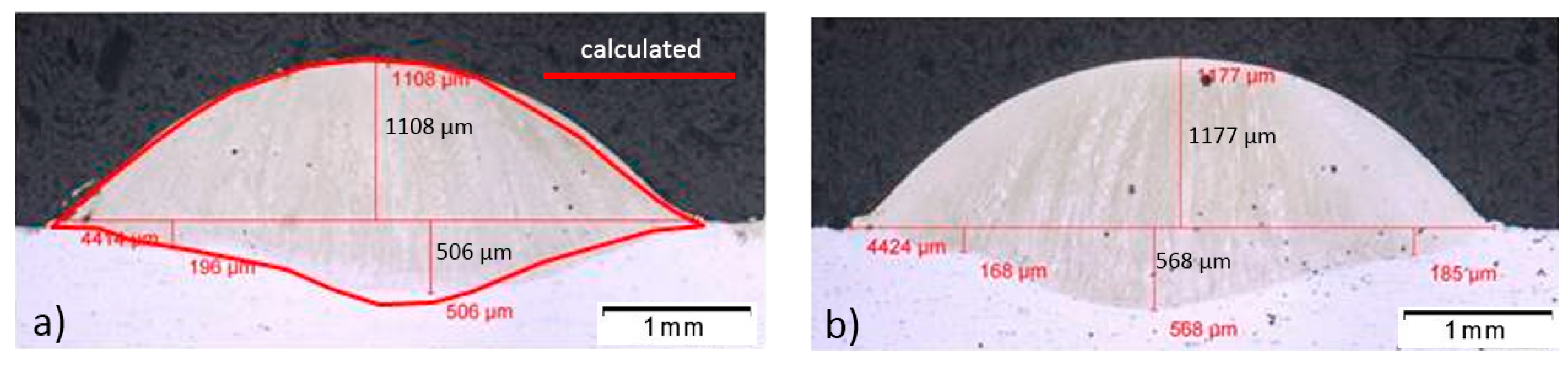
- Due to the different penetration depth, the model used for simulating the processes with different power streams should be adapted, using different boundary conditions.
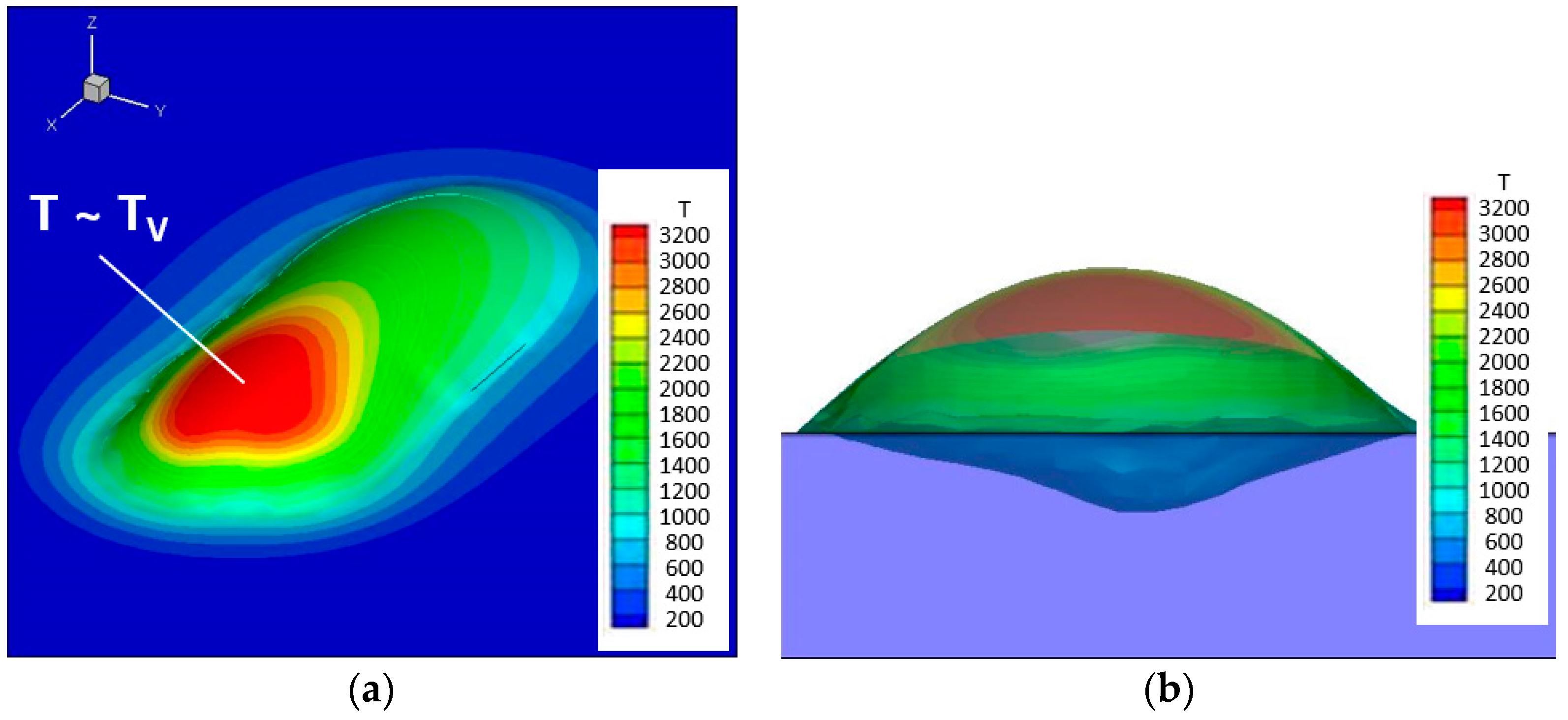
- The powder stream affects the heat exchange between the heated particles and the melt pool: a surface boundary condition applies for a powder stream with lower particle velocities, in this experiment, provided by a three-jet nozzle, and a volumetric boundary condition applies for a powder stream with higher particle velocities, provided here by a coaxial nozzle.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Singh, A.; Ramakrishnan, A.; Dinda, G.P. Direct Laser Metal Deposition of Eutectic Al-Si Alloy for Automotive Applications. In Proceedings of the TMS 2017, 146th Annual Meeting & Exhibition Supplemental Proceedings, San Diego, CA, USA, 26 February–2 March 2017; pp. 71–80. [Google Scholar]
- Payne, G.; Ahmad, A.; Fitzpatrick, S.; Xirouchakis, P.; Ion, W.; Wilson, M. Remanufacturing H13 steel moulds and dies using laser metal deposition. In Advances in Manufacturing Technology XXX; IOS Press: Amsterdam, The Netherlands, 2016; p. 93. [Google Scholar]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser metal deposition as repair technology for a gas turbine burner made of Inconel 718. Phys. Proc. 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Yilmaz, O.; Ugla, A.A. Shaped metal deposition technique in additive manufacturing: A review. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 230, 1781–1798. [Google Scholar] [CrossRef]
- Boisselier, D.; Sankaré, S.; Engel, T. Improvement of the Laser Direct Metal Deposition Process in 5-axis Configuration. Phys. Proc. 2014, 56, 239–249. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Laser metal deposition of functionally graded Ti6Al4V/TiC. Mater. Des. 2015, 84, 402–410. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Ponche, R.; Kerbrat, O.; Mognol, P.; Hascoet, J.-Y. A novel methodology of design for Additive Manufacturing applied to Additive Laser Manufacturing process. Robot. Comput. Integr. Manuf. 2014, 30, 389–398. [Google Scholar] [CrossRef]
- Calleja, A.; Tabernero, I.; Fernández, A.; Celaya, A.; Lamikiz, A.; de Lacalle, L.L. Improvement of strategies and parameters for multi-axis laser cladding operations. Opt. Lasers Eng. 2014, 56, 113–120. [Google Scholar] [CrossRef]
- Hofman, J.T.; Lange, D.F.; de Pathiraj, B.; Meijer, J. FEM modeling and experimental verification for dilution control in laser cladding. J. Mater. Process. Technol. 2011, 2, 187–196. [Google Scholar] [CrossRef]
- Angelastro, A.; Campanelli, S.L.; Casalino, G.; Ludovico, A.D.; Ferrara, S. A methodology for optimization of the Direct Laser Metal Deposition process. Key Eng. Mater. 2011, 473, 75–82. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. An experimental–numerical investigation of heat distribution and stress field in single- and multi-track laser cladding by a high-power direct diode laser. Opt. Laser Technol. 2014, 63, 154–168. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martinez, S.; Ukar, E.; De Lacalle, L.L. Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process. J. Mater. Process. Technol. 2012, 212, 516–522. [Google Scholar] [CrossRef]
- Kamara, A.M.; Marimuthu, S.; Li, L. Finite Element Modeling of Microstructure in Laser-Deposited Multiple Layer Inconel 718 Parts. Mater. Manuf. Process. 2014, 29, 1245–1252. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Laser metal deposition of TiC/Inconel 718 composites with tailored interfacial microstructures. Opt. Laser Technol. 2013, 54, 98–109. [Google Scholar] [CrossRef]
- Sun, G.; Bhattacharya, S.; Dinda, G.P.; Dasguptac, A.; Mazumder, J. Microstructure evolution during laser-aided direct metal deposition of alloy tool steel. Scr. Mater. 2011, 64, 454–457. [Google Scholar] [CrossRef]
- Lu, Y.; Tang, H.B.; Fang, Y.L.; Liu, D.; Wang, H.M. Microstructure evolution of sub-critical annealed laser deposited Ti–6Al–4V alloy. Mater. Des. 2012, 37, 56–63. [Google Scholar] [CrossRef]
- Raju, R.; Duraiselvam, M.; Petley, V.; Verma, S.; Rajendran, R. Microstructural and mechanical characterization of Ti6Al4V refurbished parts obtained by laser metal deposition. Mater. Sci. Eng. A 2015, 643, 64–71. [Google Scholar] [CrossRef]
- Ren, H.-S.; Tian, X.-J.; Liu, D.; Liu, J.; Wang, H.-M. Microstructural evolution and mechanical properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1856–1864. [Google Scholar] [CrossRef]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-assisted machining of Inconel 718 with an economic analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Rahman, M.; Seah, W.; Teo, T.T. The machinability of inconel 718. J. Mater. Process. Technol. 1997, 63, 199–204. [Google Scholar] [CrossRef]
- Parimi, L.L.; Ravi, G.A.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; Figuera, J. Evaluation of the mechanical properties of Inconel 718 components built by laser cladding. Int. J. Mach. Tools Manuf. 2011, 51, 465–470. [Google Scholar] [CrossRef]
- Lambarri, J.; Leunda, J.; Navas, V.G.; Soriano, C.; Sanz, C. Microstructural and tensile characterization of Inconel 718 laser coatings for aeronautic components. Opt. Lasers Eng. 2013, 51, 813–821. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Leng, H.; Cao, J.; Liu, Q.; Huang, C.; Huang, W. Microstructural changes in a laser solid forming Inconel 718 superalloy thin wall in the deposition direction. Opt. Laser Technol. 2013, 45, 330–335. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Kittel, J.; Schopphoven, T.; Pirch, N. Study of process window development for high deposition-rate laser material deposition by using mixed processing parameters. J. Laser Appl. 2015, 27, 032008. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Schopphoven, T.; Poprawe, R. Experimental study of porosity reduction in high deposition-rate Laser Material Deposition. Opt. Laser Technol. 2015, 75, 87–92. [Google Scholar] [CrossRef]
- Zhong, C.; Biermann, T.; Gasser, A.; Poprawe, R. Experimental study of effects of main process parameters on porosity, track geometry, deposition rate, and powder efficiency for high deposition rate laser metal deposition. J. Laser Appl. 2015, 27, 042003. [Google Scholar] [CrossRef]
- Zhong, C.; Gasser, A.; Kittel, J.; Fu, J.; Ding, Y.; Poprawe, R. Microstructures and tensile properties of Inconel 718 formed by high deposition-rate laser metal deposition. J. Laser Appl. 2016, 28, 022010. [Google Scholar] [CrossRef]
- Pirch, N.; Linnenbrink, S.; Gasser, A.; Wissenbach, K.; Poprawe, R. Analysis of track formation during laser metal deposition. J. Laser Appl. 2016, 29, 022506. [Google Scholar] [CrossRef]
- FocusMonitor FM+. PRIMES. Available online: https://www.primes.de/en/products/beam-distribution/focus-measurement/focusmonitor-fm.html (accessed on 9 October 2017).
- Pirch, N.; Zielinski, J. Spatial resolved laser beam diagnostics for material processing. In Proceedings of the 6th Primes Workshop, Darmstadt, Germany, 10–11 September 2014. [Google Scholar]
- Tan, H.; Hu, G.; Zhang, F.; Fan, W.; Hou, W.; Huang, W. Formation mechanism of adhering powder and improvement of the surface quality during laser solid forming. Int. J. Adv. Manuf. Technol. 2016, 86, 1329–1338. [Google Scholar] [CrossRef]
- Vreeling, J.A.; Ocelík, V.; Pei, Y.T.; van Agterveld, D.T.; De Hosson, J.T. Laser melt injection in aluminum alloys: On the role of the oxide skin. Acta Mater. 2000, 48, 4225–4233. [Google Scholar] [CrossRef]
- Lin, J.M. A simple model of powder catchment in coaxial laser cladding. Opt. Laser Technol. 1999, 31, 233–238. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Nb (+Ta) | Mo | Ti | Al |
|---|---|---|---|---|---|---|
| Tested results | 53.51 | 19.08 | 4.89 | 2.98 | 0.99 | 0.68 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, C.; Pirch, N.; Gasser, A.; Poprawe, R.; Schleifenbaum, J.H. The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718. Metals 2017, 7, 443. https://doi.org/10.3390/met7100443
Zhong C, Pirch N, Gasser A, Poprawe R, Schleifenbaum JH. The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718. Metals. 2017; 7(10):443. https://doi.org/10.3390/met7100443
Chicago/Turabian StyleZhong, Chongliang, Norbert Pirch, Andres Gasser, Reinhart Poprawe, and Johannes Henrich Schleifenbaum. 2017. "The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718" Metals 7, no. 10: 443. https://doi.org/10.3390/met7100443
APA StyleZhong, C., Pirch, N., Gasser, A., Poprawe, R., & Schleifenbaum, J. H. (2017). The Influence of the Powder Stream on High-Deposition-Rate Laser Metal Deposition with Inconel 718. Metals, 7(10), 443. https://doi.org/10.3390/met7100443