
Properties of Resistance Spot-Welded TWIP Steels

Abstract
:
1. Introduction
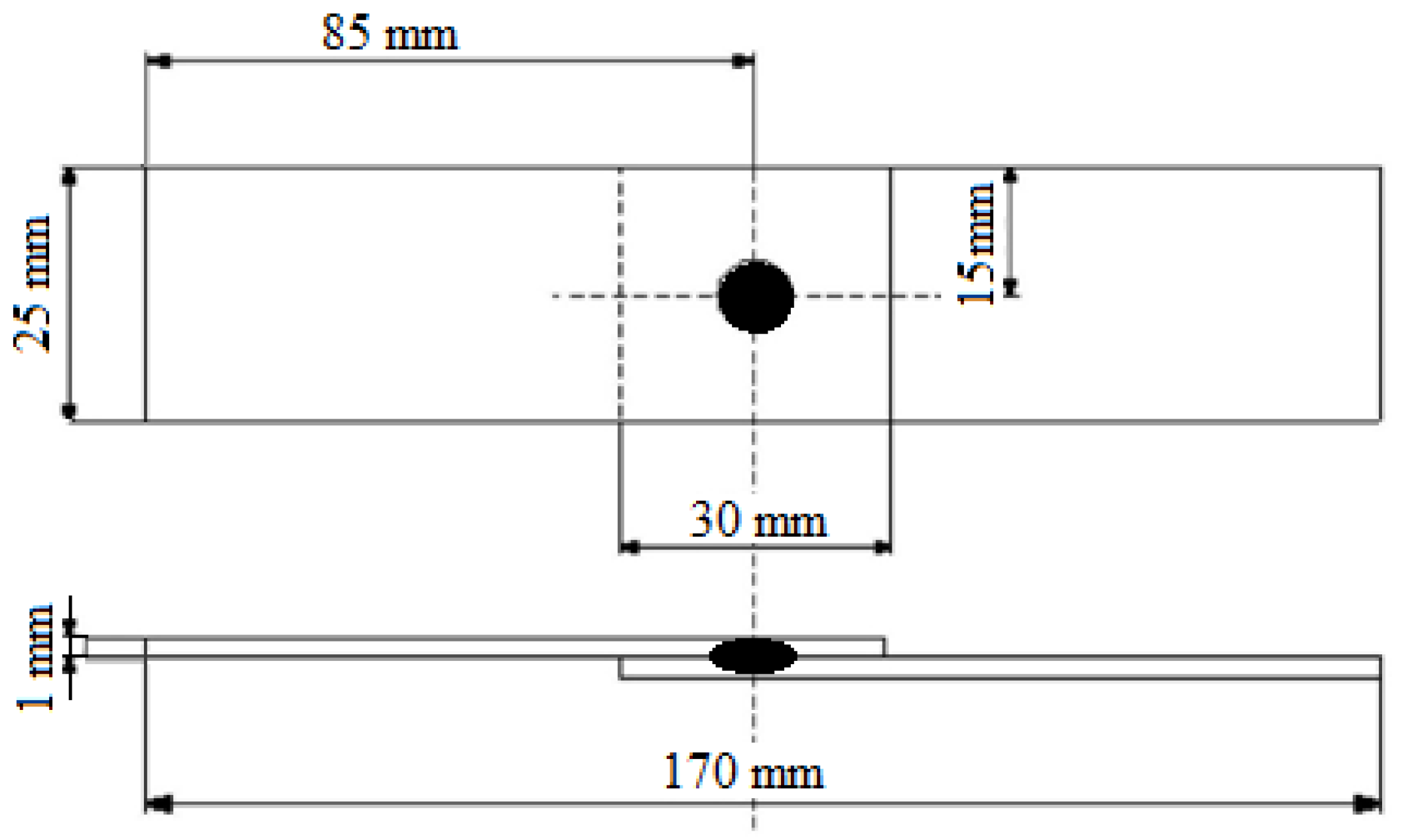
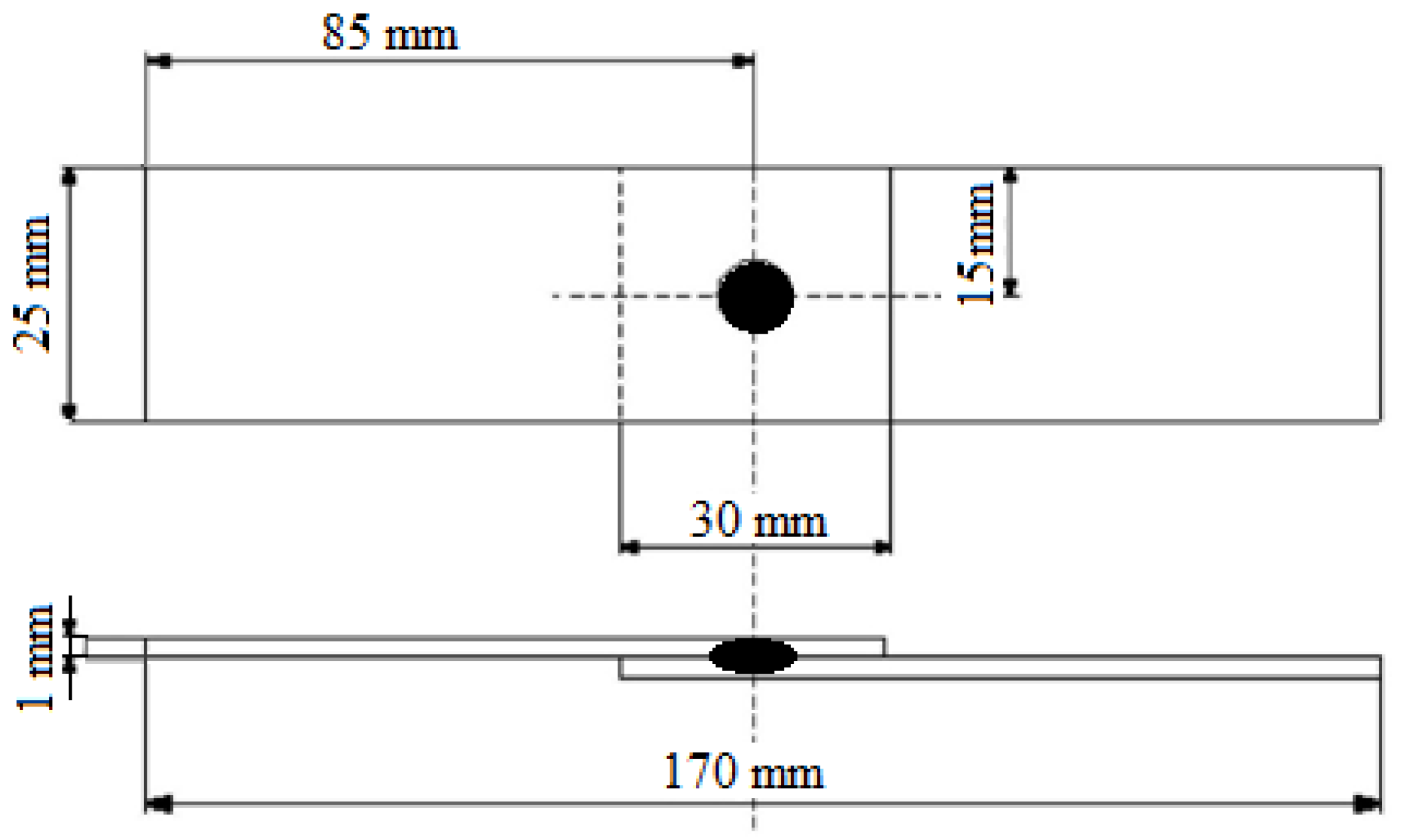
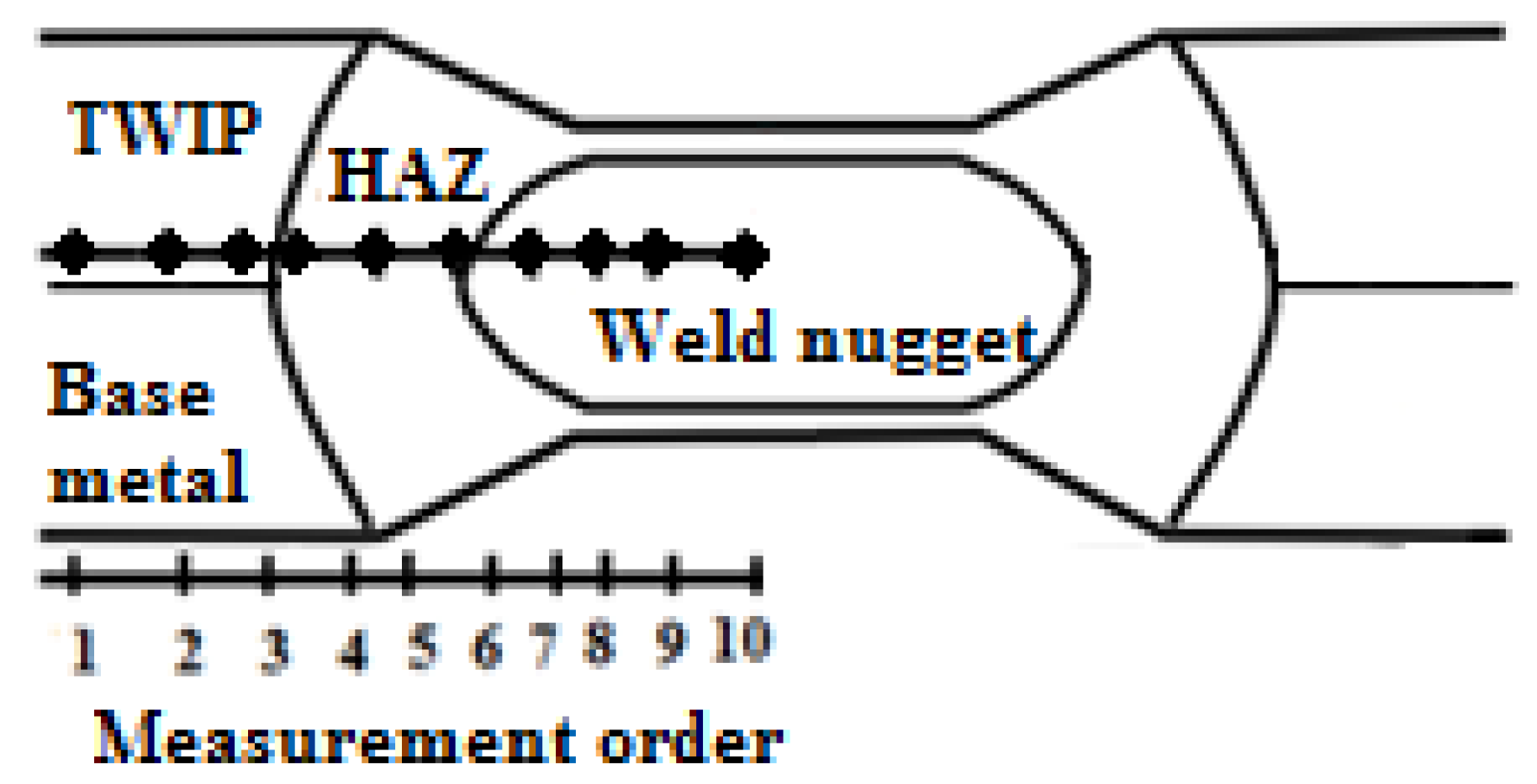
2. Materials and Methods
3. Results and Discussions
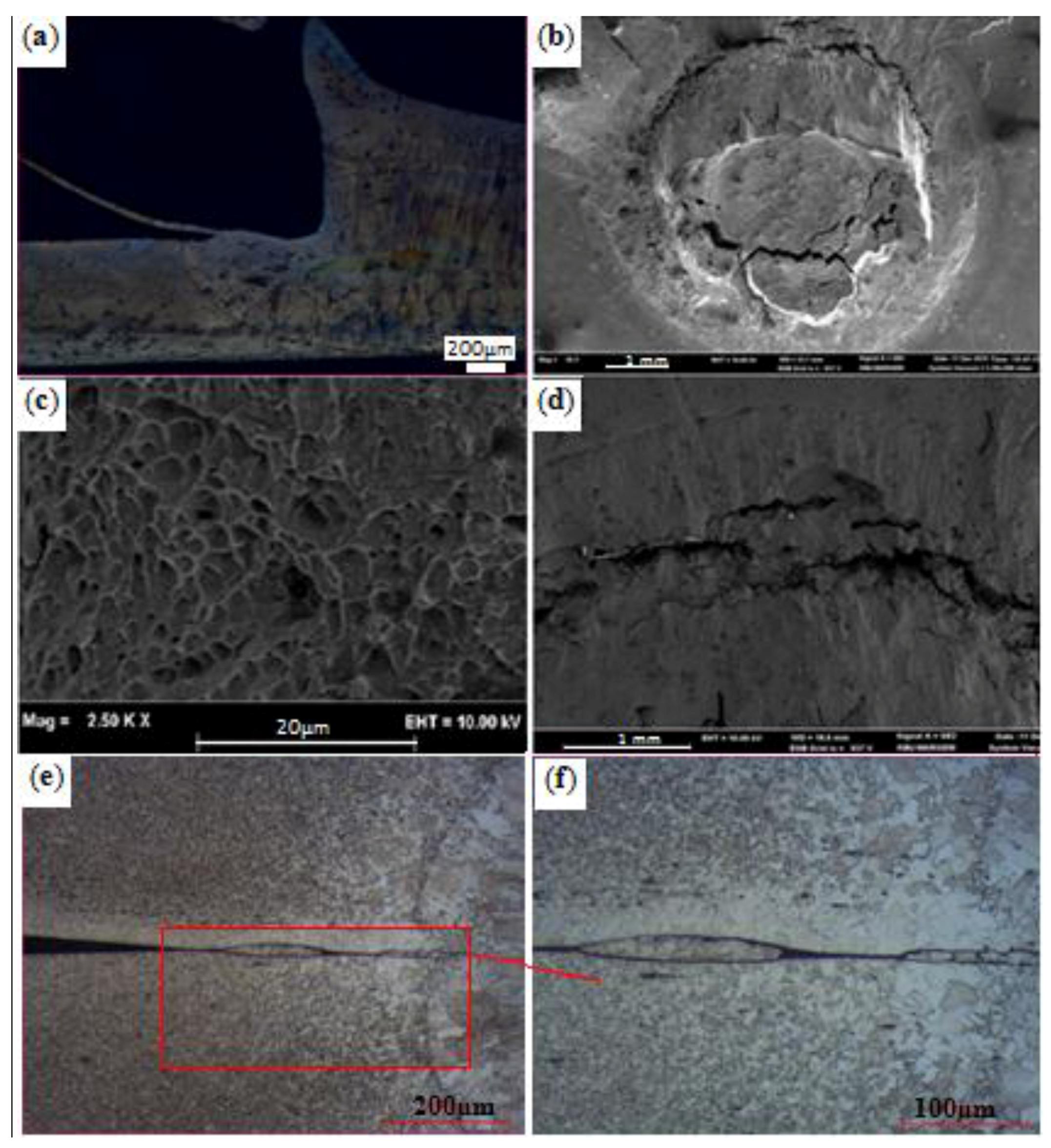
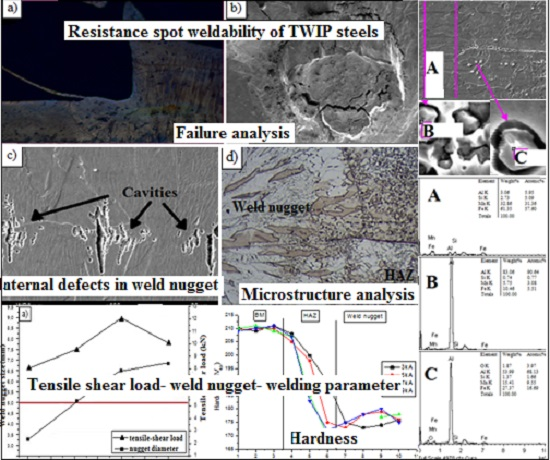
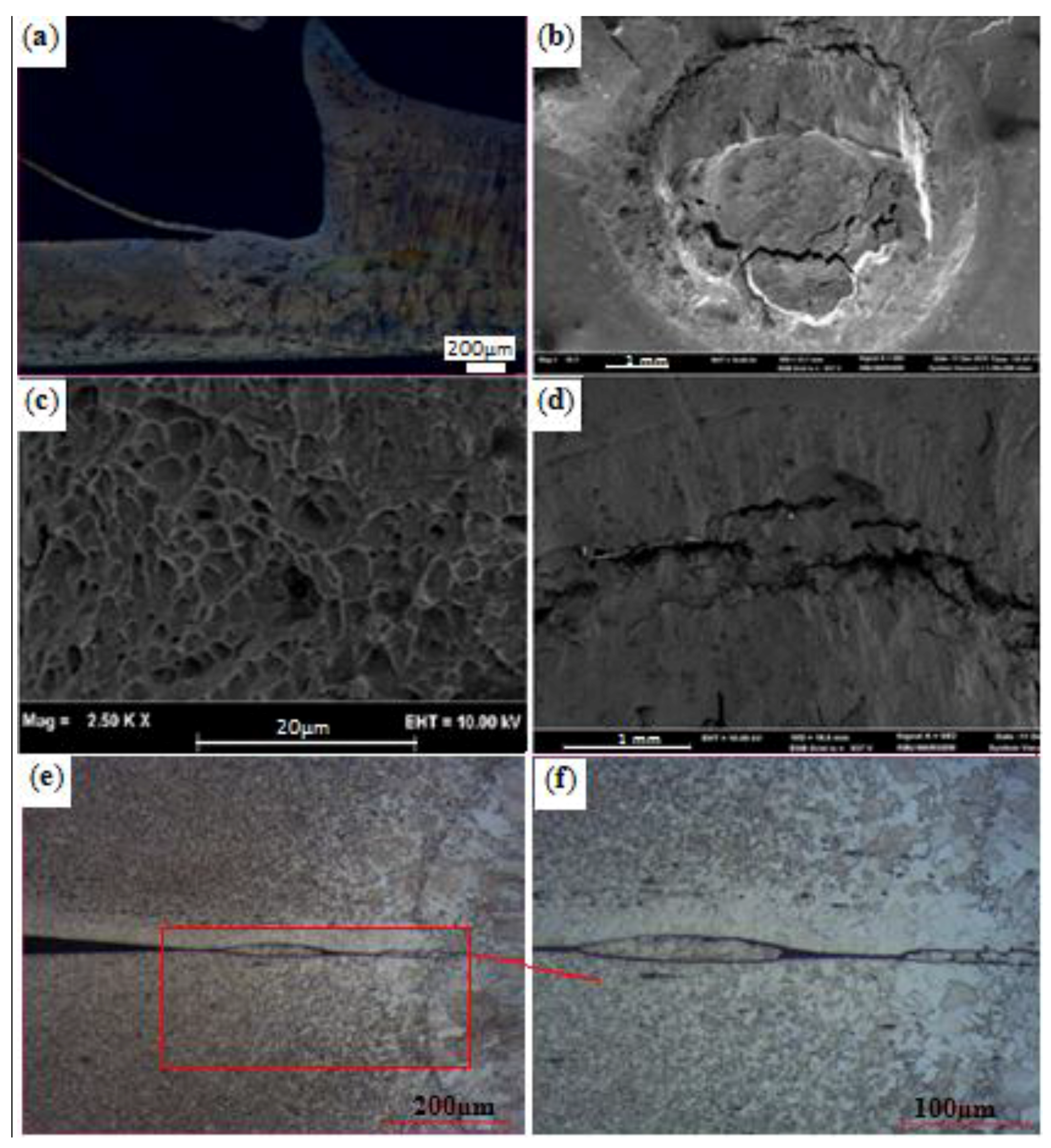
3.1. Fracture Characteristics of Sample
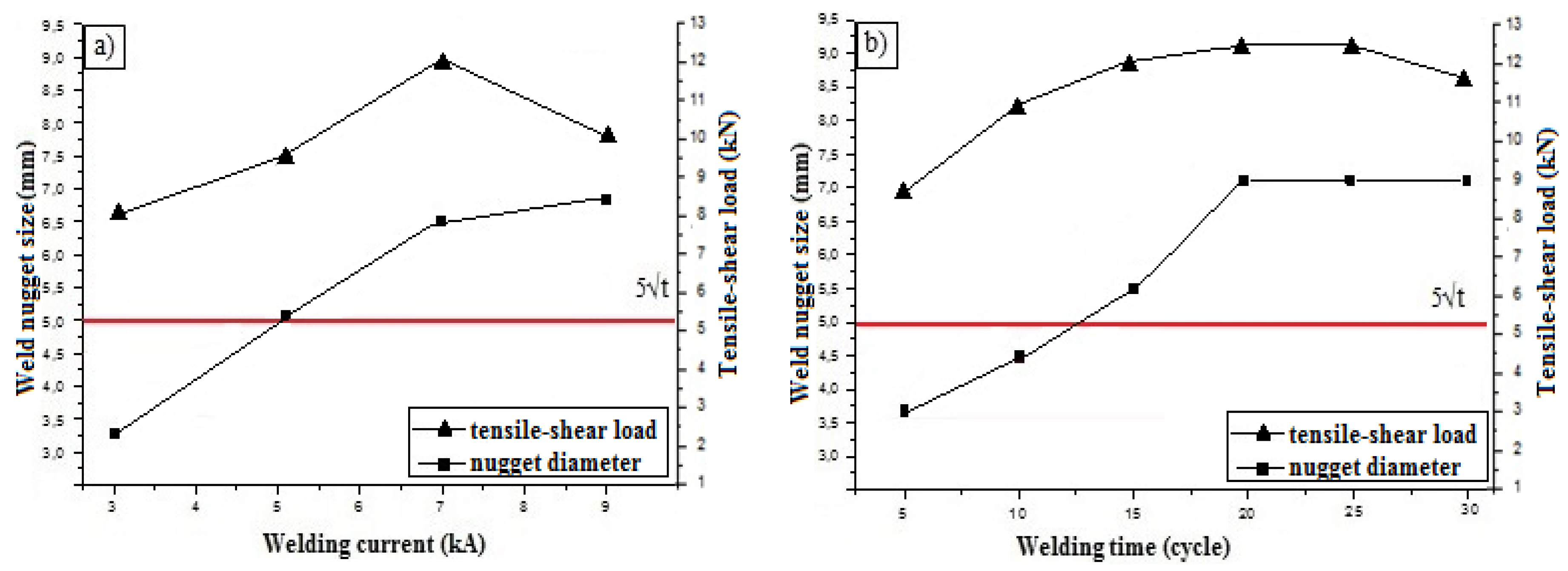
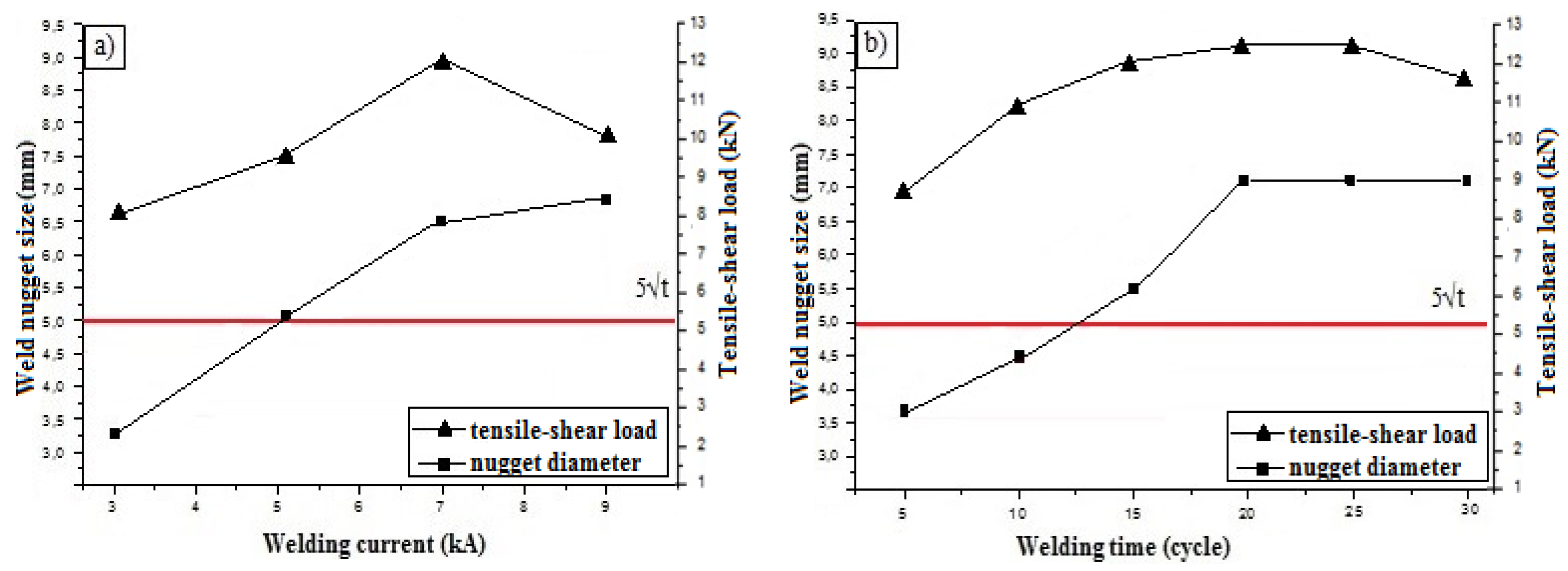
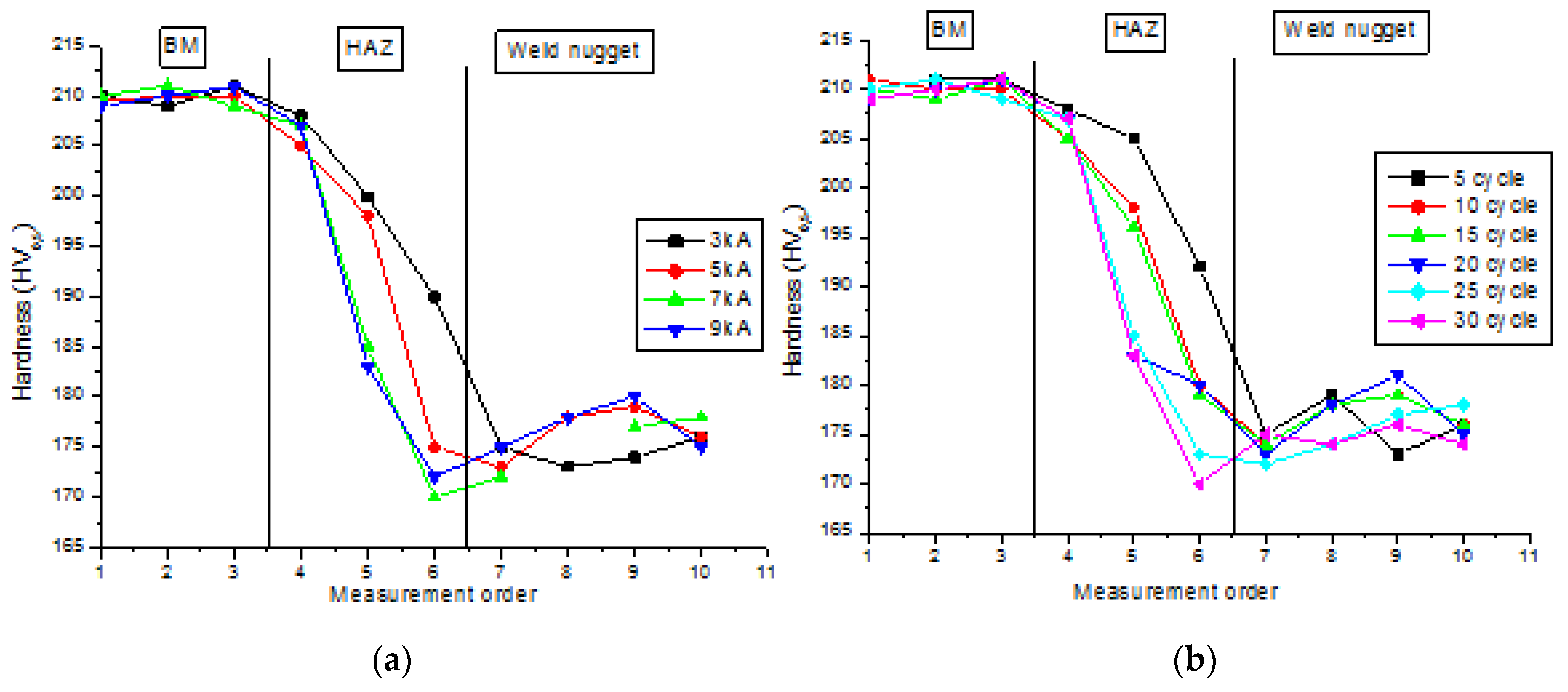
3.2. Effect of Welding Parameters on Weld Nugget Size, Strength, and Hardness
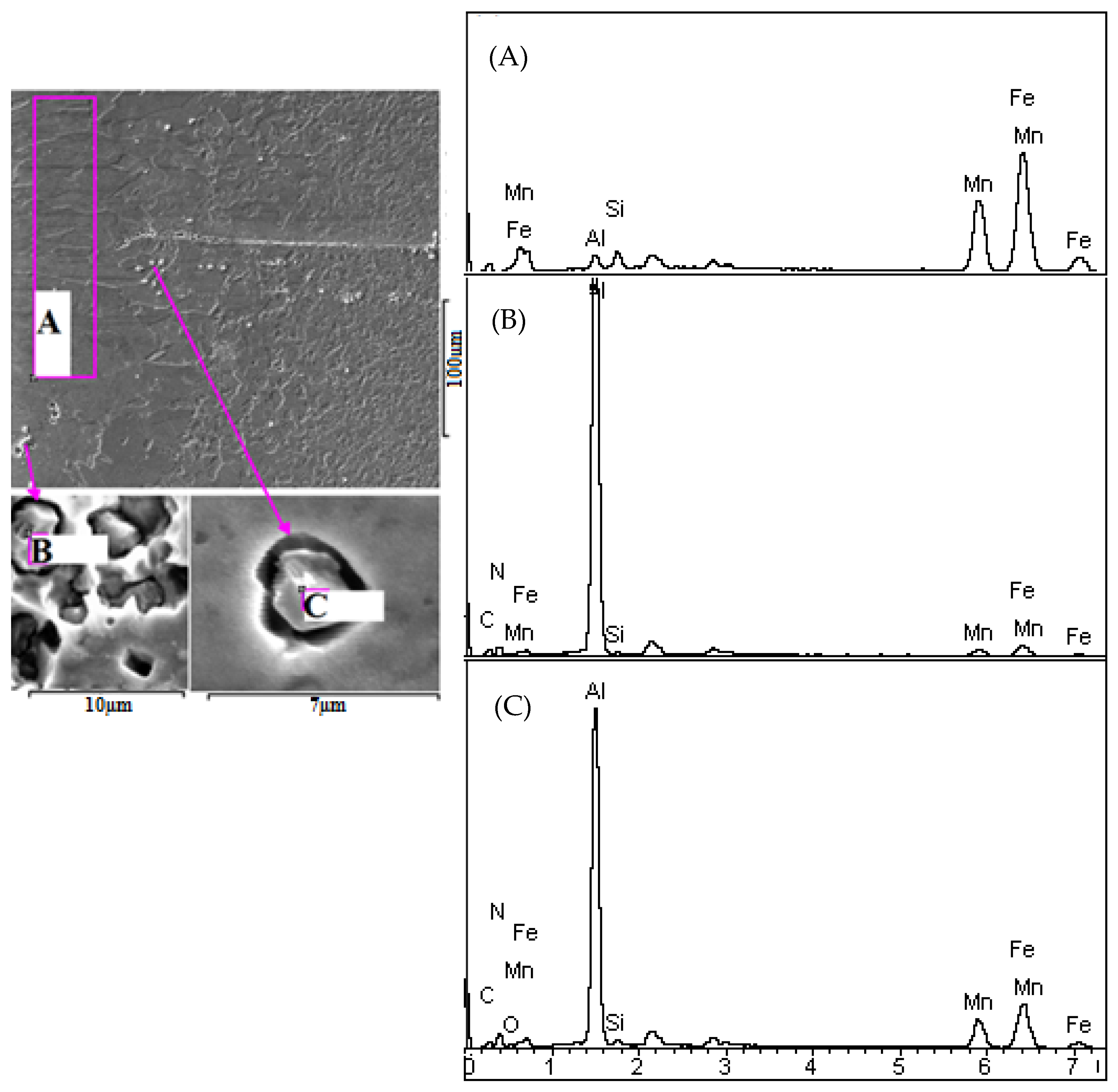
3.3. Microstructure Evaluation of Weldment
4. Conclusions
- The tensile shear strength of welded samples increased up to 7 kA welding current for 20 cycles of welding time. The results indicate that, except for 3 kA and 5 kA welding current for 20 cycles of welding time and 7 kA welding current for five cycles of welding time, all of the combinations of the welding process parameters in this study provide acceptable tensile strength for the automotive industry. Over the critical heat input level (greater than 25 cycles of welding time for 7 kA welding current) the strength of the welded sample decreases due to expulsion or decreasing in cross-section thickness of the nugget.
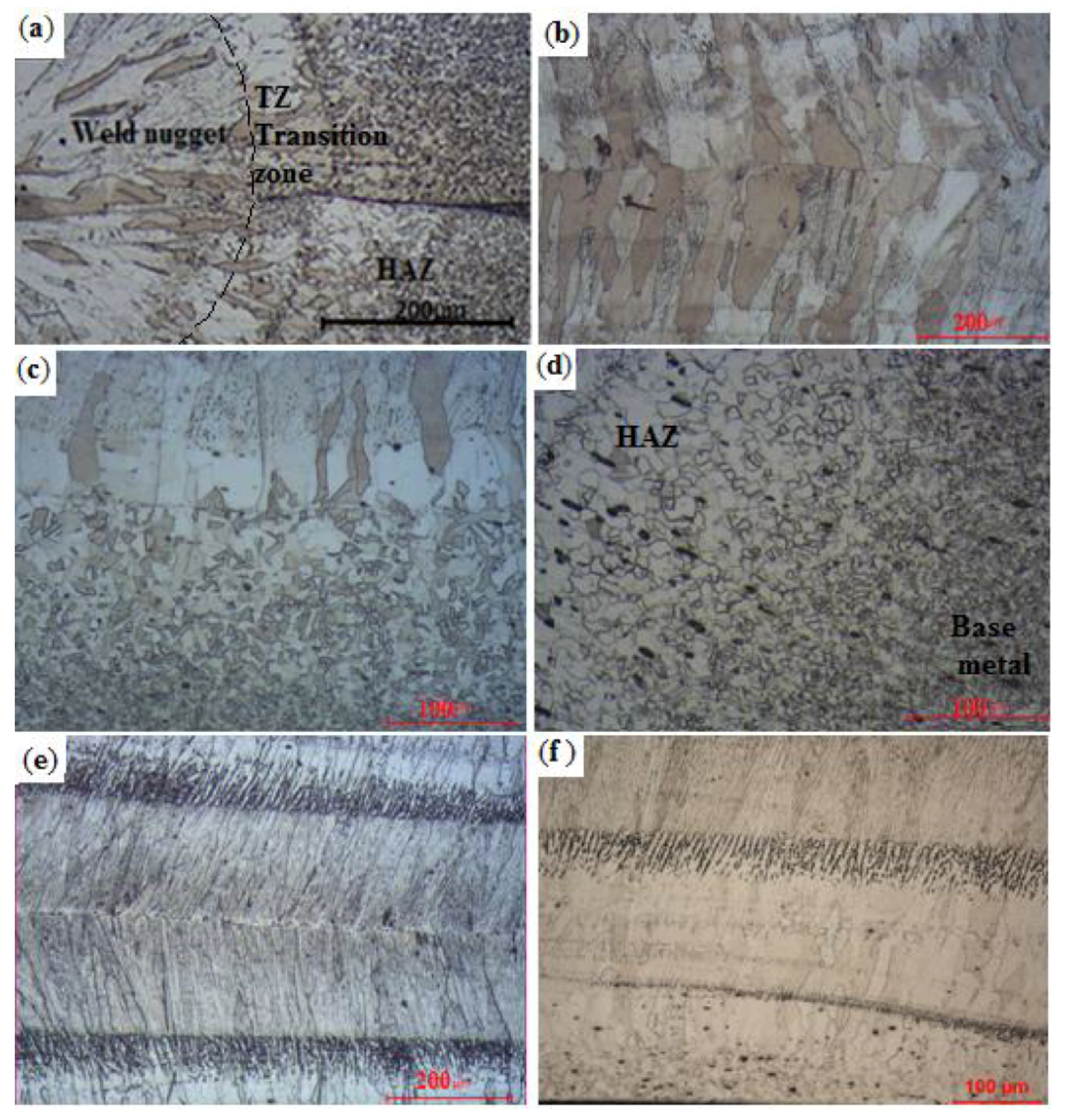
- The failure in the tensile shear test sample occurred in PIF mode for lower welding parameters (3 kA welding current, up to 15 cycles of welding time). PIF mode was present in the ductile characteristics in the weld nugget. Over these welding parameters (except expulsion) PF mode was started by a crack in HAZ and then the crack propagation occurred by tearing from the sheet. It is thought that the primary cause of weakening in HAZ could be the grain growth mechanism.
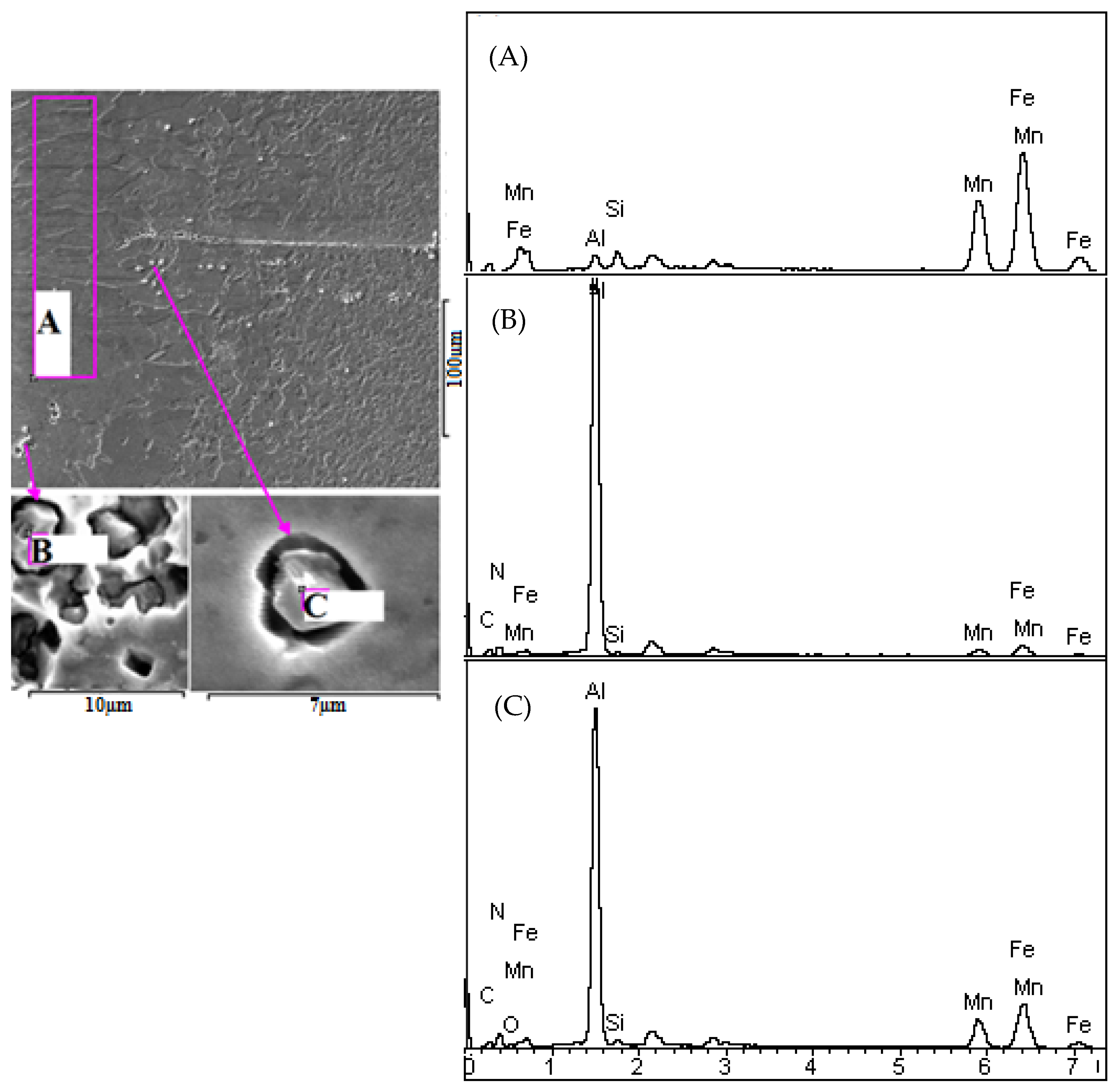
- The fully austenitic solidification present in the weld nugget was due to a high amount of manganese and a low amount of carbon in chemical composition. Since the fusion zone microstructure has been fully austenitic, the weld thermal cycle has not changed the structure. The ferritic or martensitic transformation has not been detected through metallographic investigation. The formed particles observed in transition zone from the weld nugget to HAZ, at which point EDS analysis was carried out. Results indicate that this formed particle contains high amounts of Al and Mn that can be cause the formation of second-phase particles.
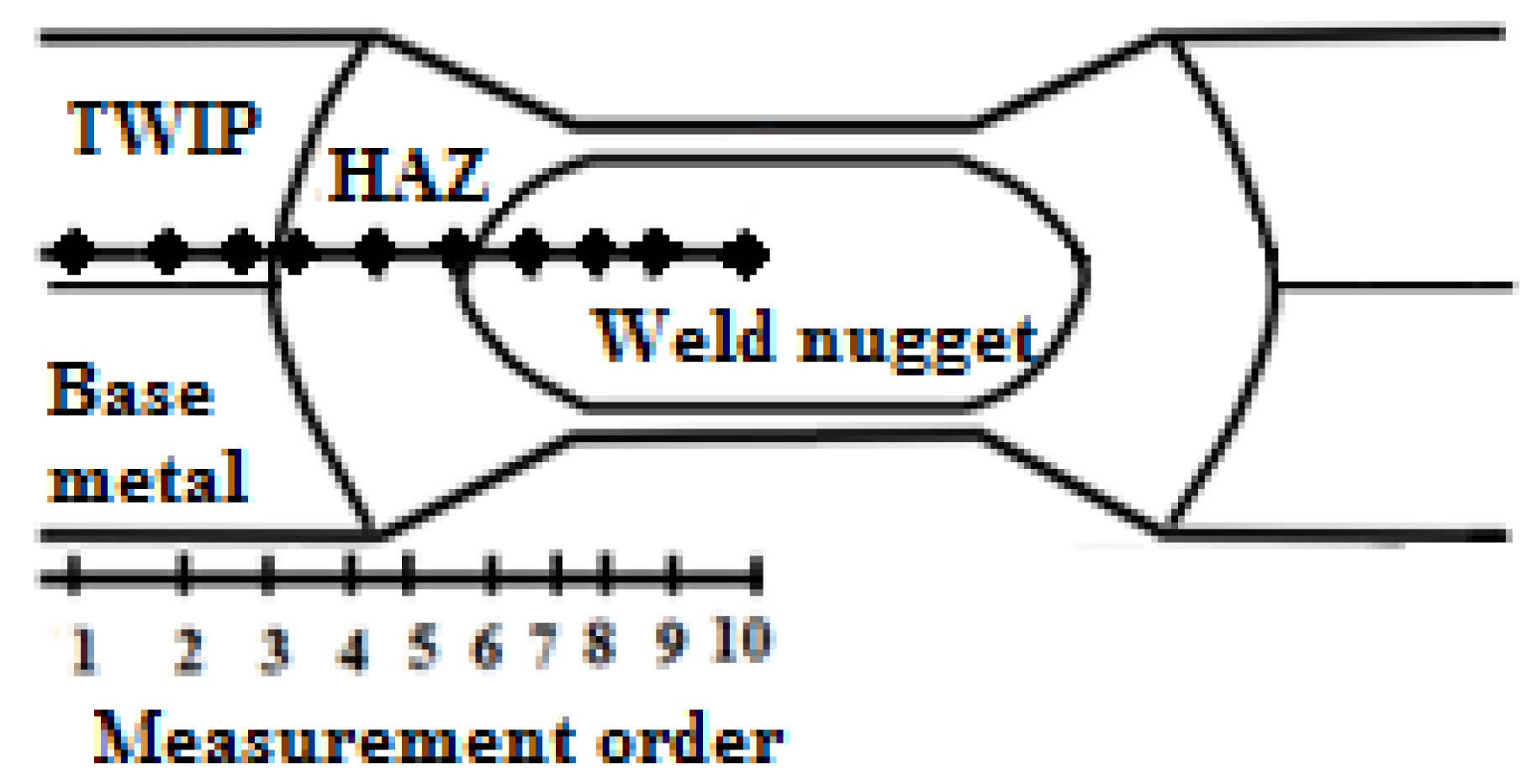
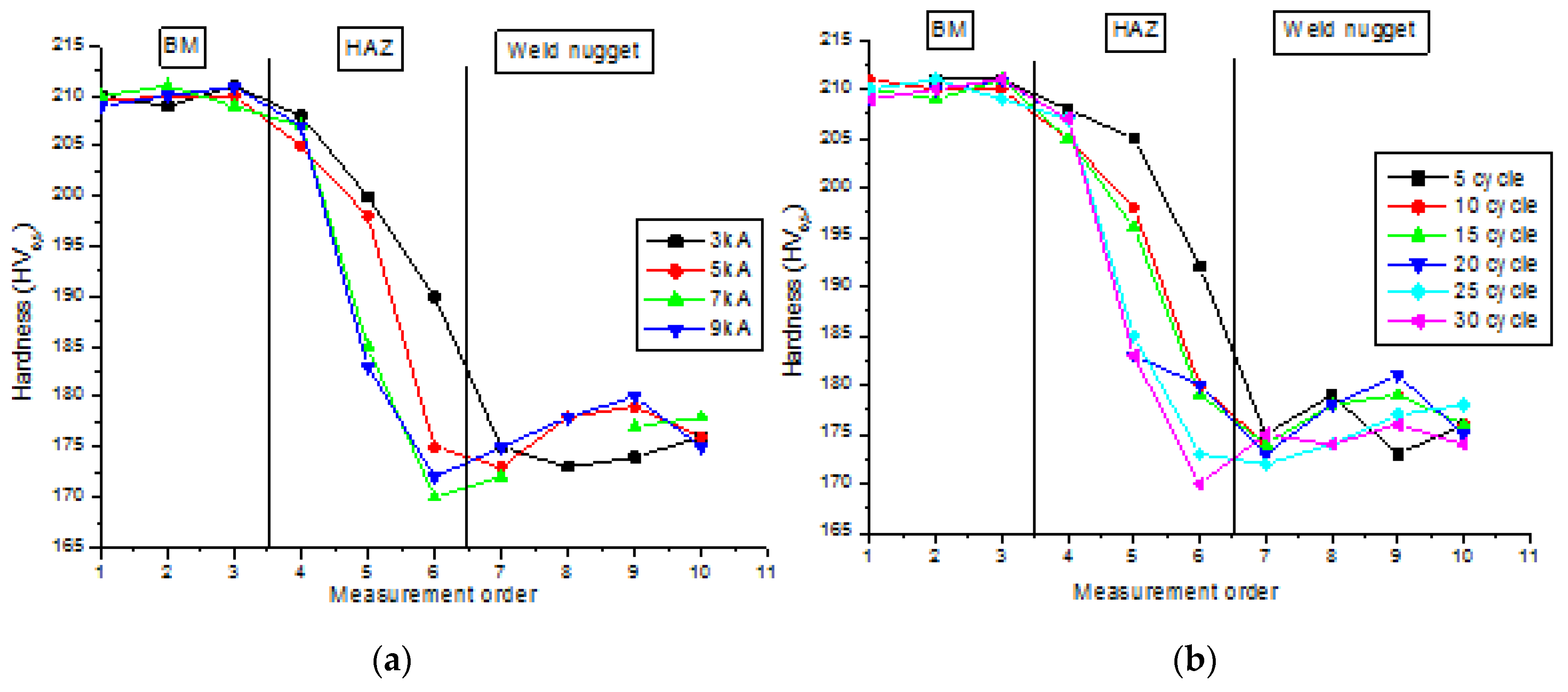
- The hardness of the weld nugget and HAZ were found to be lower than those of the base metal due to the nature of the weld thermal cycles, the chemical composition of TWIP steel, and grain coarsening. The hardness results also indicate that the high strength caused by twinning-induced plasticity is almost lost due to the weld thermal cycle.
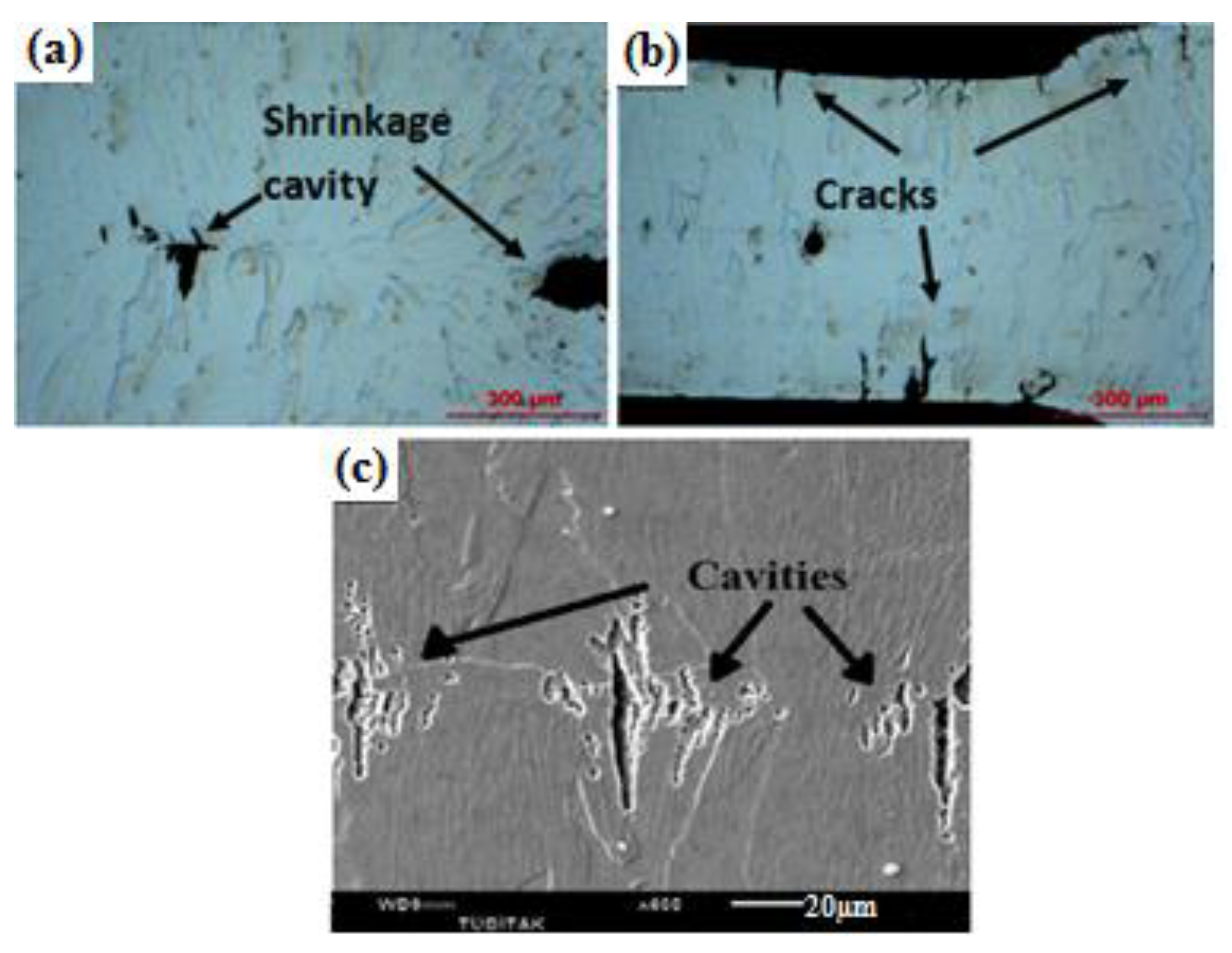
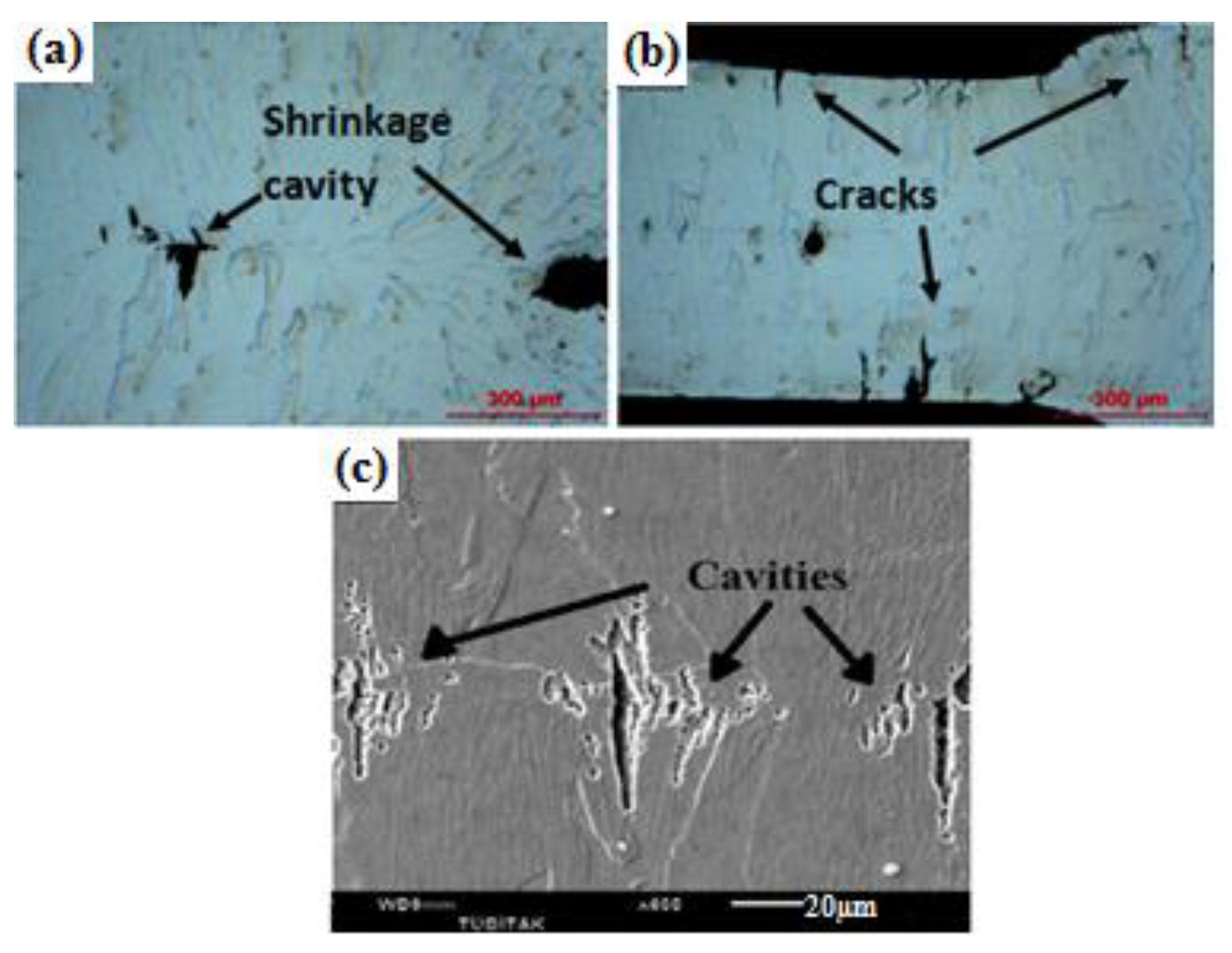
- Due to electrode force, high heat input, or any other parameters that produce excessive weld heat, the shrinkage cavities and cracks were observed in the fusion zone of the weldment. It is believed that the cracks at the periphery of a weld nugget where the load stresses are highly concentrated were formed due to the solidification mode, interdendritic aluminum segregation, high electrode pressure, and residual stress in the weld nugget.
- In conclusion, the optimum welding parameters that guarantee acceptable tensile shear strength and fracture mode (PF) for the automotive industry were obtained at 7 kA welding current for 20 and 25 cycles of welding time in the examined range. The results indicate that the acceptable welding parameter area is very narrow for resistance spot-welded TWIP steels, because of cracks and cavities in the weld nugget, surface cracks in the HAZ that causes PIF mode, unacceptable weld nugget geometry in adequate welding parameters because of low heat input, and high metal expulsion reducing the partial thickness due to high heat input.
Author Contributions
Conflicts of Interest
References
- Poranvari, M.; Mousavizadeh, S.M.; Marashi, S.P.H.; Goodarzi, M.; Ghorbani, M. Influence of fusion zone size and failure mode on mechanical performance of dissimilar resistance spot welds of AISI 1008 low carbon steel and DP600 advanced high strength steel. Mater. Des. 2011, 32, 1390–1398. [Google Scholar] [CrossRef]
- Beal, C. Mechanical Behavior of New Automotive High Manganese TWIP Steel in the Presence of Liquid Zinc. Ph.D. Thesis, L’Institut National des Sciences Appliquées de Lyon, Lyon, France, 2011; pp. 1–11. [Google Scholar]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels. A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Frommayer, G.; Brüx, U.; Neumann, P. Supra-ductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Roncery, L.M.; Weber, S.; Theisen, W. Welding of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 997–1001. [Google Scholar] [CrossRef]
- Sawhill, J.M.; Baker, J.C. Spot weldability of high-strength sheet steels. Weld. J. 1952, 31, 931–943. [Google Scholar]
- Pouranvari, M.; Abedi, A.; Marashi, P.; Goodarzi, M. Effect of expulsion on peak load and energy absorption of low carbon resistance spot welds. Sci. Technol. Weld. Join. 2008, 13, 39–43. [Google Scholar] [CrossRef]
- Chandra Saha, D.; Han, S.; Chin, K.G.; Choi, I.; Park, Y.D. Weldability evaluation and microstructure analysis of resistance-spot-welded High-Mn steel in automotive application. Steel Res. Int. 2012, 83, 1–6. [Google Scholar]
- Spena, P.R.; Maddis, D.M.; Lombardi, F.; Rossini, M. Investigation on resistance spot welding of TWIP steel sheets. Steel Res. Int. 2015, 86, 1480–1489. [Google Scholar] [CrossRef]
- Saha, D.C.; Cho, Y.; Park, Y.D. Metallographic and fracture characteristics of resistance spot welded TWIP steels. Sci. Technol. Weld. Join. 2013, 18, 711–720. [Google Scholar] [CrossRef]
- Choi, H.C.; Ha, T.K.; Shin, H.C.; Chang, Y.W. The formation kinetics of deformation twin and deformation induced ε-martensite in an austenite FE-C-Mn steel. Scr. Mater. 1999, 40, 1171–1177. [Google Scholar] [CrossRef]
- Dai, Q.; Yang, R.; Chen, K. Deformation behavior of Fe-Mn-Cr-N austenitic steel. Mater. Charact. 1999, 42, 21–26. [Google Scholar] [CrossRef]
- Vercammen, S.; Blanpain, B.; de cooman, B.C.; Wollants, P. Cold rolling behavior of an austenitic Fe-30Mn-3Al-3Si TWIP-steel: The importance of deformation twinning. Acta Mater. 2004, 52, 2005–2012. [Google Scholar] [CrossRef]
- Yang, P.; Xie, Q.; Meng, L.; Ding, H.; Tang, Z. Dependence of deformation twinning on grain orientation in a high manganese steel. Scr. Mater. 2006, 55, 629–631. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takumera, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]
- Bracke, L.; Verbeken, K.; Kestens, L.; Penning, J. Microstructure and texture evolution during cold rolling and annealing of high Mn TWIP steel. Acta Mater. 2009, 57, 1512–1524. [Google Scholar] [CrossRef]
- Idrissi, H.; Ryelandt, L.; Veron, M.; Schryvers, D.; Jacques, P.J. Is there a relationship between the stacking fault character and the activated mode of plasticity of Fe-Mn based austenitic steels. Scr. Mater. 2009, 60, 941–944. [Google Scholar] [CrossRef]
- Dai, Y.J.; Tang, D.; Mi, Z.L.; Li, J.C. Microstructure characteristics of an Fe-Mn-C TWIP steel after deformation. J. Iron Steel Res. Int. 2010, 17, 53–59. [Google Scholar] [CrossRef]
- Idrissi, H.; Renard, K.; Ryelandt, L.; Schryvers, D.; Jacques, P.J. On the mechanism of twin formation in Fe-Mn-C TWIP steels. Acta Mater. 2010, 58, 2464–2476. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe-22 wt.% Mn-0.6 wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Kearns, W.H. Metals and their weldability. In AWS Welding Handbook, 7th ed.; American Welding Society: St. Doral, FL, USA, 1982; Volume 4, pp. 76–146. [Google Scholar]
- Santella, M.L.; Babu, S.S.; Riemer, B.W.; Feng, Z. Influence of microstructure on the properties of resistance spot welds. In Proceedings of the 5th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–5 June 1998.
- Chao, Y.; Miller, K.; Wang, P.C. Impact strength of resistance spot welded joints. In Proceedings of the WS Sheet Metal Welding Conference VIII, Detroit, MI, USA, 13–16 October 1998; pp. 3–12.
- Kearns, W.H. Welding Processes. In AWS Welding Handbook, 7th ed.; American Welding Society: St. Doral, FL, USA, 1978; Volume 2, pp. 1–55. [Google Scholar]
- Pouranvari, M.; Asgari, H.R.; Mosavizadch, S.M.; Marashi, P.H.; Goodarzi, M. Effect of weld nugget size on overload failure mode of resistance spot welds. Sci. Technol. Weld. Join. 2007, 12, 217–225. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P. Failure mode transition in AHSS resistance spot welds. Part I. Controlling factors. Mater. Sci. Eng. A 2011, 528, 8337–8343. [Google Scholar] [CrossRef]
- Marashi, P.; Pouranvari, M.; Sanaee, S.M.H.; Abedi, A.; Abootalebi, H.; Goodarzi, M. Relationship between failure behavior and weld fusion zone attributes of austenitic stainless steel resistance spot welds. Mater. Sci. Technol. 2008, 24, 1506–1512. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; Shamanian, M.; Esmailzadeh, M. The microstructural evolution and mechanical properties of resistance spot welded Fe-31Mn-3Al-3si TWIP steel. Mater. Des. 2014, 67, 571–576. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Kumar Pal, T.; Bhowmick, K. Resistance spot welding characteristics and high cycle fatigue behavior of DP 780 steel sheets. J. Mater. Eng. Perform. 2012, 21, 280–285. [Google Scholar]
- Vural, M.; Akkuş, A. On the resistance spot weldability of galvanized interstitial free steel sheets with austenitic stainless steel sheets. J. Mater. Process. Technol. 2004, 16, 53–156. [Google Scholar] [CrossRef]
- Sharma, P.; Ghosh, P.K.; Nath, S.K. Fatigue behavior of resistance spot welded Mn-Cr-Mo dual phase steels. Z. Metallkd. 1993, 84, 513–517. [Google Scholar]
- Gupta, P.; Ghosh, P.K.; Nath, K.; Ray, S. Resistance spot weldability of plain carbon and low alloy dual phase steels. Z. Metallkd. 1990, 81, 502–508. [Google Scholar]
- Lin, S.H.; Pan, J.; Wu, S.R.; Tyan, T. Spot Weld Failure Loads under Combined Mode Loading Conditions; SAE Technical Paper No. 2001-01-0428; Society of Automotive Engineers: Warrendale, PA, USA, 2001. [Google Scholar]
- Kou, S. Welding Metallurgyü, 2nd ed.; Wiley: Hoboken, NJ, USA, 2003; pp. 341–352. [Google Scholar]
- Higgins, R.A. Engineering Metallurgy Applied Physical Metallurgy, 6th ed.; Elsevier: Amsterdam, The Netherlands, 1993; pp. 79–99. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Current (kA) | Electrode Force (kN) | Weld Time (Cycle) | Holding Time (Cycle) | Squeeze Time (Cycle) | Clamping Time (Cycle) |
|---|---|---|---|---|---|
| 3 | 6 | 20 | 20 | 25 | 15 |
| 5 | |||||
| 7 | |||||
| 9 | |||||
| 7 | 6 | 5 | 20 | 25 | 15 |
| 10 | |||||
| 15 | |||||
| 20 | |||||
| 25 | |||||
| 30 |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazdal Zeytin, H.; Ertek Emre, H.; Kaçar, R. Properties of Resistance Spot-Welded TWIP Steels. Metals 2017, 7, 14. https://doi.org/10.3390/met7010014
Kazdal Zeytin H, Ertek Emre H, Kaçar R. Properties of Resistance Spot-Welded TWIP Steels. Metals. 2017; 7(1):14. https://doi.org/10.3390/met7010014
Chicago/Turabian StyleKazdal Zeytin, Havva, Hayriye Ertek Emre, and Ramazan Kaçar. 2017. "Properties of Resistance Spot-Welded TWIP Steels" Metals 7, no. 1: 14. https://doi.org/10.3390/met7010014
APA StyleKazdal Zeytin, H., Ertek Emre, H., & Kaçar, R. (2017). Properties of Resistance Spot-Welded TWIP Steels. Metals, 7(1), 14. https://doi.org/10.3390/met7010014