
Comparative Study on the Grain Refinement of Al-Si Alloy Solidified under the Impact of Pulsed Electric Current and Travelling Magnetic Field

 , ,
, , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Al-7 wt. %Si Preparation
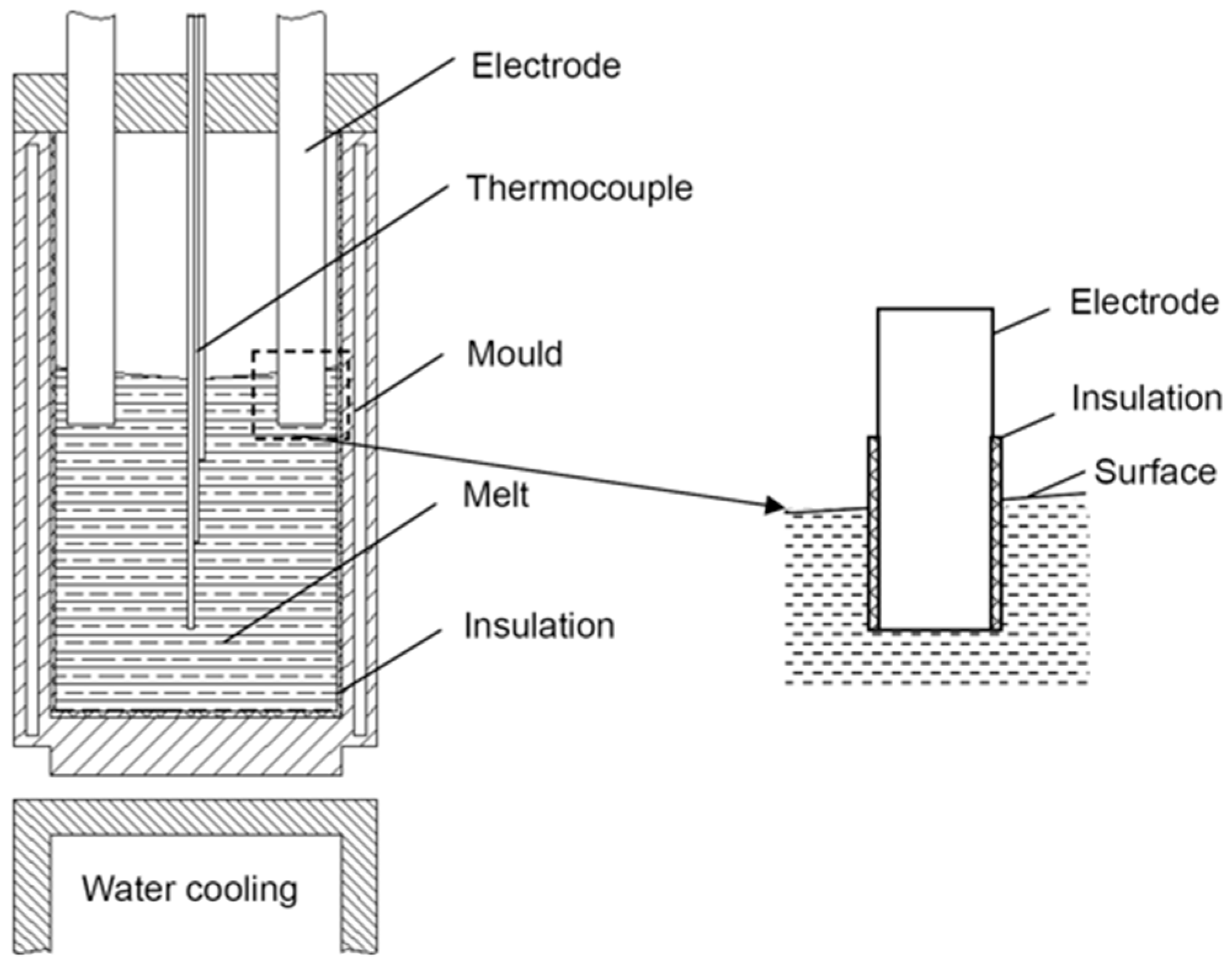
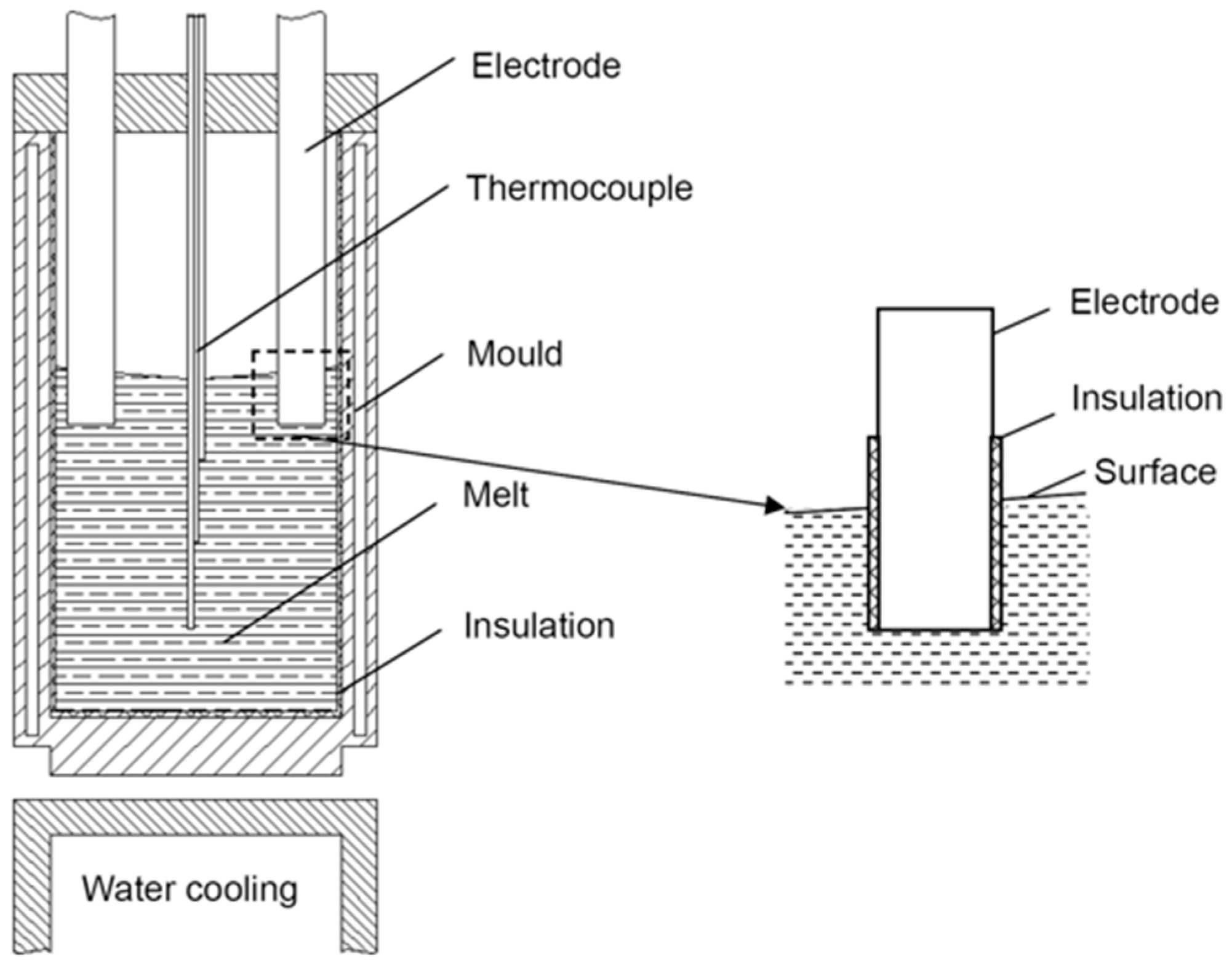
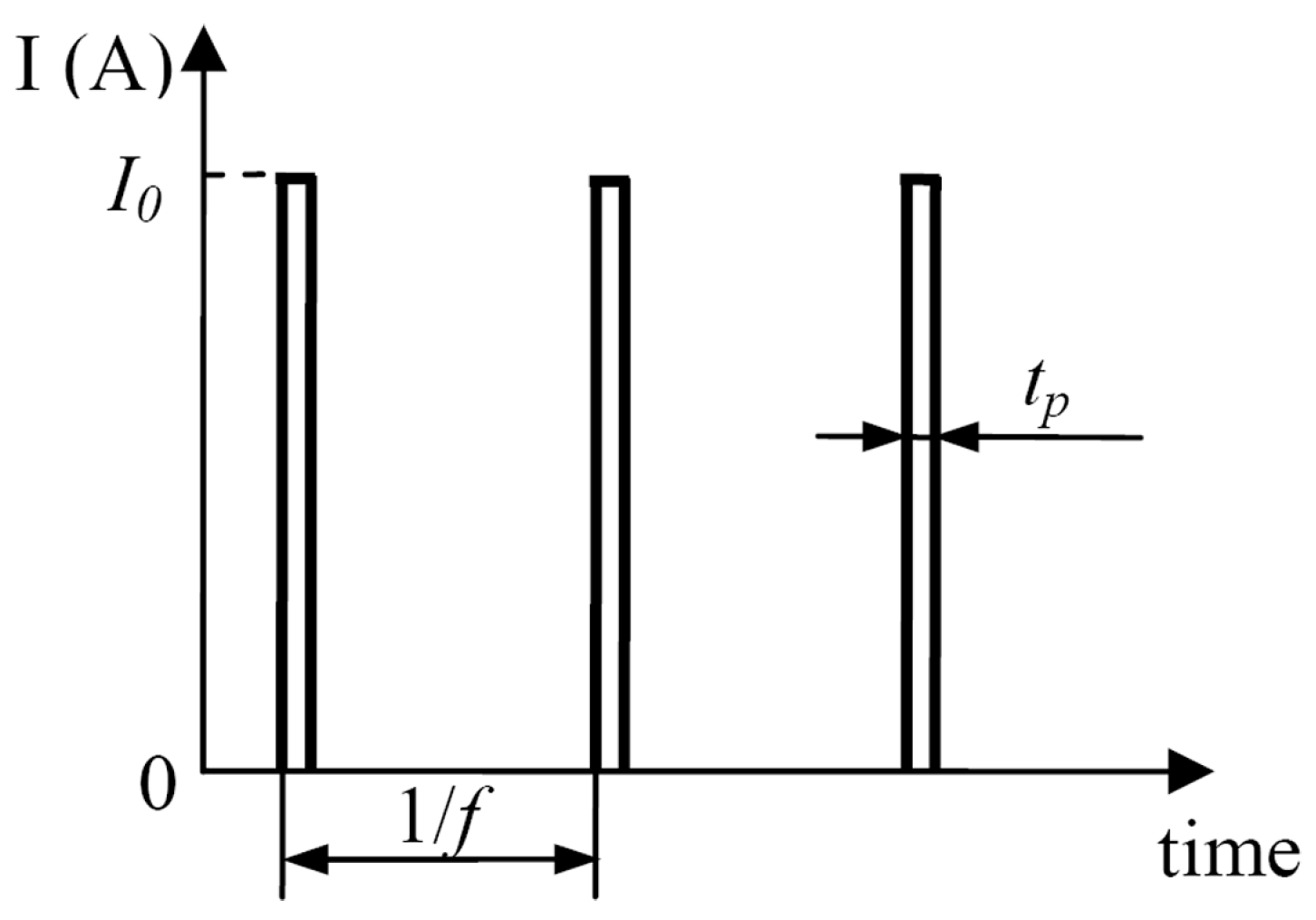
2.2. Solidification Experiment Procedures
2.3. Metallography
3. Results and Discussion
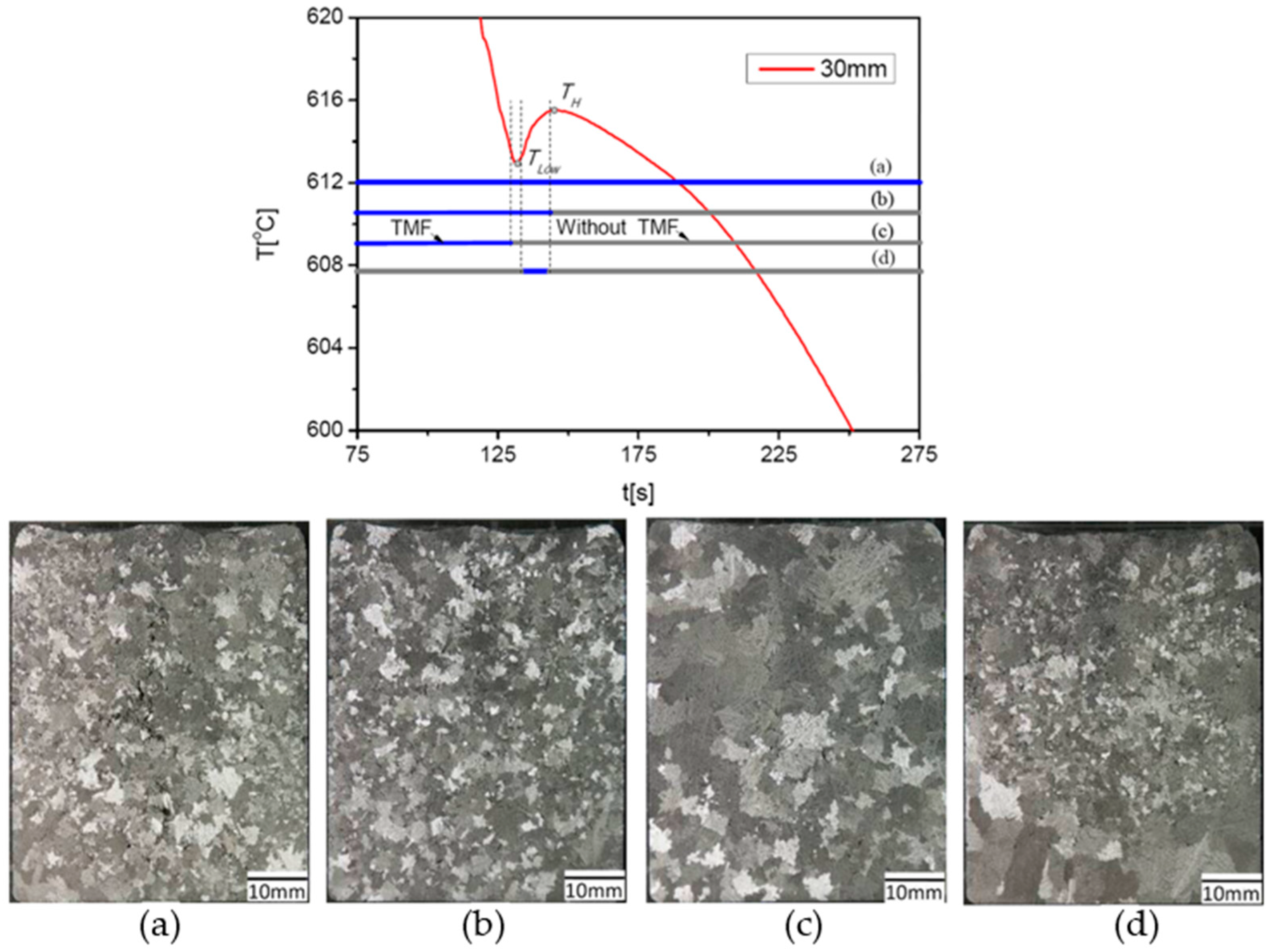
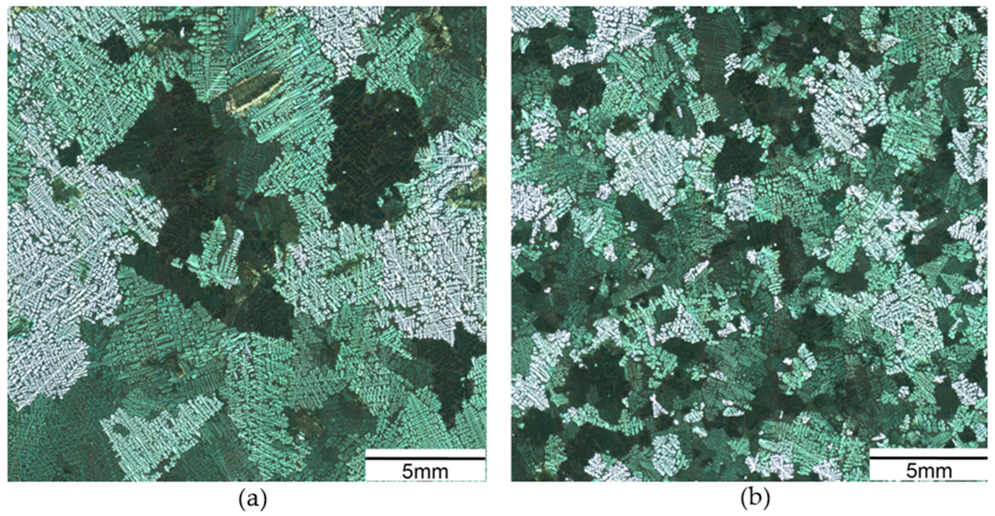
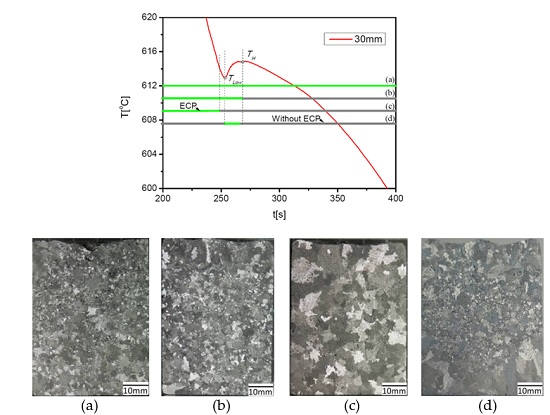
3.1. Solidified Structure
3.2. Grain Refinement Mechanism
4. Conclusions
- (1)
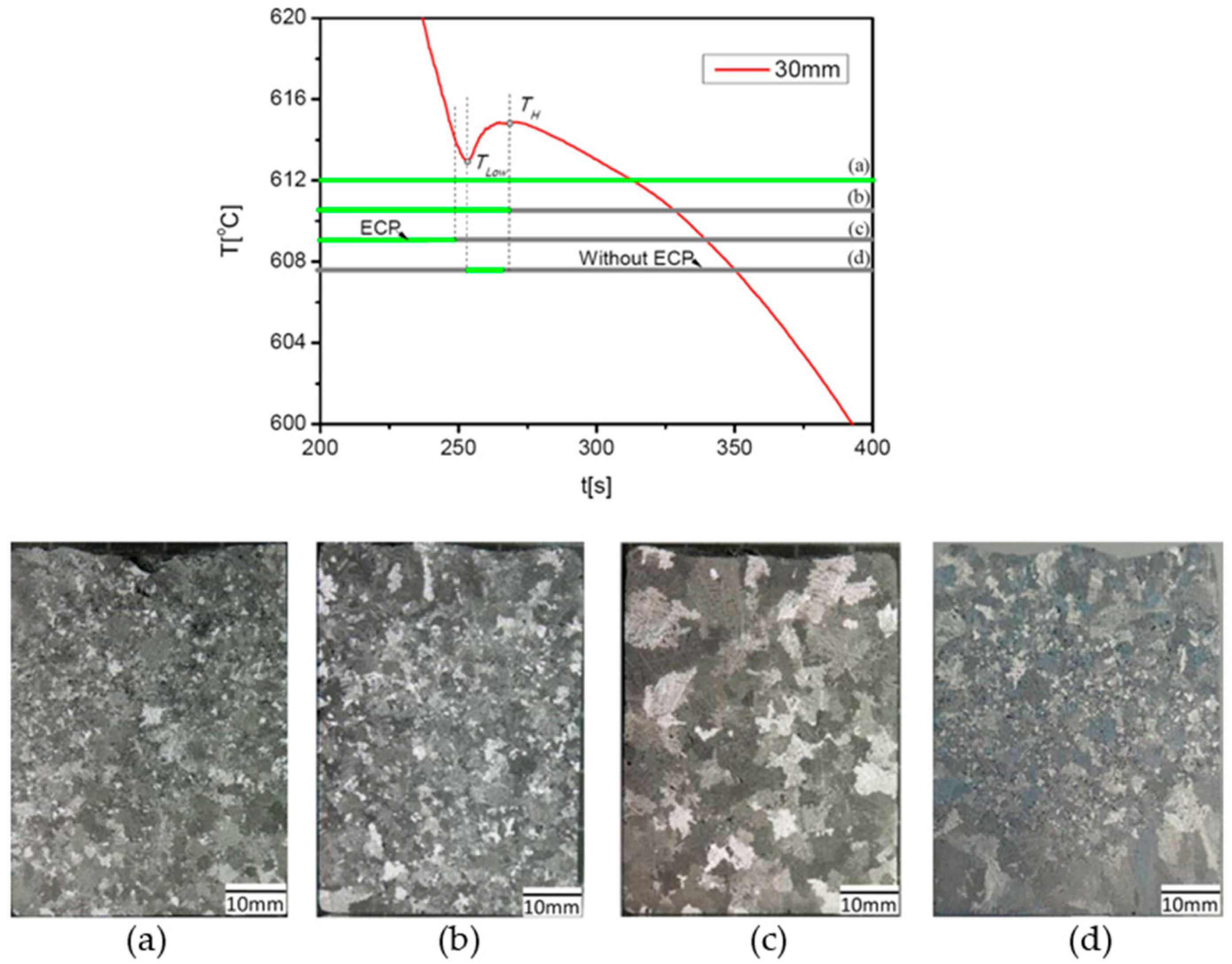
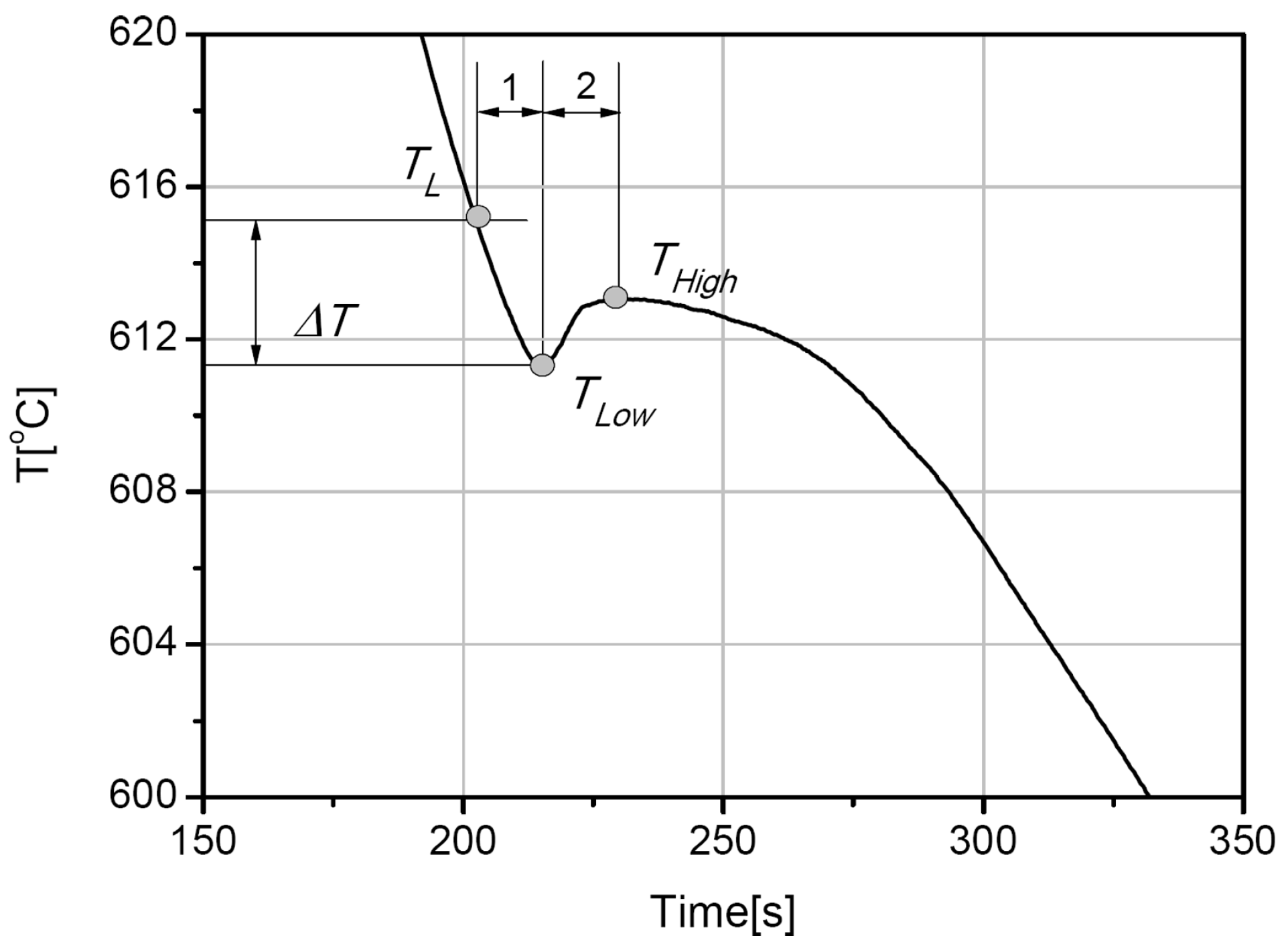
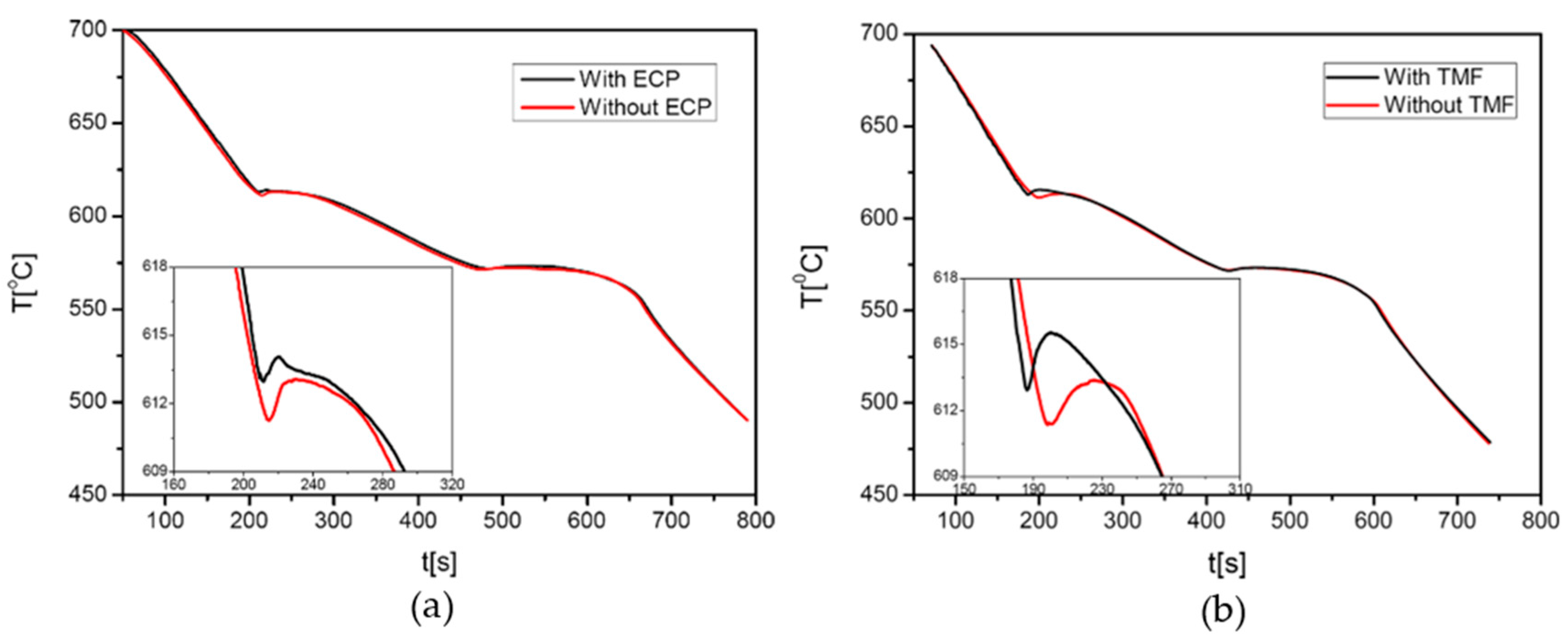
- The grain refinement occurrence period for the application of ECP and TMF is the initial solidification period that is composed of the nucleation period and recalescence period, during which the grain size reduction continuously occurs.
- (2)
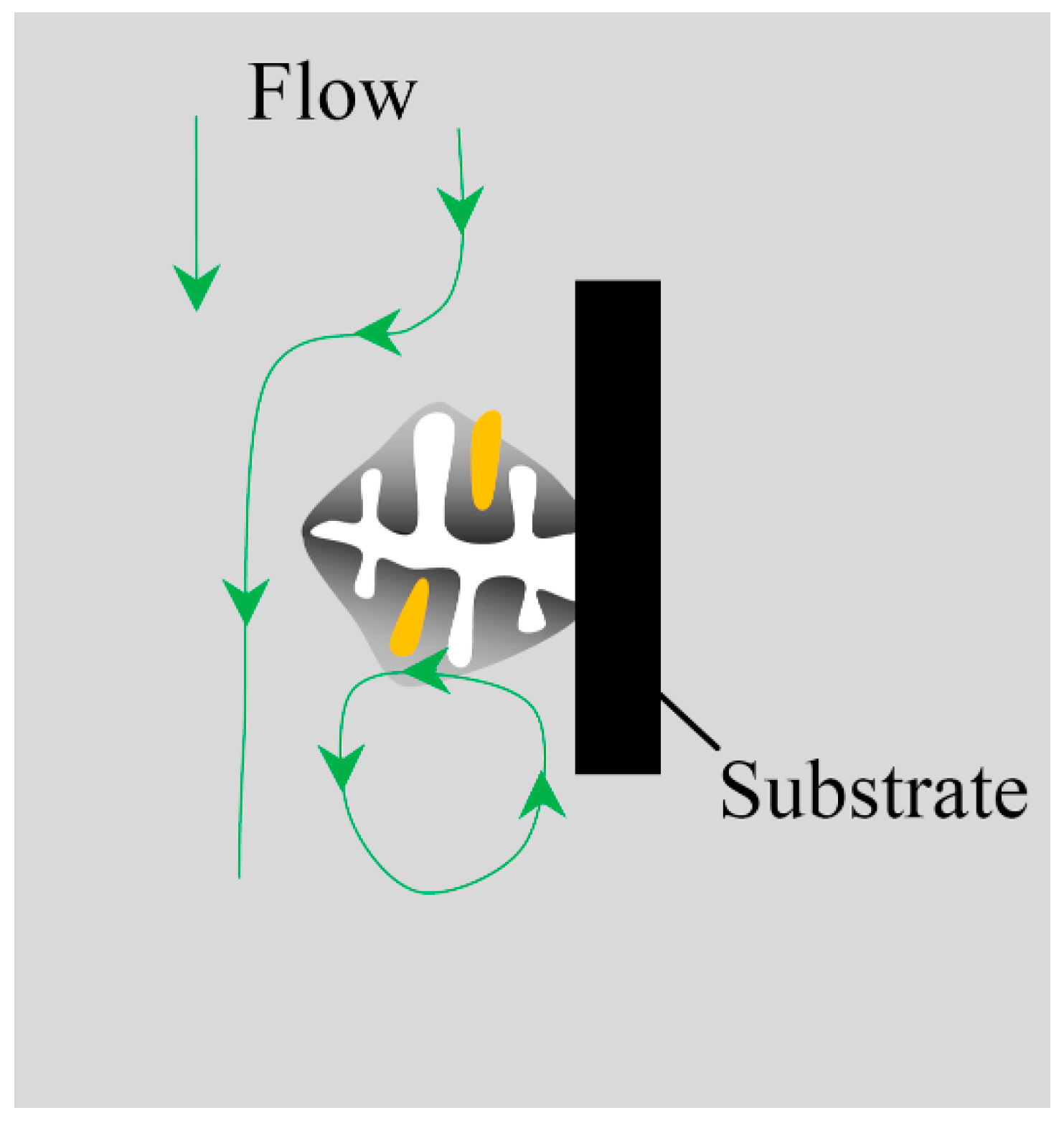
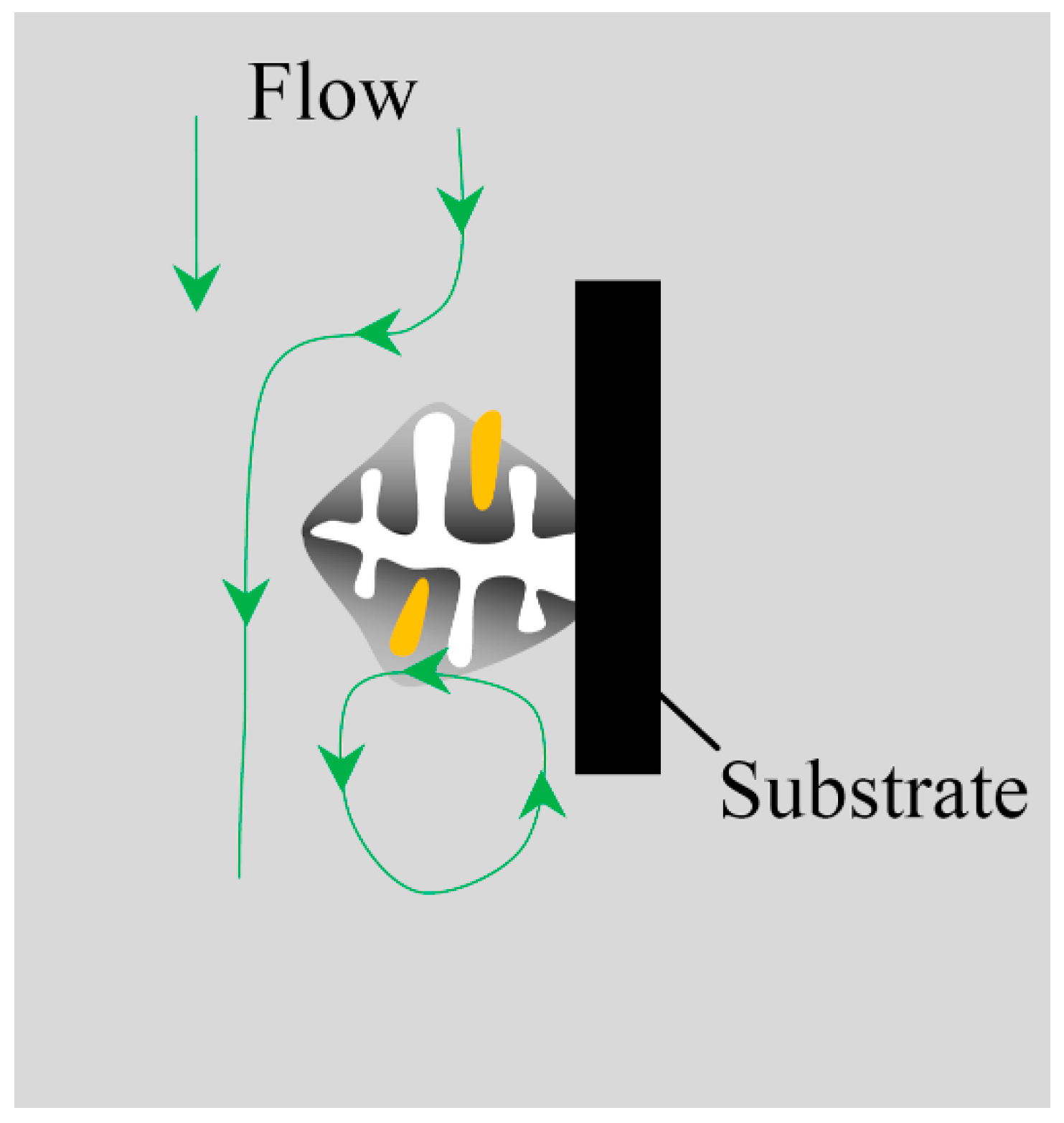
- The main origins of finer equiaxed grains driven by ECP and TMF would be the forced flow promoted dendrite fragmentation.
- (3)
- The results suggest that ECP and TMF provoke the same grain refinement process in Al-7 wt. %Si alloy when the same solidification regime is employed.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| ECP | Pulsed electric currents |
| TMF | Traveling magnetic field |
| EMS | Electromagnetic stirring |
References
- Grassel, O.; Kruger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development-properties-application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Jiang, J.; Zhang, F.; Ma, A.; Song, D.; Chen, J.; Liu, H.; Qiang, M. Biodegradable Behaviors of Ultrafine-Grained ZE41A Magnesium alloy in DMEM Solution. Metals 2015, 6, 365–369. [Google Scholar] [CrossRef]
- Ma, A.; Zhu, C.; Chen, J.; Jiang, J.; Song, D.; Ni, S.; He, Q. Grain Refinement and high-performance of equal-channel angular pressed Cu-Mg Alloy for electrical contact wire. Metals 2014, 4, 586–596. [Google Scholar] [CrossRef]
- Gong, J.C.; Wilkinson, A.J. A microcantilever investigation of size effect, solid-solution strengthening and second-phase strengthening for <a> prism slip in alpha-Ti. Acta Mater. 2011, 59, 5970–5981. [Google Scholar] [CrossRef]
- Seidman, D.N.; Marquis, E.A.; Dunand, D.C. Precipitation strengthening at ambient and elevated temperatures of heat-treatable Al (Sc) alloys. Acta Mater. 2002, 50, 4021–4035. [Google Scholar] [CrossRef]
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Li, J.; Ma, J.H.; Gao, Y.L.; Zhai, Q.J. Research on solidification structure refinement of pure aluminum by electric current pulse with parallel electrodes. Mater. Sci. Eng. A 2008, 490, 452–456. [Google Scholar] [CrossRef]
- Liao, X.L.; Zhai, Q.J.; Luo, J.; Chen, W.J.; Gong, Y.Y. Refining mechanism of the electric current pulse on the solidification structure of pure aluminum. Acta Mater. 2007, 55, 3103–3109. [Google Scholar] [CrossRef]
- Gao, M.; He, G.H.; Yang, F.; Guo, J.D.; Yuan, Z.X.; Zhou, B.L. Effect of electric current pulse on tensile strength and elongation of casting ZA27 alloy. Mater. Sci. Eng. A 2002, 337, 110–114. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, C.; Zhu, L.; Zheng, H.; Zhong, H.; Han, Q.; Zhai, Q. Influence of electric-current pulse treatment on the formation of regular eutectic morphology in an Al-Si eutectic Alloy. Metall. Mater. Trans. B 2011, 42, 604–611. [Google Scholar] [CrossRef]
- Griffiths, W.D.; McCartney, D.G. The effect of electromagnetic stirring during solidification on the structure of Al-Si alloys. Mater. Sci. Eng. A 1996, 216, 47–60. [Google Scholar] [CrossRef]
- Metan, V.; Eigenfeld, K.; Räbiger, D.; Leonhardt, M.; Eckert, S. Grain size control in Al-Si alloys by grain refinement and electromagnetic stirring. J. Alloy. Compd. 2009, 487, 163–172. [Google Scholar] [CrossRef]
- Gong, Y.Y.; Luo, J.; Jing, J.X.; Xia, Z.Q.; Zhai, Q.J. Structure refinement of pure aluminum by pulse magneto-oscillation. Mater. Sci. Eng. A 2008, 497, 147–152. [Google Scholar] [CrossRef]
- Willers, B.; Eckert, S.; Nikrityuk, P.A.; Räbiger, D.; Dong, J.; Eckert, K.; Gerbeth, G. Efficient Melt Stirring Using Pulse Sequences of a Rotating Magnetic Field: Part II. Application to Solidification of Al-Si Alloys. Metall. Mater. Trans. B 2008, 39, 304–316. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, J.; Liu, L. Grain Refinement by Pulse Electric Discharging and Undercooling Mechanism. Mater. Manuf. Process. 2011, 26, 249–254. [Google Scholar] [CrossRef]
- Barnak, J.P.; Sprecher, A.F.; Conrad, H. Colony (grain) size reduction in eutectic Pb-Sn castings by electroplusing. Scr. Metall. Mater. 1995, 32, 879–884. [Google Scholar] [CrossRef]
- Yin, Z.X.; Liang, D.; Chen, Y.E.; Cheng, Y.F.; Zhai, Q.J. Effect of electrodes and thermal insulators on grain refinement by electric current pulse. Trans. Nonferr. Met. Soc. China 2013, 23, 92–97. [Google Scholar] [CrossRef]
- Yang, Y.S.; Zhou, Q.; Hu, Z.Q. The influence of electric current pulses on the microstructure of magnesium alloy AZ91D. Mater. Sci. Forum 2005, 488, 201–204. [Google Scholar] [CrossRef]
- Nakada, M.; Shiohara, Y.; Flemings, M.C. Modification of solidification structures by pulse electric discharging. ISIJ Int. 1990, 30, 27–33. [Google Scholar] [CrossRef]
- Zhang, Y.; Miao, X.; Shen, Z.; Han, Q.; Song, C.; Zhai, Q. Macro segregation formation mechanism of the primary silicon phase in directionally solidified Al-Si hypereutectic alloys under the impact of electric currents. Acta Mater. 2015, 97, 357–366. [Google Scholar] [CrossRef]
- Räbiger, D.; Zhang, Y.; Galindo, V.; Franke, S.; Willers, B.; Eckert, S. The relevance of melt convection to grain refinement in Al-Si alloys solidified under the impact of electric currents. Acta Mater. 2014, 79, 327–338. [Google Scholar] [CrossRef]
- Zhang, Y.; Räbiger, D.; Eckert, S. Solidification of pure aluminium affected by a pulsed electrical field and electromagnetic stirring. J. Mater. Sci. 2016, 51, 2153–2159. [Google Scholar] [CrossRef]
- Davidson, P.A. An Introduction to Magnetohydrodynamic; Cambridge University Press: Cambridge, UK, 2001. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publications: Pfaffikon, Switzerland, 1986. [Google Scholar]
- Gowri, S.; Samuel, F.H. Effect of cooling rate on the solidification. Metall. Trans. A 1992, 23, 3369–3376. [Google Scholar] [CrossRef]
- Campanella, T.; Charbon, C.; Rappaz, M. Grain refinement induced by electromagnetic stirring: A dendrite fragmentation criterion. Metall. Mater. Trans. A 2004, 35, 3201–3210. [Google Scholar] [CrossRef]
- Greer, A.; Bunn, A.; Tronche, A.; Evans, P.; Bristow, D. Modelling of inoculation of metallic melts: Application to grain refinement of aluminium by Al-Ti-B. Acta Mater. 2000, 48, 2823–2835. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
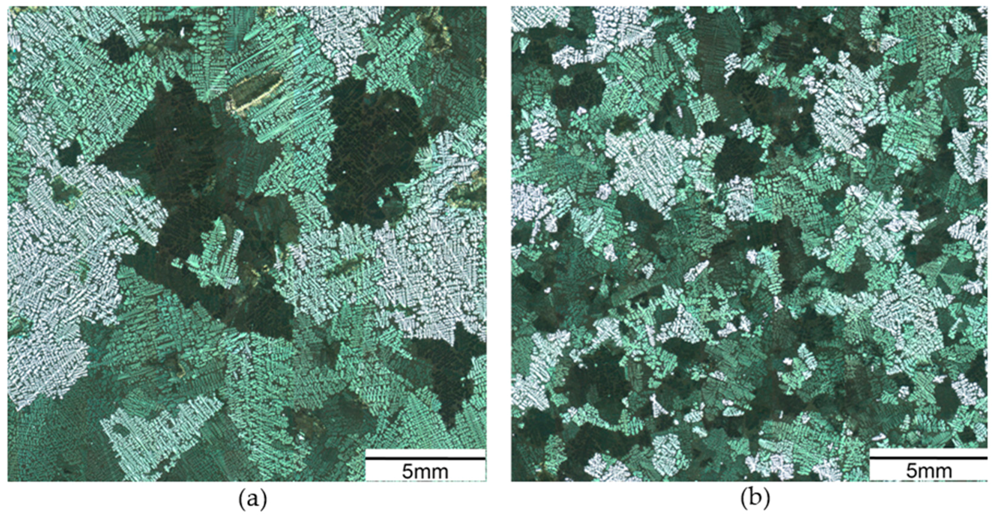
| Figure | 4 | 5a | 5b | 5c | 6a | 6b | 6c |
|---|---|---|---|---|---|---|---|
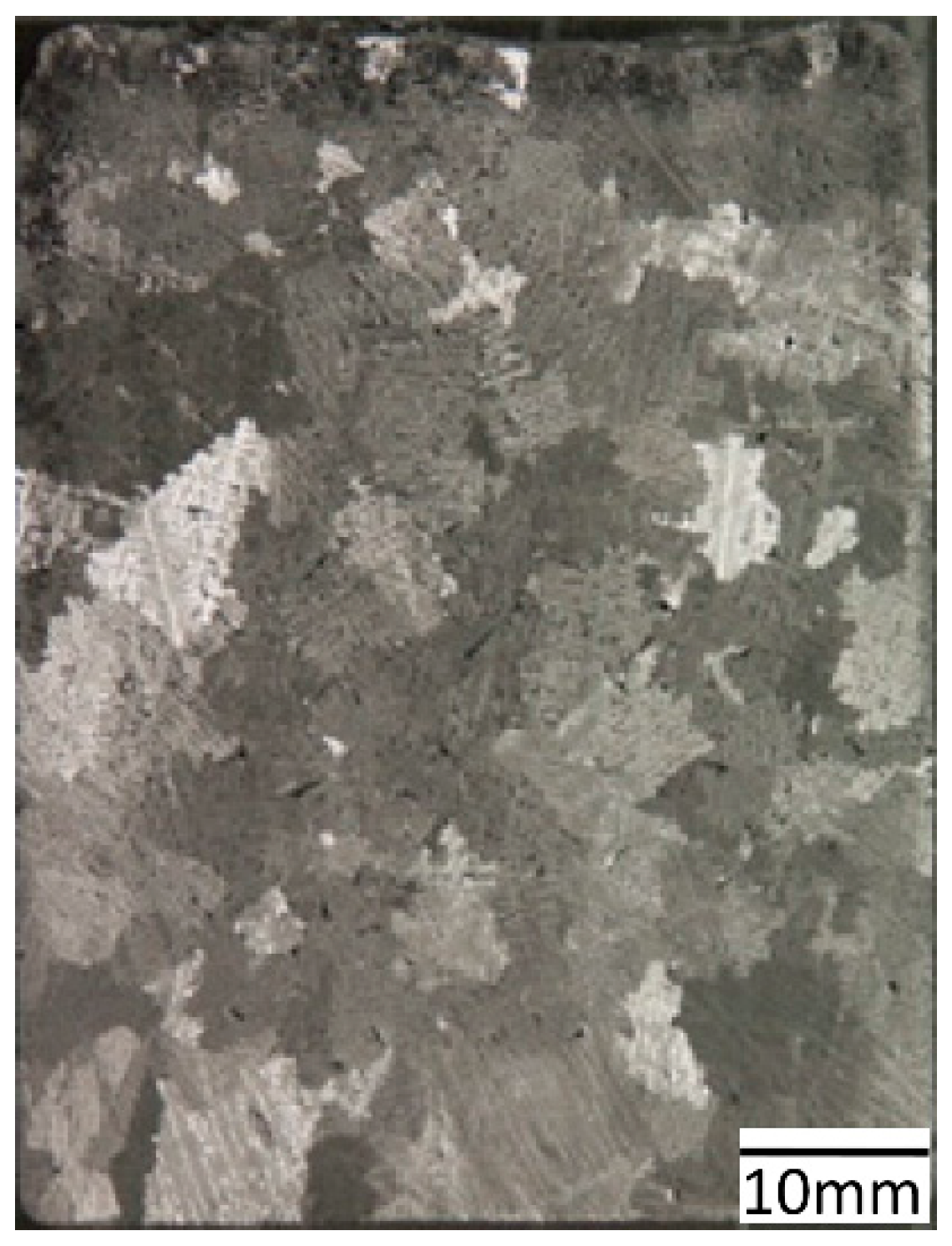
| Mean grain size (mm) | 2.82 | 0.84 | 0.88 | 2.12 | 1.06 | 1.01 | 1.98 |
| Conditions | Without ECP/TMF | ECP | TMF |
|---|---|---|---|
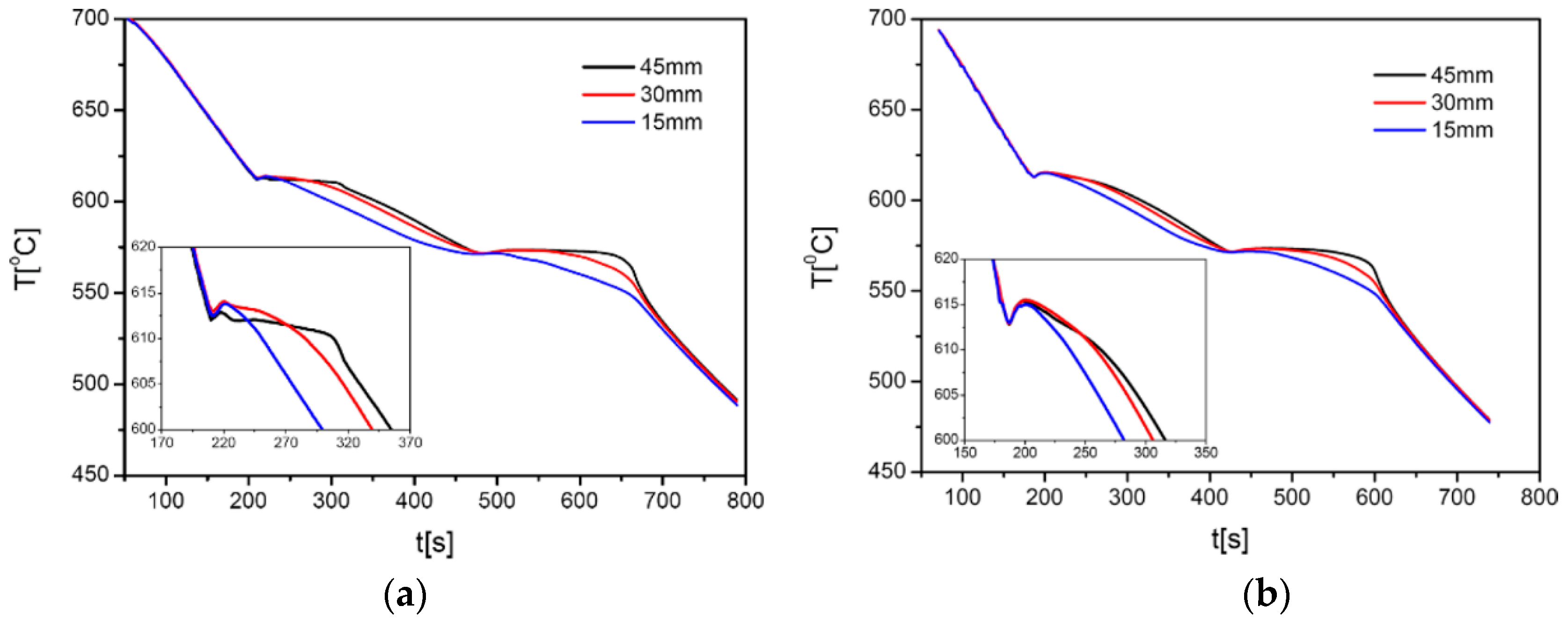
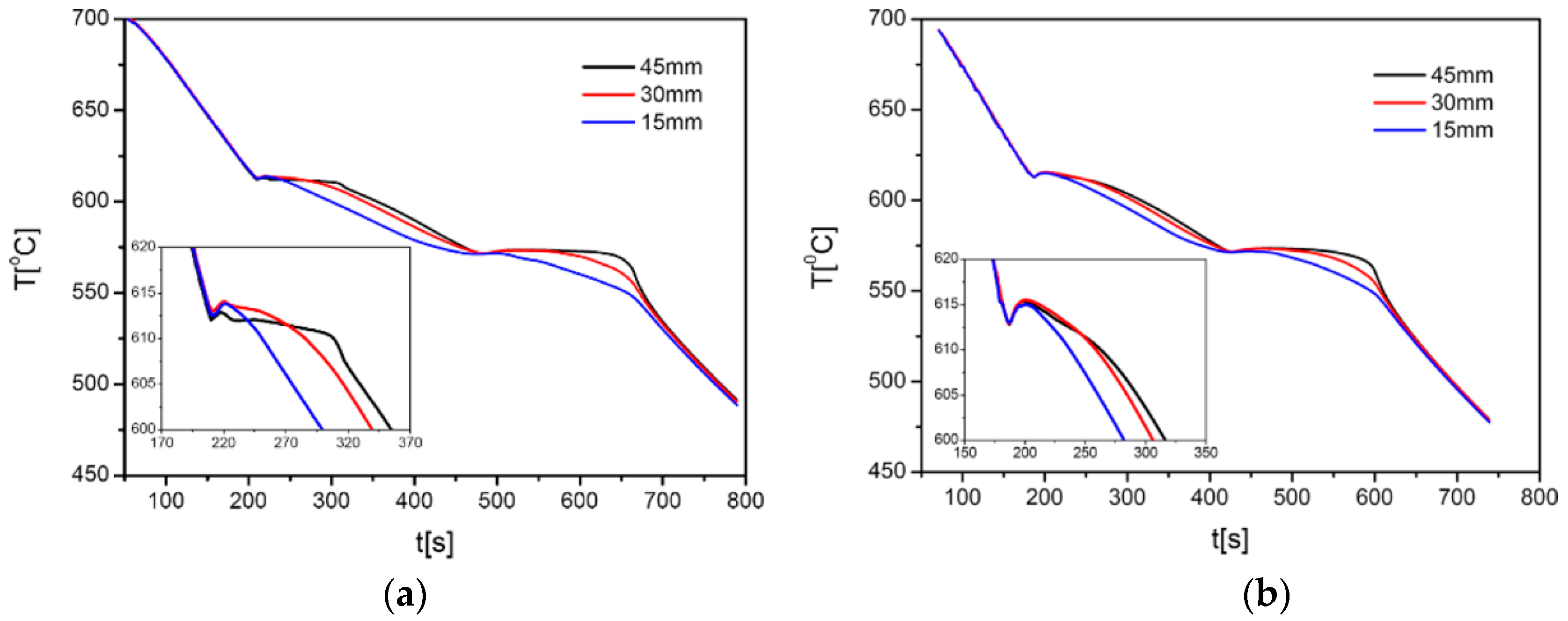
| TLow (°C) | 611.3 | 612.9 | 613.0 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Cheng, X.; Zhong, H.; Xu, Z.; Li, L.; Gong, Y.; Miao, X.; Song, C.; Zhai, Q. Comparative Study on the Grain Refinement of Al-Si Alloy Solidified under the Impact of Pulsed Electric Current and Travelling Magnetic Field. Metals 2016, 6, 170. https://doi.org/10.3390/met6070170
Zhang Y, Cheng X, Zhong H, Xu Z, Li L, Gong Y, Miao X, Song C, Zhai Q. Comparative Study on the Grain Refinement of Al-Si Alloy Solidified under the Impact of Pulsed Electric Current and Travelling Magnetic Field. Metals. 2016; 6(7):170. https://doi.org/10.3390/met6070170
Chicago/Turabian StyleZhang, Yunhu, Xiangru Cheng, Honggang Zhong, Zhishuai Xu, Lijuan Li, Yongyong Gong, Xincheng Miao, Changjiang Song, and Qijie Zhai. 2016. "Comparative Study on the Grain Refinement of Al-Si Alloy Solidified under the Impact of Pulsed Electric Current and Travelling Magnetic Field" Metals 6, no. 7: 170. https://doi.org/10.3390/met6070170
APA StyleZhang, Y., Cheng, X., Zhong, H., Xu, Z., Li, L., Gong, Y., Miao, X., Song, C., & Zhai, Q. (2016). Comparative Study on the Grain Refinement of Al-Si Alloy Solidified under the Impact of Pulsed Electric Current and Travelling Magnetic Field. Metals, 6(7), 170. https://doi.org/10.3390/met6070170