
Nanoreinforced Cast Al-Si Alloys with Al2O3, TiO2 and ZrO2 Nanoparticles



Abstract
:1. Introduction
2. Statistical Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial number | Factor | Nano% | Stirring Temperature | Predicted Tensile Strength | Average Value of Measured Tensile Strength | Error | Error% |
|---|---|---|---|---|---|---|---|
| 1 | 0% | 600–610 | 157.254 | 155 | 2.254 | 1.45419355 | |
| 2 | 0% | 700 | 138.756 | 141 | 2.244 | 1.59148936 | |
| 3 | 2% | 600–610 | 192.754 | 195 | 2.246 | 1.15179487 | |
| 4 | 2% | 700 | 174.256 | 172 | 2.256 | 1.31162791 | |
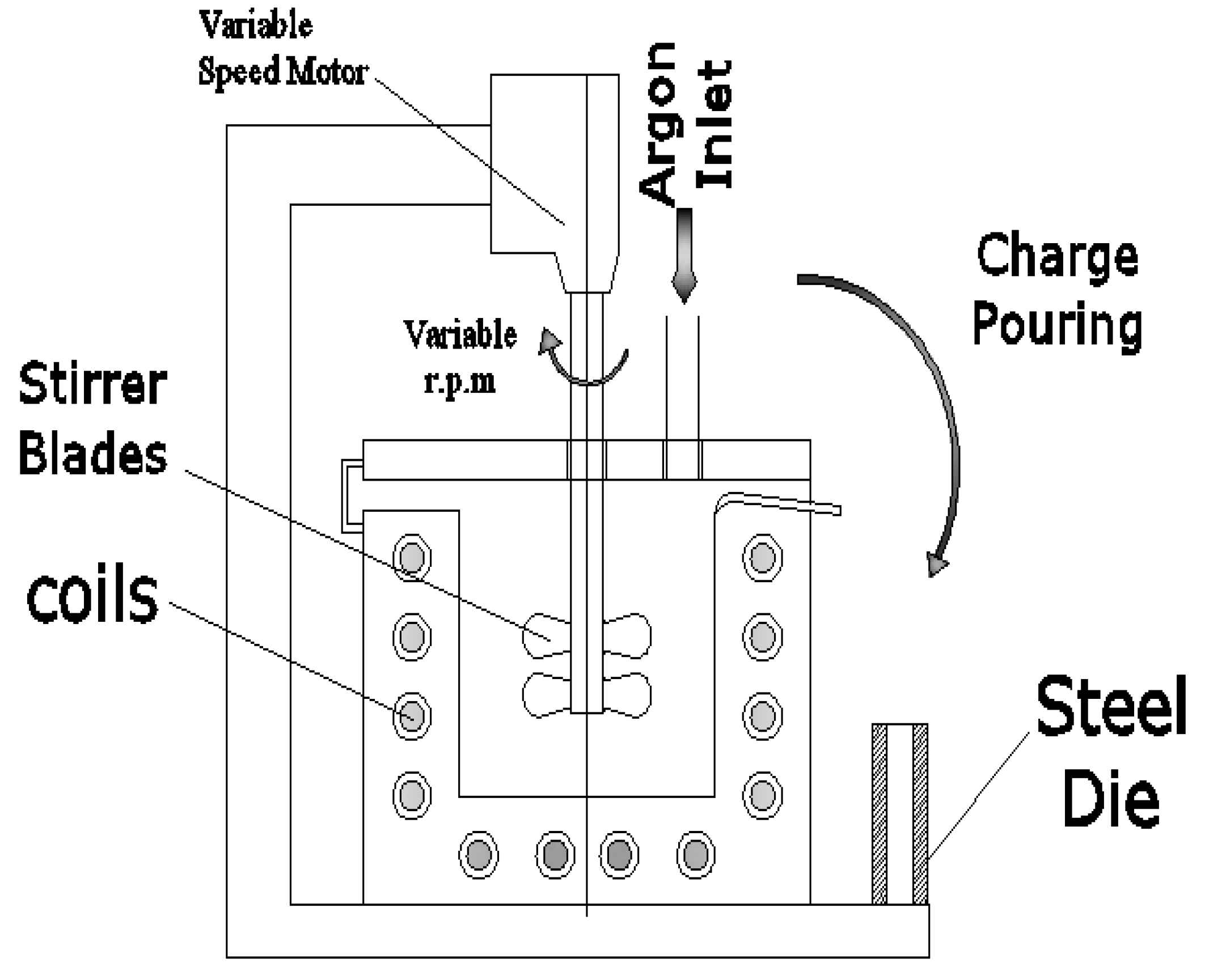
3. Experimental Work
3.1. Material Preparation

| Alloy | Chemical Composition (weight%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Al | Si | Mg | Fe | Cu | Pb | Zn | Mn | |
| A356 | Bal. | 7.44 | 0.3 | 0.27 | 0.02 | 0.022 | 0.01 | Nil |
| No. | Al2O3 Weight% | TiO2 Weight% | ZrO2 Weight% | Temperature (°C) | Stirring Speed (rpm) |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 600 | 1500 |
| 2 | 1 | 1 | 1 | 600 | 1500 |
| 3 | 2 | 2 | 2 | 600 | 1500 |
| 4 | 4 | 3 | 3 | 600 | 1500 |
| 5 | -- | 5 | 5 | 600 | 1500 |
| 6 | 2 | 3 | 3 | 600 | 270 |
| 7 | 2 | 3 | 3 | 600 | 800 |
| 8 | 2 | 3 | -- | 600 | 2150 |
| 9 | 2 | 3 | -- | 700 | 1500 |
3.2. Mechanical Testing
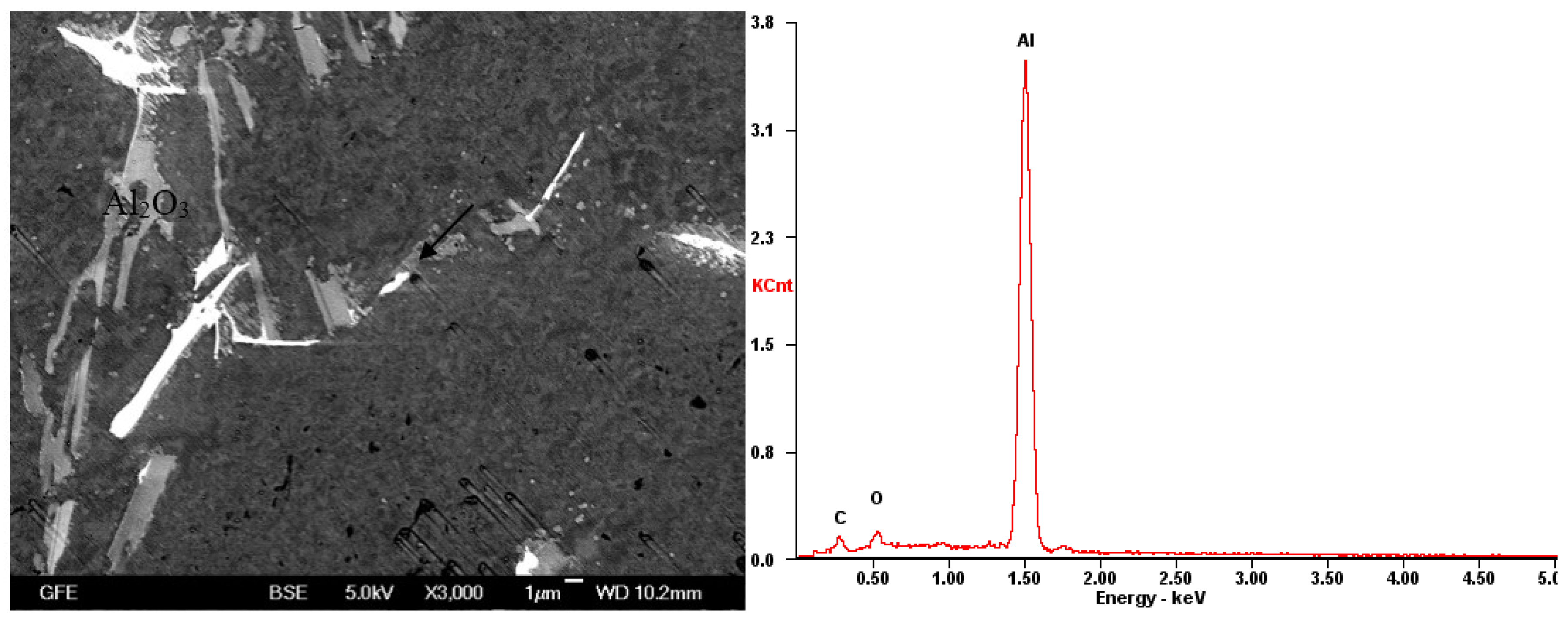
3.3. Microstructure and SEM Analysis
3.4. Wear Test for the Al2O3 Nanoreinforced Alloy
4. Results and Discussion
4.1. Mechanical Properties
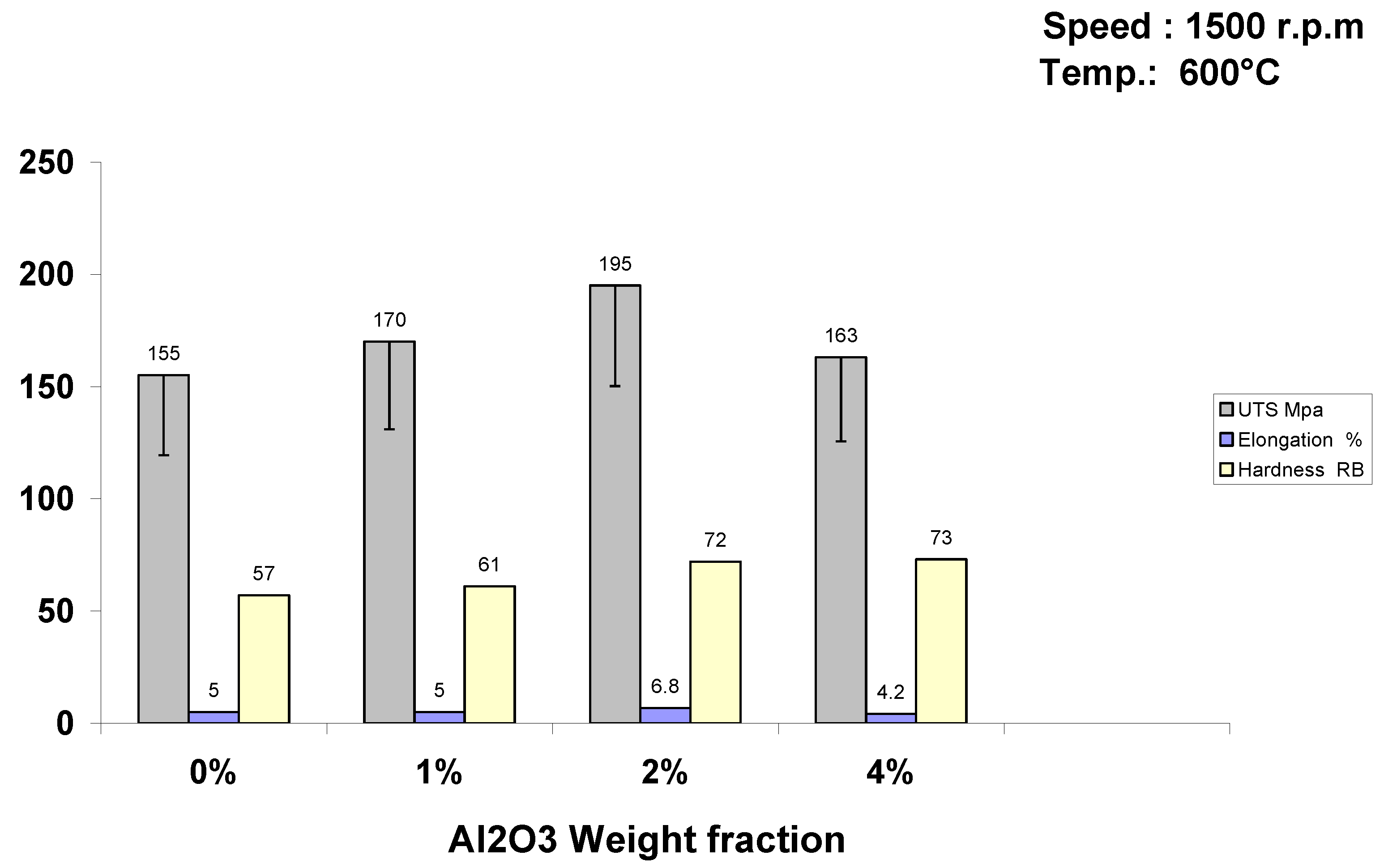
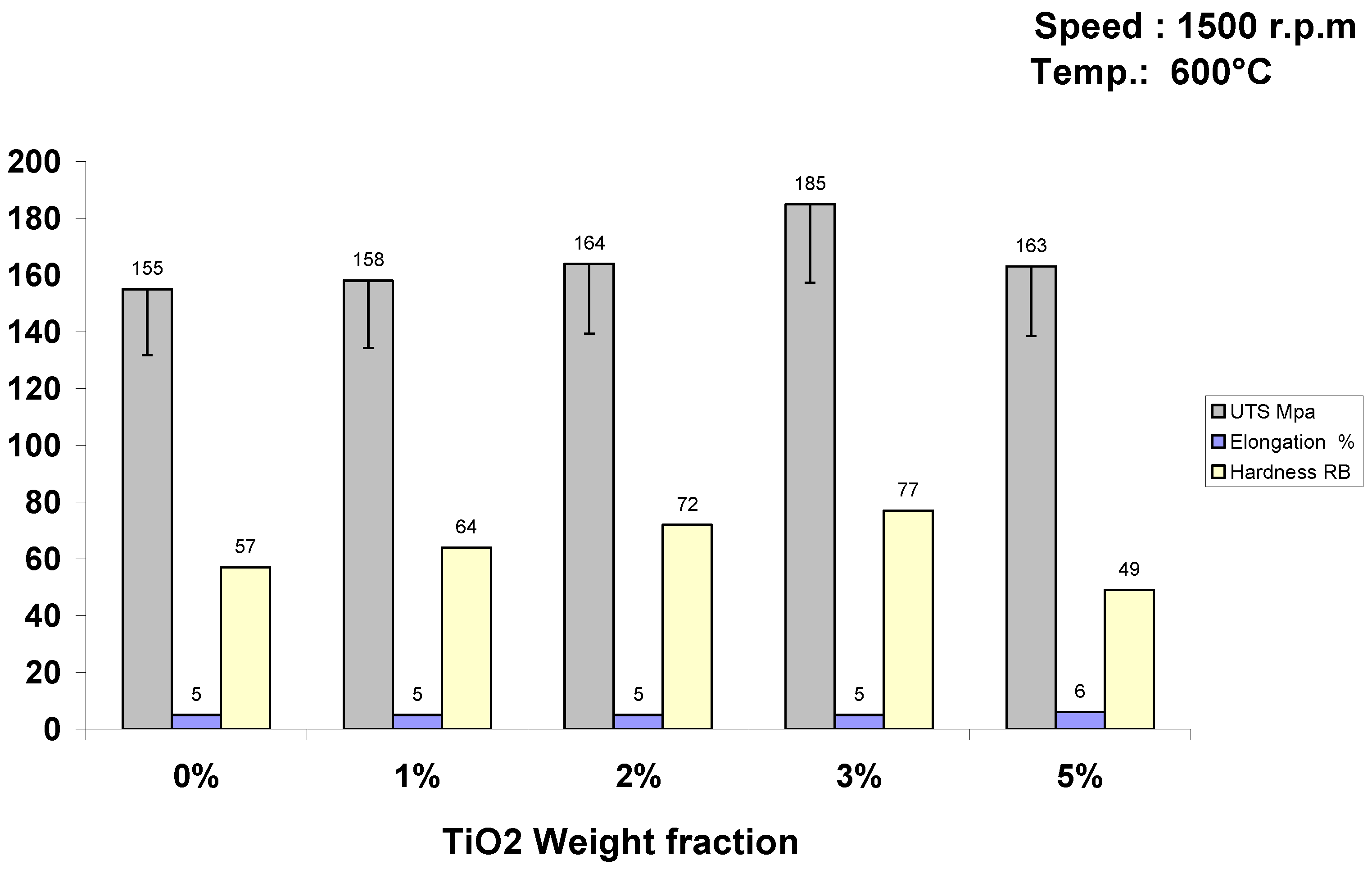
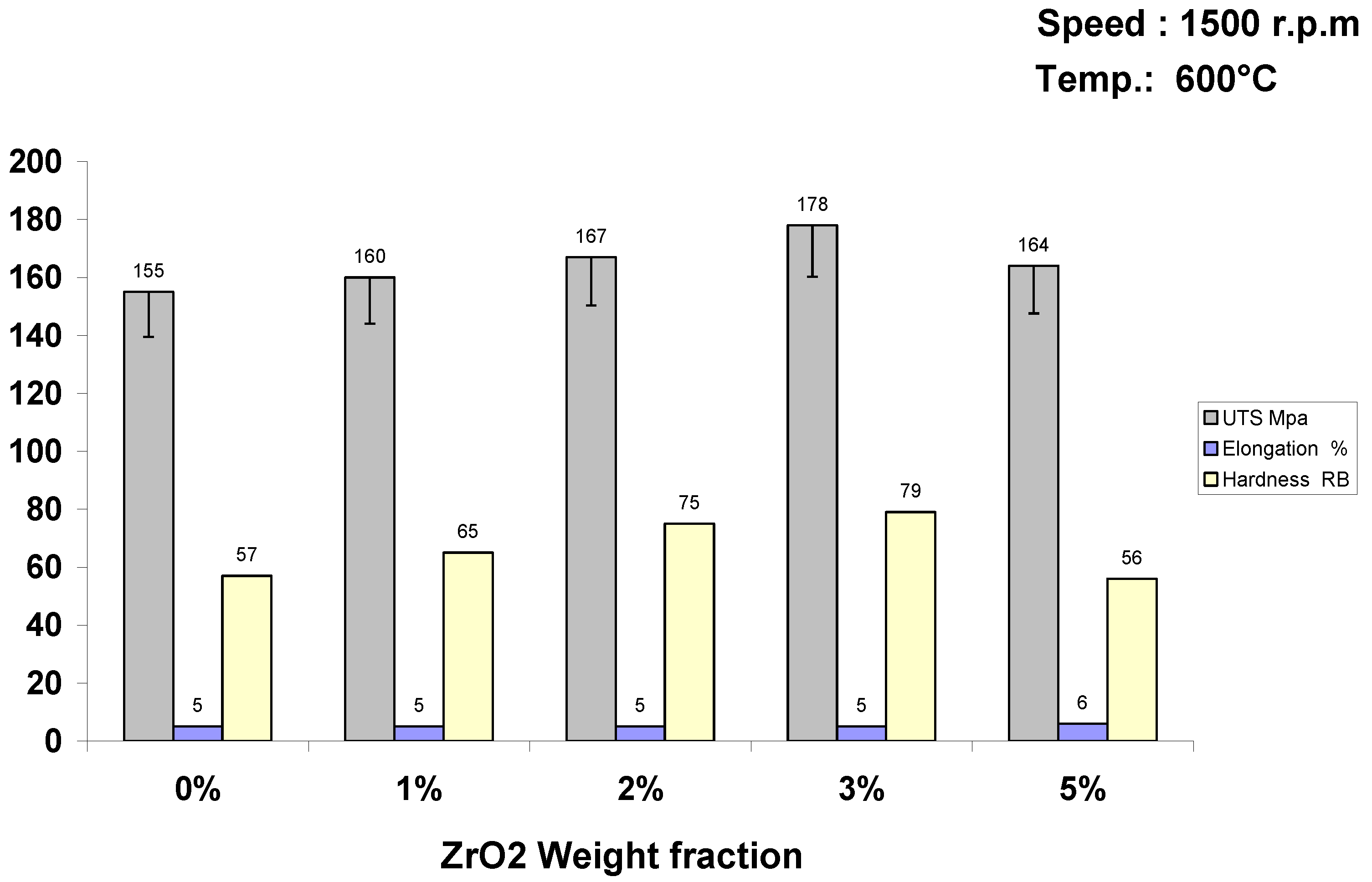
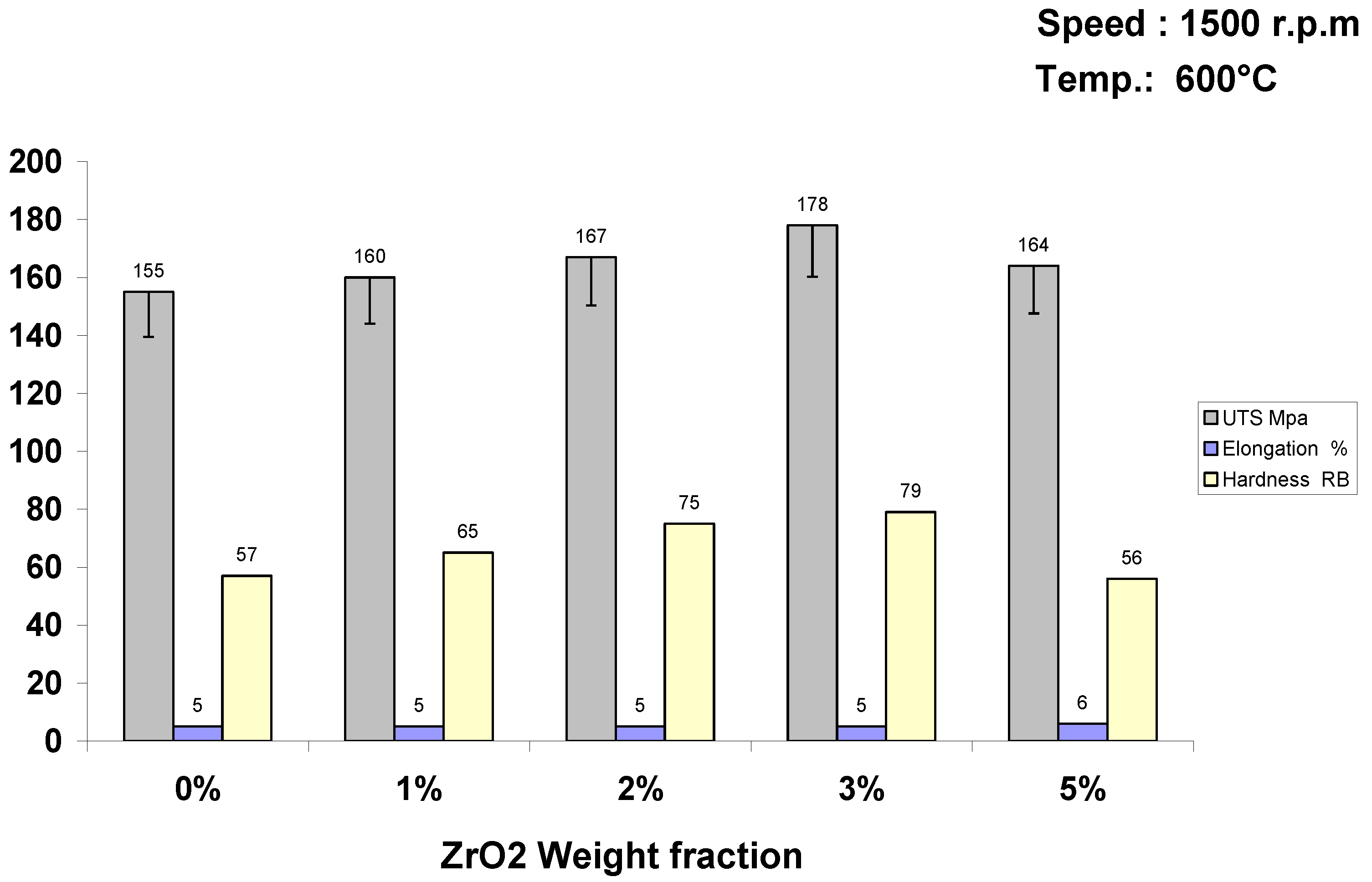
4.1.1. Effect of Nanoparticles Addition


| Reinforcement | γ-Al2O3 * | TiO2 * | ZrO2 * |
|---|---|---|---|
| Density (g/cm3) | 3.60 | 4.23 | 5.89 |
| Crystal Structure | FCC | Tetragonal | monoclinic |
| Appearance | White Solid | White solid | White powder |
| Young’s Modulus (GPa) | 380 | 244 | 171 |
| Average Size (nm) | 50 | 50 | 50 |
| Melting point °C | 2054 | 1870 | 2715 |
| Thermal conductivity, at 800 °C, W/m °K | 29 | 8 | 5.5 |
| Coefficient of thermal expansion (10−6 m/m °K) | 5.4 | 9 | 6.53 |
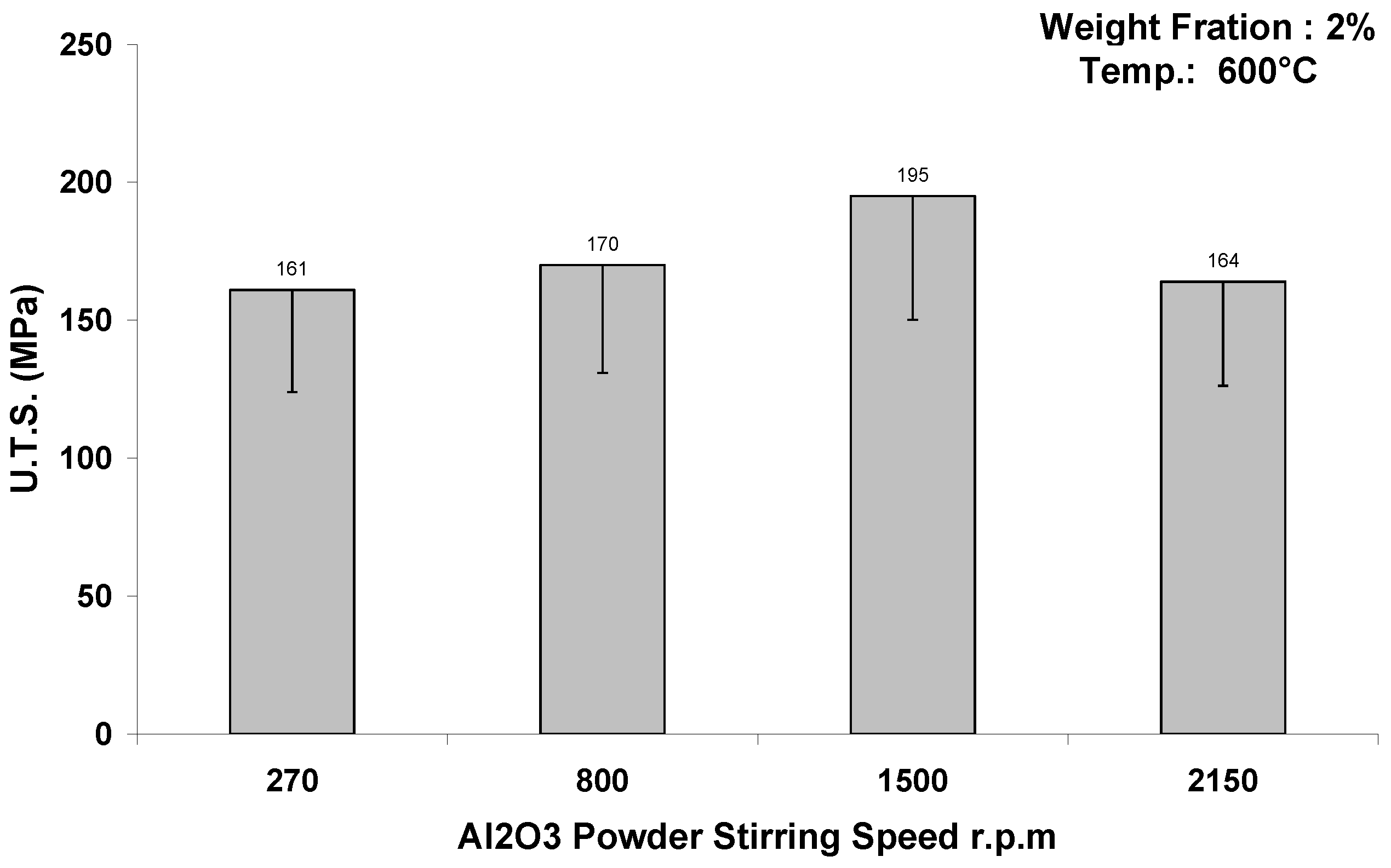
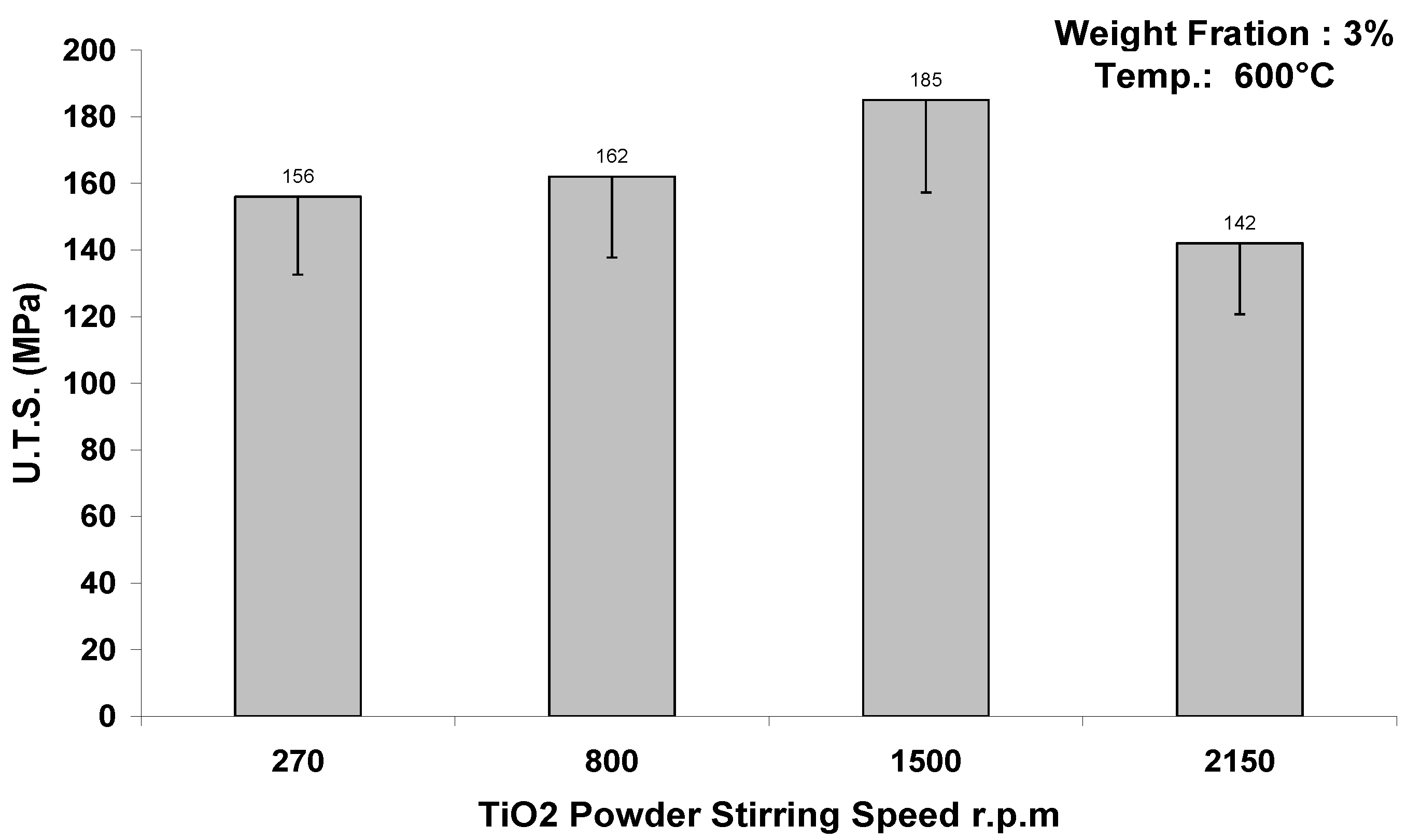
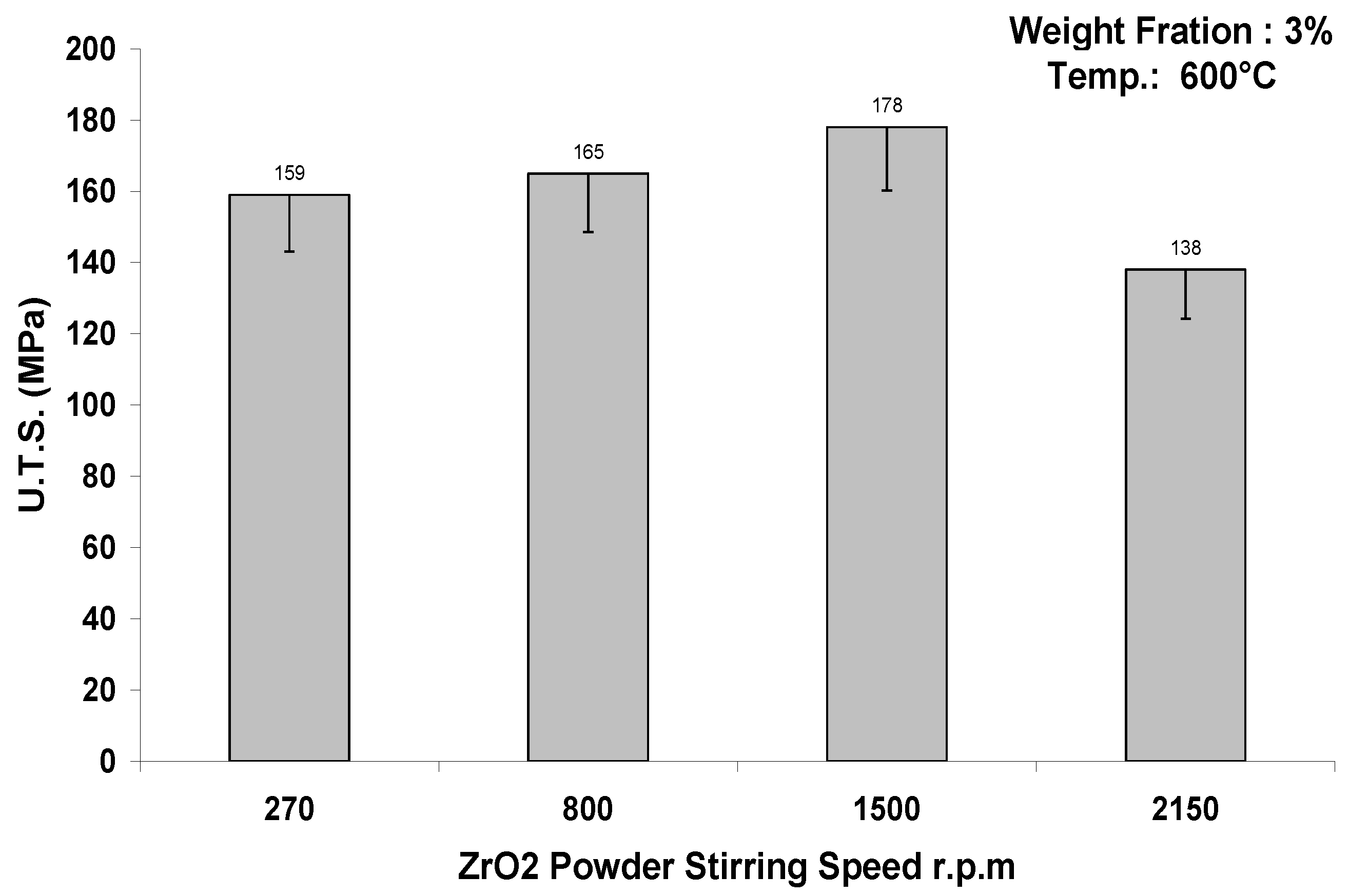
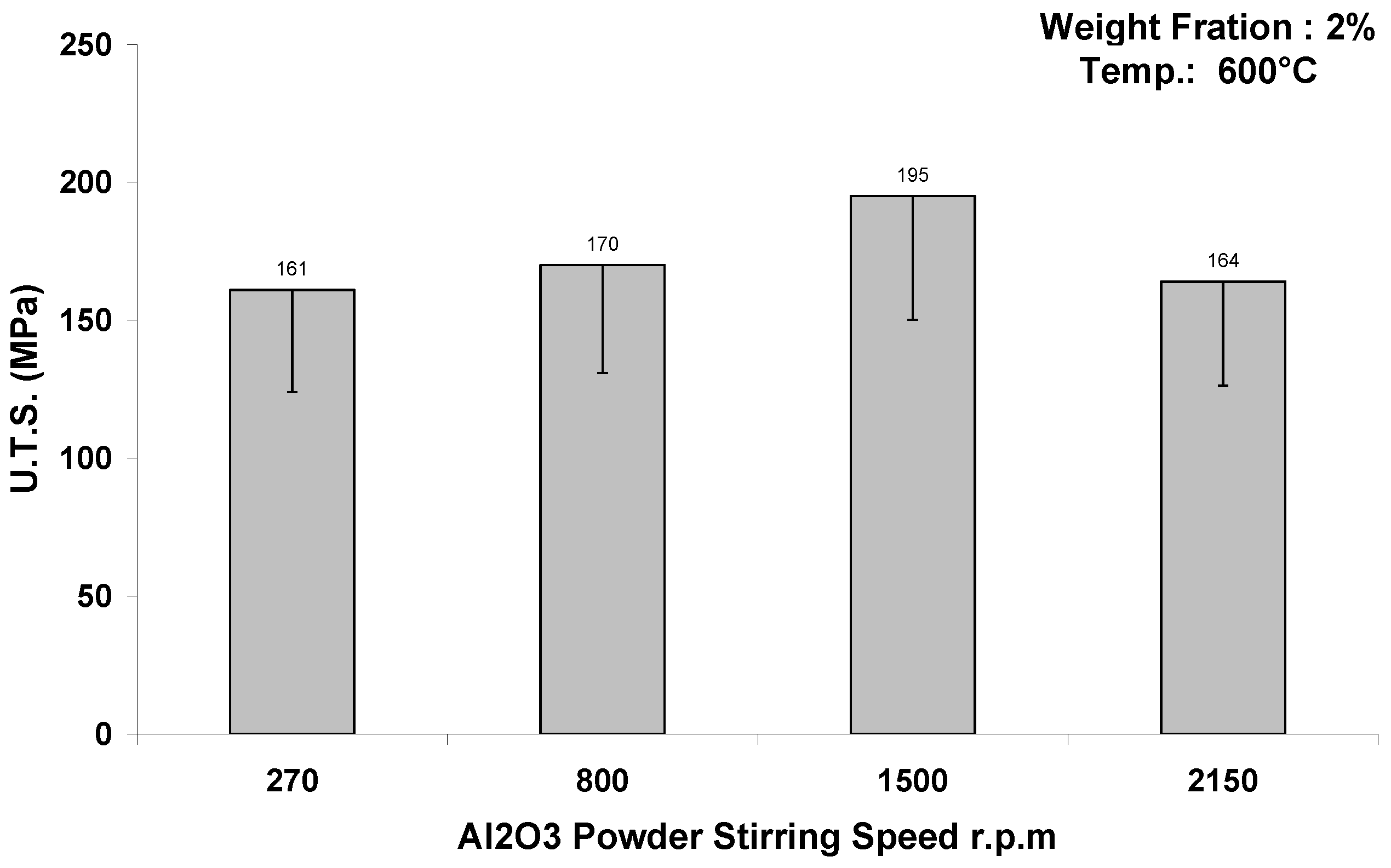
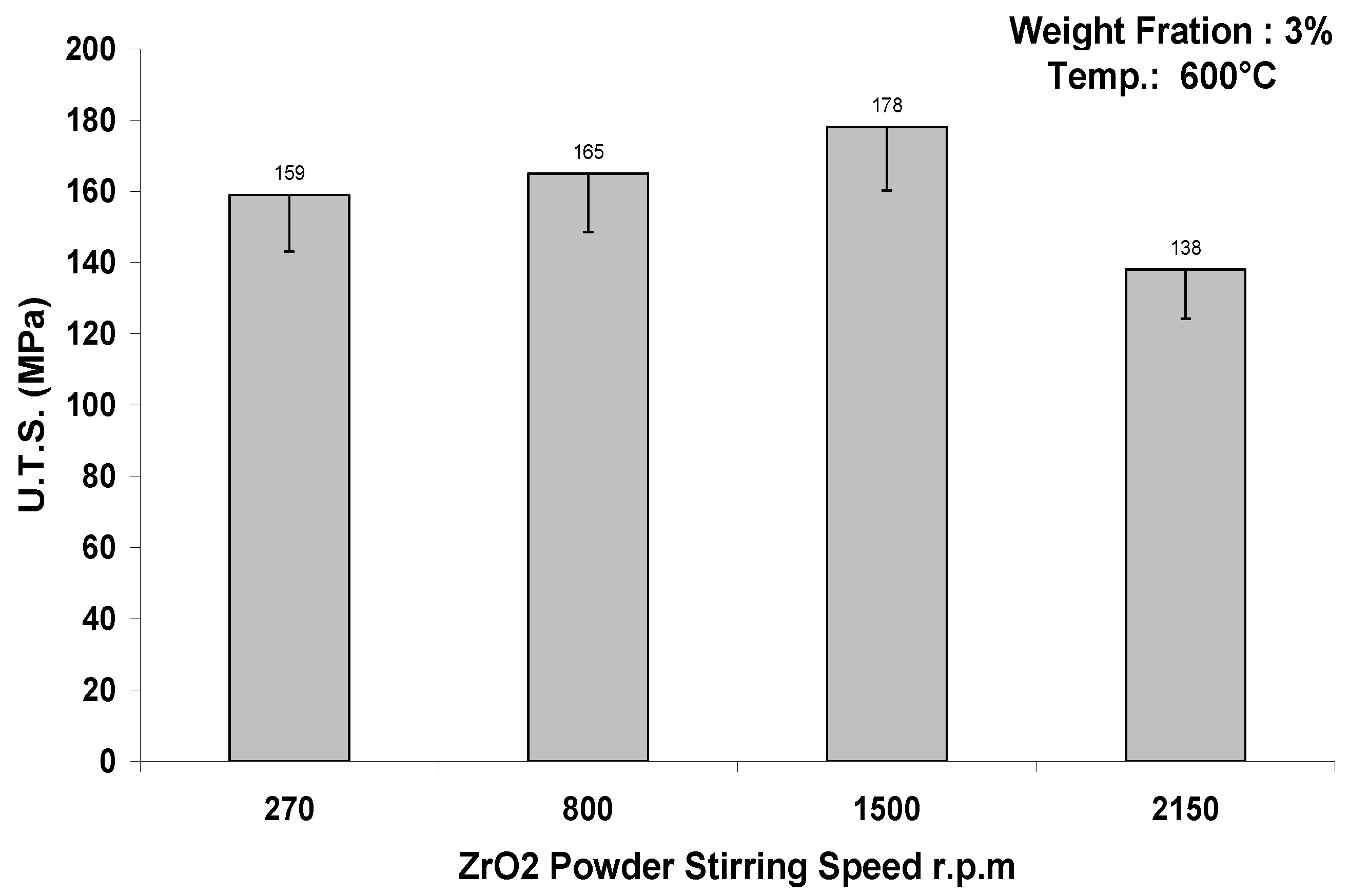
4.1.2. Effect of Stirring Speed

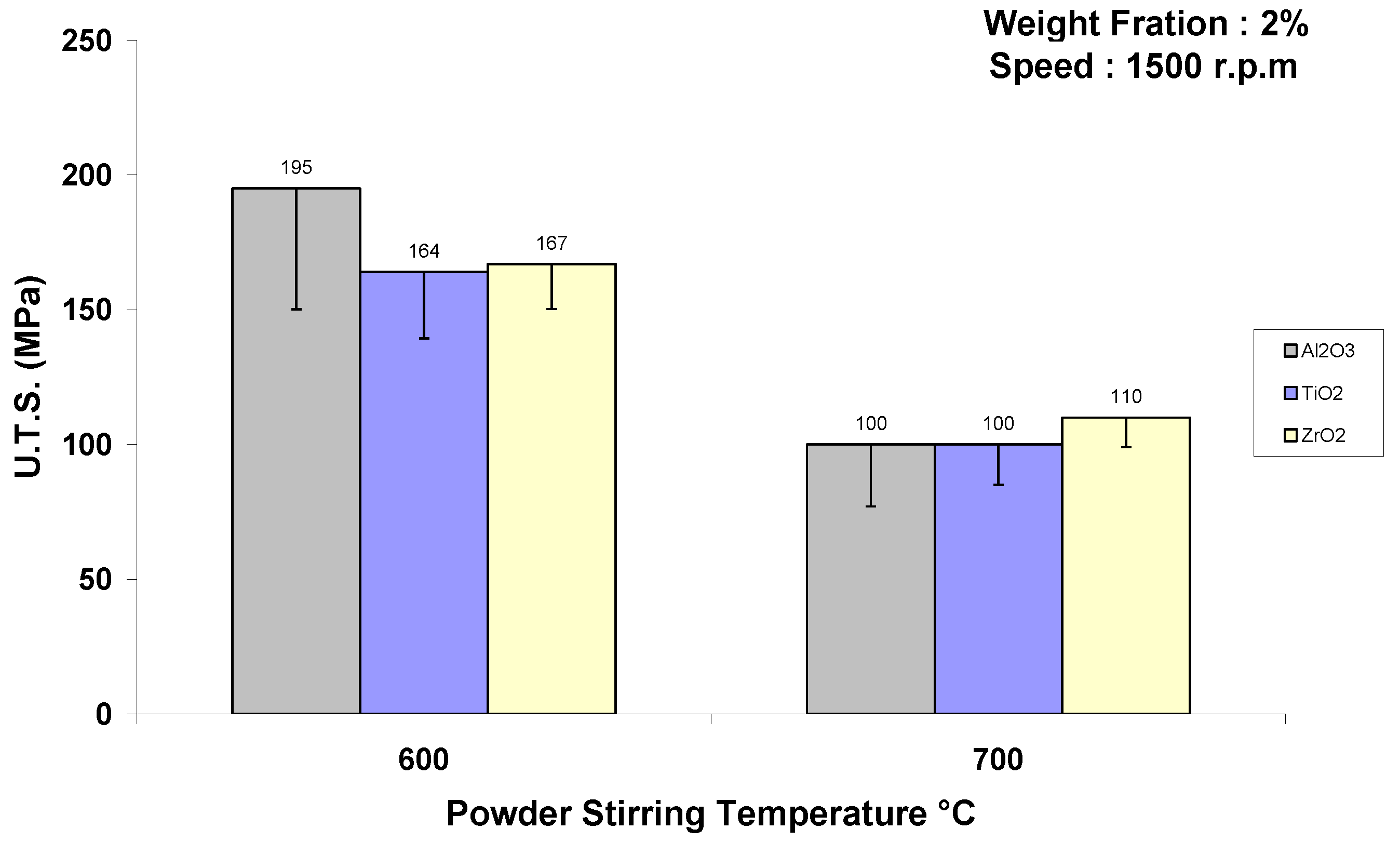
4.1.3. Effect of Casting Temperature

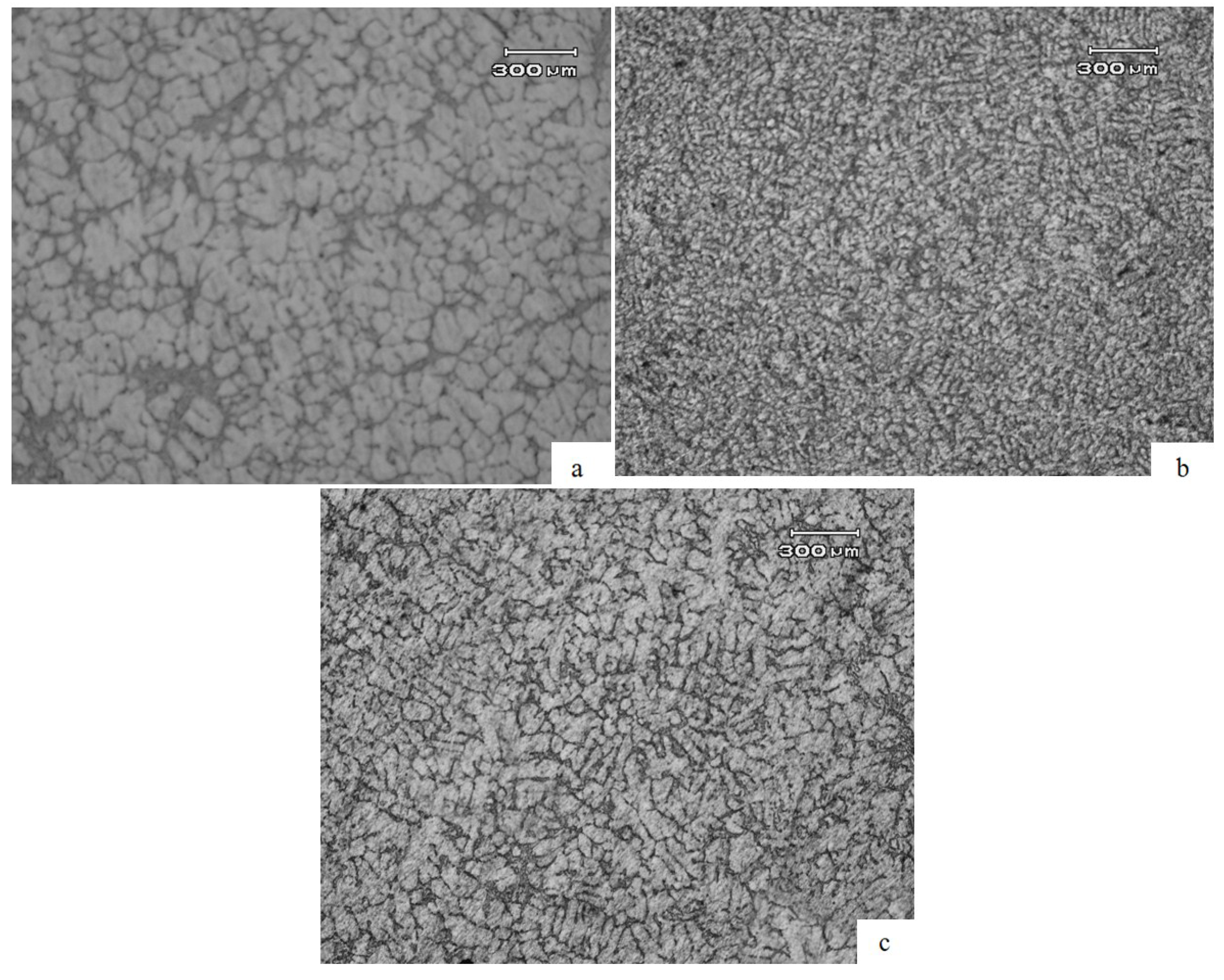
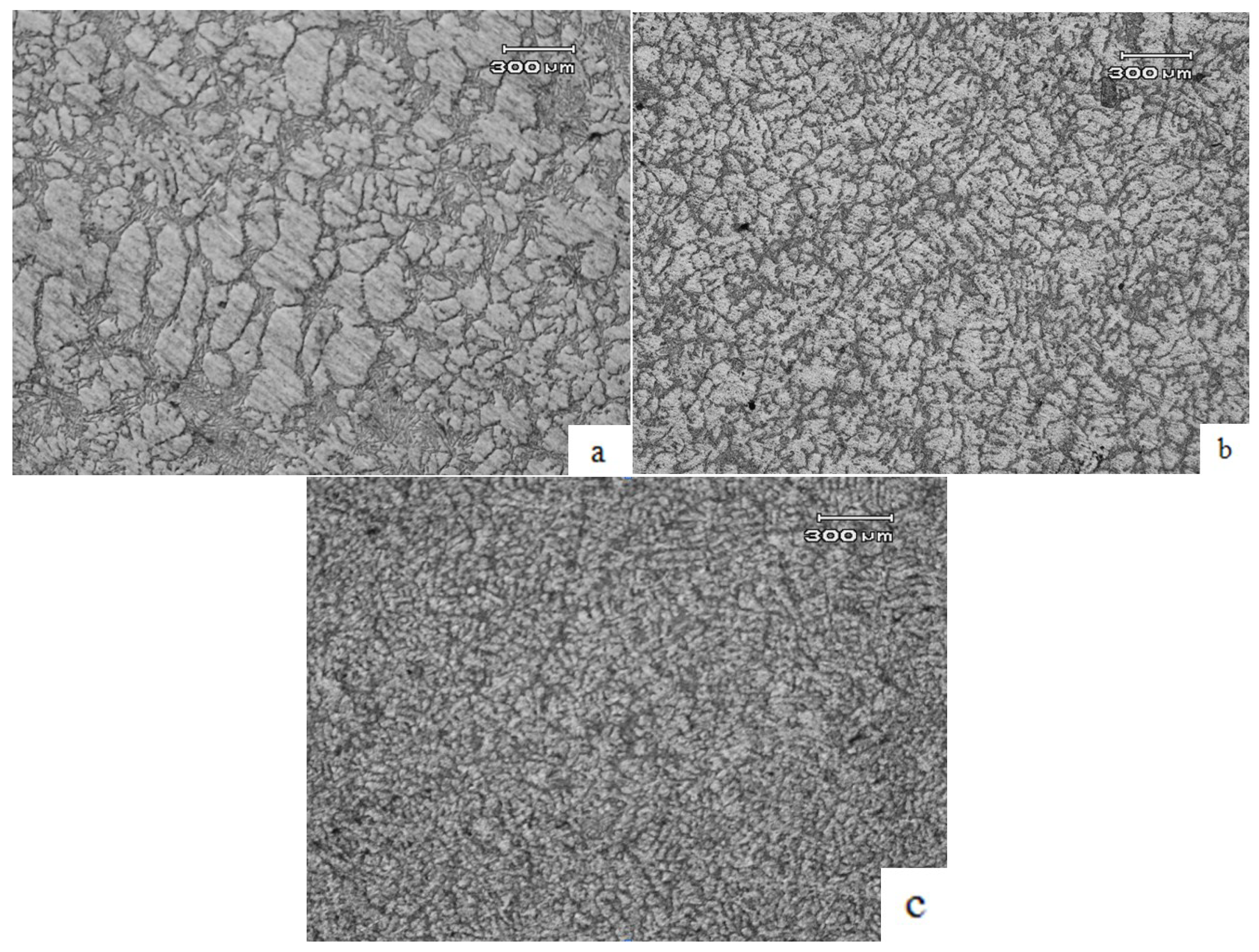
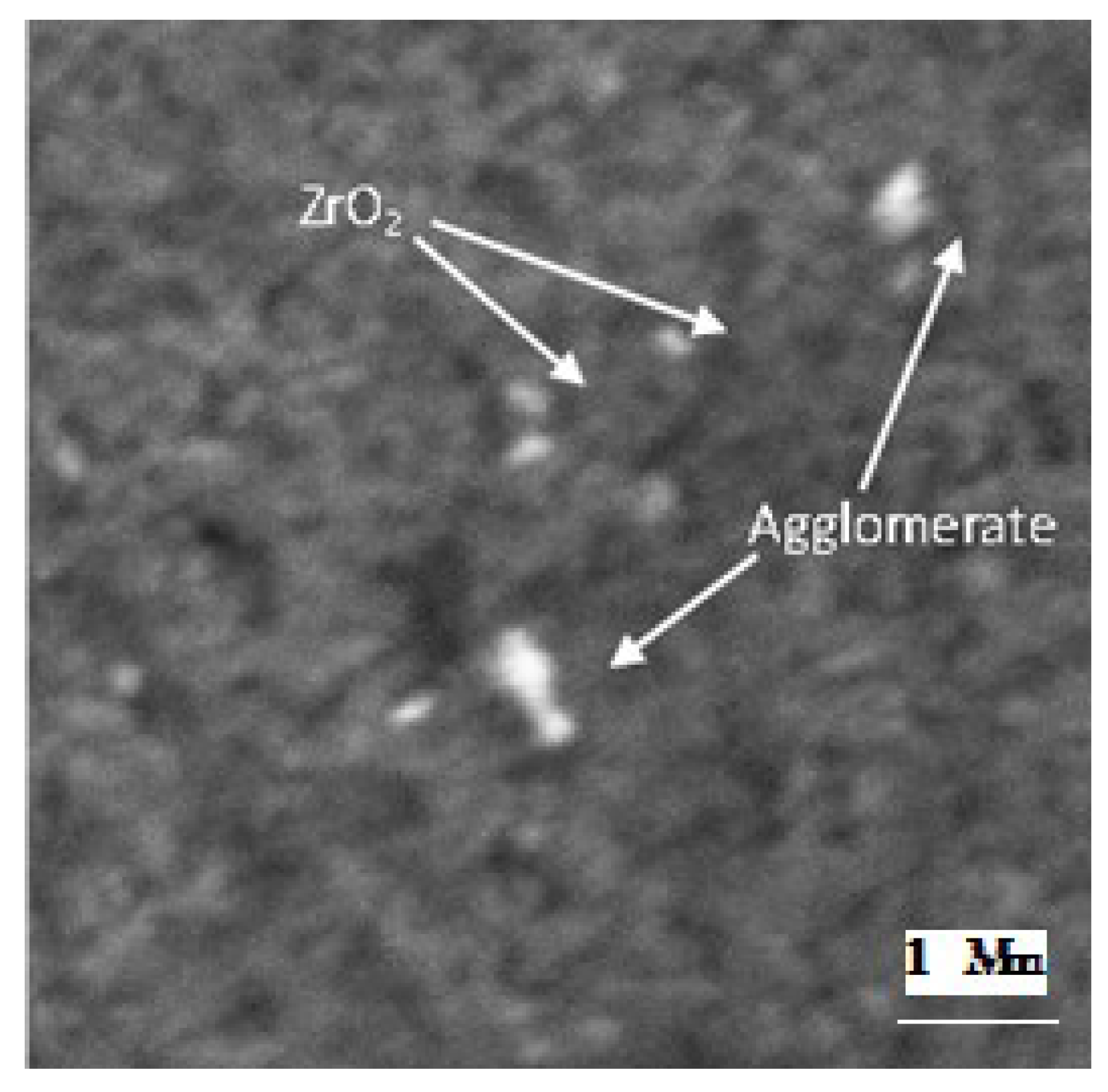
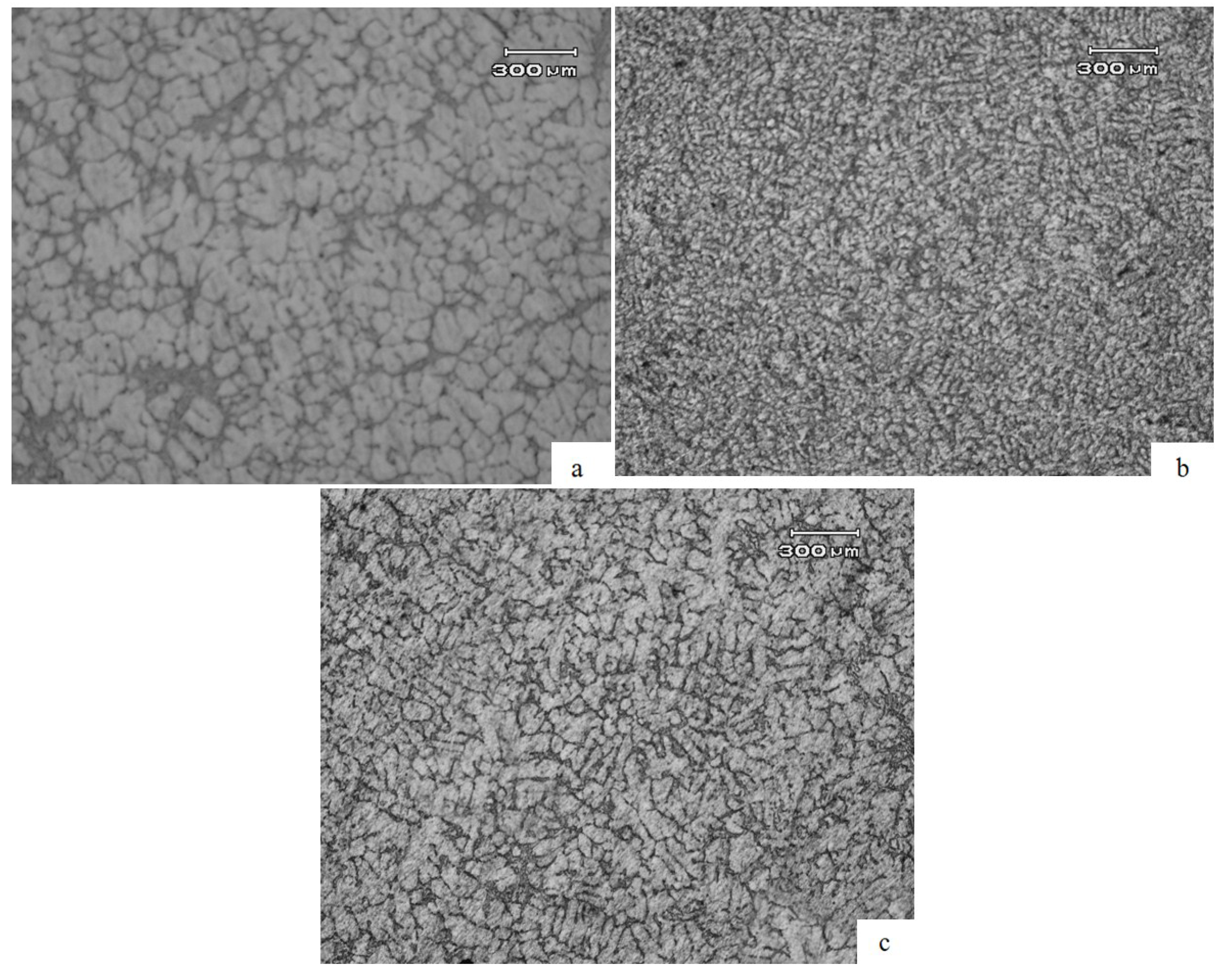
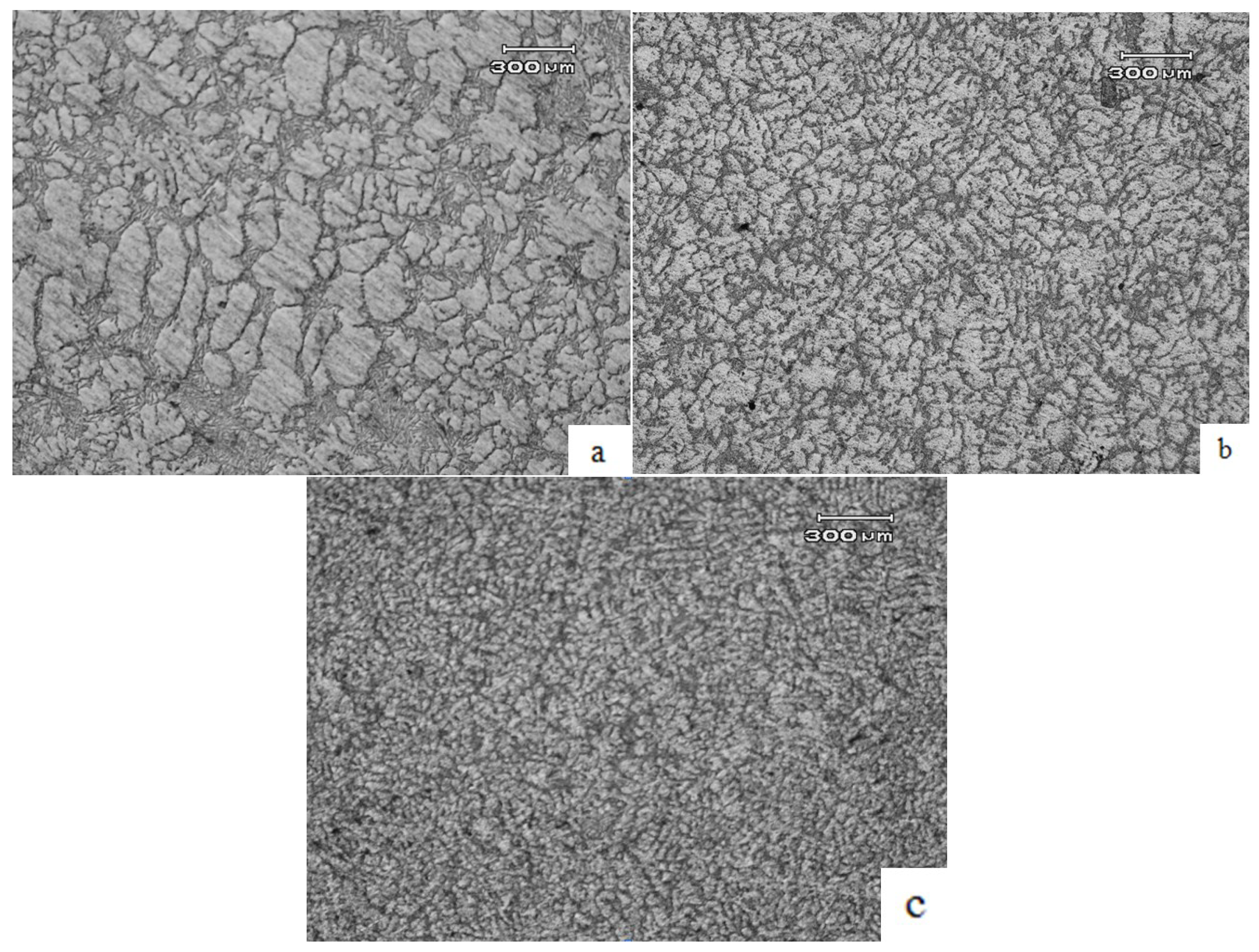
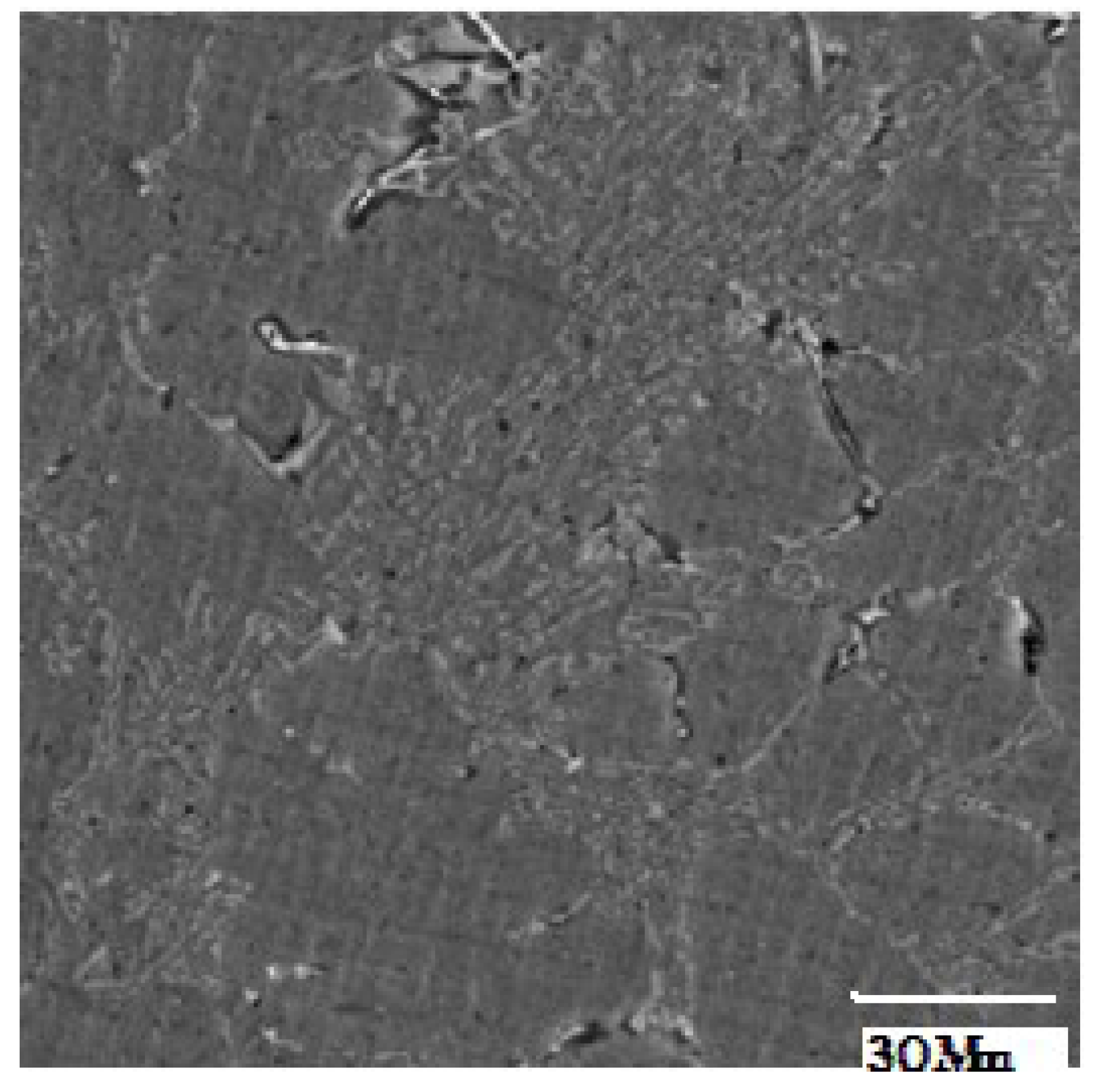
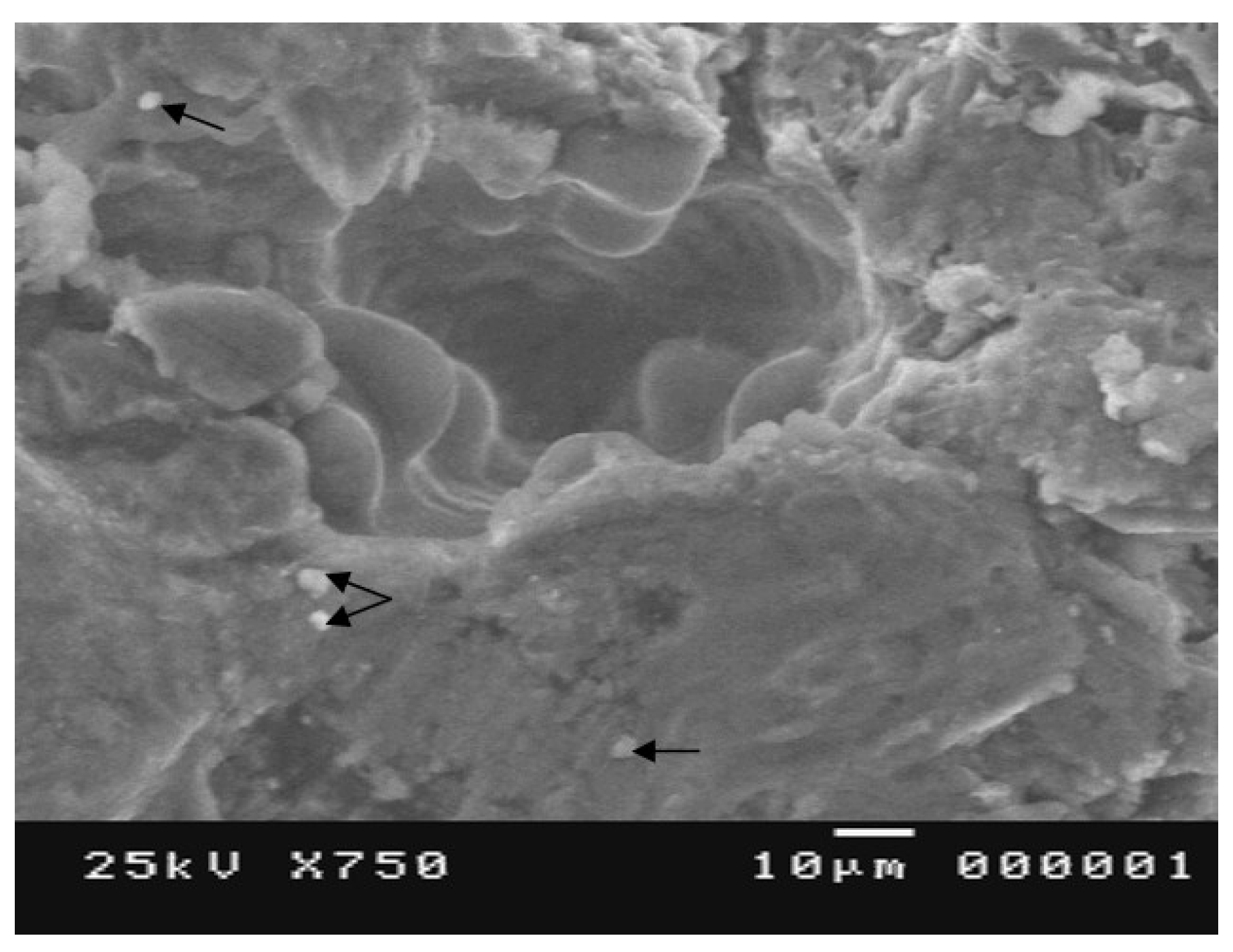
4.2. Microstructural Evolution


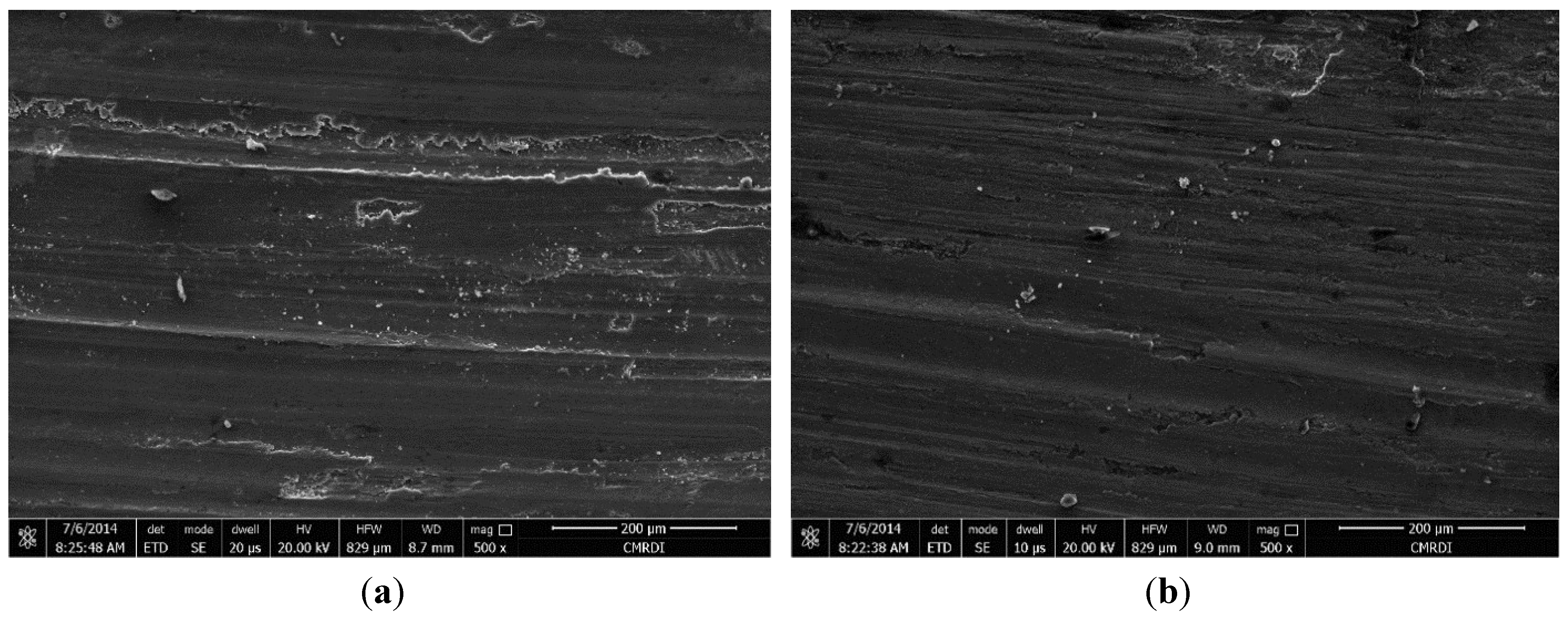
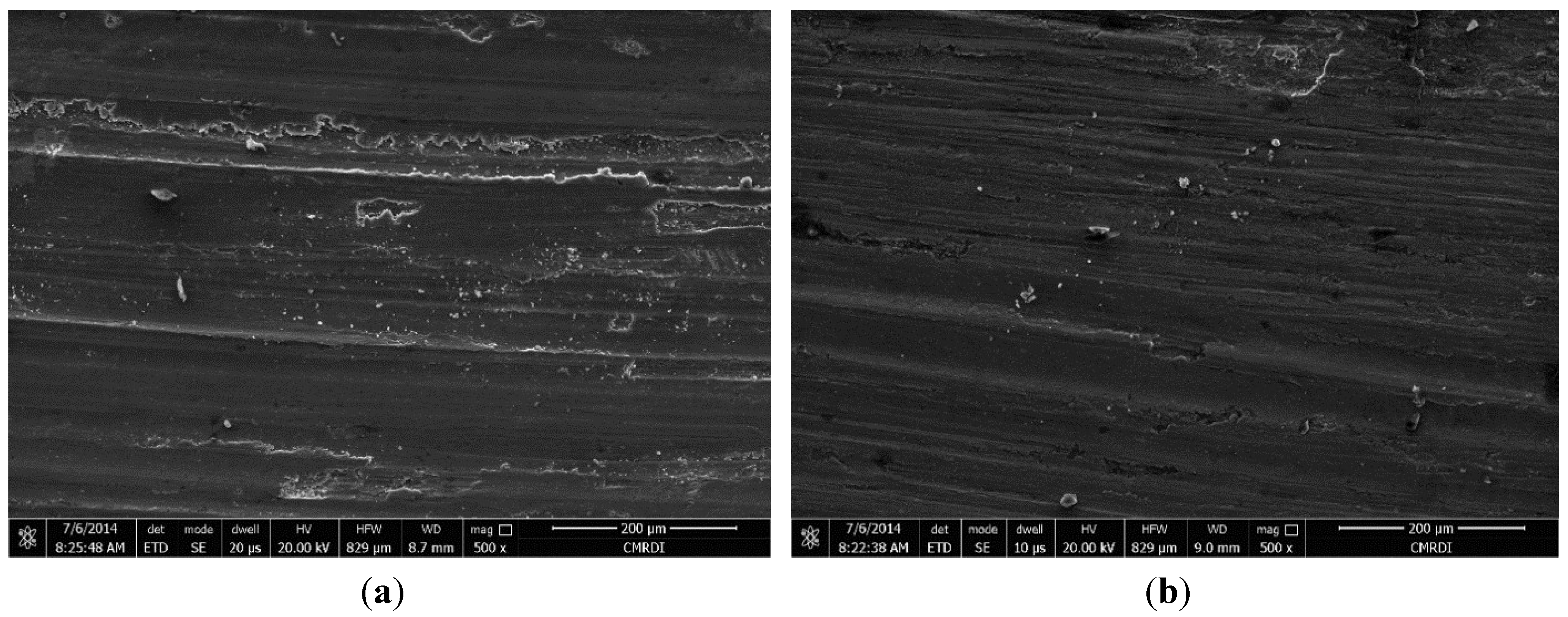
4.3. Wear Test Results
| Sample No. | Additions | Weight Loss (mg) | Friction Coefficient |
|---|---|---|---|
| 1 | A356 | 3.9 | 0.4 |
| 2 | A356 + 1% Al2O3 | 4.0 | 0.361 |
| 3 | A356 + 2% Al2O3 | 4.5 | 0.385 |
| 4 | A356 + 4% Al2O3 | 5.5 | 0.430 |
5. Conclusions
- The castings made by adding nano-sized dispersoids using semi-solid route exhibited higher strength and ductility when compared with those prepared by liquid metallurgy rout.
- The stirring speed has a significant effect on the mechanical properties of the nano-dispersed castings. Increasing stirring speed more than 1500 rpm causes reduction in the tensile strength. The alloy stirred with 1500 rpm exhibits the highest tensile strength and elongation%.
- The A356 matrix alloy reinforced with 2% weight of Al2O3 showed the highest strength properties when compared with the one reinforced with 3% ZrO2 weight and 3% weight of TiO2 nano particles at the conditions of 1500 rpm stirring speed at semi solid state temperature 600 °C. In all cases this was not combined with loss in ductility.
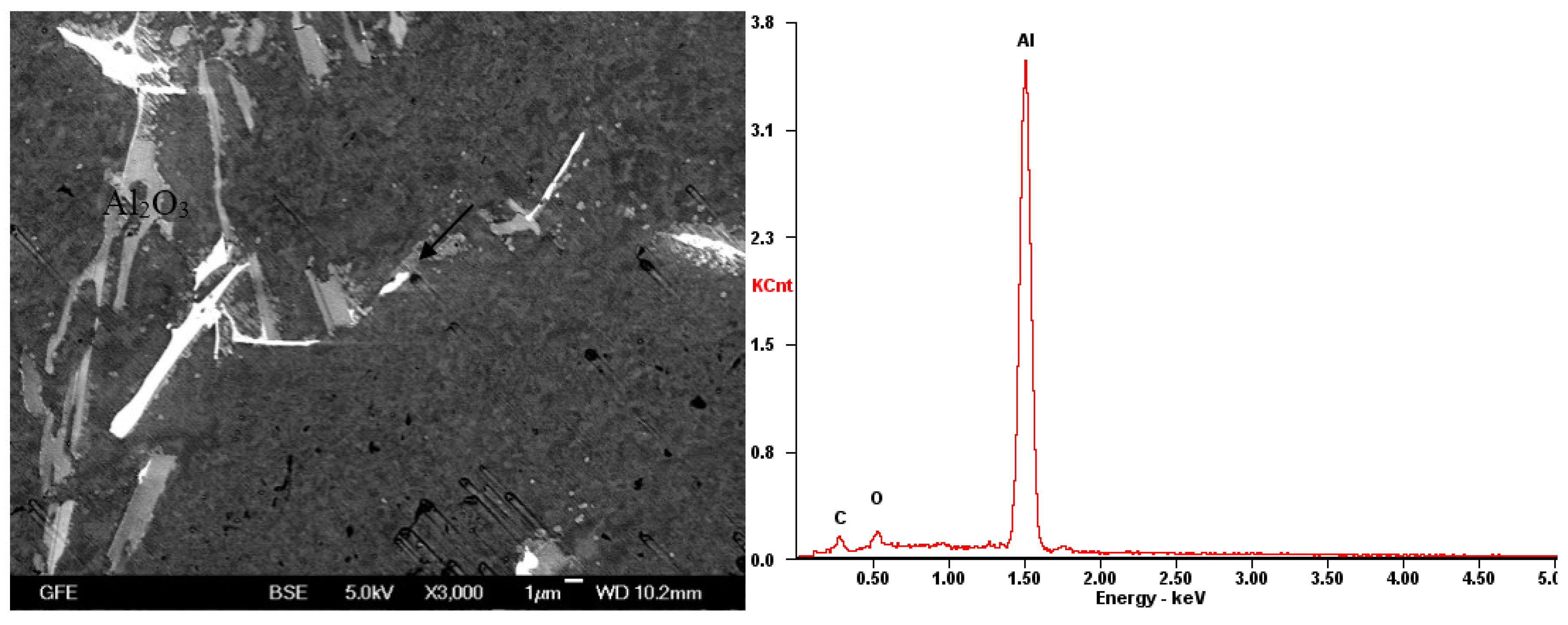
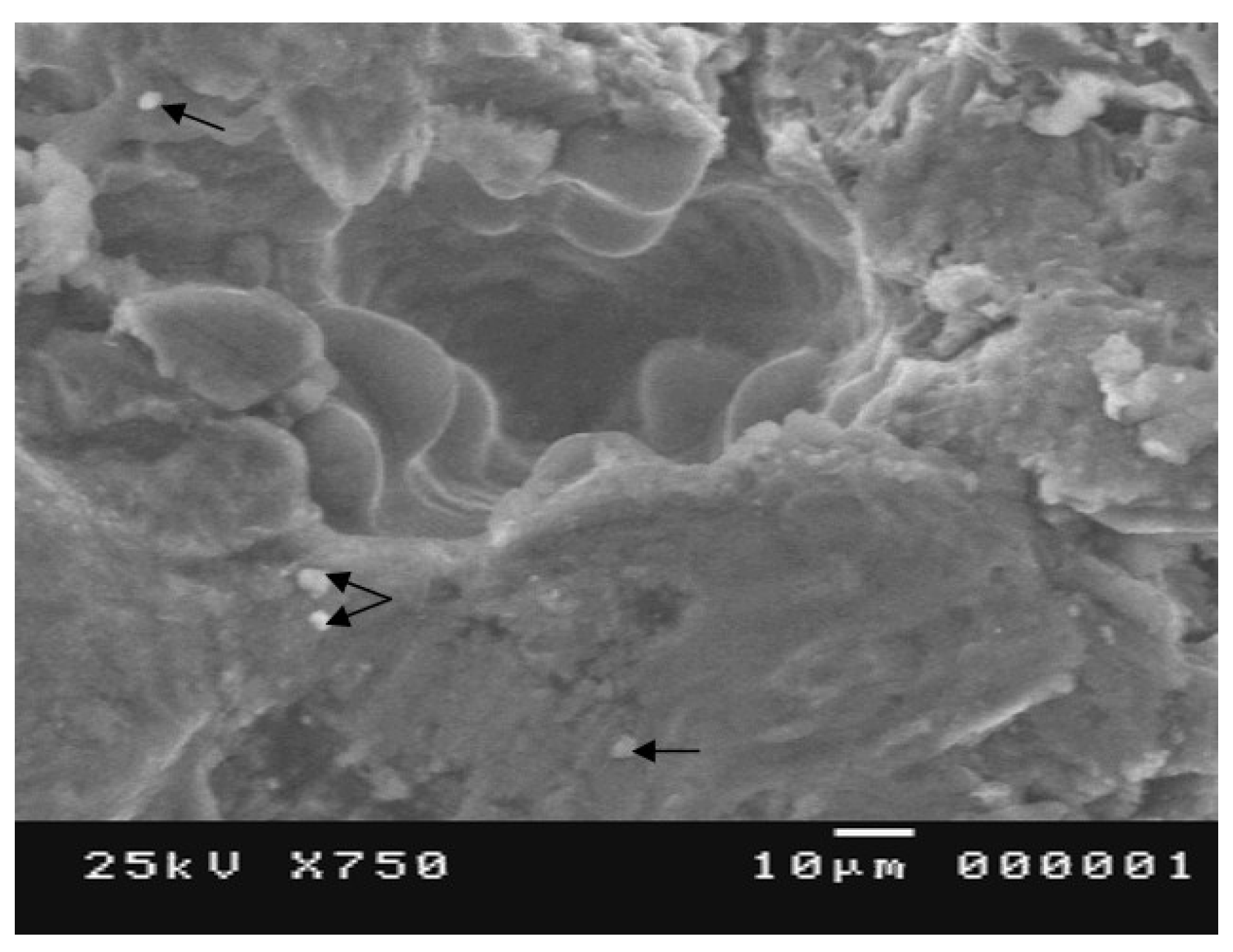
- Analysis using scanning electron microscope (SEM) at high magnification shows evidence for the possibility of incorporating and entrapping nano-sized particles within the interdendritic interface developing during the solidification of the dispersed alloys.
- The introduction of varying amounts of nanosized particles to the A356 alloy did not produce a significant change on the wear resistance of the tested hypo-eutectic alloy A356 material with 1% nanoparticles and resulted deterioration after adding 2% and 4% nanoparticles, though a drop in the friction coefficient occurred at 1% addition.
- The options for making nanodispersed cast alloys still meet the challenge of obtaining homogeneous distribution of the nanoparticles.
- Another challenge is quantifying the amount of nanoparticles entering the slurry.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kashyap, K.T.; Muralli, S.; Raman, K.S.; Murthy, K.S.S. Casting and heat treatment variables of Al–7Si–Mg alloy. Mater. Sci. Technol. 1993, 9, 189–203. [Google Scholar] [CrossRef]
- Gruzleski, J.E.; Closset, B.M. The Treatment of Liquid Alumnuim-Silicon Alloys; AFS: Des Plaines, IL, USA, 1990; pp. 107–126. [Google Scholar]
- Cacers, C.H. Microstructure effects on the strength-ductility relationship of AI-7Si-Mg casting alloys. Mater. Sci. Forum 2000, 331, 223–228. [Google Scholar] [CrossRef]
- Rooy, E.L. Aluminum and aluminum alloys. In ASM Metals Handbook; Aluminum Company of America: New York, NY, USA, 1992; Volume 15. [Google Scholar]
- Shi, W.; Gao, B.; Tu, G.; Li, S.; Hao, Y.; Yu, F. Effect of neodymium on primary silicon and mechanical properties of hypereutectic Al-15%Si alloy. J. Rare Earths 2010, 28, 367–370. [Google Scholar] [CrossRef]
- Chen, C.; Liu, Z.; Ren, B.; Wang, M.; Weng, Y.; Liu, Z. Influences of complex modification of P and RE on microstructure and mechanical properties of hypereutectic Al-20Si alloy. Trans. Nonferrous Met. Soc. China 2007, 17, 301–306. [Google Scholar] [CrossRef]
- Dahle, A.K.; Nogita, K.; McDonald, S.D.; Dinnis, C.; Lu, L. Eutectic modification and microstructure development in Al–Si Alloys. Mater. Sci. Eng. A 2005, 413–414, 243–248. [Google Scholar] [CrossRef]
- Cruz, K.S.; Meza, E.S.; Fernandes, F.A.P.; Quaresma, J.M.V.; Casteletti, L.C.; Garcia, A. Dendritic arm spacing affecting mechanical properties and wear behavior of Al–Sn and Al–Si alloys directionally solidified under unsteady-state conditions. Metall. Mater. Trans. A 2010, 41, 972–984. [Google Scholar] [CrossRef]
- Mehrabian, R.; Riek, R.G.; Flemings, M.C. Preparation and casting of Metal-Particulate Non-Metal Composites. Metall. Trans. 1974, 5, 1899–1905. [Google Scholar] [CrossRef]
- Eliasson, J.; Sandstorm, R. Applications of Aluminium Matrix Composites, Part 1; Newaz, G.M., Neber-Aeschbacherand, H., Wohlbier, F.H., Eds.; Trans. Tech. Publications: Pfaffikon, Switzerland, 1995; pp. 3–36. [Google Scholar]
- Rohatgi, P.K.; Asthana, R.; Das, S. Solidification, Structure and Properties of Cast Metal-Ceramic Particle Composites. Int. Met. Rev. 1986, 31, 115–139. [Google Scholar] [CrossRef]
- Singh, J.; Alpas, A.T. Elevated temperature wear of Al6061 and Al6061 20% Al2O3. Scr. Metall. Mater. 1995, 32, 1099–1105. [Google Scholar] [CrossRef]
- Seyed Reihani, S.M. Processing of squeeze cast Al6061–30vol% SiC composites and their characterization. Mater. Des. 2006, 27, 216–222. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Niroumand, B. Development of Al356/SiCp cast composites by injection of SiCp containing composite powders. Mater. Des. 2011, 32, 1895–1902. [Google Scholar] [CrossRef]
- Jerome, S.; Ravisankar, B.; Kumar Mahato, P.; Natarajan, S. Synthesis and evaluation of mechanical and high temperature tribological properties of in-situ Al–TiC composites. Tribol. Int. 2010, 43, 2029–2036. [Google Scholar] [CrossRef]
- El Mahallawi, I.S.; Egenfeld, K.; Kouta, F.H.; Hussein, A.; Mahmoud, T.S.; Rashad, R.M.; Shash, A.Y.; Abou-AL-Hassan, W. Synthesis and Characterization of New Cast A356/(Al2O3) p Metal Matrix Nano- Composites. In Proceedings of the 2nd Multifunctional Nanocomposites & Nanomaterials: International Conference& Exhibition MN2008, Cairo, Egypt, 11–13 January 2008.
- El-Mahallawi, I.; Shash, Y.; Eigenfeld, K.; Mahmoud, T.; Rashad, R.; Shash, A.; El Saeed, M. Influence of Nano-dispersions on Strength Ductility Properties of Semi-solid Cast A356 Al Alloy. Mater. Sci. Technol. 2010, 26, 1226–1231. [Google Scholar] [CrossRef]
- El-Mahallawi, I.; Abdelkader, H.; Yousef, L.; Amer, A.; Mayer, J.; Schwedt, A. Influence of Al2O3 nanodispersions on microstructure features and mechanical properties of cast and T6 heat-treated Al Si hypoeutectic alloys. Mater. Sci. Eng. A 2012, 556, 76–87. [Google Scholar] [CrossRef]
- El Mahallawi, I.; Shash, Y.; Rashad, R.M.; Abdelaziz, M.H.; Mayer, J.; Schwedt, A. Hardness and Wear Behavior of Semi-Solid Cast A390 Alloy Reinforced with Al2O3 and TiO2 Nanoparticles. Arab. J. Sci. Eng. 2014, 39, 5171–5184. [Google Scholar] [CrossRef]
- Mazahery, A.; Baharvandi, H.R.; Abdizadeh, H. Development of high performance A356-nano Al2O3 composites. Mater. Sci. Eng. A 2009, 518, 23–27. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Beygi, H. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Sci. Eng. A 2011, 528, 8765–8771. [Google Scholar] [CrossRef]
- Choi, H.; Konishi, H.; Li, X. Al2O3 nanoparticles induced simultaneous refinement and modification of primary and eutectic Si particles in hypereutectic Al–20Si alloy. Mater. Sci. Eng. A 2012, 541, 159–165. [Google Scholar] [CrossRef]
- Haizhi, Y. An overview of the development of Al-Si-alloy based material for engine applications. J. Mater. Eng. Perform. JMEPEG 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Chawla, K.K. Metal Matrix Composites; Springer: Berlin, Germany, 2006. [Google Scholar]
- Prabu, S.B. Influence of stirring speed and stirring time on distribution of particles in cast MMC. J. Mater. Process. Technol. 2006, 171, 268–273. [Google Scholar] [CrossRef]
- Shash, A.Y.; Sc, M. Effect of Processing Parameters on the Mechanical Characteristics of A356/(Al2O3)p Cast Metal Matrix Nano-Composites (MMNCs). Master’s Thesis, Cairo University, Cairo, Egypt, 2007. [Google Scholar]
- Shackelford, James F.; Alexander, W. “Frontmatter” Materials Science and Engineering Handbook; Shackelford, J.F., Alexander, W., Eds.; CRC Press LLC: Boca Raton, FL, USA, 2001. [Google Scholar]
- Koch, C.C. Nanostructured Materials, Processing Properties, and Potential Applications; CRC Press: Boca Raton, FL, USA, 2002; pp. 423–526. [Google Scholar]
- Kim, G.; Hong, S.; Lee, M.; Kim, S.; Ioka, I.; Kim, B.; Kim, I. Effect of oxide dispersion on dendritic grain growth characteristics of cast aluminum alloy. Mater. Trans. 2010, 51, 1951–1957. [Google Scholar] [CrossRef]
- Boostani, A.F.; Tahamtan, S.; Jiang, Z.Y.; Wei, D.; Yazdani, S.; Khosroshahi, R.A.; Mousavian, R.T.; Xu, J.; Zhang, X.; Gong, D. Enhanced tensile properties of aluminium matrix composites reinforced with graphene encapsulated SiC nanoparticles. Compos. Part A 2015, 68, 155–163. [Google Scholar] [CrossRef]
- Xu, J.Q.; Chen, L.Y.; Choi, H.; Li, X.C. Theoretical study and pathways for nanoparticle capture during solidification of metal melt. J. Phys. Condens. Matter 2012, 24, 255304. [Google Scholar] [CrossRef] [PubMed]
- Dey, A.K.; Poddar, P.; Singh, K.K.; Sahoo, K.L. Mechanical and Wear Properties of Rheocast and Conventional Gravity Die Cast A356 Alloy. Mater. Sci. Eng. A 2006, 435–436, 521–529. [Google Scholar] [CrossRef]
- El Mahallawi, I.; Othman, O.A.; Abdelaziz, M.H.; Raed, H.; El-Fatah, T.A.; Ali, S. Understanding the role of nanodispersions on the properties of A390 Hyper-Eutectic Al-Si cast alloy. TMS Light Met. 2014. [Google Scholar] [CrossRef]
- Scattergood, R.O.; Koch, C.C.; Murty, K.L.; Brenner, D. Strengthening mechanisms in nanocrystalline alloys. Mater. Sci. Eng. A 2008, 493, 3–11. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Mahallawi, I.S.; Shash, A.Y.; Amer, A.E. Nanoreinforced Cast Al-Si Alloys with Al2O3, TiO2 and ZrO2 Nanoparticles. Metals 2015, 5, 802-821. https://doi.org/10.3390/met5020802
El-Mahallawi IS, Shash AY, Amer AE. Nanoreinforced Cast Al-Si Alloys with Al2O3, TiO2 and ZrO2 Nanoparticles. Metals. 2015; 5(2):802-821. https://doi.org/10.3390/met5020802
Chicago/Turabian StyleEl-Mahallawi, Iman S., Ahmed Yehia Shash, and Amer Eid Amer. 2015. "Nanoreinforced Cast Al-Si Alloys with Al2O3, TiO2 and ZrO2 Nanoparticles" Metals 5, no. 2: 802-821. https://doi.org/10.3390/met5020802
APA StyleEl-Mahallawi, I. S., Shash, A. Y., & Amer, A. E. (2015). Nanoreinforced Cast Al-Si Alloys with Al2O3, TiO2 and ZrO2 Nanoparticles. Metals, 5(2), 802-821. https://doi.org/10.3390/met5020802