
The Effect of Rare Earth Y on the Microstructure and Mechanical Properties of an As-Cast Body-Centered Cubic Mg-11Li-6Zn Alloy



Abstract
1. Introduction
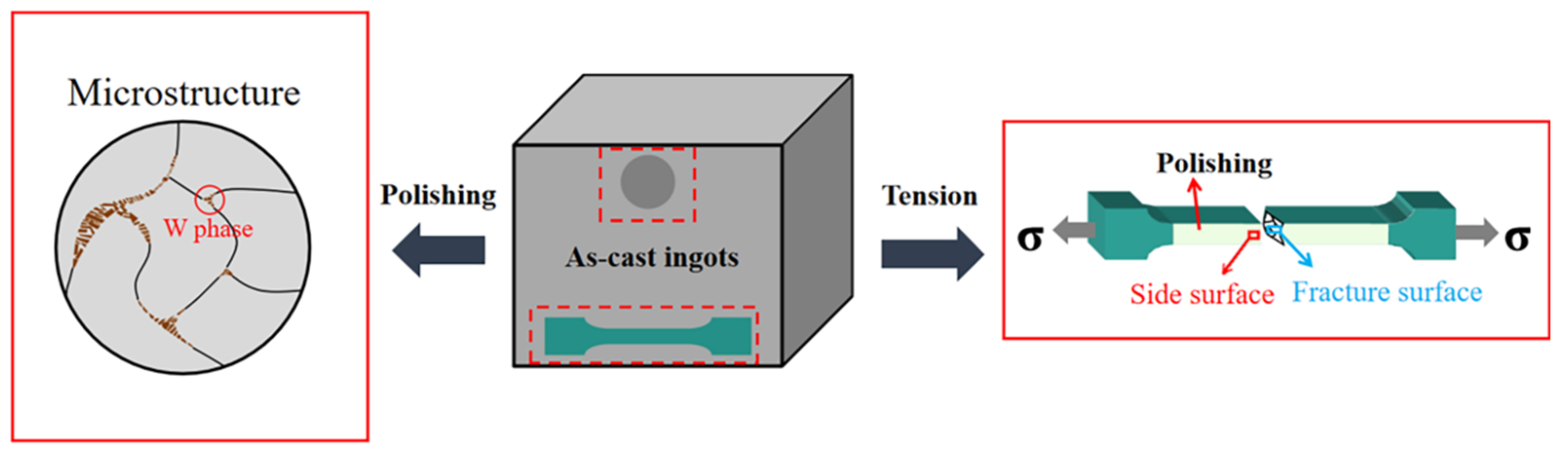
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
3.2. Mechanical Properties
3.3. Fracture Morphologies
4. Conclusions
- (1)
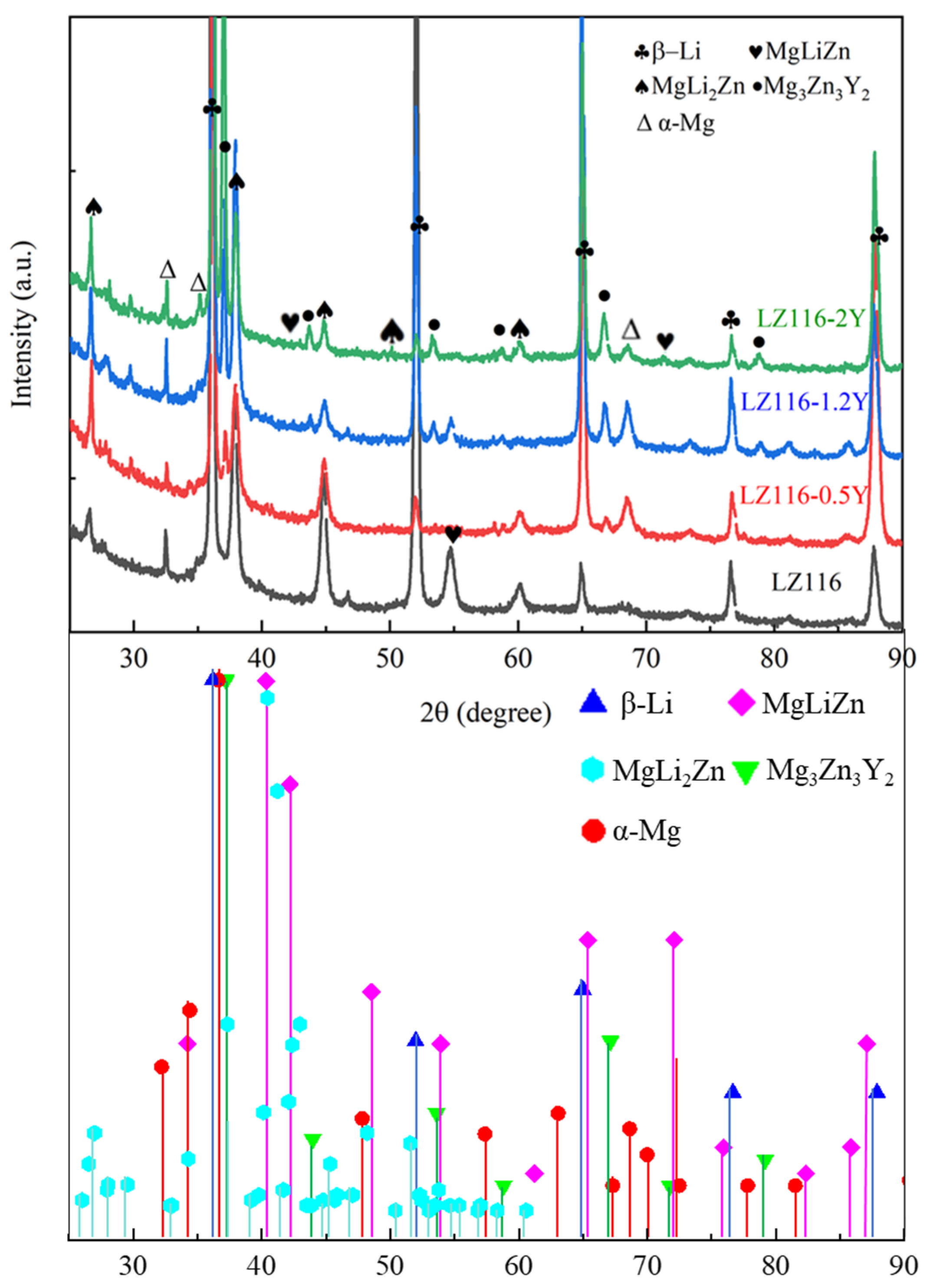
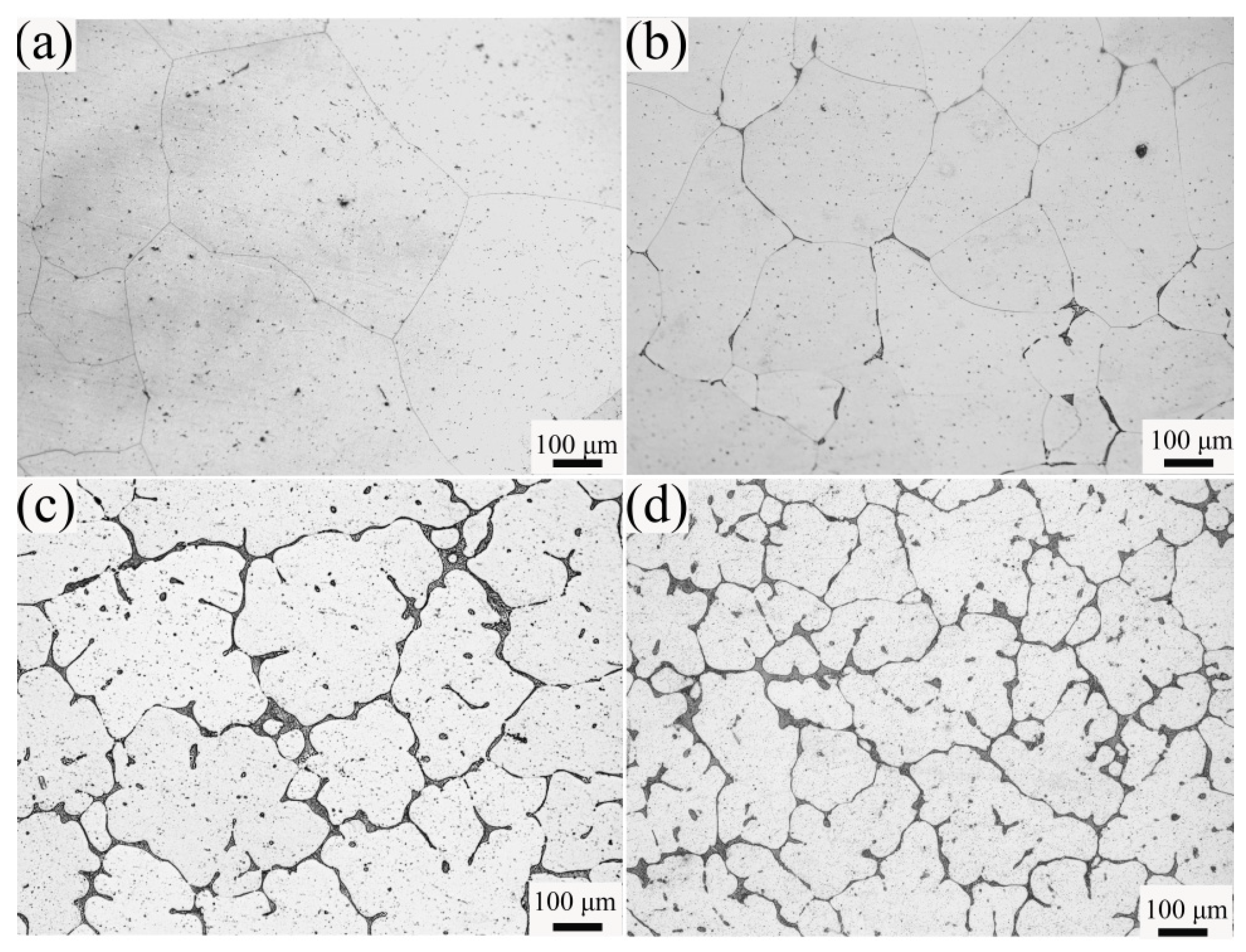
- Massive nano-scale precipitations of θ (MgLiZn) and/or θ’ (MgLi2Zn) are formed inside the grains, while limited θ (MgLiZn) and α-Mg phases precipitate at the grain boundaries in the LZ116-based alloy. With the addition of the Y element in the as-cast LZ116 alloy, the reticular W phase forms at the grain boundary, its content gradually increases with the Y concentration, and the grain size is decreased simultaneously.
- (2)
- The mechanical strength of the as-cast LZ116-0.5Y alloy reaches a maximum of 190 MPa after the addition of 0.5 wt.% Y, presenting a 20 MPa improvement compared with that of LZ116 without Y, and the elongation is also improved simultaneously to 27%.
- (3)
- The mechanical strength is reduced when the Y content is further increased to 1.2 and 2 wt.% due to the increasing content of W phases, while the elongation of the LZ116-2Y alloy is enhanced as the grains are refined.
- (4)
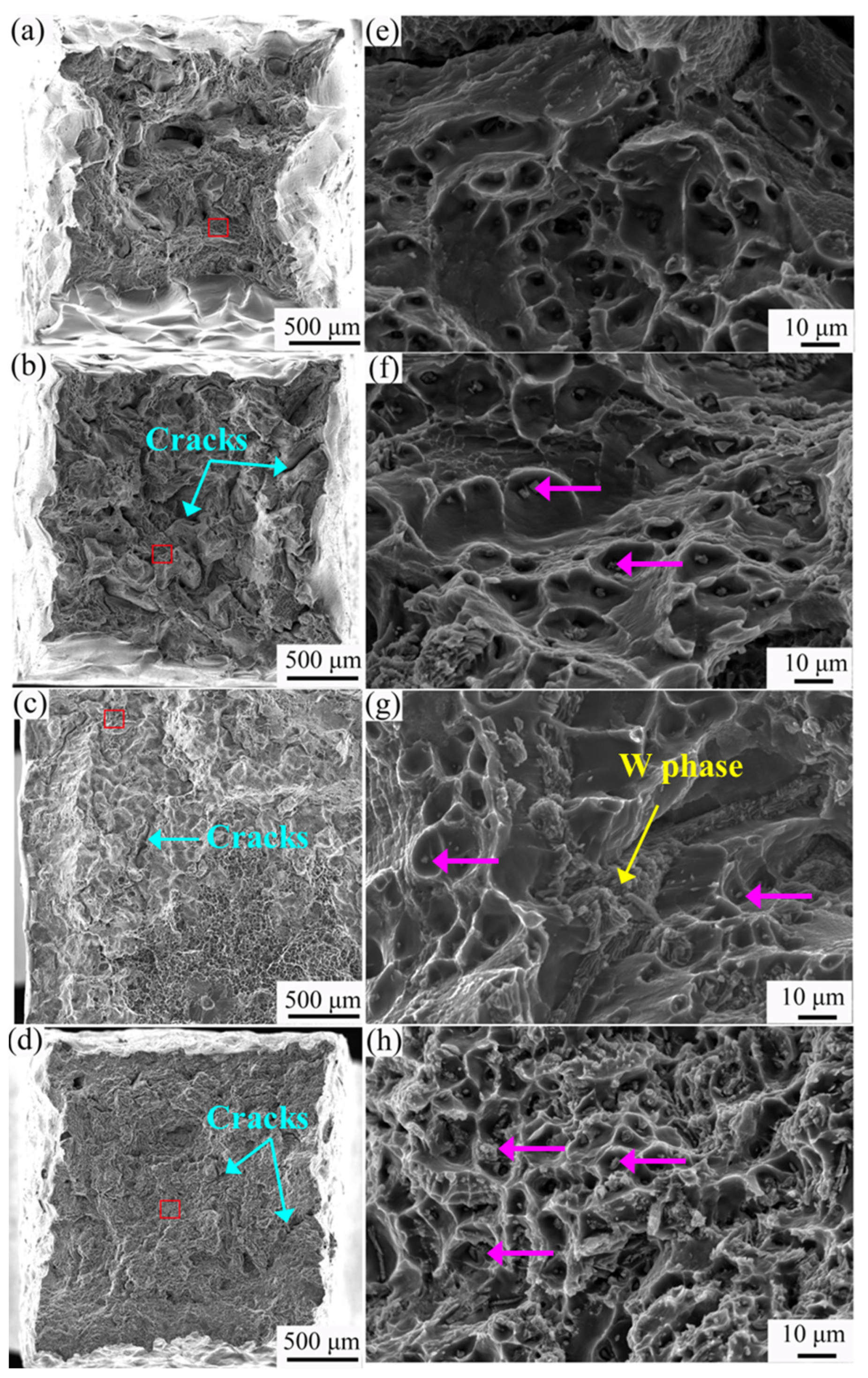
- All four alloys present ductile fractures confirmed by the apparent dimples on the fracture surface, while the dimple features differ for the different alloys.
- (5)
- The fracture morphology of the as-cast LZ116 alloy exhibits a noticeable necking feature, which is insignificant after the addition of the Y element, indicating that the Y element can improve the uniform plastic deformation ability.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wei, Z.; Dong, H.; Zhang, J.H.; Wu, R.Z.; He, Y.Y.; Bao, R.R.; Zhang, X.B.; Wang, J.H. Preparation of high strength Mg–Li–Zn–Y alloy by MgLi2Zn precipitation. Mater. Sci. Eng. A 2024, 890, 145842. [Google Scholar] [CrossRef]
- Liu, Z.; Nie, J.F.; Zhao, Y.H. Effect of deformation processing on microstructure evolution and mechanical properties of Mg−Li alloys: A review. Trans. Nonferrous Met. Soc. China 2024, 34, 25. [Google Scholar] [CrossRef]
- Hsu, Y.; Lu, Y.P.; Wang, S.Y.; Zheng, Y.F.; Xia, D.F.; Liu, Y.S. Magnesium alloys in tumor treatment: Current research status, challenges and future prospects. J. Magnes. Alloys 2023, 11, 3399–3426. [Google Scholar] [CrossRef]
- Li, C.Q.; Li, X.; Ke, X.T.; Dong, Y.; Wang, N.G.; Wang, S.D.; Zhang, Z.R. Enhancing corrosion resistance of Mg-Li-Zn-Y-Mn alloy containing long period stacking ordered (LPSO) structure through homogenization treatment. Corros. Sci. 2024, 228, 111829. [Google Scholar] [CrossRef]
- Wang, D.L.; Xu, D.K.; Wang, B.J.; Yan, C.J.; Wang, S.; Xu, X.B.; Zhang, L.; Lu, C.L. Effect of cross rolling on the microstructure and mechanical performance of a dual-phase structured Mg-8Li-6Zn-1Y (in wt.%) alloy. J. Mater. Sci. Technol. 2024, 176, 132–144. [Google Scholar] [CrossRef]
- Mineta, T. Review—Materials design for improving mechanical properties of ultra-lightweight Mg-Li based alloys. Mater. Trans. 2024, 65, 455–465. [Google Scholar] [CrossRef]
- Sun, J.W.; Huang, Y.C.; Liu, W.C.; Wu, G.H.; Qi, F.Z.; Guo, Y.J. Enhanced ductility by tailoring precipitations in micron TiB2 reinforced Mg-Li matrix composites with high modulus. Mater. Des. 2024, 239, 112739. [Google Scholar] [CrossRef]
- Li, J.; Zhong, L.; Wang, J.; Feng, Z.; Qu, Y.; Xu, R. Synergistic improvement of mechanical and electromagnetic shielding properties of a Mg-Li-Y-Zn alloy following heat treatment. J. Magnes. Alloys, 2024; in press. [Google Scholar] [CrossRef]
- Wei, Z.; Zhang, J.H.; Bao, R.R.; Wu, R.Z.; Zhang, H. Achieving high strength in a Mg–Li–Zn–Y alloy by α-Mg precipitation. Mater. Sci. Eng. A 2022, 846, 143272. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Li-Mg (Lithium-Magnesium) system. Bull. Alloy Phase Diagr. 1984, 5, 365–374. [Google Scholar] [CrossRef]
- Jeong, H.T.; Lee, S.W.; Kim, W.J. Superplasticity of fine-grained Mg-10Li alloy prepared by severe plastic deformation and understanding its deformation mechanisms. J. Magnes. Alloys 2024, 12, 316–331. [Google Scholar] [CrossRef]
- Ji, H.; Wu, G.H.; Liu, W.C.; Liang, X.L.; Liao, G.L.; Ding, D.H. Microstructure characterization and mechanical properties of the as-cast and as-extruded Mg-xLi-5Zn-0.5Er (x = 8, 10 and 12 wt%) alloys. Mater. Charact. 2020, 159, 110008. [Google Scholar] [CrossRef]
- Cui, X.F.; Guo, Y.L.; Yang, Y.; Zhu, Y.; Zhou, G.; Cao, T.T.; Luo, Q.; Wei, G.B.; Li, Q.; Jiang, B.; et al. High-ductility Mg-9Li-1Zn-2Gd-1.2Mn alloy prepared via traditional hot extrusion. Mater. Sci. Eng. A 2024, 893, 146094. [Google Scholar] [CrossRef]
- Kumar, V.; Govind Shekhar, R.; Balasubramaniam, R.; Balani, K. Microstructure evolution and texture development in thermomechanically processed Mg–Li–Al based alloys. Mater. Sci. Eng. A 2012, 547, 38–50. [Google Scholar] [CrossRef]
- Hooper, R.J.M.; Bryan, Z.L.; Manuel, M.V. The effect of indium additions on Mg-Li and Mg-Li-Al alloys. Met. Mater. Trans. A 2014, 45, 55–59. [Google Scholar] [CrossRef]
- Jin, S.Y.; Ma, X.C.; Wu, R.Z.; Wang, G.X.; Zhang, J.H.; Krit, B.; Betsofen, S.; Liu, B. Advances in micro-arc oxidation coatings on Mg-Li alloys. Appl. Surf. Sci. Adv. 2022, 8, 100219. [Google Scholar] [CrossRef]
- Takuda, H.; Matsusaka, H.; Kikuchi, S.; Kubota, K. Tensile properties of a few Mg-Li-Zn alloy thin sheets. J. Mater. Sci. 2002, 37, 51–57. [Google Scholar] [CrossRef]
- Yang, K.; Bai, W.W.; Li, B.; Chen, H.; Li, G.; Wei, G.B.; Liu, J.W. Thermal deformation behavior and microstructural evolution of multicomponent Mg-Li-Zn-Al-Y alloys under hot compression. Materials 2024, 17, 489. [Google Scholar] [CrossRef]
- Li, C.Q.; Deng, B.B.; Dong, L.J.; Liu, X.; Du, K.Q.; Shi, B.Q.; Dong, Y.; Peng, F.; Zhang, Z.R. Effect of Zn addition on the microstructure and mechanical properties of as-cast BCC Mg-11Li based alloys. J. Alloys Compd. 2022, 895, 162718. [Google Scholar] [CrossRef]
- Huang, Y.C.; Zhang, Q.D.; Ooyang, S.J.; Sun, F.Z.; Sun, J.W.; Li, H.Y.; Wu, G.H.; Chen, P.J.; Liu, W.C. Effects of Zn and Gd contents and their ratios on microstructure and mechanical properties of as-cast and as-extruded Mg−8Li alloys. Trans. Nonferrous Met. Soc. China 2024, 34, 798–811. [Google Scholar] [CrossRef]
- Yang, Y.W.; Su, K.Q.; Zhao, K.; Li, H.R.; Guo, E.Y.; Chen, Z.N.; Xin, T.Z.; Kang, H.J.; Wang, T.M. Strengthening of duplex Mg–9Li–3Al–2Zn–1Sn alloy by solid solution and mixed rolling-induced second phase transition. Mater. Sci. Eng. A 2024, 900, 146491. [Google Scholar] [CrossRef]
- Deng, B.B.; Liang, D.H.; Li, C.Q.; Yan, C.J.; Dong, Y.; Wang, N.G.; Zhang, Z.R.; Han, E.H. Effect of Zn addition on the stress corrosion cracking of as-cast BCC Mg-11Li based alloys. Corros. Sci. 2024, 227, 111707. [Google Scholar] [CrossRef]
- Peng, X.; Liu, W.C.; Wu, G.H.; Ji, H.; Ding, W.J. Plastic deformation and heat treatment of Mg-Li alloys: A review. J. Mater. Sci. Technol. 2022, 99, 193–206. [Google Scholar] [CrossRef]
- Peng, X.; Liu, W.C.; Wu, G.H. Strengthening-toughening methods and mechanisms of Mg–Li alloy: A review. Rare Met. 2022, 41, 1176–1188. [Google Scholar] [CrossRef]
- Zhou, W.R.; Zheng, Y.F.; Leeflang, M.A.; Zhou, J. Mechanical property, biocorrosion and in vitro biocompatibility evaluations of Mg–Li–(Al)–(RE) alloys for future cardiovascular stent application. Acta Biomater. 2013, 9, 8488–8498. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhang, J.; Wu, G.H.; Liu, W.C.; Zhang, L.; Ding, W.J. Microstructure and tensile properties of as-extruded Mg–Li–Zn–Gd alloys reinforced with icosahedral quasicrystal phase. Mater. Des. 2015, 66, 162–168. [Google Scholar] [CrossRef]
- Ji, H.; Liu, W.C.; Wu, G.H.; Ouyang, S.J.; Gao, Z.K.; Peng, X.; Ding, W.J. Influence of Er addition on microstructure and mechanical properties of as-cast Mg-10Li-5Zn alloy. Mater. Sci. Eng. A 2019, 739, 395–403. [Google Scholar] [CrossRef]
- Xu, D.K.; Liu, L.; Xu, Y.B.; Han, E.H. The strengthening effect of icosahedral phase on as-extruded Mg–Li alloys. Scr. Mater. 2007, 57, 285–288. [Google Scholar] [CrossRef]
- Liao, Q.Y.; Zhao, D.Z.; Le, Q.C.; Hu, W.X.; Jiang, Y.C.; Zhou, W.Y.; Ren, L.; Li, D.D.; Yin, Z.Y. Effect of artificial cooling extrusion on microstructure and mechanical properties of Mg–Zn–Y alloys. Acta Metall. Sin. Engl. Lett. 2024, 37, 1115–1127. [Google Scholar] [CrossRef]
- Liu, W.C.; Gao, Z.K.; Peng, X.; Wu, G.H.; Tong, X.; Xiao, L.; Wang, X.F.; Ding, W.J. Microstructural evolution and mechanical properties of as-cast and as-extruded Mg–14Li alloy with different Zn/Y and Zn/Gd addition. Adv. Eng. Mater. 2020, 22, 1527–2648. [Google Scholar] [CrossRef]
- Liu, J.A.; Liu, S.J.; Wang, B.; Sun, W.B.; Liu, X.J.; Han, Z.W. Compressive property and energy absorption characteristic of interconnected porous Mg-Zn-Y alloys with adjusting Y addition. J. Magnes. Alloys 2024, 12, 171–185. [Google Scholar] [CrossRef]
- Zhu, Q.C.; Li, Y.X.; Ding, Z.G.; Wang, J.; Liu, Y.X.; Zhang, H.; Xie, T.; Wang, M.C.; Zhu, H.; Ying, T.; et al. Unveiling precipitation behavior in Mg-Y based alloys. Mater. Des. 2021, 202, 109570. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, Y.; Wu, R.Z.; Wang, X.; Chen, X.B.; Fernandez, C.; Peng, Q.M. Coherent interface strengthening of ultrahigh pressure heat-treated Mg-Li-Y alloys. J. Mater. Sci. Technol. 2020, 51, 79–83. [Google Scholar] [CrossRef]
- Yang, W.; Quan, G.F.; Ji, B.; Wan, Y.F.; Zhou, H.; Zheng, J.; Yin, D.D. Effect of Y content and equal channel angular pressing on the microstructure, texture and mechanical property of extruded Mg-Y alloys. J. Magnes. Alloys 2022, 10, 195–208. [Google Scholar] [CrossRef]
- Xu, D.K.; Han, E.H.; Liu, L.; Xu, Y.B. Influence of higher Zn/Y ratio on the microstructure and mechanical properties of Mg-Zn-Y-Zr alloys. Met. Mater. Trans. A 2009, 40, 1727–1740. [Google Scholar] [CrossRef]
- Su, N.; Wu, Q.Y.; Ding, C.Y.; Wu, Y.J.; Peng, L.M. Effect of Y and Gd solutes on grain refinement of the as-extruded Mg-Gd(-Y)-Zn-Mn alloys. J. Alloys Compd. 2023, 968, 171804. [Google Scholar] [CrossRef]
- Jiang, H.S.; Qiao, X.G.; Xu, C.; Kamado, S.; Wu, K.; Zheng, M.Y. Influence of size and distribution of W phase on strength and ductility of high strength Mg-5.1Zn-3.2Y-0.4Zr-0.4Ca alloy processed by indirect extrusion. J. Mater. Sci. Technol. 2018, 34, 277–283. [Google Scholar] [CrossRef]
- Luo, S.Q.; Tang, A.T.; Pan, F.S.; Song, K.; Wang, W.Q. Effect of mole ratio of Y to Zn on phase constituent of Mg-Zn-Zr-Y alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 795–800. [Google Scholar] [CrossRef]
- Huang, Y.C.; Sun, J.W.; Qi, F.Z.; Guo, Y.J.; Wu, G.H.; Liu, W.C. Aging response and mechanism of dual-phase Mg-Li-Al-Zn alloy. J. Magnes. Alloys, 2024; in press. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, Z.Y.; Xiong, J.P.; Zeng, G.; Wang, P.H.; Luo, L.; Wu, R.Z.; Wang, J.; Liu, Y. Enhancing the ductility of cast Mg-Li alloys via dispersed α-Mg phase mitigating the dimensionand distribution of interspersed eutectics along grain boundaries. J. Magnes. Alloys 2024, 12, 4722–4739. [Google Scholar] [CrossRef]
- Yamamoto, A.; Ashida, T.; Kouta, Y.; Kim, K.B.; Fukumoto, S.; Tsubakino, H. Precipitation in Mg–(4–13)%Li–(4–5)% Zn ternary alloys. Mater. Trans. 2003, 44, 619–624. [Google Scholar] [CrossRef]
- Xu, D.K.; Tang, W.N.; Liu, L.; Xu, Y.B.; Han, E.H. Effect of W-phase on the mechanical properties of as-cast Mg–Zn–Y–Zr alloys. J. Alloys Compd. 2008, 461, 248–252. [Google Scholar] [CrossRef]
- Jung, Y.G.; Yang, W.; Hyun, J.I.; Kim, S.K.; Lim, H.; Kim, D.H. Effects of I- and W-phases under identical conditions on microstructure and mechanical properties of as-cast Mg–Zn–Y alloys at room and elevated temperatures. Met. Mater. Int. 2020, 27, 5154–5164. [Google Scholar] [CrossRef]
- Song, W.J.; Wu, Z.Y.; He, S.; Liu, J.; Yang, G.; Zhao, X.K.; Li, Y.Z. Effect of Al on microstructure and mechanical properties of Mg-10Li-3Zn-1Y alloys. J. Mater. Eng. Perform. 2024, 33, 1059–9495. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Chemical Composition (in wt.%) | |||
|---|---|---|---|---|
| Mg | Li | Zn | Y | |
| LZ116 | Bal. | 11.02 | 6.01 | -- |
| LZ116-0.5Y | Bal. | 11.09 | 5.96 | 0.47 |
| LZ116-1.2Y | Bal. | 10.96 | 5.90 | 1.18 |
| LZ116-2Y | Bal. | 11.05 | 6.05 | 1.90 |
| Alloys | LZ116 | LZ116-0.5Y | LZ116-1.2Y | LZ116-2Y |
|---|---|---|---|---|
| YS (MPa) | 159 | 177 | 151 | 146 |
| UTS (MPa) | 170 | 190 | 165 | 163 |
| EL (%) | 22 | 27 | 23 | 38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, H.; Ke, X.; Xiong, G.; Shi, B.; Zhang, Z.; Li, C. The Effect of Rare Earth Y on the Microstructure and Mechanical Properties of an As-Cast Body-Centered Cubic Mg-11Li-6Zn Alloy. Metals 2025, 15, 321. https://doi.org/10.3390/met15030321
Lin H, Ke X, Xiong G, Shi B, Zhang Z, Li C. The Effect of Rare Earth Y on the Microstructure and Mechanical Properties of an As-Cast Body-Centered Cubic Mg-11Li-6Zn Alloy. Metals. 2025; 15(3):321. https://doi.org/10.3390/met15030321
Chicago/Turabian StyleLin, Honghui, Xuetao Ke, Guangxin Xiong, Binqing Shi, Zhengrong Zhang, and Chuanqiang Li. 2025. "The Effect of Rare Earth Y on the Microstructure and Mechanical Properties of an As-Cast Body-Centered Cubic Mg-11Li-6Zn Alloy" Metals 15, no. 3: 321. https://doi.org/10.3390/met15030321
APA StyleLin, H., Ke, X., Xiong, G., Shi, B., Zhang, Z., & Li, C. (2025). The Effect of Rare Earth Y on the Microstructure and Mechanical Properties of an As-Cast Body-Centered Cubic Mg-11Li-6Zn Alloy. Metals, 15(3), 321. https://doi.org/10.3390/met15030321