
Warm and Hot Deformation Behavior of AA6060 Aluminum Alloy



Abstract
1. Introduction
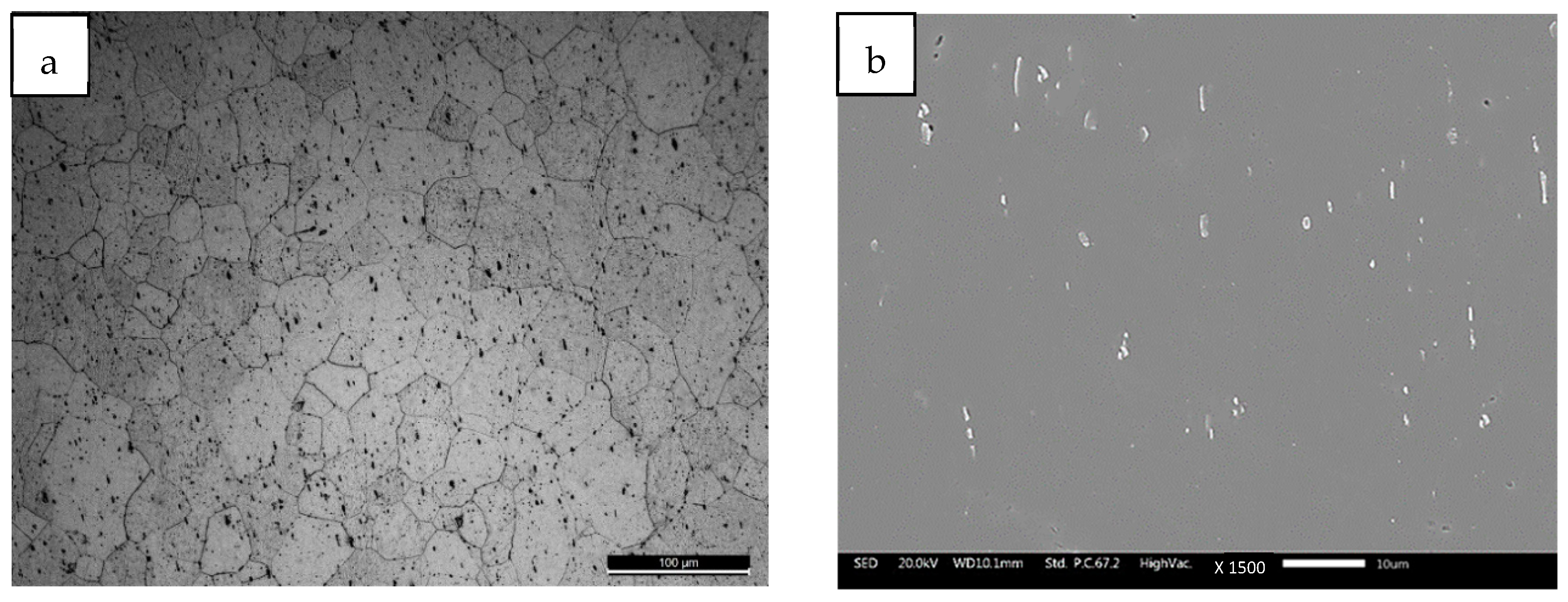
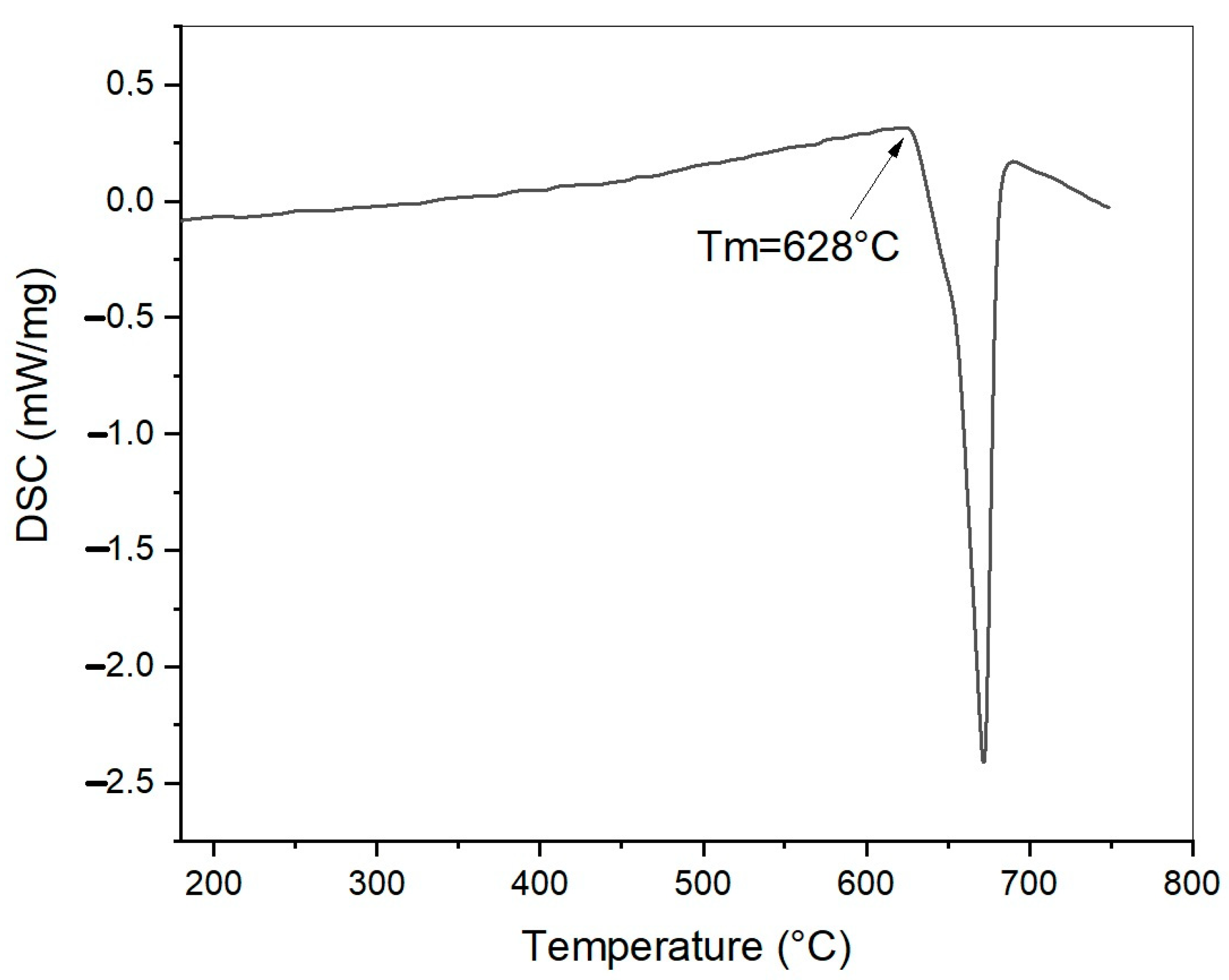
2. Material and Methods
3. Results and Discussion
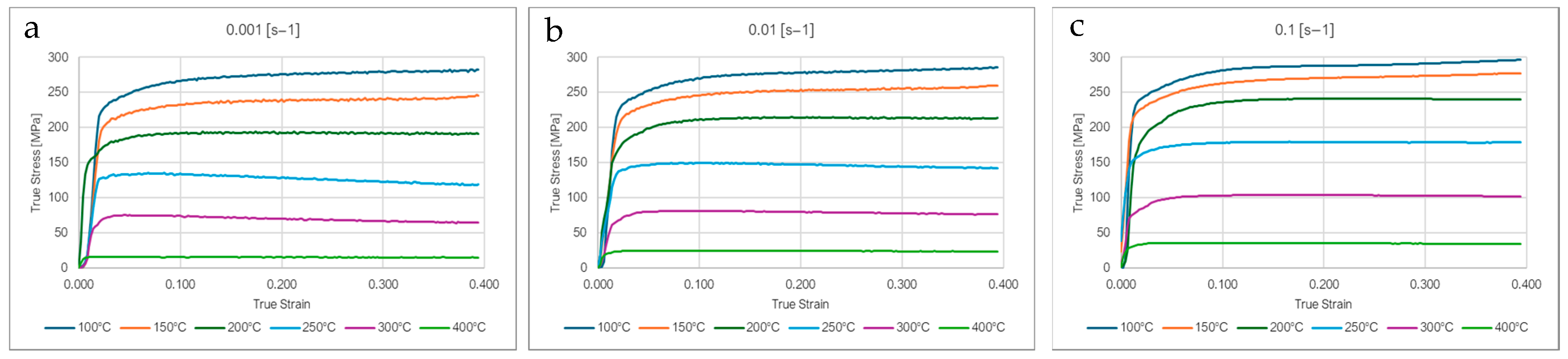
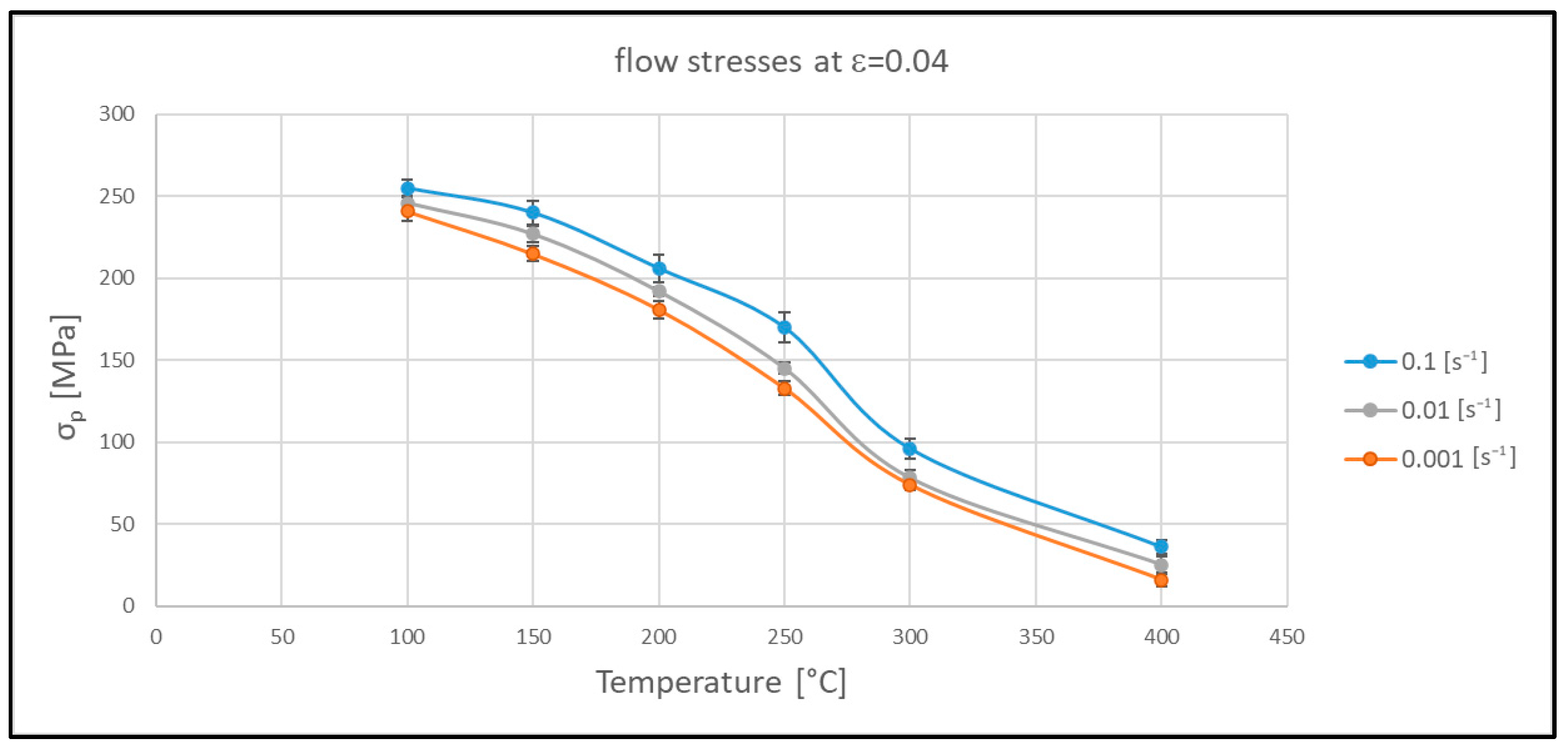
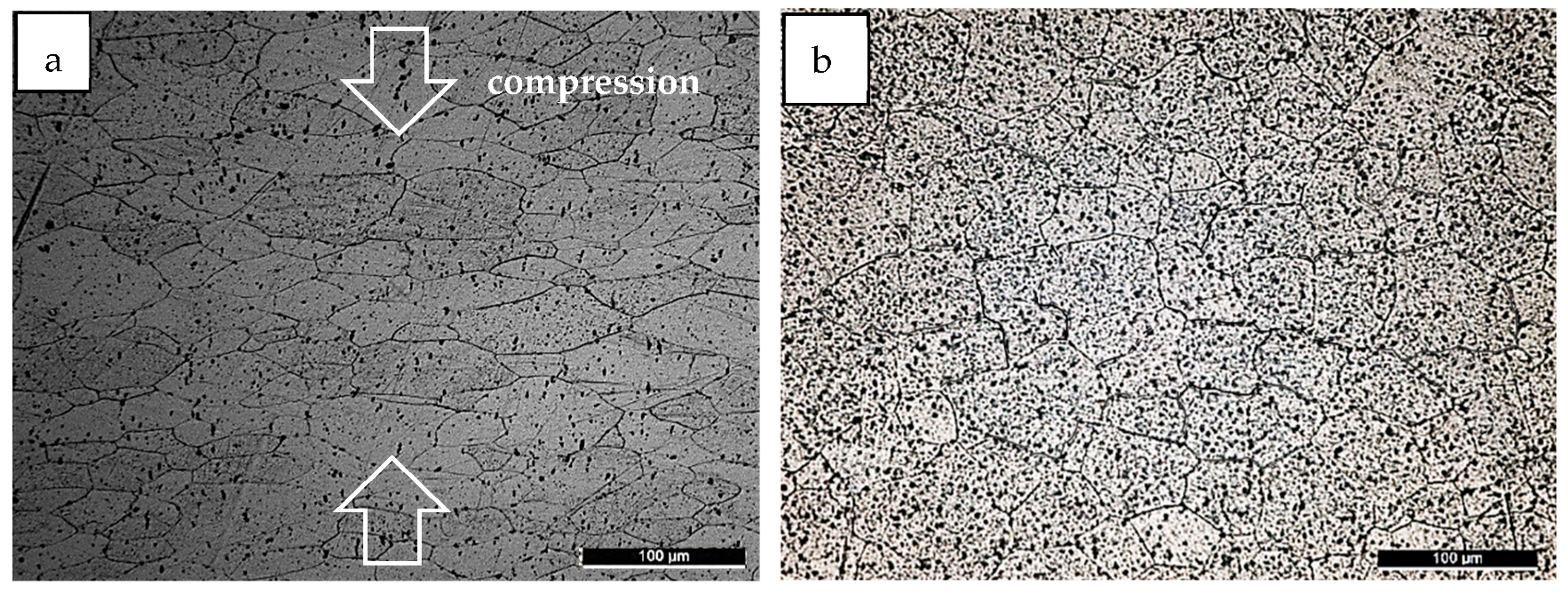
3.1. Compression Behavior
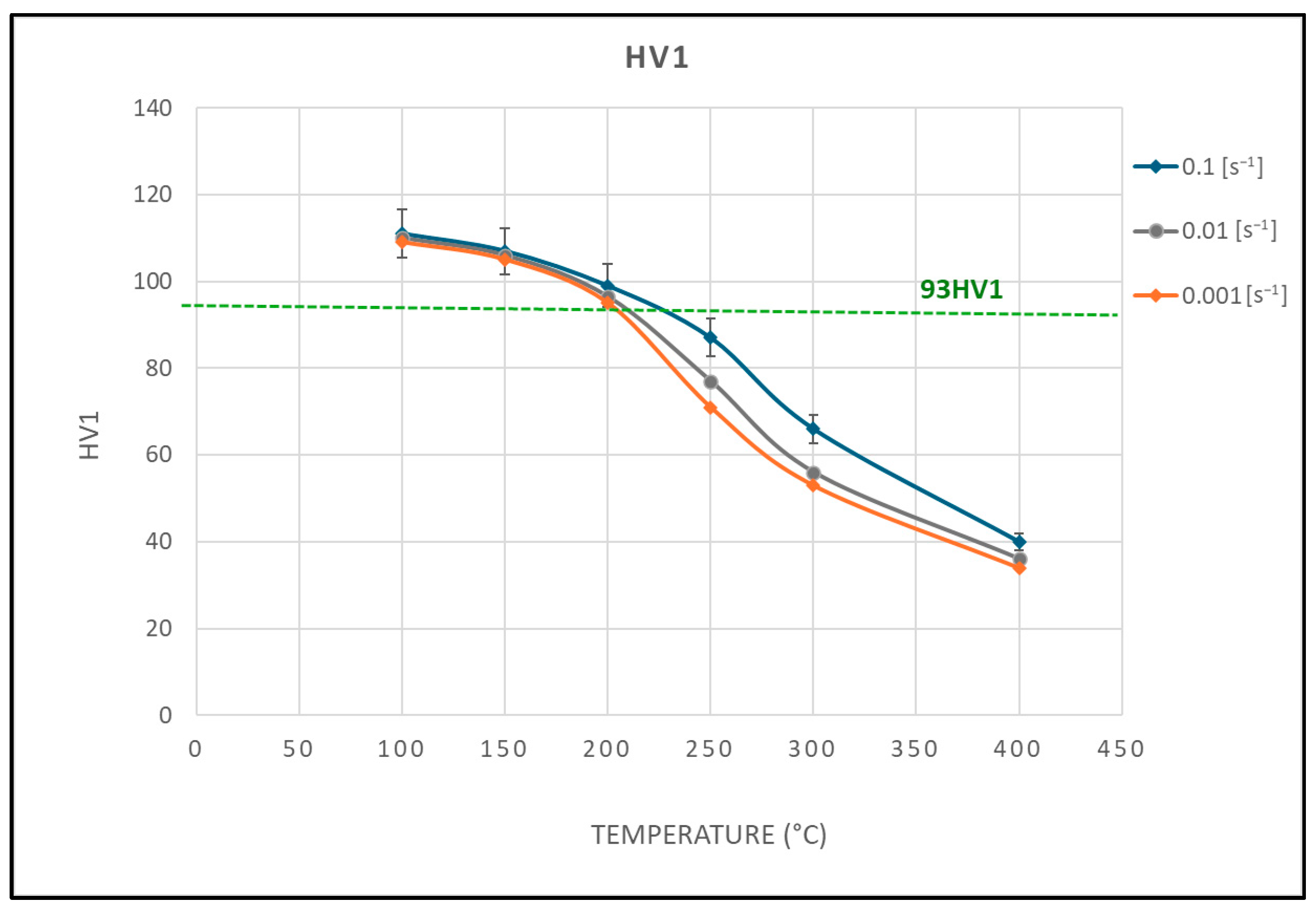
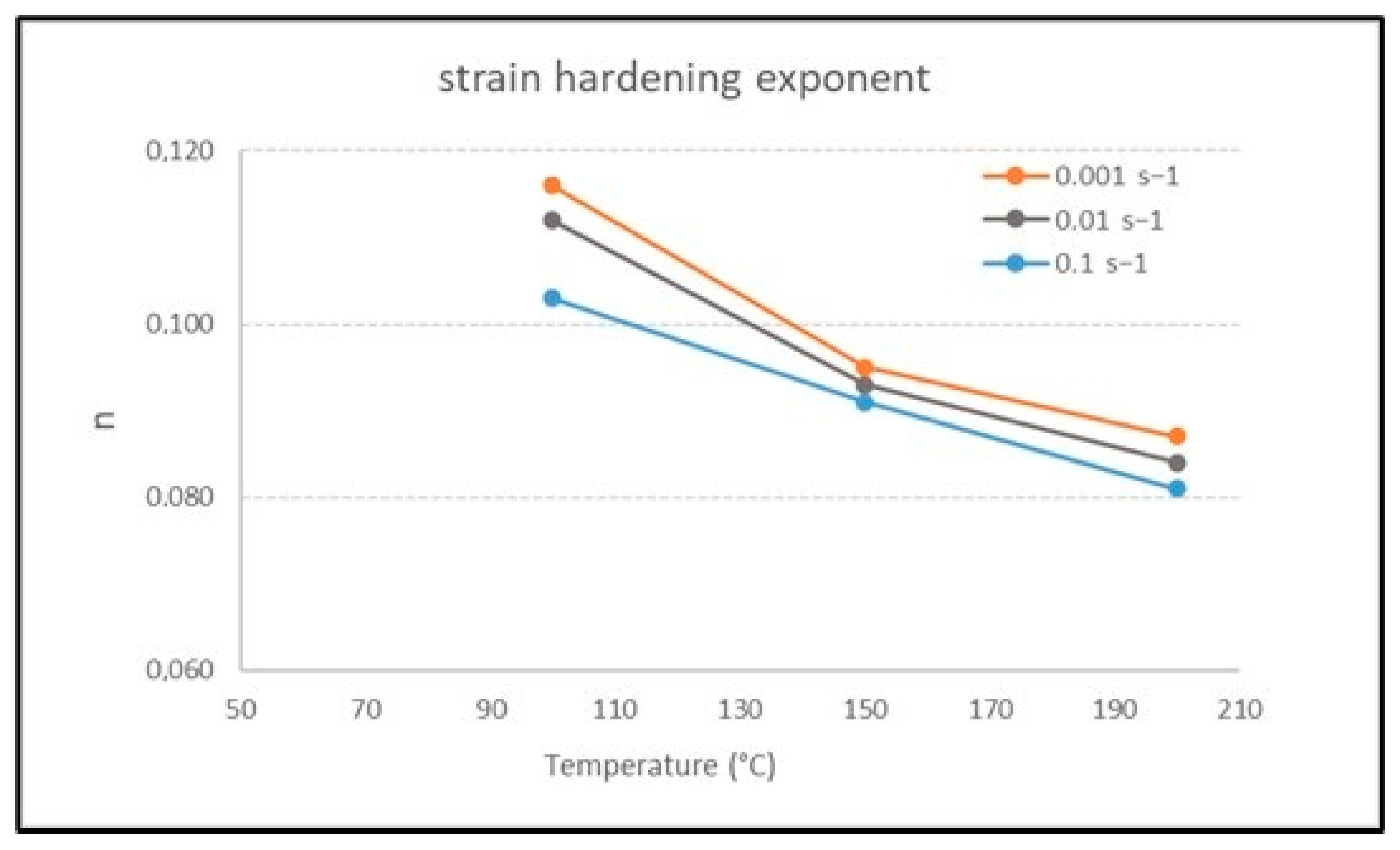
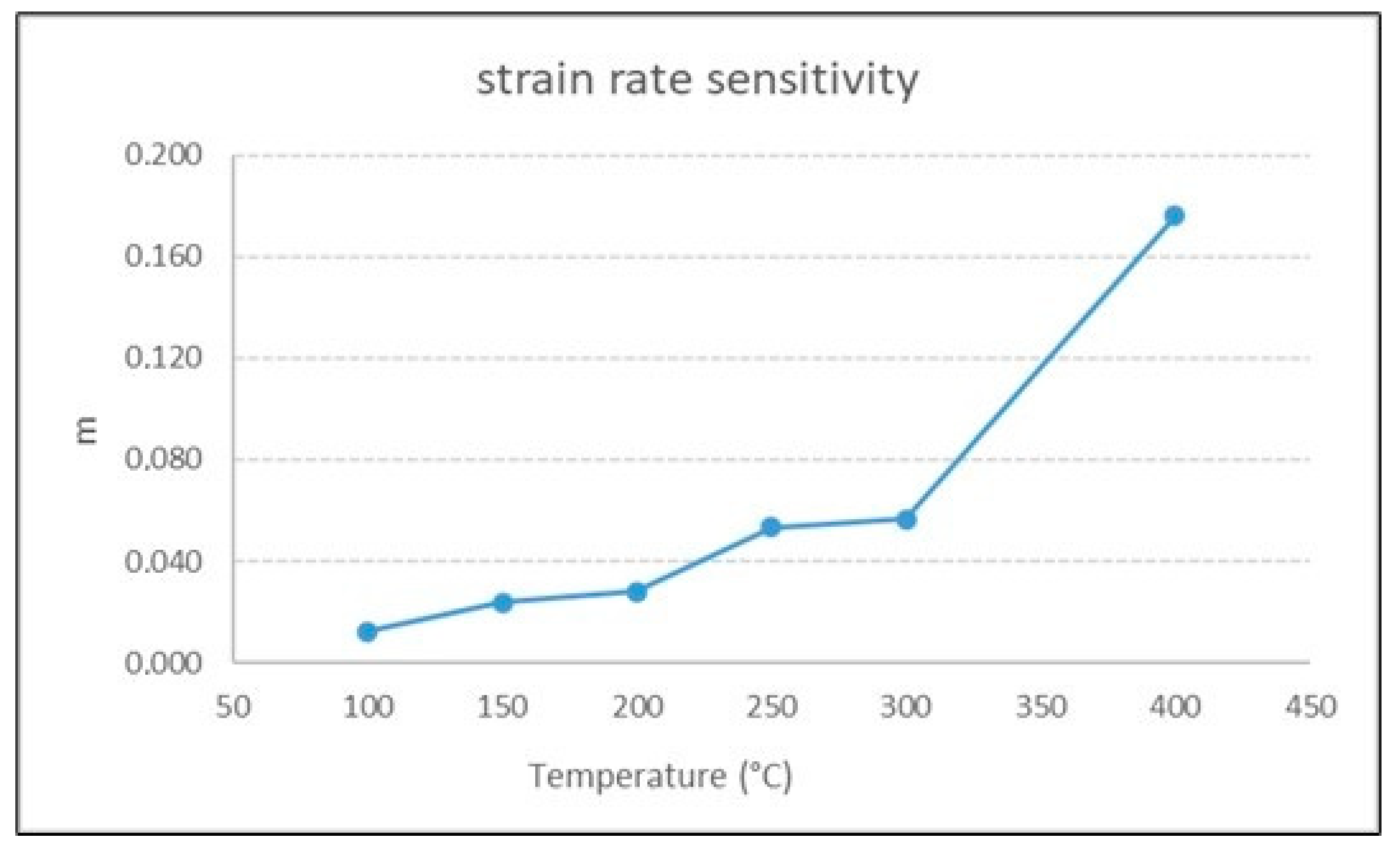
Strain Hardening Behavior and Strain Rate Sensitivity
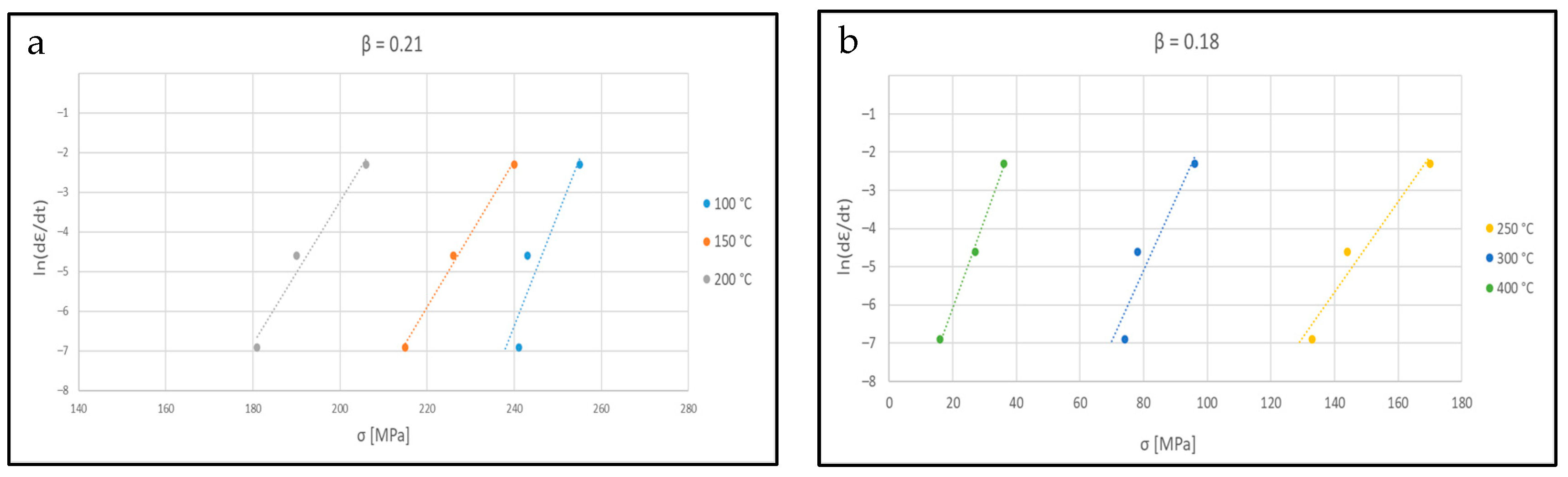
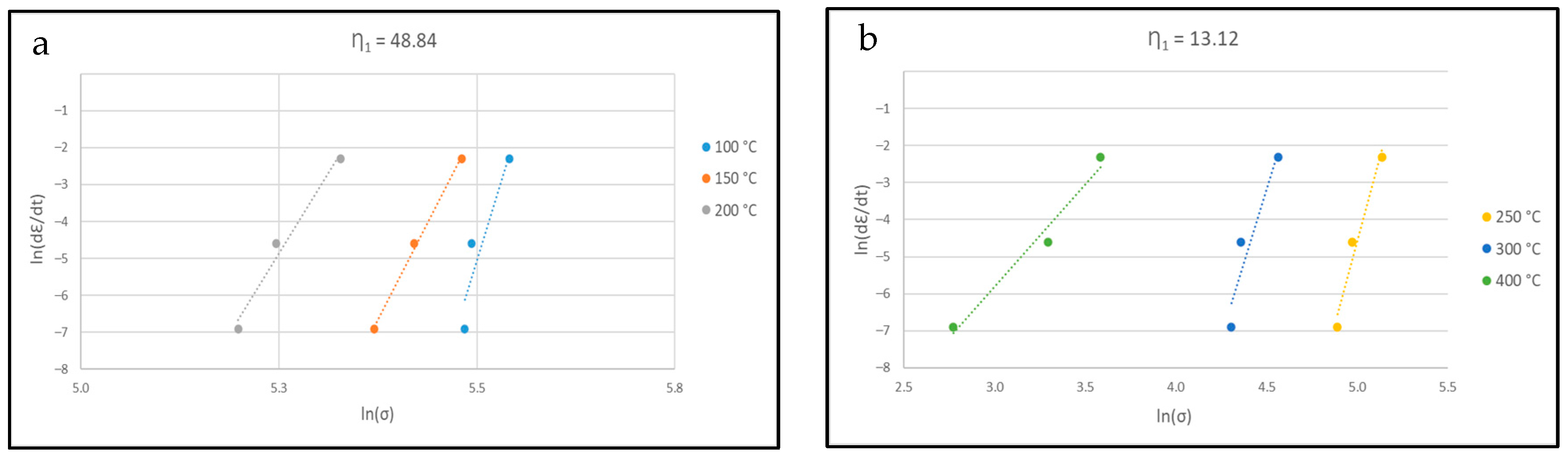
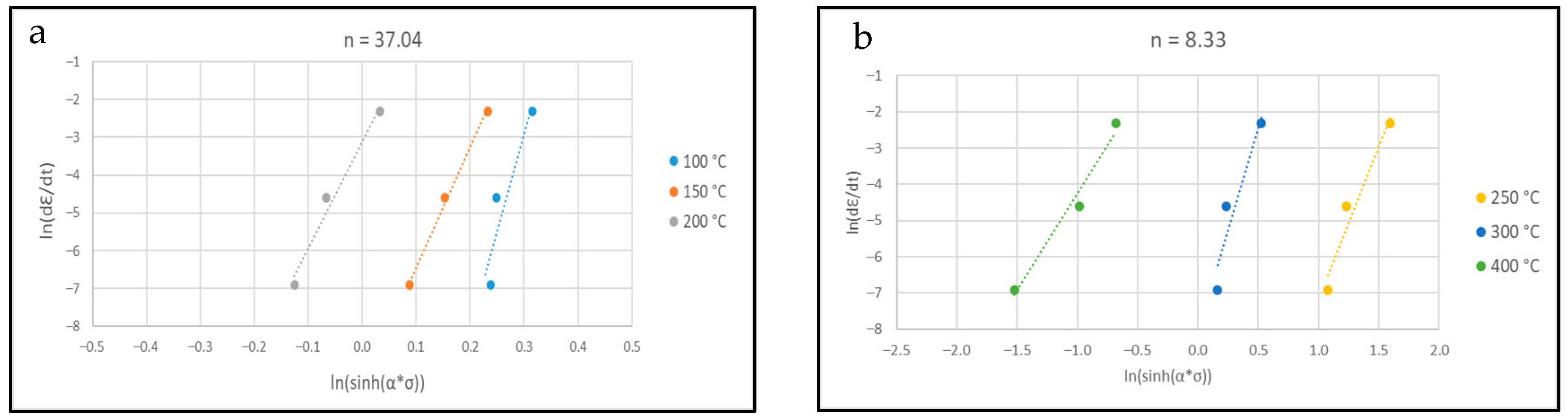
3.2. Development of Constitutive Model
4. Conclusions
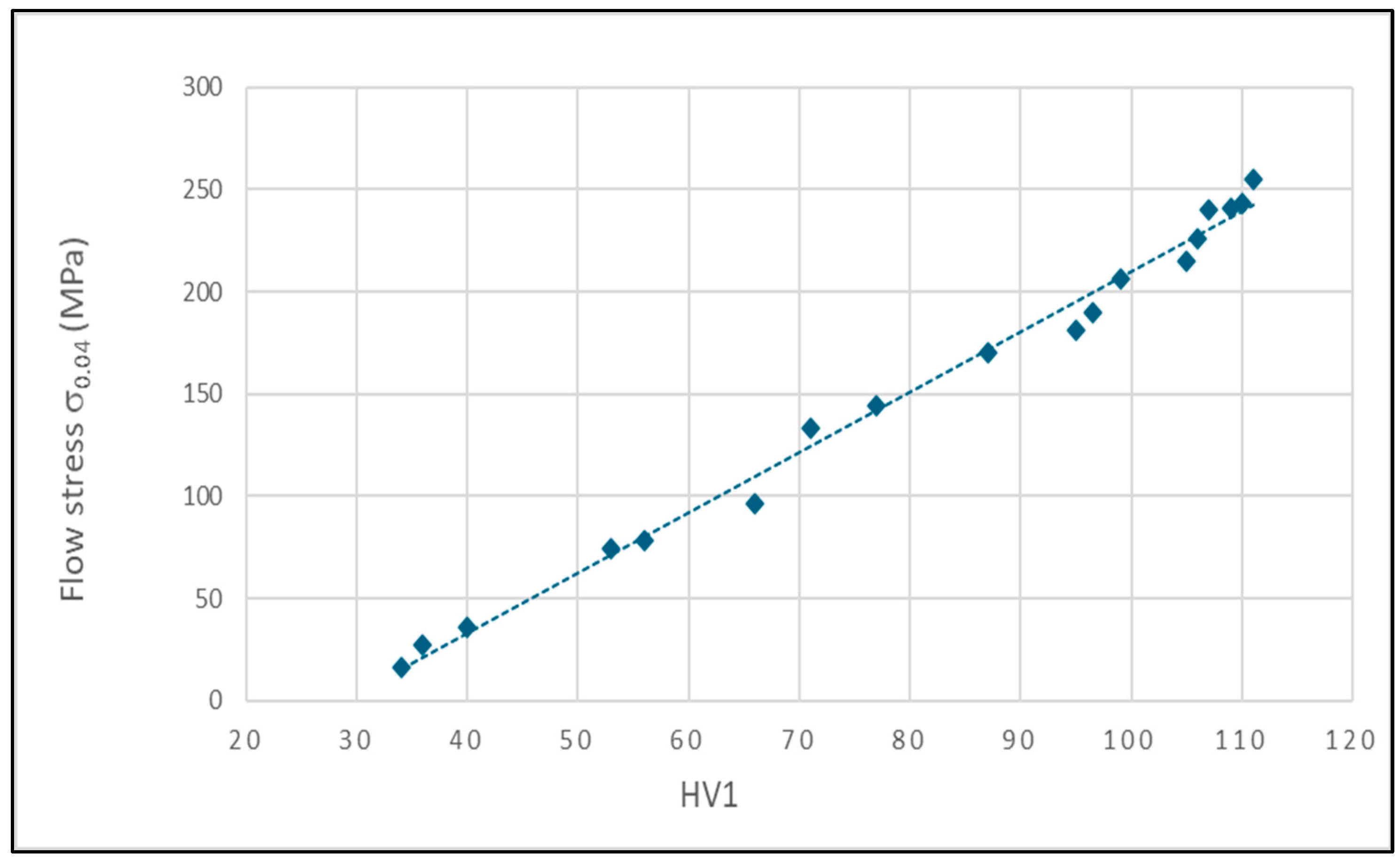
- A very good linear correlation between flow stress and hardness was observed in both the warm and hot regimes;
- Plastic deformation behavior has been studied by applying the hyper sine–type constitutive equation to both warm and hot regimes, verifying its suitability also to the warm temperature range (Tm < 0.55);
- The constitutive constants were determined together with the activation energy for plastic deformation. The obtained Q value of the warm deformation is 171 kJ/mol, while the Q of the hot deformation is 382 kJ/mol;
- The value of Q in the high–temperature regime is higher than that reported in the literature, as Q is related to the temperature range considered and the specific microstructural features of the alloy;
- The two Q values are very different since the mechanisms involved at the two temperature ranges are different, with warm deformation characterized by dislocation motions, multiplications, and piling up, leading to strain hardening, while hot deformation involves dynamic recrystallization. This last phenomenon requires much higher energy since it involves microstructural changes on a large scale.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bhaduri, A. Mechanical Properties and Working of Metals and Alloys; Springer: Berlin/Heidelberg, Germany, 2018; Volume 264. [Google Scholar]
- Li, J.; Wu, X.; Cao, L.; Liao, B.; Wang, Y.; Liu, Q. Hot deformation and dynamic recrystallization in Al–Mg–Si alloy. Mater. Charact. 2021, 173, 110976. [Google Scholar] [CrossRef]
- Vilamosa, V.; Clausen, A.H.; Hopperstad, O.S.; Børvik, T.; Skjervold, S. Influence of temperature and strain rate on the mechanical behaviour of the aluminium alloy AA6060. Mater. Sci. Forum 2014, 794–796, 520–525. [Google Scholar] [CrossRef]
- Verlinden, B.; Suhadi, A.; Delaey, L. A generalized constitutive equation for an AA6060 aluminium alloy. Scr. Met. Mater. 1993, 28, 1441–1446. [Google Scholar] [CrossRef]
- Qian, X.; Parson, N.; Chen, X.G. Effect of Homogenization Treatment and Microalloying with Mn on the Microstructure and Hot Workability of AA6060 Aluminum Alloys. J. Mater. Eng. Perform. 2019, 28, 4531–4542. [Google Scholar] [CrossRef]
- Mofarrehi, M.; Javidani, M.; Chen, X.G. Effect of Mn content on the hot deformation behavior and microstructure evolution of Al–Mg–Mn 5xxx alloys. Mater. Sci. Eng. A 2022, 845, 143217. [Google Scholar] [CrossRef]
- Li, K.; Pan, Q.; Li, R.; Liu, S.; Huang, Z.; He, X. Constitutive Modeling of the Hot Deformation Behavior in 6082 Aluminum Alloy. J. Mater. Eng. Perform. 2019, 28, 981–994. [Google Scholar] [CrossRef]
- Feng, X.; Wang, Y.; Huang, Q.; Liu, H.; Zhang, Z. The dynamic recrystallization microstructure characteristics and the effects on static recrystallization and mechanical properties of Al–Mg–Si alloy. Mater. Sci. Eng. A 2024, 899, 146454. [Google Scholar] [CrossRef]
- Winzer, R.; Glinicka, A. The static and dynamic compressive behaviour of selected aluminium alloys. Eng. Trans. 2011, 59, 85–110. [Google Scholar]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Sellars, G.J.D.C.M. Hot Working and Forming Processes; Metals Society: London, UK, 1980. [Google Scholar]
- McQueen, H.J.; Langdon, T.G.; Mercahnt, H.D.; Morris, J.G.; Zaidi, M.A. Hot Deformation of Aluminum Alloys; TMS-AIME: Warrendale, PA, USA, 1991. [Google Scholar]
- McQueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Sellars, C.M. Modelling microstructural development during hot rolling. Mater. Sci. Technol. 1990, 6, 1072–1081. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- McQueen, H.J.; Spigarelli, S.; Kassner, M.E.; Evangelista, E. Hot Deformation and Processing of Aluminum Alloys; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar] [CrossRef]
- Menapace, C.; Sartori, N.; Pellizzari, M.; Straffelini, G. Hot Deformation Behavior of Four Steels: A Comparative Study. J. Eng. Mater. Technol. Trans. ASME 2018, 140, 021006. [Google Scholar] [CrossRef]
- Siyasiya, C.W.; Stumpf, W.E. Constitutive Constants for Hot Working of Steels: The Critical Strain for Dynamic Recrystallisation in C-Mn Steels. J. Mater. Eng. Perform. 2014, 24, 468–476. [Google Scholar] [CrossRef]
- Schindler, I.; Opěla, P.; Kawulok, P.; Sauer, M.; Rusz, S.; Kuc, D.; Rodak, K. Hot deformation activation energy of metallic materials influenced by strain value. Arch. Metall. Mater. 2021, 66, 223–228. [Google Scholar] [CrossRef]
- Leo, P.; Cerri, E. Hot tensile behaviour of a 6060 alloy in the as-cast and heat treated state. Metall. Ital. 2011, 103, 3–9. [Google Scholar]
- Zhang, J.X.; Sun, H.Y.; Du, P.; Liu, W.C. Effect of Processing Method on the Recrystallization Behavior of Cold-Rolled AA3003 Aluminum Alloy. J. Mater. Eng. Perform. 2020, 29, 4286–4294. [Google Scholar] [CrossRef]
- Yashin, V.; Aryshenskii, E.; Hirsch, J.; Konovalov, S.; Latushkin, I. Study of recrystallization kinetics in AA5182 aluminium alloy after deformation of the as-cast structure. Mater. Res. Express 2019, 6, 066552. [Google Scholar] [CrossRef]
- Tajally, M.; Huda, Z. Recrystallization kinetics for aluminum alloy 7075. Met. Sci. Heat Treat. 2011, 53, 213–217. [Google Scholar] [CrossRef]
- Liu, W.C.; Morris, J.G. Evolution of Recrystallization and Recrystallization Texture in Continuous-Cast AA 3015 Aluminum Alloy. Met. Mater. Trans. A 2005, 36, 2829–2848. [Google Scholar] [CrossRef]
- Evangelista, E.; Forcellese, A.; Gabrielli, F.; Mengucci, P. Hot formability of AA 6061 PM Aluminium Alloy. J. Mater. Process. Technol. 1990, 24, 323–332. [Google Scholar] [CrossRef]
- Vilamosa, V.; BÃrvik, T.; Hopperstad, O.S.; Clausen, A.H. Behaviour and modelling of aluminium alloy AA6060 subjected to a wide range of strain rates and temperatures. EPJ Web Conf. 2015, 94, 04018. [Google Scholar] [CrossRef]
- Churyumov, A.Y.; Teleshov, V.V. Quantitative description of the flow-stress dependence of aluminum alloys at the stage of steady flow upon hot deformation on the Zener–Hollomon parameter. Phys. Met. Metallogr. 2017, 118, 905–912. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Zandbergen, H.W.; Holmestad, R. The influence of alloy composition on precipitates of the Al–Mg–Si system. Metall. Mater. Trans. A 2005, 36, 691–702. [Google Scholar] [CrossRef]
- Menapace, C.; Bernard, F.; Lusa, M.; Ischia, G.; Straffelini, G. Effect of a dual-rate ageing treatment on the tensile properties of a commercial 6060 Al alloy. Mater. Sci. Eng. A 2021, 819, 141468. [Google Scholar] [CrossRef]
- Ghosh, A.K. A physically-based constitutive model for metal deformation. Acta Met. 1980, 28, 1443–1465. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, Z.; Zhang, Z. Investigation on strengthening of 7075 aluminum alloy sheet in a new hot stamping process with pre-cooling. Int. J. Adv. Manuf. Technol. 2019, 103, 4739–4746. [Google Scholar] [CrossRef]
- Anderson, K.; Weritz, J.; Kaufman, J.G. ASM Handbook®, Volume 2B—Properties and Selection of Aluminum Alloys; ASM International: Almere, The Netherlands, 2019; Volume 2. [Google Scholar]
- Khelfa, T.; Muñoz-Bolaños, J.A.; Li, F.; Cabrera-Marrero, J.M.; Khitouni, M. Strain-Hardening Behavior in an AA6060-T6 Alloy Processed by Equal Channel Angular Pressing. Adv. Eng. Mater. 2021, 23, 2000730. [Google Scholar] [CrossRef]
- Moghadam, N.N.; Serajzadeh, S. Warm and hot deformation behaviors and hot workability of an aluminum-magnesium alloy using artificial neural network. Mater. Today Commun. 2023, 35, 105986. [Google Scholar] [CrossRef]
- Cavaliere, P. Hot and warm forming of 2618 aluminium alloy. J. Light Met. 2002, 2, 247–252. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Spigarelli, S.; Gabrielli, F.; Donati, L. Comparison Study of Constitutive Models in Predicting the Hot Deformation Behavior of AA6060 and AA6063 Aluminium Alloys. Mater. Today Proc. 2015, 2, 4732–4739. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strain Rate | 100 °C | 150 °C | 200 °C |
|---|---|---|---|
| 0.001 s−1 | 0.116 | 0.095 | 0.087 |
| 0.01 s−1 | 0.112 | 0.093 | 0.084 |
| 0.1 s−1 | 0.103 | 0.091 | 0.081 |
| Strain Rate Sensitivity | 100 °C | 150 °C | 200 °C | 250 °C | 300 °C | 400 °C |
|---|---|---|---|---|---|---|
| m | 0.012 | 0.024 | 0.028 | 0.053 | 0.057 | 0.176 |
| Temperature Range | β | η1 | α | n | s | Q (kJ/mole) | A |
|---|---|---|---|---|---|---|---|
| warm | 0.21 | 48.84 | 0.0044 | 37.04 | 0.56 | 171 | 2.9 × 1017 |
| hot | 0.18 | 13.12 | 0.0135 | 8.33 | 5.53 | 382 | 4.1 × 1031 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Menapace, C.; Straffelini, G. Warm and Hot Deformation Behavior of AA6060 Aluminum Alloy. Metals 2025, 15, 224. https://doi.org/10.3390/met15030224
Menapace C, Straffelini G. Warm and Hot Deformation Behavior of AA6060 Aluminum Alloy. Metals. 2025; 15(3):224. https://doi.org/10.3390/met15030224
Chicago/Turabian StyleMenapace, Cinzia, and Giovanni Straffelini. 2025. "Warm and Hot Deformation Behavior of AA6060 Aluminum Alloy" Metals 15, no. 3: 224. https://doi.org/10.3390/met15030224
APA StyleMenapace, C., & Straffelini, G. (2025). Warm and Hot Deformation Behavior of AA6060 Aluminum Alloy. Metals, 15(3), 224. https://doi.org/10.3390/met15030224