

The Effect of Fe on the Mechanical Properties of Stellite 6


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. XRD Phase Analysis
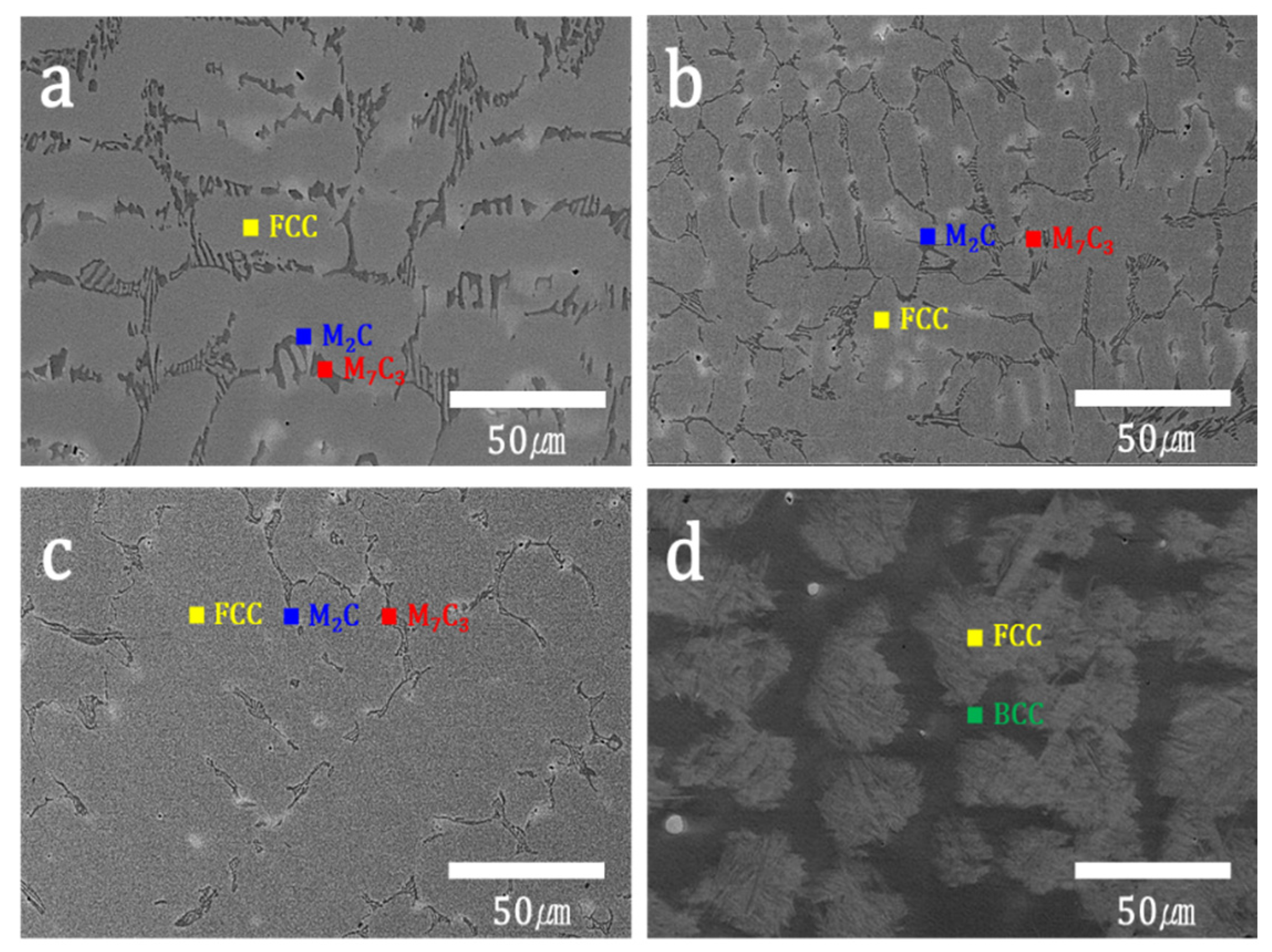
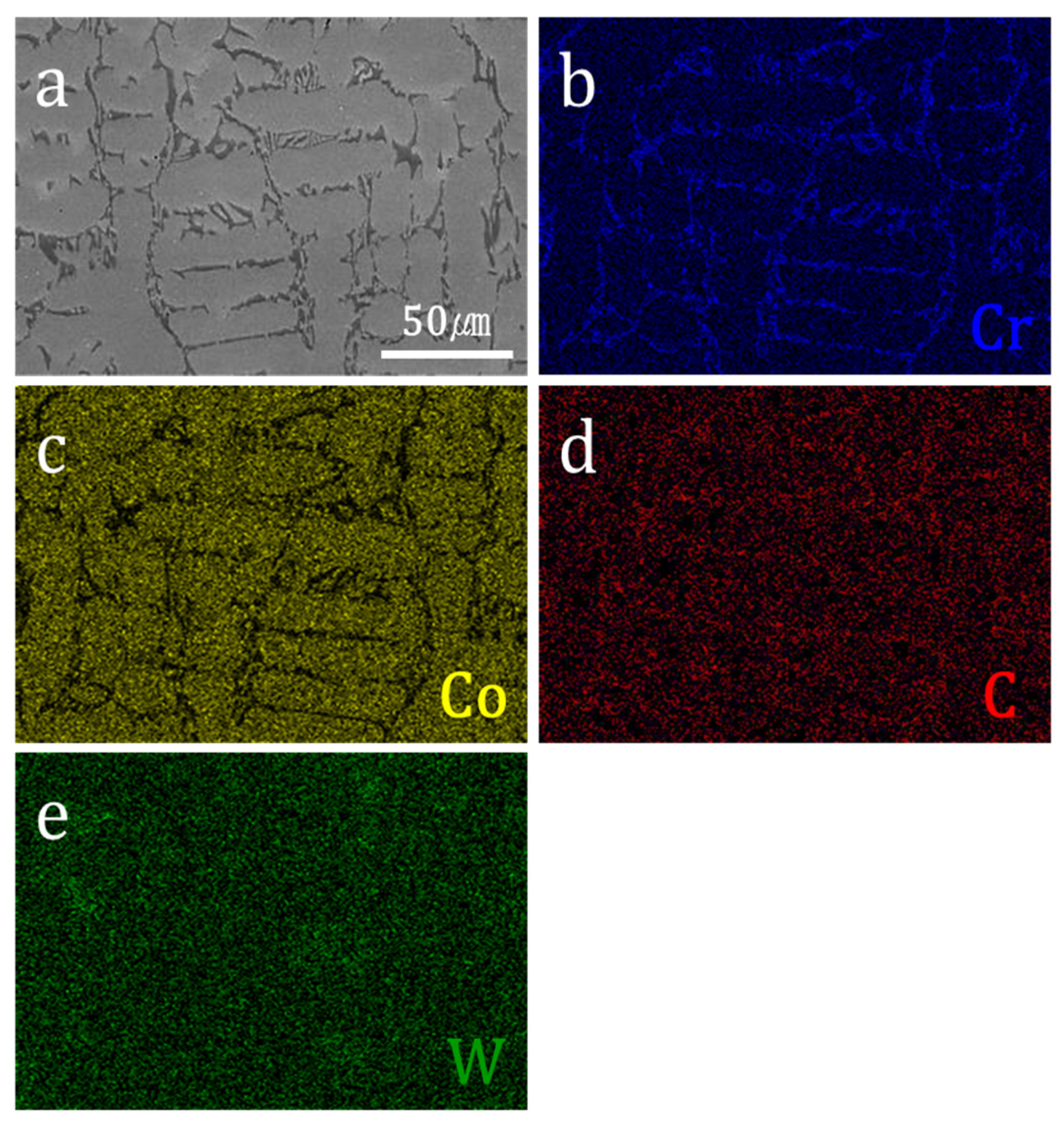
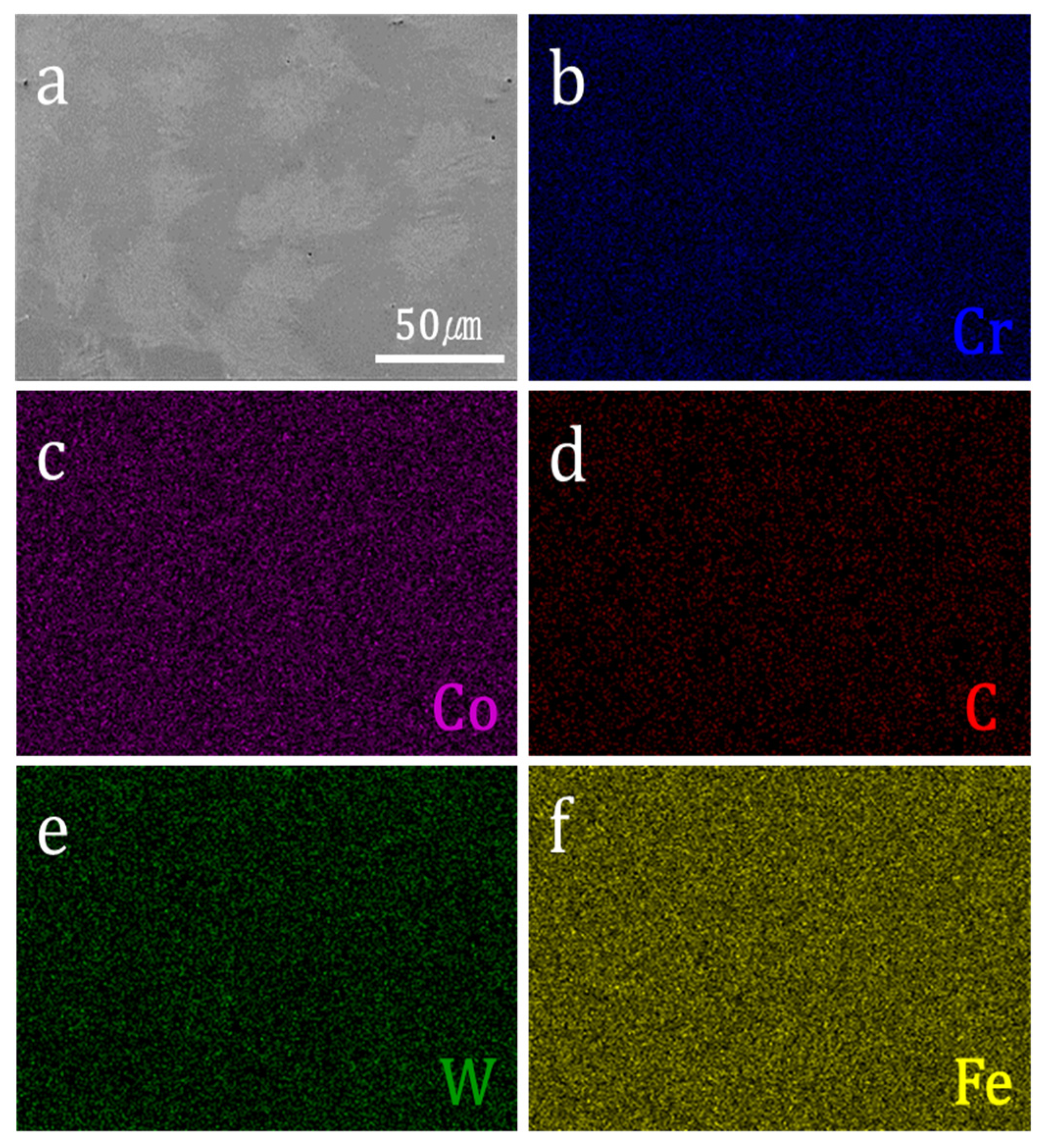
3.2. BESD and EDS Observation
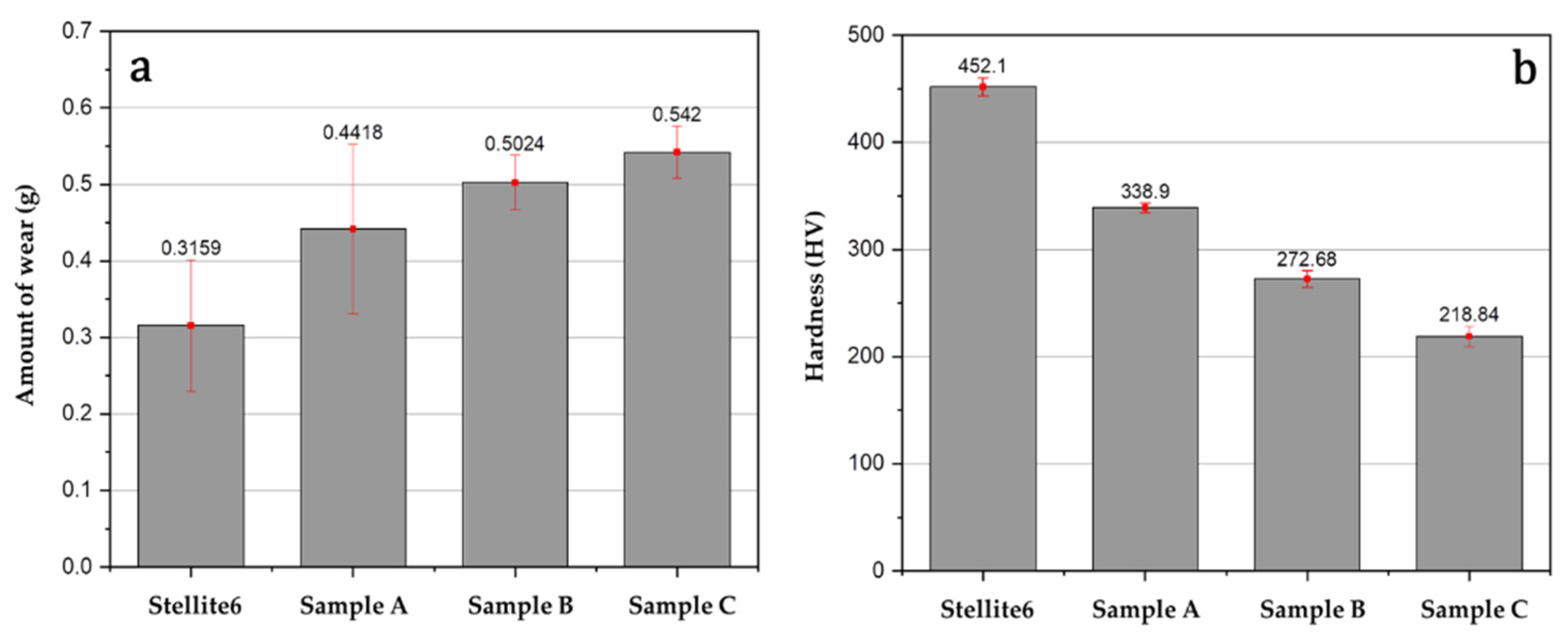
3.3. Abrasion Test
3.4. Compression Test
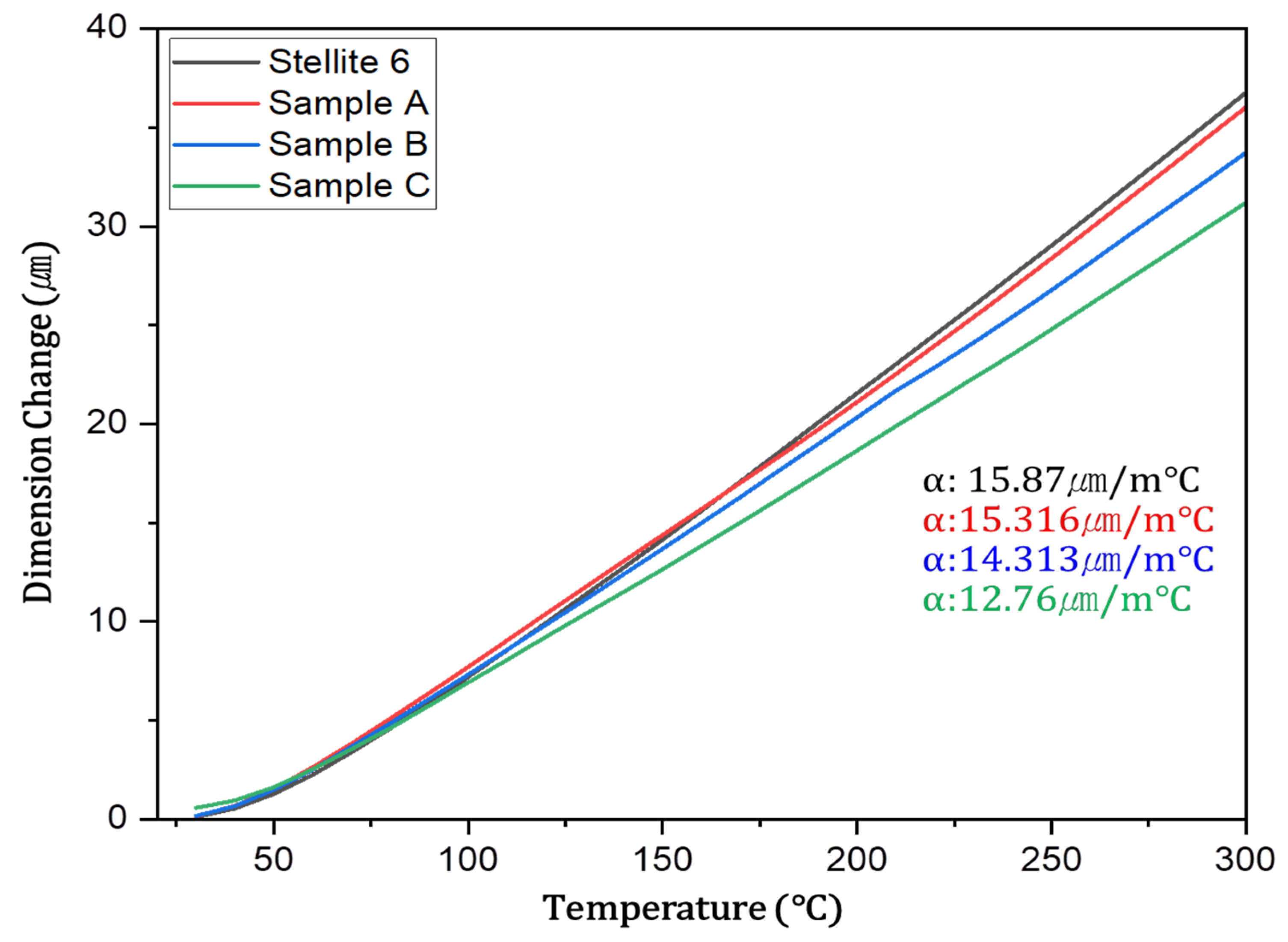
3.5. Coefficient of Thermal Expansion
4. Summary and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Singh, R.; Kumar, D.; Mishra, S.; Tiwari, S. Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance. Surf. Coat. Technol. 2014, 251, 87–97. [Google Scholar] [CrossRef]
- Yao, M.; Wu, J.; Xie, Y. Wear, corrosion and cracking resistance of some W- or Mo-containing Stellite hardfacing alloys. Mater. Sci. Eng. A 2005, 407, 234–244. [Google Scholar] [CrossRef]
- Thawari, N.; Gullipalli, C.; Katiyar, J.K.; Gupta, T. Influence of buffer layer on surface and tribomechanical properties of laser cladded Stellite 6. Mater. Sci. Eng. B 2021, 263, 114799. [Google Scholar] [CrossRef]
- Shin, J.-C.; Doh, J.-M.; Yoon, J.-K.; Lee, D.-Y.; Kim, J.-S. Effect of molybdenum on the microstructure and wear resistance of cobalt-base Stellite hardfacing alloys. Surf. Coat. Technol. 2003, 166, 117–126. [Google Scholar] [CrossRef]
- Venkatesh, B. Mechanical Behavior of Single and Multilayer Hardfacing on Ferrous Alloys. Tribol. Charact. Surf. Coat. 2022, 281–305. [Google Scholar] [CrossRef]
- Lolla, T.; Siefert, J.; Babu, S.S.; Gandy, D. Delamination failures of Stellite hardfacing in power plants: a microstructural characterisation study. Sci. Technol. Weld. Join. 2014, 19, 476–486. [Google Scholar] [CrossRef]
- Thawari, N.; Gullipalli, C.; Katiyar, J.K.; Gupta, T. Effect of multi-layer laser cladding of Stellite 6 and Inconel 718 materials on clad geometry, microstructure evolution and mechanical properties. Mater. Today Commun. 2021, 28, 102604. [Google Scholar] [CrossRef]
- Yao, Z.; Chen, Z.; Ouyang, M.; Chen, X.; Yang, M.; Li, Z.; Wang, C.; Yang, T.; Shi, R.; Zhong, Z.; et al. Accelerated discovery of composition-carbide-hardness linkage of Stellite alloys assisted by image recognition. Scr. Mater. 2023, 234, 115539. [Google Scholar] [CrossRef]
- Li, X.; Xiong, J.; Zhang, L.; Yuan, X.; Zhao, P.; Yang, J.; Jiao, Y.; Zhang, H.; Chen, Z.; Li, T.; et al. Atom-scale characterization and 2D/3D modeling of carbides and FeCo phases in Stellite 6 laser clad coating after aging treatment. Mater. Charact. 2023, 196, 112645. [Google Scholar] [CrossRef]
- Wu, X.; Chen, G. Microstructural features of an iron-based laser coating. J. Mater. Sci. 1999, 34, 3355–3361. [Google Scholar] [CrossRef]
- Slater, J.C. Atomic Shielding Constants. Phys. Rev. B 1930, 36, 57–64. [Google Scholar] [CrossRef]
- Kuzucu, V.; Ceylan, M.; Çelik, H.; Aksoy, I. Microstructure and phase analyses of Stellite 6 plus 6 wt.% Mo alloy. J. Am. Acad. Dermatol. 1997, 69, 257–263. [Google Scholar] [CrossRef]
- Kong, G.; Zhang, D.; Brown, P.D.; McCartney, D.G.; Harris, S.J. Microstructural characterisation of high velocity oxyfuel thermally sprayed Stellite 6. Mater. Sci. Technol. 2003, 19, 1003–1011. [Google Scholar] [CrossRef]
- Gorunov, A. Investigation of M7C3, M23C6 and M3C carbides synthesized on austenitic stainless steel and carbon fibers using laser metal deposition. Surf. Coat. Technol. 2020, 401, 126294. [Google Scholar] [CrossRef]
- Gholipour, A.; Shamanian, M.; Ashrafizadeh, F. Microstructure and wear behavior of stellite 6 cladding on 17-4 PH stainless steel. J. Alloys Compd. 2011, 509, 4905–4909. [Google Scholar] [CrossRef]
- Kishore, K.; Jaiswal, N.; Prabhakaran, A.; Arora, K.S. Through-thickness microstructure and wear resistance of plasma transferred arc Stellite 6 cladding: Effect of substrate. CIRP J. Manuf. Sci. Technol. 2023, 42, 24–35. [Google Scholar] [CrossRef]
- Rabinowicz, E.; Tanner, R.I. Friction and wear of materials. J. Appl. Mech. 1966, 33, 479. [Google Scholar] [CrossRef]
- Mutton, P.; Watson, J. Some effects of microstructure on the abrasion resistance of metals. Wear 1978, 48, 385–398. [Google Scholar] [CrossRef]
- Xu, L.; Kennon, N.F. A study of the abrasive wear of carbon steels. Wear 1991, 148, 101–112. [Google Scholar] [CrossRef]
- Khoddamzadeh, A.; Liu, R.; Liang, M.; Yang, Q. Wear resistant carbon fiber reinforced Stellite alloy composites. Mater. Des. 2014, 56, 487–494. [Google Scholar] [CrossRef]
- Liu, R.; Wu, X.J.; Kapoor, S.; Yao, M.X.; Collier, R. Effects of Temperature on the Hardness and Wear Resistance of High-Tungsten Stellite Alloys. Met. Mater. Trans. A 2014, 46, 587–599. [Google Scholar] [CrossRef]
- Vite, M.; Castillo, M.; Hernández, L.; Villa, G.; Cruz, I.; Stéphane, D. Dry and wet abrasive resistance of Inconel 600 and stellite. Wear 2005, 258, 70–76. [Google Scholar] [CrossRef]
- Da Silva, W.S.; Souza, R.M.D.; Mello, J.D.B.; Goldenstein, H. Room temperature mechanical properties and tribology of NICRALC and Stellite casting alloys. Wear 2011, 271, 1819–1827. [Google Scholar] [CrossRef]
- Huang, H.; Yi, G.; Wan, S.; Shan, Y.; Wang, W.; Deng, G. Influence of Al and Mo on microstructure and tribological behaviors of Co-based superalloy. Mater. Chem. Phys. 2023, 308, 128241. [Google Scholar] [CrossRef]
- Quintero-Ortiz, J.; Guerra, F.; Bedolla-Jacuinde, A.; Leon-Patiño, C.A.; Pacheco-Cedeño, J.S. Sliding wear behavior of Co-Cr-Mo alloys with C and B additions for wear applications. Wear 2023, 522, 204698. [Google Scholar] [CrossRef]
- Magarò, P.; Furgiuele, F.; Maletta, C.; Tului, M.; Wood, R.J.K. Wear Mechanisms of Cold-Sprayed Stellite-6 During Reciprocated Dry Sliding Under Different Sliding Speeds. J. Therm. Spray Technol. 2023, 32, 2336–2350. [Google Scholar] [CrossRef]
- Kiehl, M.; Scheid, A.; Graf, K.; Ernst, B.; Tetzlaff, U. Coaxial laser cladding of cobalt-base alloy StelliteTM 6 on gray cast iron/investigations on friction, wear versus commercial brake pad, and corrosion characteristics. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2023, 09544070221145512. [Google Scholar] [CrossRef]
- Han, W.; Cui, G.; Cui, H.; Kou, Z.; Liu, Y. Effect of Molybdenum on the Microstructure and High-Temperature Tribological Properties of Laser Clad CoCrW Coating. Trans. Indian Inst. Met. 2022, 75, 3193–3202. [Google Scholar] [CrossRef]
- Ferozhkhan, M.M.; Duraiselvam, M.; Kumar, K.G.; Ravibharath, R. Plasma Transferred Arc Welding of Stellite 6 Alloy on Stainless Steel for Wear Resistance. Procedia Technol. 2016, 25, 1305–1311. [Google Scholar] [CrossRef]
- Rajeev, G.; Rahul, M.; Kamaraj, M.; Bakshi, S.R. Microstructure and high temperature mechanical properties of wire arc additively deposited Stellite 6 alloy. Materialia 2020, 12, 100724. [Google Scholar] [CrossRef]
- Yawei, Z.; Shixiao, Z.; Xudong, L. Thermal deformation behavior of Stellite 6B alloy. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; p. 012012. [Google Scholar]
- Wang, X.-L.; Hoffmann, C.M.; Hsueh, C.H.; Sarma, G.; Hubbard, C.R.; Keiser, J.R. Influence of residual stress on thermal expansion behavior. Appl. Phys. Lett. 1999, 75, 3294–3296. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Element and Content (wt%) | |||
|---|---|---|---|---|
| Co | Cr | W | C | |
| Stellite 6 | 66.95 | 27.12 | 4.63 | 1.29 |
| Sample Name | Element and Content (wt%) | ||||
|---|---|---|---|---|---|
| Co | Cr | W | C | Fe | |
| Stellite 6 | 63.68 | 27.42 | 6.65 | 1.43 | 0.82 |
| Sample A | 52.03 | 20.81 | 5.43 | 1.02 | 20.71 |
| Sample B | 38.47 | 16.16 | 3.23 | 0.78 | 41.36 |
| Sample C | 26.84 | 10.61 | 2.22 | 0.54 | 59.79 |
| Sample Name | Element and Content (wt%) | ||||
|---|---|---|---|---|---|
| Q (g) | W (N) | L (m) | H (HV) | ||
| Stellite 6 | 0.3159 ± 0.086 | 50 | 13,441 | 451.2 ± 8.32 | 6.71 × 10−5 |
| Sample A | 0.4418 ± 0.111 | 50 | 13,441 | 338.9 ± 4.42 | 5.88 × 10−5 |
| Sample B | 0.5024 ± 0.0359 | 50 | 13,441 | 272.68 ± 7.66 | 9.39 × 10−5 |
| Sample C | 0.542 ± 0.0335 | 50 | 13,441 | 218.84 ± 9.57 | 8.03 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baek, M.A.; Kang, G.B.; Suk, G.C.; Hong, S.C.; Kim, Y.D.; Na, T.-W. The Effect of Fe on the Mechanical Properties of Stellite 6. Metals 2024, 14, 244. https://doi.org/10.3390/met14020244
Baek MA, Kang GB, Suk GC, Hong SC, Kim YD, Na T-W. The Effect of Fe on the Mechanical Properties of Stellite 6. Metals. 2024; 14(2):244. https://doi.org/10.3390/met14020244
Chicago/Turabian StyleBaek, Min Ah, Gyu Byeong Kang, Gyeong Chan Suk, Seong Chan Hong, Young Do Kim, and Tae-Wook Na. 2024. "The Effect of Fe on the Mechanical Properties of Stellite 6" Metals 14, no. 2: 244. https://doi.org/10.3390/met14020244
APA StyleBaek, M. A., Kang, G. B., Suk, G. C., Hong, S. C., Kim, Y. D., & Na, T.-W. (2024). The Effect of Fe on the Mechanical Properties of Stellite 6. Metals, 14(2), 244. https://doi.org/10.3390/met14020244