
Effect of High-Energy Ball Milling Time on the Density and Mechanical Properties of W-7%Ni-3%Fe Alloy

 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results
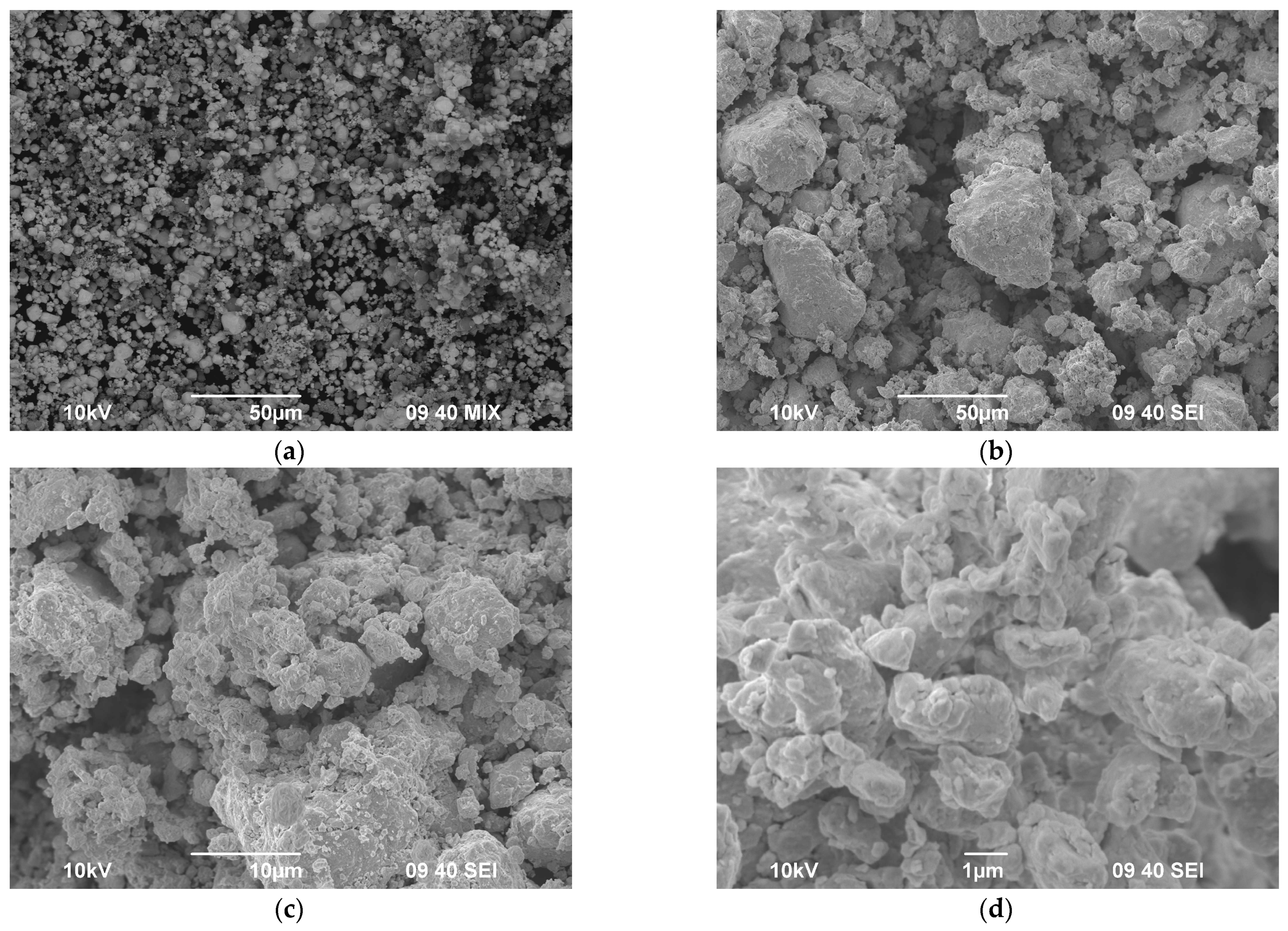
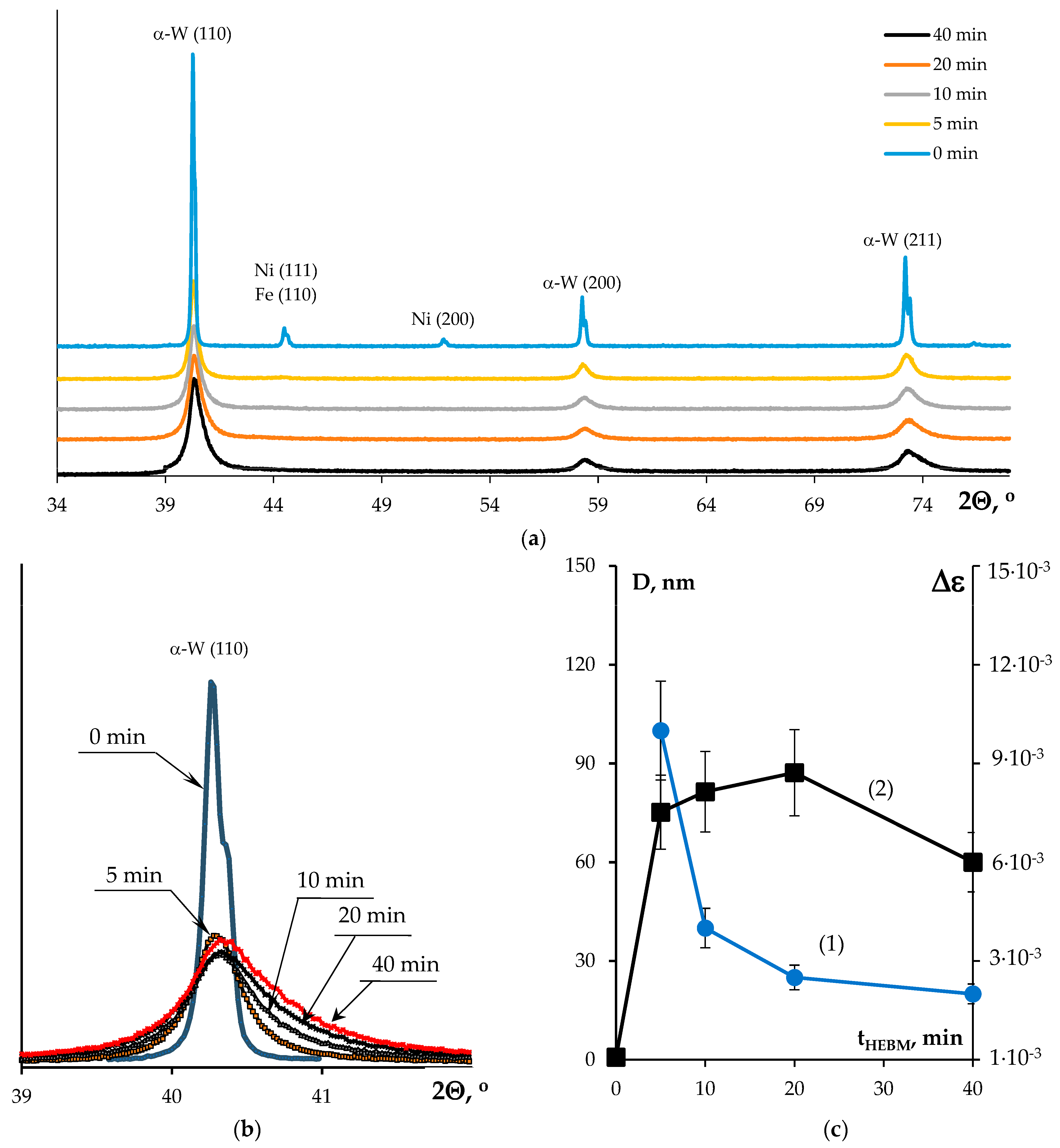
3.1. Investigation of the Powders
3.2. Sintering the Nanopowders in Hydrogen
3.3. Spark Plasma Sintering
4. Discussion
5. Conclusions
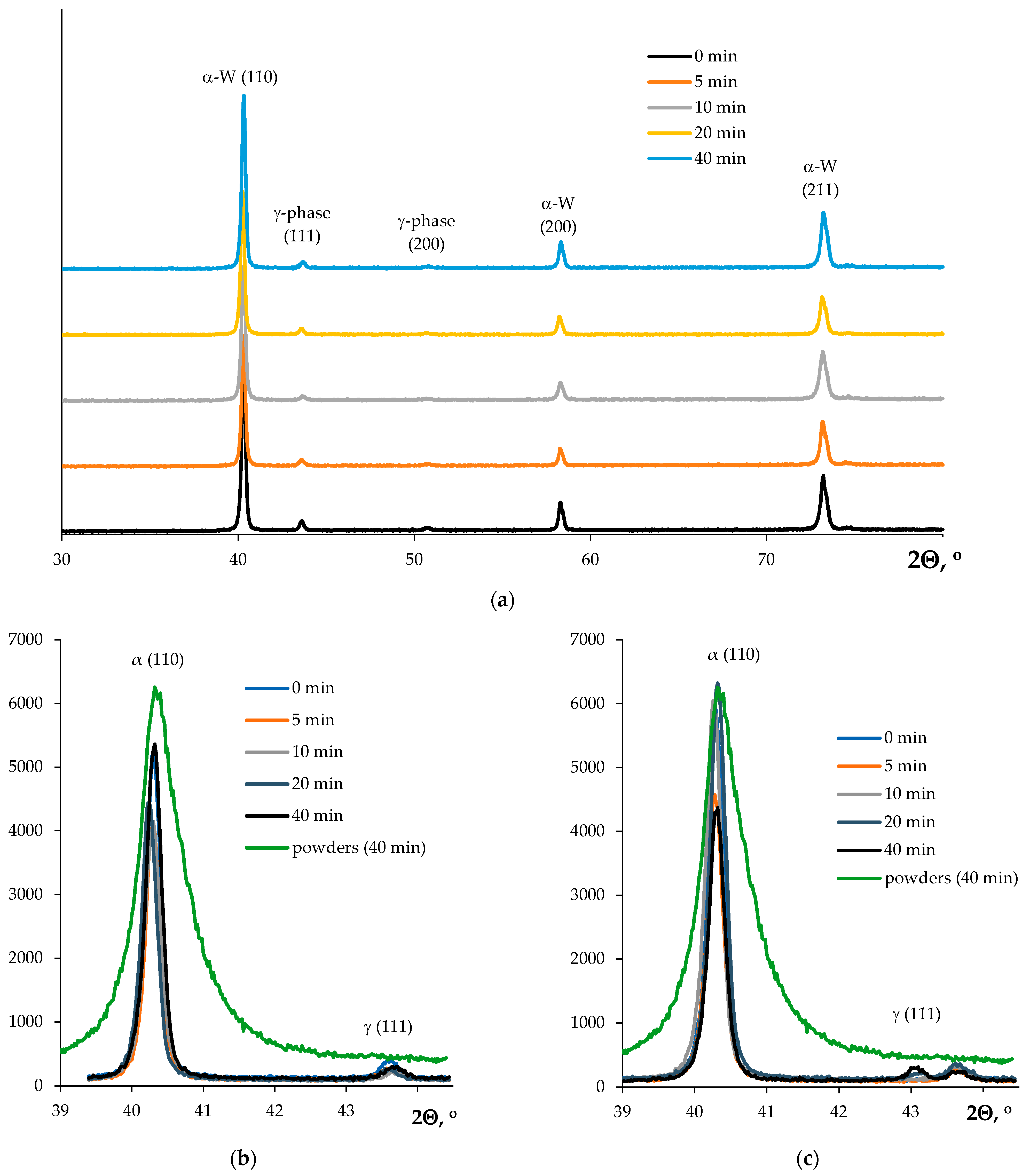
- High-energy ball milling (HEBM) of W-Ni-Fe powders leads to grinding of the tungsten particles and to the formation of a supersaturated solid solution of W atoms in the γ-phase. After HEBM, the W nanoparticles have core–shell structures, which have high concentrations of Ni and Fe atoms in the surface layers of the α-W nanoparticles. This leads to broadening and asymmetry of the α-W XRD peaks.
- The SPS kinetics for the initial fine W-7%Ni-3%Fe powders is governed by the intensity of grain boundary diffusion in the γ-phase. SPS was shown to allow obtaining samples with increased density, small grain sizes (~1.2–1.3 μm), and increased hardness (4.2–4.3 GPa) as compared with the samples obtained via conventional sintering of the fine-grained powders in hydrogen.
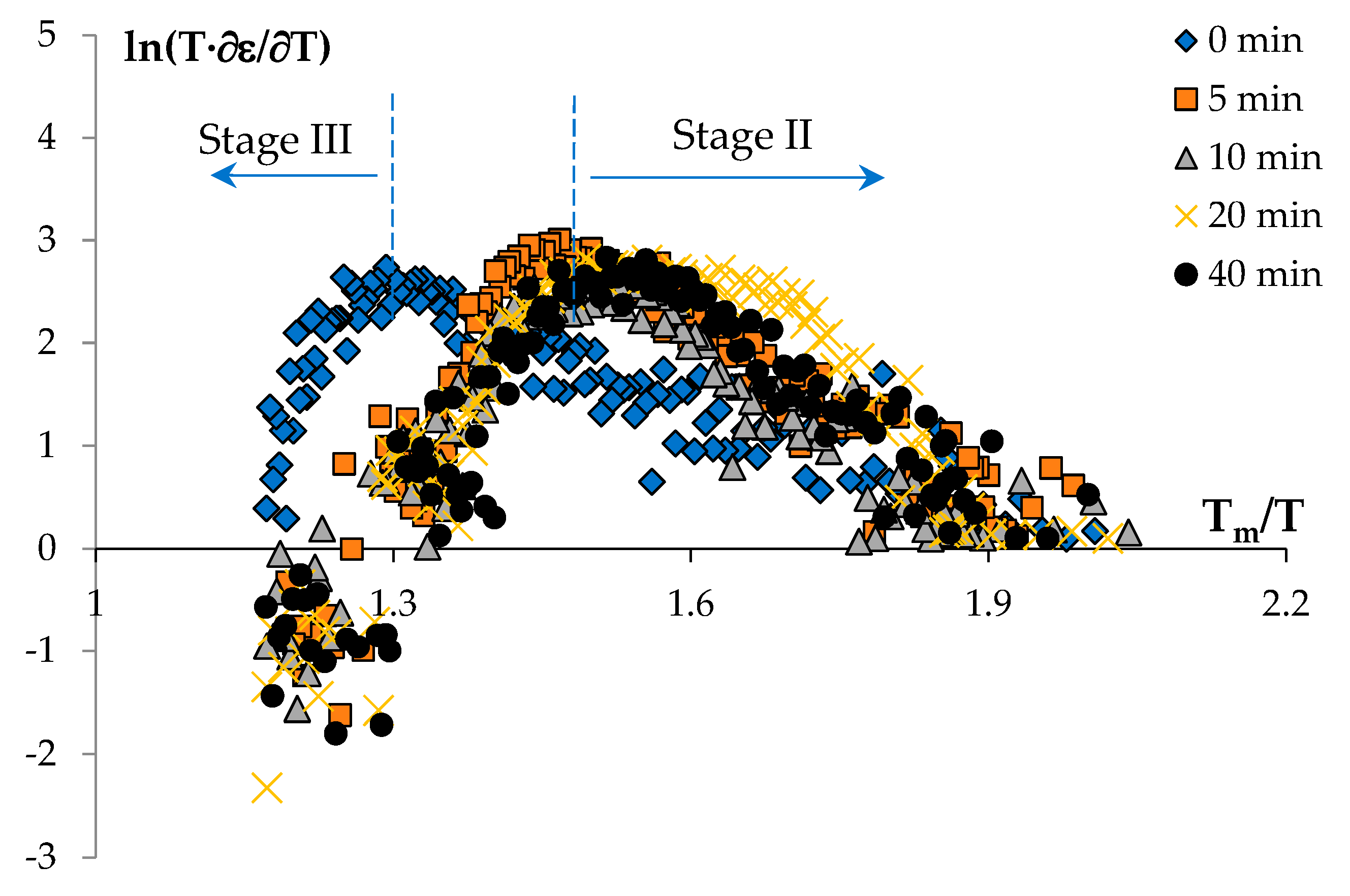
- The SPS kinetics of the nanopowders has a two-stage character owing to intensive Coble diffusion creep in the low-temperature range and intensive diffusion of W atoms in the crystal lattice of the γ-phase at elevated temperatures. The SPS activation energy in the low heating temperature range is small and originates from the nonequilibrium state of the grain boundaries in the γ-phase with an increased density of defects arising during HEBM. The recrystallization process in the γ-phase is a possible origin of the change in the diffusion mechanism responsible for the intensity of the nanopowder compaction process in SPS. Reducing the activation energy of sintering will improve the density of the sintered samples.
- The relative density of HTAs obtained using SPS was shown to depend on the HEBM time non-monotonously (with a minimum). It was suggested that the effect of the reduction in the density is caused by the formation of strongly supersaturated solid solutions of Ni and Fe in the tungsten particles. Increasing the HEBM time leads to a decrease in particle size and an increase in the diffusion coefficient across nonequilibrium grain boundaries. This will contribute to an increase in the creep rate and acceleration of sintering of HTAs, and, as a consequence, will lead to an increase in the density of HTAs.
- Annealing the nanopowders in hydrogen was shown to result in a decrease in the sintering activation energy and in an increase in the density of the sintered HTAs. This originates from the decrease in the oxygen concentration in the nanopowders and an increase in the Coble diffusion creep rate in SPS.
- The dependencies of the yield strength and of the hardness on the grain size are described by the Hall–Petch equation with good accuracy. The maximum values of the Hall–Petch coefficient were observed for the alloys sintered in hydrogen at elevated temperatures (1450, 1500 °C). This originates from the high adhesion strength of the interphase boundaries and probably also from the increased concentration of W atoms in the γ-phase.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Alloy (wt.%) | SPS Modes | Characteristics of the HTA | Note 2 | |||||
|---|---|---|---|---|---|---|---|---|---|
| Ts, °C | V, °C/min | P, MPa | ts, min | Density (ρ) | d, μm | Mechanical Properties 1 | |||
| [23] | W-4Ni-2Co-1Fe | 1200–1400 | - | 30 | 6 | 16.78 g/cm3 | 0.34 | 84.3 HRA σts = 968 MPa | R0 = 120 nm tHEBM = 15 h, 226 r/min |
| [24] | W-5.6Ni-1.4Fe | 1230 | 90 | 50 | 0 | 16.3 g/cm3 (~92%) | 0.72 | No data | R0 = 6 nm tHEBM = 40 h, 226 rpm. Add: Ni2W4C, Fe6W6C |
| [25] | W-5.6Ni-1.4Fe | 1410 | 90 | 30 | 0 | 99.4% | ~2 | No data | R0 = 2.44 μm |
| [26] | W-5.6Ni-1.4Fe | 1360 | 380 | 30 | 0 | 94.8% | 6.0 | σy = 1050 MPa σb = 1580 MPa 418 HV1 | R0 = 2.44 μm |
| [27] | W-5.6Ni-1.4Fe | 1400 | 105 | 30 | 2 | ~98% | 4.4 | σb = 1700 MPa 418 HV1 | - |
| + cyclic heat treatment at 1400 °C | ~98% | ~6 | σb = 1780 MPa 489 HV1 | ||||||
| [28] | W-7Ni-3Fe | 1150 | 100 | 50 | 8 | 96.12% | 5–10 | σb = 1020 MPa 68–69 HRA | R0 = 1–3 μm 3 tHEBM = 5 h, 266 rpm. Add: WC, NiW |
| [29] | W-5.6Ni-1.4Fe | 1320 | 90 | 30 | 0–45 | ~96% | 4–7 | No data | R0 = 2.44 μm |
| [30] | W-2Mo-7Ni-3Fe | 1200 | 100 | 50 | 8 | 96.42% | 4–5 | σb = 922 MPa 73.8 HRA | R0 = 1–3 μm 3 tHEBM = 40 h, 800 rpm. Add: NiW, Ni2W4C, WC |
| [31] | W-8Ni-2Fe | 1000 | 100 | 30 | 0 | 80.84% | 10–20 | σy = 586 MPa σb = 975 MPa 63 HRA | D90 = 6.3 μm 3 tHEBM = 40 h, 260 rpm |
| W-8Ni-2Fe-6Mo | 84.61% | 5–20 | σy = 784 MPa σb = 1025 MPa 65 HRA | ||||||
| W-8Ni-2Fe-12Mo | 86.34% | 10–20 | σy = 825 MPa σb = 1120 MPa 68 HRA | ||||||
| W-8Ni-2Fe-18Mo | 93.12% | 10–20 | σy = 950 MPa σb = 1160 MPa 72 HRA | ||||||
| W-8Ni-2Fe-24Mo | 94.25% | 15–20 | σy = 998 MPa σb = 1250 MPa 75 HRA | ||||||
| [32] | W-7Ni-3Fe | 1100 | 100 | 30 | 2 | 68.57% | 11.45 | σy = 475 MPa 138 HV0.5 | D90 = 6.2 μm 3 tHEBM = 30 min (in the mortar) |
| W-7Ni-3Fe-0.25La2O3 | 87.95% | 10.66 | σy = 497 MPa 357 HV0.5 | ||||||
| W-7Ni-3Fe-0.50La2O3 | 76.83% | 9.76 | σy = 822 MPa 370 HV0.5 | ||||||
| W-7Ni-3Fe-0.755La2O3 | 75.51% | 8.88 | σy = 952 MPa 397 HV0.5 | ||||||
| W-7Ni-3Fe-1La2O3 | 70.44% | 7.89 | σy = 1110 MPa 533 HV0.5 | ||||||
| [33] | W-7Ni-3Fe-0.5SiC | 1400 | 100 | 50 | 5 | 93.95% | 10–20 | σy = 1068 MPa 443 HV0.5 | R0 = 10 μm 3 tHEBM = 1 h + pressed 600 MPa |
| W-7Ni-3Fe-1SiC | 90.98% | 5–20 | σy = 810 MPa 458 HV0.5 | ||||||
| W-7Ni-3Fe-1.5SiC | 85.05% | 5–20 | σy = 708 MPa 532 HV0.5 | ||||||
| W-7Ni-3Fe-2SiC | 82.86% | 5–10 | σy = 729 MPa 564 HV0.5 | ||||||
| [34] | W-7Ni-3Fe | 1000 | 100 | 50 | 8 | ~93% | <1 | σy = 954.5 MPa 79.3 HRA | R0 = 2.3–2.7 μm 3 tHEBM = 40 h, 266 rpm |
| 1250 | ~87% | 3–5 | σy = 353.6 MPa 63.8 HRA | ||||||
| [35] | W-2Mo-6Ni-2.5Fe -1.5Co | 1000 | 100 | 50 | 8 | 90.68% | ~2 | σb = 595 MPa 76.14 HRA | R0 = 1–3 μm 3 tHEBM = 20 h, 220 rpm |
| 1250 | 98.93% | 5.4 | σb = 1040 MPa 71.43 HRA | ||||||
| [36] | W-5.6Ni-2.4Fe | 1400 | 100 | 30 | - | ~84.8% | 12.3 | σy = 686 MPa σt = 975 MPa 385 HV0.5 | R0 = 10 μm 3 tHEBM = 1 h Add: Ni-W |
| W-5.6Ni-2.4Fe-0.5Co | 93.365 | 11.56 | σy = 770 MPa σt = 961 MPa 455 HV0.5 | ||||||
| W-5.6Ni-2.4Fe-1Co | ~90.5% | 9.48 | σy = 1300 MPa σt = 1508 MPa 467 HV0.5 | ||||||
| W-5.6Ni-2.4Fe-1.5Co | ~87% | 9.68 | σy = 1080 MPa σt = 1330 MPa 471 HV0.5 | ||||||
| W-5.6Ni-2.4Fe-2Co | ~83% | 11.1 | σy = 1000 MPa σt = 1256 MPa 499 HV0.5 | ||||||
| [37] | W-21Ni-9Fe | 1250 | 100 | 40 | 4 | 98.6 | ~10 | σt = 890 MPa 25.6 HRC | tHEBM = 4 h, 400 rpm |
| [38] | W-5.6Ni-1.4Fe | 1050–1100 | 100 | 50 | 5 | 98.12 | 0.871 | σb = 987 MPa 84.3 HRA | R0 = 100 nm 3 tHEBM = 6 h, 300 rpm |
| [39] | W-2Mo-7Ni-3Fe | 1150 | 100 | 50 | 8 | No data | ~2 | σb = 390.1 MPa 69–70 HRA | R0 = 1–3 μm 3 tHEBM = 40 h, 266 rpm Add: Ni2W4C |
References
- Green, E.C.; Jones, D.J.; Pitkin, W.R. Developments in high-density alloys. Proc. Symp. Powder Metall. 1954, 58, 253–256. [Google Scholar]
- Krock, R.; Shepard, H. Mechanical behavior of the two-phase composite tungsten-nickel-iron. Trans. Metall. Soc. AIME 1963, 227, 1127–1134. [Google Scholar]
- Das, J.; Rao, G.A.; Pabi, S.K. Microstructure and mechanical properties of tungsten heavy alloys. Mater. Sci. Eng. A 2010, 527, 7841–7847. [Google Scholar] [CrossRef]
- Povarova, K.B.; Makarov, P.V.; Ratner, A.D.; Zavarzina, E.K.; Volkov, K.V. VNZH-90-type heavy alloys. I. Effect of alloying and the conditions of fabricating tungsten powders on their structure and the properties of sintered alloys. Russ. Metall. 2002, 4, 39–48. (In Russian) [Google Scholar]
- Sahin, Y. Recent progress in processing of tungsten heavy alloys. J. Powder Technol. 2014, 2014, 764306. [Google Scholar] [CrossRef]
- Ishchenko, A.N.; Afanas’eva, S.A.; Belov, N.N.; Burkin, V.V.; Galsanov, S.V.; Kasimov, V.Z.; Kudryavtsev, V.A.; Lipatnikova, Y.D.; Martsunova, L.S.; Rogaev, K.S.; et al. Destruction features of impactors made of a porous alloy based on tungsten with reinforcing filler when interacting with armored obstacles. Tech. Phys. 2020, 65, 414–419. [Google Scholar] [CrossRef]
- Luo, R.; Huang, D.; Yang, M.; Tang, E.; Wang, M.; He, L. Penetrating performance and “self-sharpening” behavior of fine-grained tungsten heavy alloy rod penetrators. Mater. Sci. Eng. A 2016, 675, 262–270. [Google Scholar] [CrossRef]
- German, R.M. Sintered tungsten heavy alloys: Review of microstructure, strength, densification, and distortion. Int. J. Refract. Met. Hard Mater. 2022, 108, 105940. [Google Scholar] [CrossRef]
- Ravi Kiran, U.; Panchal, A.; Sankaranarayana, M.; Nandy, T.K. Tensile and impact behavior of swaged tungsten heavy alloys processed by liquid phase sintering. Int. J. Refract. Met. Hard Mater. 2013, 37, 1–11. [Google Scholar] [CrossRef]
- Ravi Kiran, U.; Sambasiva Rao, A.; Sankaranarayana, M.; Nandy, T.K. Swaging and heat treatment studies on sintered 90W-6Ni-2Fe-2Co tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2012, 33, 113–121. [Google Scholar] [CrossRef]
- Gong, X.; Fan, J.L.; Ding, F.; Song, M.; Huang, B.Y.; Tian, J.M. Microstructure and highly enhanced mechanical properties of fine-grained tungsten heavy alloy after one-pass rapid hot extrusion. Mater. Sci. Eng. A 2011, 528, 3646–3652. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, W.; Chen, Y.; Wang, E. Effect of swaging on microstructure and mechanical properties of liquid-phase sintered 93W-4.9(Ni,Co)-2.1Fe alloy. Int. J. Refract. Met. Hard Mater. 2014, 44, 103–108. [Google Scholar] [CrossRef]
- Das, J.; Kiran, U.R.; Chakraborty, A.; Prasad, N.E. Hardness and tensile properties of tungsten based heavy alloys prepared by liquid phase sintering technique. Int. J. Refract. Met. Hard Mater. 2009, 27, 577–583. [Google Scholar] [CrossRef]
- Mazilkin, A.A.; Straumal, B.B.; Protasova, S.G.; Bulatov, M.F.; Baretzky, B. Pseudopartial wetting of W/W grain boundaries by the nickel-rich layers. Mater. Lett. 2017, 192, 101–103. [Google Scholar] [CrossRef]
- Luo, J.; Gupta, V.K.; Yoon, D.H.; Meyer, H.M. Segregation-induced grain boundary premelting in nickel-doped tungsten. Appl. Phys. Lett. 2005, 87, 231902. [Google Scholar] [CrossRef]
- Fortuna, E.; Sikorsky, K.; Kurzydlowski, K.J. Experimental studies of oxygen and carbon segregation at the interfacial boundaries of a 90W-7Ni-3Fe tungsten heavy alloy. Mater. Charact. 2004, 52, 323–329. [Google Scholar] [CrossRef]
- Krasovskii, P.V.; Samokhin, A.V.; Fadeev, A.A.; Sinayskiy, M.A.; Sigalev, S.K. Alloying effects and composition inhomogeneity of plasma-created multimetallic nanopowders: A case study of the W-Ni-Fe ternary system. J. Alloys Compd. 2018, 250, 265–275. [Google Scholar] [CrossRef]
- Parabhu, G.; Kumar, N.A.; Sankaranarayana, M.; Nandy, T.K. Tensile and impact properties of microwave sintered tungsten heavy alloys. Mater. Sci. Eng. A 2014, 607, 63–70. [Google Scholar] [CrossRef]
- Gryaznov, M.; Samokhin, A.; Chuvil’deev, V.; Fadeev, A.; Alekseev, N.; Shotin, S.; Dorofeev, A.; Zavertyaev, A. Method of W-Ni-Fe composite spherical powder production and the possibility of its application in Selective Laser Melting technology. Metals 2022, 12, 1715. [Google Scholar] [CrossRef]
- Chen, H.; Ye, L.; Han, Y.; Chen, C.; Fan, J. Additive manufacturing of W-Fe composites using laser metal deposition: Microstructure, phase transformation, and mechanical properties. Mater. Sci. Eng. A 2021, 811, 141036. [Google Scholar] [CrossRef]
- Chen, H.; Zi, X.; Han, Y.; Dong, J.; Liu, S.; Chen, C. Microstructure and mechanical properties of additive manufactured W-Ni-Fe-Co composite produced by selective laser melting. Int. J. Refract. Met. Hard Mater. 2020, 86, 105111. [Google Scholar] [CrossRef]
- Liu, W.; Ma, Y.; Zhang, J. Properties and microstructural evolution of W-Ni-Fe alloy via microwave sintering. Int. J. Refract. Met. Hard Mater. 2012, 35, 138–142. [Google Scholar] [CrossRef]
- Han, Y.; Wu, X.; Jiang, X.; Yang, Y. Powder extrusion printing and sintering densification behaviors of ultrafine 98W-1Ni-1Fe alloy powder. Crystals 2022, 12, 875. [Google Scholar] [CrossRef]
- Tokita, M. Progress of Spark Plasma Sintering (SPS): Method, Systems, Ceramics Applications and Industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Mukasyan, A.S.; Rogachev, A.S.; Moskovskikh, D.O.; Yermekova, Z.S. Reactive spark plasma sintering of exothermic systems: A critical review. Ceram. Int. 2022, 48, 2988–2998. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Olevsky, E.; Dudina, D. Field-Assisted Sintering; Springer Int. Publ.: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Chuvildeev, V.N.; Panov, D.V.; Boldin, M.S.; Nokhrin, A.V.; Blagoveshchensky, Y.V.; Sakharov, N.V.; Shotin, S.V.; Kotkov, D.N. Structure and properties of advanced materials obtained by Spark Plasma Sintering. Acta Astronaut. 2015, 109, 172–176. [Google Scholar] [CrossRef]
- Li, X.; Xin, H.; Hu, K.; Li, Y. Microstructure and properties of ultra-fine tungsten heavy alloys prepared by mechanical alloying and electric current activated sintering. Trans. Nonferrous Met. Soc. China 2010, 20, 443–449. [Google Scholar] [CrossRef]
- Hu, K.; Zheng, D.; Li, Y. SPS densification behavior of W-5.6Ni-1.4Fe heavy alloy powders. Rare Met. 2011, 30, 581–587. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.-q.; Yang, C.; Li, Y.-y. Densification and microstructure evolution during SPS consolidation process in W-Ni-Fe system. Trans. Nonferrous Met. Soc. China 2011, 21, 493–501. [Google Scholar] [CrossRef]
- Li, Y.; Hu, K.; Li, X.; Qu, S. Fine-grained 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]
- Li, X.; Hu, K.; Qu, S.; Yang, C. 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by cyclic spark plasma sintering. Mater. Sci. Eng. A 2014, 599, 233–241. [Google Scholar] [CrossRef]
- Xiang, D.P.; Ding, L.; Li, Y.Y.; Chen, G.B.; Zhao, Y.W. Preparation of fine-grained tungsten heavy alloys by spark plasma sintered W-7Ni-3Fe composite powders with different ball milling time. J. Alloys Compd. 2013, 562, 19–24. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.; Qu, S.; Li, Y. Spark-Plasma Sintering of W-5.6Ni-1.4Fe heavy alloys: Densification and grain growth. Metall. Mater. Trans. A 2013, 44, 923–933. [Google Scholar] [CrossRef]
- Xiang, D.P.; Ding, L.; Li, Y.Y.; Chen, X.Y.; Zhang, T.M. Fabricating fine-grained tungsten heavy alloy by spark plasma sintering of low-energy ball-milled W-2Mo-7Ni-3Fe powders. Mater. Sci. Eng. A 2013, 578, 18–23. [Google Scholar] [CrossRef]
- Prasad, B.S.L.; Annamalai, R. A study of molybdenium addition on W-Ni-Fe based heavy alloys sintered with spark plasma sintering. Bulletin of the Polish Academy of Science. Tech. Sci. 2019, 67, 167–172. [Google Scholar] [CrossRef]
- AyyappaRaj, M.; Yadav, D.; Agrawal, D.K.; Rajan, R.A.A. Microstructure and mechanical properties of spark plasma-sintered La2O3 dispersion-strengthened W-Ni-Fe alloy. Rare Metals 2020, 40, 2230–2236. [Google Scholar] [CrossRef]
- Chaurasia, J.K.; Muthuchamy, A.; Patel, P.N.; Annamalai, A.R. Densification of SiC particle reinforced W-Ni-Fe heavy alloy composites through conventional and Spark Plasma Sintering. Trans. Indian Inst. Met. 2017, 70, 2185–2191. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.P.; Li, Y.Y.; Li, C.; Li, J.B. Effects of sintering temperature on fine-grained tungsten heavy alloy produced by high-energy ball milling assisted spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2012, 33, 65–69. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.P.; Pan, Y.L.; Li, Y.Y. Mechanical properties and microstructural evolution of Mo-Co-co-strengthened W-Ni-Fe alloys by spark plasma sintering. J. Alloys Compd. 2017, 712, 593–598. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Raja Annamalai, A.; Venkatachalam, G. Microstructure and mechanical properties of spark plasma sintered tungsten heavy alloys. Mater. Sci. Eng. A 2018, 710, 66–73. [Google Scholar] [CrossRef]
- Wu, Y.; Li, Y.; Yu, D. Fine-grained W-Ni-Fe heavy alloys prepared by Spark Plasma Sintering. Mater. Sci. Forum 2016, 849, 745–752. [Google Scholar] [CrossRef]
- Jingang, Z.; Weimin, W.; Wei, J.; Qianglong, H.; Aiang, W.; Lin, T.; Kai, Y. Ultrafine grain tungsten heavy alloys with excellent performance prepared by Spark Plasma Sintering. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2020, 35, 393–398. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.P.; Li, Y.Y.; Zhao, Y.W.; Li, J.B. Phase, microstructure and properties evolution of fine-grained W-Mo-Ni-Fe alloy during spark plasma sintering. Mater. Des. 2012, 37, 8–12. [Google Scholar] [CrossRef]
- Zhang, F.L.; Wang, C.Y.; Zhu, M. Nanostructured WC/Co composite powder prepared by high energy ball milling. Scr. Mater. 2003, 49, 1123–1128. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Jing-lian, F.; Tao, L.; Hui-chao, C.; Deng-long, W. Preparation of fine grain tungsten heavy alloy with high properties by mechanical alloying and yttrium oxide addition. J. Mater. Process. Technol. 2008, 208, 463–469. [Google Scholar] [CrossRef]
- Liang, Y.X.; Wu, Z.M.; Fu, E.G.; Du, J.L.; Wang, P.P.; Zhao, Y.B.; Qiu, Y.H.; Hu, Z.Y. Refinement process and mechanisms of tungsten powder by high energy ball milling. Int. J. Refract. Met. Hard Mater. 2017, 67, 1–8. [Google Scholar] [CrossRef]
- Hu, W.; Dong, Z.; Yu, L.; Ma, Z.; Liu, Y. Synthesis of W-Y2O3 alloys by freeze-drying and subsequent low temperature sintering: Microstructure refinement and second phase particles regulation. J. Mater. Sci. Technol. 2020, 36, 84–90. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, N.; Ma, Z.; Liu, C.; Guo, Q.; Liu, Y. Preparation of ultra-fine grain W-Y2O3 alloy by an improved wet chemical method and two-step spark plasma sintering. J. Alloys Compd. 2017, 695, 2969–2973. [Google Scholar] [CrossRef]
- Wu, C. Preparation of ultrafine tungsten powders by in-situ hydrogen reduction of nano-needle violet tungsten oxide. Int. J. Refract. Met. Hard Mater. 2011, 29, 686–691. [Google Scholar] [CrossRef]
- Seegopaul, P.; McCandlish, L.E.; Shinneman, F.M. Production capability and powder processing methods for nanostructured WC-Co powder. Int. J. Refract. Met. Hard Mater. 1997, 15, 133–138. [Google Scholar] [CrossRef]
- Lassner, E.; Schubert, W.D. Tungsten: Properties, Chemistry, Technology of the Elements, Alloys, and Chemical Compounds; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Malewar, R.; Kumar, K.S.; Murty, B.S.; Sarma, B.; Pabi, S.K. On sinterability of nanostructured W produced by high-energy ball milling. J. Mater. Res. 2007, 22, 1200–1206. [Google Scholar] [CrossRef]
- De Castro, C.L.; Mitchell, B.S. The use of polymeric milling media in the reduction of contamination during mechanical attrition. J. Mater. Res. 2002, 17, 2997–2999. [Google Scholar] [CrossRef]
- Kiran, U.R.; Kumar, M.P.; Sankaranarayana, M.; Singh, A.K.; Nandy, T.K. High energy milling on tungsten powders. Int. J. Refract. Met. Hard Mater. 2015, 48, 74–81. [Google Scholar] [CrossRef]
- Han, Y.; Fan, J.; Liu, T.; Cheng, H.; Tian, J. The effects of ball-milling treatment on the densification behavior of ultra-fine tungsten powder. Int. J. Refract. Met. Hard Mater. 2011, 29, 743–750. [Google Scholar] [CrossRef]
- Malkin, A.I.; Fomkin, A.A.; Klyuev, V.A.; Loznetsova, N.N.; Popov, D.A.; Toporov, Y.P.; Shkolin, A.V. The influence of mechanical activation on the adsorption properties of powdered tungsten. Prot. Met. Phys. Chem. Surf. 2015, 51, 81–84. [Google Scholar] [CrossRef]
- Malkin, A.I.; Kiselev, M.R.; Klyuev, V.A.; Loznetsova, N.N.; Toporov, Y.P. The effect of mechanical activation on the heat capacity of powdered tungsten. Tech. Phys. Lett. 2012, 38, 509–510. [Google Scholar] [CrossRef]
- Savenko, V.I.; Toropov, Y.P.; Chernyshev, V.V.; Malkin, A.I. Microstructure and properties of surface-modified tungsten powders mechanically activated in different media. Phys. Met. Metallogr. 2017, 118, 1066–1072. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Nokhrin, A.V.; Boldin, M.S.; Baranov, G.V.; Sakharov, N.V.; Belov, V.Y.; Lantsev, E.A.; Popov, A.A.; Melekhin, N.V.; Lopatin, Y.G.; et al. Impact of mechanical activation on sintering kinetics and mechanical properties of ultrafine-grained 95W-Ni-Fe tungsten heavy alloys. J. Alloys Compd. 2019, 773, 666–688. [Google Scholar] [CrossRef]
- Bragov, A.M.; Chuvil’deev, V.N.; Melekhin, N.V.; Filippov, A.R.; Konstantinov, A.Y.; Sakharov, N.V. Dynamic strength of heavy 90W-7Ni-3Fe alloy produced by Spark Plasma Sintering. Phys. Mesomech. 2019, 22, 307–312. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Ukhina, A.V.; Anisimov, A.G.; Mali, V.I.; Esikov, M.A.; Batraev, I.S.; Kuznechik, O.O.; Pilinevich, L.P. Reactivity of materials towards carbon of graphite foil during Spark Plasma Sintering: A case study using Ni-W powders. Mater. Lett. 2016, 168, 62–67. [Google Scholar] [CrossRef]
- Bokhonov, B.B.; Ukhina, A.V.; Dudina, D.V.; Anisimov, A.G.; Mali, V.I.; Batraev, I.S. Carbon uptake during Spark Plasma Sintering: Investigation through the analysis of the carbide “footprint” in a Ni-W alloy. RSC Adv. 2015, 98, 80228–80237. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.M. X-ray line broadening from aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Kolsky, H. An investigation of the mechanical properties of materials at very high rates of loading. Proc. Phys. Society. Sect. B 1949, 62, 676–700. [Google Scholar] [CrossRef]
- Duan, B.; Zhou, T.; Yang, G.; Yang, D.; Wang, D. Microstructures and properties of 90W-4Ni-6Mn alloy prepared by vacuum sintering. Mater. Res. Express 2020, 7, 036522. [Google Scholar] [CrossRef]
- Farooq, S.; Kemp, P.B.; German, R.M.; Base, A. Effect of initial oxygen content and sintering atmosphere dew point on the properties of tungsten based heavy alloys. Int. J. Refract. Met. Hard Mater. 1989, 8, 236–243. [Google Scholar]
- Rahaman, M.N. Ceramic Processing and Sintering; CRC Press: Boca Raton, FL, USA, 2017; Volume 1. [Google Scholar]
- Wang, J.; Ding, J.; Liu, W.; Ma, Y.; Zhu, W.; Meng, S.; Liang, C.; Cai, Q. Effect in situ phase reaction of η M12C and M6C on microstructure and mechanical properties of tungsten heavy alloy via spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2023, 114, 106251. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps; Pergamon Press: London, UK, 1982; 328p. [Google Scholar]
- Young, W.S.; Culter, I.B. Initial sintering with constant rates of heating. J. Am. Ceram. Soc. 1970, 53, 659–663. [Google Scholar] [CrossRef]
- Coble, R. A model for boundary diffusion controlled creep in polycrystalline materials. J. Appl. Phys. 1963, 34, 1679–1682. [Google Scholar] [CrossRef]
- Lantsev, E.A.; Malekhonova, N.V.; Nokhrin, A.V.; Chuvil’deev, V.N.; Boldin, M.S.; Blagoveshchenskiy, Y.V.; Andreev, P.V.; Smetanina, K.E.; Isaeva, N.V.; Shotin, S.V. Influence of oxygen on densification kinetics of WC nanopowders during SPS. Ceram. Int. 2021, 47, 4294–4309. [Google Scholar] [CrossRef]
- Lantsev, E.A.; Malekhonova, N.V.; Nokhrin, A.V.; Chuvil’deev, V.N.; Boldin, M.S.; Blagoveshchenskiy, Y.V.; Andreev, P.V.; Smetanina, K.E.; Isaeva, N.V.; Murashov, A.A. Spark plasma sintering of fine-grained WC hard alloys with ultra-low cobalt content. J. Alloys Compd. 2021, 857, 157535. [Google Scholar] [CrossRef]
- Lantcev, E.; Nokhrin, A.; Malekhonova, N.; Boldin, M.; Chuvil’deev, V.; Blagoveshchenskiy, Y.; Isaeva, N.; Andreev, P.; Smetanina, K.; Murashov, A. A study of the impact of graphite on the kinetics of SPS in nano- and submicron WC-10%Co powder compositions. Ceramics 2021, 4, 331–363. [Google Scholar] [CrossRef]
- Golovkina, L.S.; Orlova, A.I.; Nokhrin, A.V.; Boldin, M.S.; Lantsev, E.A.; Chuvil’deev, V.N.; Sakharov, N.V.; Shotin, S.V.; Zelenov, A.Y. Spark Plasma Sintering of fine-grained ceramic-metal composites YAG:Nd-(W,Mo) based on garnet-type oxide Y2.5Nd0.5Al5O12 for inert matrix fuel. J. Nucl. Mater. 2018, 511, 109–121. [Google Scholar] [CrossRef]
- Kolobov, Y.R.; Grabovetskaya, G.P.; Ivanov, K.V.; Girsova, N.V. Effect of the grain-boundary state and grain size on the mechanisms of creep of submicrocrystalline nickel. Phys. Met. Metallogr. 2001, 91, 532–537. (In Russian) [Google Scholar]
- Chuvil’deev, V.N.; Boldin, M.S.; Dyatlova, Y.G.; Rumyantsev, V.I.; Ordanyan, S.S. A comparative study of hot pressing and Spark Plasma Sintering of Al2O3-ZrO2-Ti(C,N) powders. Inorg. Mater. 2015, 51, 1047–1053. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Blagoveshchenskiy, Y.V.; Nokhrin, A.V.; Boldin, M.S.; Sakharov, N.V.; Isaeva, N.V.; Shotin, S.V.; Belkin, O.A.; Popov, A.A.; Smirnova, E.S.; et al. Spark plasma sintering of tungsten carbide nanopowders obtained through DC arc plasma synthesis. J. Alloys Compd. 2017, 708, 547–561. [Google Scholar] [CrossRef]
- Golovkina, L.S.; Orlova, A.I.; Nokhrin, A.V.; Boldin, M.S.; Chuvil’deev, V.N.; Sakharov, N.V.; Belkin, O.A.; Shotin, S.V.; Zelenov, A.Y. Spark Plasma Sintering of fine-grain ceramic-metal composites based on garnet-structure oxide Y2.5Nd0.5Al5O12 for Inert Matrix Fuel. Mater. Chem. Phys. 2018, 214, 516–526. [Google Scholar] [CrossRef]
- Segal, V.M.; Beyerlein, I.J.; Tome, C.N.; Chuvil’deev, V.N.; Kopylov, V.I. Fundamentals and Engineering of Severe Plastic Deformation; Nova Science Publishers: New York, NY, USA, 2010; 542p. [Google Scholar]
- Blaine, D.C.; Park, S.J.; Suri, P.; German, R.M. Application of work-of-sintering concepts in powder metals. Metall. Mater. Trans. A 2006, 37, 2827–2835. [Google Scholar] [CrossRef]
- Park, S.J.; Johnson, J.L.; Wu, Y.; Kwon, Y.-S.; Lee, S.; German, M.R. Analysis of the effect of solubility on the densification behavior of tungsten heavy alloys using the master sintering curve approach. Int. J. Refract. Met. Hard Mater. 2013, 37, 52–59. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.; Qu, S.; Li, Y. Effect of heating rate on densification and grain growth during spark plasma sintering of 93W-5.6Ni-1.4Fe heavy alloys. Metall. Mater. Trans. A 2013, 44, 4323–4336. [Google Scholar] [CrossRef]
- Larikov, L.N.; Yurchenko, Y.F. Diffusion in Metals and Alloys; Naukova Dumka: Kiev, Ukraine, 1987; 509p. (In Russian) [Google Scholar]
- Park, S.M.; Martin, J.M.; Guo, J.F.; Johnson, J.L. Densification behavior of tungsten heavy alloy based on master sintering curve concept. Metall. Mater. Trans. A 2006, 37, 2837–2848. [Google Scholar] [CrossRef]
- Seith, W. Diffusion in Mettallen. Platzwechselreaktionen; Springer: Berlin/Heidelberg, Germany, 1955; 381p. [Google Scholar]


















| Powders | O | Fe | C | S | P | Ni | Co | Si | Cu | Mo | Mn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| α-W | 8 × 10−2 | 2 × 10−2 | 1 × 10−2 | - | 5 × 10−3 | 1 × 10−2 | - | 5 × 10−3 | 1 × 10−2 | 4.5 × 10−2 | 2 × 10−3 |
| β-Ni | 3 × 10−1 | 1.5 × 10−3 | 1 × 10−1 | 6 × 10−4 | 1 × 10−3 | balance | 7 × 10−4 | 1 × 10−3 | 1 × 10−3 | - | 3 × 10−4 |
| α-Fe | 2 × 10−1 | balance | 4.8 × 10−2 | 4 × 10−3 | - | - | - | 1 × 10−2 | - | - | - |
| Characteristics of Alloy Obtained from Coarse-Grained Powders | Characteristics of Alloy Obtained from Nanopowders | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ts, °C | ρ, g/cm3 | d, μm | σ0, MPa | σy, Mpa | Hv, Gpa | Ys, Mpa | H, mm | ρ, g/cm3 | d, μm | σ0, Mpa | σy, Mpa | Hv, Gpa | Ys, Mpa | H, mm |
| 1250 | 17.94 | 5–10 | 520 | 1150 | 4.2 | 1830 | 3.8 | 17.79 | 1–3 | 960 | 1540 | 7.9 | 1900 | 5.1 |
| 1300 | 18.02 | ~5–10 | 460 | 990 | 4.2 | 1700 | 4.2 | 17.93 | 1–3 | 1000 | 1340 | 7.5 | 2050 | 4.7 |
| 1350 | 18.06 | ~10 | 290 | 790 | 4.1 | 1650 | 4.2 | 17.95 | 1–3 | 860 | 1200 | 7.2 | 1870 | 3.7 |
| 1400 | 18.14 | ~20 | 230 | 740 | 4.0 | 1640 | 4.1 | 17.49 | 3–5 | 300 | 740 | 6.9 | 1500 | 3.1 |
| 1450 | 18.11 | 40–45 | 220 | 600 | 3.8 | 1590 | 3.7 | 17.05 1 | ~10 | - | - | 6.5 | - | - |
| 1500 | 18.06 | ~50 | 200 | 690 | 3.6 | 1580 | 3.2 | 16.87 1 | ~22 | - | - | 6.2 | - | - |
| Characteristics of Alloy Obtained from Nonannealed Nanopowders | Characteristics of Alloy Obtained from Annealed Nanopowders | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| tHEBM, min | ρ, g/cm3 | d, μm | σ0, MPa | σy, MPa | Hv, GPa | Ys, MPa | H, mm | ρ, g/cm3 | d, μm | σ0, MPa | σy, MPa | Hv, GPa | Ys, MPa | H, mm |
| 0 | 16.97 | 1.3 | 920 | 1850 | 4.2 | - | 4.9 | 17.02 | 1.2 | 1050 | 1930 | 4.3 | - | 5.1 |
| 5 | 16.64 | 0.9 | 1330 | 2160 | 4.5 | 2280 | 5.8 | 16.79 | 1.0 | 1400 | 2270 | 4.8 | 2350 | 5.1 |
| 10 | 16.45 | 0.8 | 1450 | 2180 | 4.7 | - | 5.7 | 16.92 | 0.7 | 1520 | 2310 | 4.9 | - | 5.4 |
| 20 | 15.68 | 0.7 | 1500 | 2370 | 4.8 | - | 5.7 | 16.31 | 0.6 | 1610 | 2350 | 5.3 | - | 6.6 |
| 40 | 16.78 | 0.7 | 1480 | 2350 | 4.7 | 2480 | 5.6 | 17.04 | 0.6 | 1530 | 2320 | 4.9 | 2630 | 6.1 |
| Nanopowders after HEBM | Nanopowders after HEBM and Annealing in Hydrogen | |||||||
|---|---|---|---|---|---|---|---|---|
| tHEBM, min | Stage II | Stage III | Stage II | Stage III | ||||
| mQs2, kTm | m | Qs2, kTm/kJ/mol | Qs3, kTm/kJ/mol | mQs2, kTm | m | Qs2, kTm/kJ/mol | Qs3, kTm/kJ/mol | |
| 0 | 3.9 | 1/3 | 11.7/167 | 16.1/230 | 3.2 | 1/3 | 9.6/137 | 17.2/246 |
| 5 | 6.5 | 1 | 6.5/93 | 17.8/255 | 5.9 | 1 | 5.9/84 | 15.4/221 |
| 10 | 6.0 | 6.0/86 | 19.1/273 | 4.9 | 4.9/70 | 14.7/210 | ||
| 20 | 5.2 | 5.2/75 | 18.9/271 | 4.6 | 4.6/65 | 15.8/226 | ||
| 40 | 7.0 | 7.0/100 | 19.2/275 | 6.4 | 6.4/92 | 16.8/240 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nokhrin, A.V.; Malekhonova, N.V.; Chuvil’deev, V.N.; Melekhin, N.V.; Bragov, A.M.; Filippov, A.R.; Boldin, M.S.; Lantsev, E.A.; Sakharov, N.V. Effect of High-Energy Ball Milling Time on the Density and Mechanical Properties of W-7%Ni-3%Fe Alloy. Metals 2023, 13, 1432. https://doi.org/10.3390/met13081432
Nokhrin AV, Malekhonova NV, Chuvil’deev VN, Melekhin NV, Bragov AM, Filippov AR, Boldin MS, Lantsev EA, Sakharov NV. Effect of High-Energy Ball Milling Time on the Density and Mechanical Properties of W-7%Ni-3%Fe Alloy. Metals. 2023; 13(8):1432. https://doi.org/10.3390/met13081432
Chicago/Turabian StyleNokhrin, Aleksey V., Nataliya V. Malekhonova, Vladimir N. Chuvil’deev, Nikolay V. Melekhin, Anatoliy M. Bragov, Andrey R. Filippov, Maksim S. Boldin, Eugeniy A. Lantsev, and Nikita V. Sakharov. 2023. "Effect of High-Energy Ball Milling Time on the Density and Mechanical Properties of W-7%Ni-3%Fe Alloy" Metals 13, no. 8: 1432. https://doi.org/10.3390/met13081432
APA StyleNokhrin, A. V., Malekhonova, N. V., Chuvil’deev, V. N., Melekhin, N. V., Bragov, A. M., Filippov, A. R., Boldin, M. S., Lantsev, E. A., & Sakharov, N. V. (2023). Effect of High-Energy Ball Milling Time on the Density and Mechanical Properties of W-7%Ni-3%Fe Alloy. Metals, 13(8), 1432. https://doi.org/10.3390/met13081432