1. Introduction
Various machines, machine tools, instruments, and equipment necessarily consist of many components permanently in contact with each other while subjected to friction stress of greater or lesser intensity. As a result, the components wear out, affecting the performance quality and the product’s overall durability. For this reason, the study of various fundamental and applied aspects of the friction mechanism is very important, and a vast amount of the literature was devoted to these aspects [
1,
2,
3,
4]. In most cases, the regularities of deformation and the mechanism of the friction process are studied on materials and structures that are used in the creation of all kinds of moving parts and machines. In [
2], the authors thoroughly analyzed three FCC materials (aluminum, copper, and austenitic steel) using nanosliding and scratching at various load levels. A clear influence of mechanical parameters on the mechanism of deformation and wear was noted. The threshold values for the transition of the wear mechanism from sliding to scratching and chipping increased with increasing hardness in the Al-Cu-steel series. Along with this, the resistance index
H3/
E2 indicated the magnitude of the contact pressures, upon reaching which a change in the wear mechanism occurred.
The degree of wear depends not only on the properties of the material subjected to friction, but also on operating conditions such as normal forces, relative velocities, and the length scales of textured surfaces. The higher the values of these parameters, the more wear products appear, and this transforms the friction mode from adhesive to abrasive. Wang et al. [
3] showed that, under dry conditions, the smoothest surfaces do not show the least friction from the increase in adhesion forces, as might be expected. A surface with a slight microstructure reduces the coefficient of friction. In turn, macro-textured surfaces markedly increase the coefficient of friction from the abrasive effect of the surface. The effect of deformation treatment of the surface of 40KhNMA steel during sliding friction on an abrasive surface was studied in [
4]. It was shown that deformation treatment promotes an increase in size and the presence of bulk defects in the crystal structure of steel. Deformation treatment should be used to increase the hardness and bulk strength of 40KhNMA steel. To do this, it is necessary to use hardening, which simultaneously increases the resistance to plastic deformation and the destruction of steel, estimated by increasing the rheological parameter.
During friction, there is a rigid contact between two bodies, accompanied by the rising of significant inhomogeneity in local stresses near the contact surfaces. As a result, inhomogeneous plastic deformation occurs in materials subjected to friction. Bowden and Leben [
5] found that the friction force does not remain constant between two pieces of metal moving relative to each other. The process of friction is not continuous but occurs in large jerks. Under the action of a normal force, the contacting surfaces seem to “stick together” to each other, and it is necessary to apply a tangential force for their relative movement. As a result of gradually increasing tangential stress up to a certain maximum value, a sudden and very fast sliding occurs. The tangential stress drops to zero at this instant until the relative motion stops again. Then the tangential stress begins to increase again, and the process repeats over and over. However, the nature of this process is not the same for various combinations of rubbing materials. On the one hand, the friction process depends on the physical properties of the rubbing materials (such as the chemical bond of rubbing materials, hardness, elasticity, melting temperature, etc.). On the other hand, the friction force and the nature of friction depend on external factors, such as the magnitude of the normal load acting on the rubbing surface, the temperature at which friction occurs, the presence of lubricants, the relative velocity of rubbing bodies, etc.
The presence of such a large number of factors affecting the mechanism of friction and wear, naturally, was the reason for numerous studies. For example, the authors of [
6] used friction stir treatment (FSP) to harden the surface of AISI 440C high-carbon martensitic stainless steel. An increase in hardness up to 779 HV1 and higher than that of the conditionally hardened sample was achieved. In another work [
7], in order to obtain a hardening effect in AISI 316L stainless-steel sheets, friction treatment with stirring was carried out at a constant speed (63 mm/min) and relatively low rotation speeds (200 and 315 rpm). It was found that despite the decrease in plasticity by 50%, the maximum yield strength and ultimate tensile strength of the samples processed by friction with stirring increased by about 1.6 and 1.2 times compared to the original metal. Dogan et al. [
8] studied the issue of friction and wear of stainless steel implanted with nitrogen and zirconium and coated with TiN. These implantations have been shown to improve the coefficient of friction, as well as the wear resistance of the stainless-steel surface.
The effect of silicon carbide in the range from 35–200 μm at various normal loads (
Pnorm = 50–110 N) on wear of steel 35NCD16 microstructure and abrasive grains was studied in [
9]. It was shown that the coefficient of friction decreases with increasing normal load and/or decreasing abrasive particle size. At the same time, the wear rate increases with an increase in the normal load and/or abrasive particle size. It was found in [
10] that severe abrasive wear occurs at low load, and the highest nanohardness, elastic properties, and creep resistance of SLMed IN718 superalloy is created directly under the wear surface. More detailed studies of various issues related to friction hardening were carried out by Rapoport and Rybakova [
11,
12], who established the formation of three microstructural levels (layers) near the contact surface.
The results above were confirmed in [
13,
14,
15]. It was shown that during the friction of metal samples, the microstructure of a narrow surface layer differs significantly from that of the bulk since the material is subjected to ultrahigh internal stresses near the friction surface. These stresses are much higher than those in the bulk. In this case, a significant change in the material’s behavior and the appearance of anomalous mass transfer phenomena naturally occur. It was also found that the length of the hardened surface layer depends both on the type of the deformable material (brass, copper, or steel) and on the friction method (hard dry friction, extrusion, impact, or indentation) [
16,
17].
From the reasons mentioned above that affect the specificity and degree of deformation during friction, it becomes obvious that the relative velocity of rubbing bodies also plays a significant role in all friction methods. This issue is studied insufficiently in the scientific literature and needs additional attention. In [
17], the effect of friction on the micromechanical parameters of AISI 316L austenitic stainless steel was studied, taking into account the extensive use of this material in various sectors of the industry and, in particular, in medicine for manufacturing implants. In this work, the study of the specifics of deformation was carried out in two friction modes: 1—dry friction “metal/metal”, namely, steel AISI 316L/steel St3sp, and 2—dry friction “metal/abrasive”, steel AISI 316L/abrasive P2000, with different durations of the process (
t = 1; 5 and 10 h). Friction processes were performed using a MoPao 160E grinding and polishing machine at a rotation speed of
v ≈ 300 rpm and a normal pressure of
Pnorm ≈ 400 mN.
It was found that different modes of friction create plastic deformation in the test sample. The maximum modification of the microstructure was observed in a thin layer (≤100 µm) directly adjacent to the friction surface, i.e., in the zone of severe plastic deformation. The degree of plastic deformation successively decreased with distance from the friction surface, and the sample acquired the original polycrystalline structure at a distance of t ≈ 600–700 μm. Along with this, a change in the mechanical parameters, such as microhardness (H), Young’s modulus (E), plasticity index (H/E), and resistance index (H3/E2), also occurred. The degree of their change depended on the experimental conditions. Taking into account that the friction conditions, in particular the relative velocity of rubbing bodies, affected the microstructure and plasticity parameters noticeably, the study was continued at a lower rotation speed but a longer process time.
3. Results and Discussion
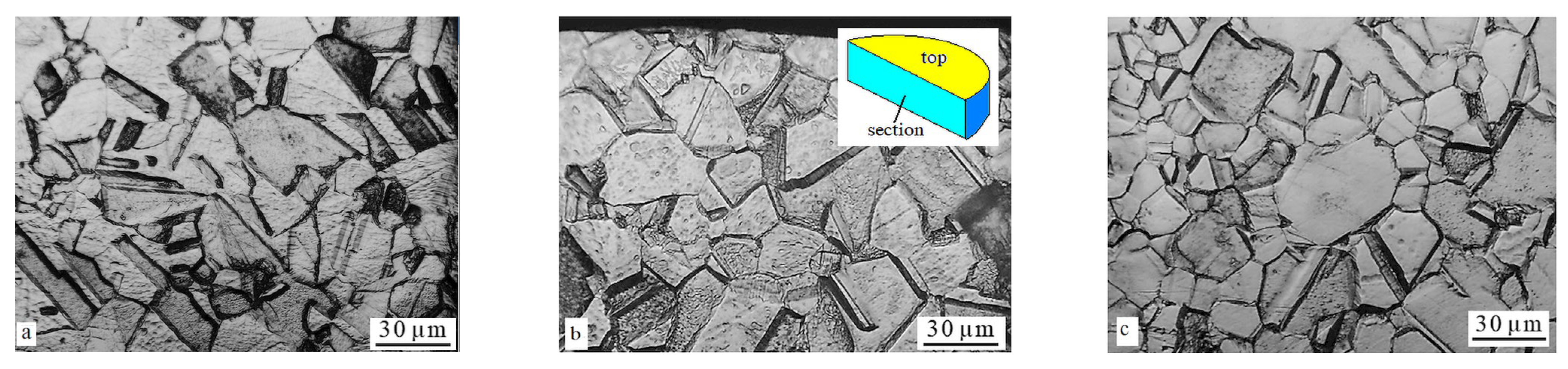
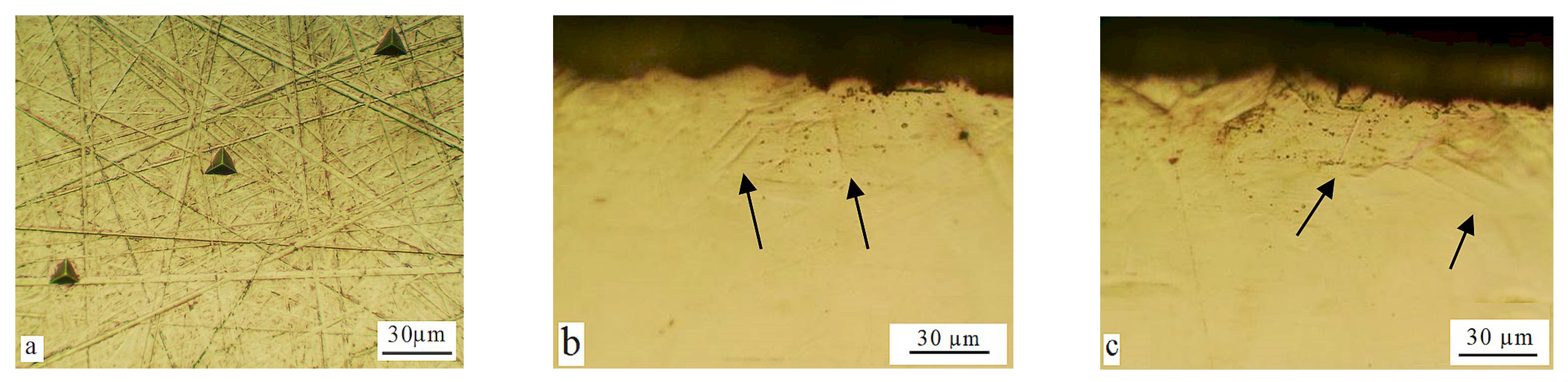
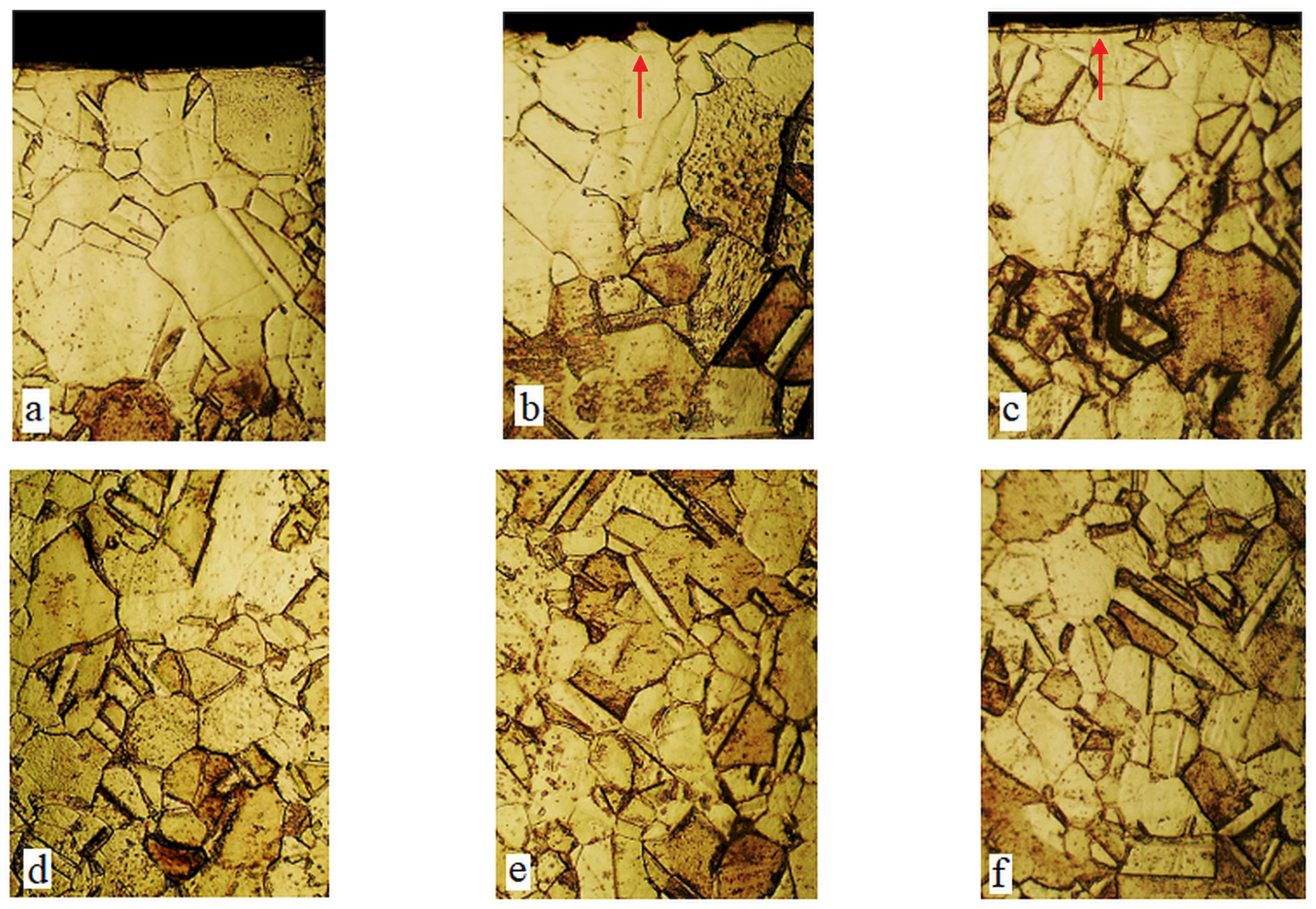
First, the microstructure of undeformed samples was studied. To do this, the samples were subjected to fine chemical polishing followed by selective chemical etching. As a result of the chemical treatment, it was found that the samples have a typical polycrystalline austenitic structure with a grain size in the range of (2–50) μm (
Figure 1). It was also possible to note the different shapes and orientations of the crystallites, not only on the surface under study (
Figure 1a) but also in the volume, on cross-sections (
Figure 1b,c).
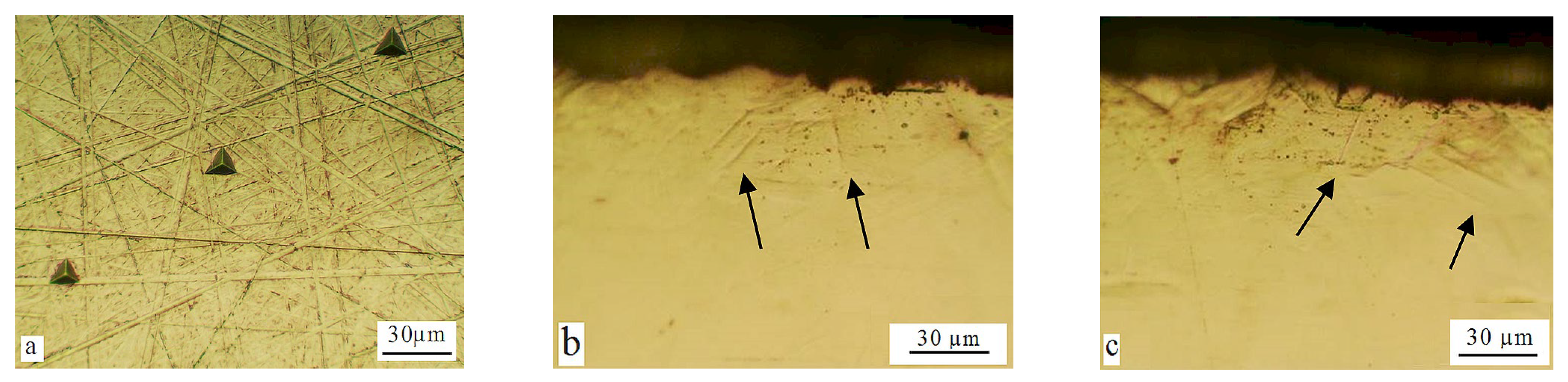
The studied samples were subjected to friction for 15 h. The microstructure and mechanical properties were determined on the friction surface (top view) and transverse sections of the samples (view in section) to reveal how deep the deformed zone extends into the depth of the sample. The microstructure at the friction surface with traces (strokes) from the rubbing materials, as well as three imprints made at
P = 400 mN, are shown in
Figure 2a.
In
Figure 2b,c, one can see slip bands that extend into the sample volume for about 50 µm. It should also be noted that the edge of the friction surface is not very even and smooth.
As further studies have shown, the irregularities are caused by the grain spalls at the intersection of several strokes, friction marks. This is clearly visible in
Figure 3, showing an area with a smooth edge (
Figure 3a), an area showing grain chipping (
Figure 3b, marked with an arrow), and an area overcutting a thin layer of grain (
Figure 3c, marked with an arrow). It can also be seen that the sample has a fine-grained structure away from the friction surface (≈500 µm) (
Figure 3d–f). As they approach the friction surface (
Figure 3a–c), the crystalline granules get smooth and coarse and become the same color, indicating their similar orientation. As the friction surface is approached [
14], the deformation slip bands, which are formed as a result of the movement of dislocations, cross different grains, which leads to a smoothing of the boundaries between the grains and a decrease in their disorientation.
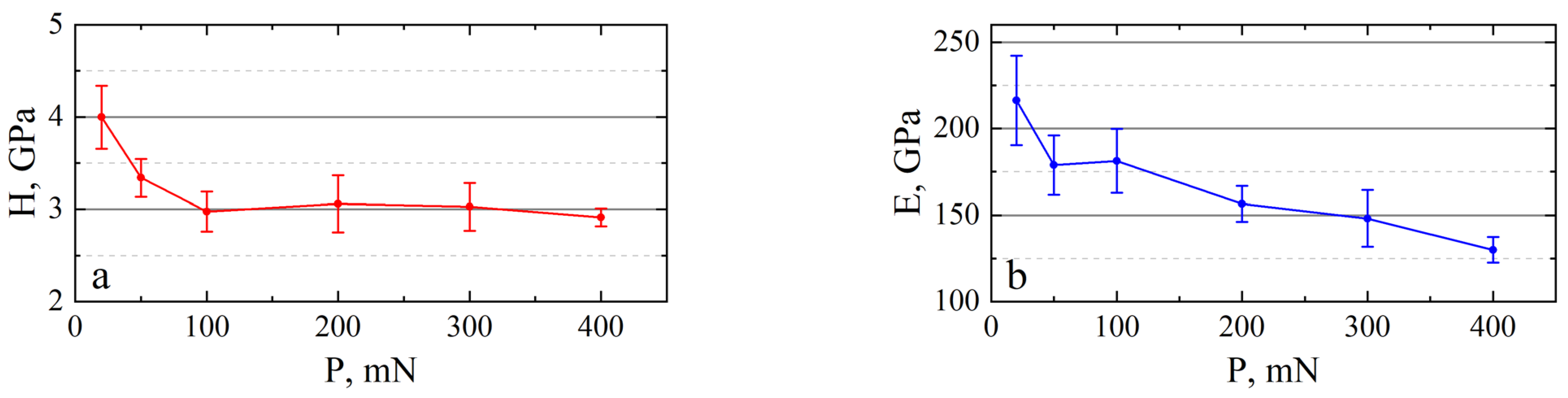
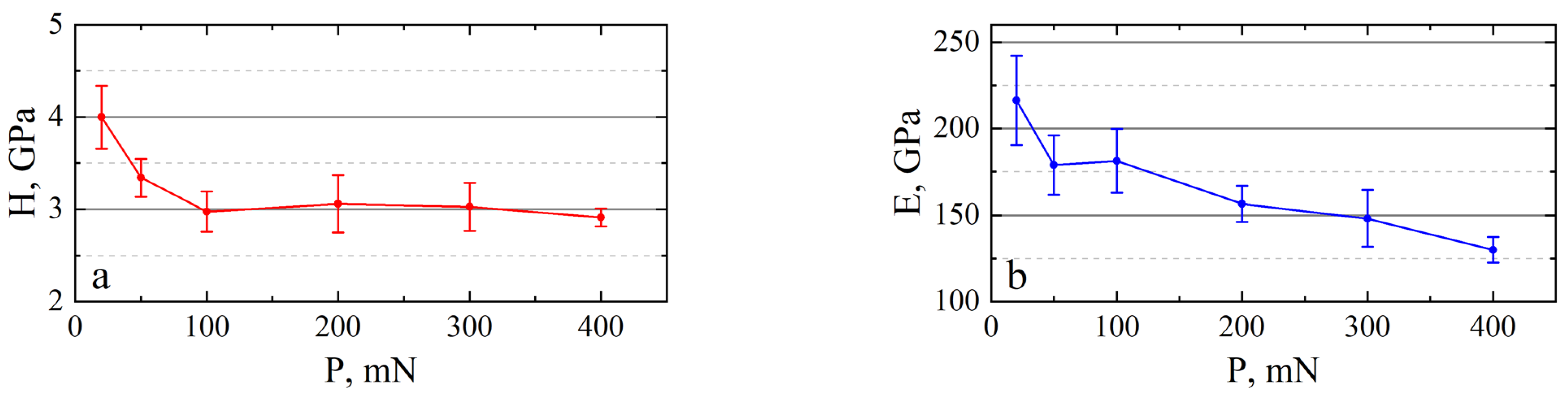
A change in the microscopic structure of the samples subjected to friction, as a result, led to a change in the main micromechanical characteristics, like microhardness (
H) and Young’s modulus (
E). The change in
H and
E values on the friction surface as a function of the load on the indenter is shown in
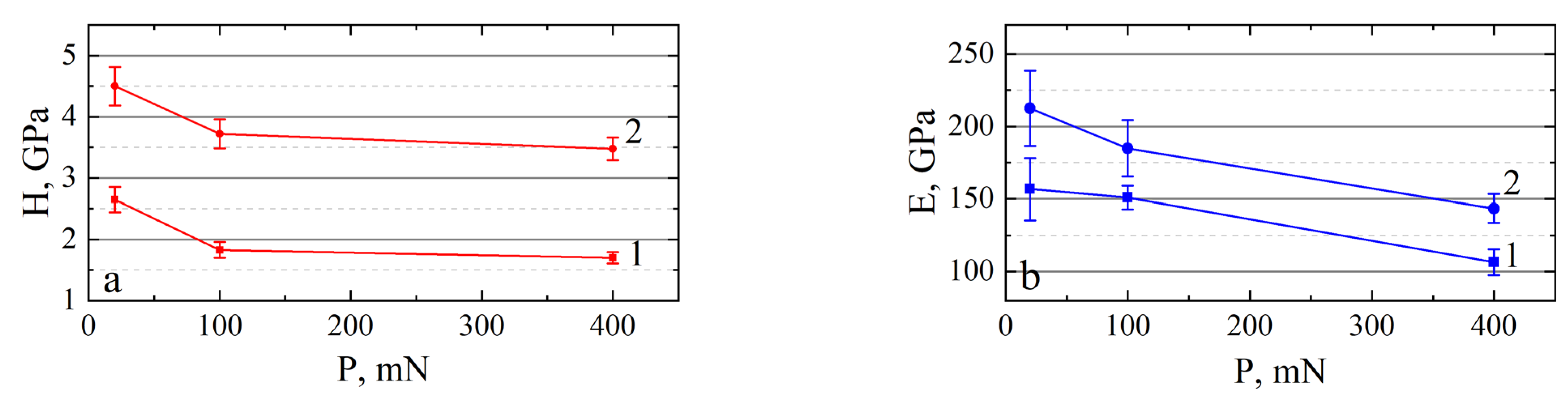
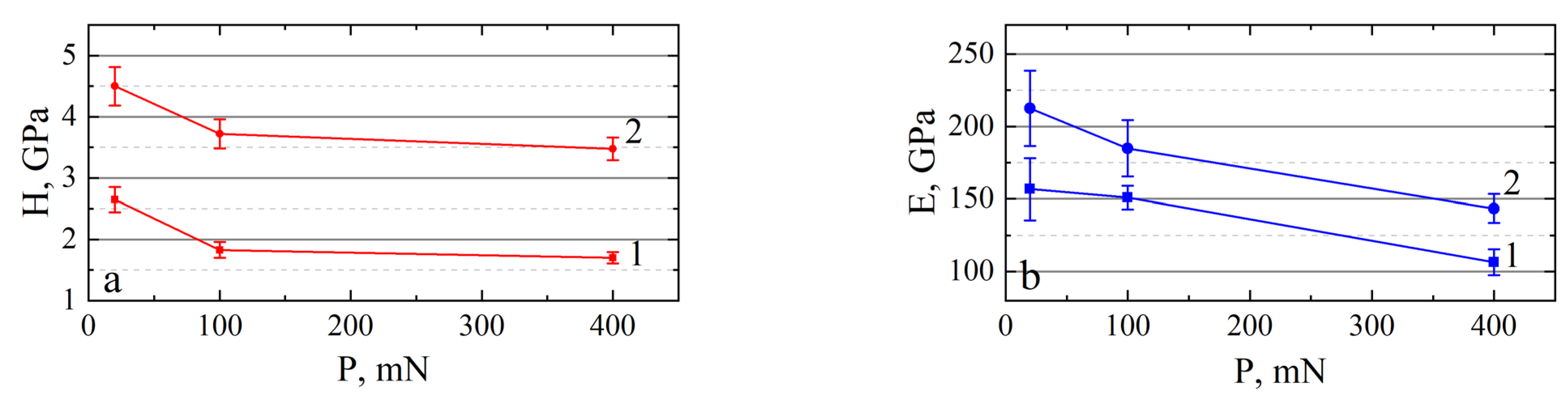
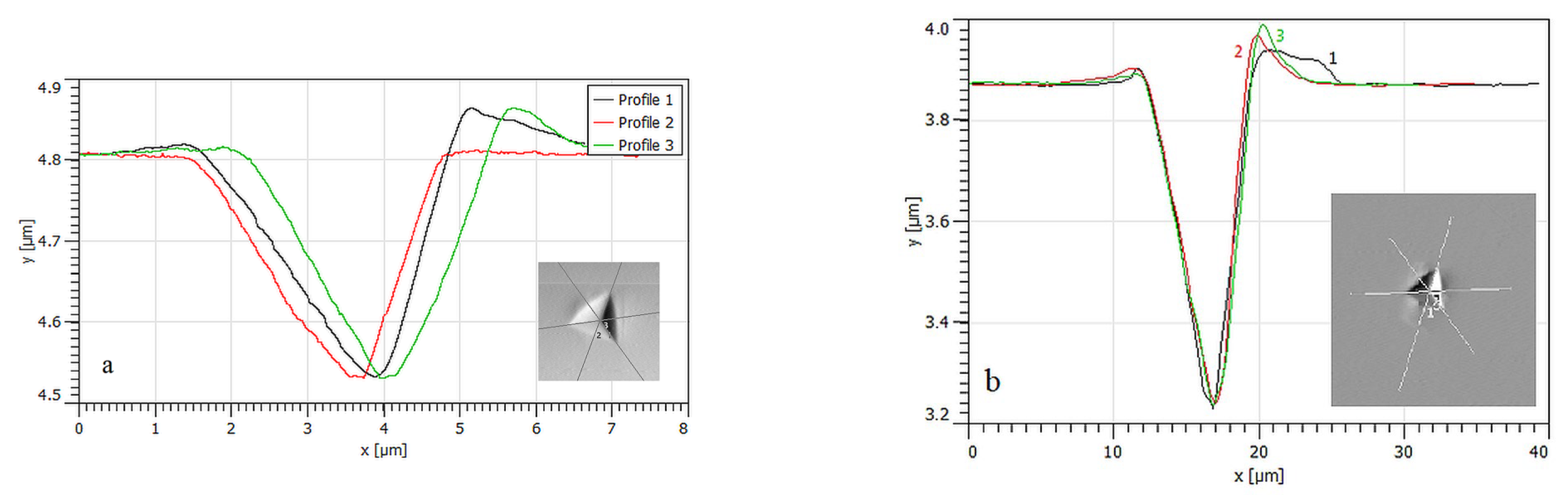
Figure 4. It can be seen that both parameters, with some fluctuations, experience a slight decrease with an increase in the load on the indenter from 20 to 400 mN. The effect was also seen in the cross-sections of both the undeformed (
Figure 5a,b) and deformed specimens (
Figure 5c,d). For comparison, three loads of 20, 100, and 400 mN were selected, which make it possible to estimate the hardness value in three ranges. In accordance with the literature data [
20] and the international standard ISO 14577-1 [
21], load
P = 20 mN gives information about nanohardness,
P = 400 mN refers to the microhardness range, and
P = 100 mN is an intermediate load that binds nano and micro ranges. As follows from
Figure 5, both strength parameters,
H and
E, for the deformed and undeformed samples demonstrate a regular decrease with increasing load by transfer from nanoindentation to microindentation.
On both samples in the nano-load region (
P = 20 mN), an increase in the microhardness value is observed, known in the scientific literature as the indentation size effect (ISE) [
22,
23]. It is known that the size effect observed during indentation appears because of the influence of many factors: elastic recovery, dislocation-free crystal volume, grain size, surface roughness, etc. Considering that in our work the surfaces for research were prepared by polishing, it was important to check whether the final surface roughness does not affect the manifestation of this effect. The imprints made at
P = 10 mN and 100 mN are shown in
Figure 6. As follows from the figure, the relief of the undeformed surface in the vicinity of the imprint is negligibly small compared to the imprint depth. Since the surface roughness of the studied samples is R
Sa = 16.24 nm, the roughness will be 6.7% for the imprint of
P = 10 mN and 4.6% for
P = 20 mN. Thus, it can be assumed that the surface roughness does not significantly contribute to the manifestation of ISE during indentation of AISI 316L steel. Rather, the influencing factors can be the elastic-plastic recovery of the imprint, grain size, dislocation interactions, material displacement to the surface in the form of a pile-up, etc. The measurements also showed that, on the cross-section of the deformed sample, as the distance from the friction surface increases, the hardness gradually decreases, and at a distance of
l ≈ 500 µm, it becomes equal to the hardness of the undeformed sample. The value of hardness, measured with a load of
P = 100 mN, varied as follows:
H = 3.75 GPa, 3.05 GPa, 2.43 GPa, and 1.82 GPa, respectively, for distances
l = 30 µm, 100 µm, 300 µm, and 500 µm from the friction surface. Young’s modulus experiences similar changes. The obtained data confirmed the results of work [
17] for steel AISI 316L at 1, 5, and 10 h of friction.
The change in the microhardness and Young’s modulus results in a change in two other parameters, the plasticity index and the resistance index, which are estimated in the scientific literature as (
H/
E) and (H
3/
E2), respectively [
23,
24,
25]. They are important mechanical characteristics that determine the ductility and wear resistance of products during the operation. For example, the higher the
H/
E parameter, the lower the probability of brittle fracture, and the higher (
H3/
E2), the higher the wear resistance. To evaluate the behavior of these parameters, let us compare their values for three types of samples:
1—undeformed sample;
2—sample deformed by friction (
v = 30 rpm,
Pnorm = 400 mN,
t = 15 h of friction); and
3—sample deformed by friction (
v = 300 rpm,
Pnorm = 400 mN,
t = 10 h of friction) and measured earlier in Ref. [
17] (
Table 1).
As follows from the table, the values of all parameters of both deformed samples are significantly higher than the values of the undeformed sample. Moreover, the higher relative velocity of rubbing bodies (v =300 rpm) creates larger values of H, E, H/E, and H3/E2 compared to the velocity v = 30 rpm. The results obtained can be useful for creating the materials with mechanical properties in accordance with their practical purpose, for example, to combine high hardening with high ductility (H/E) or high hardening with high resistance to plastic deformation (H3/E2).
Along with this, another group of properties, namely relaxation parameters, is of great practical interest. Thus, the elastoplastic relaxation and recovery of imprints after nanoindentation must be taken into account in lithographic technologies that use printing (penetration of the resist marking with a pattern on a nanometer scale), recording and storing information by nanoindentation methods in memory devices, etc. [
26].
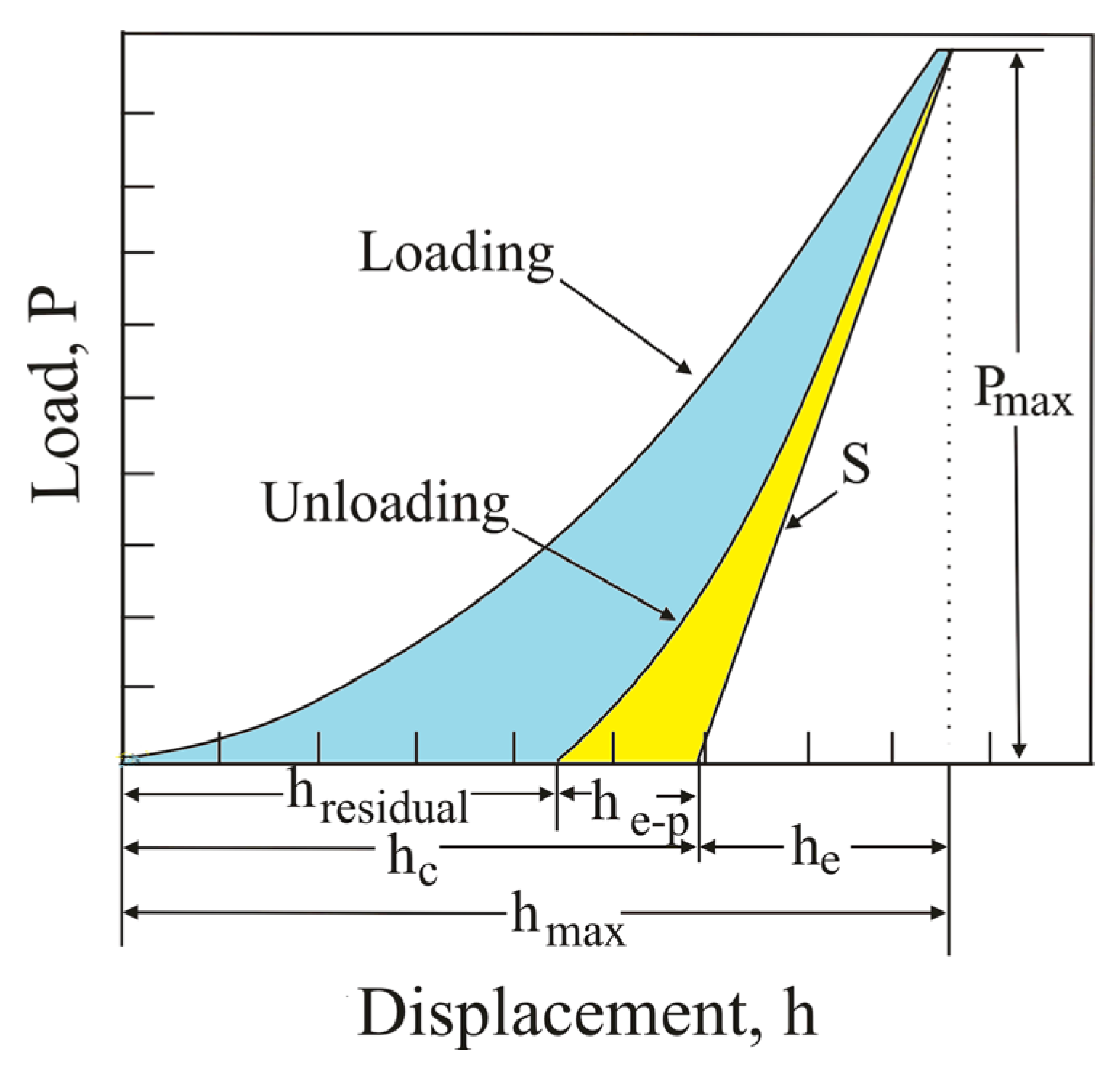
The relaxation parameters of interest are the maximum imprint depth (
hmax), the indenter-sample contact depth at the maximum load without the elastic deflection of the surface (
hc), the elastic-plastic component of the indenter imprint, which is restored after complete unloading of the indenter, (
he-p), and the residual depth of the imprint after the complete unloading of the indenter (
hres). These parameters are determined by analyzing the indentation curves
P(
h) (
Figure 7) [
20,
27,
28].
Table 2 presents the relaxation parameters for the above three types of samples at a load of
P = 400 mN. A characteristic feature of the given parameters is their sensitivity to the friction process and the relative velocity of rubbing bodies.
It can be seen from the table that the value of the parameters hmax, hc, and hres is the largest for sample 1 and decreases when moving to samples 2 and 3. At the same time, the parameter he-p experiences an increase in the series 1, 2, 3. A decrease in the parameters hmax, hc, and hres of the deformed samples compared to the undeformed ones indicates an increase in relaxation properties because of modification of the internal structure of the material (the appearance of dislocation slip bands, their complication, intersection with other grains, etc.). The creation of complex intragranular and intergranular dislocation structures increases the elastic properties of the material in the deformation zone, which leads to an increase in the elastoplastic relaxation of the sample when the load is removed. The successive growth of the he-p parameter in the series 1, 2, 3 indicates the complication of the defect structure in the deformed samples compared to undeformed ones. Moreover, the relative velocity of rubbing bodies of 300 rpm creates a more complex defect structure in the sample than that of 30 rpm.
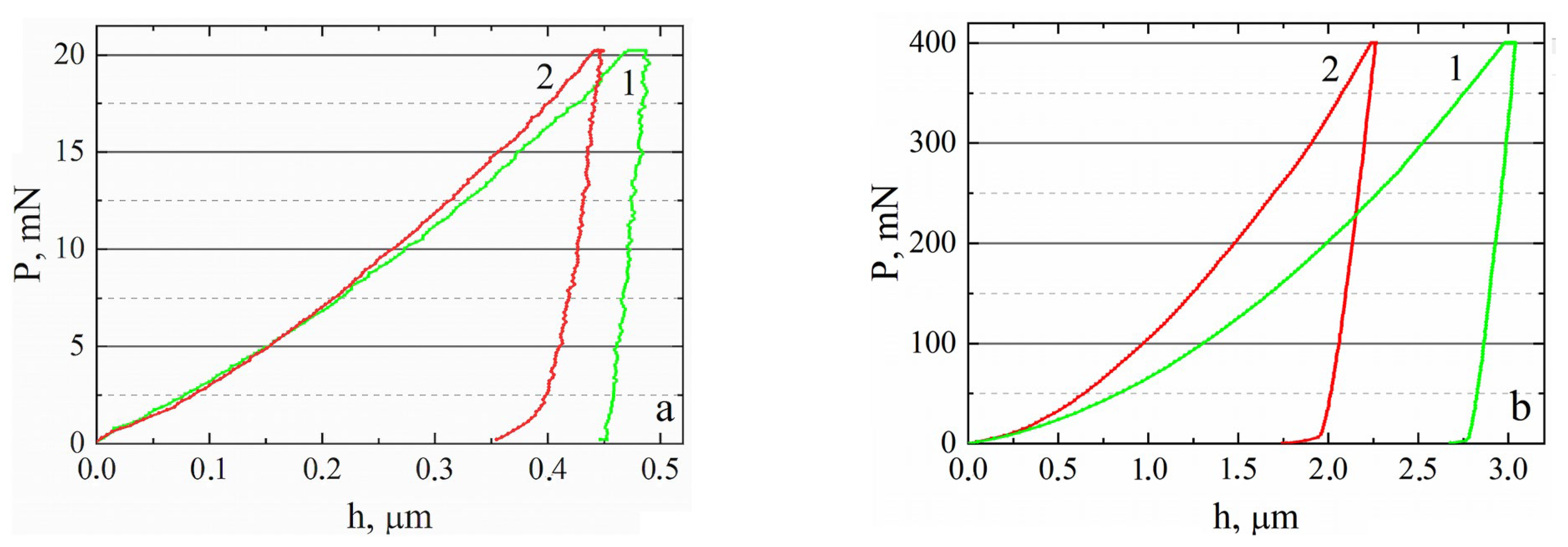
Additional information regarding the specifics of the indentation process can be obtained by analyzing the strain curves,
P(
h). As an example,
Figure 8 shows the “loading-unloading” curves for specimens
1 and
2 at a maximum load of
Pmax = 20 mN (
Figure 8a) and
Pmax = 400 mN (
Figure 8b). The indentation curves both for undeformed and deformed samples having a fairly smooth running, without “pop-in” or “pop-out” effects. This indicates that the process of deepening the indenter proceeds smoothly, without large jumps or cracks. It is clearly seen that the elastoplastic recovery of the imprint is higher in the deformed sample, correlating with the results of
Table 2. At the same time, small zigzags (discrete ‘jumps’) are visible on these curves both at the stage of insertion of the indenter and at the stage of unloading. The effect is more pronounced in sample 2.
In the literature, this effect is widely known and is characterized as a “serration” effect [
29,
30]. The appearance of the “serrated” effect in different materials is explained by the wave-like nature of the elastoplastic mass transfer in the region of maximum shear stresses under the application of a concentrated load and, in particular, during nanomicroindentation. It has been found on various materials that the tendency of the curves to oscillate (“jagged”) is most pronounced at light loads (<50 mN). As the maximum load increases, the indentation curves become smoother. This pattern is also observed on the AISI 316L samples studied in this work. Comparison of
Figure 8a,b clearly shows the difference in the shape of curves obtained at
Pmax = 20 mN and
Pmax = 400 mN.
Considering that, in our experiments, the duration of loading and unloading was the same for all loads (20 s), the indenter penetration rate (vin) increased by a factor of 20 with the transition from the minimum (20 mN) to the maximum load (400 mN). The factor responsible for the increase in the uniformity of the deformation process with increasing vin may be the limited ability of the material to relax the internal stresses that are accumulated during indentation. When a load is applied and removed, the sample feedback consists of a series of successive relaxation displacements, inelastic and elastoplastic transfers of atoms, which manifest themselves in the ‘load-depth’ curve in the form of oscillations (jumps). The faster the rate of application–removal of the load increases, the less time the material has to rearrange the local atomic structure—respectively, the greater the contribution of the translational motion of the indenter, which increases the uniformity of the process and reduces oscillations.
In addition, an increase in the maximum load is accompanied by an increase in the elastoplastic relaxation of the sample (see
Figure 8). Thus, at the indentation load
Pmax = 20 mN, the relaxation of undeformed (1) and deformed specimens (2) is 10% and 21%, respectively, whereas at
Pmax = 400 mN it increases to 18% and 25% for specimens (1) and (2), respectively. This effect is due to the creation at a high load of a more developed defect structure consisting of dislocation clusters, sessile dislocations, slip bands, and mutual intersections of intragranular and intergranular dislocations [
31,
32]. Such a structure has high elastoplastic properties, increasing the feedback of the sample when the load is removed. The results and conclusions of [
33] can serve as confirmation of the noted mechanisms. So, Peng et al. studied the microstructure and mechanical properties of AISI 316L steel produced by selective laser melting (SLMed 316L) and then modified by friction stir processing (FSP) technology. It was found that, as a result of such treatment, the microhardness, nanohardness, yield strength, and tensile strength increased markedly. Along with this, the grain size and the total dislocation density decreased, while the geometrically required dislocation density increased. It has been established that the main factors affecting the strength parameters of SLMed 316L are grain sizes and their orientation, density, and interaction of dislocations.
Thus, the performed studies have shown that the microstructural and strength parameters of AISI 316L steel subjected to low friction are sensitive to changes in the relative velocity of rubbing bodies, increasing with the latter. For different velocities (30 rpm and 300 rpm), a general pattern was revealed. First, the friction effect increases the strength and plasticity parameters compared to the initial undeformed sample, and second, their value tends to decrease with a distance from the friction surface to the values of the undeformed sample.
It is worthy of note that the thickness of a layer in which the intensive change of material properties occurs near frictional surfaces in metal-forming processes is also a few tens of microns [
34,
35], which shows the similarity between the two processes (dry friction and metal forming) at that level.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}