

Fatigue-Damage Initiation at Process Introduced Internal Defects in Electron-Beam-Melted Ti-6Al-4V



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Information
2.2. Defect Generation
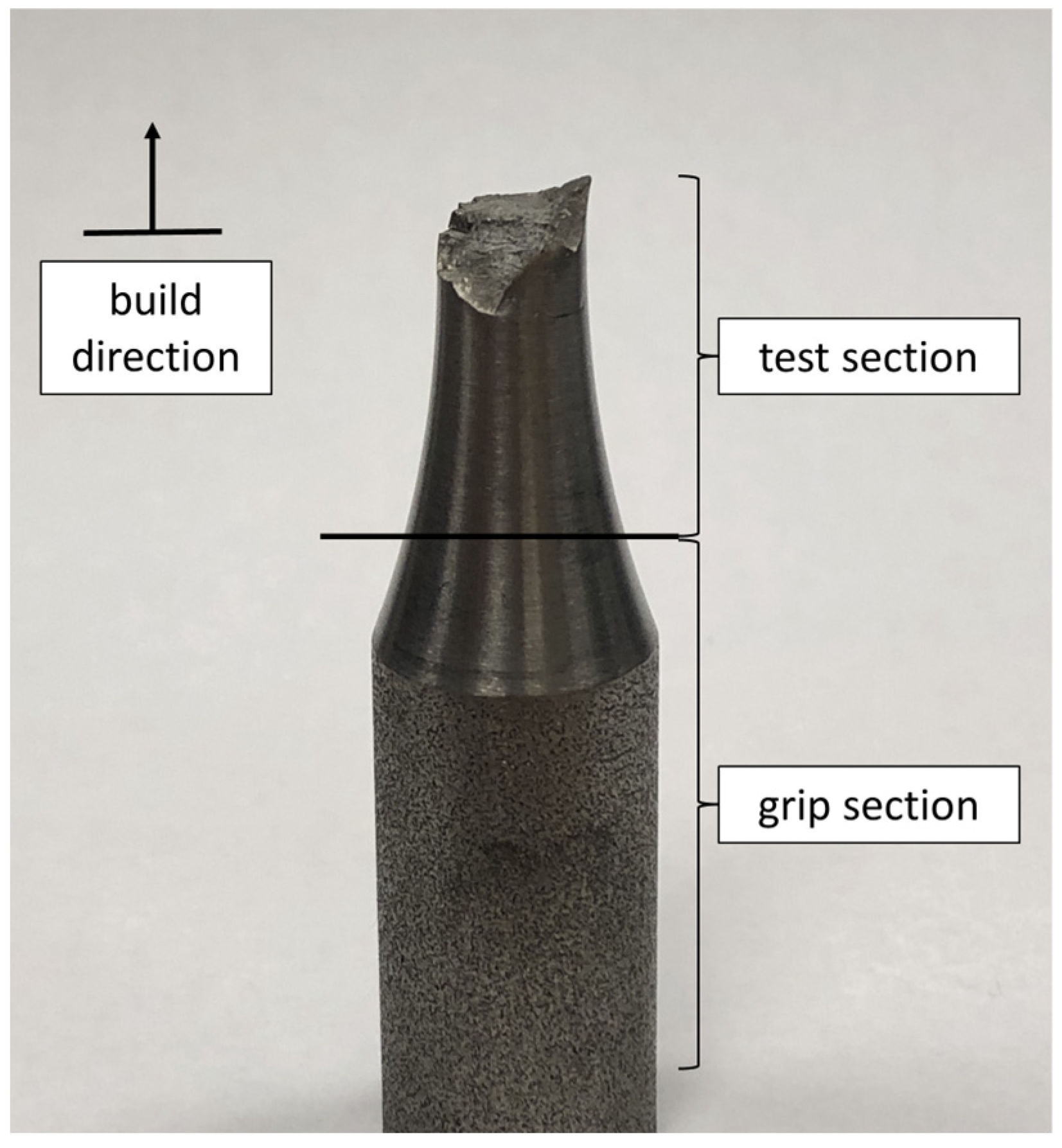
2.3. Fatigue Specimen Preparation
2.4. Mechanical Testing
2.5. Fracture and Microscopy
3. Results
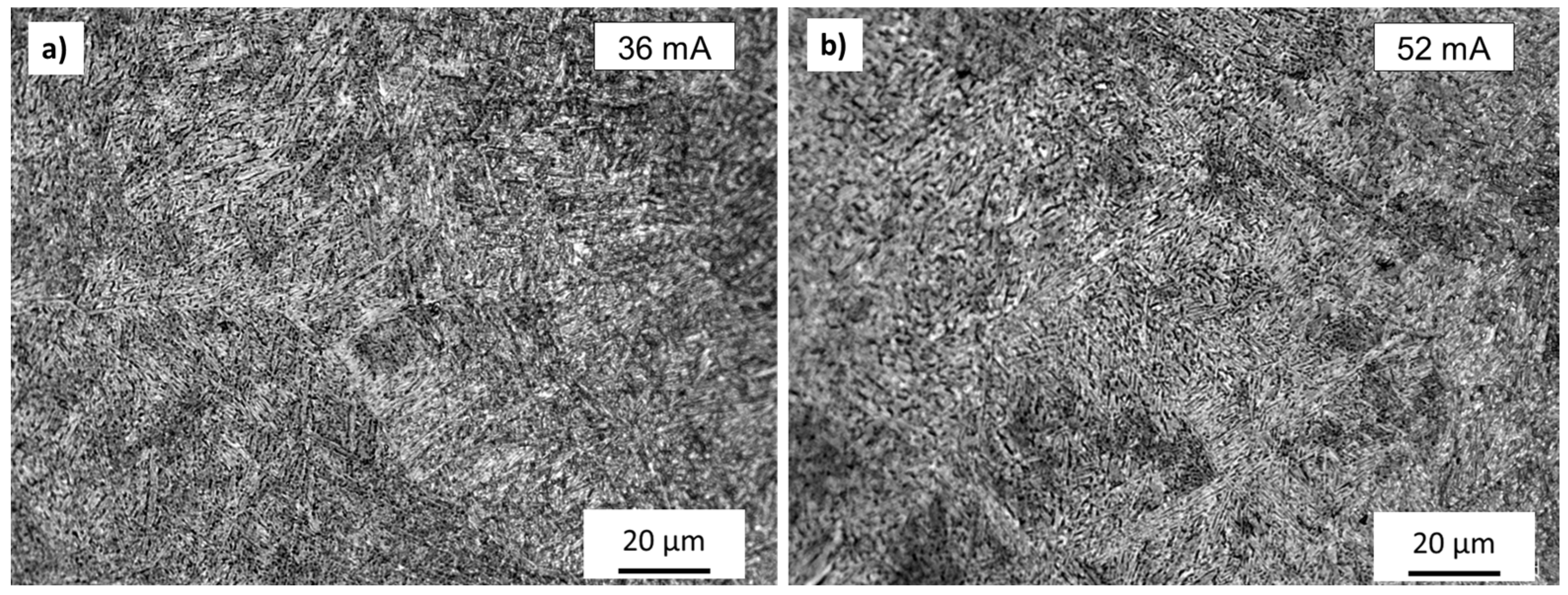
3.1. Micrographs, Microstructure, and Voids
3.2. Fatigue Testing Results
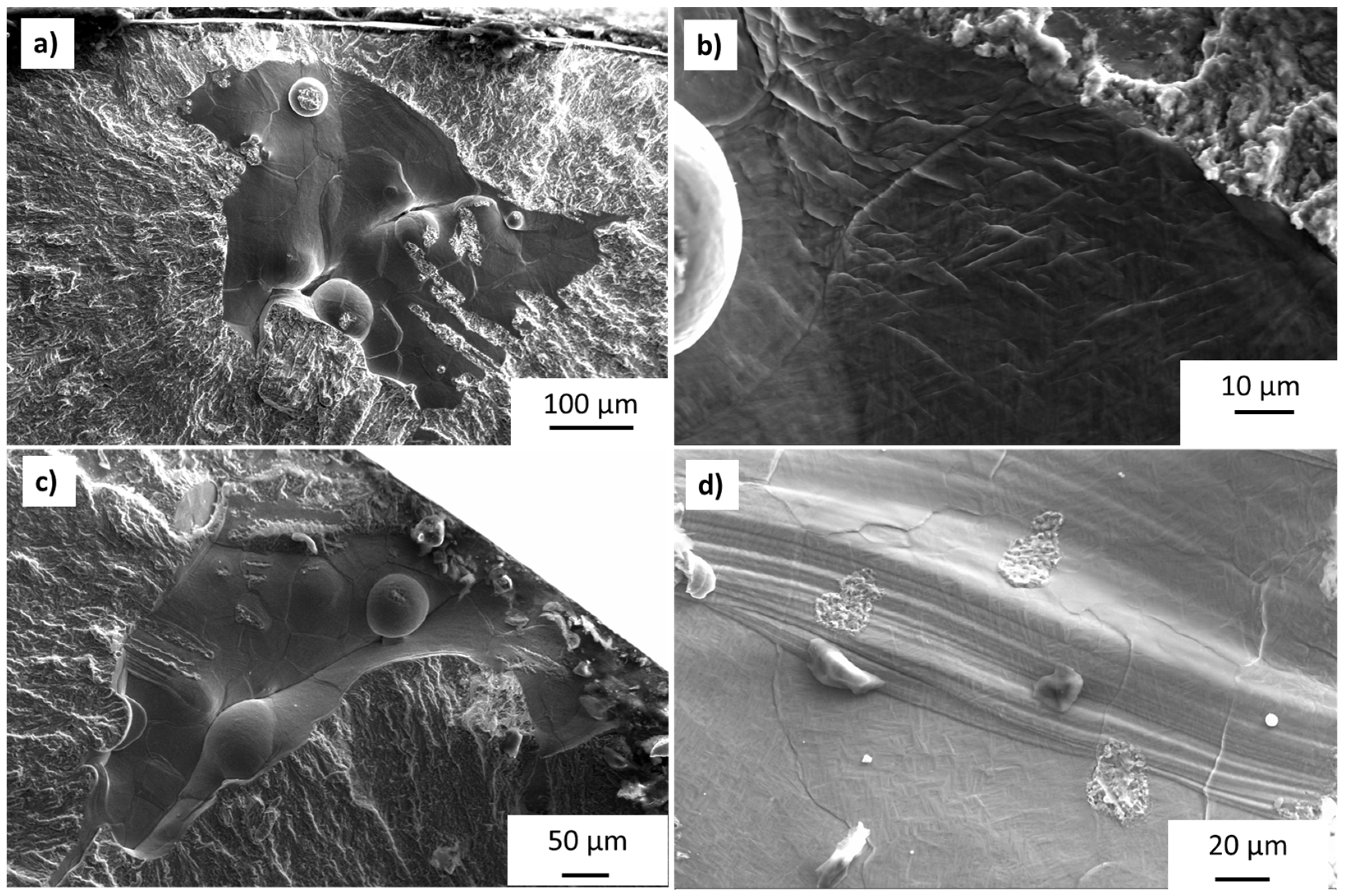
3.3. Fracture Surface Defect Classification
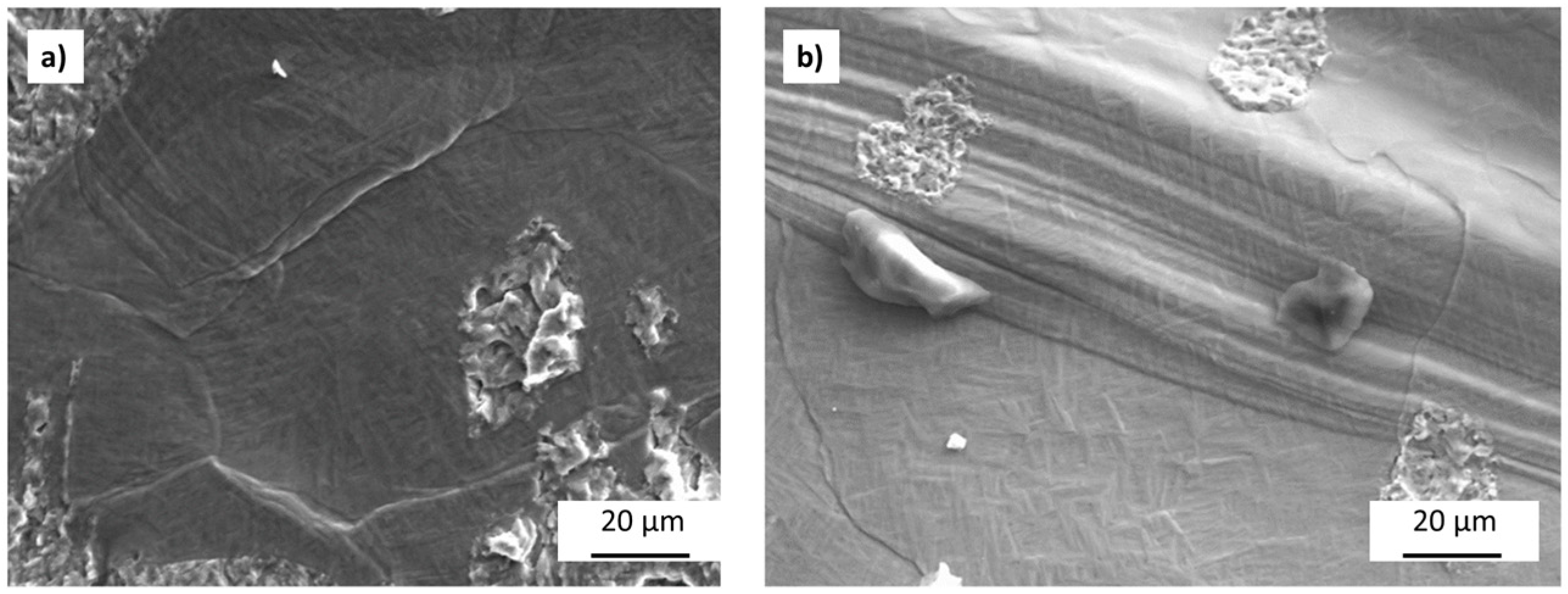
- Deep un-melted powder (Figure 6a): Defects due to the incomplete melt of powder and lack of fusion, where remnants of spherical powder are clearly observed.
- Smooth facets (Figure 6b,c): Smooth flaws that lack clear spherical powder remnants, appearing as outlines, potentially due to semi-fused powder or some microstructural feature, such as grain boundaries, are present. An additional texture of parallel lines running across the flaws is also observed on some facets (Figure 6c). Higher magnification of the surface texture on these flaws is shown in Figure 7.
- Gas pores (Figure 6d): Round flaw formed by gas release during the melt process.
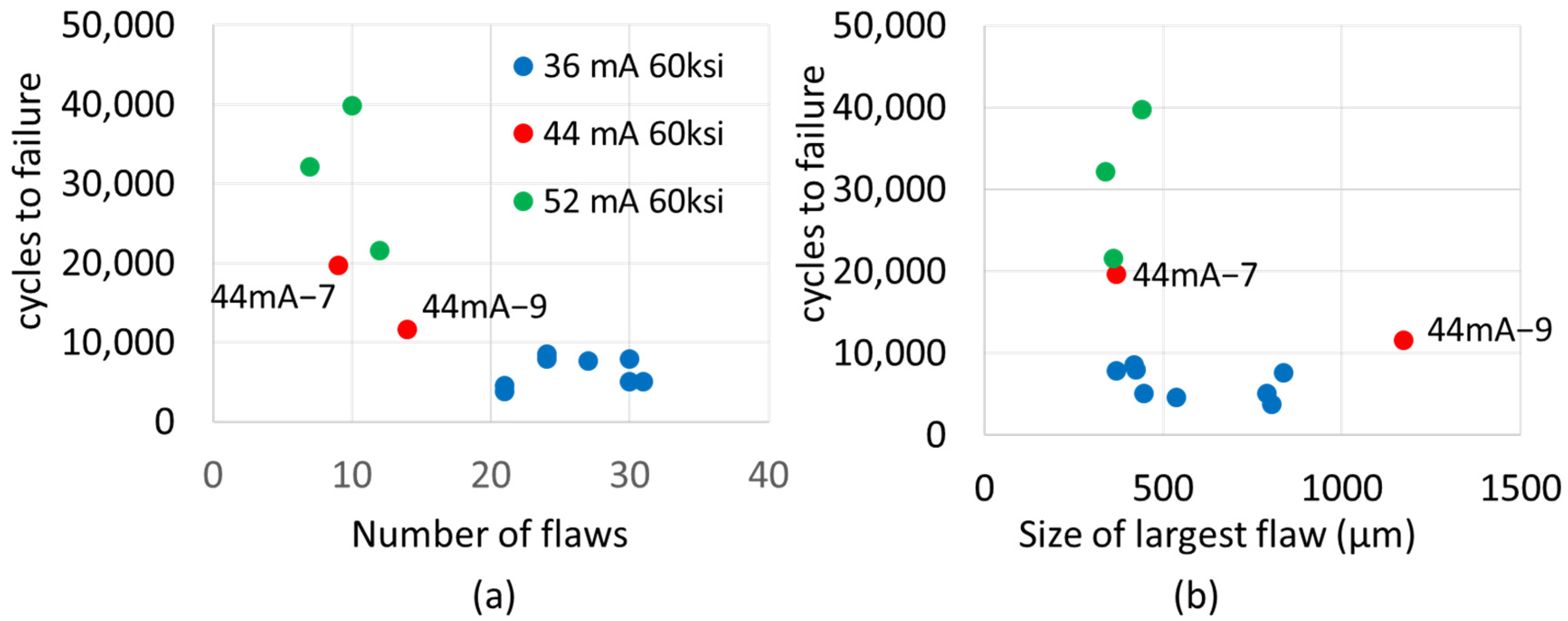
3.4. Fracture Surface Observations and Trends
4. Discussion
4.1. General Trends
4.2. Classification of Defects
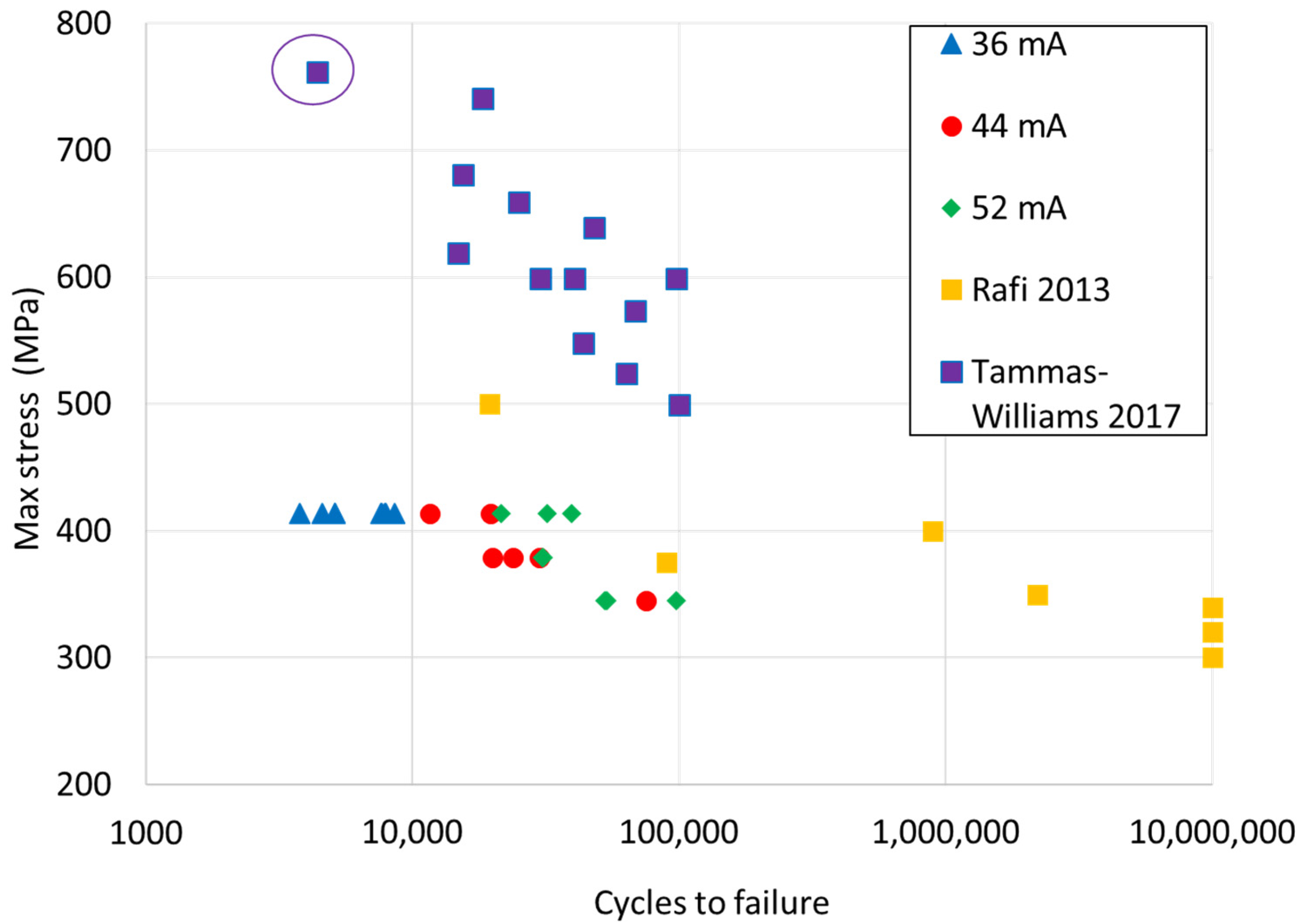
4.3. Comparison to Other Data
5. Conclusions
- Failure initiation sites consistently showed signs of smooth facets and/or lack of fusion. Lower FOs led to more smooth facet initiation sites. Damage initiating at these locations had a strong negative effect on the fatigue performance compared to other studies in which these defects were better controlled.
- The higher FOs showed increases in the number of voids and lack of fusion with un-melted powder, but a lower number of smooth facets were present on fracture surfaces, resulting in an increased fatigue life.
- The number of smooth/facet flaws were determined to be the primary factor in differentiating fatigue life performance. These smooth facets are more likely due to a lack of fusion between layers during the EBM process than cleavage fracture, but similar examples of this defect type have been attributed to both mechanisms in the literature, and care should be taken in classifying them in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ataee, A.; Li, Y.; Fraser, D.; Song, G.; Wen, C. Anisotropic Ti-6Al-4V gyroid scaffolds manufactured by electron beam melting (EBM) for bone implant applications. Mater. Des. 2018, 137, 345–354. [Google Scholar] [CrossRef]
- Nicoletto, G.; Konečná, R.; Frkáň, M.; Riva, E. Surface roughness and directional fatigue behavior of as-built EBM and DMLS Ti6Al4V. Int. J. Fatigue 2018, 116, 140–148. [Google Scholar] [CrossRef]
- Koptioug, A.; Rännar, L.E.; Bäckström, M.; Shen, Z.J. New metallurgy of additive manufacturing in metal: Experiences from the material and process development with electron beam melting technology (EBM). In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2017. [Google Scholar]
- Sidambe, A.T. Three dimensional surface topography characterization of the electron beam melted Ti6Al4V. Met. Powder Rep. 2017, 72, 200–205. [Google Scholar] [CrossRef]
- Liu, Y.J.; Li, S.J.; Wang, H.L.; Hou, W.T.; Hao, Y.L.; Yang, R.; Sercombe, T.B.; Zhang, L.C. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef]
- Snyder, J.C.; Stimpson, C.K.; Thole, K.A.; Mongillo, D.J. Build Direction Effects on Microchannel Tolerance and Surface Roughness. J. Mech. Des. Trans. ASME 2015, 137, 111411. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Sercombe, T.B.; Wang, S.; Hao, Y.; Yang, R.; Murr, L.E. Comparison of the microstructures and mechanical properties of Ti-6Al-4V fabricated by selective laser melting and electron beam melting. Mater. Des. 2016, 95, 21–31. [Google Scholar] [CrossRef]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review; Wiley-VCH Verlag: Hoboken, NJ, USA, 2018; Volume 20. [Google Scholar] [CrossRef]
- GE Additive. Inside Electron Beam Melting. White paper. 2019. Available online: https://go.additive.ge.com/rs/706-JIU-273/images/GE%20Additive_EBM_White%20paper_v3.pdf.
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Seifi, M.; Salem, A.; Satko, D.; Shaffer, J.; Lewandowski, J.J. Defect distribution and microstructure heterogeneity effects on fracture resistance and fatigue behavior of EBM Ti–6Al–4V. Int. J. Fatigue 2017, 94, 263–287. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P.B. XCT analysis of the influence of melt strategies on defect population in Ti-6Al-4V components manufactured by Selective Electron Beam Melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, H.K.; Rafi, K.; Starr, T.; Stucker, B. The Effects of Processing Parameters on Defect Regularity in Ti-6Al-4V Parts Fabricated By Selective Laser Melting and Electron Beam Melting. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater. Sci. 2021, 117, 100724. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The Influence of Porosity on Fatigue Crack Initiation in Additively Manufactured Titanium Components. Sci. Rep. 2017, 7, 7308. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Hrabe, N.; Gnäupel-Herold, T.; Quinn, T. Fatigue properties of a titanium alloy (Ti–6Al–4V) fabricated via electron beam melting (EBM): Effects of internal defects and residual stress. Int. J. Fatigue 2017, 94, 202–210. [Google Scholar] [CrossRef]
- Chern, A.H.; Nandwana, P.; Yuan, T.; Kirka, M.M.; Dehoff, R.R.; Liaw, P.K.; Duty, C.E. A review on the fatigue behavior of Ti-6Al-4V fabricated by electron beam melting additive manufacturing. Int. J. Fatigue 2019, 119, 173–184. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure Evolution, Tensile Properties, and Fatigue Damage Mechanisms in Ti-6Al-4V Alloys Fabricated by Two Additive Manufacturing Techniques. Procedia Eng. 2015, 114, 658–666. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Günther, J.; Krewerth, D.; Lippmann, T.; Leuders, S.; Tröster, T.; Weidner, A.; Biermann, H.; Niendorf, T. Fatigue life of additively manufactured Ti–6Al–4V in the very high cycle fatigue regime. Int. J. Fatigue 2017, 94, 236–245. [Google Scholar] [CrossRef]
- Hrabe, N.; Quinn, T. Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti-6Al-4V) fabricated using electron beam melting (EBM), part 1: Distance from build plate and part size. Mater. Sci. Eng. A 2013, 573, 264–270. [Google Scholar] [CrossRef]
- Hrabe, N.; Quinn, T. Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti-6Al-4V) fabricated using electron beam melting (EBM), Part 2: Energy input, orientation, and location. Mater. Sci. Eng. A 2013, 573, 271–277. [Google Scholar] [CrossRef]
- Sidambe, A.T.; Todd, I.; Hatton, P.V. Effects of build orientation induced surface modifications on the in vitro biocompatibility of electron beam melted Ti6Al4V. Powder Metall. 2016, 59, 57–65. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Singer, R.F.; Körner, C. In situ flaw detection by IR-imaging during electron beam melting. Rapid Prototyp. J. 2012, 18, 259–263. [Google Scholar] [CrossRef]
- Biamino, S.; Penna, A.; Ackelid, U.; Sabbadini, S.; Tassa, O.; Fino, P.; Pavese, M.; Gennaro, P.; Badini, C. Electron beam melting of Ti-48Al-2Cr-2Nb alloy: Microstructure and mechanical properties investigation. Intermetallics 2011, 19, 776–781. [Google Scholar] [CrossRef]
- Lee, H.J.; Kim, H.K.; Hong, H.U.; Lee, B.S. Influence of the focus offset on the defects, microstructure, and mechanical properties of an Inconel 718 superalloy fabricated by electron beam additive manufacturing. J. Alloys Compd. 2019, 781, 842–856. [Google Scholar] [CrossRef]
- Galati, M.; Snis, A.; Iuliano, L. Experimental validation of a numerical thermal model of the EBM process for Ti6Al4V. Comput. Math. Appl. 2019, 78, 2417–2427. [Google Scholar] [CrossRef]
- Gammon, L.M.; Briggs, R.D.; Packard, J.M.; Batson, K.W.; Boyer, R.; Domby, C.W. Metallography and Microstructures of Titanium and Its Alloys. ASM Handb. 2004, 9, 899–917. [Google Scholar] [CrossRef]
- Li, Y.; Song, L.; Xie, P.; Cheng, M.; Xiao, H. Enhancing hardness and wear performance of laser additive manufactured Ti6Al4V alloy through achieving ultrafine microstructure. Materials 2020, 13, 1210. [Google Scholar] [CrossRef]
- Romano, S.; Abel, A.; Gumpinger, J.; Brandão, A.D.; Beretta, S. Quality control of AlSi10Mg produced by SLM: Metallography versus CT scans for critical defect size assessment. Addit. Manuf. 2019, 28, 394–405. [Google Scholar] [CrossRef]
- Sandell, V.; Hansson, T.; Roychowdhury, S.; Månsson, T.; Delin, M.; Åkerfeldt, P.; Antti, M.L. Defects in electron beam melted Ti-6Al-4V: Fatigue life prediction using experimental data and extreme value statistics. Materials 2021, 14, 640. [Google Scholar] [CrossRef]
- Nalla, R.K.; Boyce, B.L.; Campbell, J.P.; Peters, J.O.; Ritchie, R.O. Influence of Microstructure on High-Cycle Fatigue of Ti-6Al-4V: Bimodal vs. Lamellar Structures. Metall. Mater. Trans. A 2002, 33, 899–918. [Google Scholar] [CrossRef]
- Edwards, P.; O’conner, A.; Ramulu, M. Electron beam additive manufacturing of titanium components: Properties and performance. J. Manuf. Sci. Eng. 2013, 135, 061016. [Google Scholar] [CrossRef]
- Antonysamy, A.A. Microstructure, Texture and Mechanical Property Evolution during Additive Manufacturing of Ti6Al4V Alloy for Aerospace Applications; The University of Manchester: Manchester, UK, 2012. [Google Scholar]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The effect of manufacturing defects on the fatigue behaviour of Ti-6Al-4V specimens fabricated using selective laser melting. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; pp. 1519–1524. [Google Scholar]
- Amsterdam, E.; Kool, G. High cycle fatigue of laser beam deposited Ti-6Al-4V and Inconel 718. In ICAF 2009, Bridging the Gap between Theory and Operational Practice; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1261–1274. [Google Scholar]
- Murakami, Y. Material defects as the basis of fatigue design. Int. J. Fatigue 2012, 41, 2–10. [Google Scholar] [CrossRef]
- Xu, Z.; Wen, W.; Zhai, T. Effects of pore position in depth on stress/strain concentration and fatigue crack initiation. Metall. Mater. Trans. A 2012, 43, 2763–2770. [Google Scholar] [CrossRef]
- Li, P.; Lee, P.; Maijer, D.; Lindley, T. Quantification of the interaction within defect populations on fatigue behavior in an aluminum alloy. Acta Mater. 2009, 57, 3539–3548. [Google Scholar] [CrossRef]
- Chisena, R.S.; Engstrom, S.M.; Shih, A.J. Computed tomography evaluation of the porosity and fiber orientation in a short carbon fiber material extrusion filament and part. Addit. Manuf. 2020, 34, 101189. [Google Scholar] [CrossRef]
- Dowling, N. Mechanical Behavior of Materials, 4th ed.; Pearson: London, UK, 2013. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Focus Offset | Total Microvoids | Gas Pore Voids | Lack of Fusion Voids |
|---|---|---|---|
| 36 mA | 69.8 (SD: 45.8) | 52.3 (SD: 34.3) | 17.4 (SD: 21.2) |
| 44 mA | 111.9 (SD: 28.8) | 79.0 (SD: 30.4) | 32.8 (SD: 9.8) |
| 52 mA | 102.9 (SD: 40.2) | 57.8 (SD: 42.4) | 45.2 (SD: 19.8) |
| Maximum Stress Level | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| FO (mA) | 344.7 MPa | 379.2 MPa | 413.7 MPa | ||||||
| Avg | SD | # | Avg | SD | # | Avg | SD | # | |
| 36 | -- | -- | -- | -- | -- | -- | 6484 | 1800 | 9 |
| 44 | 75,451 | 23,049 | 1 | 24,628 | 5080 | 3 | 15,660 | 5681 | 2 |
| 52 | 68,141 | 25,816 | 3 | 30,994 | 186 | 2 | 31,181 | 9134 | 3 |
| FO | Average Largest Flaw Size (μm) | Average Number of Flaws on Surface |
|---|---|---|
| 36 mA | 577 (SD: 198) | 26.0 (SD: 4.1) |
| 44 mA | 578 (SD: 322) | 10.8 (SD: 2.1) |
| 52 mA | 537 (SD: 302) | 10.9 (SD: 3.4) |
| FO Group | Deep Un-Melted Powder | Smooth Facets without Line Texture | Smooth Facets with Line Texture | Gas Pore |
|---|---|---|---|---|
| 36 mA | 25% | 100% | 75% | 37% |
| 44 mA | 17% | 100% | 33% | 17% |
| 52 mA | 25% | 100% | 43% | 37% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fleishel, R.; Ferrell, W.; TerMaath, S. Fatigue-Damage Initiation at Process Introduced Internal Defects in Electron-Beam-Melted Ti-6Al-4V. Metals 2023, 13, 350. https://doi.org/10.3390/met13020350
Fleishel R, Ferrell W, TerMaath S. Fatigue-Damage Initiation at Process Introduced Internal Defects in Electron-Beam-Melted Ti-6Al-4V. Metals. 2023; 13(2):350. https://doi.org/10.3390/met13020350
Chicago/Turabian StyleFleishel, Robert, William Ferrell, and Stephanie TerMaath. 2023. "Fatigue-Damage Initiation at Process Introduced Internal Defects in Electron-Beam-Melted Ti-6Al-4V" Metals 13, no. 2: 350. https://doi.org/10.3390/met13020350
APA StyleFleishel, R., Ferrell, W., & TerMaath, S. (2023). Fatigue-Damage Initiation at Process Introduced Internal Defects in Electron-Beam-Melted Ti-6Al-4V. Metals, 13(2), 350. https://doi.org/10.3390/met13020350