
Joining of Aluminum Alloy AA7075 and Titanium Alloy Ti-6Al-4V through a Friction Stir Welding-Based Process

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Experimental Results and Discussion
3.1. Tensile Results
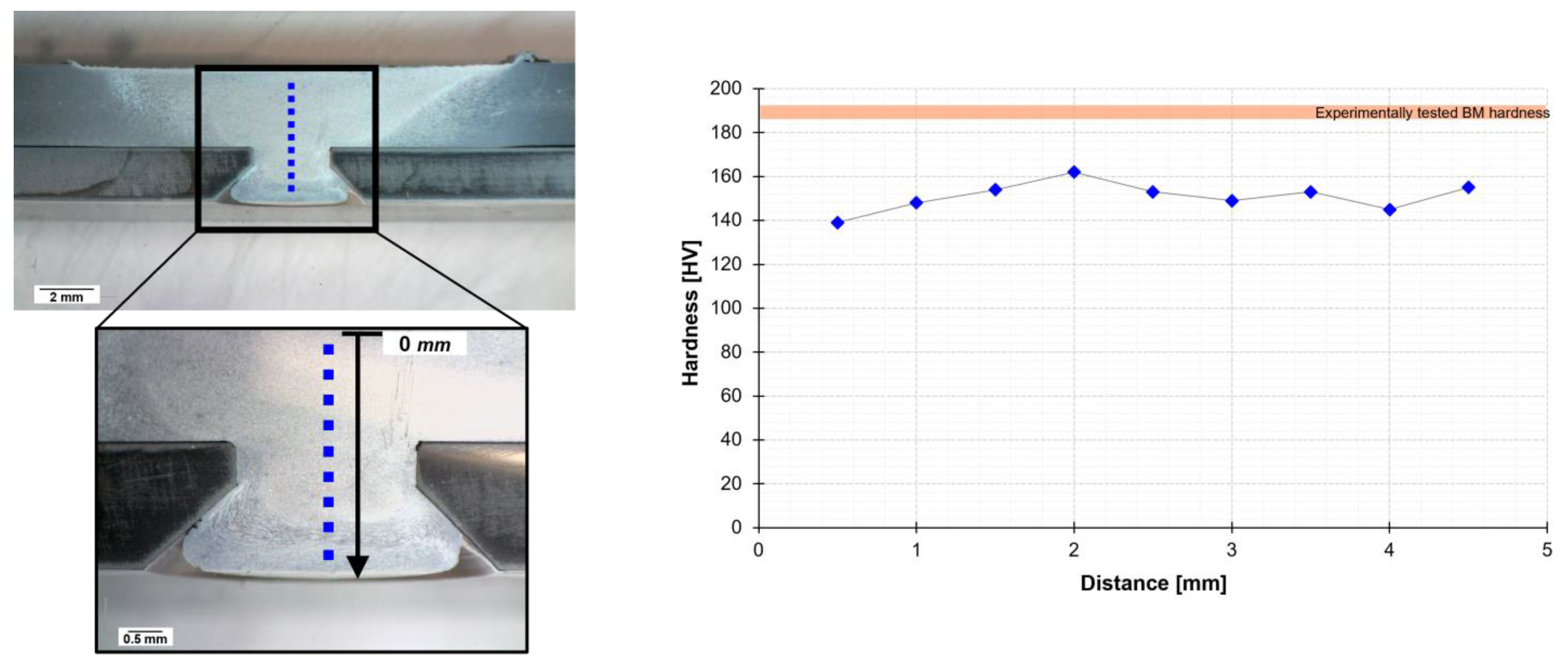
3.2. Microhardness Tests
3.3. Statistical Analysis of the Effects of the Process Parameters on the Tensile Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Correia, A.N.; Braga, D.F.O.; Moreira, P.M.; Infante, V. Review on dissimilar structures joints failure. Eng. Fail. Anal. 2021, 129, 105652. [Google Scholar] [CrossRef]
- Batistão, B.F.; Bergmann, L.A.; Gargarella, P.; de Alcântara, N.G.; dos Santos, J.F.; Klusemann, B. Characterization of dissimilar friction stir welded lap joints of AA5083 and GL D36 steel. J. Mater. Res. Technol. 2020, 9, 15132–15142. [Google Scholar] [CrossRef]
- A, S.S.; Kumar, A.; Mugada, K.K. Investigation of material flow, microstructure evolution, and texture development in dissimilar friction stir welding of Al6061 to Ti6Al4V. Mater. Today Commun. 2022, 33. [Google Scholar] [CrossRef]
- Jandaghi, M.R.; Pouraliakbar, H.; Hong, S.I.; Pavese, M. Grain boundary transition associated intergranular failure analysis at TMAZ/SZ interface of dissimilar AA7475-AA2198 joints by friction stir welding. Mater. Lett. 2020, 280, 128557. [Google Scholar] [CrossRef]
- Jandaghi, M.; Pouraliakbar, H.; Saboori, A.; Hong, S.; Pavese, M. Comparative Insight into the Interfacial Phase Evolutions during Solution Treatment of Dissimilar Friction Stir Welded AA2198-AA7475 and AA2198-AA6013 Aluminum Sheets. Materials 2021, 14, 1290. [Google Scholar] [CrossRef] [PubMed]
- Amancio-Filho, S.T.; Dos Santos, J.F. Joining of polymers and polymer-metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 2009, 49, 1461–1476. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Yin, Y.; Ji, X.; Shen, X.; Zhang, Z.; Zhou, J. Investigation of the microstructure, mechanical properties and fracture mechanisms of dissimilar friction stir welded aluminium/titanium joints. J. Mater. Res. Technol. 2021, 11, 507–518. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Jiang, Z.; Guo, F.; Zhou, L.; Song, X. Microstructure and mechanical properties of friction stir lap AA6061-Ti6Al4V welds. J. Mater. Process. Technol. 2019, 270, 274–284. [Google Scholar] [CrossRef]
- Evans, W.T.; Gibson, B.T.; Reynolds, J.T.; Strauss, A.M.; Cook, G.E. Friction Stir Extrusion: A new process for joining dissimilar materials. Manuf. Lett. 2015, 5, 25–28. [Google Scholar] [CrossRef]
- Evans, W.T.; Cook, G.E.; Strauss, A.M. Joining Aerospace Aluminum 2024-T4 to Titanium by Friction Stir Extrusion. Friction Stir Welding and Processing IX; Springer: Berlin/Heidelberg, Germany, 2017; pp. 79–89. [Google Scholar] [CrossRef]
- Gagliardi, F.; Ambrogio, G.; Conte, R.; Bambach, M. Extruded joining elements manufactured by friction stir forming: An investigation of the process parameters. Int. J. Adv. Manuf. Technol. 2020, 106, 5559–5570. [Google Scholar] [CrossRef]
- Saju, T.P.; Narayanan, R.G. Dieless friction stir extrusion joining of aluminum alloy sheets with a pinless stir tool by controlling tool plunge depth. J. Mater. Process. Technol. 2020, 276. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Ren, X.; Nyhus, B.; Eriksson, M.; Gulbrandsen-Dahl, S. A Review on Laser-Assisted Joining of Aluminium Alloys to Other Metals. Metals 2021, 11, 1680. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook: Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 1993. [Google Scholar]
- MatWeb. Titanium Ti-6Al-4V (Grade 5). [cited 2021 Sep. 6]. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=b350a789eda946c6b86a3e4d3c577b39 (accessed on 6 September 2021).
- Mehta, K.P.; Badheka, V.J. A Review on Dissimilar Friction Stir Welding of Copper to Aluminum - Process, Properties, and Variants. Mater. Manuf. Process. 2016, 31, 233–254. [Google Scholar]
- Rossi, S.; Russo, F.; Lemmi, A.M.; Benedetti, M.; Fontanari, V. Fatigue Corrosion Behavior of Friction Welded Dissimilar Joints in Different Testing Conditions. Metals 2020, 10, 1018. [Google Scholar] [CrossRef]
- Infante, V.; Braga, D.; Duarte, F.; Moreira, P.; de Freitas, M.; de Castro, P. Study of the fatigue behaviour of dissimilar aluminium joints produced by friction stir welding. Int. J. Fatigue 2016, 82, 310–316. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density [kg/m3] | Ultimate Tensile Strength [MPa] | Elongation at Break [%] | Hardness [17] | Thermal Conductivity [W/(m·K)] | Melting Temperature [°C] |
|---|---|---|---|---|---|---|
| AA 7075 | 2800 | 572 | 11 | 193.8 ± 1.3 * | 170 | 477–635 |
| Ti-6Al-4V | 4430 | 1170 | 10 | 396 | 6.7 | 1604–1660 |
| Joint | Variable Parameters | ||
|---|---|---|---|
| ω [RPM] | HD [18] | JS [cm/min] | |
| E1 | 800 | 3 | 6 |
| E2 | 4 | 7 | |
| E3 | 1000 | 3 | 7 |
| E4 | 4 | 6 | |
| Constant Parameters | |||
| Tilt Angle [°] | 1.5 | ||
| FSW Process Control | Position | ||
| Rotation Direction | CW | ||
| Plunge Speed [mm/s] | 0.1 | ||
| Dwell Time [s] | 10 | ||
| Welding Position [18] | 2.1 | ||
| Probe Length [18] | 2.8 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dias, F.; Cipriano, G.; Correia, A.N.; Braga, D.F.O.; Moreira, P.; Infante, V. Joining of Aluminum Alloy AA7075 and Titanium Alloy Ti-6Al-4V through a Friction Stir Welding-Based Process. Metals 2023, 13, 249. https://doi.org/10.3390/met13020249
Dias F, Cipriano G, Correia AN, Braga DFO, Moreira P, Infante V. Joining of Aluminum Alloy AA7075 and Titanium Alloy Ti-6Al-4V through a Friction Stir Welding-Based Process. Metals. 2023; 13(2):249. https://doi.org/10.3390/met13020249
Chicago/Turabian StyleDias, Francisco, Gonçalo Cipriano, Arménio N. Correia, Daniel F. O. Braga, Pedro Moreira, and Virgínia Infante. 2023. "Joining of Aluminum Alloy AA7075 and Titanium Alloy Ti-6Al-4V through a Friction Stir Welding-Based Process" Metals 13, no. 2: 249. https://doi.org/10.3390/met13020249
APA StyleDias, F., Cipriano, G., Correia, A. N., Braga, D. F. O., Moreira, P., & Infante, V. (2023). Joining of Aluminum Alloy AA7075 and Titanium Alloy Ti-6Al-4V through a Friction Stir Welding-Based Process. Metals, 13(2), 249. https://doi.org/10.3390/met13020249