
Effects of Nickel Plating on Interference Fit between Medium Carbon Steel and Copper–Zinc Alloy Parts


Abstract
:1. Introduction
- The increase in load capacity and CoF value of steel–brass interference fits by up to 20% with the application of nickel plating;
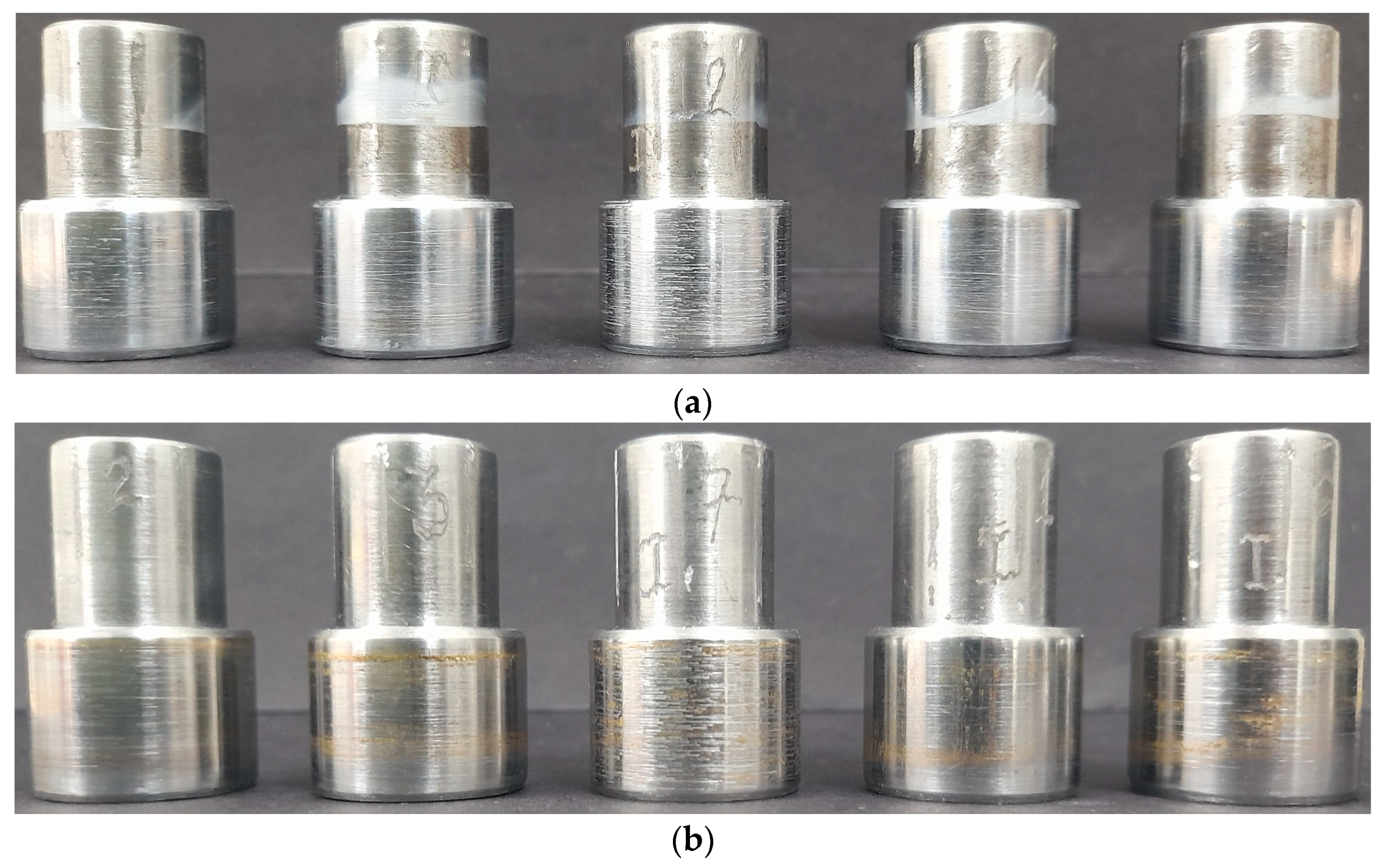
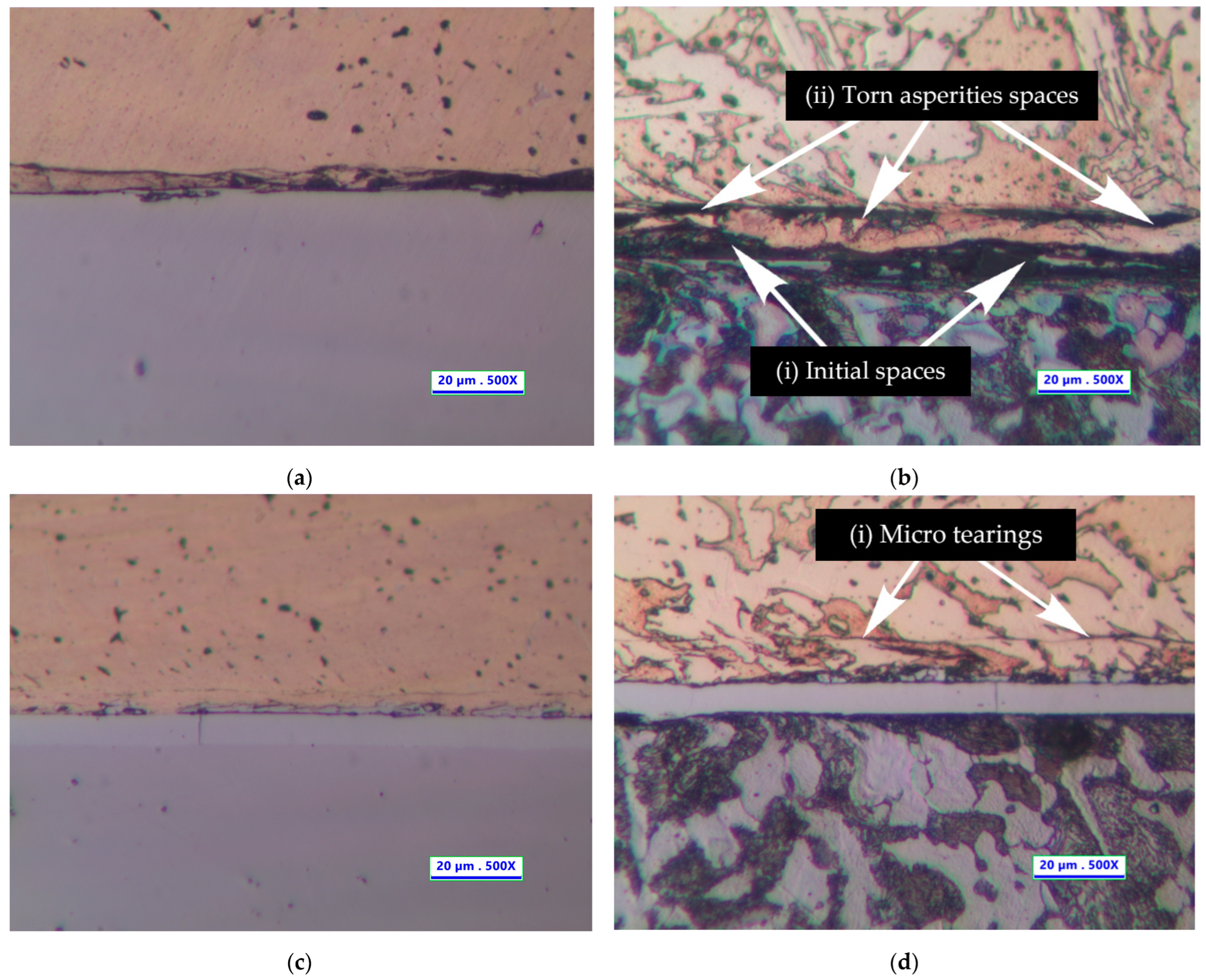
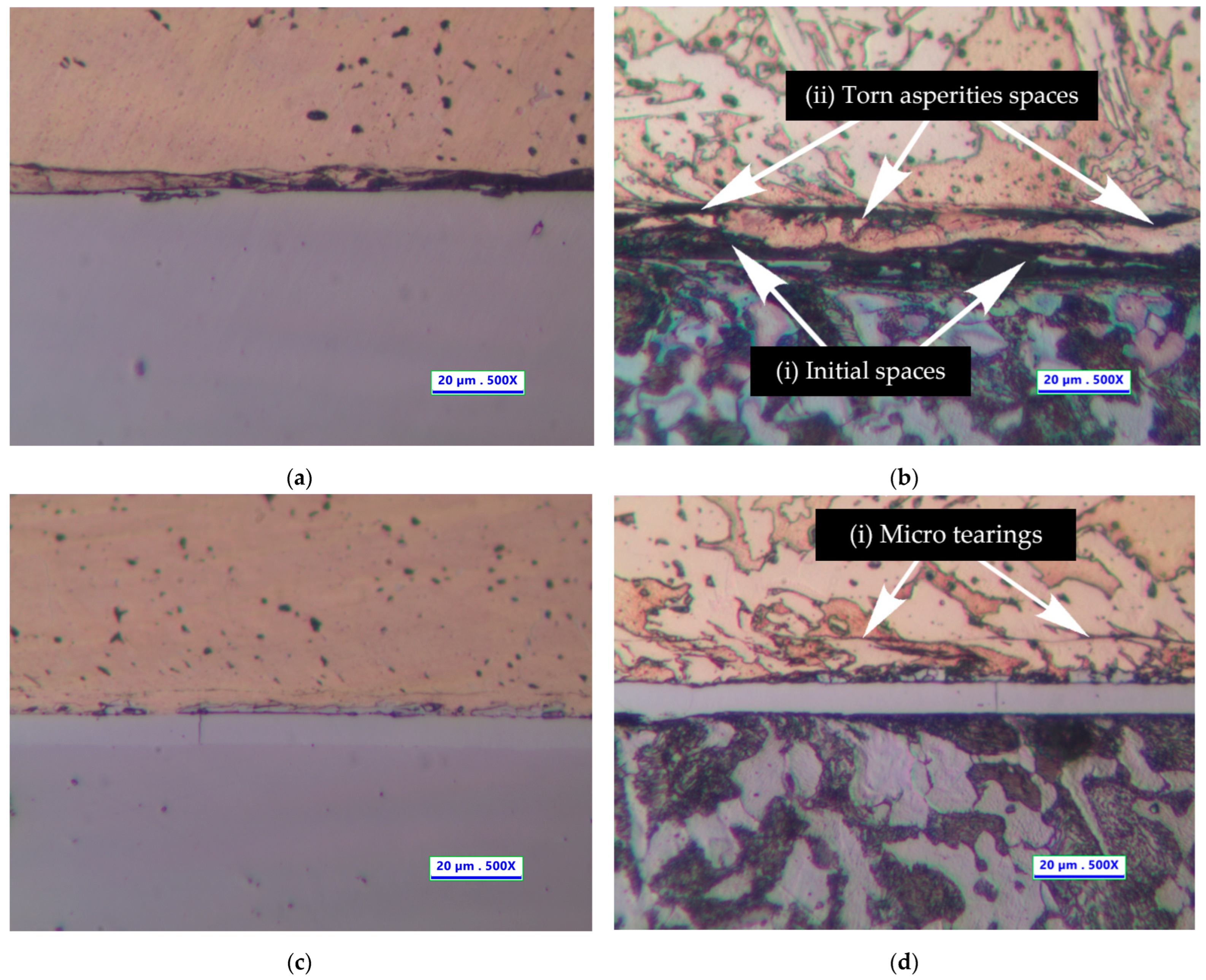
- The differences in surface characteristics between non-plated and plated specimens, especially the identification of the physical adhesions phenomenon;
- The microscopic observations at the contact interface.
2. Materials and Methods
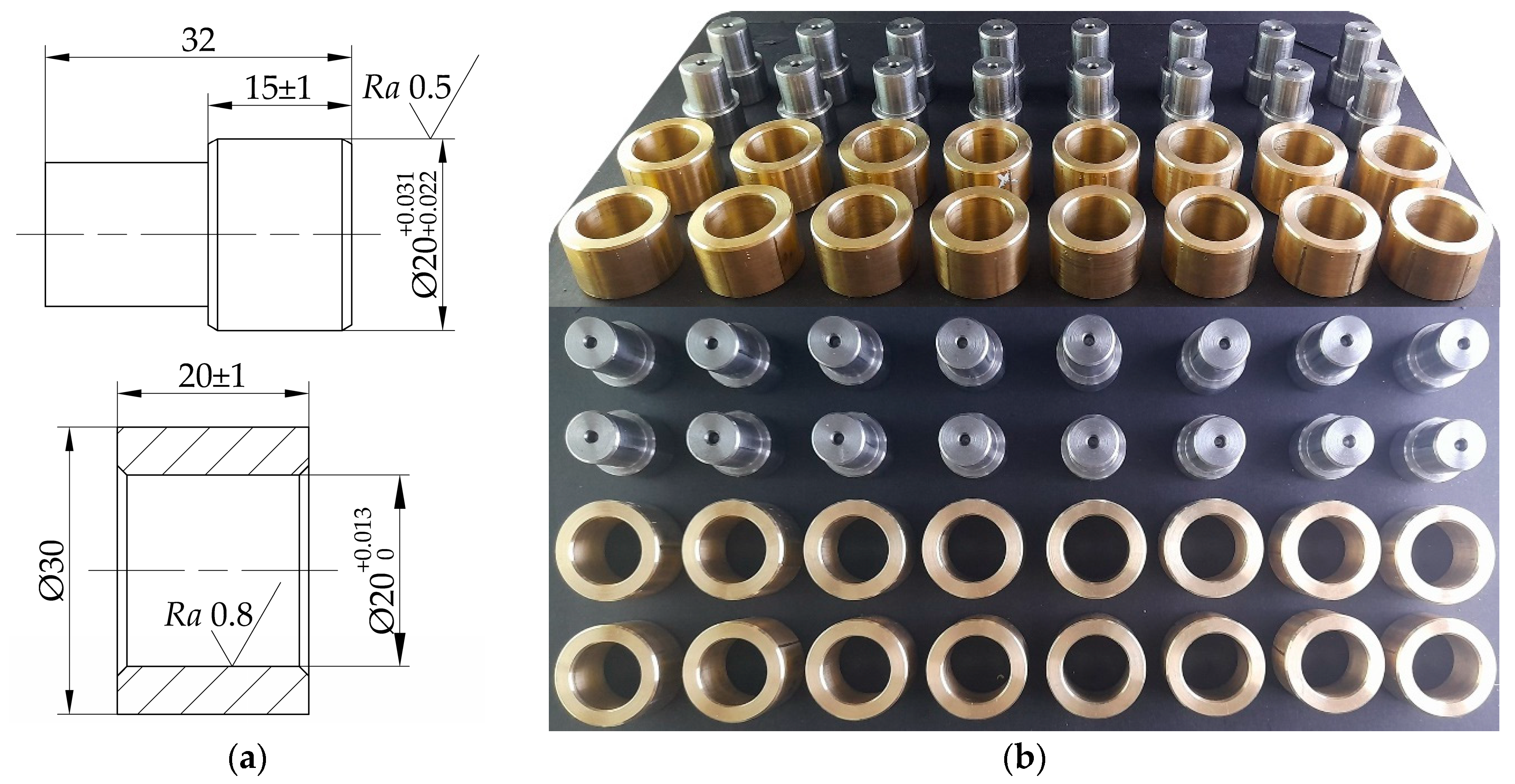
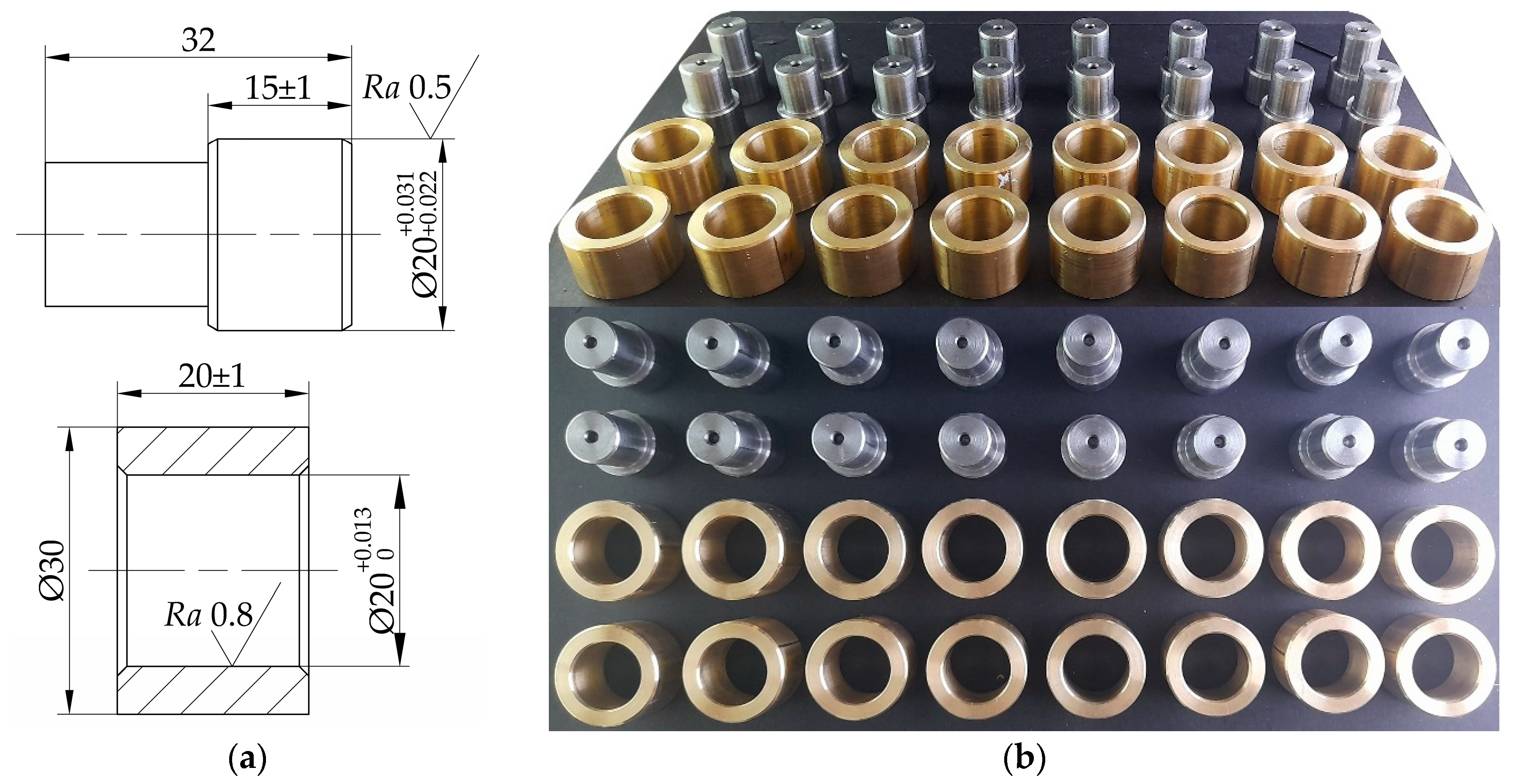
2.1. Coupling Parameters and Materials
- C45 Steel: νs = 0.3; Es = 210 GPa; σys = 360 MPa.
- C2680 Brass: νh = 0.34; Eh = 112 GPa; σyh = 240 MPa.
2.2. Nickel Plating Application
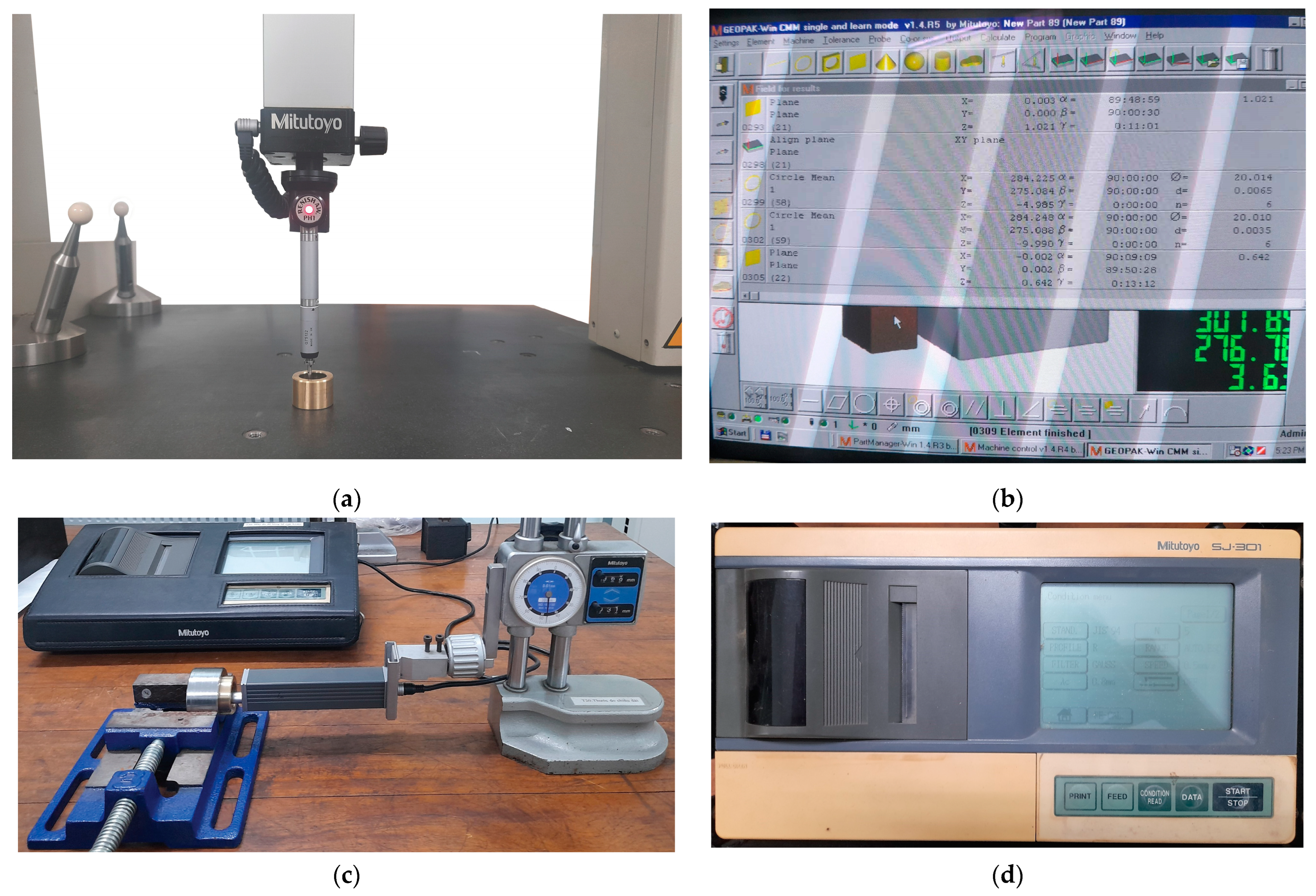
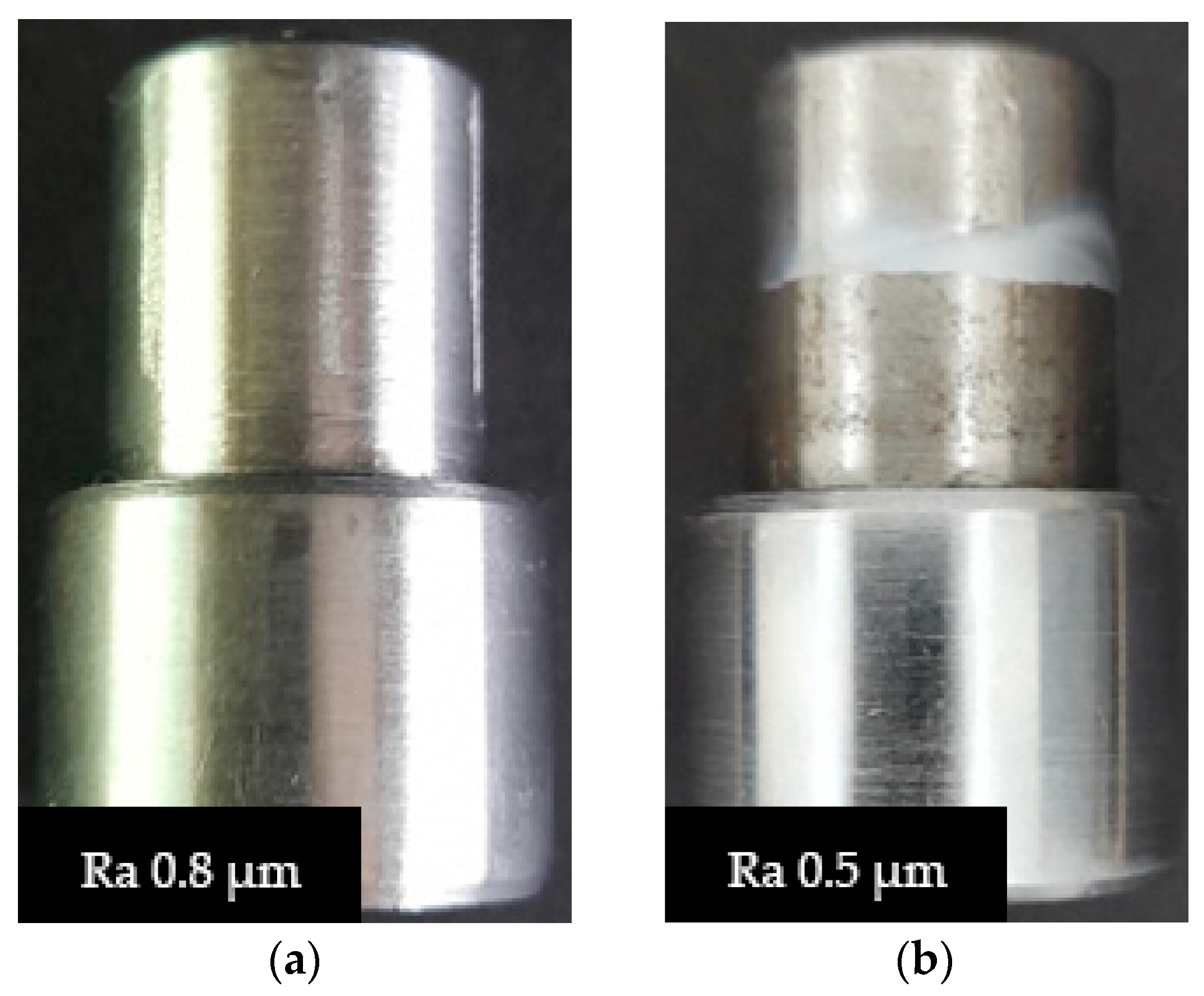
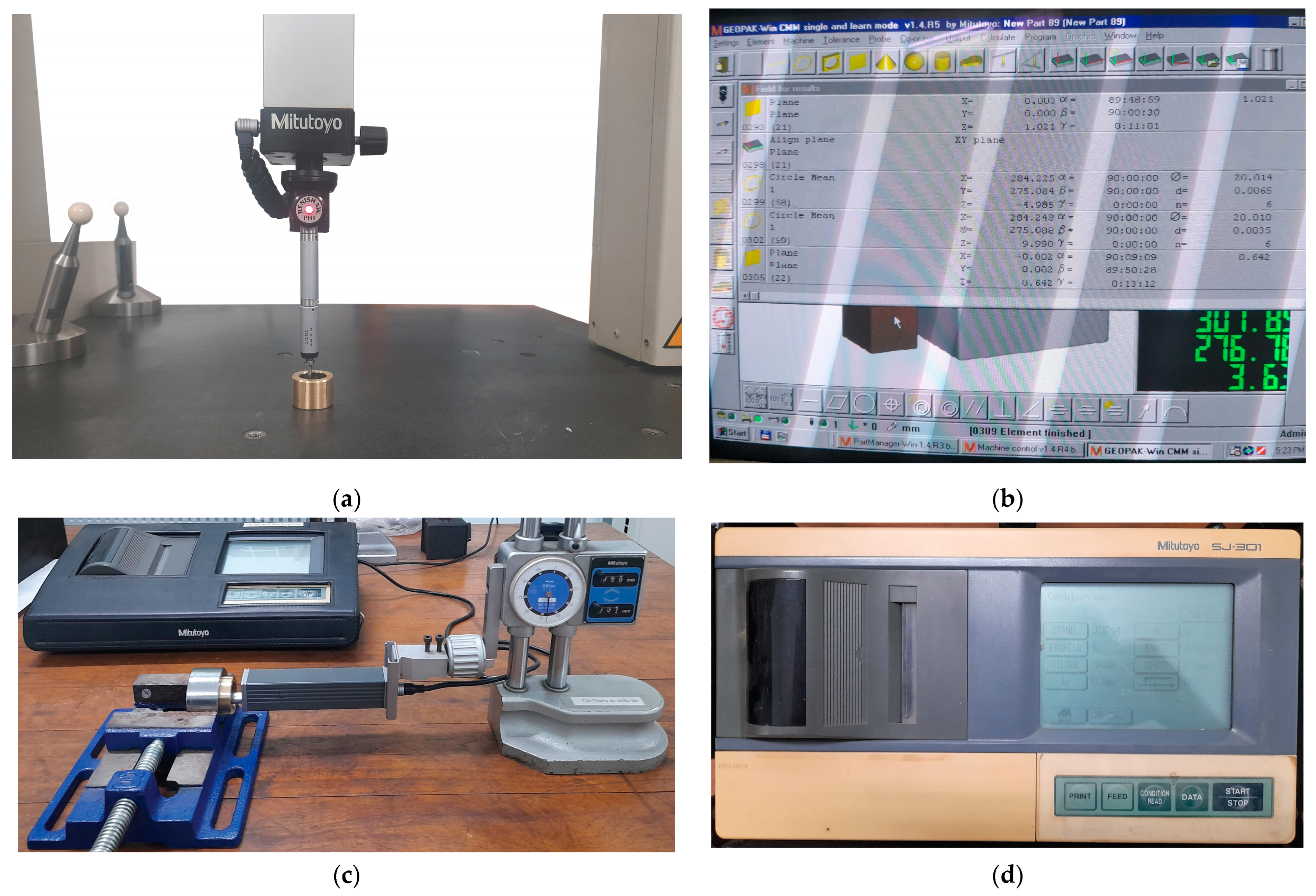
2.3. Dimensional Aspects Measurement
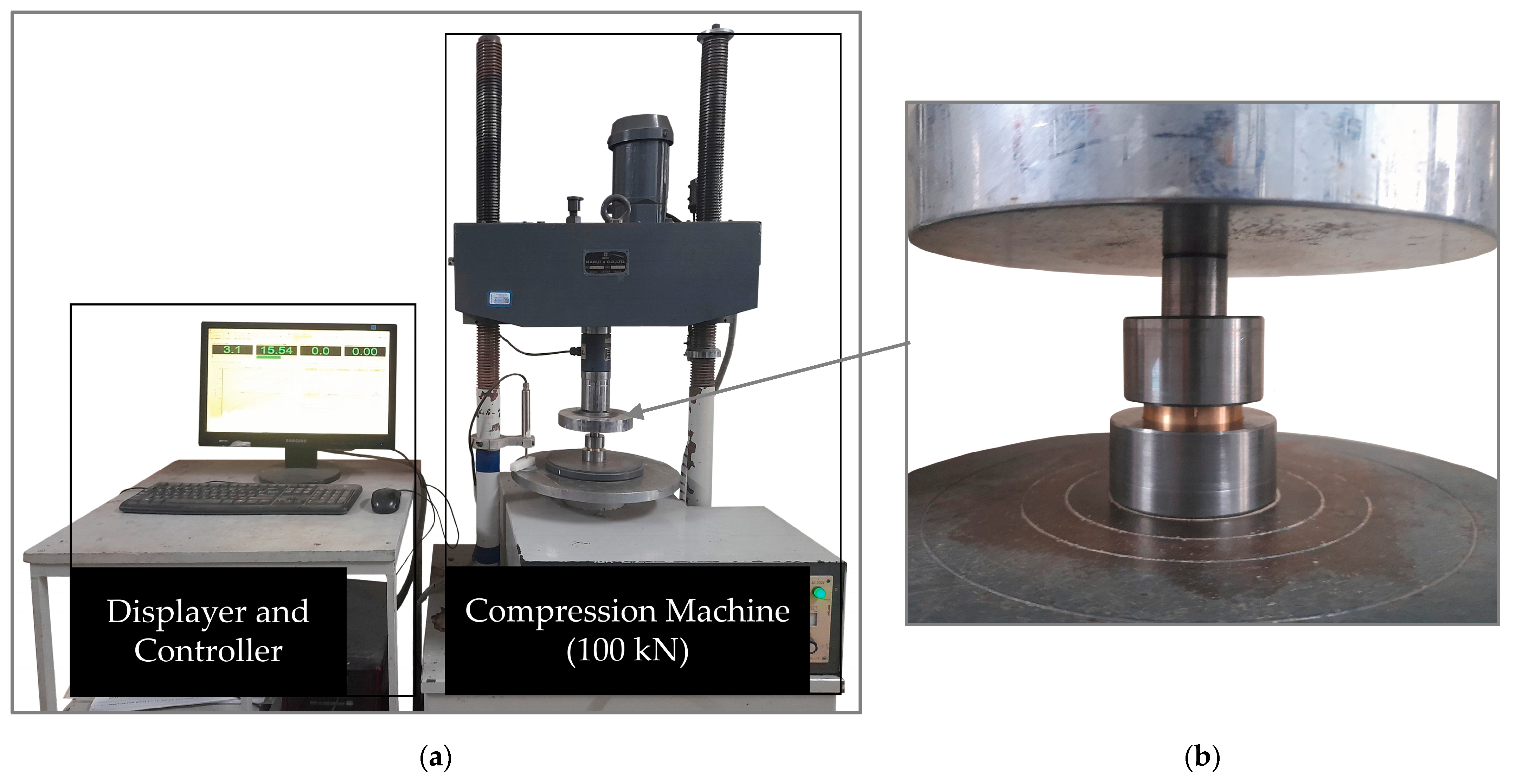
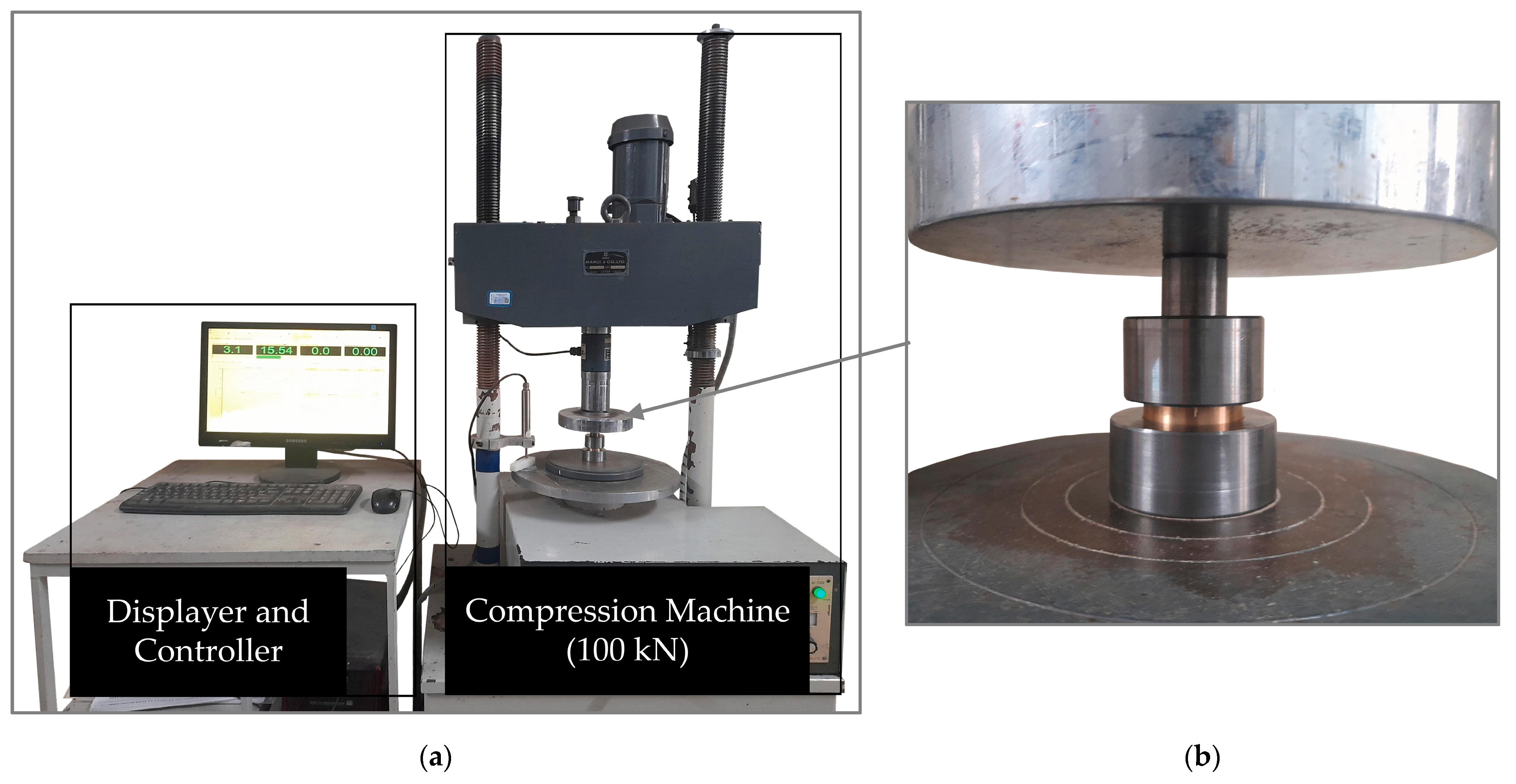
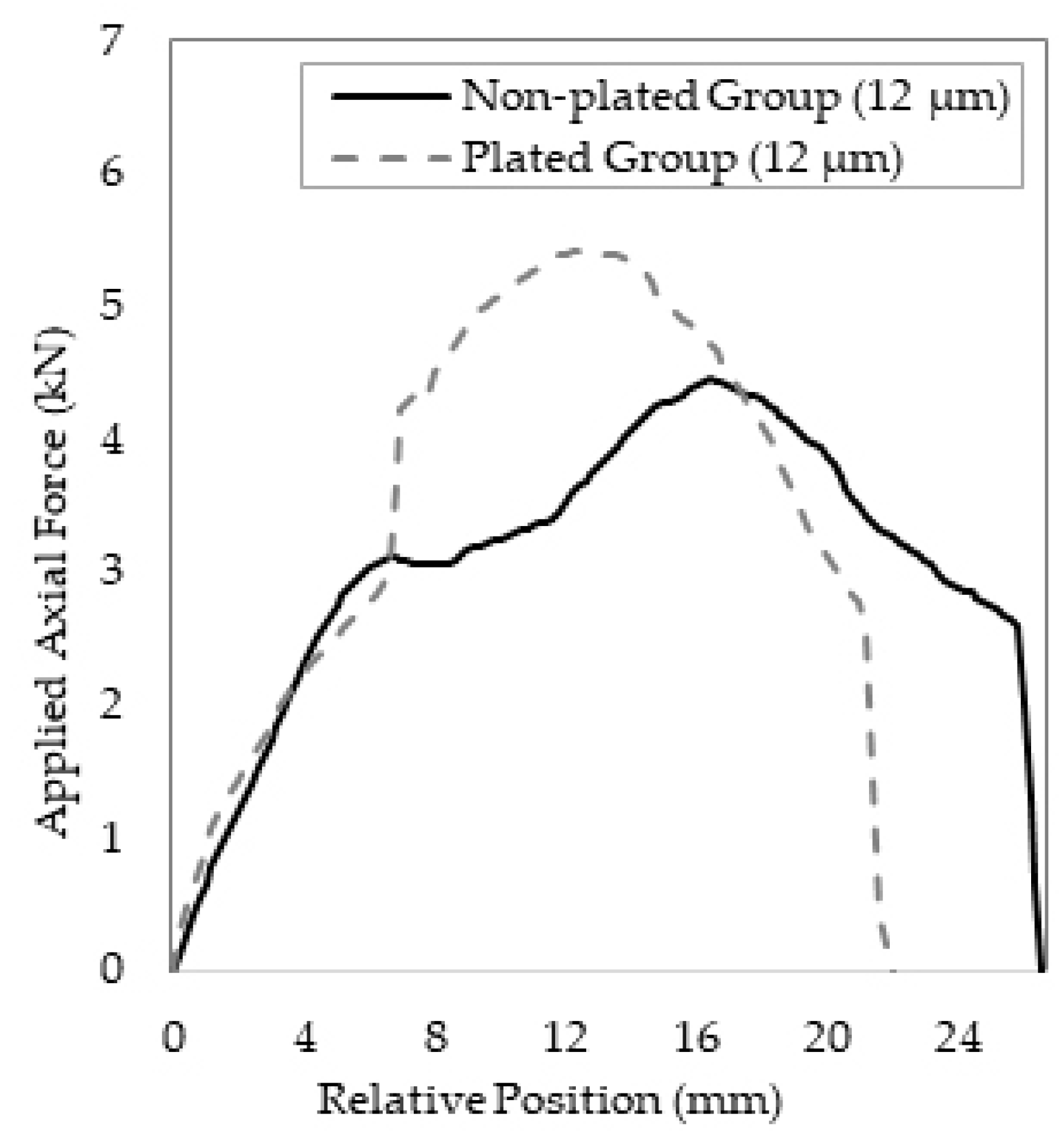
2.4. Axial Extraction Test
2.5. Coefficient of Friction Evaluating
- The constants—whose values are almost unchanged during joining and dismantling processes. They include the following: l is the contact length; Es and Eh are the Young’s modulus of the shaft and hub material; νs and νh are the Poisson ratio of the shaft and hub material; rf, ri, and ro are the nominal radius, the shaft’s inner radius, and the hub’s outer radius, respectively.
- The variables—which could have considerable changes during joining and dismantling processes. They include the following: δ is the actual interference value of the fit; μs is the static CoF.
- δm/df < 2.25‰:
- δm/df ≥ 2.25‰:
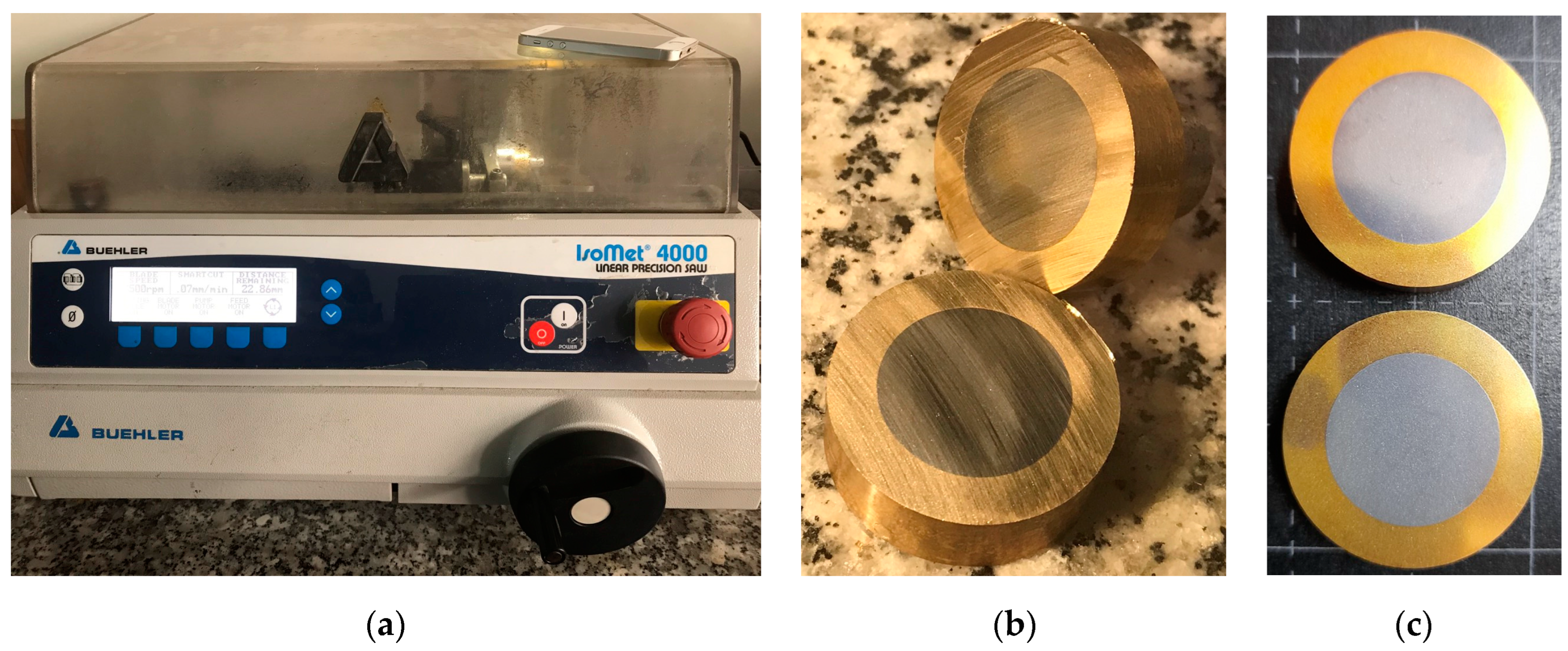
2.6. Microscopic Observation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Budynas, R.G.; Nisbett, J.K.; Shigley, J.E. Shigley’s Mechanical Engineering Design; McGraw-Hill Education: New York City, NY, USA, 2020. [Google Scholar]
- Mott, R.L.; Vavrek, E.M.; Wang, J. Machine Elements in Mechanical Design; Pearson: New York City, NY, USA, 2017. [Google Scholar]
- Steven, R.S.; Bernard, J.H.; Bo, O.J. Fundamentals of Machine Elements, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar] [CrossRef]
- Ramachandran, R.V.; Radhakrishnan, V. Influence of surface finish on interference fits. Int. J. Prod. Res. 1974, 12, 705–719. [Google Scholar] [CrossRef]
- Raj, A.P.; Bhatti, A.; Dhanish, P.B. Combined effect of cylindricity, roundness and roughness on axial load-carrying ability of interference fits. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1697–1711. [Google Scholar] [CrossRef]
- Buczkowski, R.; Kleiber, M. A study of the surface roughness in elasto-plastic shrink fitted joint. Tribol. Int. 2016, 98, 125–132. [Google Scholar] [CrossRef]
- Yang, G.M.; Coquille, J.C.; Fontaine, J.F.; Lambertin, M. Influence of roughness on characteristics of tight interference fit of a shaft and a hub. Int. J. Solids Struct. 2001, 38, 7691–7701. [Google Scholar] [CrossRef]
- Ramamoorthy, B.; Radhakrishnan, V. Improving the load-carrying capacity of interference fits. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1989, 203, 83–90. [Google Scholar] [CrossRef]
- Booker, J.D.; Truman, C.E. Strengthening and Weakening Mechanisms in Interference-fitted Joints. In Proceedings of the Proceedings of the 7th International Conference on Integrity, Reliability, Failure, Funchal, Portugal, 6–10 September 2020; pp. 405–418. [Google Scholar]
- Ramamoorthy, B.; Radhakrishnan, V. Performance improvement of shrink-fitted assemblies by surface strengthening. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1992, 206, 207–213. [Google Scholar] [CrossRef]
- Wang, D.; Li, F.; Shi, Y.; Liu, M.; Liu, B.; Chang, Q. Optimization of the Preparation Parameters of High-Strength Nickel Layers by Electrodeposition on Mild Steel Substrates. Materials 2021, 14, 5461. [Google Scholar] [CrossRef] [PubMed]
- Venkateswara, R.P.; Ramamoorthy, B.; Radhakrishnan, V. Effect of plating and temperature on the strength of shrink fitted assemblies. Int. J. Mach. Tools Manuf. 1993, 33, 475–481. [Google Scholar] [CrossRef]
- Kurnosov, N.E.; Tarnopol’skii, A.V. Effect of the coatings of mating parts on the strength of interference fit joints. Russ. Metall. 2020, 2020, 1550–1553. [Google Scholar] [CrossRef]
- Kleiner, F.; Fleischmann, W. Technologies of Threadlocking and Interference-Fit Adhesive Joints. In Hybrid Adhesive Joints; Springer: Berlin/Heidelberg, Germany, 2010; pp. 227–255. [Google Scholar] [CrossRef]
- Andrusch, K.; Füssel, U.; Karsch, S.; Pejko, M.; Nguyen, V.D. Press fit/pressure-soldered joint–improve your press fit. Weld. World 2018, 62, 869–875. [Google Scholar] [CrossRef]
- Booker, J.D.; Truman, C.E. Measuring the coefficient of friction for use in shrink-fit calculations. Exp. Tech. 2011, 35, 7–13. [Google Scholar] [CrossRef]
- Stamenkoic, D.; Milosevic, M.; Mijajlović; Miroslav; Banic, M.S. Estimation of the static friction coefficient for press fit joints. J. Balk. Tribol. Assoc. 2011, 17, 341–355. [Google Scholar]
- German Version EN Standard No. 10277:2018; Bright Steel Products—Technical Delivery Conditions. German Institute for Standardisation: Berlin, Germany, 2018. [CrossRef]
- German Version EN Standard No. 12163:2016; Copper and Copper Alloys—Rod for General Purposes. German Institute for Standardisation: Berlin, Germany, 2016. [CrossRef]
- German Version EN ISO Standard No. 4288:1998. In Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; German Institute for Standardisation: Berlin, Germany, 1998. [CrossRef]
- Loc, N.H.; Phong, L.V. Study of interference fit between steel and brass parts. EUREKA Phys. Eng. 2022, 140–149. [Google Scholar] [CrossRef]
- ASTM Standard No. G115-10:2018; Standard Guide for Measuring and Reporting Friction Coefficients. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018. [CrossRef]
- Lyu, C.; Wang, S.; Liu, S.; Guo, Y. Method for measuring interface pressure of high-voltage cables. Electronics 2022, 11, 1419. [Google Scholar] [CrossRef]
- Yang, G.M.; Coquille, J.C.; Fontaine, J.F.; Lambertin, M. Contact pressure between two rough surfaces of a cylindrical fit. J. Mater. Process. Technol. 2002, 123, 490–497. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Materials Pair | CoF Evaluating |
|---|---|---|
| [4] | Steel–steel | No |
| [5] | Steel–steel | Yes |
| [7] | Steel–duralumin | No |
| [8] | Steel–steel | No |
| [10] | Steel–steel | No |
| [12] | Steel–steel | No |
| [13] | Steel–steel | Yes |
| [16] | Steel–steel | Yes |
| [17] | Steel–steel | Yes |
| Beginning Parameters and First Loading Cycle Results | |||||||
| Pair No. * | Actual Assembly Diameter | Mean Interference Value | Surface Roughness | Mean Axial Force | CoF Evaluating by Equation (4) | ||
| Shaft (mm) | Hub (mm) | δm (μm) | Ras (μm) | Rah (μm) | Fa (kN) | μs | |
| 1 | 20.022 ± 0.002 | 20.012 ± 0.001 | 10 | 0.25 ± 0.05 | 1.01 ± 0.11 | 2700 | 0.17 |
| 2 | 20.024 ± 0.002 | 20.012 ± 0.001 | 12 | 0.23 ± 0.04 | 0.38 ± 0.03 | 4000 | 0.19 |
| 3 | 20.026 ± 0.002 | 20.012 ± 0.001 | 14 | 0.35 ± 0.10 | 0.93 ± 0.08 | 4700 | 0.20 |
| 4 | 20.028 ± 0.001 | 20.012 ± 0.001 | 16 | 0.38 ± 0.04 | 0.65 ± 0.12 | 5300 | 0.19 |
| 5 | 20.029 ± 0.002 | 20.009 ± 0.001 | 20 | 1.53 ± 0.25 | 0.41 ± 0.04 | 6600 | 0.20 |
| 6 | 20.024 ± 0.002 | 20.013 ± 0.001 | 11 | 0.48 ± 0.10 | 0.68 ± 0.07 | 3700 | 0.21 |
| 7 | 20.023 ± 0.002 | 20.011 ± 0.001 | 12 | 1.00 ± 0.21 | 0.64 ± 0.06 | 4800 | 0.26 |
| 8 | 20.024 ± 0.002 | 20.011 ± 0.002 | 13 | 0.37 ± 0.06 | 1.57 ± 0.06 | 5100 | 0.25 |
| 9 | 20.023 ± 0.002 | 20.010 ± 0.002 | 13 | 0.27 ± 0.08 | 1.79 ± 0.03 | 4800 | 0.24 |
| 10 | 20.026 ± 0.002 | 20.013 ± 0.002 | 13 | 0.40 ± 0.07 | 0.69 ± 0.16 | 5600 | 0.26 |
| Parameters after First Loading Cycle and Second Loading Cycle Results | |||||||
| 1 | 20.022 ± 0.002 | 20.014 ± 0.001 | 8 | 0.27 ± 0.06 | 0.94 ± 0.09 | 2500 | 0.20 |
| 2 | 20.024 ± 0.002 | 20.015 ± 0.001 | 9 | 0.38 ± 0.21 | 0.20 ± 0.05 | 3100 | 0.20 |
| 3 | 20.026 ± 0.002 | 20.015 ± 0.001 | 11 | 0.35 ± 0.10 | 0.93 ± 0.08 | 4500 | 0.24 |
| 4 | 20.028 ± 0.001 | 20.015 ± 0.001 | 13 | 0.35 ± 0.09 | 0.70 ± 0.09 | 5100 | 0.23 |
| 5 | 20.029 ± 0.002 | 20.009 ± 0.001 | 16 | 1.53 ± 0.25 | 0.41 ± 0.04 | 5000 | 0.19 |
| 6 | 20.024 ± 0.002 | 20.016 ± 0.001 | 8 | 0.44 ± 0.09 | 0.29 ± 0.10 | 3200 | 0.24 |
| 7 | 20.023 ± 0.002 | 20.013 ± 0.002 | 10 | 1.01 ± 0.23 | 0.17 ± 0.05 | 4500 | 0.28 |
| 8 | 20.024 ± 0.002 | 20.013 ± 0.002 | 11 | 0.38 ± 0.06 | 0.85 ± 0.24 | 4900 | 0.28 |
| 9 | 20.023 ± 0.002 | 20.012 ± 0.001 | 11 | 0.30 ± 0.10 | 0.65 ± 0.36 | 4600 | 0.25 |
| 10 | 20.026 ± 0.002 | 20.015 ± 0.001 | 11 | 0.41 ± 0.04 | 0.51 ± 0.15 | 5400 | 0.29 |
| Parameters after Second Loading Cycle and Last Loading Cycle Results | |||||||
| 1 | 20.022 ± 0.002 | 20.015 ± 0.001 | 7 | 0.27 ± 0.06 | 0.86 ± 0.19 | 2500 | 0.24 |
| 2 | 20.024 ± 0.002 | 20.016 ± 0.001 | 8 | 0.32 ± 0.09 | 0.21 ± 0.09 | 3100 | 0.23 |
| 3 | 20.026 ± 0.002 | 20.016 ± 0.001 | 10 | 0.35 ± 0.09 | 0.38 ± 0.17 | 4500 | 0.27 |
| 4 | 20.028 ± 0.001 | 20.016 ± 0.001 | 12 | 0.35 ± 0.09 | 0.18 ± 0.07 | 5100 | 0.24 |
| 5 | 20.029 ± 0.002 | 20.009 ± 0.001 | 14 | 1.54 ± 0.22 | 0.17 ± 0.06 | 5000 | 0.22 |
| 6 | 20.024 ± 0.002 | 20.017 ± 0.001 | 7 | 0.50 ± 0.08 | 0.22 ± 0.06 | 3200 | 0.28 |
| 7 | 20.023 ± 0.002 | 20.013 ± 0.002 | 9 | 1.00 ± 0.31 | 0.16 ± 0.05 | 4500 | 0.32 |
| 8 | 20.024 ± 0.002 | 20.013 ± 0.002 | 10 | 0.37 ± 0.05 | 0.53 ± 0.28 | 4900 | 0.30 |
| 9 | 20.023 ± 0.002 | 20.012 ± 0.001 | 10 | 0.30 ± 0.12 | 0.66 ± 0.46 | 4600 | 0.28 |
| 10 | 20.026 ± 0.002 | 20.015 ± 0.001 | 10 | 0.42 ± 0.03 | 0.30 ± 0.13 | 5400 | 0.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, H.L.; Lam, V.P. Effects of Nickel Plating on Interference Fit between Medium Carbon Steel and Copper–Zinc Alloy Parts. Metals 2023, 13, 247. https://doi.org/10.3390/met13020247
Nguyen HL, Lam VP. Effects of Nickel Plating on Interference Fit between Medium Carbon Steel and Copper–Zinc Alloy Parts. Metals. 2023; 13(2):247. https://doi.org/10.3390/met13020247
Chicago/Turabian StyleNguyen, Huu Loc, and Vi Phong Lam. 2023. "Effects of Nickel Plating on Interference Fit between Medium Carbon Steel and Copper–Zinc Alloy Parts" Metals 13, no. 2: 247. https://doi.org/10.3390/met13020247
APA StyleNguyen, H. L., & Lam, V. P. (2023). Effects of Nickel Plating on Interference Fit between Medium Carbon Steel and Copper–Zinc Alloy Parts. Metals, 13(2), 247. https://doi.org/10.3390/met13020247