Abstract
In the field of metallurgy, there are many factors that influence the final quality of cast iron. These are mainly charge materials, chemical composition and metallurgical preparation up to the final casting process. Even small deviations from metallurgical processing lead to fluctuations in melt quality and the occurrence of casting defects. Charge materials have a significant impact on the quality of cast iron, especially steel scrap, which is increasingly used from an economic and ecological point of view, especially when melting cast iron in electric furnaces. Cast iron produced from a higher proportion of steel scrap in the charge has a higher hardness and tensile strength. On the other side, these cast irons have a higher tendency of chillout, brittleness, shrinkage, pearlitic microstructure, stresses and higher purity due to the difference in hardness at different wall thicknesses of the castings. It is the high hardness that is the problem in the final machining of castings. These negative properties are recorded mainly in heavy thick-walled castings with a higher tensile strength and hardness. This negative effect is mainly due to the nitrogen content in the steel scrap. Based on this knowledge, operating melts were realized in the foundry’s operating conditions. The influence of steel scrap in the charge and the possibility of eliminating its negative effects on the properties of cast iron were investigated.
1. Introduction
Synthetic cast iron, i.e., cast iron made from steel waste, has been known for more than 60 years. Its production was made possible by the development of crucible electric induction furnaces (EIFs), especially large-volume ones. These furnaces represent progress in the process of the melting and metallurgy of liquid metal, especially compared to classic cast iron from the cupola. In addition to the use of an increased up to 100% share of cheaper steel scrap, the main benefit is the possibility of producing liquid metal with a precise chemical composition, with the possibility of extensive alloying and high-temperature heat treatment during the process. The ecological aspects of smelting in the EIF are also significant [1,2,3,4,5].
Steel scrap is usually used in the range of 10% to 50%. In order to reduce the cost of the charge, a larger proportion of steel scrap is used, especially deep-drawn sheet, which is carburized very reliably and quickly in the induction furnace. However, for the production of synthetic cast iron, i.e., cast iron made from steel scrap, carburizing agents with a low content of sulfur, nitrogen, ash and volatile substances must be used. The use of a large proportion of steel scrap increases the tendency to the formation of chilling and therefore requires very careful monitoring of the entire production process and management using cooling curves with knowledge of their evaluation by computer technology [6]. Contaminated steel scrap, e.g., excessively corroded or contaminated with oils and organic impurities, increases the hydrogen content of the liquid metal, the loss of metal by burnout and the amount of slag. The sorting of steel scrap is very important especially from the point of view of alloying elements (Cr, Mn, Ni, Cu) and undesirable metals (Cu, Pb, Sn, Zn), which enter the liquid metal completely or partially during melting or pollute the air. Carbon, silicon, manganese, sulfur and phosphorus are traditionally considered to be the five elements commonly present in gray cast iron. Their influence on the properties of cast iron is widely known. The use of steel scrap in the charge may lead to an increased content of the above-mentioned elements [7,8,9,10].
Already, at the beginning of the production of synthetic cast iron, it was found to have higher mechanical properties (tensile strength Rm and hardness HB) at the same degree of saturation (Sc) compared to cast iron produced from pig iron. This was explained by the influence of the high nitrogen content in the steel scrap, although this was not verified in practice. Increasing the mechanical properties of cast iron (by 20%) is advantageous in practice. Even a small nitrogen content in cast iron increases its mechanical properties, especially hardness HB, but also the formation of chillout and shrinkages. The reduction in nitrogen content is realized by increasing the degree of saturation of cast iron. Nitrogen suppresses graphitization and stabilizes pearlite during the formation of solid solutions and phases. Nitrides such as AlN, BN and TiN soften the structure and graphite in the stage of primary crystallization due to the modification effect [11,12,13,14,15]. The nitrogen solubility in pig iron is reduced by carbon and silicon [16,17]. The effect of nitrogen can be neutralized by adding metallic Ti, as well as FeTi and TiO2 (FeTiO3) oxides. The solubility of nitrogen in cast iron increases with increasing temperature [18,19,20]. Deliberately increasing the N content in cast irons is performed using nitrogen alloys and salts in order to increase tensile strength—Rm and hardness—HB. However, the increased content of N in the liquid metal is the source of bubbles in the castings [21,22,23,24].
2. Materials and Methods
Cast iron EN–GJL-250 (degree of saturation Sc 0.87–0.93; C content 3.1–3.3%; Si content 1.7–1.9%) was produced by experimental operational melts in the Slovak Foundry in an electric induction furnace (Otto Junker, capacity 2 × 6 tons). A total of 6 experimental melts were designed and implemented, in which the influence of the increased portion of steel scrap in the metal charge and the elimination of its negative influence on the final quality of the cast iron were determined:
- (a)
- Normal operating semi-synthetic cast iron;
- (b)
- Melt with inoculant (FeSi) and temperature increase (1500 °C);
- (c)
- Melt with inoculant (FeSi), temperature increase (1500 °C) and FeTi60 microalloying;
- (d)
- Melt with inoculant (FeSi), temperature 1450 °C, increased content of C (+0.5%) and reduced content of Si;
- (e)
- Synthetic cast iron, inoculated with FeSi and SiC, temperature 1450 °C;
- (f)
- Synthetic cast iron, inoculated with FeSi and FeTi60 microalloying.
The experimental cast irons were compared with the normally produced semi-synthetic cast iron (steel scrap in the charge approx. 33%). From each melt, the following were cast and found:
- -
- Chemical analysis;
- -
- R-block (stairs test—Figure 1 [25]), in order to determine the sensitivity of the wall thickness and the hardness of the casting;
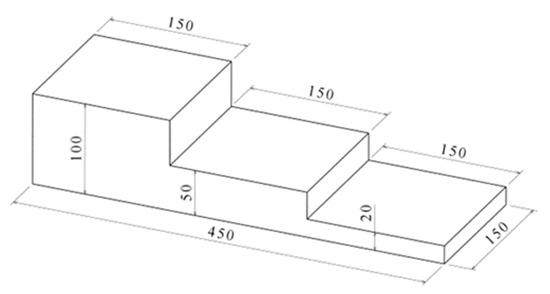 Figure 1. R-block.
Figure 1. R-block. - -
- Tensile strength Rm (test bars with a diameter of 30 mm);
- -
- Wedge test—Figure 2 [26];
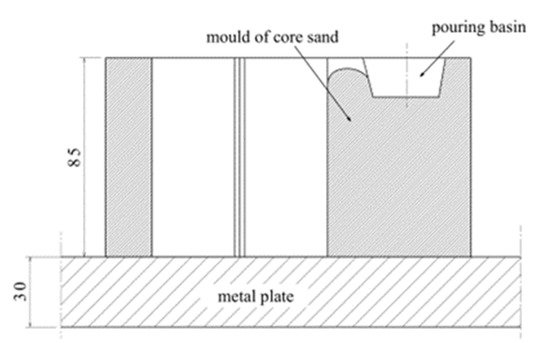 Figure 2. Wedge-shaped test bar.
Figure 2. Wedge-shaped test bar. - -
- Occurrence of contractions (cast cylinders with a diameter of 95 mm and a height of 150 mm). Dimensions and volumes were taken before and after shrinkage;
- -
- Nitrogen content.
Samples for metallographic analysis were taken from the test bars and prepared in a standard manner.
The HB hardness was measured on the cut R-block in each of its cross-sections (20 mm, 50 mm and 100 mm). The measurement was made using a hardness tester HPO 3000, HardTest, Povazska Bystrica, Slovaka (conditions: 10/3000/10); while the diameter of the pressed ball was 10 mm, the force was 3000 N and the action time was 10 s.
The tensile strength was measured on cast test bars with a diameter of 30 mm on a ZWICK testing machine, ZwickRoell, Ulm, Germany.
The portion of the charge material and heat treatment temperature for individual melts are shown in Table 1 [25].

Table 1.
The portion of the charge material and heat treatment temperature for individual melts.
3. Results and Discussion
Table 2 [25] documents the results of the chemical composition and the measured mechanical properties of the individual melts. The hardness HB and tensile strength in the table are average values from the measured values. The measurements were carried out on three samples.
Table 2.
Chemical composition, Sc, CE and measured mechanical properties.
From a chemical point of view, the produced cast irons corresponded to the required degree of saturation Sc = 0.848–0.869 (only a slight deviation). Melt No. 4 had a high carbon content (C = 3.79%), low Si content (1.026%) and Sc = 0.951, but it still meets the requirements of the GJL-250 standard.
The lowest nitrogen content was in melt No. 4 (N2 = 0.0073%), which had a high carbon content (C = 3.79%), and in melt No. 3 (N2 = 0.0091%). Melt No. 3 was also microalloyed with titanium. The low nitrogen content in these melts is due to the fact that its solubility decreases with increasing C and Si content, while carbon has a significant influence [27]. An interesting result is the high nitrogen supersaturation in the EIF, caused by the large surface area of small steel scrap (sheet scraps). The nitrogen content in the synthetic cast iron (melts No. 5 and No. 6) was 175 and 205 ppm, while the nitrogen content in the charge was 60 to 80 ppm.
The measured hardnesses HBs depending on the wall thickness of the casting of the R-block (Figure 1) for individual melts are shown in Figure 3.
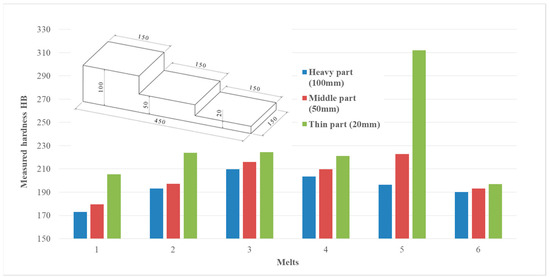
Figure 3.
Measured Hardness HB on R-block (stairs test).
On the R-block from melt No. 5, the greatest change in hardness HB was found between the thinnest (20 mm) and the thickest part (100 mm). The highest hardness (average value 243 HB) and the steepest increase in hardness HB with respect to wall thickness were measured here—a difference of 59%. With the increasing content of steel scrap in the batch, the nitrogen content also increased, and the hardness and tensile strength of the cast iron increased. A significant increase was on the thin wall, where the hardness reached 312 HB. In melt No. 2, where the share of steel scrap in the charge was 35.5%, the smallest deviation of hardness between the thin and thick wall was 15%. The effect of nitrogen brought by the charge was not so significant. Even a sufficient temperature of overheating (1500 °C) had an impact on the refining process. Melts No. 3 and No. 6, which were alloyed with titanium, had the smallest difference in hardness HB—8.7%.
The tendency to form chillout was checked with the ISO test (Figure 2). The measured chillout values are in Table 3 [25]. Figure 4 and Figure 5 show the measured chillout.
Table 3.
Chillout depth.
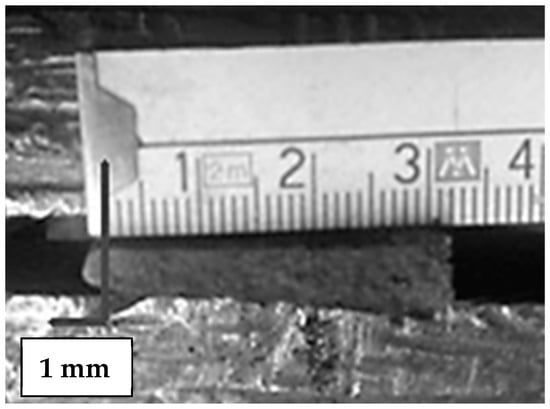
Figure 4.
Chillout depth (melt No. 2).
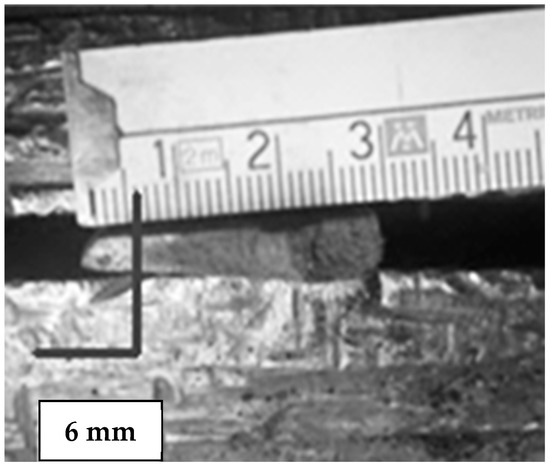
Figure 5.
Chillout depth (melt No. 4).
The depth of the chillout was greatest for melt No. 5 (the fully synthetic cast iron) with a value of up to 10 mm. It follows from this that the nitrogen content in cast iron has a negative effect on the depth of chillout. At the same time, nitrogen increases the stability of carbides and pearlite in the cast iron structure.
The largest shrinkage was on the casting of the cylinder from melt No. 5. The shrinkage had a cross-section of 30 mm and penetrated to a depth of 15 mm (volume 1.5 mL—Figure 6). Here, the negative influence of nitrogen, which tends to shrink—the carbonization element—was manifested. On the other samples of the cylinder, there were shallow contractions with a depth of 4 mm (volume 1.15 mL) and a diameter of approximately 18 mm (Figure 7, melt No. 6).
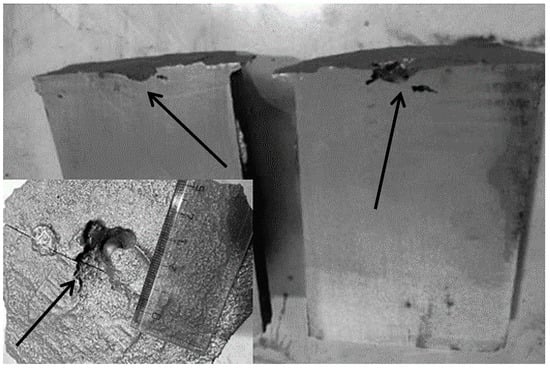
Figure 6.
Shrinkage in melt No. 5.
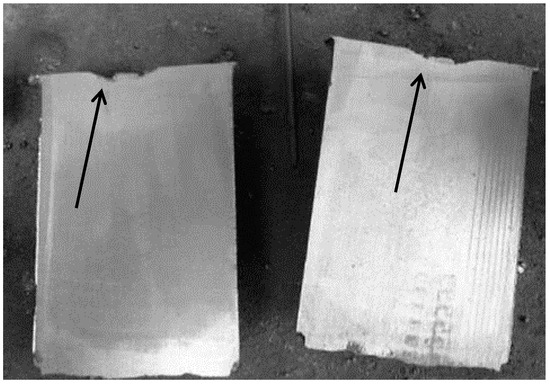
Figure 7.
Shrinkage in melt No. 6.
All the melts had a pearlitic microstructure with a pearlite content of 92–96%, without the presence of cementite—Figure 8 (melt No. 1). The microstructure of melt No. 5 (synthetic cast iron) was 100% pearlitic with the presence of carbides—Figure 9. Table 4 shows the results of the metallographic analysis.
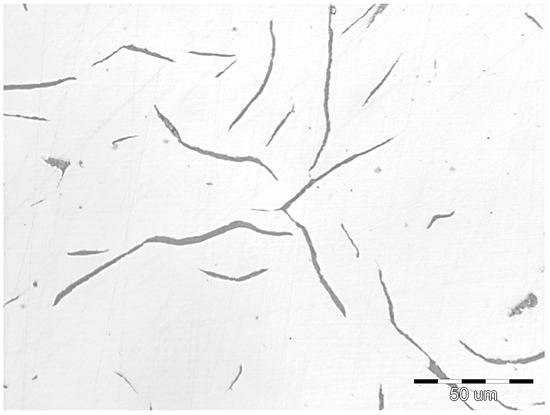
Figure 8.
Microstructure of melt No. 1 (500×).
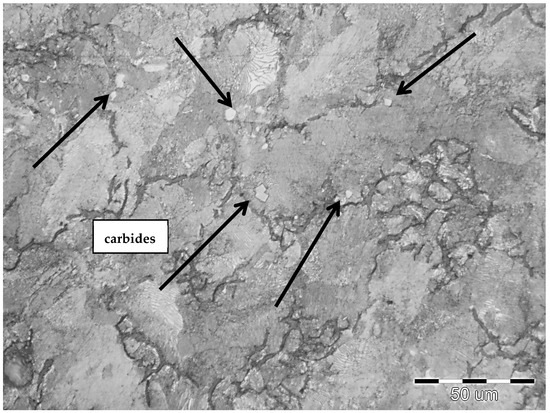
Figure 9.
Microstructure of melt No. 5 (500×).
Table 4.
Results of metallographic analysis.
In individual melts, in addition to the standard evaluation (tensile strength and hardness HB), qualitative criteria were also evaluated depending on the chemical composition [10,16]:
where Rmcalculated = 1000–800. Sc
where HBcalculated = 100 + 0.44. Rmmeasured
High-quality gray cast iron is achieved if the RG value is above 100%.
The quality factor “m” or “GZ” is obtained by the ratio RG/RH or Rm/HB—measured values. If the cast iron has low hardness values and high tensile strength, it is a high-quality cast iron.
Table 5 [25] lists the calculated quality criteria of the individual melts. These values quantitatively describe the effect of production conditions on the properties of cast iron compared to optimal conditions. High-quality cast iron should have a high RG (degree of maturity) and low RH (relative hardness).
Table 5.
The calculated quality criteria for individual melts.
Melts No. 1, 3, 5 and 6 have a degree of maturity (RG) less than 100% (see Table 5); that is, they have a lower tensile strength than corresponds to their chemical composition. The superheating temperature of 1500 °C had a positive impact on the quality of cast iron in melt No. 2. It achieved the highest quality number—GZ = 146.66, degree of maturity RG = 117.4% and the highest quality factor m = 1.719. Synthetic cast iron (melt No. 5) has a high relative hardness of RH = 1.143 and thus its quality number GZ = 75.427 was reduced. The higher hardness of melt No. 6 was suppressed by Ti microalloying, but similar values of RH = 1.00 and GZ = 65.317 were obtained here.
4. Conclusions
During the production of synthetic cast iron in an electric induction furnace, its quality is influenced by several factors. Such cast iron has higher mechanical properties (tensile strength, HB hardness), and is more susceptible to the formation of chillout, shrinkage, foundry stresses, and a sensitive change of hardness HB with respect to the thickness of the casting wall [28].
The results of experimental melts confirm this:
- -
- Increase in mechanical properties (tensile strength, HB hardness) and quality criteria of superheated and inoculated synthetic cast iron;
- -
- Low dispersion of hardness HB in relation to the thickness of the cast wall (R-block);
- -
- Good casting properties;
- -
- Increased C content and lower Si content slightly worsens the mechanical properties, but on the other side, there is a lower dispersion of hardness HB;
- -
- In cast iron that was alloyed with Ti, a significant improvement in mechanical properties, especially hardness, depending on the thickness of the casting wall (low dispersion).
Overheating the melt to 1500 °C and its high-quality inoculation contributed to achieving the best results. Melt no. 2 had the highest tensile strength Rm = 352MPa and was of the highest quality from the point of view of the evaluated qualitative quality criteria. The process according to this melt is suitable for the production of heavy castings. The demonstrated foundry properties were also very good. For titanium alloyed melts (Ti = 0.2 to 0.3%), the mechanical properties are reduced but the casting properties are improved, especially the reduction in the chillout. These melts are suitable for the production of thin-walled castings. In melt No. 4, where the carbon content (C = 3.79%) was increased, the casting properties were improved. The standard carbon content for GJL-250 is 3.1 to 3.3% C. Cast iron showed lower differences in HB hardness depending on wall thickness (8.73% when changing from 20 to 100 mm).
New knowledge is the significant occurrence of nitrogen gases in cast iron during the melting of steel scrap with a large surface (steel sheet scraps). This type of charge was used in melt No. 6. A two-to-threefold increase in nitrogen gases was recorded in it.
Author Contributions
Conceptualization, P.F. and A.P.; data curation, P.B., V.S. and P.F.; formal analysis, A.P. and A.J.; funding acquisition, A.P.; investigation, P.B. and P.F.; methodology, P.F. and A.J.; project administration, A.P.; resources, P.F.; software, P.B. and P.F.; supervision, P.F.; validation, J.P. and A.P.; writing—original draft, P.F., A.P. and A.J. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Scientific Grant Agency of The Ministry of Education of the Slovak republic No. VEGA 1/0265/21, VEGA 1/0002/22, KEGA018TUKE-4/2022, and APVV-19-0559.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kukartsev, V.A.; Cherepanov, A.I.; Kukartsev, V.V.; Mikhalev, A.; Makarchuk, I.Y. Increasing the Efficiency of Production of Synthetic Cast Iron. Key Eng. Mater. 2021, 904, 3–8. [Google Scholar] [CrossRef]
- Riposan, I.; Chisamera, M.; Stan, S. Enhanced quality in electric melt grey cast irons. ISIJ Int. 2013, 53, 1683–1695. [Google Scholar] [CrossRef]
- Futas, P.; Pribulova, A.; Petrik, J.; Pokusova, M.; Junakova, A. The study of synthetic cast iron quality made from steel scrap. In Proceedings of International Multidisciplinary Scientific GeoConference Surveying Geology and Mining Ecology Management, Albena, Bulgaria 2–8 July 2018; SGEM: Sofia, Bulgaria, 2018; Volume 18, pp. 321–329. [Google Scholar] [CrossRef]
- Futas, P.; Pribulova, A.; Fedorko, G.; Molnár, V. Influence of steel scrap in the charge on the properties of gray cast iron. ISIJ Int. 2017, 57, 374–379. [Google Scholar] [CrossRef]
- Dey, A.K. Energy efficiency model for induction furnace. In IOP Conference Series: Materials Science and Engineering, Proceedings of 2017 International Conference on Aerospace Technology, Communications and Energy Systems (ATCES 2017), Samara, Russia, 28–30 September 2017; IOP Publishing Ltd.: Bristol, UK, 2018; Volume 302, p. 012047. [Google Scholar] [CrossRef]
- Snigir, A.N.; Savitsky, E.M.; Saikin, T.V.; Petrov, G.B. Control over the process of formation of the structure and properties of cast iron by thermal analysis method. Thermochim. Acta 1985, 93, 657–660. [Google Scholar] [CrossRef]
- Medyński, D.; Janus, A. Effect of Cr, Mo and Al on Structure and Selected Mechanical Properties of Austenitic Cast Iron. Arch. Foundry Eng. 2019, 19, 39–44. [Google Scholar] [CrossRef]
- Kaczorowski, M.; Myszka, D. On the differences between mechanical properties and structure of ductile iron castings austempered using conventional and direct method. Int. J. Manuf. Sci. Technol. 2005, 7, 33–39. [Google Scholar]
- Sarkar, T.; Bose, P.K.; Sutradhar, G. Mechanical and tribological characteristics of copper alloyed austempered gray cast iron (AGI). In Materials Today: Proceedings, Proceedings of 7th International Conference of Materials Processing and Characterization, Hyderabad, India,17–19 March 2017; Gokaraju Rangaraju Institute of Engineering & Technology: Hyderabad, India, 2018; Volume 5, pp. 3664–3673. [Google Scholar]
- Futas, P.; Pribulova, A. Evaluation of Metallurgical Quality of Cast Iron Using Quality Criteria. Pyrometallurgy—New Perspectives [Working Title]; IntechOpen: London, UK, 2022. [Google Scholar] [CrossRef]
- Vozdviženskij, V.; Graov, V.A.M.; Spasskij, V.V. Litejnyje Splavy i Technologia Ich Plavky v Mašinostrojenii; Mašinostrojenije: Moscow, Russia, 1984. [Google Scholar]
- Callister, W.D. Materials Science and Engineering; Department of metallurgical engineering, The University of Utah: Salt Lake City, UT, USA, 2009; ISBN 13-978-0-471-73696-7. [Google Scholar]
- Collini, L.; Nicoletto, G.; Konecna, R. Microstructure and mechanical properties of pearlitic gray cast iron. Mater. Sci. Eng. 2007, 488, 529–539. [Google Scholar] [CrossRef]
- Kagawa, A.; Okamoto, T. Partition of alloying elements in freezing cast irons and its effect on graphitization and nitrogen blowhole formation. In Foundry Processes; Katz, S., Landefeld, C.F., Eds.; Springer: Boston, MA, USA, 1988. [Google Scholar]
- Wilberfors, F.; Svensson, I. The effect of nitrogen and inoculation on the tensile properties and microstructure of cast iron lamellar. Key Eng. Mater. 2010, 457, 114–119. [Google Scholar] [CrossRef]
- Plachy, J.; Nemec, M. Metalurgie a Technologie Slévárenských Slitin; ČVUT: Prague, Czechia, 1986. [Google Scholar]
- Qujie, Z.H.; Hu, H. Effect of nitrogen on matrix structure of gray cast iron. Acta Metall. Sin. (Engl. Ed.) Ser. A 1993, 6, 370–372. [Google Scholar]
- Kern, R. Controlling Cast Iron Gas Chill out, Charge materials chemistry, melting, practices and molten metal handling procedures are root causes, but chill out can be avoided. In Modern Casting; American Foundry Society: Illinois, IL, USA, 1993; pp. 28–30. [Google Scholar]
- Kern, R. La Maitrise Des Défauts Dus Au Gaz Dans Les Fontes, La Technique. In Hommes Et Fonderie; Edima Avril: Chatou, France, 1994; pp. 13–16. [Google Scholar]
- Futas, P.; Pribulova, A.; Vasková, I. Influence of steel scrap in a charge on cast iron properties. Arch. Foundry Eng. 2008, 8, 71–74. [Google Scholar]
- Lin, Y.; Zhang, Y.; Zhu, N.; Lai, D.; Huang, J.; Wang, K. Effect of Nitrogen on the Microstructure and Mechanical Properties of Gray Cast Iron. JOM 2022, 74, 954–962. [Google Scholar] [CrossRef]
- Lont, A.; Jacek, G.; Damian, J.; Matus, K. The Laser Alloying Process of Ductile Cast Iron Surface with Titanium Powder in Nitrogen Atmosphere. Coatings 2022, 12, 227. [Google Scholar] [CrossRef]
- Sujana, W.; Widi, K.A.; Rahardjo, T.; Prihatmi, T.N. The ability of nitrogen atomic absorption in the formation of iron nitride on flake structure and nodule in cast iron. J. Phys. Conf. Ser. 2021, 1869, 012104. [Google Scholar] [CrossRef]
- Kamińska, J.; Basińska, E.; Stefański1, Z.; Angrecki, M. A comparison of the oxygen, nitrogen and hydrogen content in ductile iron castings and their effect on microstructure and mechanical properties. Inst. Odlew. 2017, LVII, 357–361. [Google Scholar] [CrossRef]
- Futas, P.; Pribulova, A.; Petrík, J.; Malindzakova, M. Elimination of Negative Impacts of Steel Scrap as a Charge Component during the Production of Synthetic Cast Iron. Communications 2016, 18, 60–64. [Google Scholar] [CrossRef]
- Futas, P.; Pribulova, A. Quality criteria as implement for advisement of metallurgical quality of grey iron. In Evaluation of People and Products Features; University of Maribor: Celje, Slovenia, 2014; pp. 99–118. ISBN 978-961-6562-98-0. [Google Scholar]
- Johnson, B.D.; Heine, R.W. Nitrogen in Molten Iron Processing and Its Effects. AFS Trans. 2000, 81, 163–169. [Google Scholar]
- Futas, P.; Jelc, I.; Vaskova, I.; Fedorko, G.; Molnar, V.; Kacmary, P. The GIST of thermal stresses of cast iron castings. Manuf. Technol. 2013, 13, 173–178. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).