Laser powder bed fusion (LPBF) is a laser additive manufacturing method with a laser as the heat source and metal powder as raw material, which rapidly produces parts and uses layered superposition technology to form a single layer by overlapping a single-melting path. Complex geometric components can be produced in a short period of time after layers are stacked. LPBF is of great significance for the personalized and rapid manufacture of metal parts [
1,
2,
3]. However, in LPBF technology, there is always a problem of the shrinkage deformation of molded parts, which is not only related to the selection of processing parameters during molding, but is also related to the density of powder layers in the molding cylinder. Generally speaking, the density of the molded part is more than 98% of the full density, and the powder density in the molding cylinder is about 70% of the full density [
4]. Therefore, the molded part shrinks and deforms due to the change of powder layers’ density during molding. Higher powder layers’ density can effectively reduce the gradient of density change in molding, thereby improving the performance of molded parts. Therefore, in LPBF technology, ensuring a high density of powder layer is one of the necessary prerequisites for sintering molded parts with excellent performance. Recently, a large number of studies were carried out on the powder laying system for LPBF. Han [
5] investigated the effect of powder layer thickness on the properties of various powder bed characteristics during single- and multi-layer powder deposition. Chen [
6] used the discrete element method to study the deposition mechanism at the particle scale, including particle contact stress and particle velocity, and experimentally verified the bulk density at the macro scale. Zheng [
7] established a powder microscopic contact force model under the consideration of the van der Waals force between particle molecules. Thus, the powder laying process simulation was carried out, and the influence of the microscopic parameters of the powder particles and the movement parameters of the powder recoater on the density of the powder layer was obtained. Zhang [
8] established a discrete unit model of powder laying in additive manufacturing, and systematically analyzed the influence of the vibration of the powder recoater on the quality of the powder layer, indicating that the tiny vibration of the drum can effectively reduce the adhesion of the powder to the drum and improve the compactness of the powder bed. Parteli [
9] studied the effect of powder diffusion conditions on the roughness of the powder layer, showing that the roughness of the powder layer increased as the translation velocity of the recoater increased. After studying the kinetics of powder diffusion under the powder recoater, the effect of the recoater pressure gap height and angular velocity on the uniformity of the powder layer was analyzed by discrete unit method simulation [
10], which showed that the uniformity of the powder layer was improved with the increase in the recoater pressure gap height and the decrease in the angular velocity. Yang, P. et al. [
11] prepared the pure Cu with high relative density and high strength by the LPBF technology with a surface oxidation treatment. Ma, C. et al. [
12] created a single-layer three-dimensional model to simulate multi-channel scanning of AlSi
25 powder in laser powder bed fusion (LPBF) by the finite element method. Cosma, C. et al. [
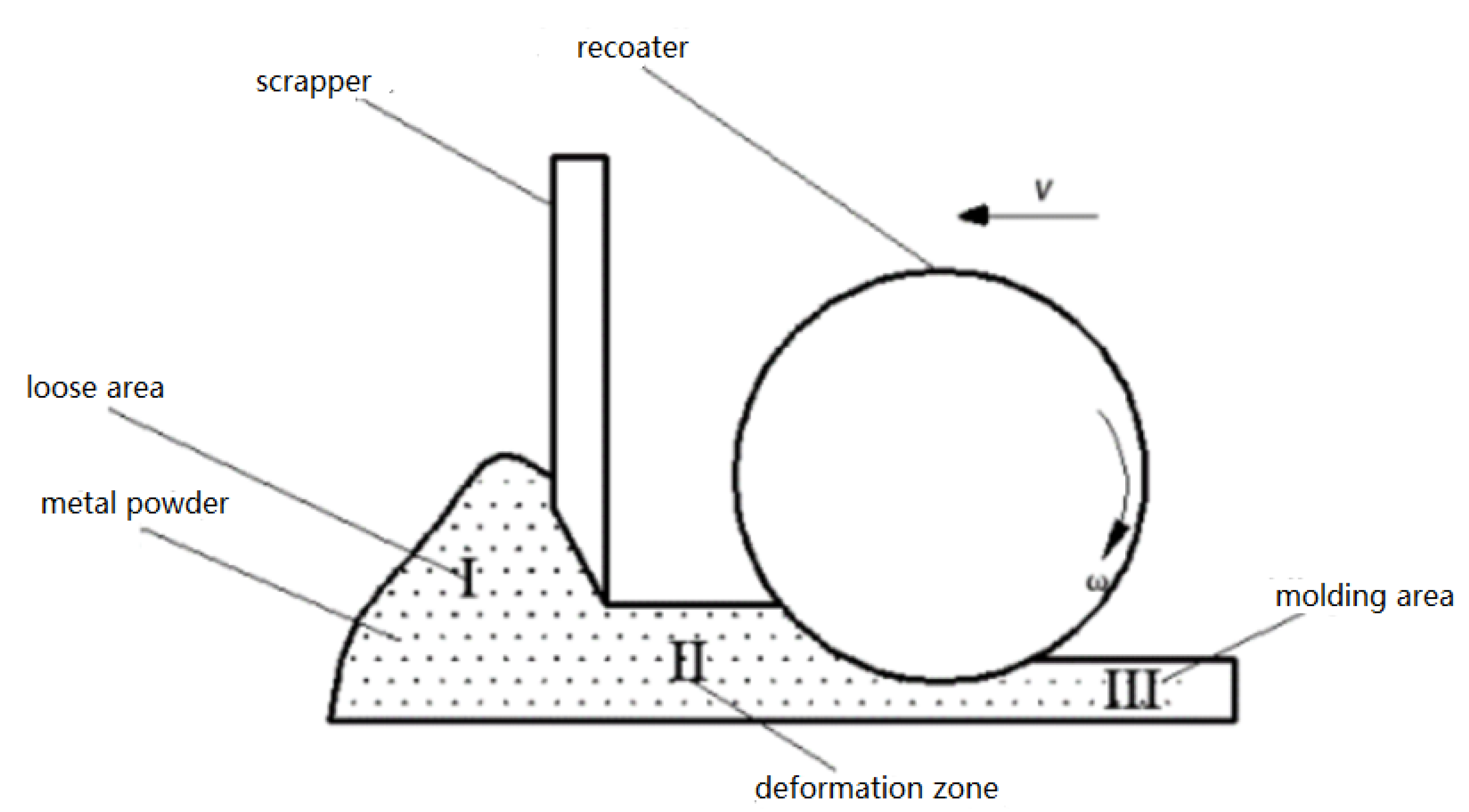
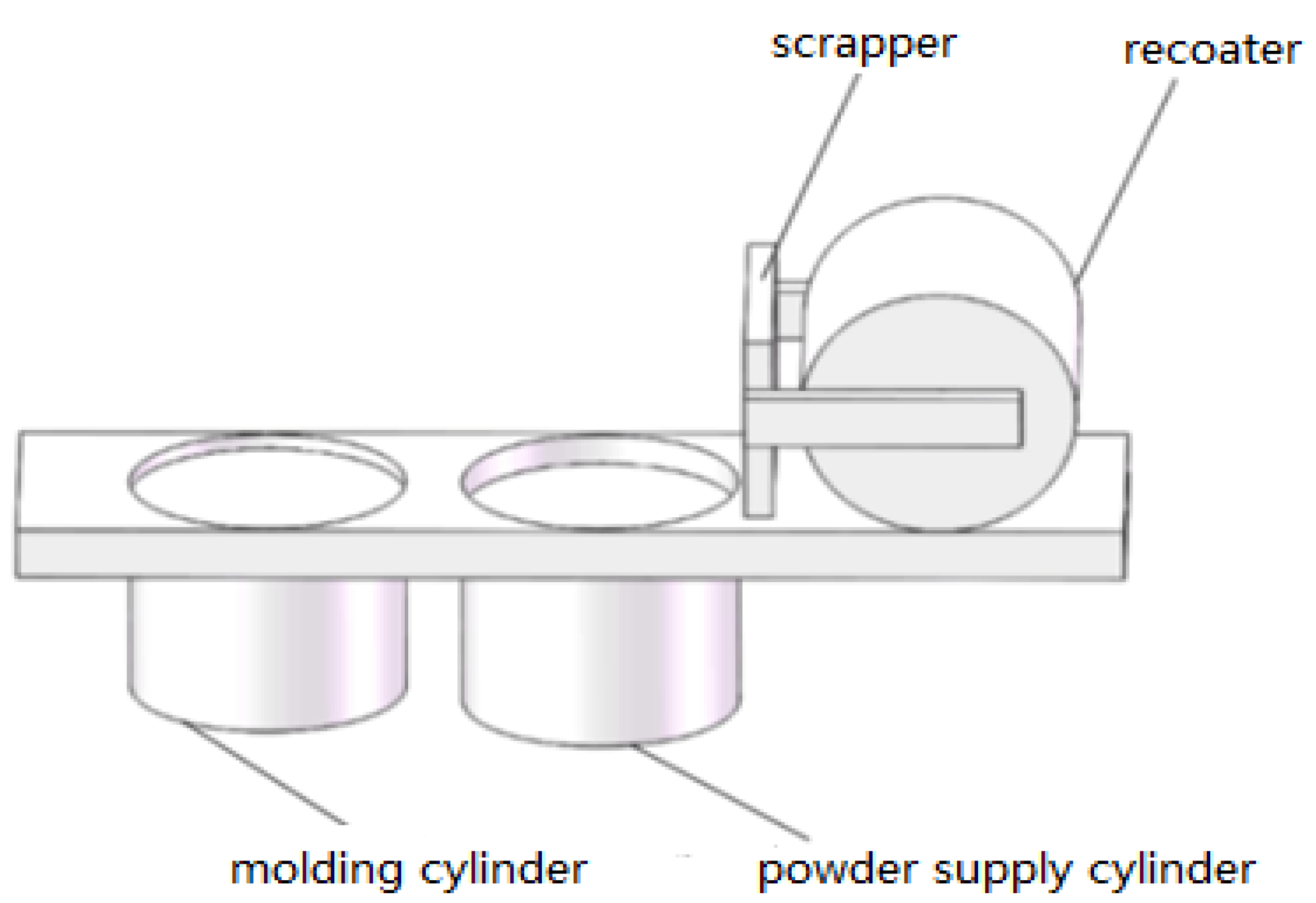
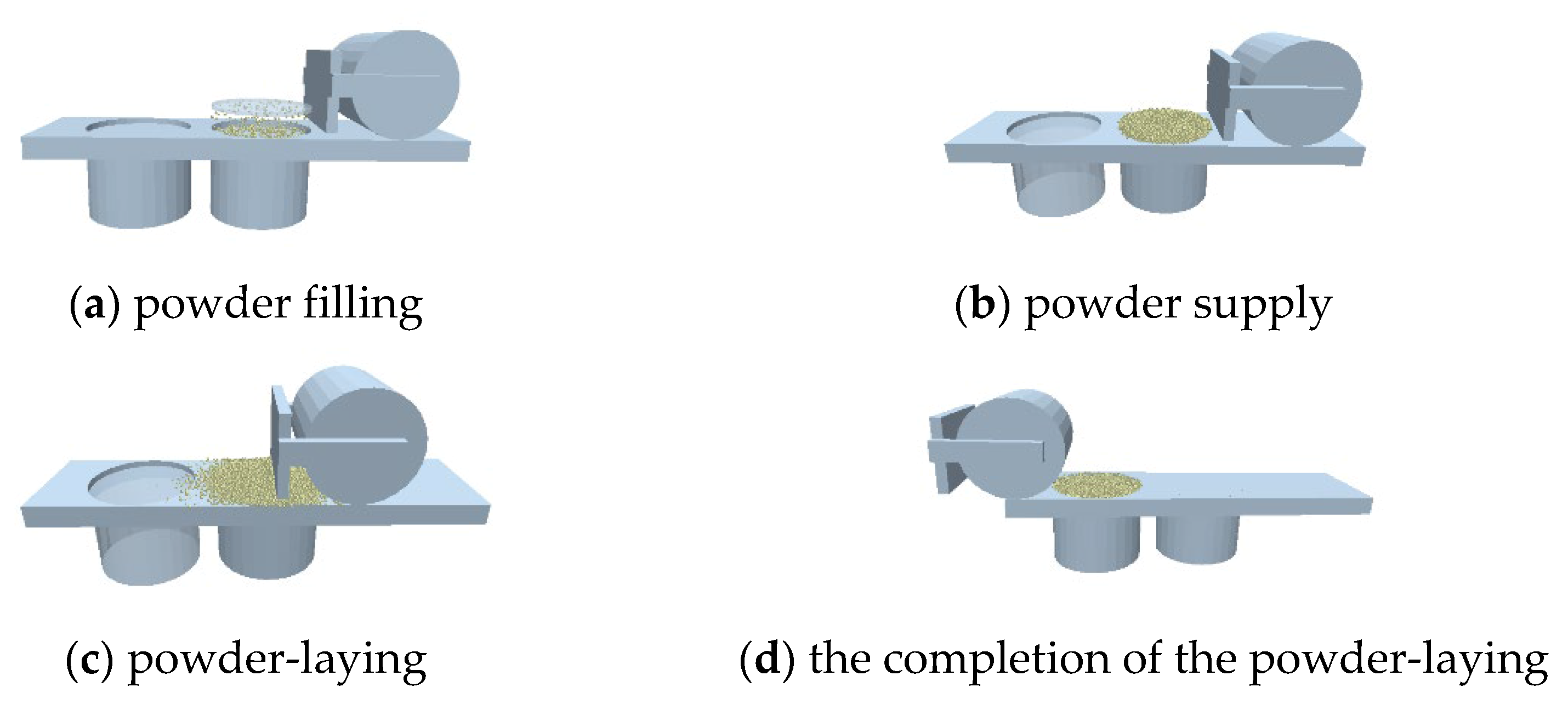
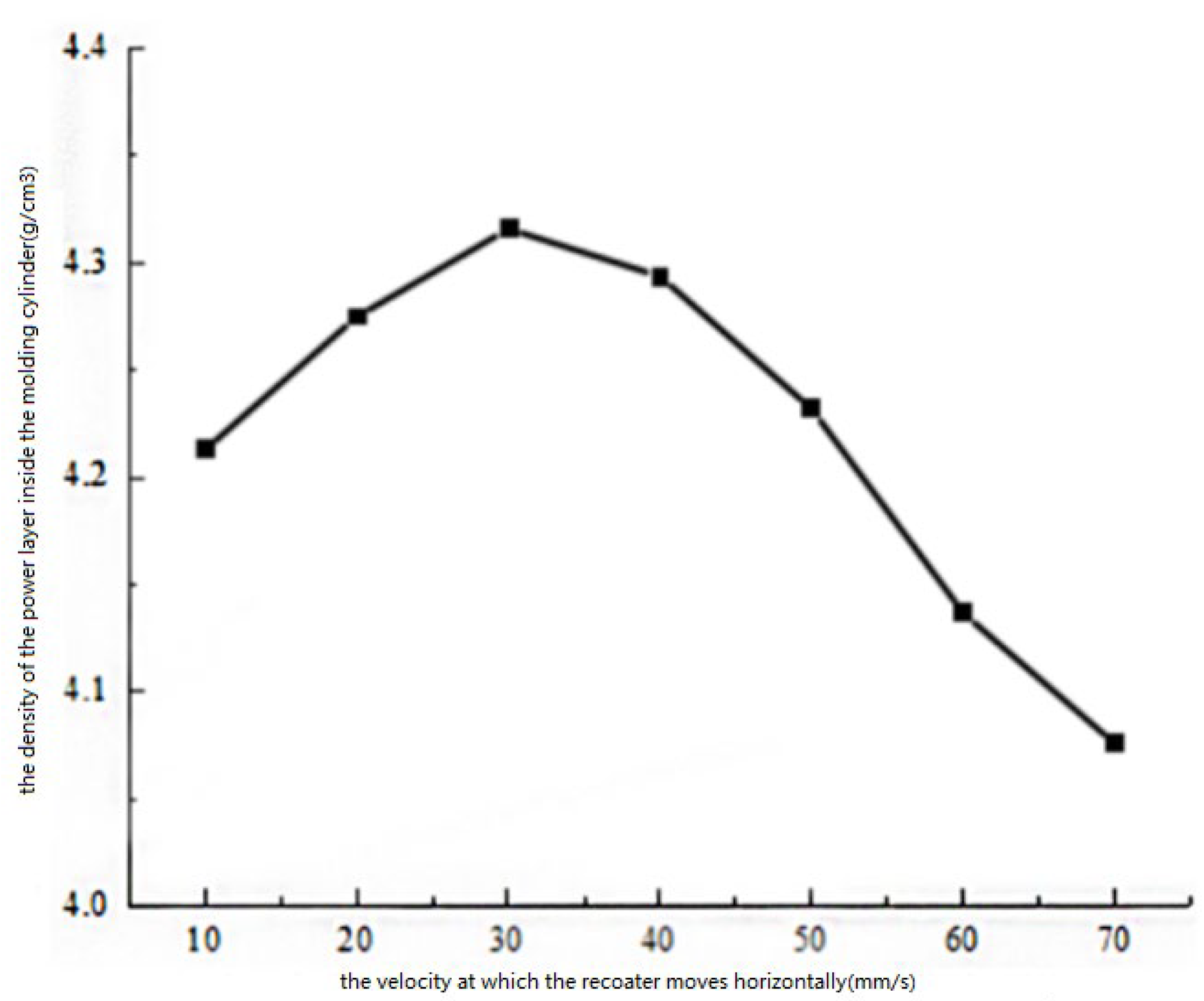
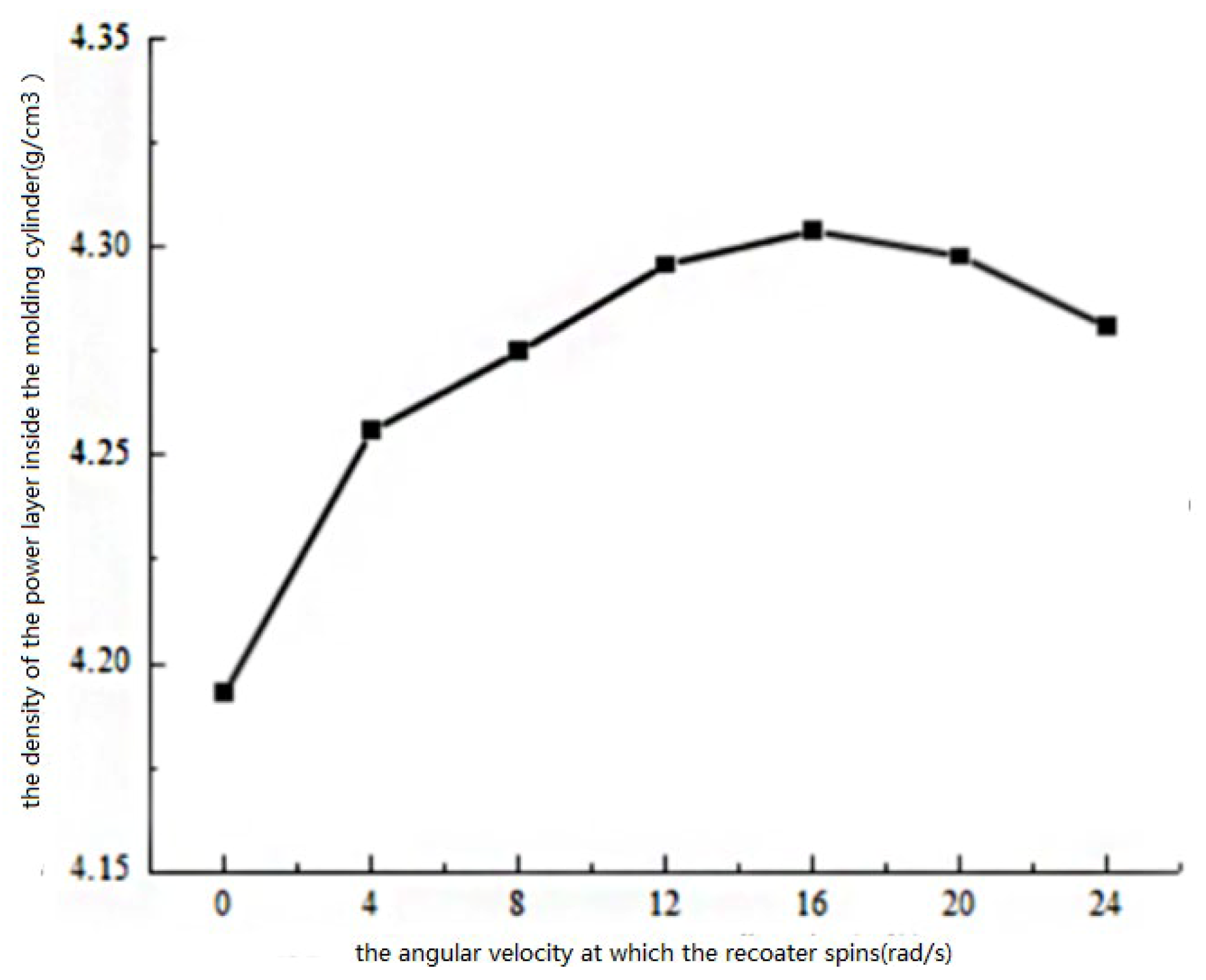
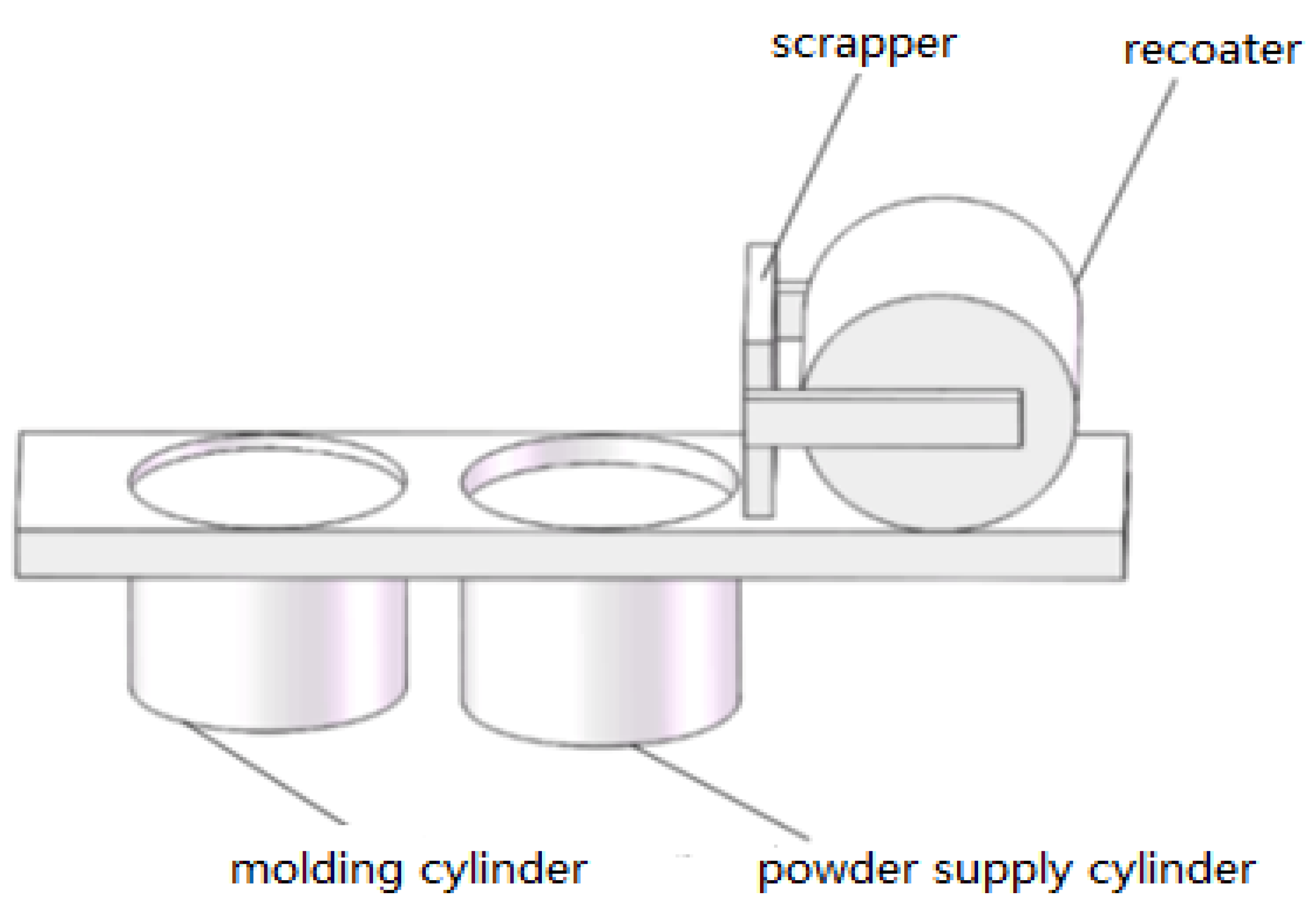
13] investigated the use of laser powder bed fusion (LPBF) in depositing a superior material, such as CoCr, on an existing stainless-steel base. In summary, the microscopic morphology of powder particles in the powder laying system, or the influence of a single variable on the quality of the powder layer was discussed. It fails to optimize the reasonable selection of the process parameters of the powder laying. In view of this, this paper takes the powder recoater as the research object, analyzes the force state of the powder when it is in contact with the powder recoater, and establishes a discrete unit model of the powder laying system in laser powder bed fusion. Under the premise of the influence law of each powder laying motion parameter (radius of the powder recoater, translational velocity, angular velocity) obtained by single factor analysis, the appropriate horizontal factor is selected for orthogonal testing, and the influence of each powder laying parameter on the density of the powder layer is discussed; finally, the optimized parameter combination scheme is proposed.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}