
Mechanical Properties of AA2024 Aluminum/MWCNTs Nanocomposites Produced Using Different Powder Metallurgy Methods

 ,
, 
Abstract
:
1. Introduction
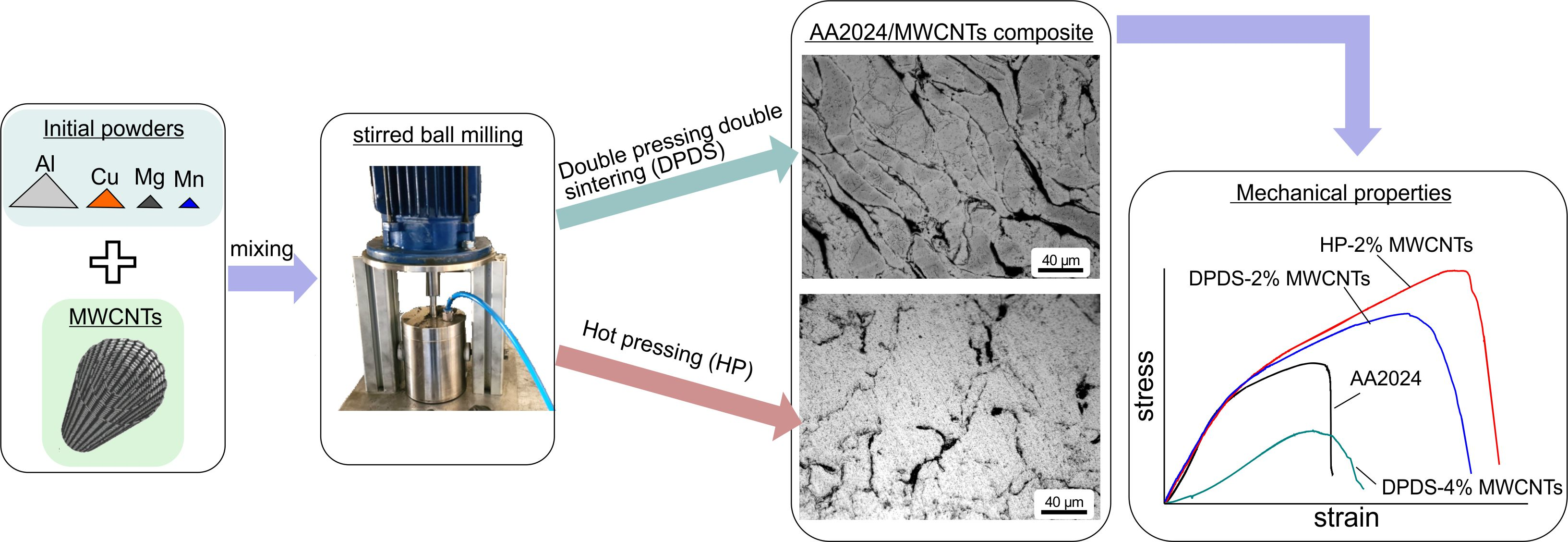
2. Materials and Methods
3. Results and Discussion
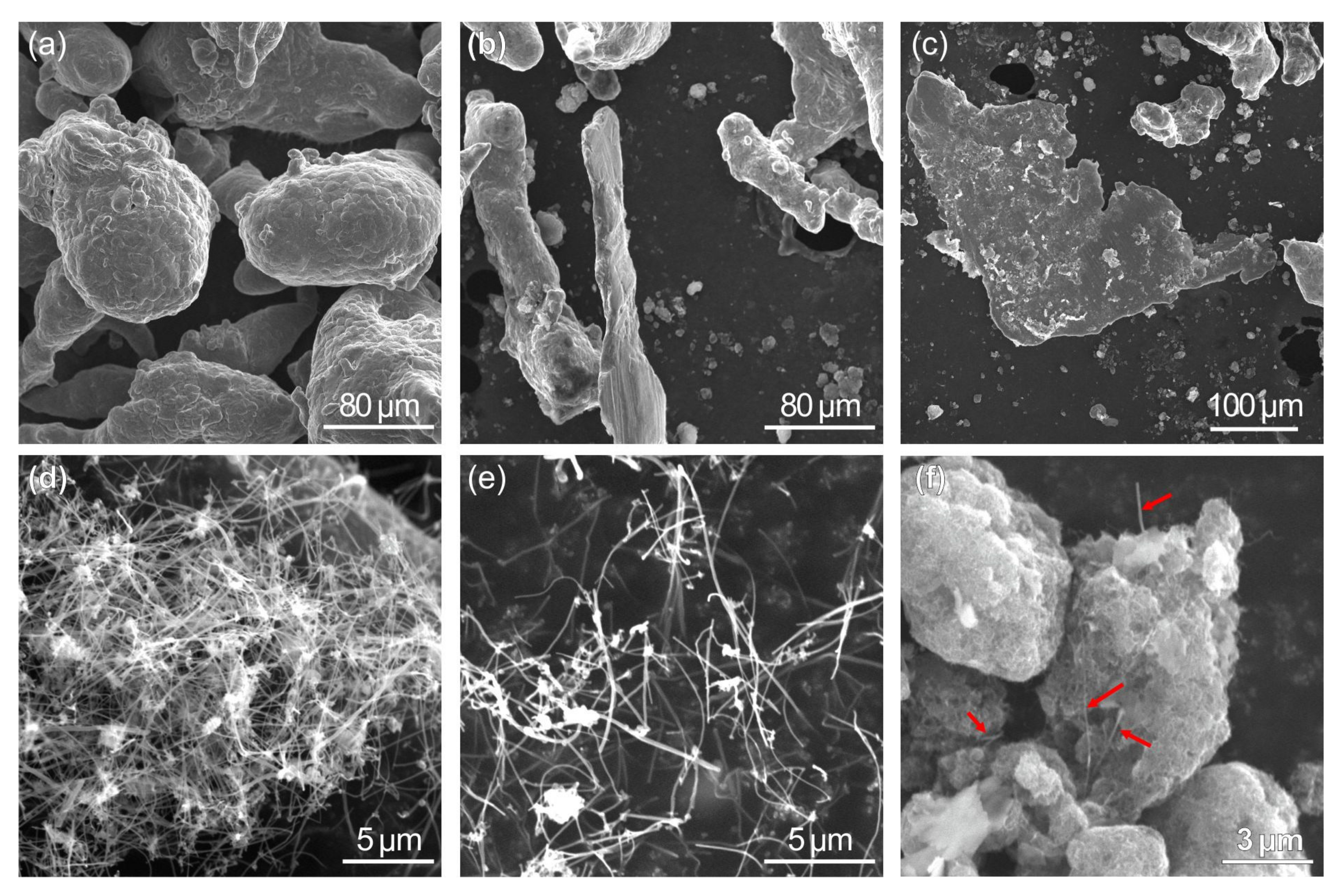
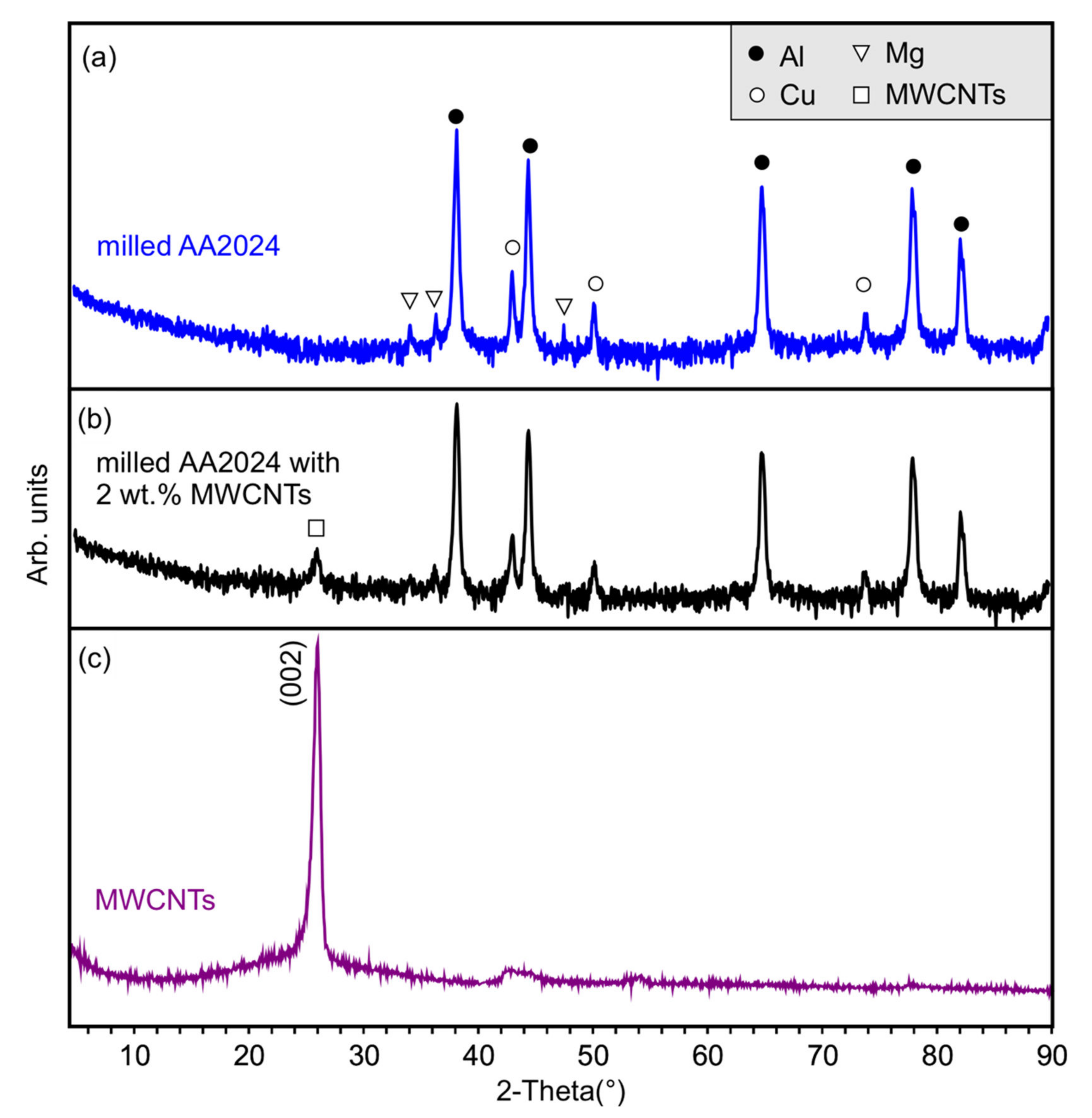
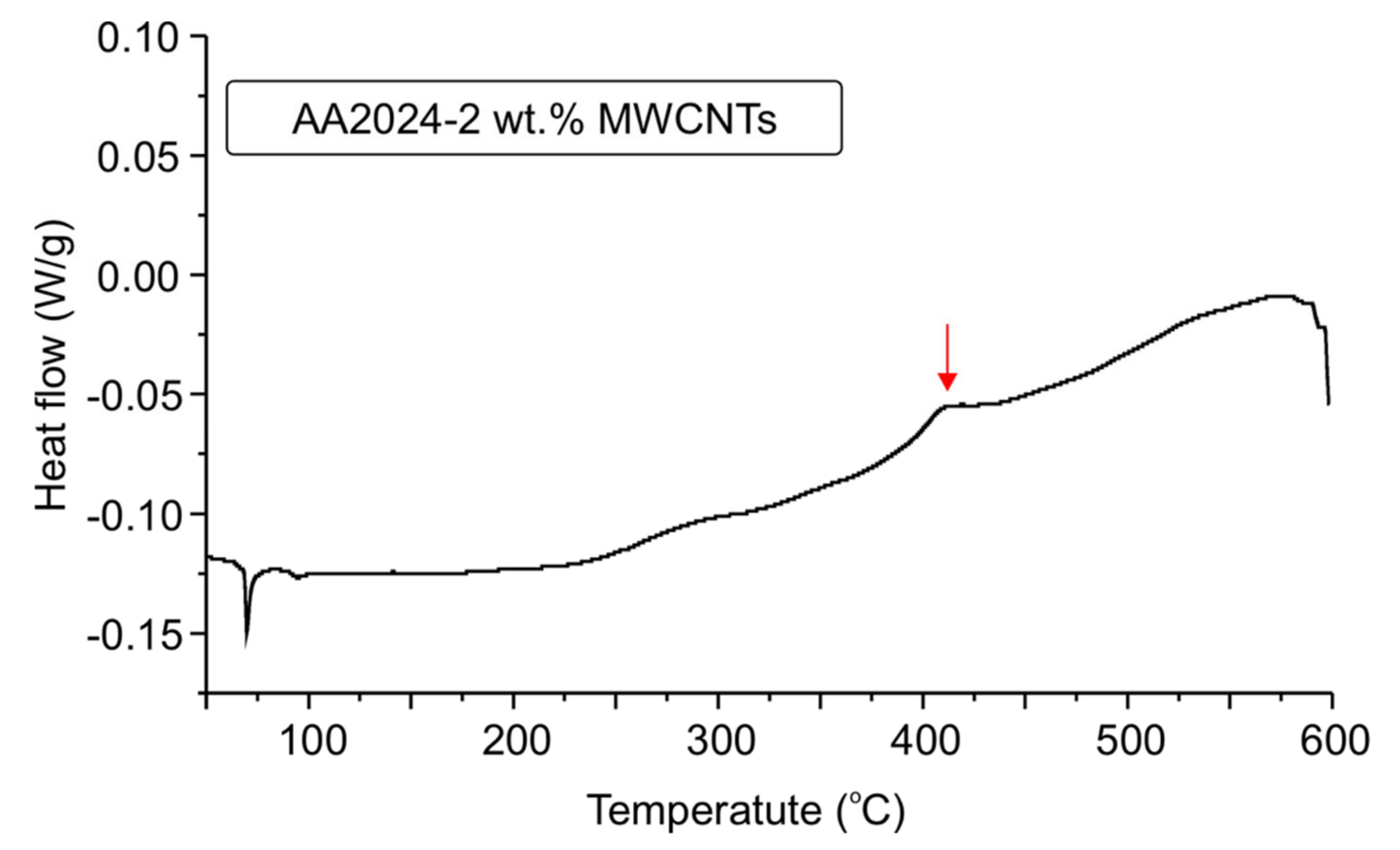
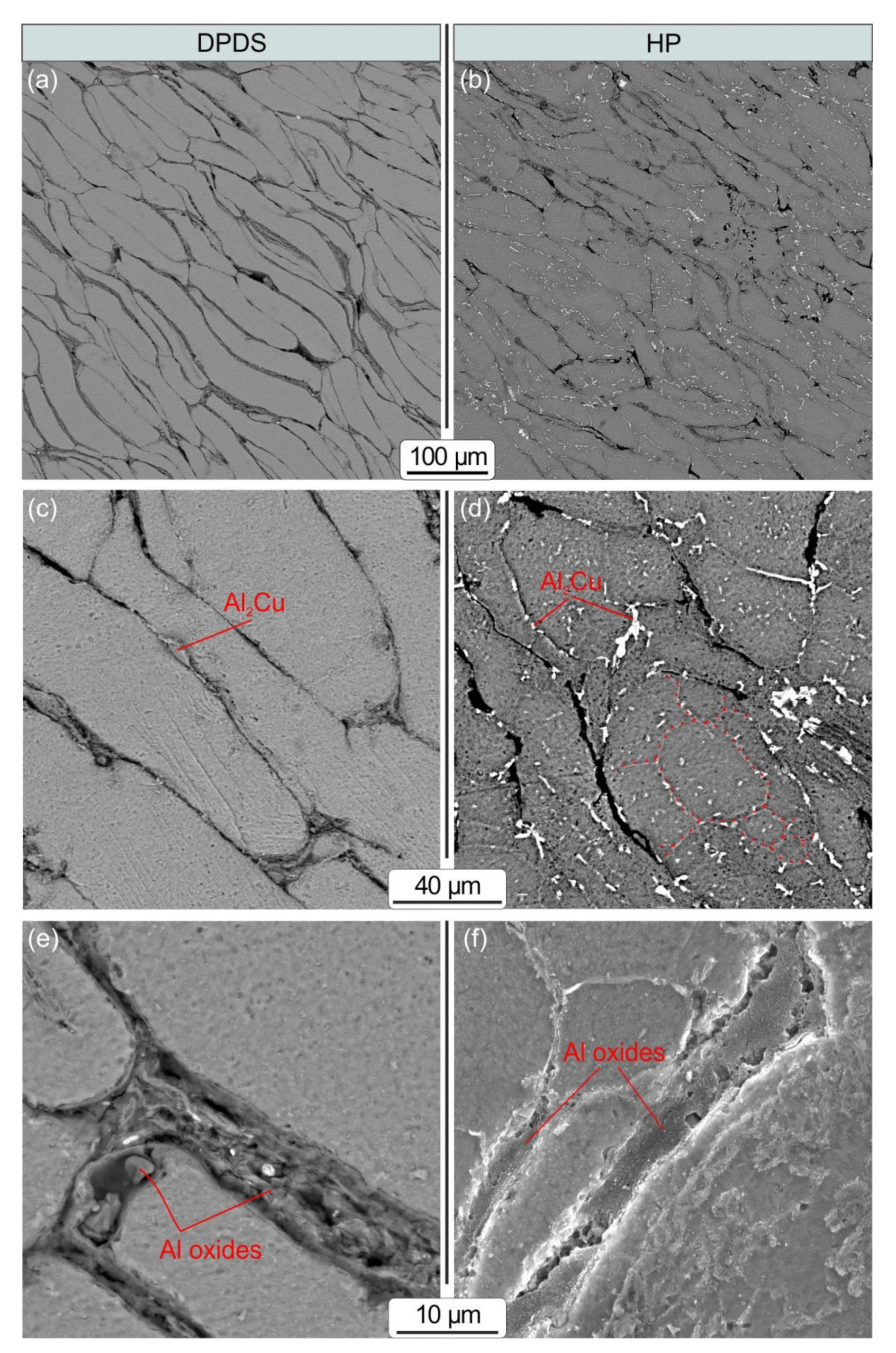
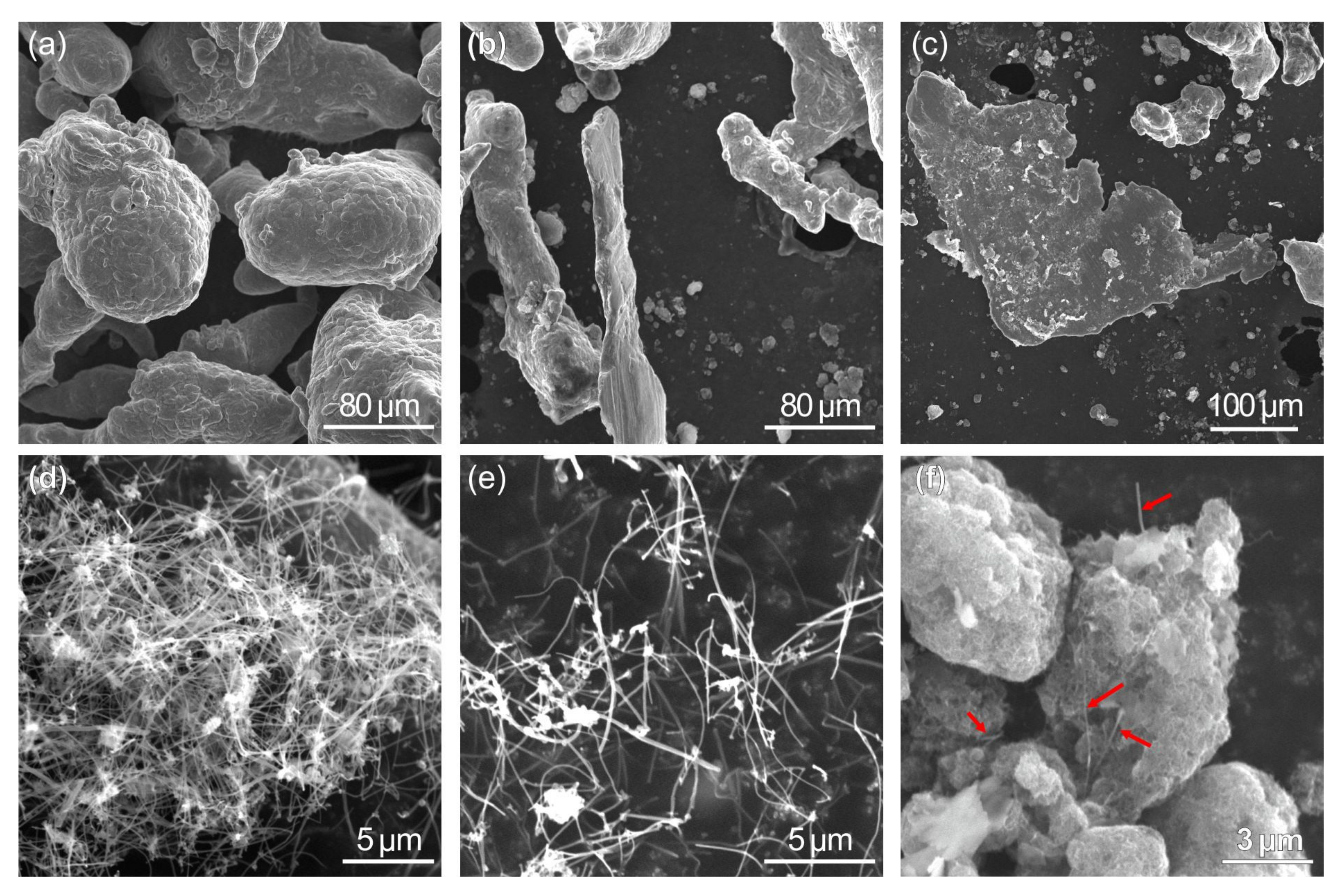
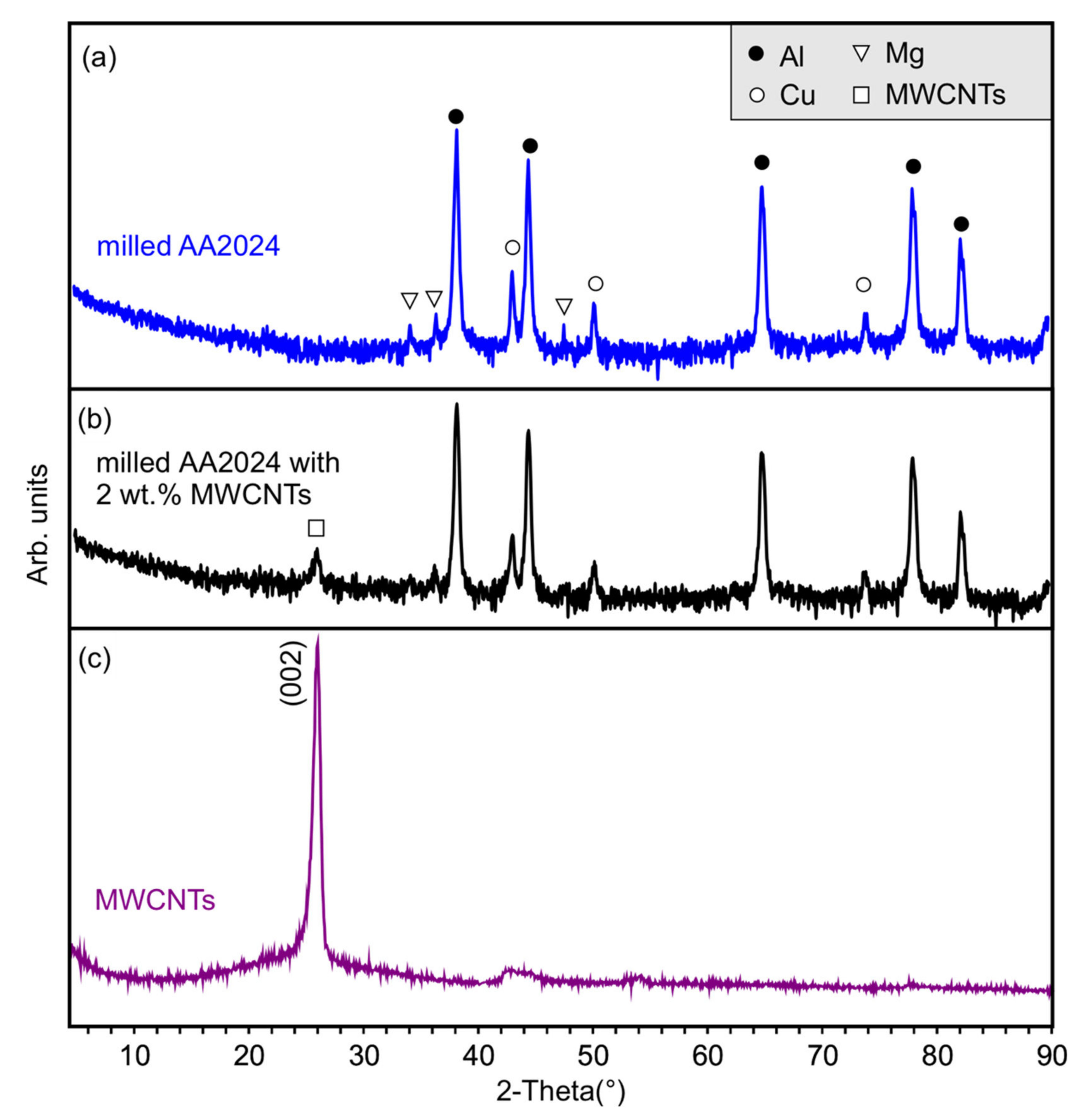
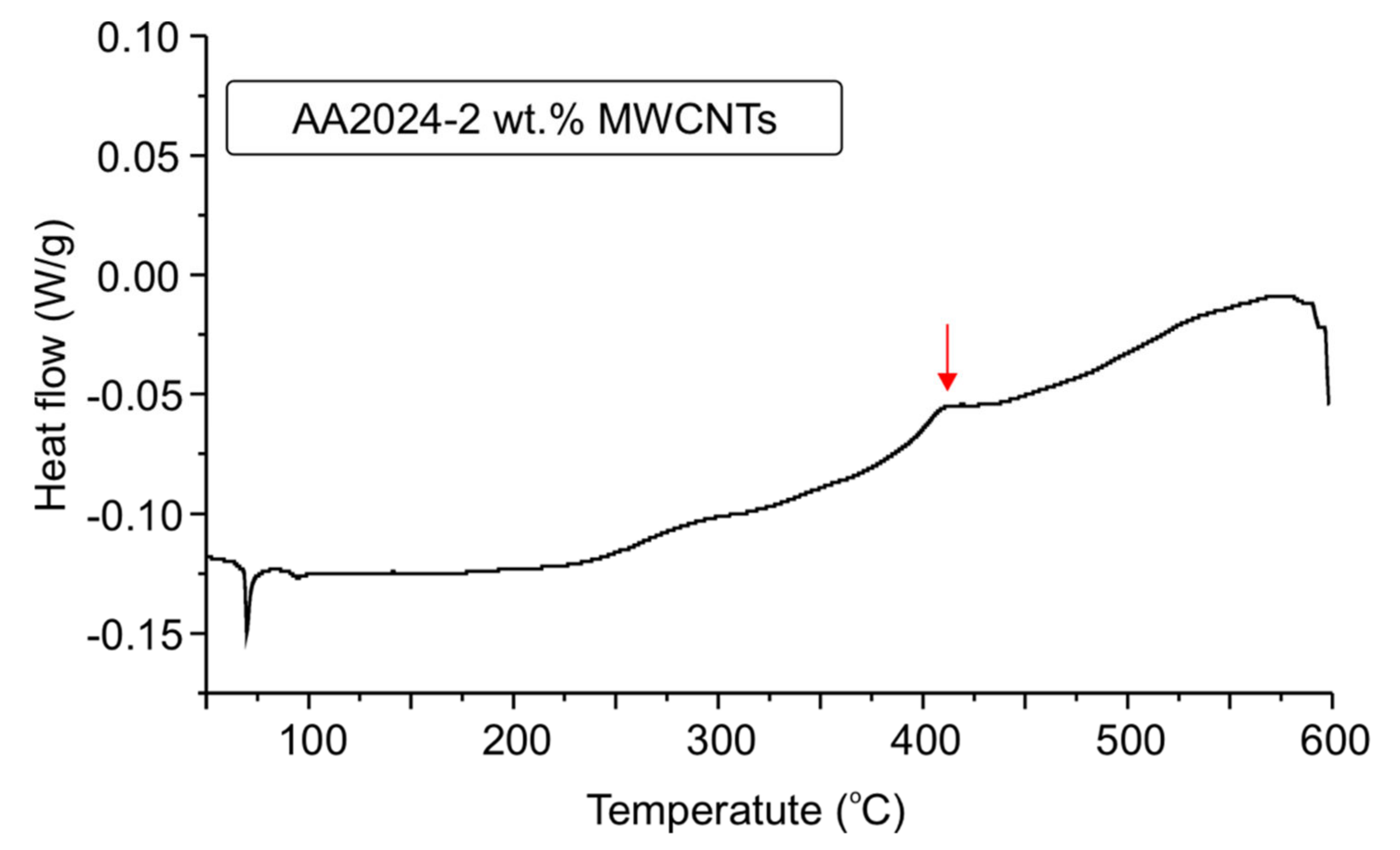
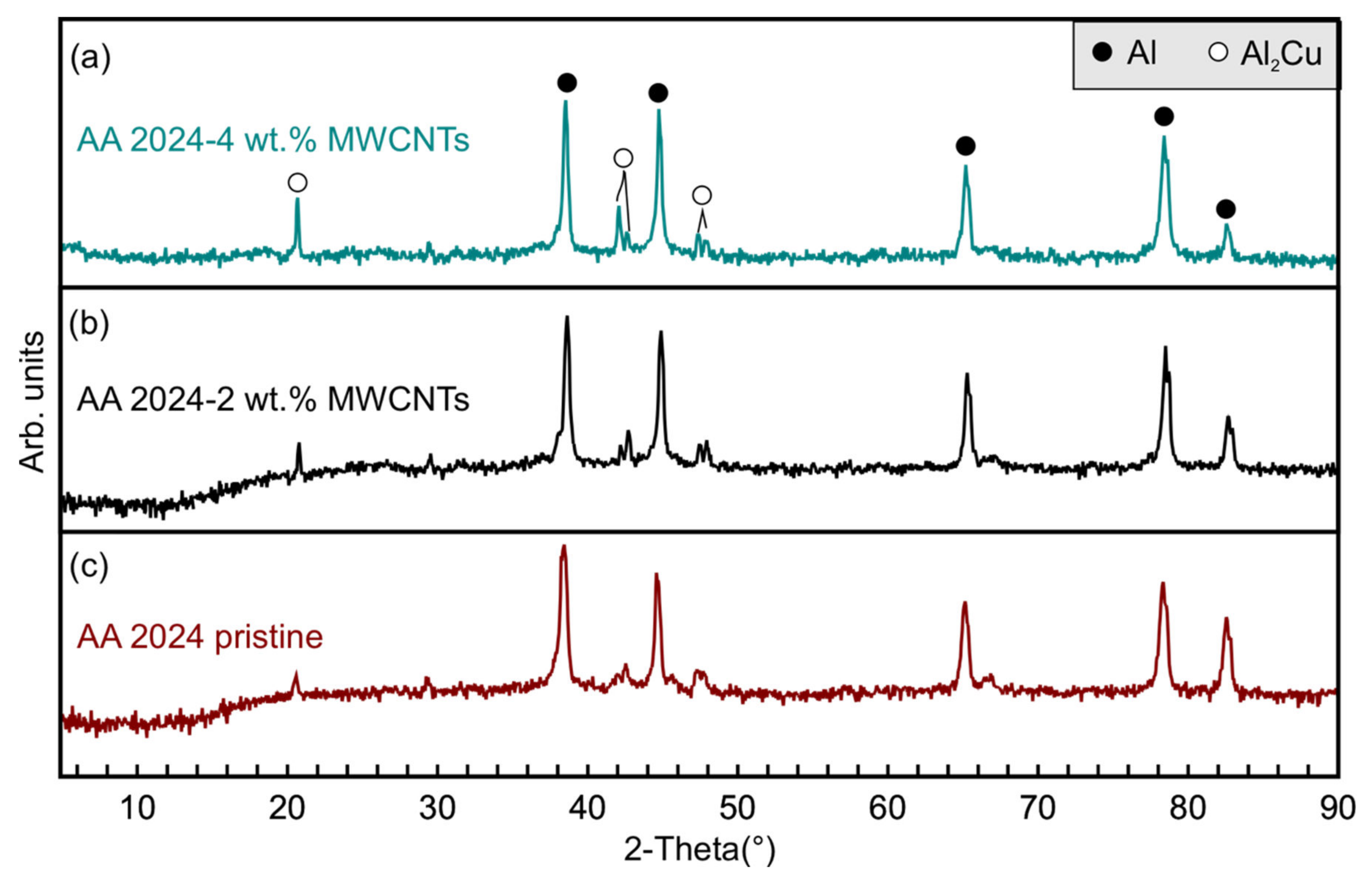
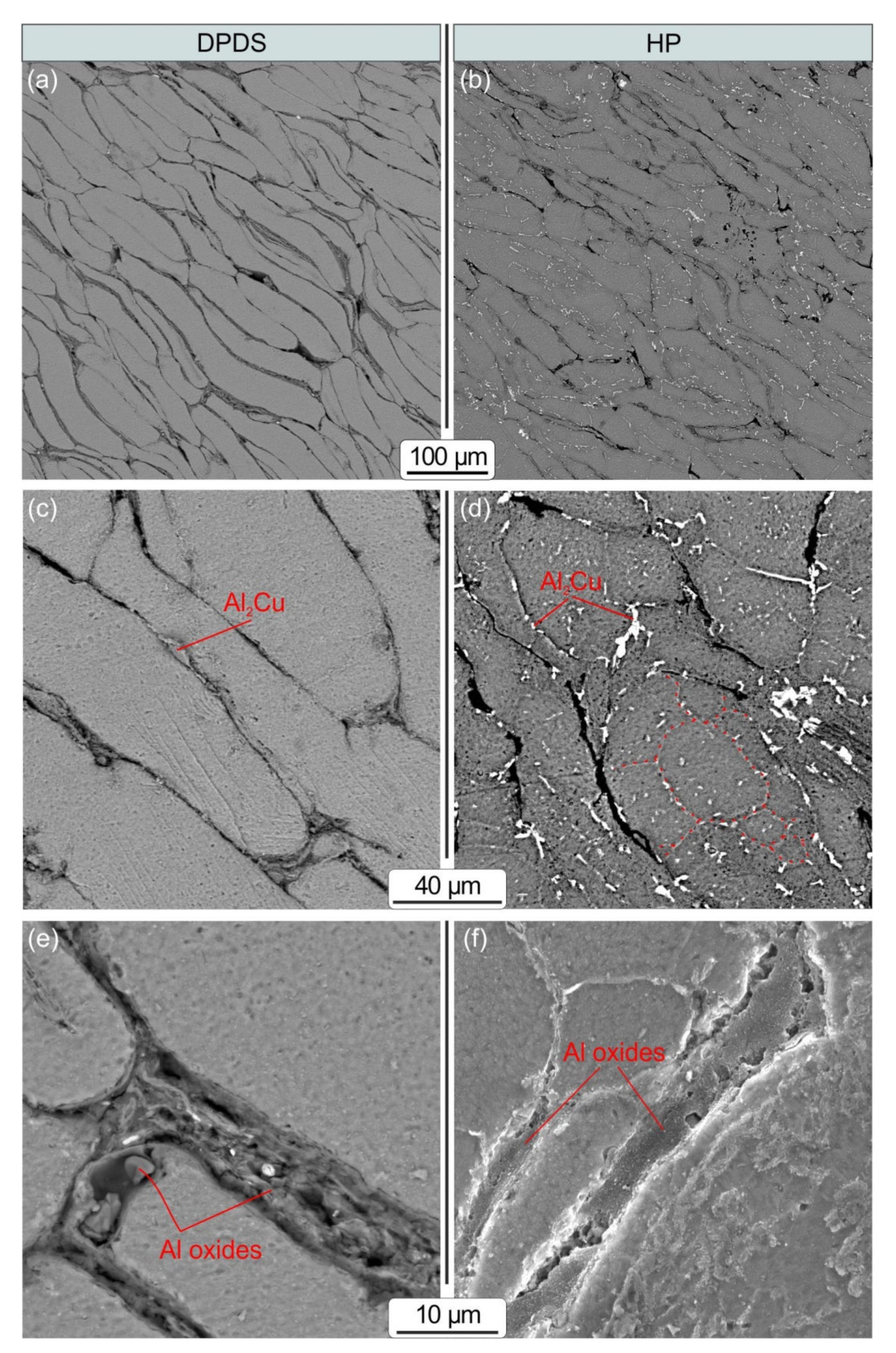
3.1. Structural Characterization of the Milled Composite and Sintered Composite
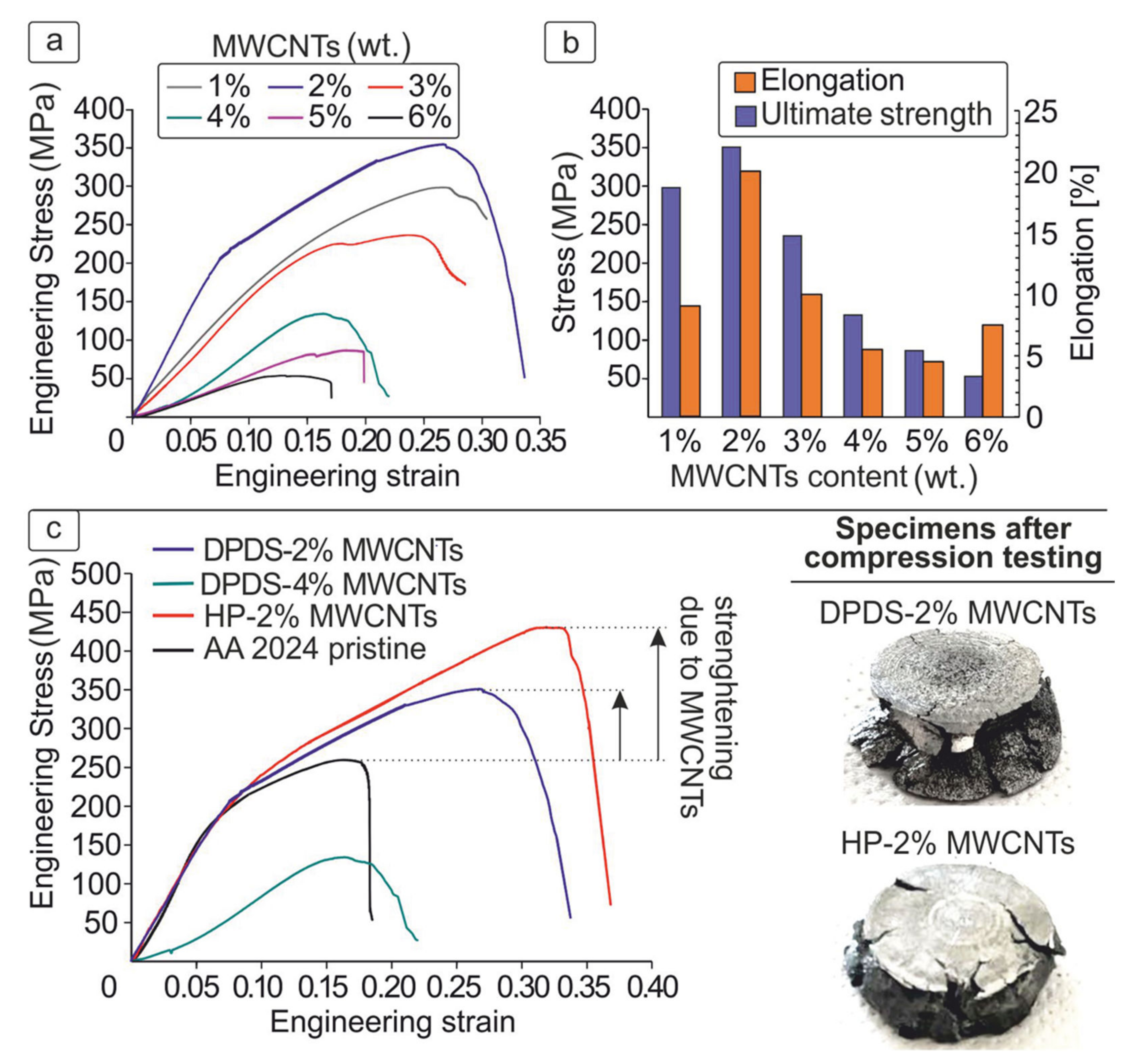
3.2. Mechanical Characterization
4. Conclusions
- (1)
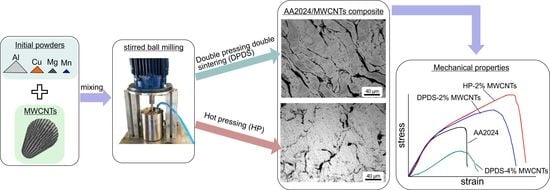
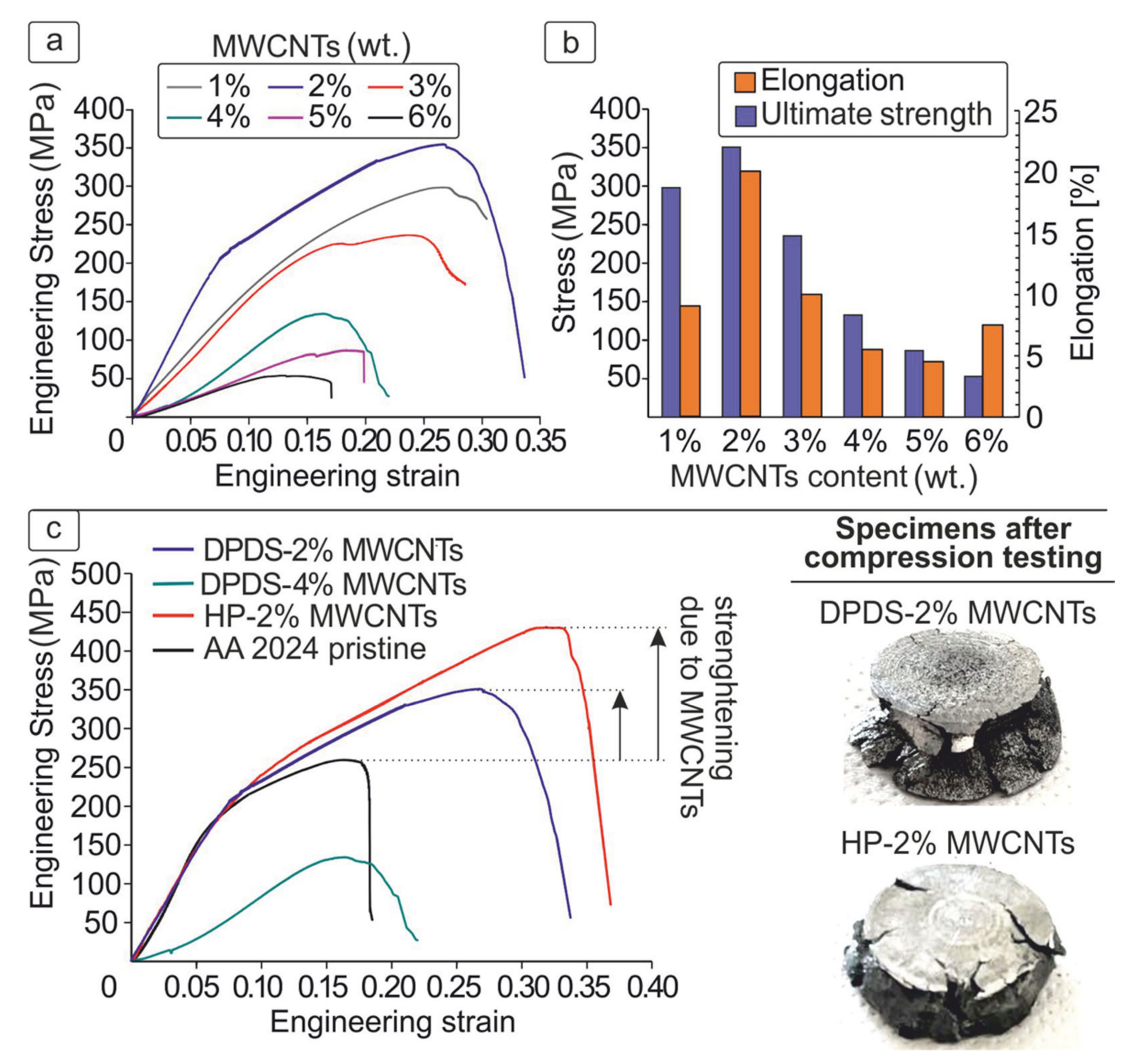
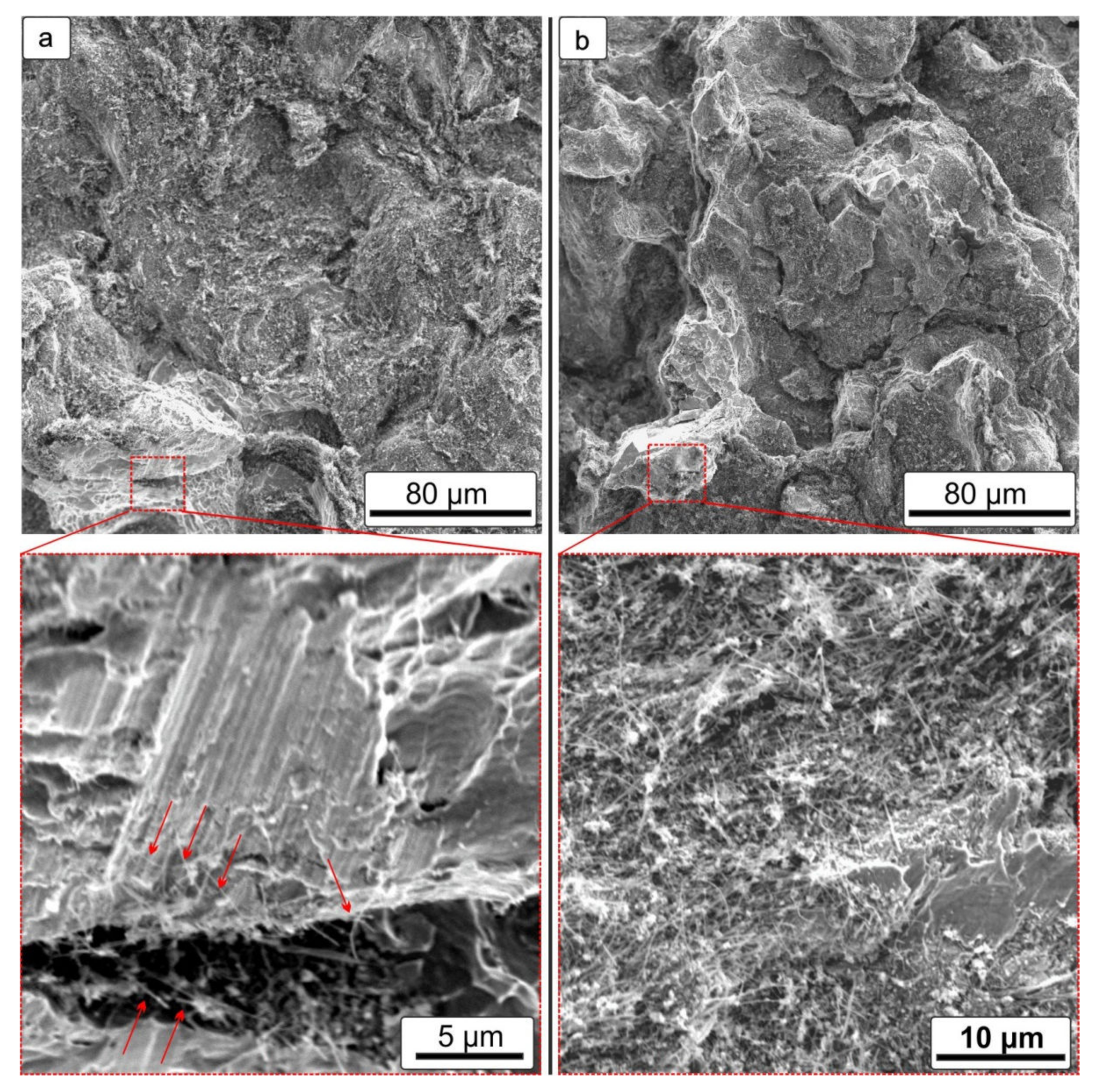
- Both compaction techniques used to produce the composite material resulted in reinforcement of the mechanical properties with respect to pristine AA2024. However, HP was proven to be superior which was mainly ascribed to the higher density of the obtained composite and to grain refinement. The structural integrity of the MWCNTs was retained, although some fracturing of the MWCNTS was observed which also contributed to efficient load transfer from the matrix to the MWCNTs.
- (2)
- A strong link between MWCNTs content and mechanical strength was established. A dramatic decrease of the mechanical properties is reported above 2 wt.% MWCNTs, which is attributed to clustering of MWCNTs.
- (3)
- The compressive strength of the AA2024-2 wt.% MWCNTs nanocomposite reached 350 MPa when produced by DPDS method and 423 MPa when produced by HP method. The elongation reached the values of 16% and 19%, respectively, indicating that both methods can provide nanocomposite with satisfactory strength-ductility efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.; Li, J.; Wan, L.; Meng, X.; Xie, Y. Strengthening and toughening mechanisms of CNTs/Mg-6Zn composites via friction stir processing. Mater. Sci. Eng. A 2018, 732, 205–211. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Mechanical Properties of Aluminium-Graphene/Carbon Nanotubes (CNTs) Metal Matrix Composites: Advancement, Opportunities and Perspective. Mater. Res. Bull. 2021, 138, 111224. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon Nanotube Reinforced Metal Matrix Composites—A Review. Int. Mater. Rev. 2010, 55, 41–64. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An Analysis of the Factors Affecting Strengthening in Carbon Nanotube Reinforced Aluminum Composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Park, J.G.; Keum, D.H.; Lee, Y.H. Strengthening Mechanisms in Carbon Nanotube-Reinforced Aluminum Composites. Carbon 2015, 95, 690–698. [Google Scholar] [CrossRef]
- Xie, K.; Zhang, G.; Huang, H.; Zhang, J.; Liu, Z.; Cai, B. Investigation of the Main Strengthening Mechanism of Carbon Nanotube Reinforced Aluminum Composites. Mater. Sci. Eng. A 2021, 804, 140780. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Pan, D.; Pan, B.; Kondoh, K. Microstructure and Synergistic-Strengthening Efficiency of CNTs-SiCp Dual-Nano Reinforcements in Aluminum Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 87–96. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. The Use of Flake Powder Metallurgy to Produce Carbon Nanotube (CNT)/Aluminum Composites with a Homogenous CNT Distribution. Carbon 2012, 50, 1993–1998. [Google Scholar] [CrossRef]
- Jiang, L.; Fan, G.; Li, Z.; Kai, X.; Zhang, D.; Chen, Z.; Humphries, S.; Heness, G.; Yeung, W.Y. An Approach to the Uniform Dispersion of a High Volume Fraction of Carbon Nanotubes in Aluminum Powder. Carbon 2011, 49, 1965–1971. [Google Scholar] [CrossRef]
- Nam, D.H.; Cha, S.I.; Lim, B.K.; Park, H.M.; Han, D.S.; Hong, S.H. Synergistic Strengthening by Load Transfer Mechanism and Grain Refinement of CNT/Al-Cu Composites. Carbon 2012, 50, 2417–2423. [Google Scholar] [CrossRef]
- Yang, X.; Liu, E.; Shi, C.; He, C.; Li, J.; Zhao, N.; Kondoh, K. Fabrication of Carbon Nanotube Reinforced Al Composites with Well-Balanced Strength and Ductility. J. Alloys Compd. 2013, 563, 216–220. [Google Scholar] [CrossRef]
- Emadinia, O.; Vieira, M.T.; Vieira, M.F. Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium. Metals 2018, 8, 786. [Google Scholar] [CrossRef] [Green Version]
- Aborkin, A.; Khorkov, K.; Prusov, E.; Ob’edkov, A.; Kremlev, K.; Perezhogin, I.; Alymov, M. Effect of Increasing the Strength of Aluminum Matrix Nanocomposites Reinforced with Microadditions of Multiwalled Carbon Nanotubes Coated with TiC Nanoparticles. Nanomaterials 2019, 9, 1596. [Google Scholar] [CrossRef] [Green Version]
- Khorasani, S.; Heshmati-Manesh, S.; Abdizadeh, H. Improvement of Mechanical Properties in Aluminum/CNTs Nanocomposites by Addition of Mechanically Activated Graphite. Compos. Part A Appl. Sci. Manuf. 2015, 68, 177–183. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, Z.Q. Structural Characterization of a Mechanical Alloyed Al-C Mixture. J. Alloys Compd. 2006, 414, 107–112. [Google Scholar] [CrossRef]
- Raviathul Basariya, M.; Srivastava, V.C.; Mukhopadhyay, N.K. Microstructural Characteristics and Mechanical Properties of Carbon Nanotube Reinforced Aluminum Alloy Composites Produced by Ball Milling. Mater. Des. 2014, 64, 542–549. [Google Scholar] [CrossRef]
- Poirier, D.; Gauvin, R.; Drew, R.A.L. Structural Characterization of a Mechanically Milled Carbon Nanotube/Aluminum Mixture. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1482–1489. [Google Scholar] [CrossRef]
- Seo, H.Y.; Jiang, L.R.; Kang, C.G.; Jin, C.K. Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals 2017, 7, 437. [Google Scholar] [CrossRef] [Green Version]
- Stein, J.; Lenczowski, B.; Fréty, N.; Anglaret, E. Mechanical Reinforcement of a High-Performance Aluminium Alloy AA5083 with Homogeneously Dispersed Multi-Walled Carbon Nanotubes. Carbon 2012, 50, 2264–2272. [Google Scholar] [CrossRef]
- Pérez-Bustamante, R.; González-Ibarra, M.J.; González-Cantú, J.; Estrada-Guel, I.; Herrera-Ramírez, J.M.; Miki-Yoshida, M.; Martínez-Sánchez, R. AA2024-CNTs Composites by Milling Process after T6-Temper Condition. J. Alloys Compd. 2012, 536S, S17–S20. [Google Scholar] [CrossRef]
- Seo, H.Y.; Jiang, L.R.; Kang, C.G.; Jin, C.K. A Hot Extrusion Process without Sintering by Applying MWCNTS/AL6061 Composites. Metals 2018, 8, 184. [Google Scholar] [CrossRef] [Green Version]
- Rikhtegar, F.; Shabestari, S.G.; Saghafian, H. The Homogenizing of Carbon Nanotube Dispersion in Aluminium Matrix Nanocomposite Using Flake Powder Metallurgy and Ball Milling Methods. Powder Technol. 2015, 280, 26–34. [Google Scholar] [CrossRef]
- Das, R.; Hamid, S.; Ali, M.; Ramakrishna, S.; Yongzhi, W. Carbon Nanotubes Characterization by X-ray Powder Diffraction—A Review. Curr. Nanosci. 2015, 11, 23–35. [Google Scholar] [CrossRef] [Green Version]
- Abdulrazzak, F.H.; Alkiam, A.F.; Hussein, F.H. Behavior of X-ray Analysis of Carbon Nanotubes, Perspective of Carbon Nanotubes. In Perspective of Carbon Nanotubes; Saleh, H.E.-D., El-Sheikh, S.M.M., Eds.; IntechOpen: London, UK, 2019; Available online: https://www.intechopen.com/books/perspective-of-carbon-nanotubes/behavior-of-x-ray-analysis-of-carbon-nanotubes (accessed on 1 June 2022).
- Guo, B.; Song, M.; Zhang, X.; Liu, Y.; Cen, X.; Chen, B.; Li, W. Exploiting the Synergic Strengthening Effects of Stacking Faults in Carbon Nanotubes Reinforced Aluminum Matrix Composites for Enhanced Mechanical Properties. Compos. Part B Eng. 2021, 211, 108646. [Google Scholar] [CrossRef]
- Stein, J.; Lenczowski, B.; Anglaret, E.; Fréty, N. Influence of the Concentration and Nature of Carbon Nanotubes on the Mechanical Properties of AA5083 Aluminium Alloy Matrix Composites. Carbon 2014, 77, 44–52. [Google Scholar] [CrossRef]
- Mao, D.; Meng, X.; Xie, Y.; Yang, Y.; Xu, Y.; Qin, Z.; Chang, Y.; Wan, L.; Huang, Y. Strength-ductility balance strategy in SiC reinforced aluminum matrix composites via deformation-driven metallurgy. J. Alloys Compd. 2022, 891, 162078. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Li, Y.; Mao, D.; Wan, L.; Huang, Y. Insight into ultra-refined grains of aluminum matrix composites via deformation-driven metallurgy. Compos. Commun. 2021, 26, 100776. [Google Scholar] [CrossRef]
- Housaer, F.; Beclin, F.; Touzin, M.; Tingaud, D.; Legris, A.; Addad, A. Materials Characterization, Interfacial characterization in carbon nanotube reinforced aluminum matrix composites. Mater. Charact. 2015, 110, 94–101. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Chang, Y.; Mao, D.; Yang, Y.; Xu, Y.; Wan, L.; Huang, Y. Ameliorating strength-ductility efficiency of graphene nanoplatelet-reinforced aluminum composites via deformation-driven metallurgy. Compos. Sci. Technol. 2022, 219, 109225. [Google Scholar] [CrossRef]
- Feijoo, I.; Pena, G.; Cabeza, M.; Cristóbal, M.J.; Rey, P. MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties. Metals 2021, 11, 969. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Pristine AA2024 | DPDS-2 wt.% MWCNTs | DPDS-4 wt.% MWCNTs | HP-2 wt.% MWCNTs |
|---|---|---|---|---|
| Microhardness HV0.1 | 56 | 62 | 49 | 70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stergioudi, F.; Prospathopoulos, A.; Farazas, A.; Tsirogiannis, E.C.; Michailidis, N. Mechanical Properties of AA2024 Aluminum/MWCNTs Nanocomposites Produced Using Different Powder Metallurgy Methods. Metals 2022, 12, 1315. https://doi.org/10.3390/met12081315
Stergioudi F, Prospathopoulos A, Farazas A, Tsirogiannis EC, Michailidis N. Mechanical Properties of AA2024 Aluminum/MWCNTs Nanocomposites Produced Using Different Powder Metallurgy Methods. Metals. 2022; 12(8):1315. https://doi.org/10.3390/met12081315
Chicago/Turabian StyleStergioudi, Fani, Alexandros Prospathopoulos, Alexandros Farazas, Evangelos Ch. Tsirogiannis, and Nikolaos Michailidis. 2022. "Mechanical Properties of AA2024 Aluminum/MWCNTs Nanocomposites Produced Using Different Powder Metallurgy Methods" Metals 12, no. 8: 1315. https://doi.org/10.3390/met12081315
APA StyleStergioudi, F., Prospathopoulos, A., Farazas, A., Tsirogiannis, E. C., & Michailidis, N. (2022). Mechanical Properties of AA2024 Aluminum/MWCNTs Nanocomposites Produced Using Different Powder Metallurgy Methods. Metals, 12(8), 1315. https://doi.org/10.3390/met12081315