
Theoretical Analysis of Grinding Wheel Deflection Angle on Peripheral Grinding Parameters and Grinding Force

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
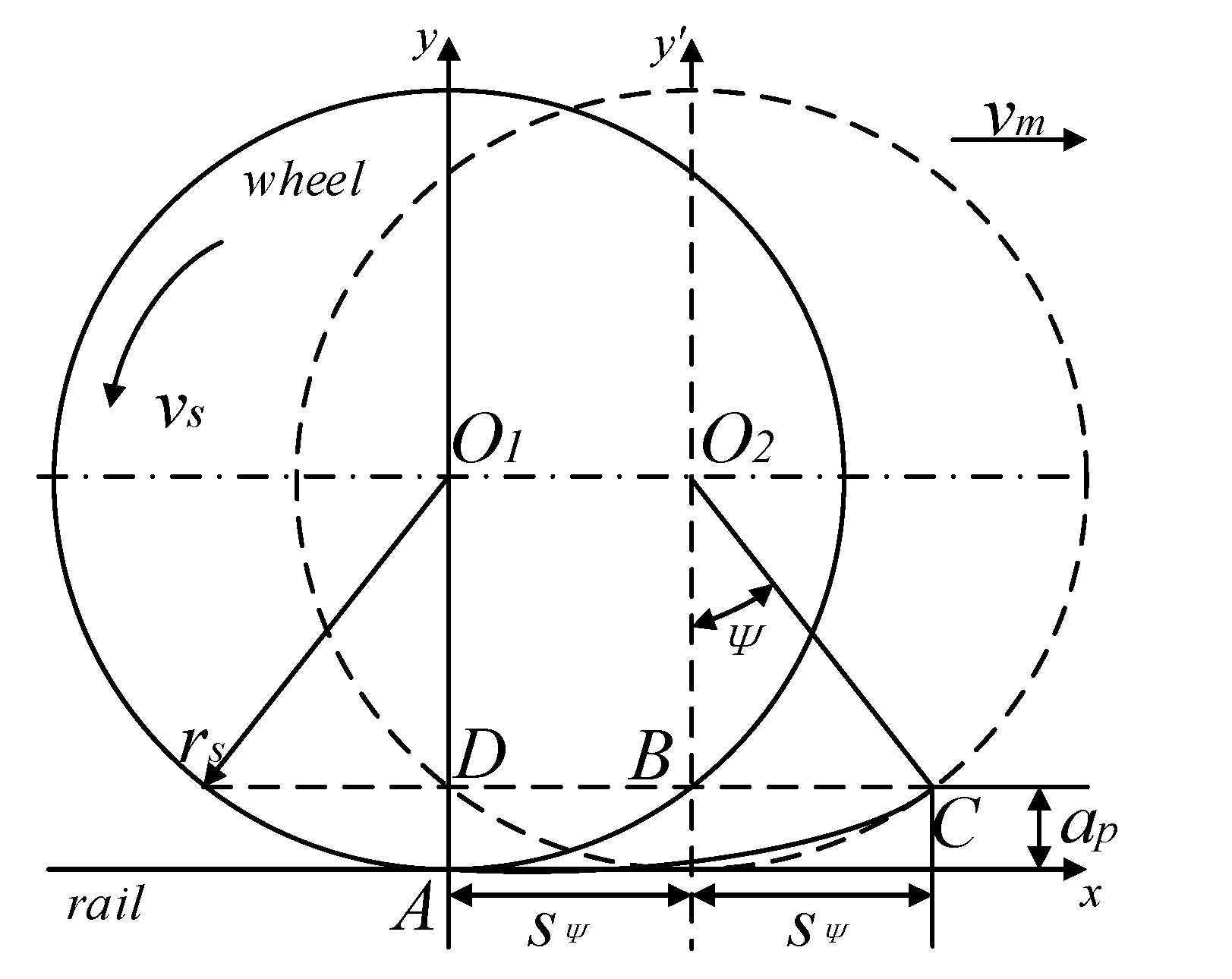
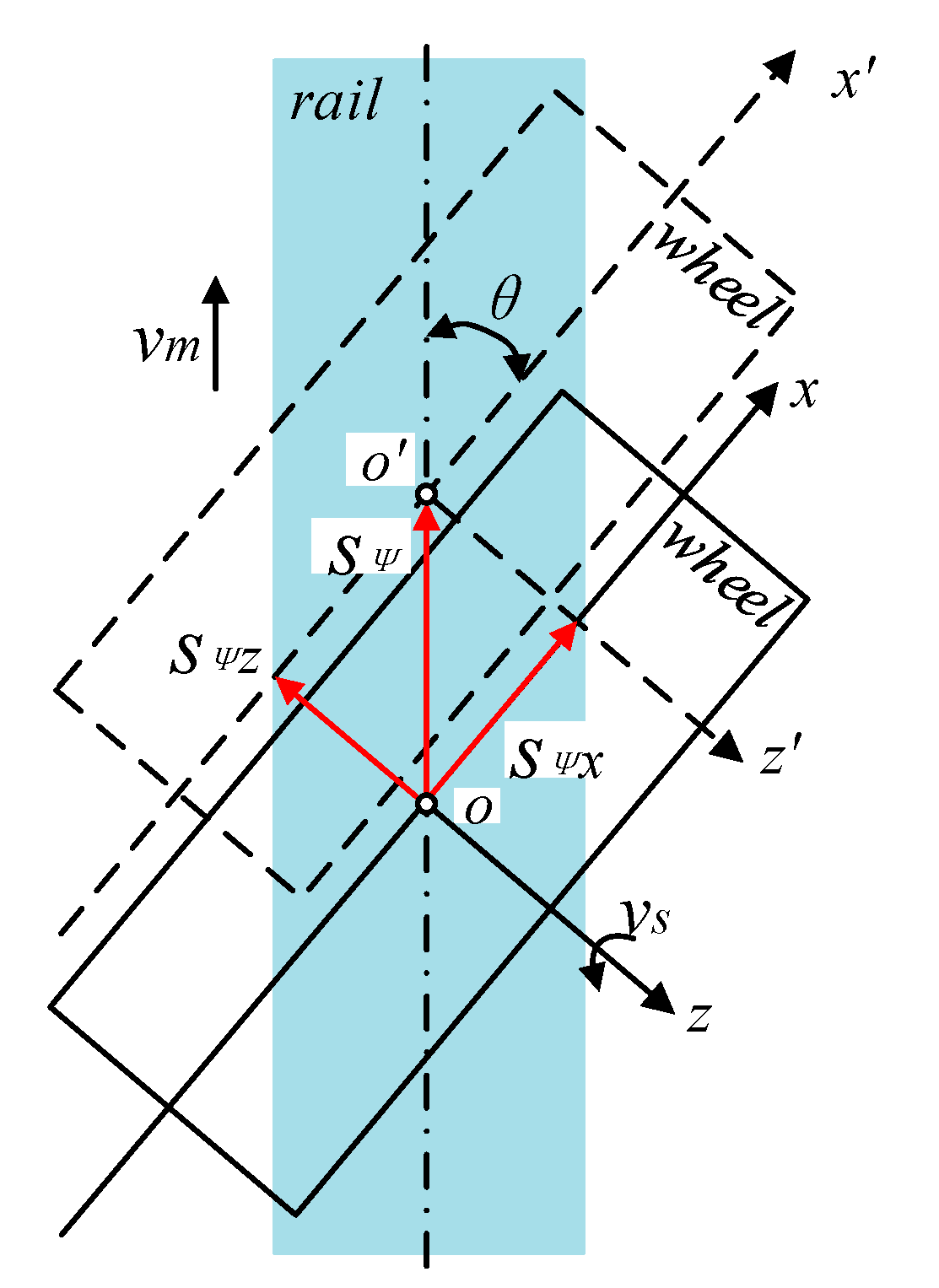
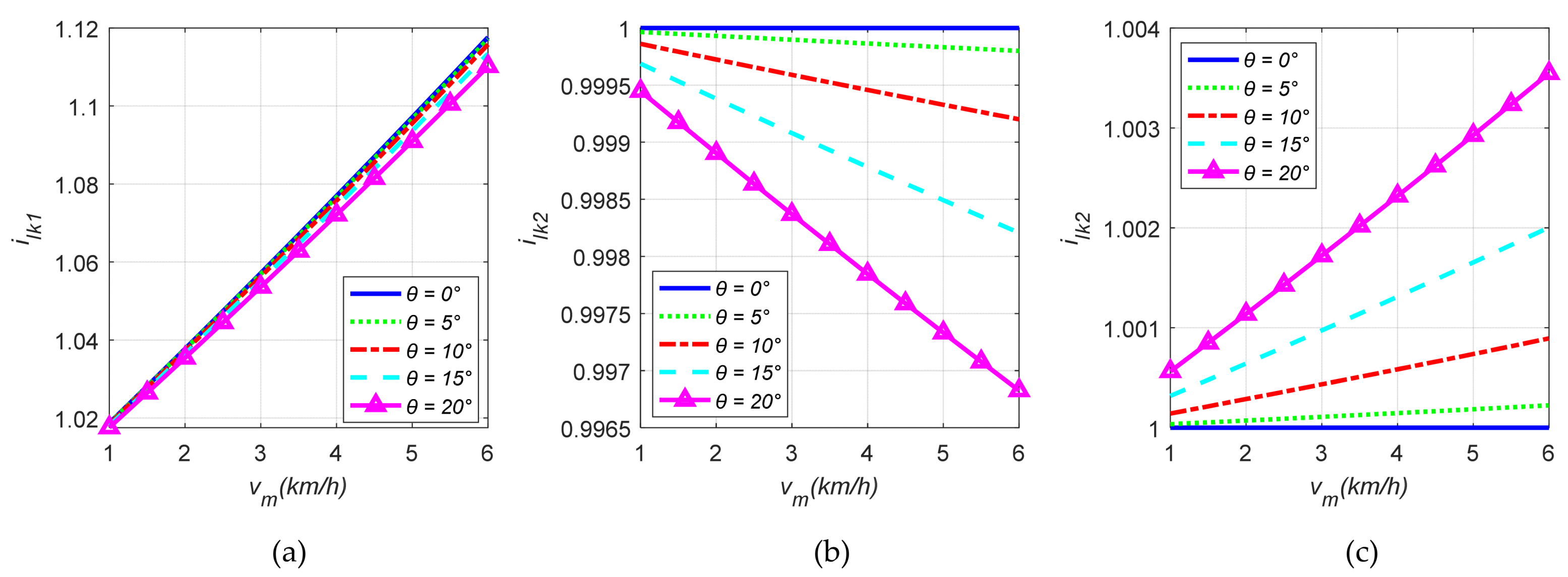
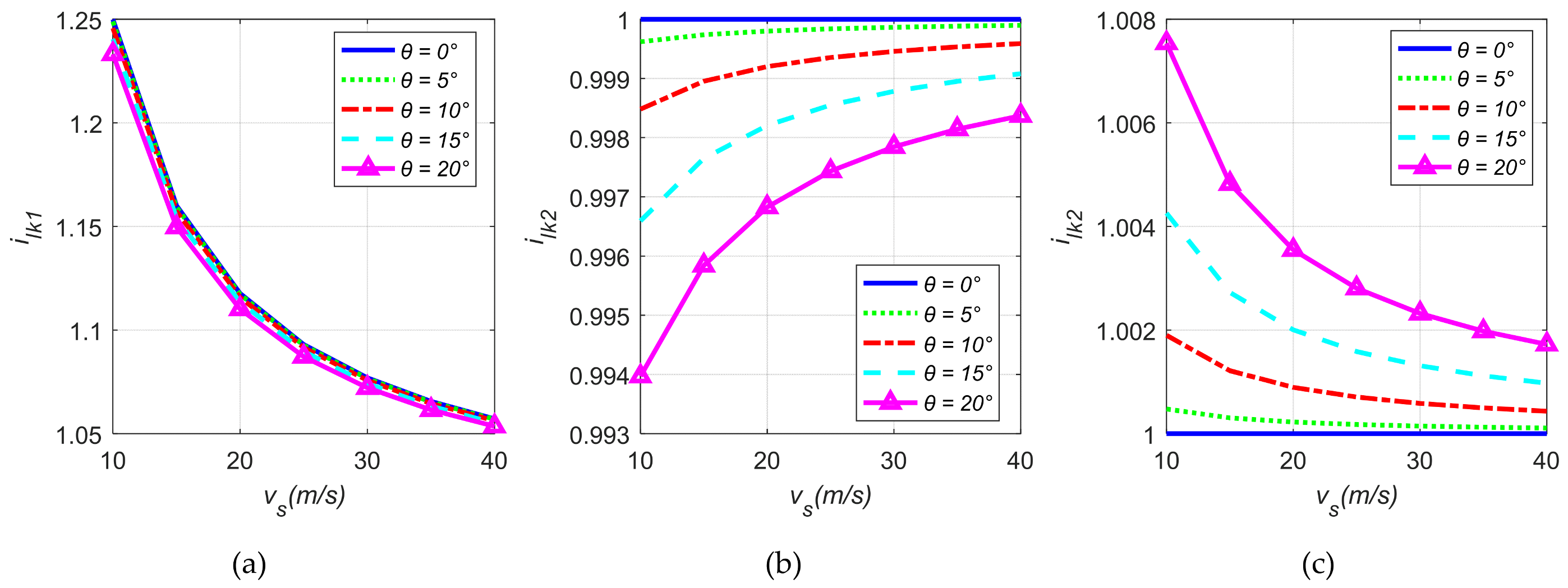
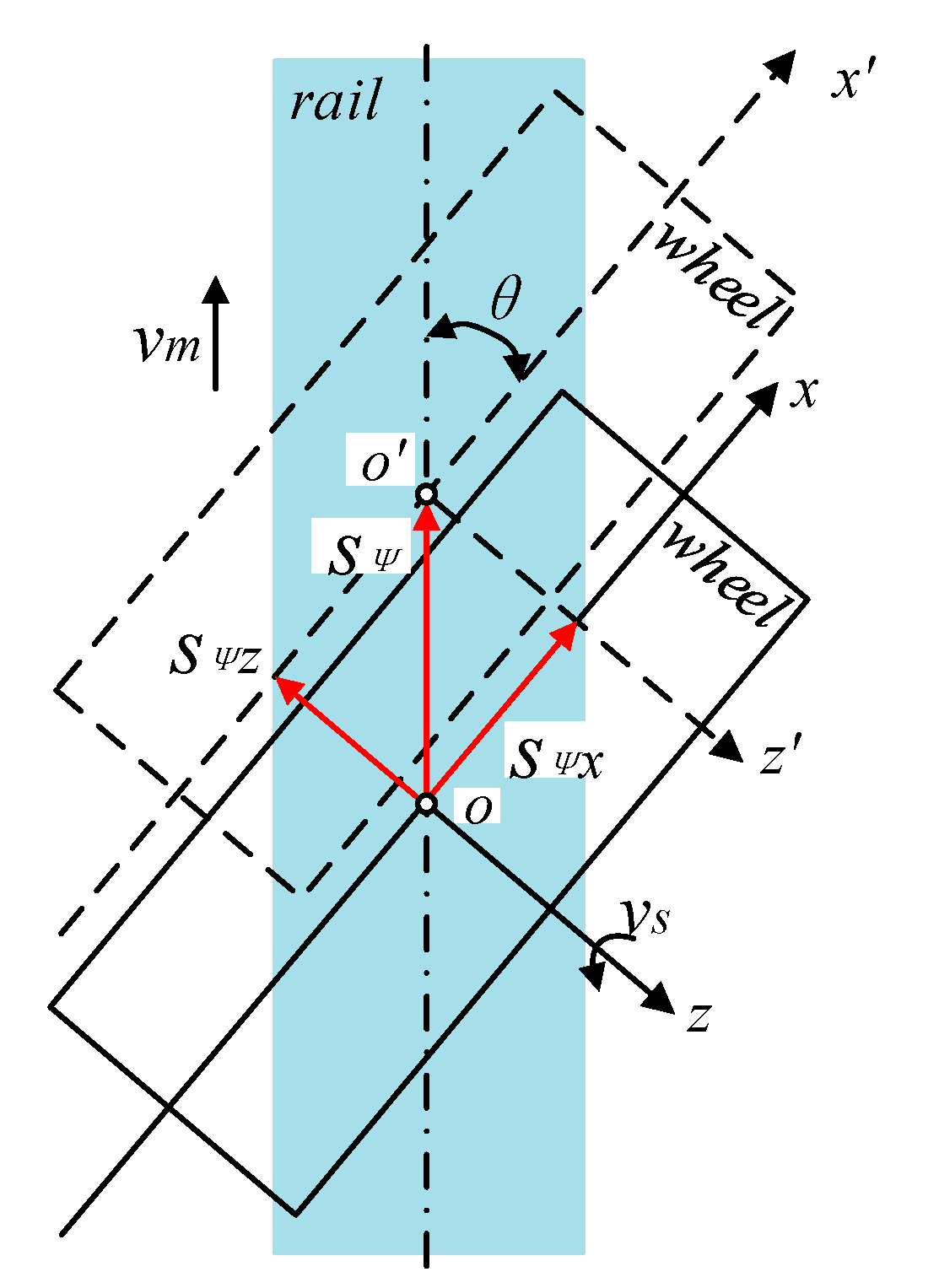
2. Analysis of Kinematic Contact Arc Length
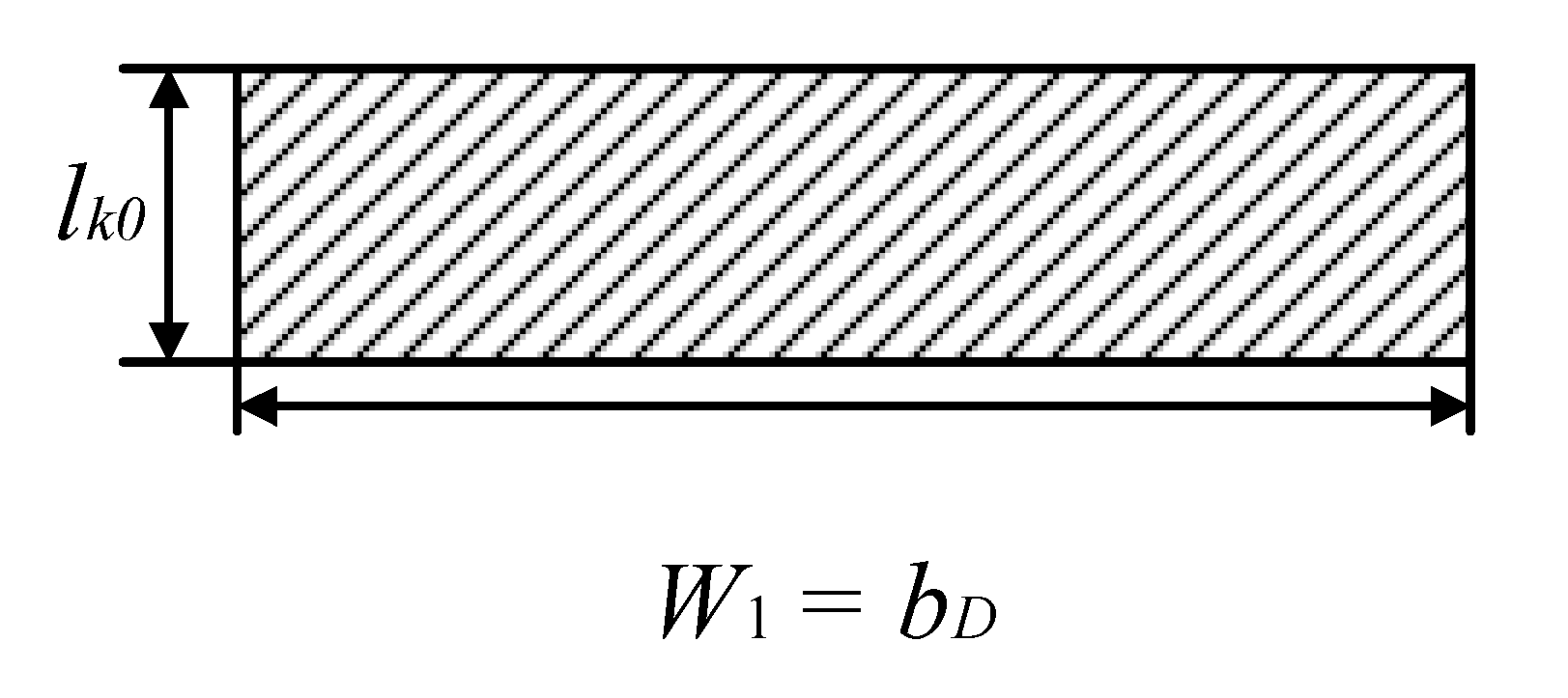
3. Analysis of Grinding Contact Area
4. Analysis of Maximum Undeformed Chip Thickness of Abrasive Grains
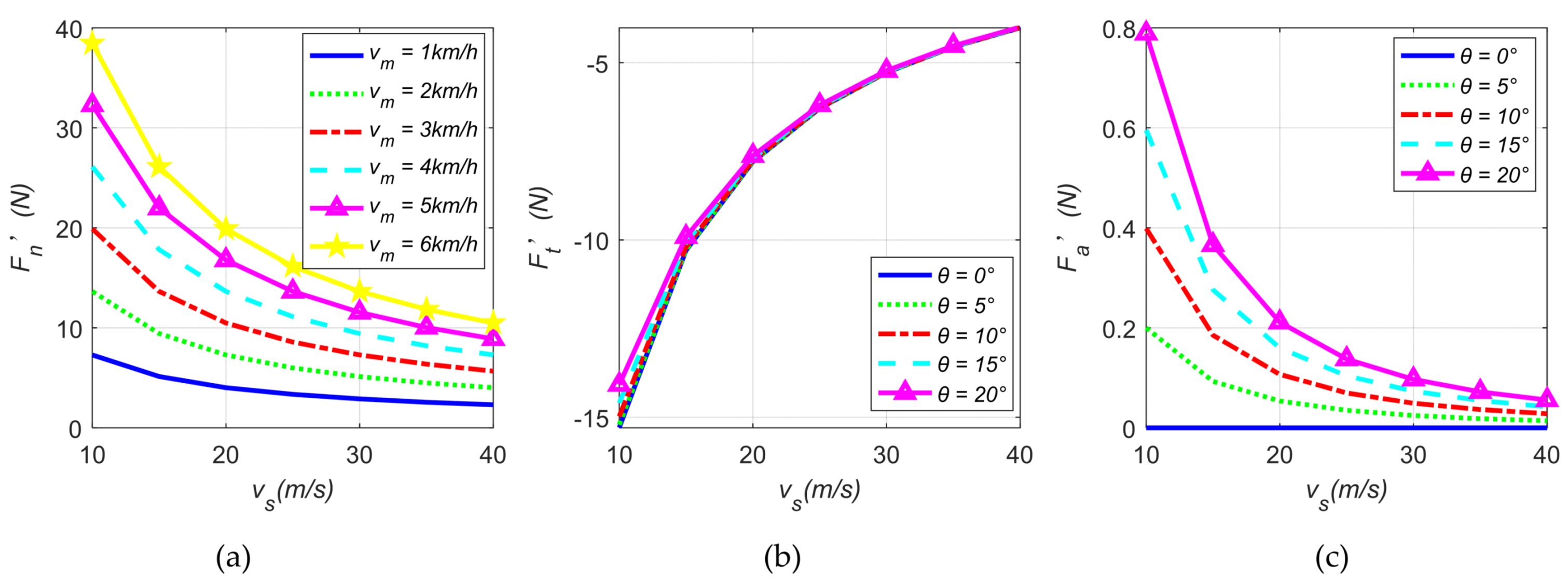
5. Analysis of Grinding Force Model
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| rs | grinding wheel radius |
| ap | grinding depth |
| agmax | maximum undeformed chip thickness of an abrasive grain |
| vs | grinding wheel circumferential speed |
| vm | grinding wheel kinematic speed along rail longitudinal direction |
| θ | deflection angle of the grinding wheel end face along rail longitudinal section |
| ψ | the rotation angle of abrasive grains |
| φ | angle between the combined speed v and the x axis direction in the grinding wheel coordinate system |
| v | combined velocity of vs and vm |
| vx | velocity component in x axis direction of v |
| vmx | velocity component in x axis direction of vm |
| vmz | velocity component in z axis direction of vm grinding wheel coordinate system |
| lk0 | wheel-rail kinematic contact arc length without deflection angle θ |
| lkθ | wheel-rail kinematic contact arc length with deflection angle θ |
| s0 | the longitudinal displacement of the grinding wheel relative to the rail after one rotation |
| sψ | longitudinal displacement of grinding wheel relative to rail when rotating ψ angle |
| Nd | dynamically effective cutting edge number of the grinding wheel |
| N | total number of cutting abrasive grains per unit grinding width |
| bD | grinding wheel thickness |
| W1 | the grinding widths of the end face of the grinding wheel without deflection angle θ |
| W2 | the grinding widths of the end face of the grinding wheel with deflection angle θ |
| F1 | tangential force caused by friction |
| F2 | tangential force caused by cutting deformation |
| Ftsθ | tangential force caused by friction in x direction of grinding wheel coordinate system |
| Ftcθ | tangential force caused by cutting deformation in x direction of grinding wheel coordinate system |
| Fnsθ | tangential force caused by friction in y direction of grinding wheel coordinate system |
| Fncθ | tangential force caused by cutting deformation in y direction of grinding wheel coordinate system |
| Fasθ | axial force caused by friction in z direction of grinding wheel coordinate system |
| Facθ | axial force caused by cutting deformation in z direction of grinding wheel coordinate system |
References
- TB/T 1778-2010; Catalogue of Rail Defects. Ministry of Railways of the People’s Republic of China: Beijing, China, 2010. (In Chinese)
- Department of Track, Communication & Signaling and Power Supply of China State Railway Group Co., Ltd. Railway Permanent-Way Technical Manual · Track; China Railway Publishing House Co., Ltd.: Beijing, China, 2016; pp. 62–70. (In Chinese) [Google Scholar]
- Department of Track, Communication & Signaling and Power Supply of China State Railway Group Co., Ltd. Railway Permanent-Way Technical Manual · Turnout; China Railway Publishing House Co., Ltd.: Beijing, China, 2017; pp. 286–287. (In Chinese) [Google Scholar]
- Department of Track, Communication & Signaling and Power Supply of China State Railway Group Co., Ltd. Railway Permanent-Way Technical Manual · Line Maintenance; China Railway Publishing House Co., Ltd.: Beijing, China, 2017; pp. 176–185. (In Chinese) [Google Scholar]
- Fan, W.G.; Liu, Y.M.; Li, J.Y. Development status and prospect of rail grinding technology for high speed railway. J. Mech. Eng. 2018, 54, 184–193. [Google Scholar] [CrossRef]
- Wang, W.; Li, J.; Fan, W. Belt grinding mechanism-based method for roughness profile prediction of the rail surface. J. Braz. Soc. Mech. Sci. 2022, 44, 1–13. [Google Scholar] [CrossRef]
- Ding, H.-H.; Han, Y.-C.; Zhou, K.; Huang, Y.-H.; Shi, L.-B.; Guo, J.; Liu, Q.-Y.; Wang, W.-J. Grinding force modeling and experimental verification of rail grinding. Proc. Inst. Mech. Eng. J: J. Eng. Tribol. 2020, 234, 1254–1264. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, P.; Zhang, J.; Fan, X.; Zhu, M. Probing the effect of abrasive grit size on rail grinding behaviors. J. Manuf. Processes 2020, 53, 388–395. [Google Scholar] [CrossRef]
- Gu, K.; Lin, Q.; Wang, W.; Wang, H.; Guo, J.; Liu, Q.; Zhu, M. Analysis on the effects of rotational speed of grinding stone on removal behavior of rail material. Wear 2015, 342–343, 52–59. [Google Scholar] [CrossRef]
- Ding, H.; Yang, J.; Wang, W.; Guo, J.; Liu, Q. Characterization and formation mechanisms of rail chips from facing grinding by abrasive wheel. J. Manuf. Processes 2022, 73, 544–554. [Google Scholar] [CrossRef]
- Lin, B.; Zhou, K.; Guo, J.; Liu, Q.; Wang, W. Influence of grinding parameters on surface temperature and burn behaviors of grinding rail. Tribol. Int. 2018, 122, 151–162. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, H.; Wang, R.; Yang, J.; Guo, J.; Liu, Q.; Wang, W. Experimental investigation on material removal mechanism during rail grinding at different forward speeds. Tribol. Int. 2019, 143, 106040. [Google Scholar] [CrossRef]
- Liu, P.; Quan, Y.; Wan, J. Experimental investigation on the effects of machining parameters on surface integrity in form grinding of rail material. J. Phys. Conf. Ser. 2021, 1834, 012021. [Google Scholar] [CrossRef]
- Uhlmann, E.; Lypovka, P.; Hochschild, L.; Schröer, N. Influence of rail grinding process parameters on rail surface roughness and surface layer hardness. Wear 2016, 366–367, 287–293. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, K.; Ding, H.; Guo, J.; Liu, Q.; Wang, W. Effects of Grinding Passes and Direction on Material Removal Behaviours in the Rail Grinding Process. Materials 2018, 11, 2293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, P.; Quan, Y.; Wan, J.; Yu, L. Experimental Investigation on the Wear and Damage Behaviors of Machined Wheel-Rail Materials under Dry Sliding Conditions. Materials 2021, 14, 540. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.-Z.; Zou, W.-J.; Peng, J.; Song, X.-D.; Xiao, F.-R. Study on the Effect of Grinding Pressure on Material Removal Behavior Performed on a Self-Designed Passive Grinding Simulator. Appl. Sci. 2021, 11, 4128. [Google Scholar] [CrossRef]
- Pereverzev, P.P.; Pimenov, D.Y. A grinding force model allowing for dulling of abrasive wheel cutting grains in plunge cylindrical grinding. J. Frict. Wear 2016, 37, 60–65. [Google Scholar] [CrossRef]
- Jamil, M.; He, N.; Zhao, W.; Xiang, H.; Gupta, M.K.; Iqbal, A.; Khan, A.M. Assessment of energy consumption, carbon emissions and cost metrics under hybrid MQL-Dry ice blasting system: A novel cleaner production technology for manufacturing sectors. J. Clean. Prod. 2022, 360, 132111. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Mia, M.; Pimenov, D.Y.; Gasiyarov, V.R.; Gupta, M.K.; He, N. Multi-Objective Optimization for Grinding of AISI D2 Steel with Al2O3 Wheel under MQL. Materials 2018, 11, 2269. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiong, X. Design and Analysis of Rail Surface Grinding Device. Master’s Thesis, Chongqing University of Technology, Chongqing, China, 2021. (In Chinese). [Google Scholar]
- Wang, W.; Li, J.; Fan, W.; Hou, G. A numerical model to investigate contact status for rail grinding by abrasive belt with an axial deflection. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 494. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, H.; Zhang, S.; Guo, J.; Liu, Q.; Wang, W. Modelling and simulation of the grinding force in rail grinding that considers the swing angle of the grinding stone. Tribol. Int. 2019, 137, 274–288. [Google Scholar] [CrossRef]
- Wu, H.; Yao, Z.Q. Force modeling for 2D freeform grinding with infinitesimal method. J. Manuf. Processes 2021, 70, 108–120. [Google Scholar] [CrossRef]
- Miao, T.Y. Research on Mechanism of Dry Grinding of Railway Steel. Master’s Thesis, Hunan University, Changsha, China, 2018. (In Chinese). [Google Scholar]
- Ren, J.X.; Hua, D.A. Grinding Theory; Northwestern Polytechnical University Press: Xi’an, China, 1988; pp. 33–85. (In Chinese) [Google Scholar]
- Li, B.M.; Li, Q.; Zhao, B. Abrasive, Abrasive Tool and Grinding Technology; Chemical Industry Press: Beijing, China, 2016; pp. 116–188. [Google Scholar]
- Malkin, S. Grinding Technology: Theory and Applications of Machining with Abrasives, 2nd ed.; Industrial Press Inc.: New York, NY, USA, 2008; pp. 43–79. [Google Scholar]
- Eiji, U. Cutting and grinding machining (Part I); Kyoritsu Shuppan Co., Ltd.: Tokyo, Japan, 1971. (In Chinese) [Google Scholar]
- Dou, L.Y. Study On The Performance of High Efficiency Grinding for Grinding Rail with New Composite Grinding Wheel. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2019. (In Chinese). [Google Scholar]
- Li, L.J.; Fu, J.C. A Study of Grinding Force Mathematical Model. J. Hunan Univ. Nat. Sci. 1979, 3, 43–55. (In Chinese) [Google Scholar]
- GB/T 2585-2021; Hot-Rolled Steel Rails for Railway. State Administration for Market Regulation: Beijing, China, 2021. (In Chinese)





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Chen, B.; Wu, C.; Gu, X.; Liu, X.; Guo, F. Theoretical Analysis of Grinding Wheel Deflection Angle on Peripheral Grinding Parameters and Grinding Force. Metals 2022, 12, 1209. https://doi.org/10.3390/met12071209
Chen C, Chen B, Wu C, Gu X, Liu X, Guo F. Theoretical Analysis of Grinding Wheel Deflection Angle on Peripheral Grinding Parameters and Grinding Force. Metals. 2022; 12(7):1209. https://doi.org/10.3390/met12071209
Chicago/Turabian StyleChen, Changhao, Bin Chen, Chaoqun Wu, Xinghua Gu, Xuehai Liu, and Feng Guo. 2022. "Theoretical Analysis of Grinding Wheel Deflection Angle on Peripheral Grinding Parameters and Grinding Force" Metals 12, no. 7: 1209. https://doi.org/10.3390/met12071209
APA StyleChen, C., Chen, B., Wu, C., Gu, X., Liu, X., & Guo, F. (2022). Theoretical Analysis of Grinding Wheel Deflection Angle on Peripheral Grinding Parameters and Grinding Force. Metals, 12(7), 1209. https://doi.org/10.3390/met12071209