
Reconditioning by Welding of Prosthesis Obtained through Additive Manufacturing

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mechanical Measurements and Microstructural Characterization Methods
2.3. Methods
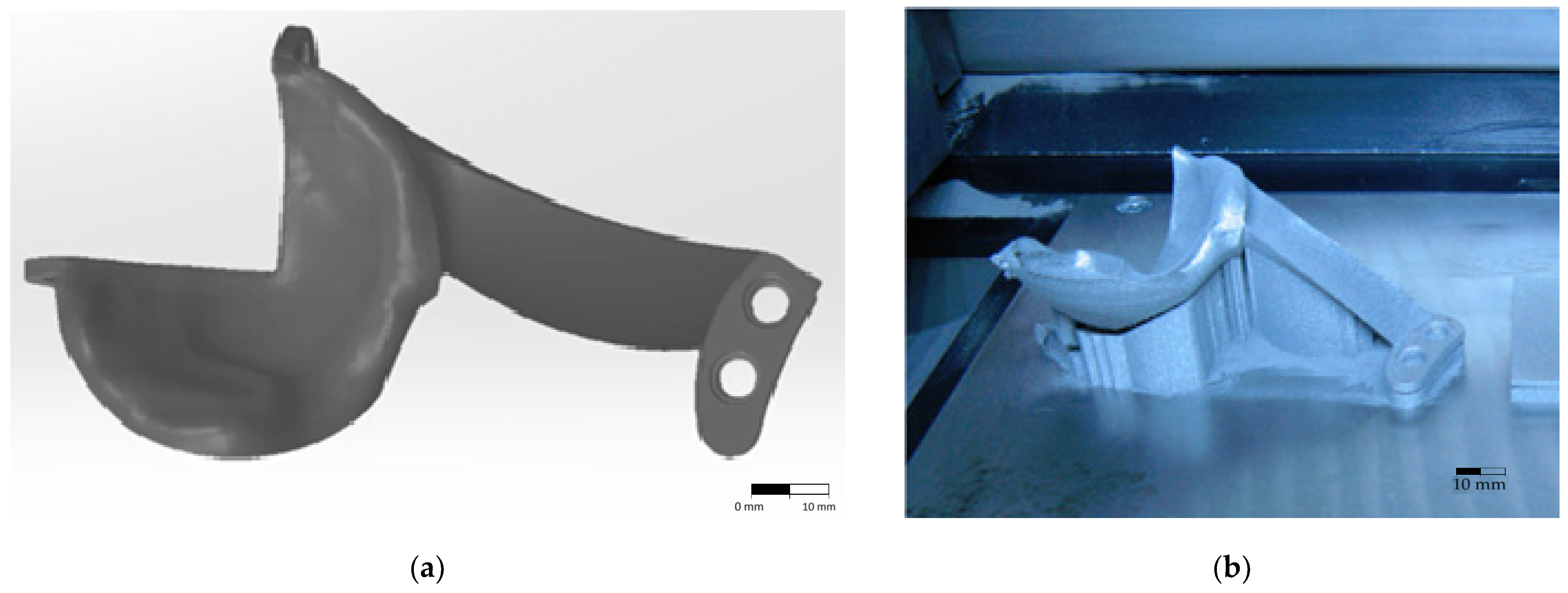
2.3.1. Additive Manufacturing
2.3.2. Welding Process
3. Results and Discussion
3.1. Machanical Properties
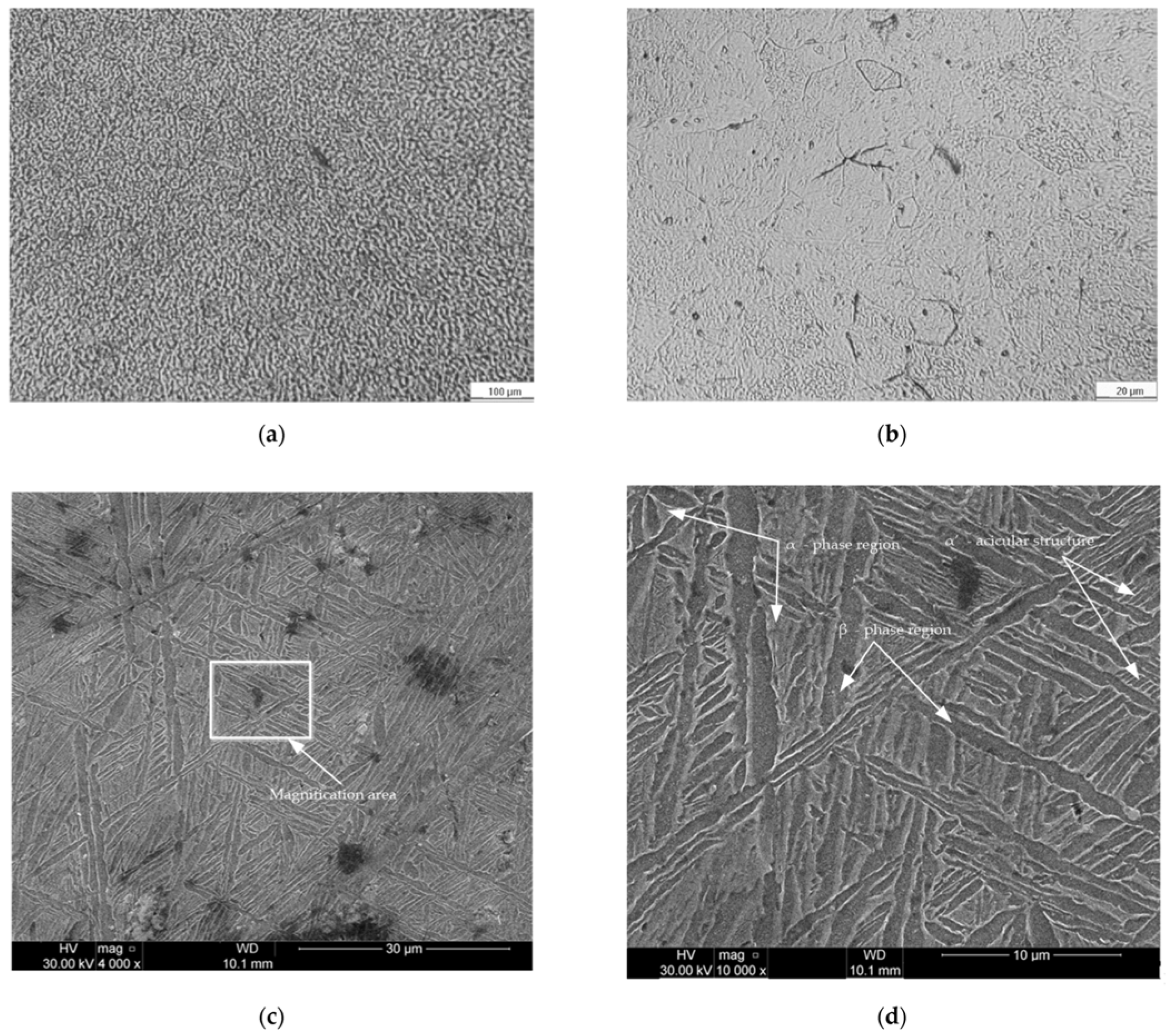
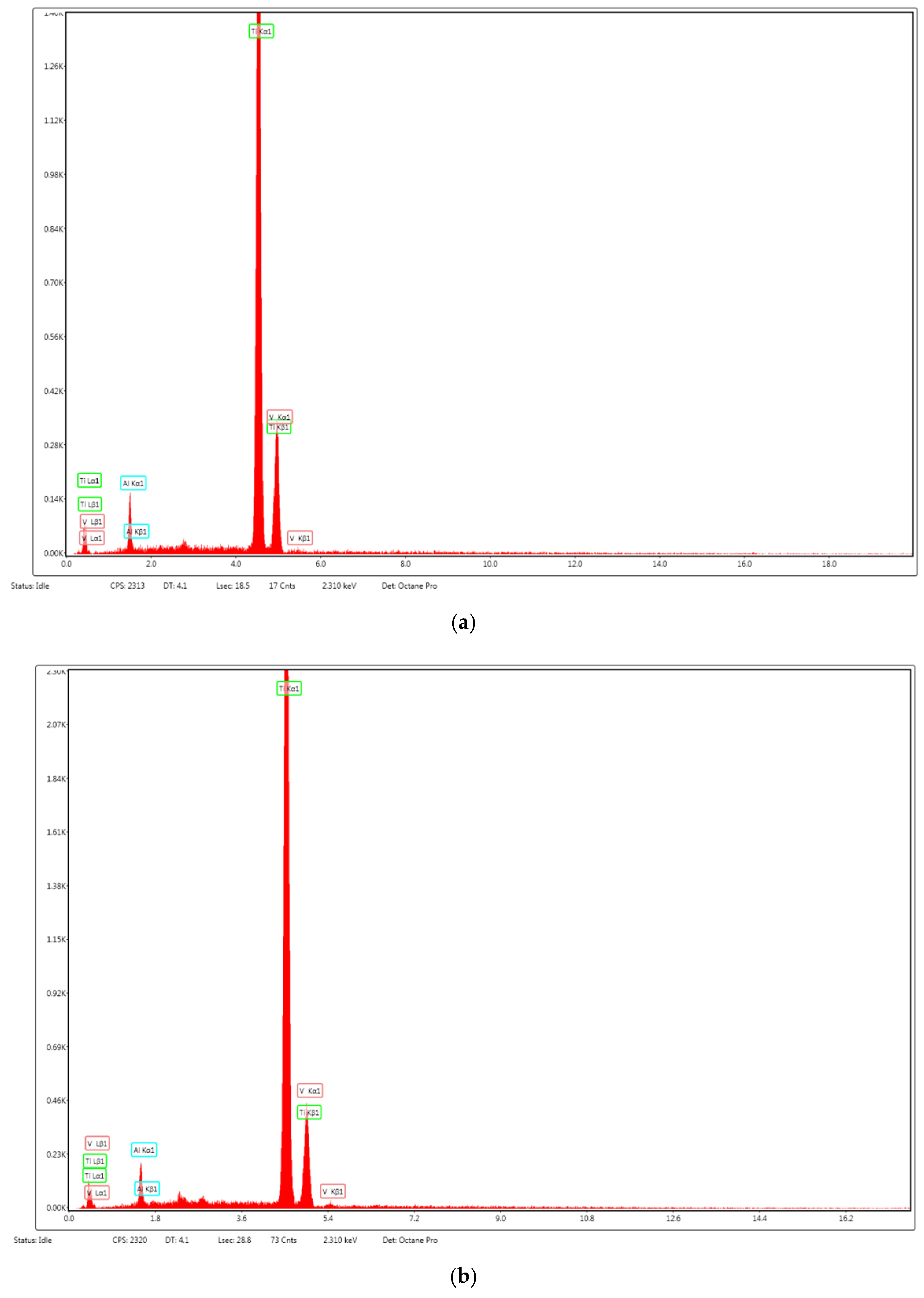
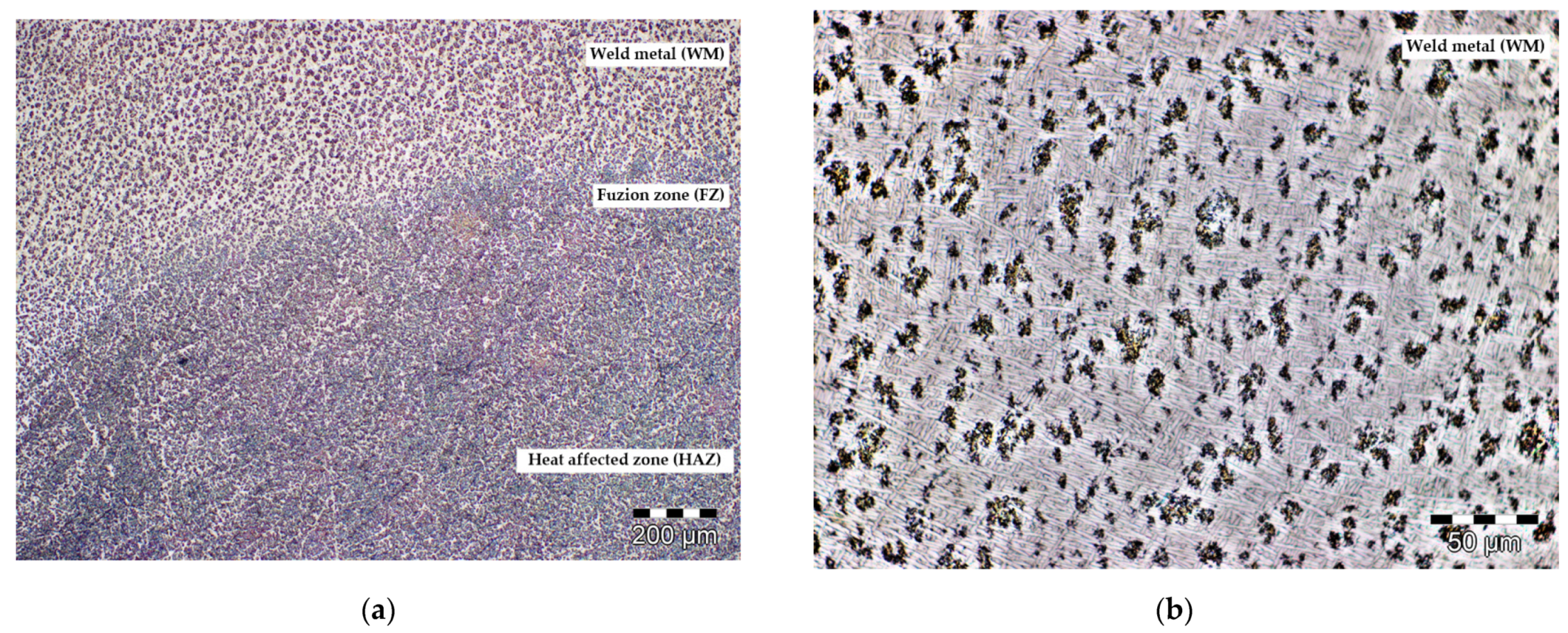
3.2. Composition and Microstructure of Ti64 DMLS Samples
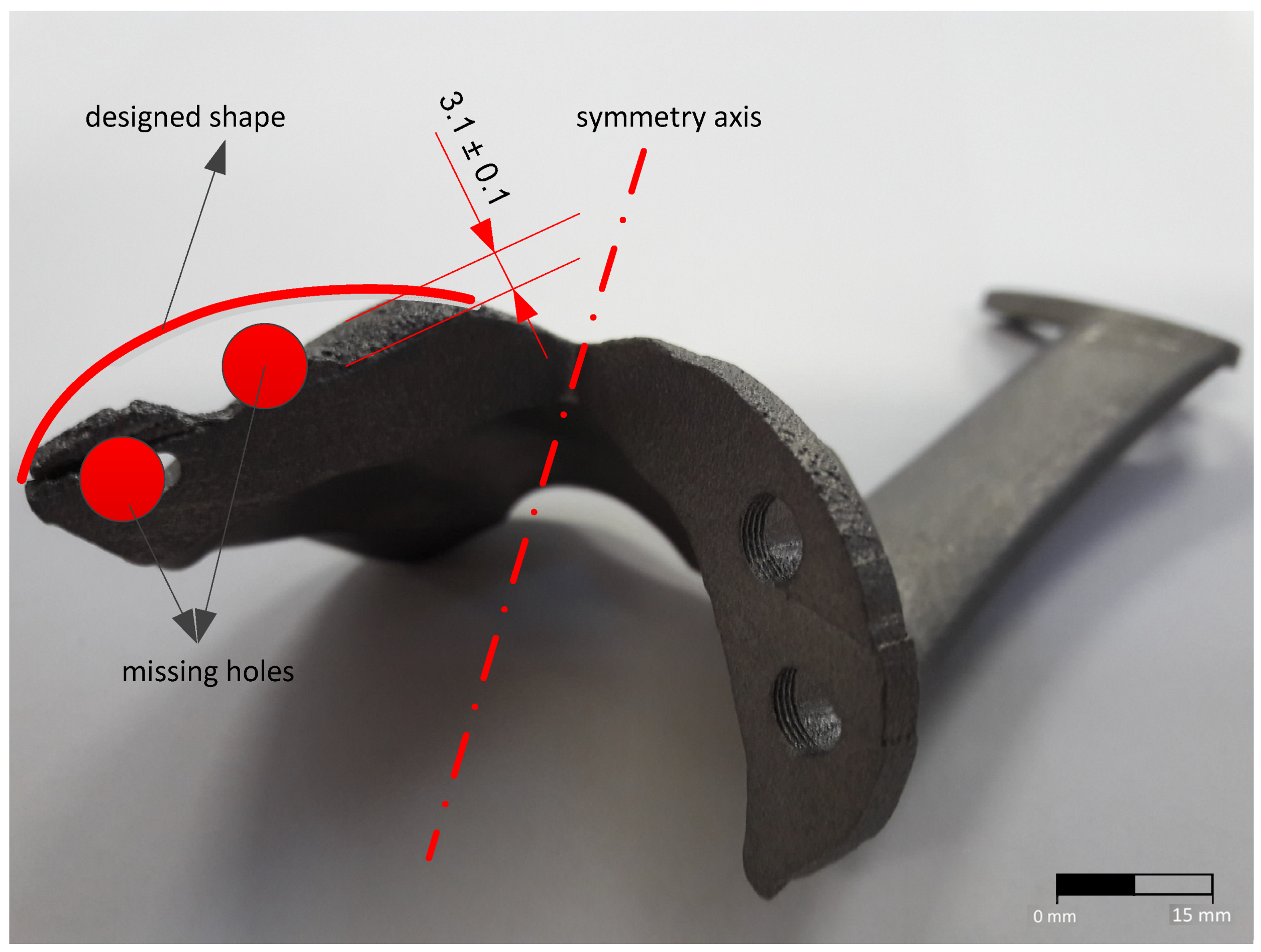
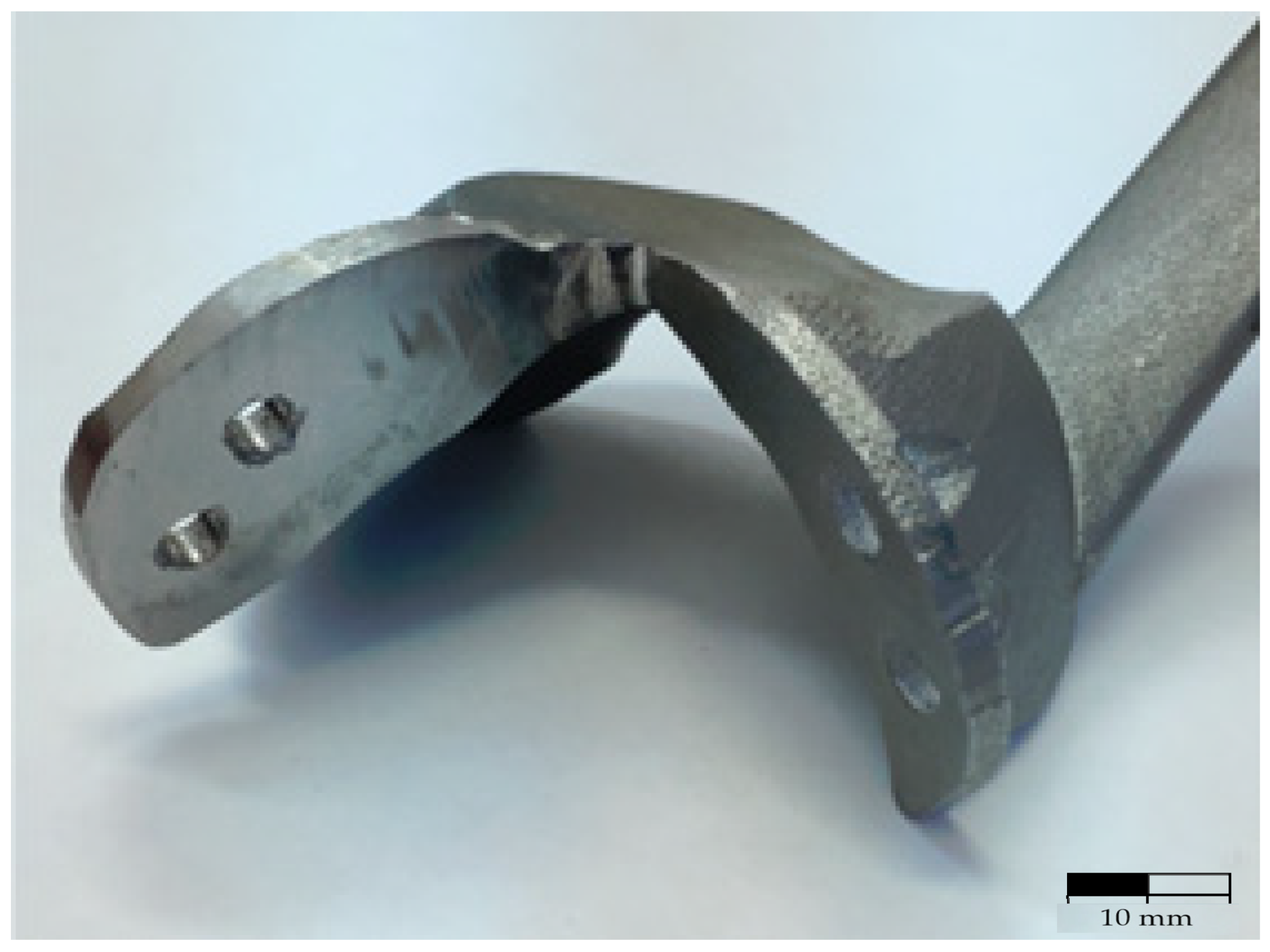
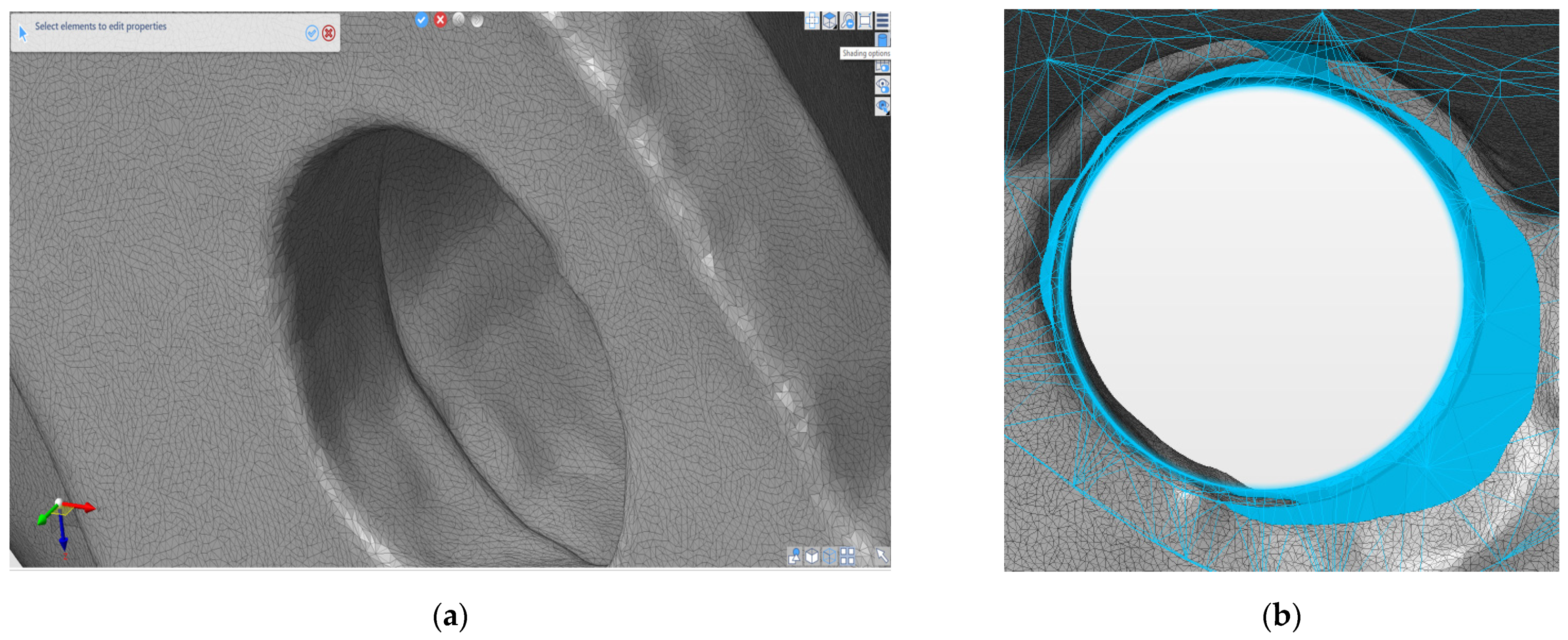
3.3. Geometrical Analysis of the Corrected Holes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mierzejewska, Ż.A.; Hudák, R.; Sidun, J. Mechanical Properties and Microstructure of DMLS Ti6Al4V Alloy Dedicated to Biomedical Applications. Materials 2019, 12, 176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kiel-Jamrozik, M.; Jamrozik, W.; Witkowska, I. The heat treatment influence on the structure and mechanical properties of Ti6Al4V alloy manufactured by SLM technology. Innov. Biomed. Eng. 2018, 623, 319–327. [Google Scholar] [CrossRef]
- Wang, S.Q.; Li, W.Y.; Zhou, Y.; Li, X.; Chen, D.L. Tensile and fatigue behavior of electron beam welded dissimilar joints of Ti-6Al-4V and IMI834 titanium alloys. Mater. Sci. Eng. A 2016, 649, 146–152. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Guo, S.; Tan, H.; Lin, X.; Huang, W. Influence of alpha/beta interface phase on the tensile properties of laser cladding deposited Ti-6Al-4V titanium alloy. J. Mater. Sci. Technol. 2017, 33, 675–681. [Google Scholar] [CrossRef]
- Williams, D.F. On the mechanisms of biocompatibility. Biomaterials 2008, 29, 2941–2953. [Google Scholar] [CrossRef]
- Spataru, M.C.; Cojocaru, F.D.; Sandu, A.V.; Solcan, C.; Duceac, I.A.; Baltatu, M.S.; Voiculescu, I.; Geanta, V. Assessment of the Effects of Si Addition to a New TiMoZrTa System. Materials 2021, 14, 7610. [Google Scholar] [CrossRef] [PubMed]
- Verestiuc, L.; Spataru, M.C.; Baltatu, M.S.; Butnaru, M.; Solcan, C.; Sandu, A.V.; Voiculescu, I.; Geanta, V.; Vizureanu, P. New Ti–Mo–Si materials for bone prosthesis applications. J. Mech. Behav. Biomed. Mater. 2021, 113, 104198. [Google Scholar] [CrossRef]
- Davis, J.R. Overview of Biomaterials and Their Use in Medical Devices. In Handbook of Materials for Medical Devices; Davis & Associates, ASM International: Materials Park, OH, USA, 2003; pp. 1–9. Available online: https://www.asminternational.org/documents/10192/1849770/06974G_Chapter_1.pdf (accessed on 8 February 2022).
- Pandey, E.; Srivastava, K.; Gupta, S.; Srivastava, S.; Mishra, N. Some Biocompatible Materials Used In Medical Practices-A Review. Int. J. Pharm. Sci. Res. 2016, 7, 2748–2755. [Google Scholar] [CrossRef]
- Klimas, J.; Lukaszewicz, A.; Szota, M.; Nabiałek, M. Modification of the structure and properties of the titanium alloy Ti6Al4V in biomedical applications. Arch. Metall. Mater. 2015, 60, 2013–2018. [Google Scholar] [CrossRef]
- Shah, F.A.; Snis, A.; Matic, A.; Thomsen, P.; Palmquist, A. 3D printed Ti6Al4V implant surface promotes bone maturation and retains a higher density of less aged osteocytes at the bone-implant interface. Acta Biomater. 2016, 30, 357–367. [Google Scholar] [CrossRef]
- Shunyu, L.; Shin, C.Y. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2000; pp. 1–24. ISBN 978-0-87170-686-7. [Google Scholar]
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Inagaki, I.; Takechi, T.; Shira, Y.; Ariyasu, N. Application and features of titanium for the aerospace industry. Nippon. Steel Sumitomo Met. Tech. Rep. 2014, 106, 22–27. [Google Scholar]
- Prando, D.; Brenna, A.; Diamanti, M.V.; Beretta, S.; Bolzoni, F.; Ormellese, M.; Pedeferri, M.P. Corrosion of titanium: Part 2: Effects of surface treatments. J. Appl. Biomater. Funct. Mater. 2018, 16, 3–13. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.Y.; Li, T.H.; Yeh, T.K. Corrosion behavior of TiO2-treated type 304 stainless steels in high temperature water containing with hydrogen peroxide. J. Nucl. Sci. Technol. 2016, 53, 666–672. [Google Scholar] [CrossRef] [Green Version]
- Anderson, J.M. Buture challenges in the in vitro and in vivo evaluation of biomaterial biocompatibility. Regen. Biomater. 2016, 3, 73–77. [Google Scholar] [CrossRef] [Green Version]
- Sheikh, Z.; Brooks, P.; Barzilay, O.; Fine, N.; Glogauer, M. Macrophages, foreign body giant cells and their response to implantable biomaterials. Materials 2015, 8, 5671–5701. [Google Scholar] [CrossRef] [Green Version]
- So, S.; Harris, I.A.; Naylor, J.M.; Adie, S.; Mittal, R. Correlation between metal allergy and treatment outcomes after ankle fracture fixation. J. Orthop. Surg. 2011, 19, 309–313. [Google Scholar] [CrossRef]
- Willemsen, K.; Nizak, R.; Noordmans, H.J.; Castelein, R.M.; Weinans, H.; Kruyt, M.C. Challenges in the design and regulatory approval of 3D-printed surgical implants: A two-case series. Lancet Digit. Health 2019, 1, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Popov, V.V.; Kudryavtseva, E.V.; Kumar Katiyar, N.; Shishkin, A.; Stepanov, S.I.; Goel, S. Industry 4.0 and Digitalisation in Healthcare. Materials 2022, 15, 2140. [Google Scholar] [CrossRef]
- Bucking, T.M.; Hill, E.R.; Robertson, J.L.; Maneas, E.; Plumb, A.A.; Nikitichev, D.I. From medical imaging data to 3D printed anatomical models. PLoS ONE 2017, 12, e0178540. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- All3DP.com. Available online: https://all3dp.com/2/direct-metal-laser-sintering-dmls-simply-explained/ (accessed on 7 February 2022).
- EOS.info. Available online: https://www.eos.info/en/industrial-3d-printing (accessed on 7 February 2022).
- Băilă, D.; Vițelaru, C.; Trușcă, R.; Constantin, L.R.; Păcurar, A.; Parau, C.A.; Păcurar, R. Thin Films Deposition of Ta2O5 and ZnO by E-Gun Technology on Co-Cr Alloy Manufactured by Direct Metal Laser Sintering. Materials 2021, 14, 3666. [Google Scholar] [CrossRef] [PubMed]
- Băilă, D. Experimental Researches of Co-Cr alloys powders manufactured by sintering process DMLS and Ni-Cr alloys used in Dentistry. Adv. Mater. Res. 2015, 1119, 433–437. [Google Scholar] [CrossRef]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and Recycling of By-Products in the Steel Sector: Recent Achievements Paving the Way to Circular Economy and Industrial Symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Söderholm, P.; Ekvall, T. Metal markets and recycling policies: Impacts and challenges. Miner. Econ. 2020, 33, 257–272. [Google Scholar] [CrossRef] [Green Version]
- Belenyi, A.; Achimas, G. Studies and investigations on the possibilities of reconditioning an eccentric shaft. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2018, 61, 241–246. [Google Scholar]
- Caltaru, M.; Badicioiu, M.; Ripeanu, R.G.; Dinita, A.; Minescu, M.; Laudacescu, E. Tribological characterization of the drill pipe tool joints reconditioned by using welding technologies. IOP Conf. Ser. Mater. Sci. Eng. 2018, 295, 1–10. [Google Scholar] [CrossRef]
- Nafikov, M.Z.; Aipov, R.S.; Konnov, A.Y. Powder Metallurgy Reconditioning of Food and Processing Equipment Components. Russ. Metall. 2017, 2017, 1057–1062. [Google Scholar] [CrossRef]
- Sheikhi, S.; Mayer, E.; Maaß, J.; Wagner, F. Automated Reconditioning of Thin Wall Structures Using Robot-Based Laser Powder Coating. Sustainability 2020, 12, 1477. [Google Scholar] [CrossRef] [Green Version]
- Dobrotă, D.; Petrescu, V. Use of Ultrasound in Reconditioning by Welding of Tools Used in the Process of Regenerating Rubber. Materials 2018, 11, 276. [Google Scholar] [CrossRef] [Green Version]
- Konovodov, V.V.; Valentov, A.V.; Grigoryeva, E.G.; Abdrasulov, K.A. Analysis of the Retailoring Methods and the Workability of Deposited Surfaces. IOP Conf. Ser. Mater. Sci. Eng. 2016, 125, 012035. [Google Scholar] [CrossRef] [Green Version]
- Lyalyakin, V.P.; Murzaev, V.P.; Slinko, D.B.; Kudryashova, E.Y. Advancement of the Process of Cold Welding of Cast Iron. Met. Sci. Heat Treat. 2014, 56, 420–423. [Google Scholar] [CrossRef]
- Machedon Pisu, T.; Vas, A.; Magyari, M.; Iordache, A. Research on cladding (CMT MIG, WIG arc mechanized pulse) for molds used for casting. Metal. Int. 2013, 18, 89–94. [Google Scholar]
- Candea, V.N.; Iovanas, R.; Ploscariu, C.; Binchiciu, H. Research regarding the elaboration of a martensitic stainless-steel electrode for reconditioning the rotors of power water units. Metal. Int. 2009, 14, 175–178. [Google Scholar]
- Stanila, S.D. Research on the Reconditioning of Conveyor Troughs by Using Non-Ferrous Alloys. In Proceedings of the 1st WSEAS International Conference on Materials Science, Bucharest, Romania, 7–9 November 2008; pp. 74–77. [Google Scholar]
- Petrik, I.A.; Kovalenko, T.A.; Ovchinnikov, A.V. Reconditioning rotor components of gas turbine engines produced from titanium alloys by welding using modified submicrocrystalline filler materials. Weld. Int. 2016, 30, 123–128. [Google Scholar]
- Paton, B.E.; Akhonin, S.V.; Prilutsky, V.P. Development of welding technologies in titanium component manufacturing. In Proceedings of the 12th World Conference on Titanium, Beijing, China, 19–24 June 2011; Volume 2, pp. 1585–1591. [Google Scholar]
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for Stainless Steel and Titanium Alloys. Phys. Procedia 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Y.; Zheng, H.; Tang, K.; Li, H.; Gong, S. TC17 titanium alloy laser melting deposition repair process and properties. Opt. Laser Technol. 2016, 82, 1–9. [Google Scholar] [CrossRef]
- Yu, J.-H.; Choi, Y.-S.; Shim, D.-S.; Park, S.-H. Repairing casting part using laser assisted additive metal-layer deposition and its mechanical properties. Opt. Laser Technol. 2018, 106, 87–93. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Additive manufacturing in repair: Influence of processing parameters on properties of Inconel 718. Mater. Lett. 2019, 252, 256–259. [Google Scholar] [CrossRef]
- Wasono, R.S.; Wahab, D.A.; Azman, A.H. Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives. Processes 2019, 7, 802. [Google Scholar]
- ASTM F1472; Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications. ASTM International: Washington, DC, USA, 2020.
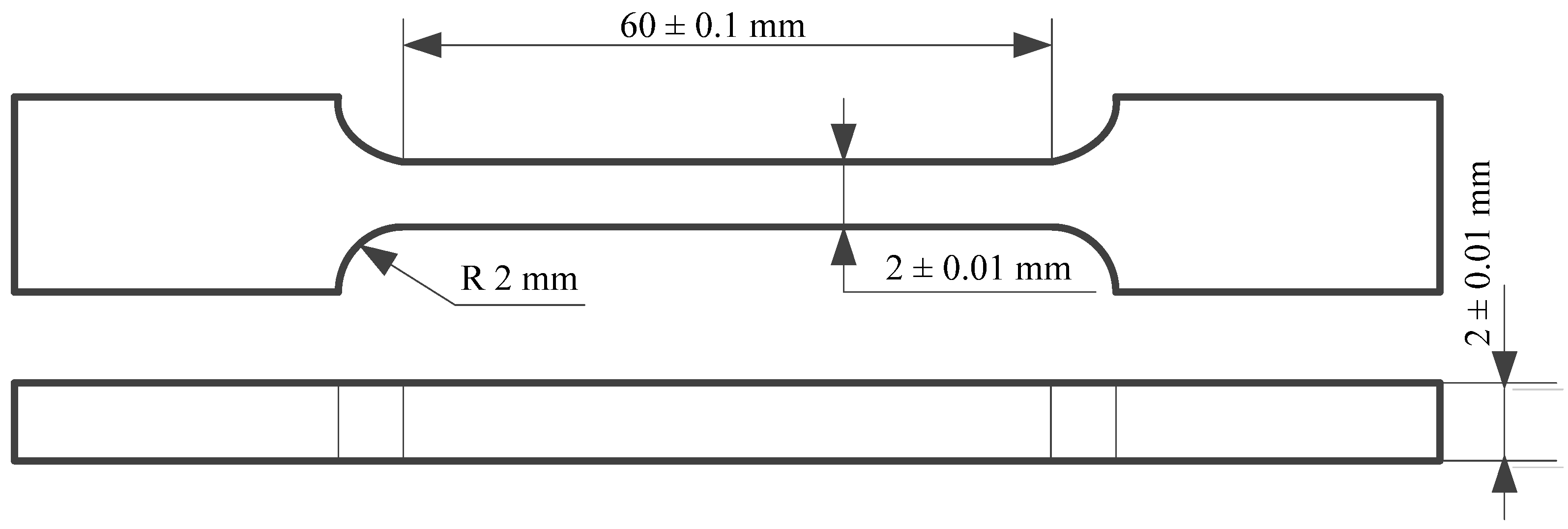
- ASTM E8/E8M-21; Standard Test Methods For Tension Testing Of Metallic Materials. ASTM International: Washington, DC, USA, 2021.
- Cicic, D.T.; Rontescu, C.; Amza, C.G.; Chivu, O.R. The Combined Effect of Chemical Elements on the Properties of a Layer Deposited by Welding. Rev. Chim. 2015, 66, 1299–1301. [Google Scholar]
- ASTM B348; Standard Specification for Titanium and Titanium Alloy Bars and Billets. ASTM International: Washington, DC, USA, 2021.
- ISO 5832-3; Implants for surgery—Metallic materials—Wrought titanium 6-aluminum 4-vanadium alloy. International Organization for Standardization: Geneva, Switzerland, 2021.
- Gatto, M.L.; Groppo, R.; Bloise, N.; Fassina, L.; Visai, L.; Galati, M.; Iuliano, L.; Mengucci, P. Topological, Mechanical and Biological Properties of Ti6Al4V Scaffolds for Bone Tissue Regeneration Fabricated with Reused Powders via Electron Beam Melting. Materials 2021, 14, 224. [Google Scholar] [CrossRef] [PubMed]
- Dolev, O.; Osovski, S.; Shirizly, A. Ti-6Al-4V hybrid structure mechanical properties—Wrought and additive manufactured powder-bed material. Addit. Manuf. 2021, 37, 101657. [Google Scholar] [CrossRef]
- EOS Titanium Ti64 Material Data Sheet. EOS.net. Available online: http://www.eos.info (accessed on 8 February 2022).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Ti | Al | V |
|---|---|---|---|
| EOS Ti64 powder | Bal. | 5.5–6.75 | 3.5–4.5 |
| ERTi-5 Ti64 rod | Bal. | 5.5–6.75 | 3.5–4.5 |
| Materials | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| EOS Ti64 powder | 1150 | 1030 | 11 |
| ERTi-5 Ti64 rod | 895 | 828 | 12 |
| Parameters | Value | |
|---|---|---|
| Hatching | Contouring | |
| Laser power (W) | 170 | 150 |
| Scan speed (mm/s) | 1250 | |
| Hatching spacing (mm) | 0.10 | NA |
| Stripe width (mm) | 5.0 | MA |
| Beam offset (μm) | 0.015 | 0.020 |
| Scanning pattern | Rotated | |
| Parameters | Value |
|---|---|
| Welding current (A) | 40–45 |
| Arc voltage (V) | 12–14 |
| Filler material diameter (mm) | 2.00 |
| Gas flow (L/min) | 10 |
| Travel speed (cm/min) | 12 |
| Type of gas protection | Argon |
| Properties | T1 | T2 | T3 | T4 | EOS |
|---|---|---|---|---|---|
| Tensile strength Rm (MPa) | 1120.33 | 1132.69 | 1091.25 | 1106.95 | 1150 ± 60 |
| Tensile strength Rm difference (%) | 25.60 | 26.98 | 22.34 | 24.10 | - |
| Yield strength Rp0.2 (MPa) | 1040.99 | 1018.14 | 998.50 | 1006.46 | 1030 ± 70 |
| Yield strength Rp0.2 difference (%) | 25.72 | 22.96 | 20.59 | 21.55 | - |
| Elongation A (%) | 8.98 | 8.57 | 8.34 | 9.01 | 10 ± 2 |
| Young Modulus E (GPa) | 99.41 | 101.72 | 102.66 | 107.86 | 110 ± 15 |
| Hardness (HRC) | 31 | 36 | 38 | 34 | 31–35 |
| Materials | Ti | Al | V |
|---|---|---|---|
| Ti64 implant | Bal. | 6.35 | 4.23 |
| Weld deposit | Bal. | 5.95 | 3.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rontescu, C.; Amza, C.-G.; Bogatu, A.-M.; Cicic, D.-T.; Anania, F.D.; Burlacu, A. Reconditioning by Welding of Prosthesis Obtained through Additive Manufacturing. Metals 2022, 12, 1177. https://doi.org/10.3390/met12071177
Rontescu C, Amza C-G, Bogatu A-M, Cicic D-T, Anania FD, Burlacu A. Reconditioning by Welding of Prosthesis Obtained through Additive Manufacturing. Metals. 2022; 12(7):1177. https://doi.org/10.3390/met12071177
Chicago/Turabian StyleRontescu, Corneliu, Cătălin-Gheorghe Amza, Ana-Maria Bogatu, Dumitru-Titi Cicic, Florea Dorel Anania, and Adrian Burlacu. 2022. "Reconditioning by Welding of Prosthesis Obtained through Additive Manufacturing" Metals 12, no. 7: 1177. https://doi.org/10.3390/met12071177
APA StyleRontescu, C., Amza, C.-G., Bogatu, A.-M., Cicic, D.-T., Anania, F. D., & Burlacu, A. (2022). Reconditioning by Welding of Prosthesis Obtained through Additive Manufacturing. Metals, 12(7), 1177. https://doi.org/10.3390/met12071177