
Research on Rapid and Accurate Fixture Design for Non-Intervention Machining of Complex Parts

Abstract
:1. Introduction
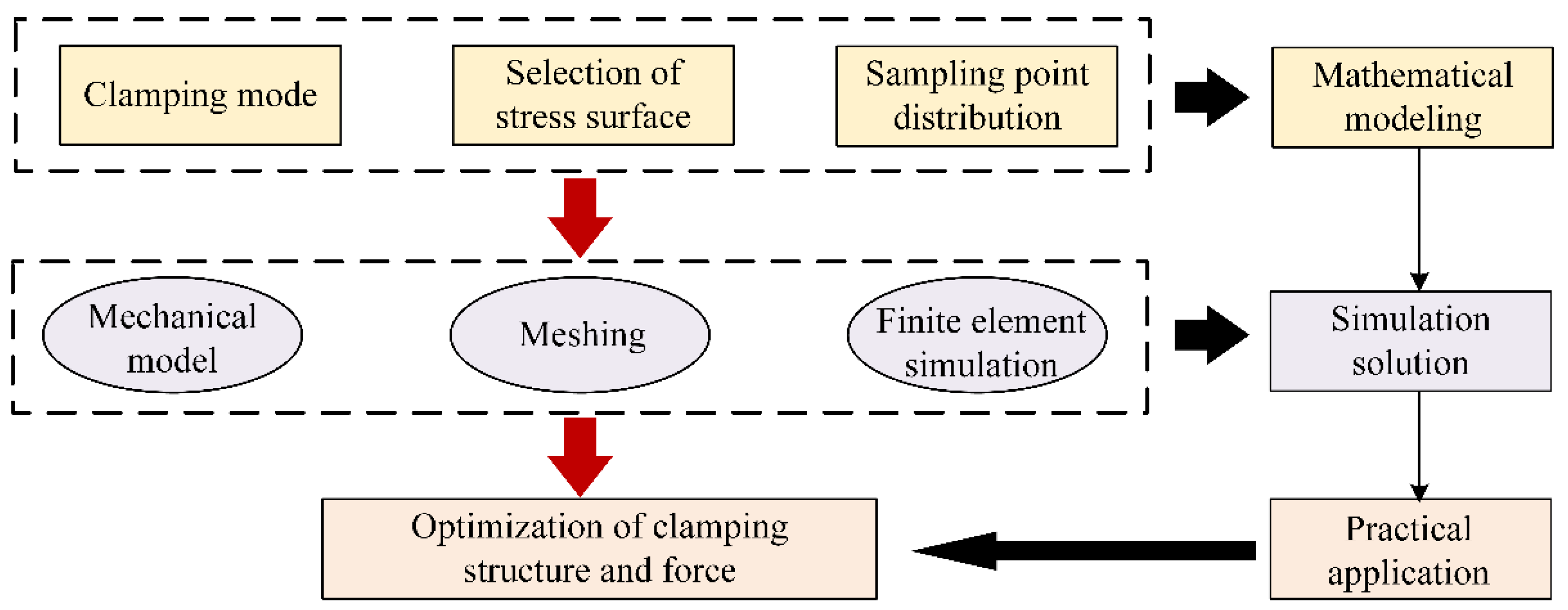
2. Architecture of the RAFD-NM Method
3. Simulation of Fixture Deformation
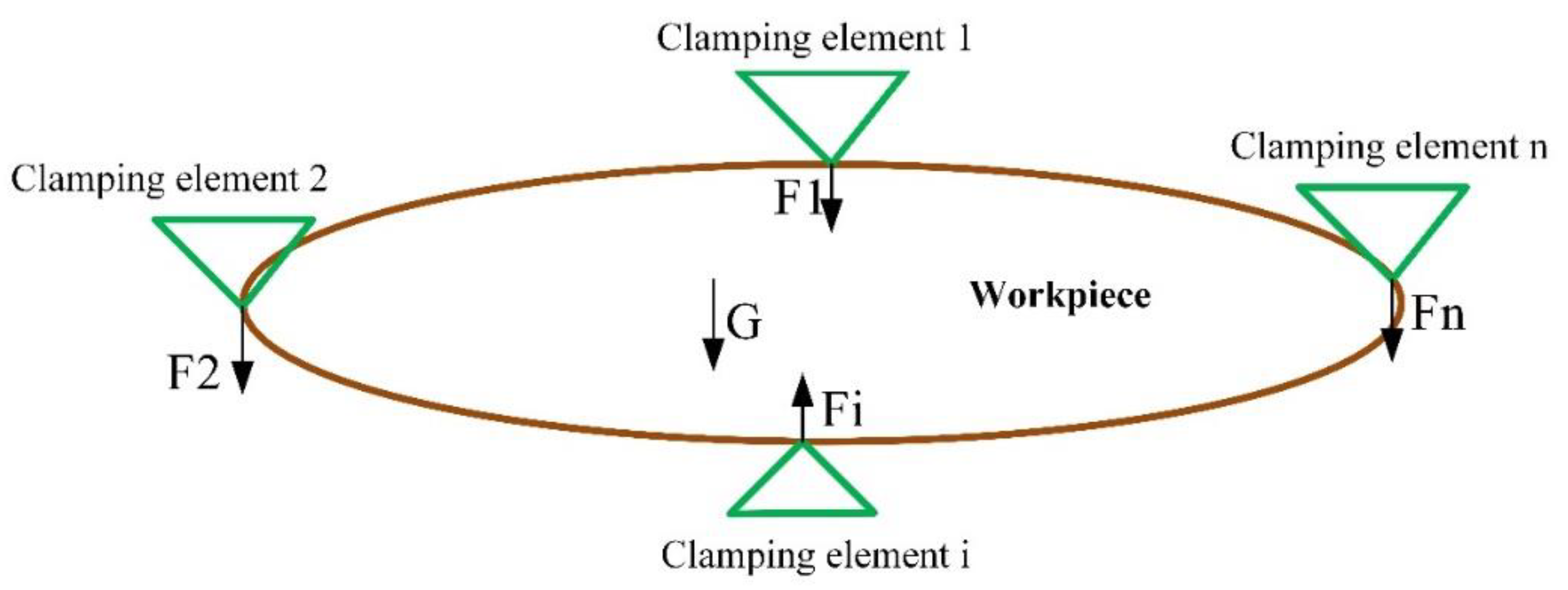
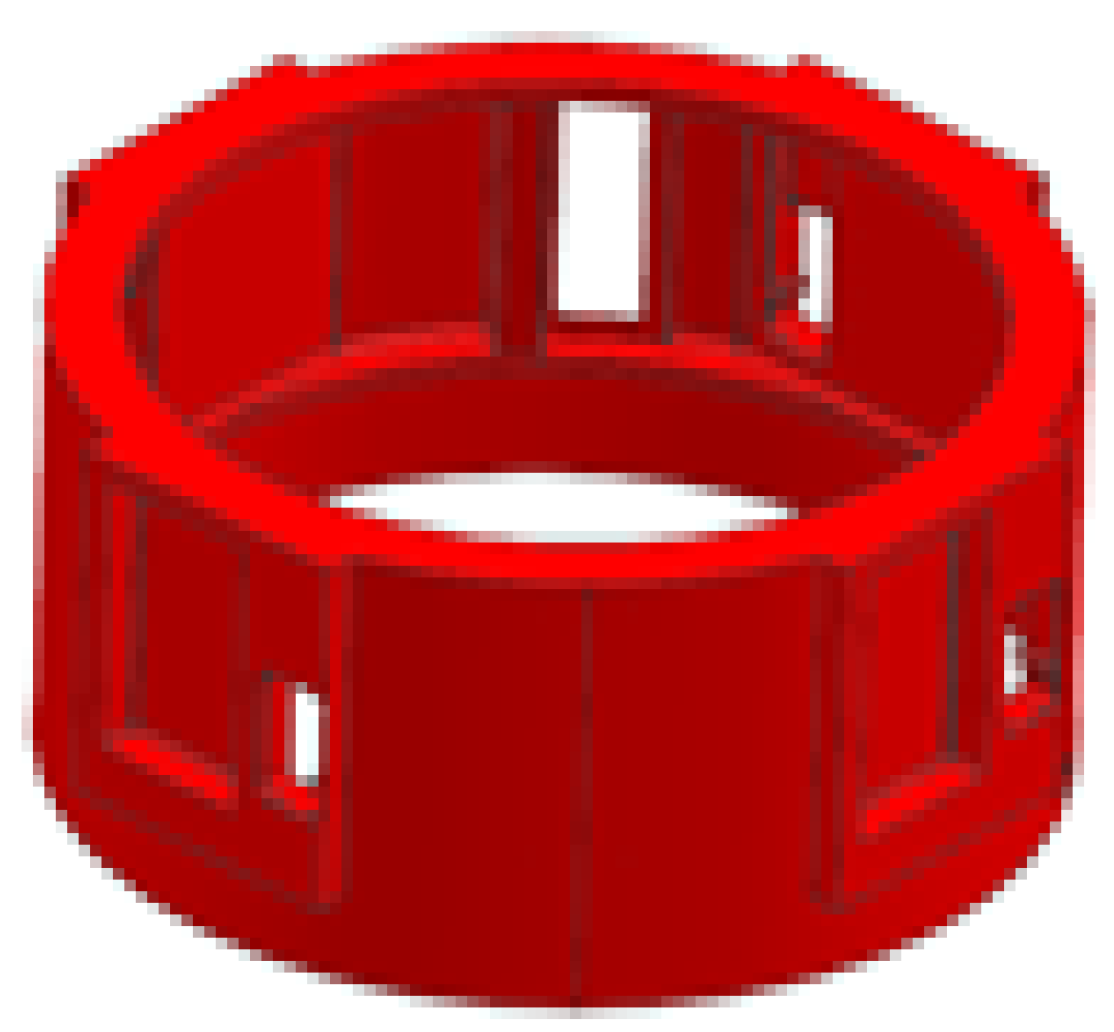
3.1. Clamping Model of Typical Thin-Walled Cabin
3.2. Finite Element Simulation Model of Clamping
3.2.1. Establishing the Finite Element Model
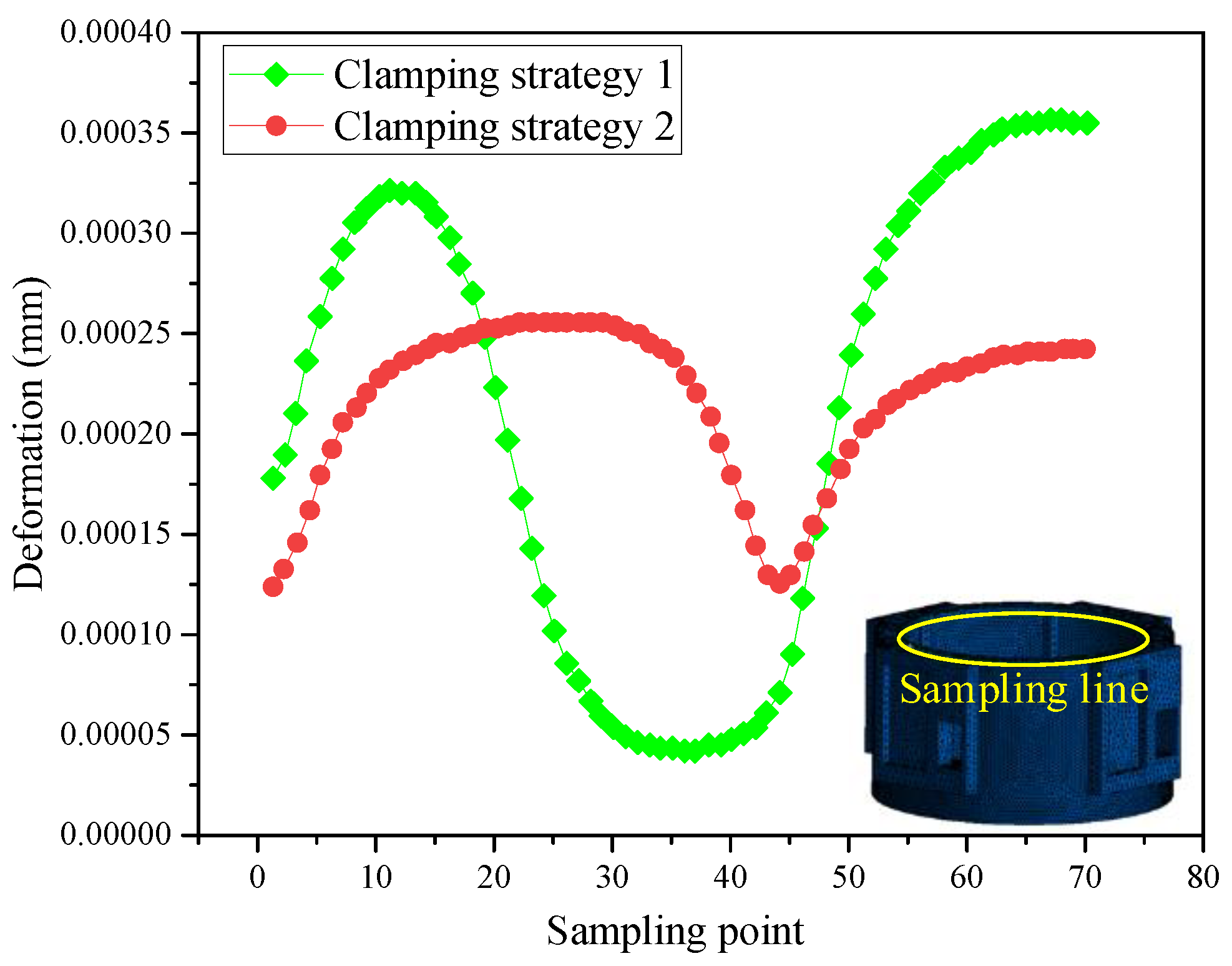
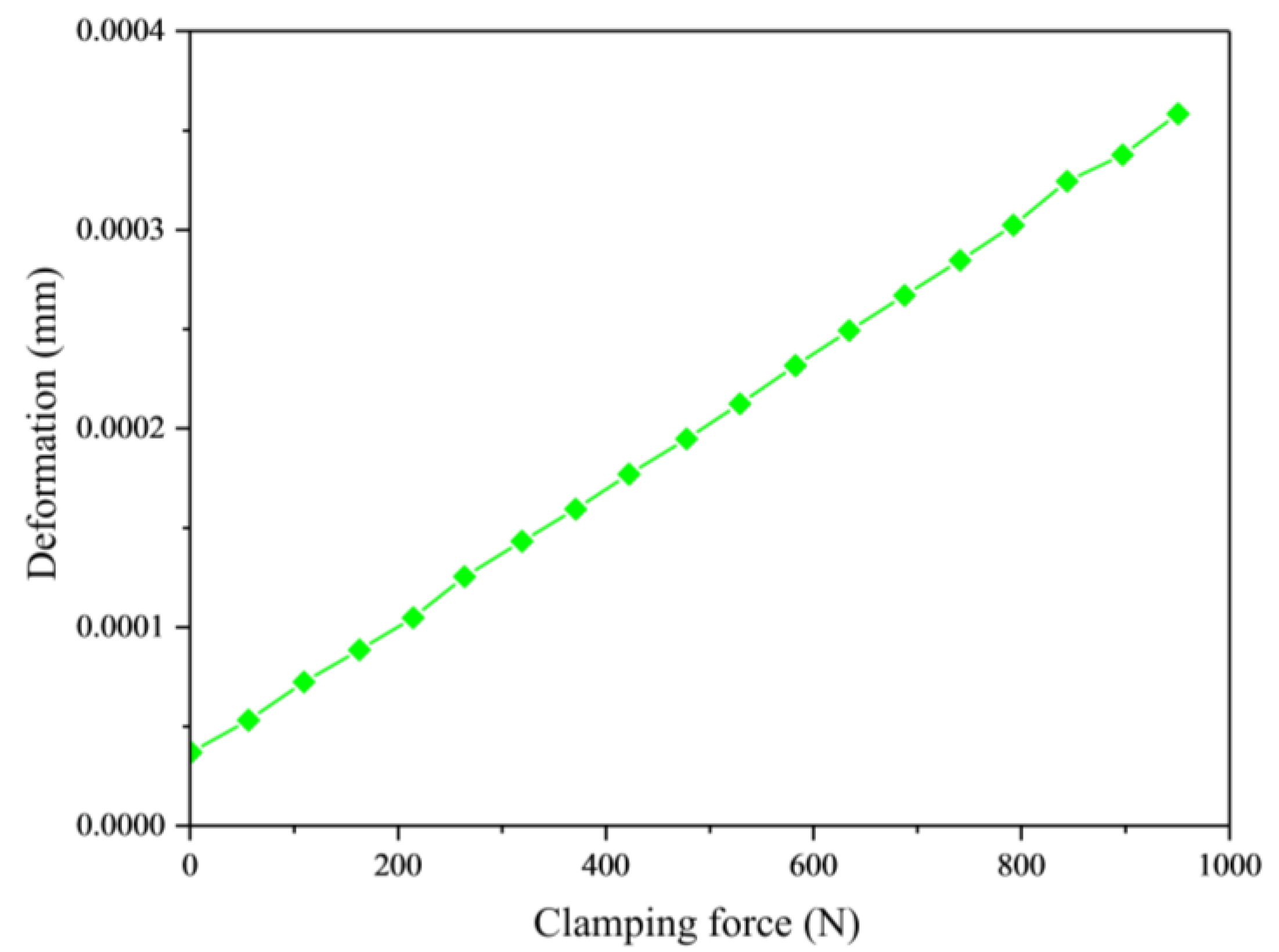
3.2.2. Clamping Deformation Analysis
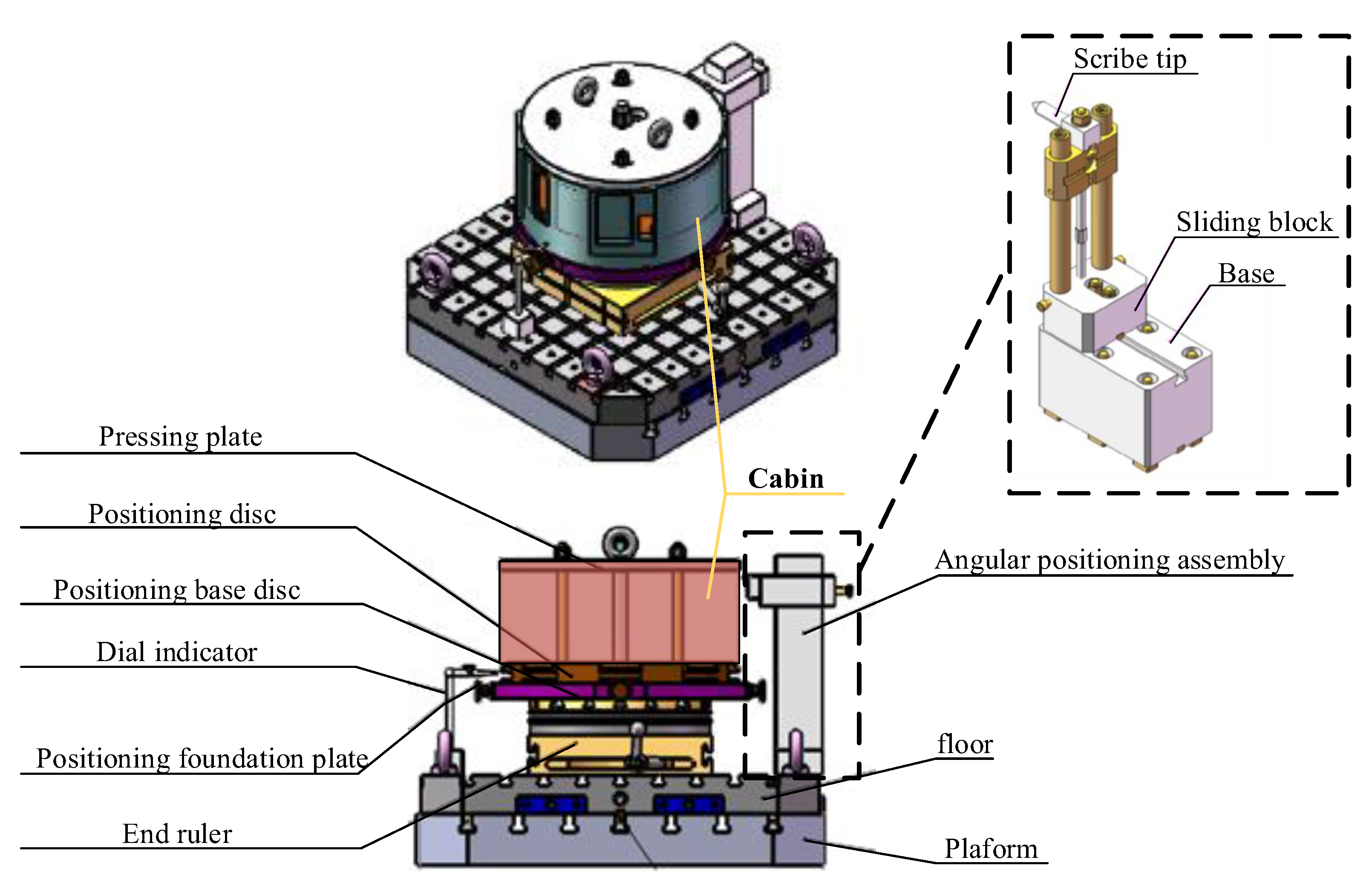
4. Design of Off-Machine Clamping and Alignment Device
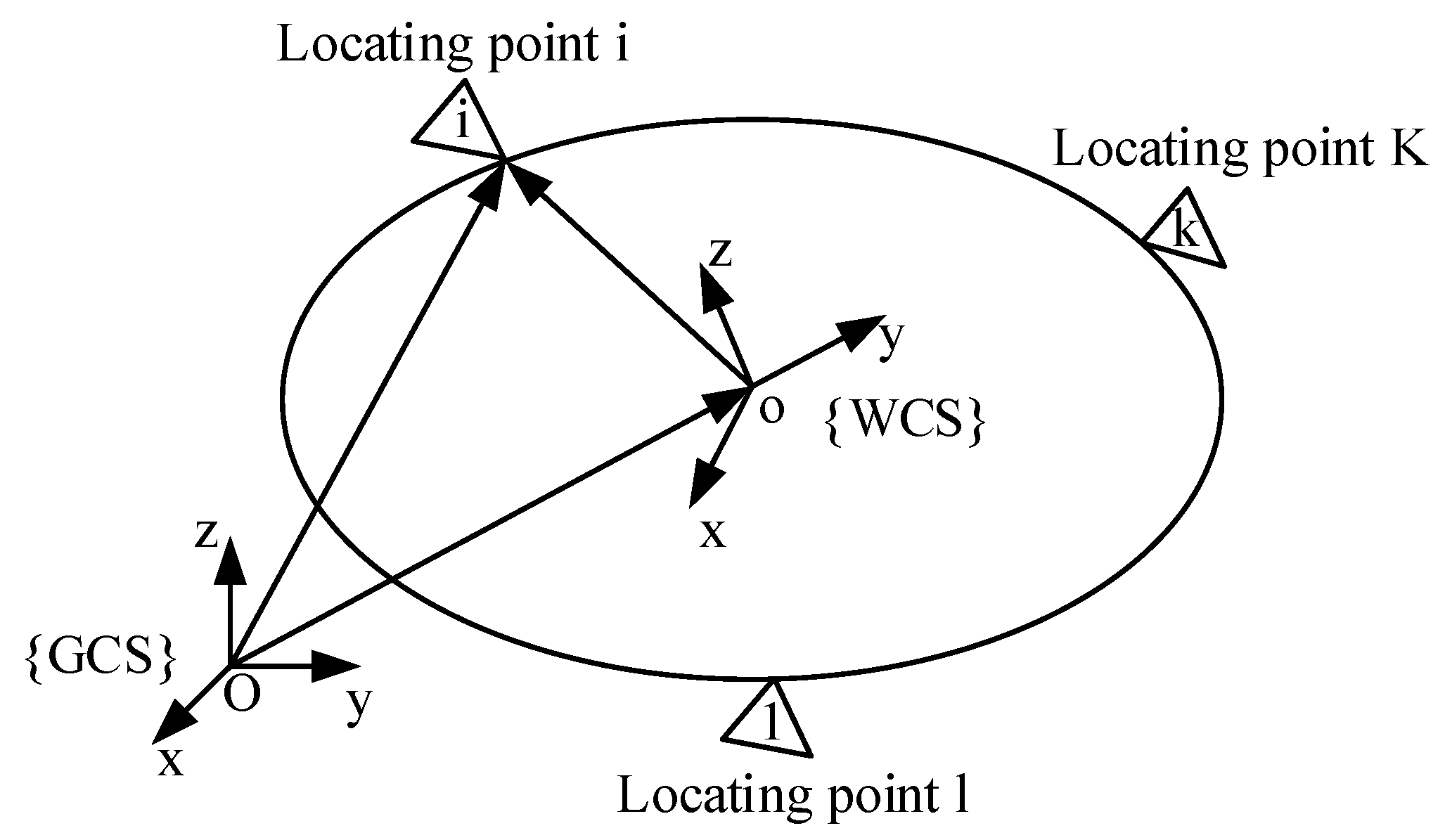
4.1. Principle of Zero-Position System
4.2. Principle of Zero-Position System
5. Design of Off-Machine Clamping and Alignment Device
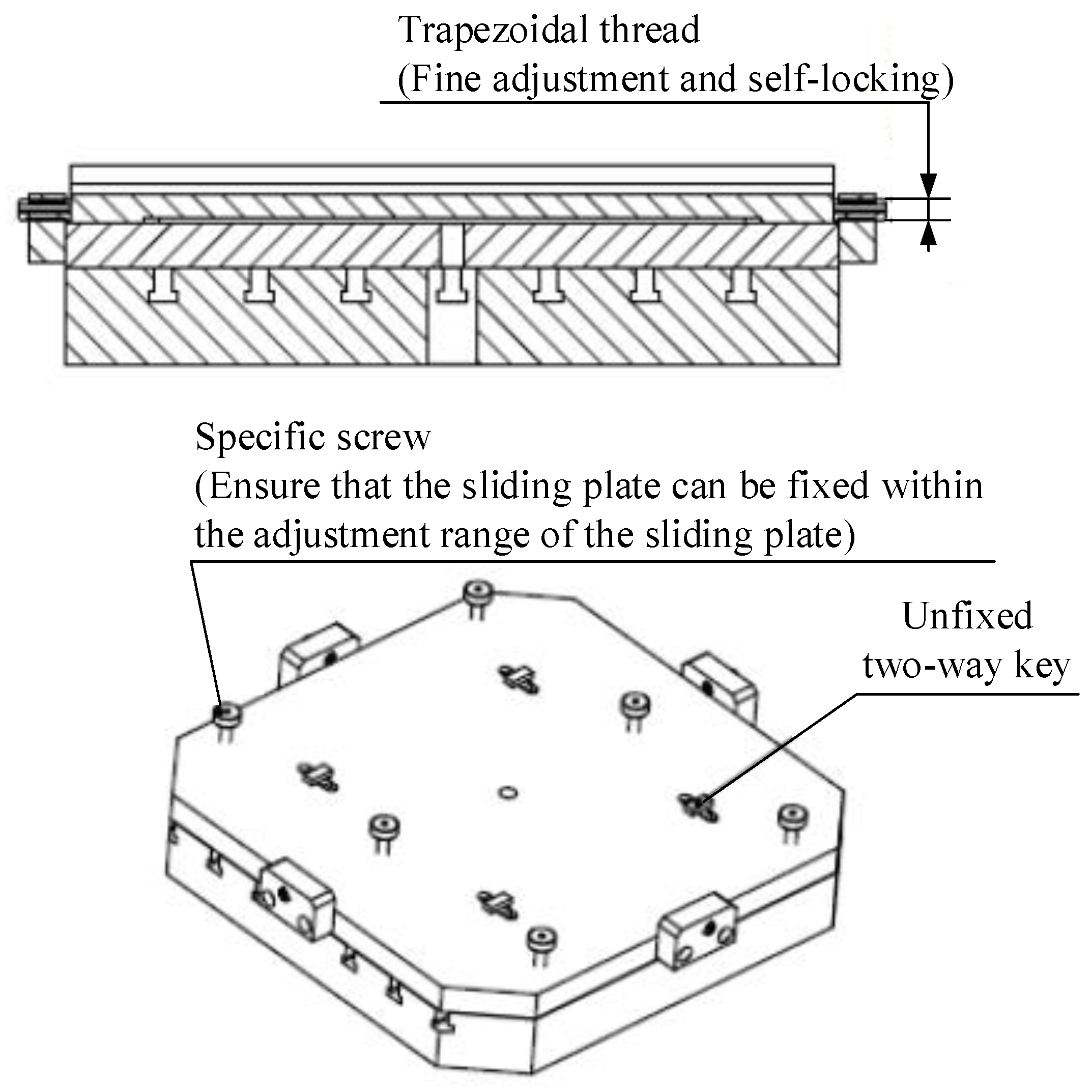
5.1. Design of Rapid Alignment and Adjustment Device for Special-Shaped Cabin Data
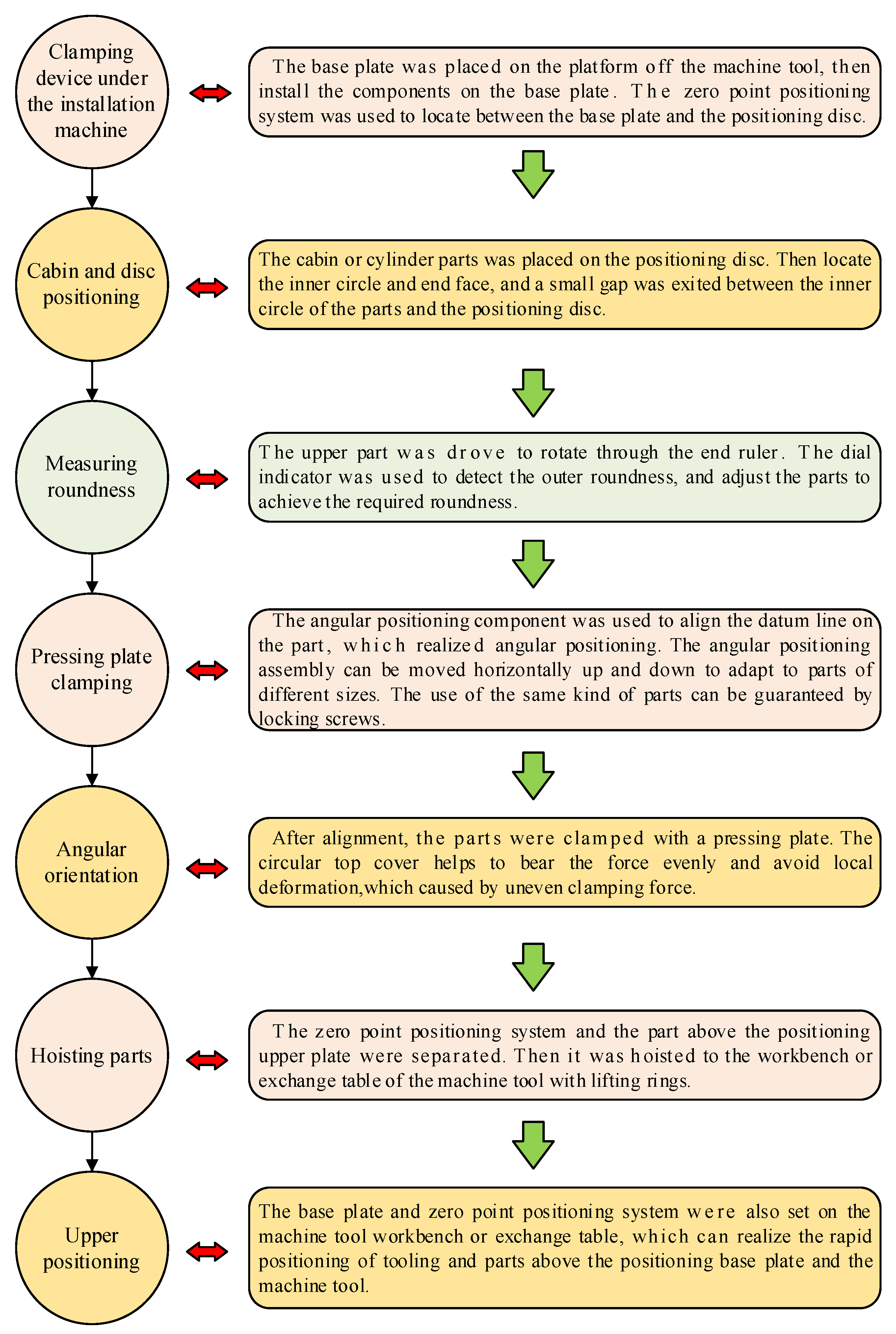
5.2. Operation Flow of Fast Clamping and Alignment on the Off-Machine
6. Conclusions
- A rapid and accurate fixture tooling design method was proposed based on non-intervention processing mode. It includes clamping simulation analysis of clamping deformation, the design of a off-machine clamping alignment device, and a tooling design method suitable for rapid and accurate fixture of an aerospace complex cabin.
- After analyzing the simulation results of commercial software, it is found that the clamping method of integral surface pressing plate is more conducive to decrease deformation. Furthermore, the deformation increased with the increase in clamping force. It approached the maximum allowable error when the clamping force increased to a certain value.
- The proposed methods were implemented in a case. The rapid clamping positioning and accurate clamping for tooling and parts in non-intervention processing mode were realized, which using our designed off-machine alignment device. This method lays a foundation for the construction and application of a flexible processing production line.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, J.; Li, Y.; Zhang, D.; Zhao, B.; Wang, G.; Pang, X. Dynamic response prediction model of thin-wall workpiece-fixture system with magnetorheological damping in milling. J. Mater. Process. 2022, 74, 500–510. [Google Scholar] [CrossRef]
- Wu, D.; Wang, H.; Huang, L.; Wang, Y. Computer aided machining fixture design algorithm and software based on case learning for near-net-shaped jet engine blade. J. Mater. Process. 2021, 69, 545–555. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, Y.; Wang, W. A feature-based fixture design methodology for the manufacturing of aircraft structural parts. Robot. Comput. Integr. Manuf. 2011, 27, 986–993. [Google Scholar] [CrossRef]
- Olaiz, E.; Zulaika, J.; Veiga, F.; Puerto, M.; Gorrotxategi, A. Adaptive Fixturing System for the Smart and Flexible Positioning of Large Volume Workpieces in the Wind-Power Sector. Procedia CIRP 2014, 21, 183–188. [Google Scholar] [CrossRef] [Green Version]
- Bakker, O.J.; Papastathis, T.N.; Popov, A.A.; Ratchev, S.M. Active fixturing: Literature review and future research directions. Int. J. Prod. Res. 2013, 51, 3171–3190. [Google Scholar] [CrossRef] [Green Version]
- Parvaz, H.; Nategh, M.J. Development of locating system design module for freeform workpieces in computer-aided fixture design platform. Comput. Aided Des. 2018, 104, 1–14. [Google Scholar] [CrossRef]
- Croppi, L.; Grossi, N.; Scippa, A.; Campatelli, G. Fixture Optimization in Turning Thin-Wall Components. Machines 2019, 7, 68. [Google Scholar] [CrossRef] [Green Version]
- Bowden, D.M.; Halley, J.E. Aluminium Reliability Improvement Program-Final Report 60606; The Boeing Company: Chicago, IL, USA, 2001. [Google Scholar]
- Salgado, M.A.; de Lacalle, L.N.L.; Lamikiz, A.; Muñoa, J.; Sánchez, J.A. Evaluation of the stiffness chain on the deflection of end-mills under cutting forces. Int. J. Mach. Tool. Manuf. 2005, 45, 727–739. [Google Scholar] [CrossRef]
- Xiong, L.; Molfino, R.; Zoppi, M. Fixture layout optimization for flexible aerospace parts based on self-reconfigurable swarm intelligent fixture system. Int. J. Adv. Manuf. Technol. 2013, 66, 1305–1313. [Google Scholar] [CrossRef]
- Li, Y.; Liu, C.; Hao, X.; Gao, J.X.; Maropoulos, P.G. Responsive fixture design using dynamic product inspection and monitoring technologies for the precision machining of large-scale aerospace parts. CIRP Ann. Manuf. Technol. 2015, 64, 173–176. [Google Scholar] [CrossRef]
- Qi, R.; Mao, X.; Zhang, K.; Xia, R. Accurate Clamping Method of Multipoint Flexible Fixture for Large Complex Surface. Math. Probl. Eng. 2021, 2021, 1–10. [Google Scholar] [CrossRef]
- Aurrekoetxea, M.; de Lacalle, L.N.L.; Llanos, I. Machining Stresses and Initial Geometry on Bulk Residual Stresses Characterization by On-Machine Layer Removal. Materials 2020, 13, 1445. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Michael Thomas Rex, F.; Hariharasakthisudhan, P.; Andrews, A.; Abraham, B.P. Optimization of flexible fixture layout to improve form quality using parametric finite element model and mixed discrete-integer genetic algorithm. P. I. Mech. Eng. C J. MEC. 2022, 236, 16–29. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, D.; Wu, B.; Luo, M.; Chen, B. Vibration suppression of thin-walled workpiece machining considering external damping properties based on magnetorheological fluids flexible fixture. Chin. J. Aeronaut. 2016, 29, 1074–1083. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Zha, J.; Jia, Q.; Chen, Y. Application of low-melting alloy in the fixture for machining aeronautical thin-walled component. Int. J. Adv. Manuf. Technol. 2016, 87, 2797–2807. [Google Scholar] [CrossRef]
- Wang, X.; Ma, P.; Peng, X.; Ning, S. Study on vibration suppression performance of a flexible fixture for a thin-walled casing. Int. J. Adv. Manuf. Technol. 2020, 106, 4281–4291. [Google Scholar] [CrossRef]
- Huamin, W.; Guohua, Q.; Zhuxi, W.; Dunwen, Z. A workpiece stability-based iterative planning of clamping forces for fixturing layout specification of a complex workpiece. Int. J. Adv. Manuf. Technol. 2019, 103, 2017–2035. [Google Scholar] [CrossRef]
- Wu, D.; Wang, H.; Peng, J.; Zhang, K.; Yu, J.; Zhengg, X.; Chen, Y. Machining fixture for adaptive CNC machining process of near-net-shaped jet engine blade. Chin. J. Aeronaut. 2020, 33, 1311–1328. [Google Scholar] [CrossRef]
- Wang, Y.; Xie, J.; Wang, Z.; Gindy, N. A parametric FEA system for fixturing of thin-walled cylindrical components. J. Mater. Process. Technol. 2008, 205, 338–346. [Google Scholar] [CrossRef]
- Wang, Z.; Li, C.; Yang, B.; Yang, Y. Fixture Locating Layout Optimization of Curved Thin-walled Parts Based on FDA. Chin. J. Mech. Eng. 2017, 28, 2231–2236. [Google Scholar]
- Su, J.; Cai, Y.; Jiang, X.; Qiang, Y.; Wang, Y.; Liu, X. Modeling of stiffness characteristic on evaluating clamping scheme of milling of thin-walled parts. Int. J. Adv. Manuf. Technol. 2021, 113, 1861–1872. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus (GPa) | Poisson’s Ratio | Density (kg·m−3) | Yield Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|---|---|
| 118 | 0.33 | 4450 | 1000 | 700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, G.; Wang, Y.; Yuan, S.; Lin, L.; Zhao, Z. Research on Rapid and Accurate Fixture Design for Non-Intervention Machining of Complex Parts. Metals 2022, 12, 1174. https://doi.org/10.3390/met12071174
Ding G, Wang Y, Yuan S, Lin L, Zhao Z. Research on Rapid and Accurate Fixture Design for Non-Intervention Machining of Complex Parts. Metals. 2022; 12(7):1174. https://doi.org/10.3390/met12071174
Chicago/Turabian StyleDing, Guozhi, Yufeng Wang, Songmei Yuan, Lin Lin, and Zhengcai Zhao. 2022. "Research on Rapid and Accurate Fixture Design for Non-Intervention Machining of Complex Parts" Metals 12, no. 7: 1174. https://doi.org/10.3390/met12071174
APA StyleDing, G., Wang, Y., Yuan, S., Lin, L., & Zhao, Z. (2022). Research on Rapid and Accurate Fixture Design for Non-Intervention Machining of Complex Parts. Metals, 12(7), 1174. https://doi.org/10.3390/met12071174