
Immune Optimization of Double-Sided Welding Sequence for Medium-Small Assemblies in Ships Based on Inherent Strain Method

Abstract
:1. Introduction
2. Theoretical Analysis and Model Construction of Thermal Deformation
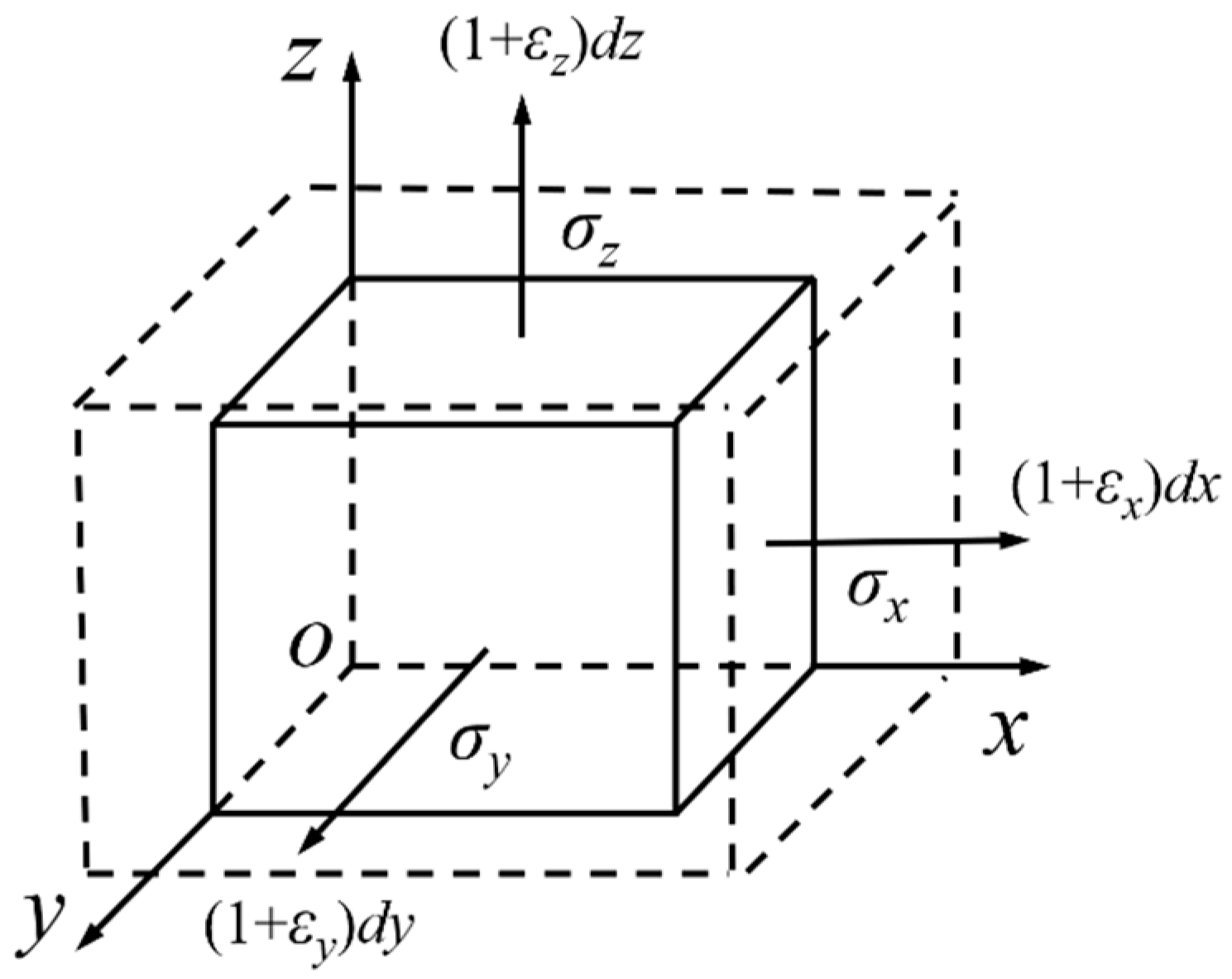
2.1. Inherent Strain Theory
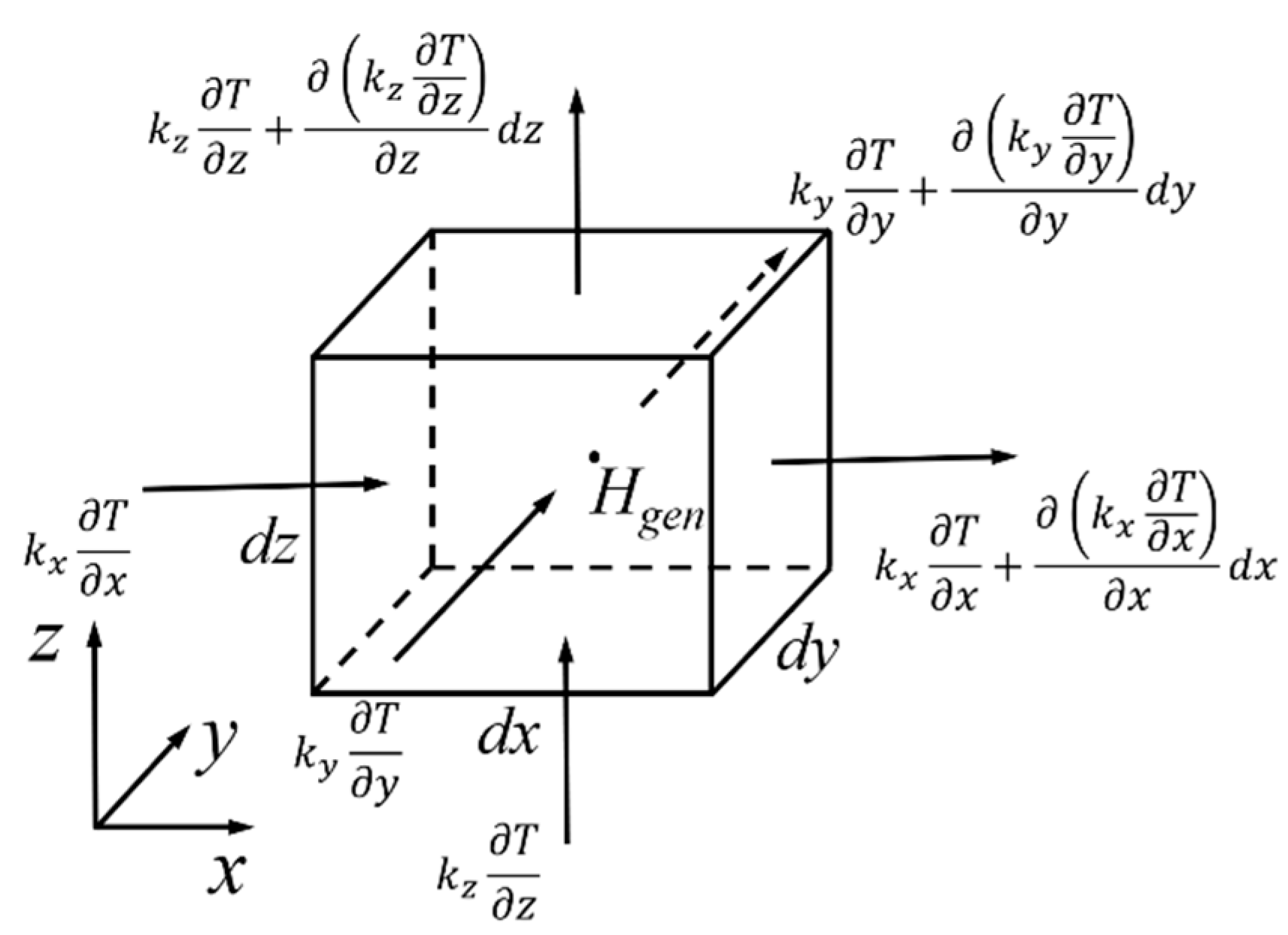
2.2. Calculation of Intrinsic Strain Increments
2.3. Calculation of Welding Deformation
3. Construction of Welding Sequence Optimization Model for Double-Sided Welding
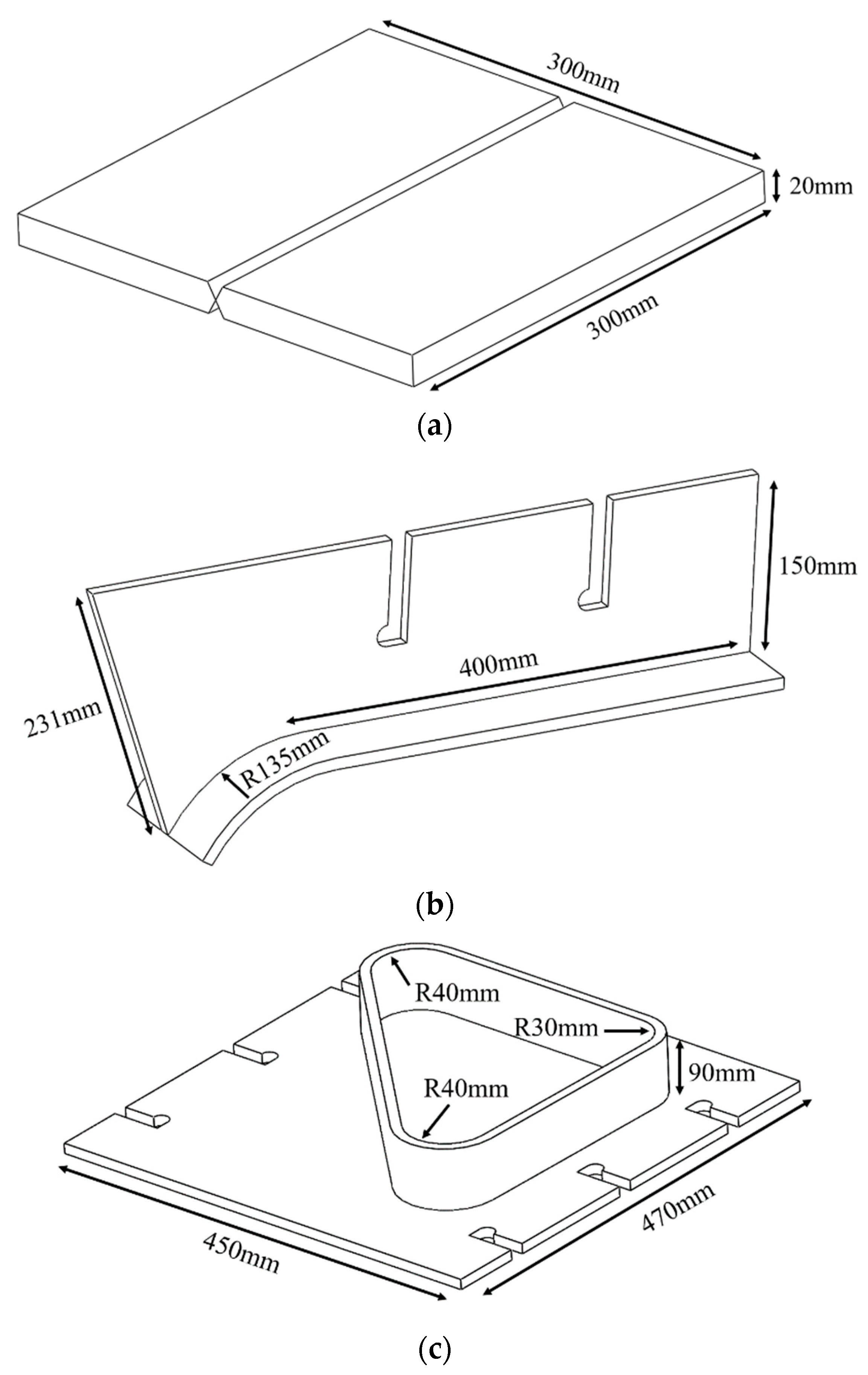
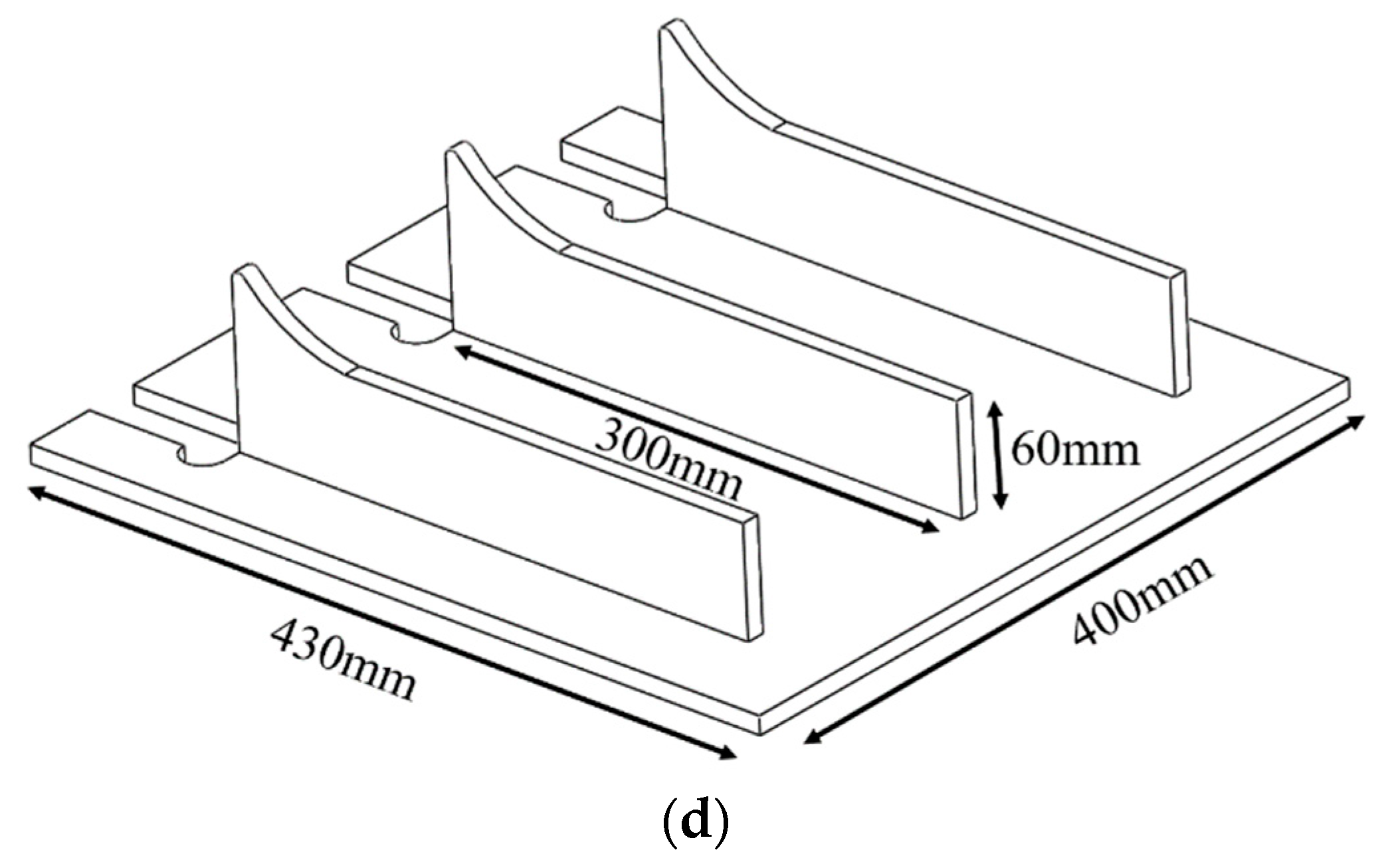
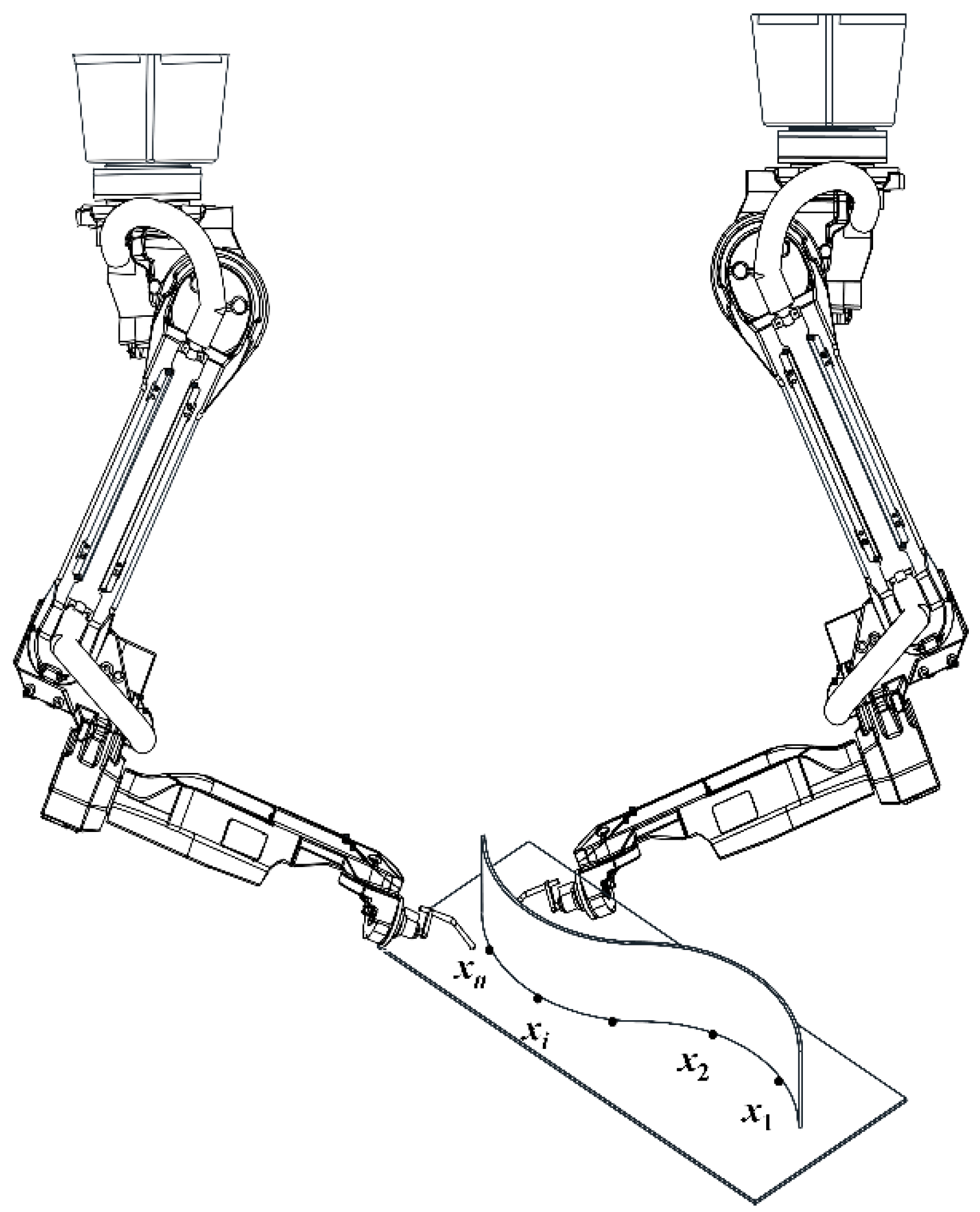
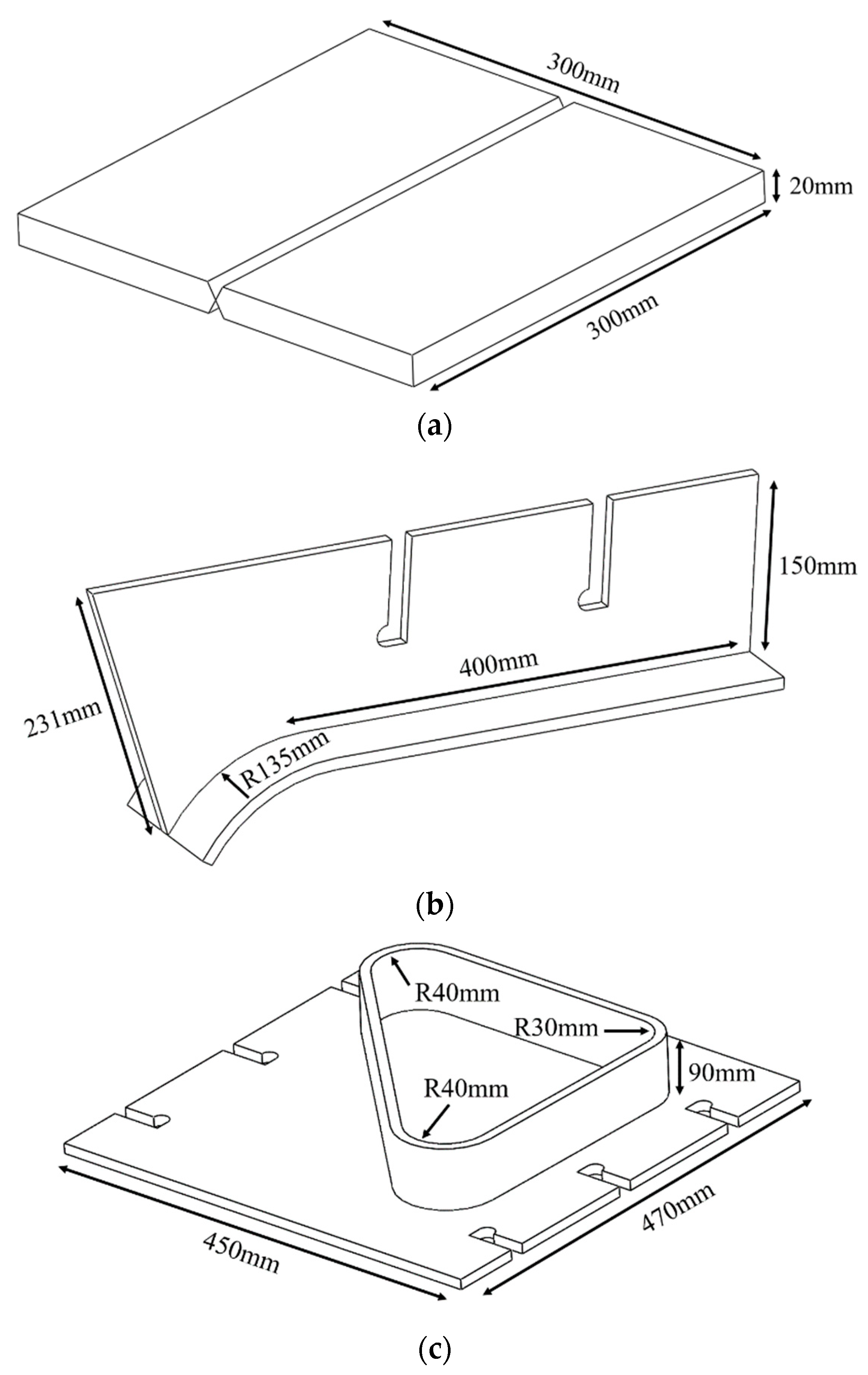
3.1. Construction of 3D Model of Double-Sided Welding for Medium-Small Assemblies in Ships
3.2. Determination of Objective Function for Optimization of Double-Sided Welding Sequence
3.3. Construction of Finite Element Models for Welding
4. Design of Artificial Immune Algorithm for Welding Sequence Optimization
4.1. Description of the Basic Immune Clonal Optimization Algorithm
4.2. Operator Design of ICOABAS
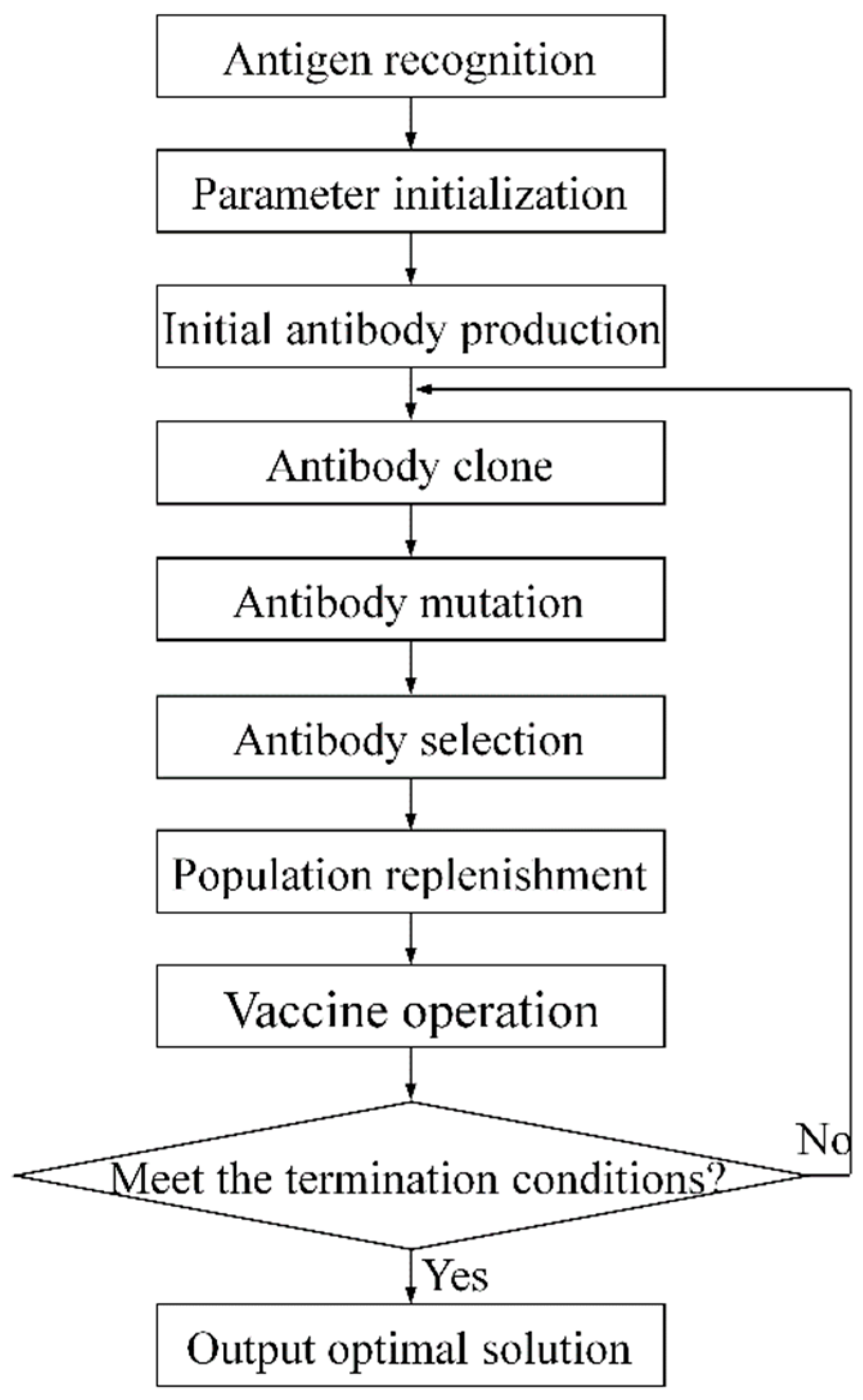
4.3. Immune Optimization Process for Double-Sided Welding Sequence
5. Numerical Testing and Result Analysis of Double-Sided Welding Sequence Optimization
5.1. Numerical Testing of Welding Sequence Optimization
5.1.1. Settings of Test Environment
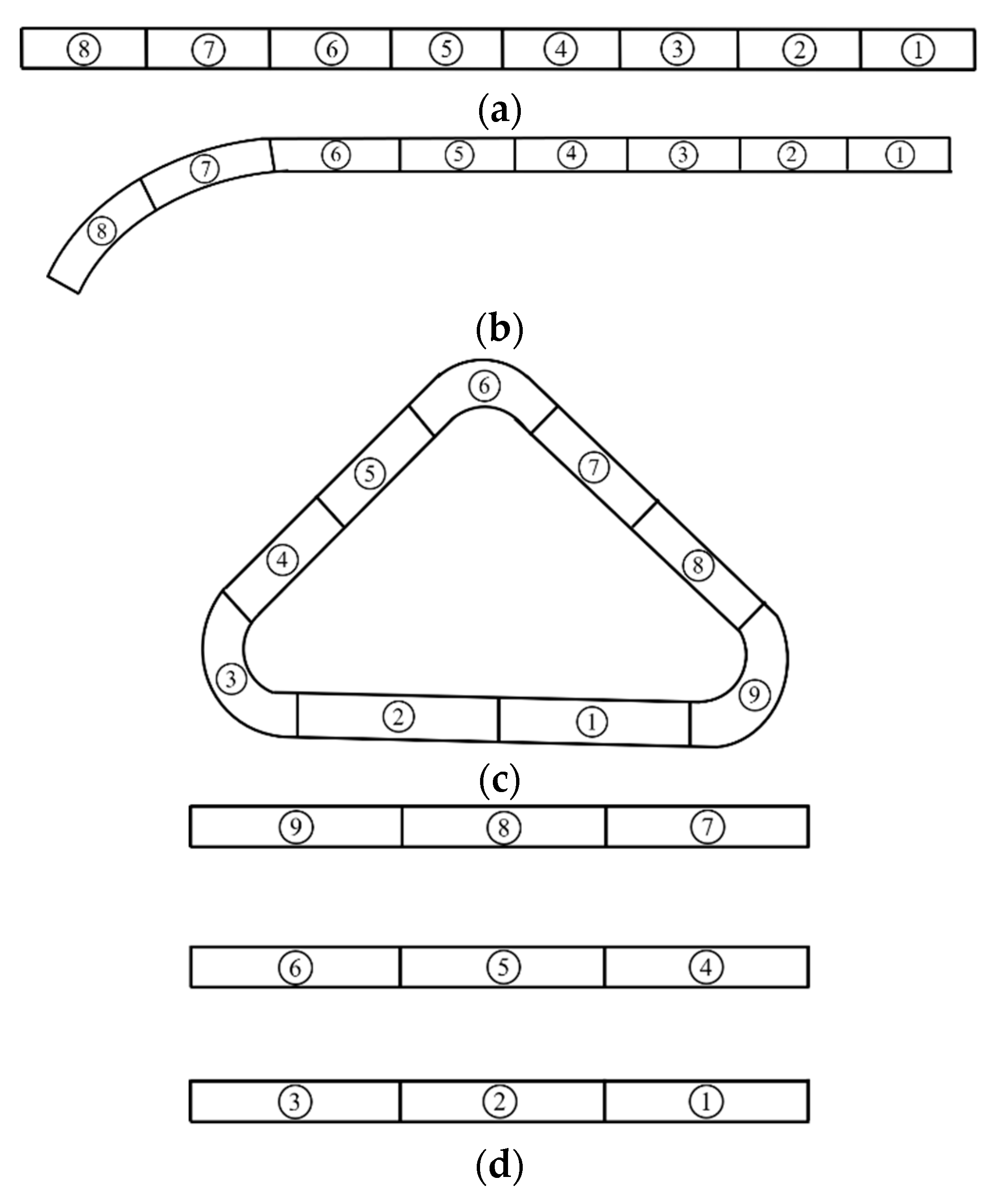
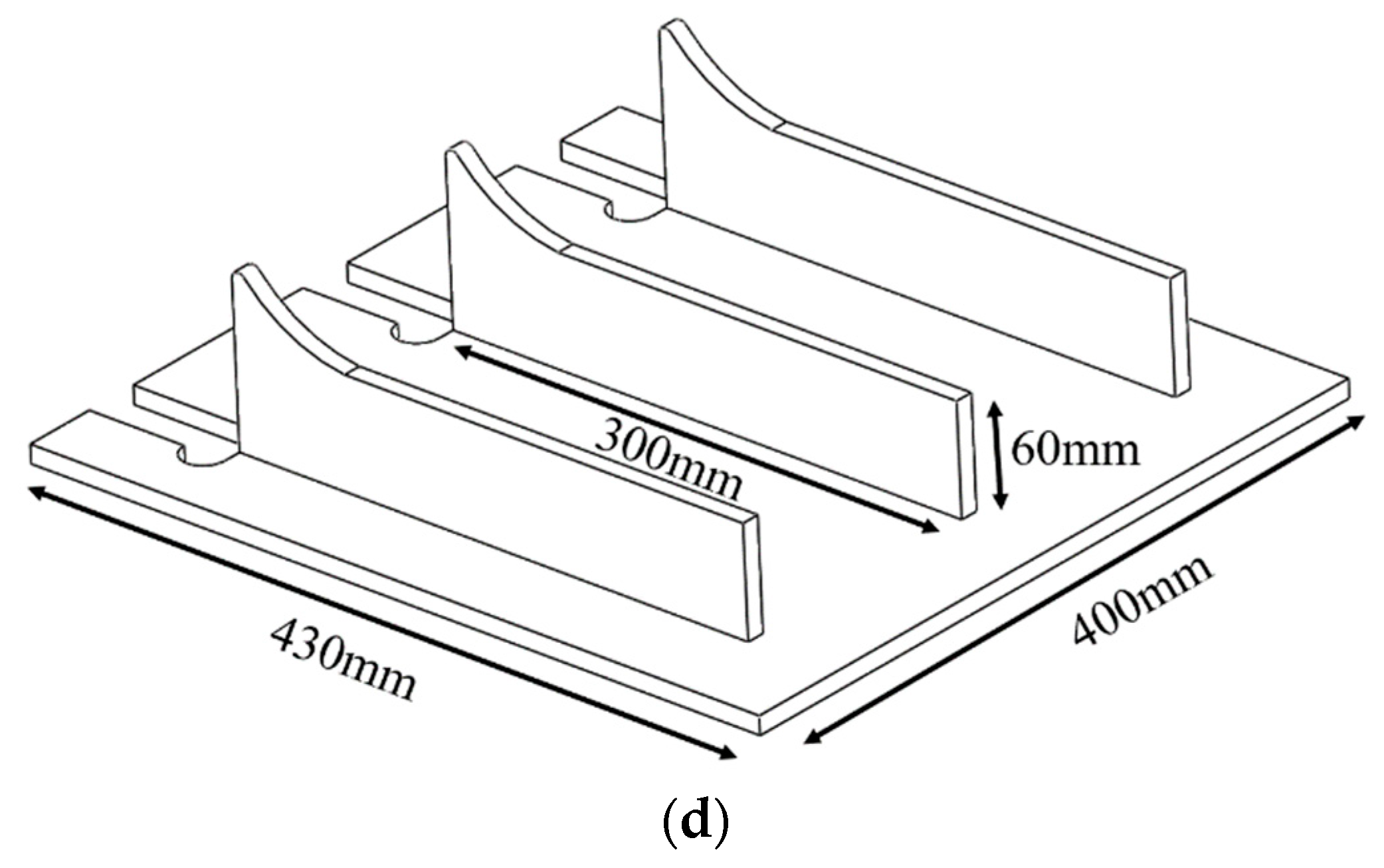
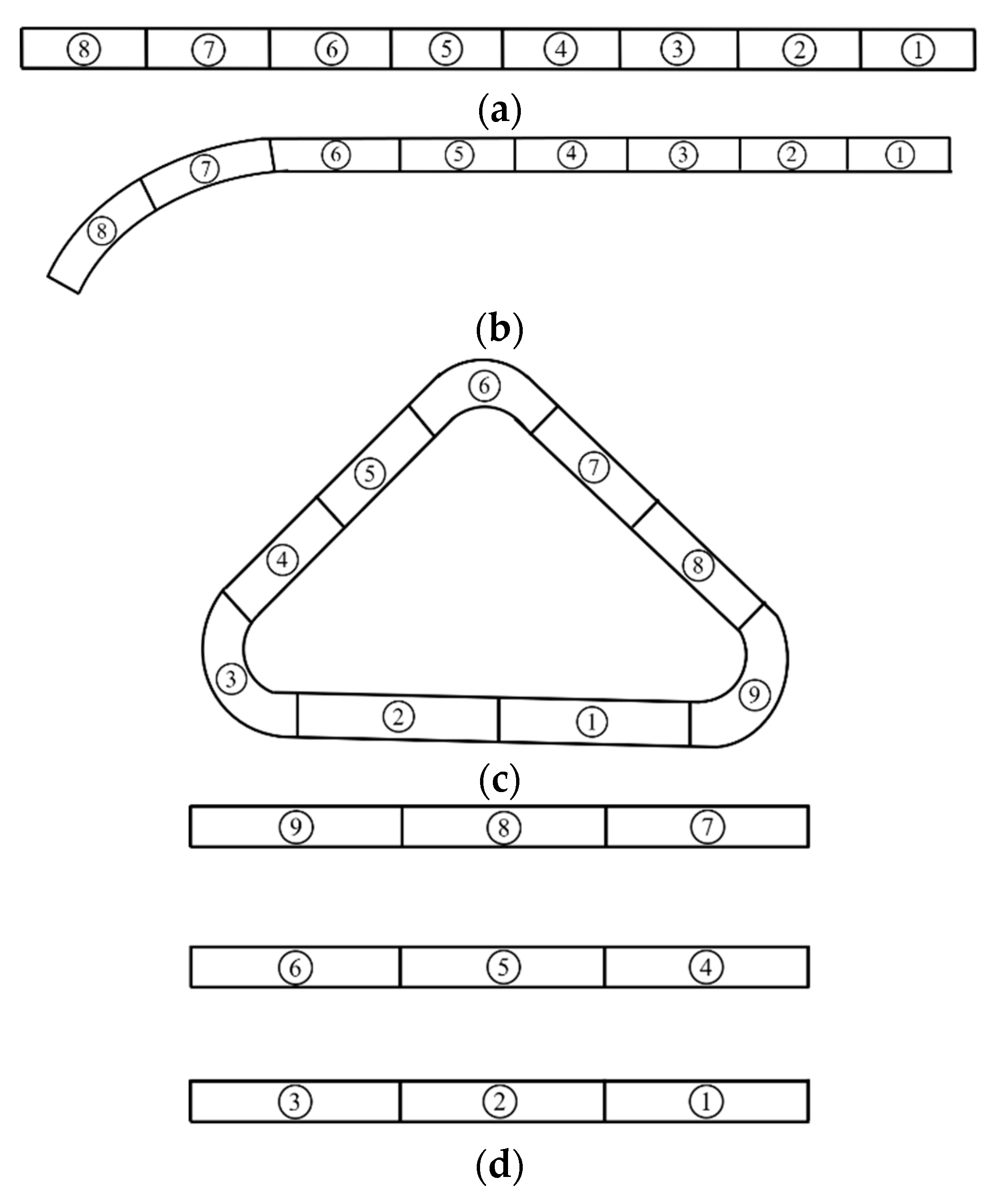
5.1.2. Division and Coding of Welding Seams
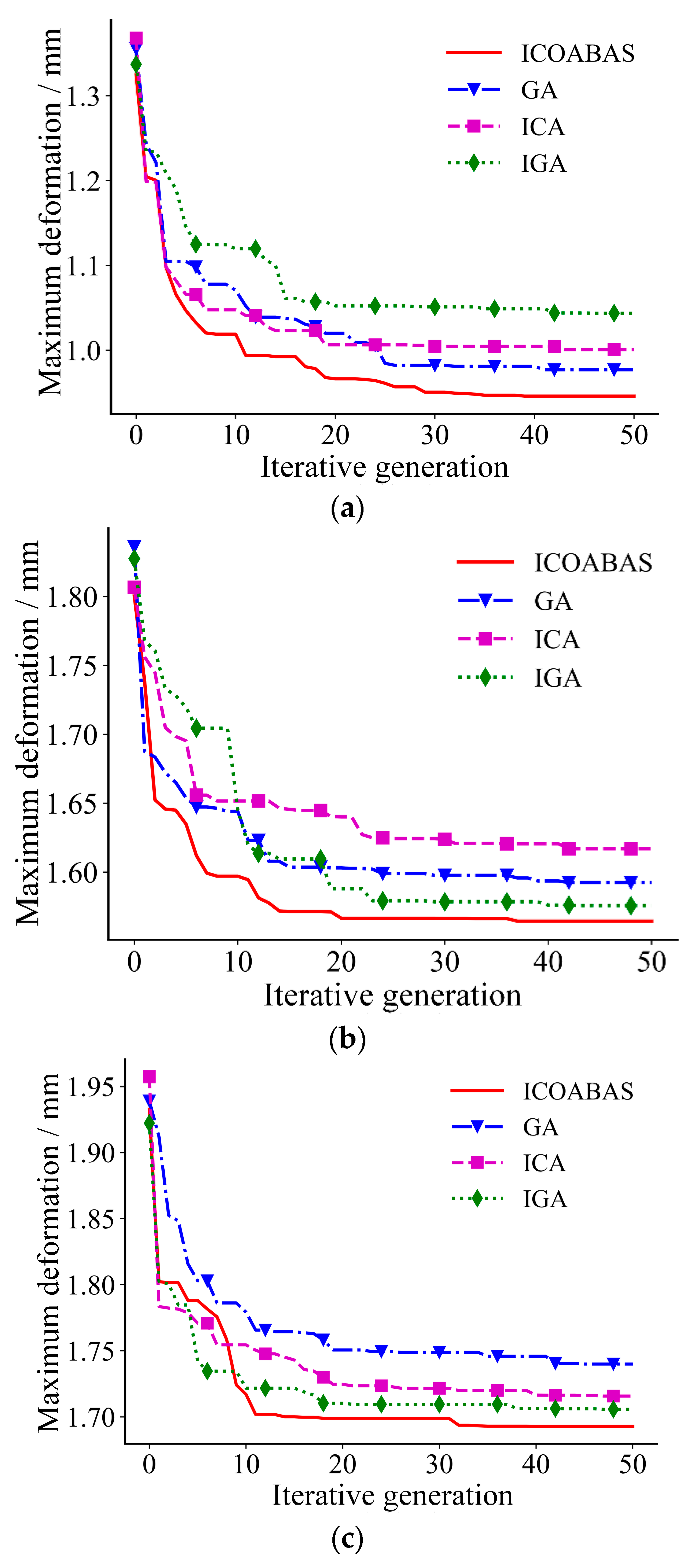
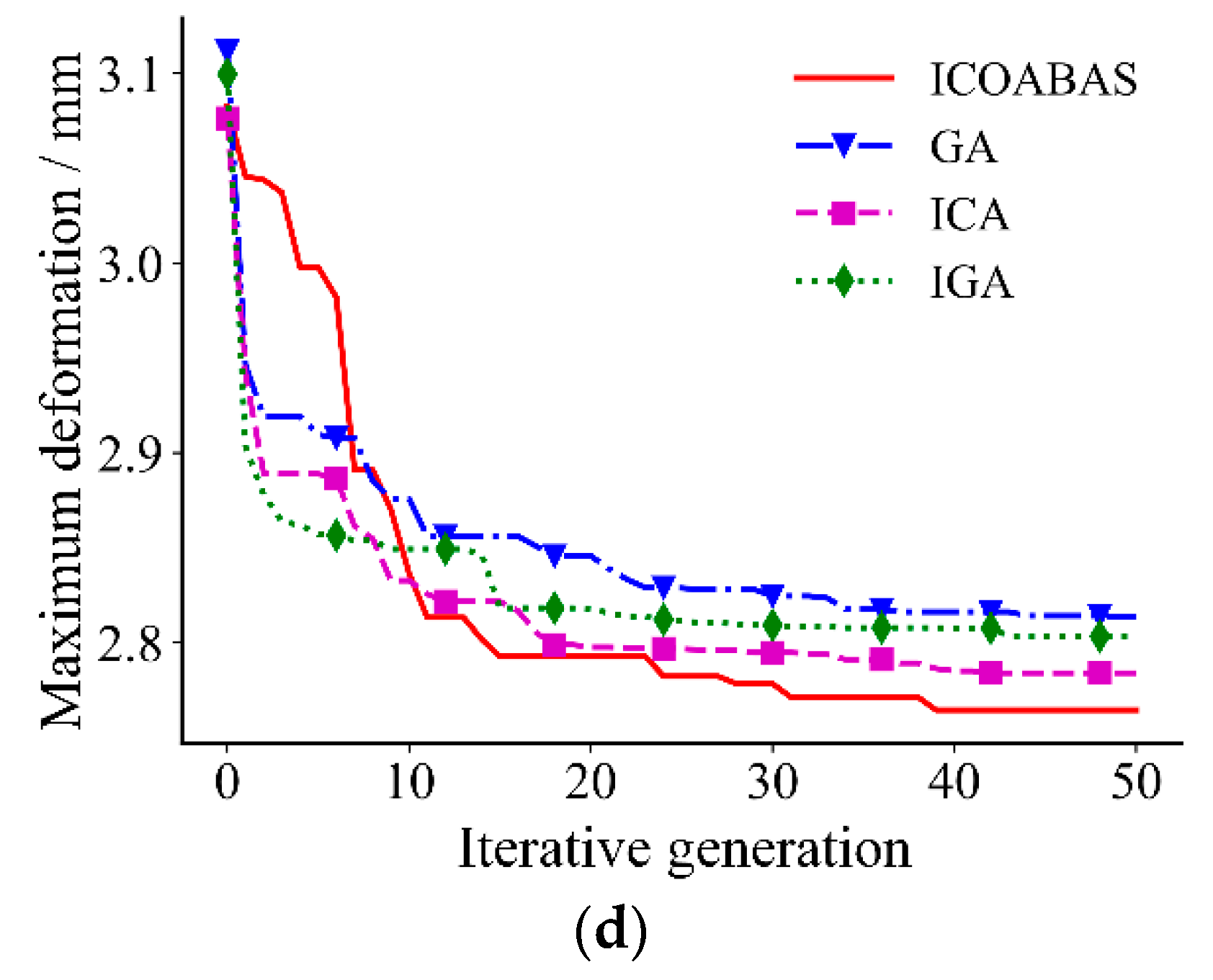
5.2. Analysis of Test Results
6. Experimental Test and Result Analysis of Double-Sided Welding Sequence Optimization
6.1. Setting of Experimental Environment
6.2. Optimization of Welding Sequence
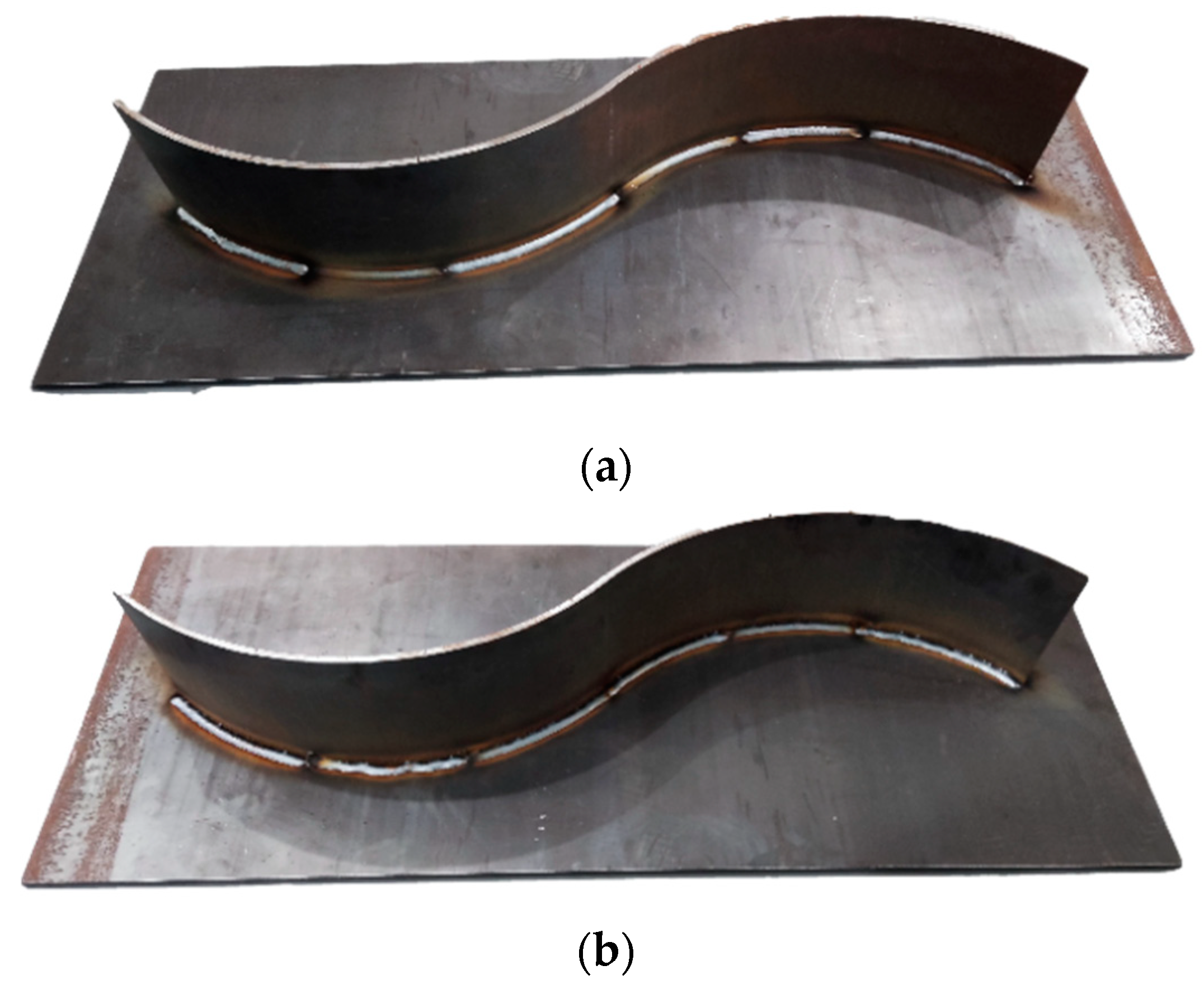
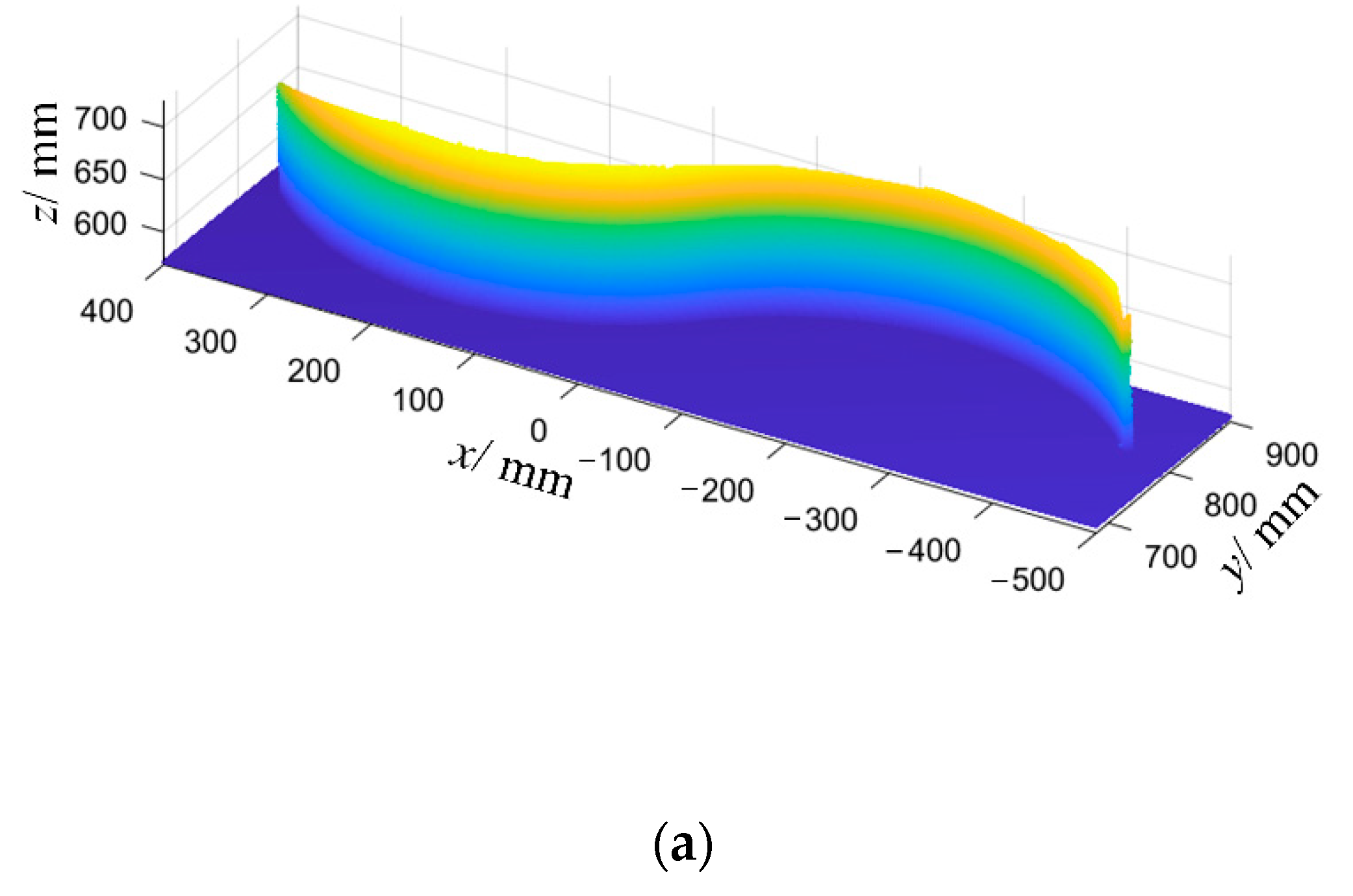
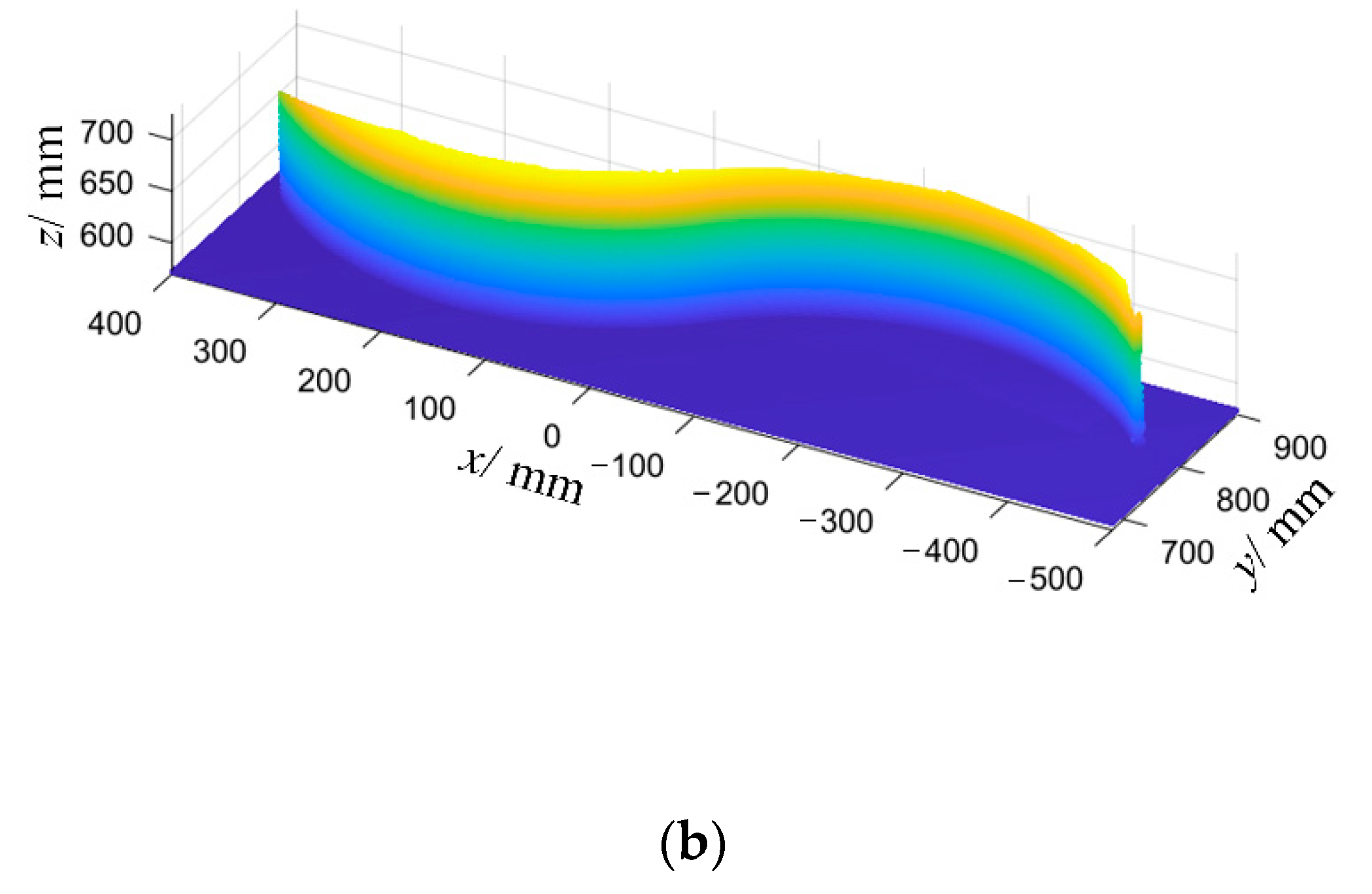
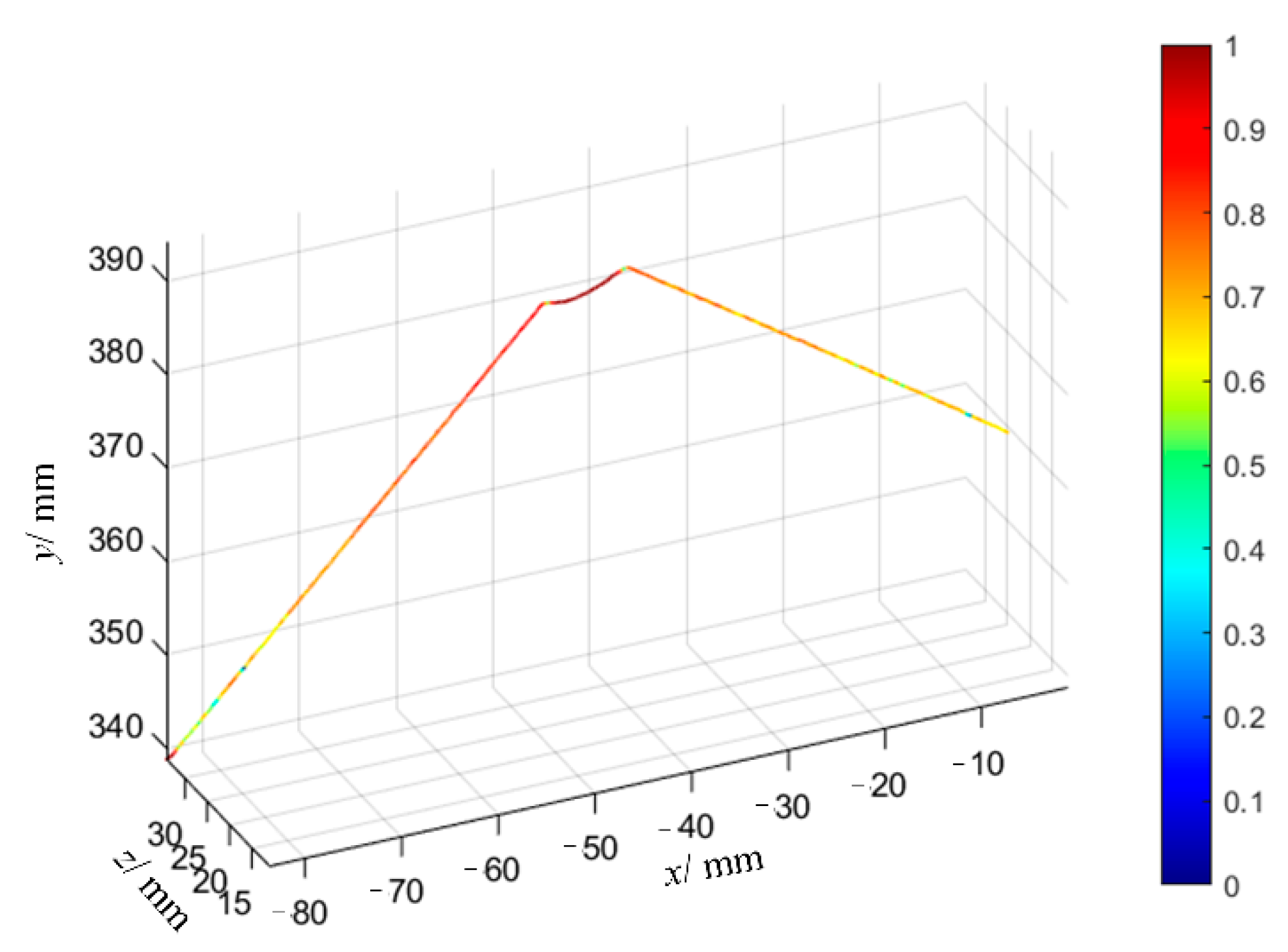
6.3. Welding Experiment and Analysis
7. Conclusions and Future Work
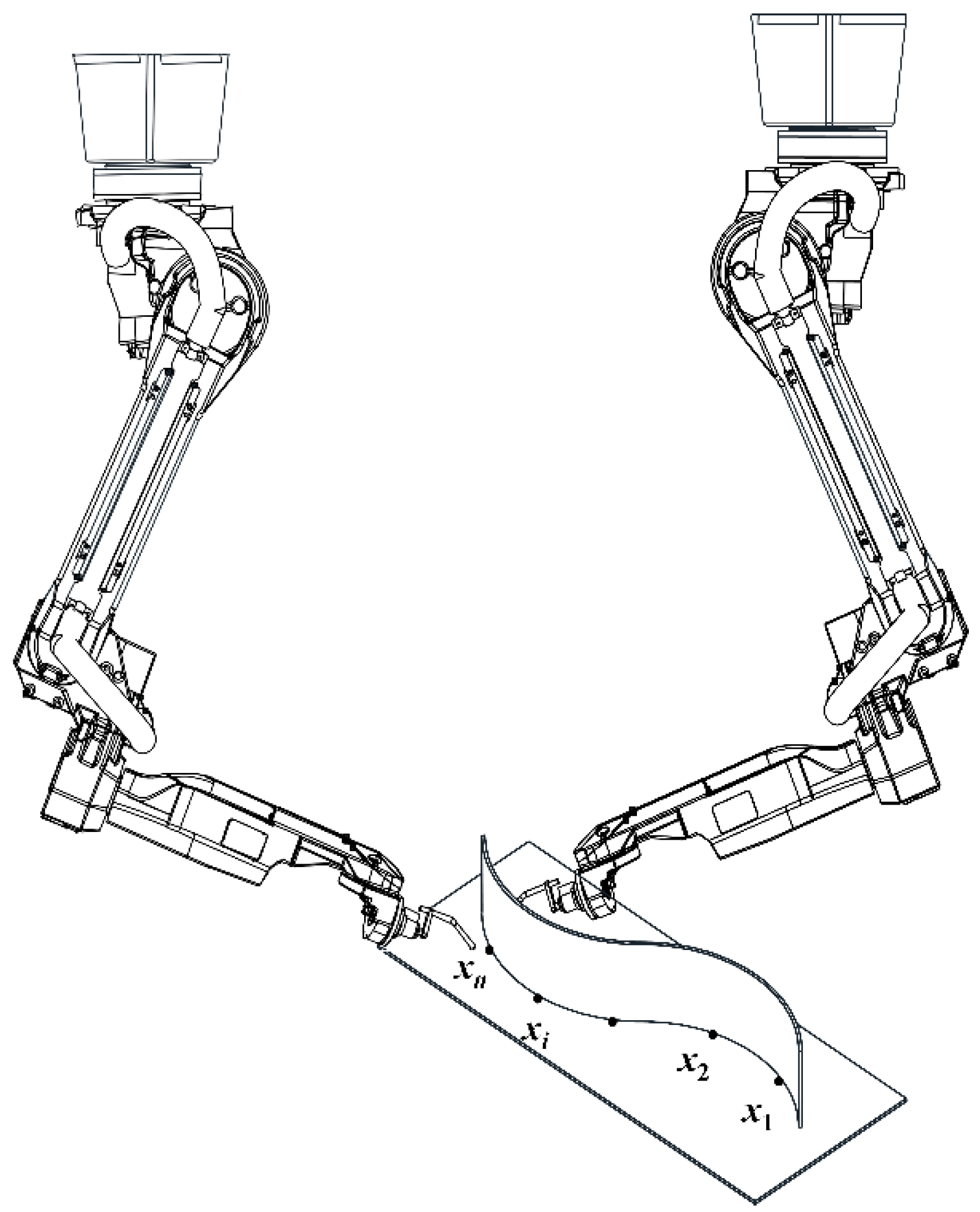
- Unlike single-sided welding, there is a dual heat source in double-sided welding. In order to reduce the difficulty of constructing the temperature field of dual heat sources and reduce the amount of calculation in thermal deformation optimization, an inherent strain method with a welding deformation prediction function is introduced in this paper. Based on the analysis of the welding deformation formation mechanism under the double-sided welding process, the calculation methods of the longitudinal shrinkage deformation and the transverse shrinkage deformation for the base metal after double-sided welding are determined, which provides a basis for the global and distributed intelligent optimization of the double-sided welding sequence.
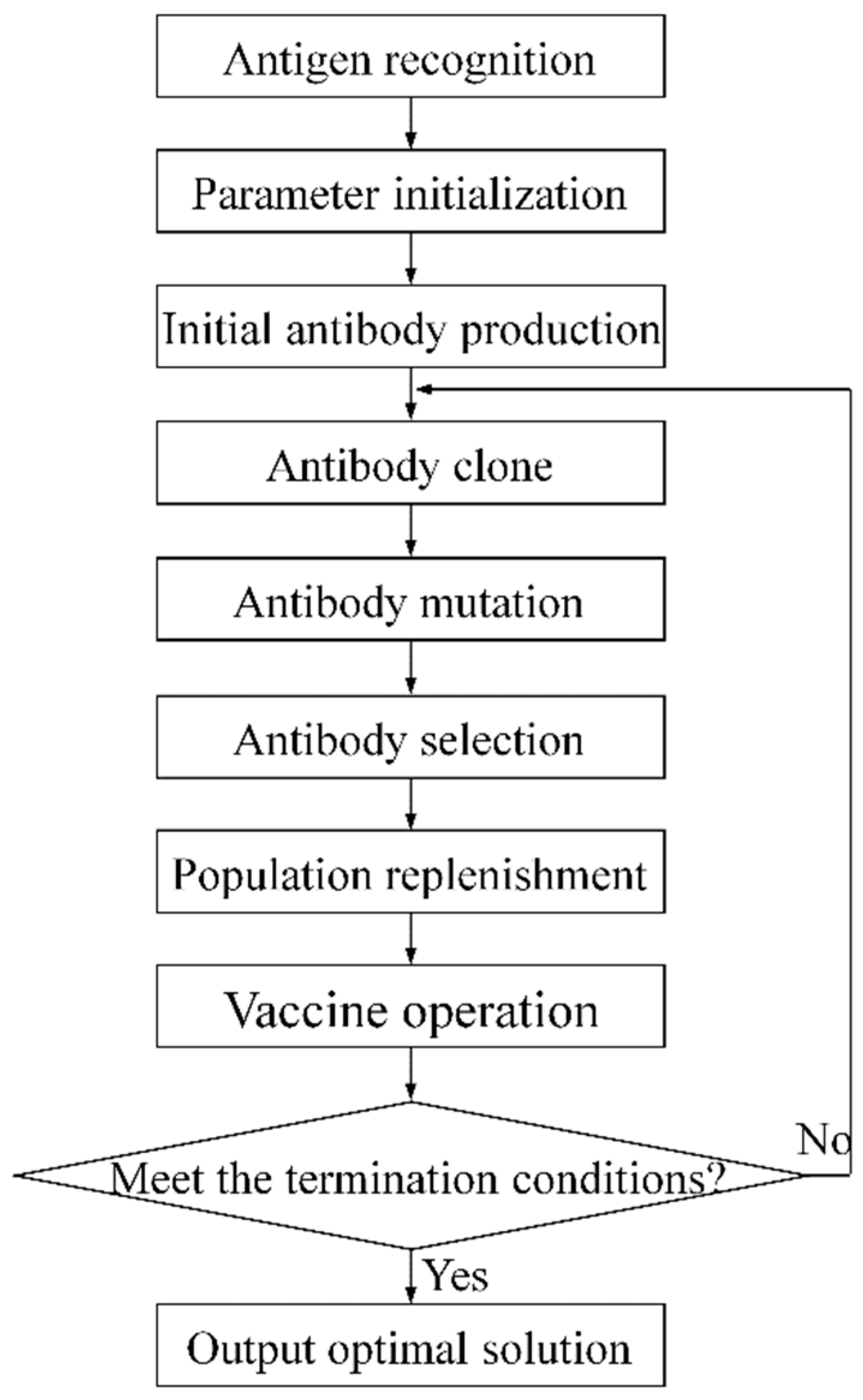
- Aiming at the multi-variable optimization requirements of the double-sided welding sequence, a double-sided welding sequence optimization model for the purpose of reducing the welding deformation is constructed first by constructing the deformation calculation based on the inherent strain method, and under the boundary constraints of the weldment. Then, an immune clonal optimization algorithm based on similar antibody similarity screening and steady-state adjustment is introduced, and the double-sided welding sequence immune optimization process is designed, which enables the welding sequence optimization with distributed and global optimization capabilities.
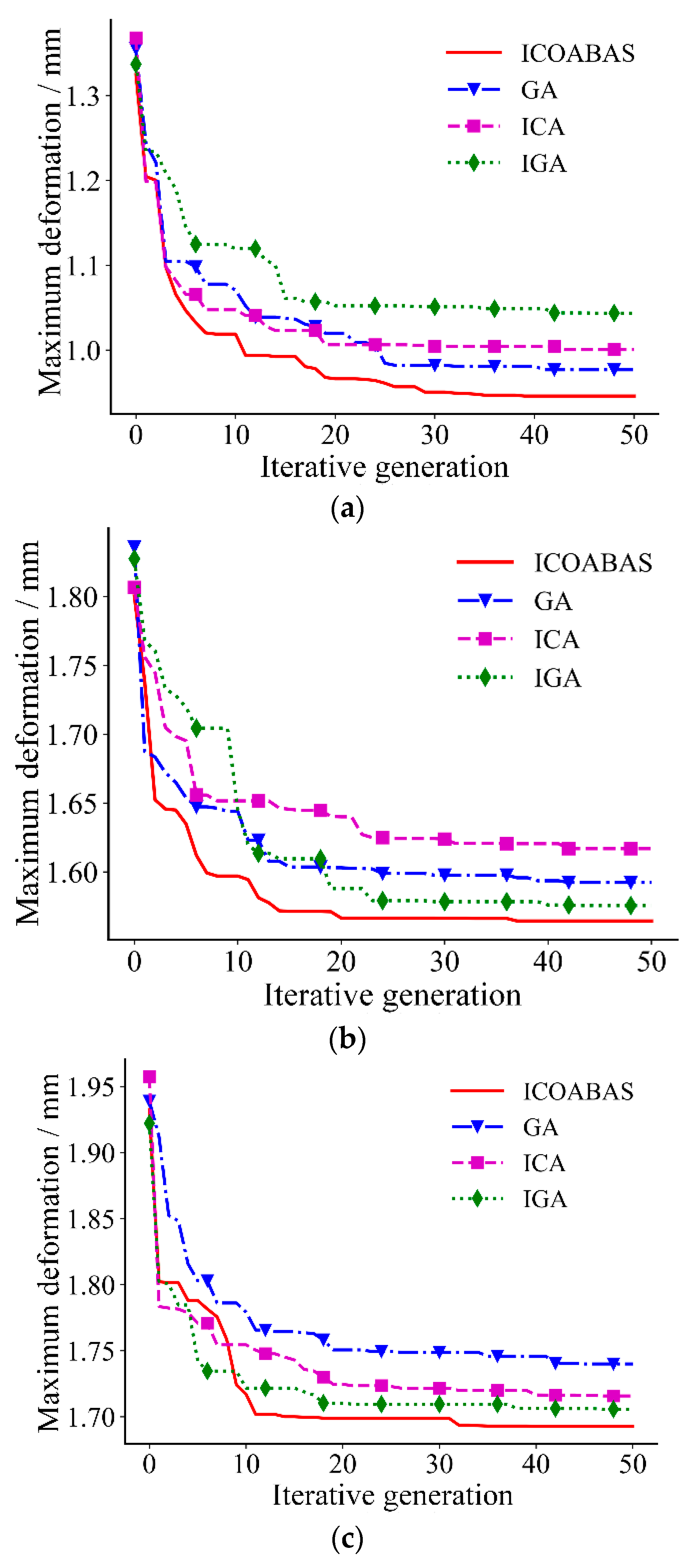
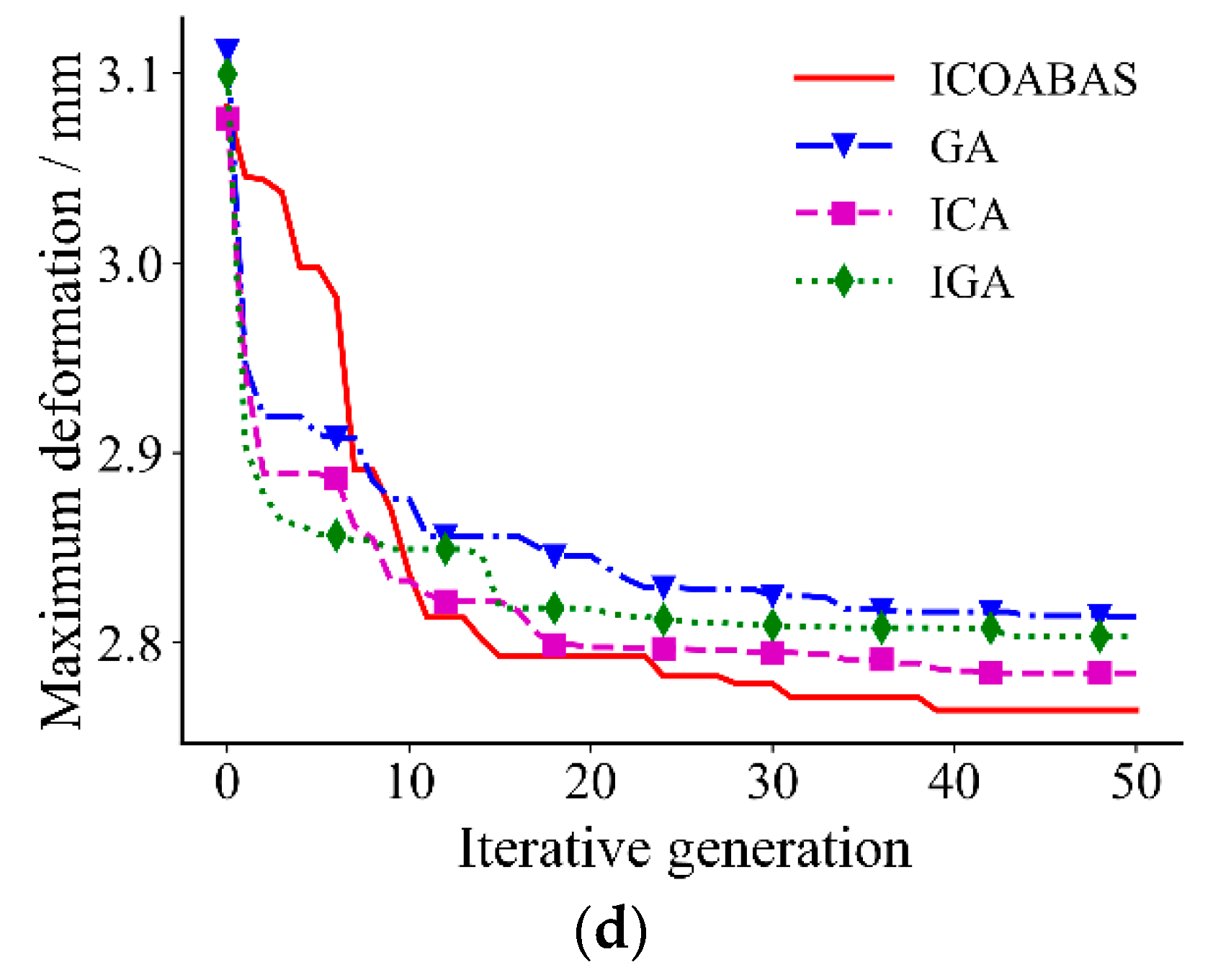
- The numerical test results of four kinds of ship welding parts show that compared with other intelligent algorithms, the maximum welding deformation caused by the proposed algorithm is reduced by 2.4%, 2.8%, and 3.3%, respectively, the average maximum welding deformation is reduced by 2.6%, 2.5%, and 3.4%, respectively, and the convergence generation is reduced by 16.2%, 13.4%, and 11.2%, respectively, which verifies that the proposed immune clonal optimization algorithm is characterized by strong optimization ability and high optimization efficiency in the double-sided welding sequence. This is mainly because the vaccine extraction and vaccination operator of ICOABAS realizes the uniform distribution of the solution space, which improves the global search ability of the algorithm, and the population replenishment operator of ICOABAS realizes population diversity by updating similar antibodies in the population, which improves the search efficiency of the algorithm. Moreover, The experimental test results show that, compared with the traditional continuous welding, the deformation caused by the optimized welding sequence is reduced by 32.9%, which further verifies the effectiveness of the double-sided welding sequence based on the proposed ICOABAS in effectively reducing welding deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, T. Analysis of single-side welding process and defects of CO2 ceramic liner. MW Metal Form. 2017, 14, 81–83. [Google Scholar] [CrossRef]
- Wang, L.J.; Zhang, Q.; Chen, J.P.; Qin, M.; Wang, Z.J. Development and application of double-sided synchronous submerged arc welding technology for large storage tanks. Weld. Technol. 2010, 39, 34–37. [Google Scholar] [CrossRef]
- Li, Q.; Wang, Y.S.; Zhao, L.H.; Liu, N.N. Study on residual stress and deformation of single and double-side welding structure of T plates. Hot Work. Technol. 2017, 46, 197–201. [Google Scholar] [CrossRef]
- Chen, D.G.; Liu, J.H.; Chen, D.L. Properties of welded joints of 7A52 aluminum alloy thick-plate by single-side and double-side friction stir welding. Ordn. Mater. Sci. Eng. 2016, 39, 29–31. [Google Scholar] [CrossRef]
- Tang, J.X.; Wu, M.X.; Shi, L.; Wu, C.S.; Yang, W. Pure aluminum/T2 copper dissimilar metal double-sided friction stir weld formation and mechanical properties. Chin. J. Nonf. Metals 2022, 2, 1–15. [Google Scholar] [CrossRef]
- Sun, J.T.; Li, X.Y.; Zhang, L.; Yan, W.T.; Yang, Q.Z. Performance of a new aluminum alloy joint with butt-weld. Rare Metal Mater. Eng. 2017, 46, 2607–2612. [Google Scholar]
- Sun, W. Application of submerged arc double-sided welding in circumferential seam welding of large storage tanks. Petrol. Chem. Const. 2019, 41, 71–72. [Google Scholar] [CrossRef]
- Zhou, Y.B.; Shi, W.Q. Development of double arc high efficiency welding technology. Elec. Weld. Mach. 2019, 49, 44–51. [Google Scholar] [CrossRef]
- Liu, Y.X.; Li, Z.L.; Chen, H.; Yang, D.F.; Gao, Y.H.; Chen, C.; Chi, S.J. Numerical simulation prediction of residual stress distribution of volute-seat ring welds under different welding sequence. Hot Work. Technol. 2020, 49, 125–128. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, B.; Wang, H.Z.; An, B.; Yang, X.H. Influence of welding sequence on welding residual stress and deformation of lateral stop. J. Mech. Eng. 2019, 55, 57–65. [Google Scholar] [CrossRef]
- Luo, J.Y.; Zuo, J.; Zhang, J.H. Evaluation of welding residual stress and welding path optimization of square steel T-type joint for frame. Hot Work. Technol. 2021, 50, 112–117. [Google Scholar] [CrossRef]
- Tang, Q.; Liu, Z.; Chen, P.; Chen, H.; Yang, T. Numerical simulation of welding deformation of subway bolster based on inherent strain method. Hot Work. Technol. 2019, 48, 128–130. [Google Scholar] [CrossRef]
- Xiang, L.; Ye, F.; Liang, X.; Ou, Y.A.H.; Zhao, N.L. Multi-tube freezing temperature field considering range of influence of freezing tubes. Tun. Const. 2021, 41, 52–59. [Google Scholar] [CrossRef]
- Wang, C.; Wu, C.B.; Shao, L.T. Development of elastic finite element model for predicting welding deformation based on artificial thermal strain method. J. Mech. Eng. 2022, 37, 111–119. [Google Scholar] [CrossRef]
- Qu, R.B.; Guo, Y.F.; Xu, S.K. Optimization analysis of welding sequence of ballast water filter cartridge support. MW Metal Form. 2021, 9, 74–77. [Google Scholar] [CrossRef]
- Huang, Y.; Ma, W.T.; Zhang, H.M.; Yu, S.L.; Pan, J.R. Numerical simulation and deformation study on temperature field of laser cladding repair process for slender shaft parts. Mech. Elec. Equip. 2017, 34, 28–34. [Google Scholar] [CrossRef]
- Saida, I.; Wakrim, L.; Hassani, M.M. Nonuniform semi-patches for designing an ultra wideband PIFA antenna by using genetic algorithm optimization. Wirel. Pers. Commun. 2021, 117, 957–969. [Google Scholar] [CrossRef]
- Du, A.; Chen, Y.; Zhang, D.; Han, Y. Multi-objective energy management strategy based on PSO optimization for power-split hybrid electric vehicles. Energies 2021, 14, 2438. [Google Scholar] [CrossRef]
- Kamarposhti, M.A.; Colak, I.; Iwendi, C.; Band, S.S.; Ibeke, E. Optimal coordination of PSS and SSSC controllers in power system using ant colony optimization algorithm. J. Circuit. Syst. Comp. 2022, 31, 2250060. [Google Scholar] [CrossRef]
- Arneth, B. Comparison of Burnet’s clonal selection theory with tumor cell-clone development. J. Theranostics 2018, 8, 3392–3399. [Google Scholar] [CrossRef]
- Xue, C.G.; Dong, L.L.; Li, G.H. An Improved Immune Genetic Algorithm for the Optimization of Enterprise Information System based on Time Property. J. Softw. 2011, 6, 436–443. [Google Scholar] [CrossRef]
- Liu, S.D.; Tao, L.J.; Liu, C.; Gao, Y.Q.; Sun, H.W.; Yuan, M.X. Immune Cloning Optimization Algorithm Based on Antibody Similarity Screening and Steady-State Adjustment. In Proceedings of the Name of the 2021 3rd International Conference on Advanced Information Science and System, Sanya, China, 26–28 November 2021; pp. 355–359. Available online: https://camps.aptaracorp.com/AuthorDashboard/dashboard.html?key=0&val=68b639ba-5286-11ec-b613 (accessed on 2 March 2022).
- Zeng, S.Y. Optimization algorithm for power flow calculation of power system considering power spring. Int. J. Sci. 2020, 7, 23–28. [Google Scholar]
- Yang, W.X.; Chen, Z.; Li, C.J. Adaptive clone selection algorithm for function optimization. Appl. Mech. Mater. 2014, 3468, 2147–2150. [Google Scholar] [CrossRef]
- Qu, H.Y.; Cheng, S.N. A new neural network with genetic algorithm in searching nonlinear function extremum. J. Phys. Conf. Ser. 2021, 1732, 12085–12086. [Google Scholar] [CrossRef]
- Liu, J.; He, G.Z.; Qu, Z.J. Research on double-sided welding process of 84 mm thick 6082 aluminum alloy profile by friction stir welding. Weld. Technol. 2018, 47, 148–150. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature/°C | Mechanical Properties | |||
|---|---|---|---|---|
| Yield Strength/MPa | Elastic Modulus /GPa | Poisson’s Ratio | Convection Coefficient/W·(m2·K)−1 | |
| 25 | 345 | 206 | 0.28 | 23 |
| 250 | 270 | 187 | ||
| 500 | 220 | 150 | ||
| 750 | 160 | 120 | ||
| 1000 | 75 | 70 | ||
| 1500 | 20 | 10 | ||
| Temperature/°C | Linear Expansion Coefficient | Specific Heat Capacity/J·(kg·°C)−1 | Thermal Conductivity/W·(m·K)−1 | |
| 25 | 1.30 × 10−5 | 460 | 44 | |
| 250 | 1.32 × 10−5 | 480 | 39 | |
| 500 | 1.39 × 10−5 | 530 | 33 | |
| 750 | 1.48 × 10−5 | 675 | 30 | |
| 1000 | 1.34 × 10−5 | 670 | 26 | |
| 1500 | 1.33 × 10−5 | 700 | 20 | |
| Algorithm | ICOABAS | GA | |
|---|---|---|---|
| Structure 1 | Maximum deformation/mm | 0.946 | 0.977 |
| Average maximum deformation/mm | 0.889 | 0.927 | |
| Convergence generation | 37 | 41 | |
| Optimal welding sequence | ④⑤③⑥ ②⑦①⑧ | ⑤④③⑥ ②⑦①⑧ | |
| Structure 2 | Maximum deformation/mm | 1.564 | 1.592 |
| Average maximum deformation/mm | 1.485 | 1.516 | |
| Convergence generation | 36 | 42 | |
| Optimal welding sequence | ④⑤③⑥ ②①⑦⑧ | ②④⑥① ③⑤⑦⑧ | |
| Structure 3 | Maximum deformation/mm | 1.693 | 1.740 |
| Average maximum deformation/mm | 1.616 | 1.667 | |
| Convergence generation | 33 | 41 | |
| Optimal welding sequence | ⑤⑦④⑧ ②①③⑨⑥ | ⑤⑧④⑦ ②①③⑥⑨ | |
| Structure 4 | Maximum deformation/mm | 2.764 | 2.814 |
| Average maximum deformation/mm | 2.721 | 2.750 | |
| Convergence generation | 38 | 43 | |
| Optimal welding sequence | ①⑦③⑨ ②⑧④⑥⑤ | ①⑨③⑦ ④⑥②⑧⑤ | |
| Algorithm | ICA | IGA | |
| Structure 1 | Maximum deformation/mm | 1.001 | 1.044 |
| Average maximum deformation/mm | 0.932 | 0.983 | |
| Convergence generation | 42 | 41 | |
| Optimal welding sequence | ②④⑥③ ⑤⑦①⑧ | ④⑤②⑦ ③⑥①⑧ | |
| Structure 2 | Maximum deformation/mm | 1.617 | 1.576 |
| Average maximum deformation/mm | 1.543 | 1.516 | |
| Convergence generation | 41 | 40 | |
| Optimal welding sequence | ④⑤③⑥ ②⑦①⑧ | ②④⑥③ ⑤⑦①⑧ | |
| Structure 3 | Maximum deformation/mm | 1.716 | 1.706 |
| Average maximum deformation/mm | 1.637 | 1.624 | |
| Convergence generation | 39 | 37 | |
| Optimal welding sequence | ①②④⑧ ⑤⑦③⑨⑥ | ⑤⑦②① ④⑧③⑨⑥ | |
| Structure 4 | Maximum deformation/mm | 2.784 | 2.803 |
| Average maximum deformation/mm | 2.717 | 2.729 | |
| Convergence generation | 41 | 42 | |
| Optimal welding sequence | ①③⑦⑨ ④⑥②⑤⑧ | ①⑦④③ ⑨⑥②⑧⑤ | |
| Welding Sequence | Maximum Deformation (mm) |
|---|---|
| ①②③④⑤⑥ | 0.76 |
| ②④③⑤①⑥ | 0.51 |
| ③④②⑤①⑥ | 0.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Y.; Liu, S.; Yuan, M.; Dai, X.; Lan, J. Immune Optimization of Double-Sided Welding Sequence for Medium-Small Assemblies in Ships Based on Inherent Strain Method. Metals 2022, 12, 1091. https://doi.org/10.3390/met12071091
Shen Y, Liu S, Yuan M, Dai X, Lan J. Immune Optimization of Double-Sided Welding Sequence for Medium-Small Assemblies in Ships Based on Inherent Strain Method. Metals. 2022; 12(7):1091. https://doi.org/10.3390/met12071091
Chicago/Turabian StyleShen, Yi, Suodong Liu, Mingxin Yuan, Xianling Dai, and Jinchun Lan. 2022. "Immune Optimization of Double-Sided Welding Sequence for Medium-Small Assemblies in Ships Based on Inherent Strain Method" Metals 12, no. 7: 1091. https://doi.org/10.3390/met12071091
APA StyleShen, Y., Liu, S., Yuan, M., Dai, X., & Lan, J. (2022). Immune Optimization of Double-Sided Welding Sequence for Medium-Small Assemblies in Ships Based on Inherent Strain Method. Metals, 12(7), 1091. https://doi.org/10.3390/met12071091